
研削装置の砥石修正方法、研削方法および研削装置
【課題】 砥石車の切れ味を良好に保つ一方で、研削加工中の砥粒や結合剤の脱落を有効に防止し、これにより高い加工精度を確保する。
【解決手段】 研削装置は、カップ型の砥石16を回転駆動し、この砥石16を、主軸と一体に回転駆動されるワークに対して押付けることによりワーク表面を研削するように構成されている。砥石16のドレス時には、主軸にドレスボード26を装着し、砥石16およびドレスボード26を共に回転駆動しながら砥石16をドレス用砥石26aに押付ける。また、砥石16の回転方向上流側から順に洗浄ノズル30およびバキュームノズル32が設けられ、ドレス中は、超音波振動を与えた洗浄水を洗浄ノズル30から砥石16に吹き付けることにより砥石面を洗浄し、さらにその洗浄箇所をバキュームノズル32により吸引するようにされている。
【解決手段】 研削装置は、カップ型の砥石16を回転駆動し、この砥石16を、主軸と一体に回転駆動されるワークに対して押付けることによりワーク表面を研削するように構成されている。砥石16のドレス時には、主軸にドレスボード26を装着し、砥石16およびドレスボード26を共に回転駆動しながら砥石16をドレス用砥石26aに押付ける。また、砥石16の回転方向上流側から順に洗浄ノズル30およびバキュームノズル32が設けられ、ドレス中は、超音波振動を与えた洗浄水を洗浄ノズル30から砥石16に吹き付けることにより砥石面を洗浄し、さらにその洗浄箇所をバキュームノズル32により吸引するようにされている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、平面研削盤や円筒研削盤等の研削装置に関し、特に、砥石車の目立て(ドレス)や形直し(ツルーイング)といった砥石修正の方法、ワークを研削する方法およびこれらの方法に基づいて砥石修正やワークの研削を実施可能な研削装置に関するものである。
【背景技術】
【0002】
平面研削盤等の研削装置においては、精度を保ちながら効率的に加工を進めるために研削加工の合間に、砥石車表面の結合剤を除去することにより砥粒を露出させるドレス(目立て)や、砥粒の刃先を揃えるツルーイング(形直し)といった砥石修正を実施し、これにより砥石車の切れ味を保つことが一般に行われている(例えば、特許文献1)。
【特許文献1】特開平8−229815号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところが、近年、ワークに対する寸法精度(加工精度)の要求がより一層厳しくなっており、上記従来の装置では、砥石車の切れ味を保つことはできるものの次の点で改善の余地が残されている。すなわち、ドレスやツルーイングにより砥石車に脱落寸前の砥粒や結合剤が生じる場合も多く、研削加工中にこのような砥粒等が砥石車から脱落することにより加工面にダメージを与えることが考えられる。特に、近年、半導体ウエハの超精密平面研削等では、ボンドが硬く切れ味が良好であるという理由からビトリファイドボンドダイヤモンド砥石(砥石車)等を使用するケースが多いが、この砥石はボンド中の気泡が多く、他の砥石(レジンボンド砥石等)に比べるとドレス等により上記のような砥粒等が生じ易いと考えられる。そのため、ドレス後、研削加工中に砥粒がワーク上に脱落して加工精度に影響を及ぼすことが考えられ、この点を早急に改善することが望まれる。
【0004】
なお、研削加工中にも砥石車とワークとの接触により脱落し易い砥粒や結合剤が生じることが考えられるため、このような砥粒等の脱落も有効に防止する必要がある。
【0005】
本発明は上記の事情に鑑みてなされたものであって、ドレッシング等の砥石修正を行うことにより砥石車の切れ味を良好に保つ一方で、研削加工中の砥粒や結合剤の脱落を有効に防止し、これにより高い加工精度を確保することを目的としている。
【課題を解決するための手段】
【0006】
上記の課題を解決するために、本発明の請求項1に係る砥石修正方法は、砥石車を回転駆動しながら当該砥石車とワークとを相対的に切込み送りすることによりワークを研削する研削装置の前記砥石車に対して目立て又は形直しである修正処理を施す方法において、前記砥石車に砥石修正用ツールを接触させて前記修正処理を施した後、その修正箇所に超音波振動を与えた洗浄液を吹き付けることにより当該箇所を洗浄するようにしたものである。
【0007】
また、請求項2に係る砥石修正方法は、請求項1に記載の砥石修正方法において、前記洗浄後、砥石車の当該洗浄箇所を吸引するようにしたものである。
【0008】
一方、本発明の請求項3に係る研削装置は、砥石車を回転駆動しながら当該砥石車に対して砥石修正用ツールを接触させることにより目立て又は形直しである修正処理を前記砥石車に施す砥石修正装置を備えた研削装置において、前記砥石修正装置により修正処理が施された砥石車の当該修正箇所に超音波振動を与えた洗浄液を吹き付けることにより当該箇所を洗浄する洗浄装置を備えているものである。
【0009】
また、請求項4に係る研削装置は、請求項3に記載の研削装置において、前記洗浄装置による砥石車の洗浄箇所を吸引する吸引装置を備えているものである。
【0010】
また、請求項5に係る研削装置は、請求項4に記載の研削装置において、砥石修正用ツールと砥石車とを接触させた状態で、その接触箇所と洗浄装置と吸引装置とがこの順番で前記砥石車の回転方向に並ぶように前記洗浄装置および吸引装置が設けられているものである。
【0011】
一方、本発明の請求項6に係る研削方法は、砥石車を回転駆動しながら当該砥石車とワークとを相対的に切込み送りすることにより当該ワークを研削する研削方法において、前記砥石車によるワークの研削加工中、前記ワークに対する砥石車の接触箇所以外の箇所に超音波振動を与えた洗浄液を吹き付けて砥石車を洗浄するとともに、洗浄液の吹き付け箇所がワークに接触する前に当該洗浄箇所を吸引するようにしたものである。
【0012】
また、本発明の請求項7に係る研削装置は、砥石車を回転駆動しながら当該砥石車とワークとを相対的に切込み送りすることによりワークを研削する研削装置において、砥石車によるワークの研削中、前記ワークに対する砥石車の接触箇所以外の箇所に超音波振動を与えた洗浄液を吹き付けて砥石車を洗浄する洗浄装置と、この洗浄装置による砥石車の洗浄箇所を、当該箇所が前記ワークに接触する前に吸引する吸引装置とを備えているものである。
【0013】
また、請求項8に係る研削装置は、請求項7に記載の研削装置において、砥石車を回転駆動しながら当該砥石車に対して砥石修正用ツールを接触させることにより目立て又は形直しである修正処理を前記砥石車に施工可能な砥石修正装置を備え、前記洗浄装置が、前記砥石修正装置により修正処理が施された砥石車の当該修正箇所に前記洗浄液を吹き付けて砥石車を洗浄し、前記洗浄装置が、前記洗浄装置により洗浄された前記修正箇所を吸引し得るように構成されているものである。
【発明の効果】
【0014】
本発明の請求項1に係る砥石修正方法によると、砥石修正用ツールにより目立てや形直しといった修正処理を砥石車に施し、さらにその修正箇所に超音波振動を伴う洗浄液を吹き付けて洗浄処理を施すため、目立て(ドレス)や形直し(ツルーイング)により砥石車に生じた脱落寸前の砥粒や結合剤を事前に、すなわちワークの研削加工前に効果的に除去することができる。そのため、目立て等の砥石修正を行うことにより砥石車の切れ味を良好に保つ一方で、研削加工中の砥粒や結合剤の脱落を有効に防止することができ、その結果、高い加工精度を確保することができるようになる。
【0015】
特に、請求項2に係る砥石修正方法によると、洗浄処理後、当該洗浄箇所を吸引するので、洗浄処理では除去し切れなかった砥粒や結合剤、あるいは洗浄処理により砥石車に付着した洗浄液(切粉等を含む洗浄液)を除去することが可能となり、研削加工中の砥粒等の脱落をより一層確実に防止できるようになる。
【0016】
請求項3に係る研削装置によると、砥石修正装置に加え、超音波振動を与えた洗浄液を砥石車に吹き付けることにより洗浄処理を施す洗浄装置が設けられており、請求項4に係る研削装置によると、さらに洗浄装置による砥石車の洗浄箇所を吸引する吸引装置が設けられているので、請求項1,2の方法に基づく砥石修正処理を研削装置において自動的に実施することができるようになる。特に、請求項5に係る研削装置によると、砥石車の回転に伴い、砥石車の修正処理、洗浄処理および吸引処理を連続的に行うことが可能となるので、上記のような一連の砥石修正処理を効率良く実施することができる。
【0017】
請求項6に係る研削方法によると、ワークの研削加工中に、ワークに対する砥石車の接触箇所以外の箇所に超音波振動を与えた洗浄液を吹き付けて砥石車を洗浄し、さらにその洗浄箇所を吸引するので、砥石車の目詰まりを効果的に防止することができ、また、研削加工に伴い脱落し易くなった砥粒や結合剤等を事前に、すなわちワークとの接触前に効果的に除去することができる。従って、砥石車の切れ味を良好に保つ一方で、研削加工中の砥粒や結合剤の脱落を有効に防止することができ、その結果、高い加工精度を確保することができる。
【0018】
請求項7に係る研削装置によると、ワークの研削加工中、ワークに対する砥石車の接触箇所以外の箇所に超音波振動を与えた洗浄液を吹き付ける洗浄装置と、この洗浄装置による洗浄箇所を吸引する吸引装置とを備えているので、請求項6の方法に基づく研削加工を研削装置において自動的に実施することができる。特に、請求項8に係る研削装置によると、砥石修正用ツールにより目立てや形直しといった修正処理を砥石車に施すことができる上、この砥石修正処理に際し、上記洗浄装置および吸引装置を兼用して砥石車の洗浄および吸引処理を行うことができる。つまり、請求項1に係る砥石修正方法を上記洗浄装置および吸引装置を兼用して実施することができるようになる。
【発明を実施するための最良の形態】
【0019】
本発明の好ましい実施形態について図面を用いて説明する。
【0020】
図1は、本発明に係る研削装置(本発明に係る砥石修正方法および研削方法が実施される研削装置)の要部を断面図で概略的に示している。
【0021】
この図に示す研削装置はいわゆる平面研削盤であって、互いに対向する砥石ヘッド10と主軸ヘッド20とを備えている。これらのヘッド10,20は図外の基台上に支持されている。
【0022】
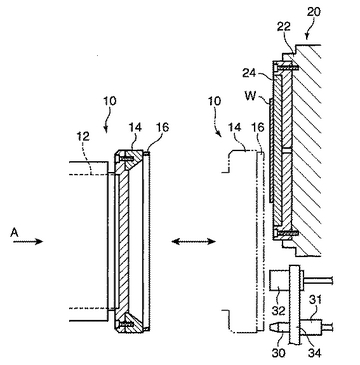
砥石ヘッド10は、モータにより回転駆動される砥石軸12を有している。砥石軸12の先端(同図では右端)には、砥石16(砥石車)を保持した砥石ホルダ14が固定されており、これにより砥石16が砥石軸12と一体にその軸回りに回転駆動されるようになっている。なお、砥石16は、カップ型砥石であって、当実施形態では♯2000〜♯3000のビトリファイドボンドダイヤモンド砥石が用いられている。
【0023】
前記砥石ヘッド10は、送りモータにより駆動される可動テーブル上に設置されており、基台に対してこの可動テーブルと一体に砥石軸12の軸方向に移動するようになっている。
【0024】
一方、主軸ヘッド20は、砥石ヘッド10に対して前記砥石軸12の軸方向に、前記砥石16に対向して設けられている。
【0025】
主軸ヘッド20は、モータにより回転駆動される主軸22を有している。主軸22は、前記砥石軸12に対して一定寸法だけ上方にオフセットされており、その先端(同図では左端)には、ワークWを保持するチャック24が固定されている。このチャック24は、いわゆるバキュームチャックからなり、同図に示すようにワークW(当実施形態ではシリコンウエハ)の裏面を負圧吸着することによりワークWの被研削面を砥石16に対向させた状態で保持するようになっている。
【0026】
従って、この研削装置では、砥石軸12を回転駆動し、かつ、主軸22と一体にワークWを回転駆動しながら、送りモータの駆動により砥石ヘッド10を砥石軸12の軸方向に前進させて砥石16をワークWに押付けることにより、ワークWの表面を研削できるようになっている。
【0027】
前記主軸ヘッド20の側方には、砥石16の洗浄装置および吸引装置が配設されている。
【0028】
洗浄装置は、砥石16に洗浄水を吹き付けることにより砥石面(砥石16のうちワークWを研削する面)を洗浄するもので、同図に示すように砥石16の砥石面に向ってノズル孔30a(図3参照)が開口する洗浄ノズル30と超音波発振器31とを有しており、図外の給水源からフィルタおよびバルブを介して供給される洗浄水に超音波振動(当実施形態では周波数1.5〜3MHzの振動)を与えながら当該洗浄水を砥石16の砥石面に所定の圧力で吹き付けるようになっている。
【0029】
吸引装置は、砥石16に向って開口し、かつ砥石面に沿って延びる円弧状のノズル孔32a(図3参照)をもつバキュームノズル32を有している。このノズル32は、図外のフィルタ等を介して負圧発生源に接続されており、これにより砥石16の砥石面を吸引するようになっている。
【0030】
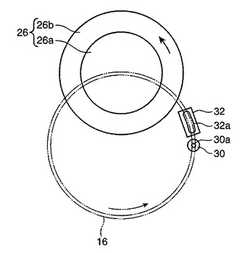
洗浄装置および吸引装置の各ノズル30,32は、図3に示すように、砥石16(砥石軸12)の回転方向における上流側からその順番で並べられ、かつそれぞれのノズル先端が例えば前記チャック24のワーク保持面と面一、あるいはワーク保持面から若干砥石ヘッド10側に突出するように配置されており、図1に示すように支持フレーム34を介して上記基台、又は主軸ヘッド20に対して固定されている。これにより砥石16の回転に伴い、まず砥石16に対して洗浄ノズル30から洗浄水を吹き付けて砥石面を洗浄し、その後、砥石面の当該洗浄箇所をノズル32により吸引し得るようになっている。
【0031】
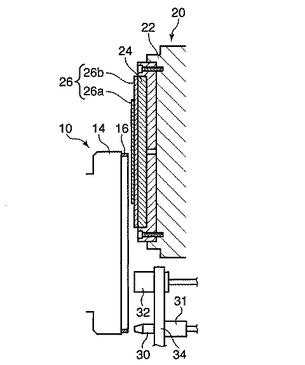
なお、この研削装置では、前記砥石16を目立て(ドレス)するためのドレス装置(砥石修正装置)として主軸ヘッド20が兼用されるようになっている。すなわち、砥石16をドレスする際には、図2に示すように、塩ビの基板26bの表面にドレス用砥石26aを設けたドレスボード26を前記チャック24に吸着保持させ、ワークWの表面研削の場合と同様に、砥石軸12を回転駆動し、かつ、主軸22と一体にワークWを回転駆動しながら砥石16をドレスボード26(ドレス用砥石26a)に押付けることにより、砥石16(砥石面)をドレスすることが可能となっている。
【0032】
次ぎに、この研削装置における砥石16のドレス動作(ドレス方法)およびワークWの研削動作(研削方法)について説明するとともにその作用効果について併せて説明する。
【0033】
まず、砥石16をドレスする場合には、上述したように主軸ヘッド20のチャック24にドレスボード26(砥石修正用ツール)を保持させる(図2参照)。そして、砥石軸12を回転駆動し、かつ、主軸22と一体にワークWを回転駆動しながら砥石16をドレスボード26の前記ドレス用砥石26aに押付け、これにより砥石16をドレスする。
【0034】
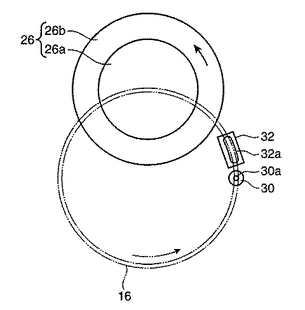
この際、洗浄装置および吸引装置を共に作動させ、洗浄ノズル30から砥石16に対して超音波振動を与えた洗浄水を吹き付けるとともに、砥石16をノズル32により吸引する。このようにすると、図3に示すように、砥石16の回転に伴い、まず砥石面のうちドレスされた部分に超音波振動を伴う洗浄液が吹き付けられ、これによってドレスにより生じた脱落寸前の砥粒や結合剤が洗浄水の水圧および振動エネルギーを受けて効果的に除去される。そして、さらにその洗浄箇所が吸引されることにより、不要な砥粒や結合剤が除去されるとともに砥石面に付着している洗浄水(脱落した砥粒等を含む洗浄水)が強制的に除去されることとなる。つまり、ドレスにより生じた脱落寸前の砥粒や結合剤が事前に(すなわちワークWの表面研削作業前に)に除去されることとなる。
【0035】
従って、ドレスにより砥石16の切れ味を良好に保つことができる一方で、ドレスにより生じた脱落寸前の砥粒や結合剤が研削作業中にワークW上に脱落するといった事態を効果的に防止することができるようになる。
【0036】
次ぎに、ワークWの表面研削を行う場合には、ドレスボード26を取外し、これに代えてワークWを前記チャック24に保持させる(図1参照)。そして、砥石16のドレス時と同様に、砥石16およびワークWを回転駆動しながら、砥石16をワークWの表面に押付け、これによりワークWの表面を研削する。
【0037】
この場合も、洗浄装置および吸引装置を共に作動させることにより、砥石16のドレスの場合と同様に砥石面の洗浄および吸引を行う。このようにすると、砥石16の回転に伴い、砥石面のうち表面研削に使われた部分が次ぎにワークWに接触するまでの間に、洗浄および吸引の各作用によって砥石16に付着した切粉や、研削に伴い脱落し易くなった砥粒や結合剤等が効果的に除去されることとなる。
【0038】
従って、砥石16の目詰まりを防止して砥石車の切れ味を良好に保った状態で研削加工を進めることができるとともに、加工中に生じた不安定は砥粒(脱落寸前の砥粒)や結合剤がワークW上に脱落するといった事態を効果的に防止することができるようになる。
【0039】
以上のようにこの研削装置によると、砥石16のドレスにより生じた不要な砥粒(脱落寸前の砥粒)や結合剤が研削加工中にワークW上に脱落するのを効果的に防止することができるので、ドレスにより砥石16の切れ味を保ちながらも、その弊害、すなわちドレスにより生じた前記砥粒等がワークW上に脱落することにより研削面にダメージを与えるといった事態の発生を有効に防止することができる。
【0040】
また、研削加工中は、砥石16を洗浄および吸引により積極的に切粉を除去することにより砥石16の目詰まりを防止することができ、また、研削加工中に生じた不要な砥粒(脱落寸前の砥粒)や結合剤を洗浄および吸引により積極的に除去することができるので、研削加工中に砥石16の切れ味を良好に保つとともに、切粉や前記砥粒等がワークW上に脱落して研削面にダメージを与えるといった事態の発生を有効に防止することができる。
【0041】
従って、この研削装置(ドレス方法および研削方法)によると、砥石16の切れ味を保って適正に研削加工を進める一方で、砥粒等の脱落による研削面のダメージを効果的に軽減することができ、その結果、精度良くワークWの表面研削を行うことができるようになる。
【0042】
特に、この研削装置では、砥石16としてビトリファイドボンドダイヤモンド砥石を使用しているが、上述のようにこの研削装置によると、ドレスにより生じた脱落寸前の砥粒等を洗浄および吸引により強制的に除去することができるため、切れ味が良いというビトリファイドボンドダイヤモンド砥石の長所を生かしつつ、その短所、すなわちドレスにより不安定な砥粒が生じ易く研削加工中に砥粒が脱落し易いという点を効果的に解消することができる。
【0043】
ところで、以上説明した研削装置、この研削装置を用いたドレス方法および研削方法は、本発明に係る研削装置、砥石修正方法および研削方法の好ましい実施形態の一例であって、その具体的な構成や方法は本発明の要旨を逸脱しない範囲で適宜変更可能である。
【0044】
例えば、実施形態では、本発明の砥石修正方法として砥石16をドレス(目立て)した後に洗浄および吸引を行う例について説明しているが、勿論、砥石をツルーイング(形直し)する場合にも本発明は適用可能である。つまり、ツルーイング後、超音波振動を与えた洗浄水を砥石に吹き付けて洗浄し、さらにその洗浄箇所を吸引するようにしてもよい。
【0045】
また、上記実施形態では、砥石16の砥石面に沿って洗浄ノズル30とバキュームノズル32aを並べて配置し、砥石16の回転に伴いまずドレス箇所を洗浄し、その洗浄箇所を直ちに吸引するという具合に、ドレス、洗浄および吸引の各処理を連続的に行うようにしているが、例えば、砥石面の全体に、ドレス、洗浄および吸引の各処理を順番に施すようにしてもよい。具体的には、洗浄装置および吸引装置を停止させた状態で砥石16の全周をドレスした後、砥石16をドレスボード26から若干退避させ、この状態で砥石16を回転駆動しながら洗浄液を吹き付けることによりその全周を洗浄し、さらに洗浄後、吸引装置を作動させて砥石16の全周を吸引するようにしてもよい。
【0046】
また、上記実施形態では、主軸ヘッド20にドレスボード26を装着することにより、砥石16にドレス(砥石修正)を施すための砥石修正装置として主軸ヘッド20を兼用するようにしているが、勿論、主軸ヘッド20とは別個に、独立した砥石修正装置を基台上に設ける構成を採用してもよい。
【0047】
また、上記実施形態では、砥石16にドレスを施す際に当該砥石16を洗浄および吸引する装置と、ワークWを研削する際に当該砥石16を洗浄および吸引する装置として上記の洗浄装置および吸引装置を兼用しているが、勿論、別個独立のものを設けてもよい。この場合、ワークWの種類や砥石16の種類に応じて洗浄水に与える超音波振動の振動周波数や吸引装置による吸引力を異なる値に設定してもよい。但し、特別な事情が無い場合には、上記のように洗浄装置等を兼用する方が省スペースおよび低廉化を図る上で有利となる。
【0048】
また、実施形態では、砥石ヘッド10と主軸ヘッド20とが水平方向に対向配置された横型の研削装置について本発明を適用しているが、勿論、砥石ヘッド10と主軸ヘッド20と上下方向に対向配置される縦型の研削装置についても本発明は適用可能である。
【0049】
また、実施形態では、研削装置としていわゆる平面研削盤に本発明を適用した例について説明したが、円筒研削盤や内面研削盤についても本発明は適用可能である。
【図面の簡単な説明】
【0050】
【図1】本発明に係る研削装置(本発明に係る砥石修正方法および研削方法が実施される研削装置)の要部断面図である。
【図2】主軸ヘッドにドレスボードを装着した状態(チャックによりドレスボードを保持した状態)を示す研削装置の要部断面図である。
【図3】砥石に対する洗浄装置(ノズル)と吸引装置(ノズル)との位置関係を説明する図1のA矢視図(模式図)である。
【符号の説明】
【0051】
10 砥石ヘッド
12 砥石軸
16 砥石
20 主軸ヘッド
24 チャック
26 ドレスボード
30 洗浄ノズル
31 超音波発振器
32 バキュームノズル
W ワーク
【技術分野】
【0001】
本発明は、平面研削盤や円筒研削盤等の研削装置に関し、特に、砥石車の目立て(ドレス)や形直し(ツルーイング)といった砥石修正の方法、ワークを研削する方法およびこれらの方法に基づいて砥石修正やワークの研削を実施可能な研削装置に関するものである。
【背景技術】
【0002】
平面研削盤等の研削装置においては、精度を保ちながら効率的に加工を進めるために研削加工の合間に、砥石車表面の結合剤を除去することにより砥粒を露出させるドレス(目立て)や、砥粒の刃先を揃えるツルーイング(形直し)といった砥石修正を実施し、これにより砥石車の切れ味を保つことが一般に行われている(例えば、特許文献1)。
【特許文献1】特開平8−229815号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところが、近年、ワークに対する寸法精度(加工精度)の要求がより一層厳しくなっており、上記従来の装置では、砥石車の切れ味を保つことはできるものの次の点で改善の余地が残されている。すなわち、ドレスやツルーイングにより砥石車に脱落寸前の砥粒や結合剤が生じる場合も多く、研削加工中にこのような砥粒等が砥石車から脱落することにより加工面にダメージを与えることが考えられる。特に、近年、半導体ウエハの超精密平面研削等では、ボンドが硬く切れ味が良好であるという理由からビトリファイドボンドダイヤモンド砥石(砥石車)等を使用するケースが多いが、この砥石はボンド中の気泡が多く、他の砥石(レジンボンド砥石等)に比べるとドレス等により上記のような砥粒等が生じ易いと考えられる。そのため、ドレス後、研削加工中に砥粒がワーク上に脱落して加工精度に影響を及ぼすことが考えられ、この点を早急に改善することが望まれる。
【0004】
なお、研削加工中にも砥石車とワークとの接触により脱落し易い砥粒や結合剤が生じることが考えられるため、このような砥粒等の脱落も有効に防止する必要がある。
【0005】
本発明は上記の事情に鑑みてなされたものであって、ドレッシング等の砥石修正を行うことにより砥石車の切れ味を良好に保つ一方で、研削加工中の砥粒や結合剤の脱落を有効に防止し、これにより高い加工精度を確保することを目的としている。
【課題を解決するための手段】
【0006】
上記の課題を解決するために、本発明の請求項1に係る砥石修正方法は、砥石車を回転駆動しながら当該砥石車とワークとを相対的に切込み送りすることによりワークを研削する研削装置の前記砥石車に対して目立て又は形直しである修正処理を施す方法において、前記砥石車に砥石修正用ツールを接触させて前記修正処理を施した後、その修正箇所に超音波振動を与えた洗浄液を吹き付けることにより当該箇所を洗浄するようにしたものである。
【0007】
また、請求項2に係る砥石修正方法は、請求項1に記載の砥石修正方法において、前記洗浄後、砥石車の当該洗浄箇所を吸引するようにしたものである。
【0008】
一方、本発明の請求項3に係る研削装置は、砥石車を回転駆動しながら当該砥石車に対して砥石修正用ツールを接触させることにより目立て又は形直しである修正処理を前記砥石車に施す砥石修正装置を備えた研削装置において、前記砥石修正装置により修正処理が施された砥石車の当該修正箇所に超音波振動を与えた洗浄液を吹き付けることにより当該箇所を洗浄する洗浄装置を備えているものである。
【0009】
また、請求項4に係る研削装置は、請求項3に記載の研削装置において、前記洗浄装置による砥石車の洗浄箇所を吸引する吸引装置を備えているものである。
【0010】
また、請求項5に係る研削装置は、請求項4に記載の研削装置において、砥石修正用ツールと砥石車とを接触させた状態で、その接触箇所と洗浄装置と吸引装置とがこの順番で前記砥石車の回転方向に並ぶように前記洗浄装置および吸引装置が設けられているものである。
【0011】
一方、本発明の請求項6に係る研削方法は、砥石車を回転駆動しながら当該砥石車とワークとを相対的に切込み送りすることにより当該ワークを研削する研削方法において、前記砥石車によるワークの研削加工中、前記ワークに対する砥石車の接触箇所以外の箇所に超音波振動を与えた洗浄液を吹き付けて砥石車を洗浄するとともに、洗浄液の吹き付け箇所がワークに接触する前に当該洗浄箇所を吸引するようにしたものである。
【0012】
また、本発明の請求項7に係る研削装置は、砥石車を回転駆動しながら当該砥石車とワークとを相対的に切込み送りすることによりワークを研削する研削装置において、砥石車によるワークの研削中、前記ワークに対する砥石車の接触箇所以外の箇所に超音波振動を与えた洗浄液を吹き付けて砥石車を洗浄する洗浄装置と、この洗浄装置による砥石車の洗浄箇所を、当該箇所が前記ワークに接触する前に吸引する吸引装置とを備えているものである。
【0013】
また、請求項8に係る研削装置は、請求項7に記載の研削装置において、砥石車を回転駆動しながら当該砥石車に対して砥石修正用ツールを接触させることにより目立て又は形直しである修正処理を前記砥石車に施工可能な砥石修正装置を備え、前記洗浄装置が、前記砥石修正装置により修正処理が施された砥石車の当該修正箇所に前記洗浄液を吹き付けて砥石車を洗浄し、前記洗浄装置が、前記洗浄装置により洗浄された前記修正箇所を吸引し得るように構成されているものである。
【発明の効果】
【0014】
本発明の請求項1に係る砥石修正方法によると、砥石修正用ツールにより目立てや形直しといった修正処理を砥石車に施し、さらにその修正箇所に超音波振動を伴う洗浄液を吹き付けて洗浄処理を施すため、目立て(ドレス)や形直し(ツルーイング)により砥石車に生じた脱落寸前の砥粒や結合剤を事前に、すなわちワークの研削加工前に効果的に除去することができる。そのため、目立て等の砥石修正を行うことにより砥石車の切れ味を良好に保つ一方で、研削加工中の砥粒や結合剤の脱落を有効に防止することができ、その結果、高い加工精度を確保することができるようになる。
【0015】
特に、請求項2に係る砥石修正方法によると、洗浄処理後、当該洗浄箇所を吸引するので、洗浄処理では除去し切れなかった砥粒や結合剤、あるいは洗浄処理により砥石車に付着した洗浄液(切粉等を含む洗浄液)を除去することが可能となり、研削加工中の砥粒等の脱落をより一層確実に防止できるようになる。
【0016】
請求項3に係る研削装置によると、砥石修正装置に加え、超音波振動を与えた洗浄液を砥石車に吹き付けることにより洗浄処理を施す洗浄装置が設けられており、請求項4に係る研削装置によると、さらに洗浄装置による砥石車の洗浄箇所を吸引する吸引装置が設けられているので、請求項1,2の方法に基づく砥石修正処理を研削装置において自動的に実施することができるようになる。特に、請求項5に係る研削装置によると、砥石車の回転に伴い、砥石車の修正処理、洗浄処理および吸引処理を連続的に行うことが可能となるので、上記のような一連の砥石修正処理を効率良く実施することができる。
【0017】
請求項6に係る研削方法によると、ワークの研削加工中に、ワークに対する砥石車の接触箇所以外の箇所に超音波振動を与えた洗浄液を吹き付けて砥石車を洗浄し、さらにその洗浄箇所を吸引するので、砥石車の目詰まりを効果的に防止することができ、また、研削加工に伴い脱落し易くなった砥粒や結合剤等を事前に、すなわちワークとの接触前に効果的に除去することができる。従って、砥石車の切れ味を良好に保つ一方で、研削加工中の砥粒や結合剤の脱落を有効に防止することができ、その結果、高い加工精度を確保することができる。
【0018】
請求項7に係る研削装置によると、ワークの研削加工中、ワークに対する砥石車の接触箇所以外の箇所に超音波振動を与えた洗浄液を吹き付ける洗浄装置と、この洗浄装置による洗浄箇所を吸引する吸引装置とを備えているので、請求項6の方法に基づく研削加工を研削装置において自動的に実施することができる。特に、請求項8に係る研削装置によると、砥石修正用ツールにより目立てや形直しといった修正処理を砥石車に施すことができる上、この砥石修正処理に際し、上記洗浄装置および吸引装置を兼用して砥石車の洗浄および吸引処理を行うことができる。つまり、請求項1に係る砥石修正方法を上記洗浄装置および吸引装置を兼用して実施することができるようになる。
【発明を実施するための最良の形態】
【0019】
本発明の好ましい実施形態について図面を用いて説明する。
【0020】
図1は、本発明に係る研削装置(本発明に係る砥石修正方法および研削方法が実施される研削装置)の要部を断面図で概略的に示している。
【0021】
この図に示す研削装置はいわゆる平面研削盤であって、互いに対向する砥石ヘッド10と主軸ヘッド20とを備えている。これらのヘッド10,20は図外の基台上に支持されている。
【0022】
砥石ヘッド10は、モータにより回転駆動される砥石軸12を有している。砥石軸12の先端(同図では右端)には、砥石16(砥石車)を保持した砥石ホルダ14が固定されており、これにより砥石16が砥石軸12と一体にその軸回りに回転駆動されるようになっている。なお、砥石16は、カップ型砥石であって、当実施形態では♯2000〜♯3000のビトリファイドボンドダイヤモンド砥石が用いられている。
【0023】
前記砥石ヘッド10は、送りモータにより駆動される可動テーブル上に設置されており、基台に対してこの可動テーブルと一体に砥石軸12の軸方向に移動するようになっている。
【0024】
一方、主軸ヘッド20は、砥石ヘッド10に対して前記砥石軸12の軸方向に、前記砥石16に対向して設けられている。
【0025】
主軸ヘッド20は、モータにより回転駆動される主軸22を有している。主軸22は、前記砥石軸12に対して一定寸法だけ上方にオフセットされており、その先端(同図では左端)には、ワークWを保持するチャック24が固定されている。このチャック24は、いわゆるバキュームチャックからなり、同図に示すようにワークW(当実施形態ではシリコンウエハ)の裏面を負圧吸着することによりワークWの被研削面を砥石16に対向させた状態で保持するようになっている。
【0026】
従って、この研削装置では、砥石軸12を回転駆動し、かつ、主軸22と一体にワークWを回転駆動しながら、送りモータの駆動により砥石ヘッド10を砥石軸12の軸方向に前進させて砥石16をワークWに押付けることにより、ワークWの表面を研削できるようになっている。
【0027】
前記主軸ヘッド20の側方には、砥石16の洗浄装置および吸引装置が配設されている。
【0028】
洗浄装置は、砥石16に洗浄水を吹き付けることにより砥石面(砥石16のうちワークWを研削する面)を洗浄するもので、同図に示すように砥石16の砥石面に向ってノズル孔30a(図3参照)が開口する洗浄ノズル30と超音波発振器31とを有しており、図外の給水源からフィルタおよびバルブを介して供給される洗浄水に超音波振動(当実施形態では周波数1.5〜3MHzの振動)を与えながら当該洗浄水を砥石16の砥石面に所定の圧力で吹き付けるようになっている。
【0029】
吸引装置は、砥石16に向って開口し、かつ砥石面に沿って延びる円弧状のノズル孔32a(図3参照)をもつバキュームノズル32を有している。このノズル32は、図外のフィルタ等を介して負圧発生源に接続されており、これにより砥石16の砥石面を吸引するようになっている。
【0030】
洗浄装置および吸引装置の各ノズル30,32は、図3に示すように、砥石16(砥石軸12)の回転方向における上流側からその順番で並べられ、かつそれぞれのノズル先端が例えば前記チャック24のワーク保持面と面一、あるいはワーク保持面から若干砥石ヘッド10側に突出するように配置されており、図1に示すように支持フレーム34を介して上記基台、又は主軸ヘッド20に対して固定されている。これにより砥石16の回転に伴い、まず砥石16に対して洗浄ノズル30から洗浄水を吹き付けて砥石面を洗浄し、その後、砥石面の当該洗浄箇所をノズル32により吸引し得るようになっている。
【0031】
なお、この研削装置では、前記砥石16を目立て(ドレス)するためのドレス装置(砥石修正装置)として主軸ヘッド20が兼用されるようになっている。すなわち、砥石16をドレスする際には、図2に示すように、塩ビの基板26bの表面にドレス用砥石26aを設けたドレスボード26を前記チャック24に吸着保持させ、ワークWの表面研削の場合と同様に、砥石軸12を回転駆動し、かつ、主軸22と一体にワークWを回転駆動しながら砥石16をドレスボード26(ドレス用砥石26a)に押付けることにより、砥石16(砥石面)をドレスすることが可能となっている。
【0032】
次ぎに、この研削装置における砥石16のドレス動作(ドレス方法)およびワークWの研削動作(研削方法)について説明するとともにその作用効果について併せて説明する。
【0033】
まず、砥石16をドレスする場合には、上述したように主軸ヘッド20のチャック24にドレスボード26(砥石修正用ツール)を保持させる(図2参照)。そして、砥石軸12を回転駆動し、かつ、主軸22と一体にワークWを回転駆動しながら砥石16をドレスボード26の前記ドレス用砥石26aに押付け、これにより砥石16をドレスする。
【0034】
この際、洗浄装置および吸引装置を共に作動させ、洗浄ノズル30から砥石16に対して超音波振動を与えた洗浄水を吹き付けるとともに、砥石16をノズル32により吸引する。このようにすると、図3に示すように、砥石16の回転に伴い、まず砥石面のうちドレスされた部分に超音波振動を伴う洗浄液が吹き付けられ、これによってドレスにより生じた脱落寸前の砥粒や結合剤が洗浄水の水圧および振動エネルギーを受けて効果的に除去される。そして、さらにその洗浄箇所が吸引されることにより、不要な砥粒や結合剤が除去されるとともに砥石面に付着している洗浄水(脱落した砥粒等を含む洗浄水)が強制的に除去されることとなる。つまり、ドレスにより生じた脱落寸前の砥粒や結合剤が事前に(すなわちワークWの表面研削作業前に)に除去されることとなる。
【0035】
従って、ドレスにより砥石16の切れ味を良好に保つことができる一方で、ドレスにより生じた脱落寸前の砥粒や結合剤が研削作業中にワークW上に脱落するといった事態を効果的に防止することができるようになる。
【0036】
次ぎに、ワークWの表面研削を行う場合には、ドレスボード26を取外し、これに代えてワークWを前記チャック24に保持させる(図1参照)。そして、砥石16のドレス時と同様に、砥石16およびワークWを回転駆動しながら、砥石16をワークWの表面に押付け、これによりワークWの表面を研削する。
【0037】
この場合も、洗浄装置および吸引装置を共に作動させることにより、砥石16のドレスの場合と同様に砥石面の洗浄および吸引を行う。このようにすると、砥石16の回転に伴い、砥石面のうち表面研削に使われた部分が次ぎにワークWに接触するまでの間に、洗浄および吸引の各作用によって砥石16に付着した切粉や、研削に伴い脱落し易くなった砥粒や結合剤等が効果的に除去されることとなる。
【0038】
従って、砥石16の目詰まりを防止して砥石車の切れ味を良好に保った状態で研削加工を進めることができるとともに、加工中に生じた不安定は砥粒(脱落寸前の砥粒)や結合剤がワークW上に脱落するといった事態を効果的に防止することができるようになる。
【0039】
以上のようにこの研削装置によると、砥石16のドレスにより生じた不要な砥粒(脱落寸前の砥粒)や結合剤が研削加工中にワークW上に脱落するのを効果的に防止することができるので、ドレスにより砥石16の切れ味を保ちながらも、その弊害、すなわちドレスにより生じた前記砥粒等がワークW上に脱落することにより研削面にダメージを与えるといった事態の発生を有効に防止することができる。
【0040】
また、研削加工中は、砥石16を洗浄および吸引により積極的に切粉を除去することにより砥石16の目詰まりを防止することができ、また、研削加工中に生じた不要な砥粒(脱落寸前の砥粒)や結合剤を洗浄および吸引により積極的に除去することができるので、研削加工中に砥石16の切れ味を良好に保つとともに、切粉や前記砥粒等がワークW上に脱落して研削面にダメージを与えるといった事態の発生を有効に防止することができる。
【0041】
従って、この研削装置(ドレス方法および研削方法)によると、砥石16の切れ味を保って適正に研削加工を進める一方で、砥粒等の脱落による研削面のダメージを効果的に軽減することができ、その結果、精度良くワークWの表面研削を行うことができるようになる。
【0042】
特に、この研削装置では、砥石16としてビトリファイドボンドダイヤモンド砥石を使用しているが、上述のようにこの研削装置によると、ドレスにより生じた脱落寸前の砥粒等を洗浄および吸引により強制的に除去することができるため、切れ味が良いというビトリファイドボンドダイヤモンド砥石の長所を生かしつつ、その短所、すなわちドレスにより不安定な砥粒が生じ易く研削加工中に砥粒が脱落し易いという点を効果的に解消することができる。
【0043】
ところで、以上説明した研削装置、この研削装置を用いたドレス方法および研削方法は、本発明に係る研削装置、砥石修正方法および研削方法の好ましい実施形態の一例であって、その具体的な構成や方法は本発明の要旨を逸脱しない範囲で適宜変更可能である。
【0044】
例えば、実施形態では、本発明の砥石修正方法として砥石16をドレス(目立て)した後に洗浄および吸引を行う例について説明しているが、勿論、砥石をツルーイング(形直し)する場合にも本発明は適用可能である。つまり、ツルーイング後、超音波振動を与えた洗浄水を砥石に吹き付けて洗浄し、さらにその洗浄箇所を吸引するようにしてもよい。
【0045】
また、上記実施形態では、砥石16の砥石面に沿って洗浄ノズル30とバキュームノズル32aを並べて配置し、砥石16の回転に伴いまずドレス箇所を洗浄し、その洗浄箇所を直ちに吸引するという具合に、ドレス、洗浄および吸引の各処理を連続的に行うようにしているが、例えば、砥石面の全体に、ドレス、洗浄および吸引の各処理を順番に施すようにしてもよい。具体的には、洗浄装置および吸引装置を停止させた状態で砥石16の全周をドレスした後、砥石16をドレスボード26から若干退避させ、この状態で砥石16を回転駆動しながら洗浄液を吹き付けることによりその全周を洗浄し、さらに洗浄後、吸引装置を作動させて砥石16の全周を吸引するようにしてもよい。
【0046】
また、上記実施形態では、主軸ヘッド20にドレスボード26を装着することにより、砥石16にドレス(砥石修正)を施すための砥石修正装置として主軸ヘッド20を兼用するようにしているが、勿論、主軸ヘッド20とは別個に、独立した砥石修正装置を基台上に設ける構成を採用してもよい。
【0047】
また、上記実施形態では、砥石16にドレスを施す際に当該砥石16を洗浄および吸引する装置と、ワークWを研削する際に当該砥石16を洗浄および吸引する装置として上記の洗浄装置および吸引装置を兼用しているが、勿論、別個独立のものを設けてもよい。この場合、ワークWの種類や砥石16の種類に応じて洗浄水に与える超音波振動の振動周波数や吸引装置による吸引力を異なる値に設定してもよい。但し、特別な事情が無い場合には、上記のように洗浄装置等を兼用する方が省スペースおよび低廉化を図る上で有利となる。
【0048】
また、実施形態では、砥石ヘッド10と主軸ヘッド20とが水平方向に対向配置された横型の研削装置について本発明を適用しているが、勿論、砥石ヘッド10と主軸ヘッド20と上下方向に対向配置される縦型の研削装置についても本発明は適用可能である。
【0049】
また、実施形態では、研削装置としていわゆる平面研削盤に本発明を適用した例について説明したが、円筒研削盤や内面研削盤についても本発明は適用可能である。
【図面の簡単な説明】
【0050】
【図1】本発明に係る研削装置(本発明に係る砥石修正方法および研削方法が実施される研削装置)の要部断面図である。
【図2】主軸ヘッドにドレスボードを装着した状態(チャックによりドレスボードを保持した状態)を示す研削装置の要部断面図である。
【図3】砥石に対する洗浄装置(ノズル)と吸引装置(ノズル)との位置関係を説明する図1のA矢視図(模式図)である。
【符号の説明】
【0051】
10 砥石ヘッド
12 砥石軸
16 砥石
20 主軸ヘッド
24 チャック
26 ドレスボード
30 洗浄ノズル
31 超音波発振器
32 バキュームノズル
W ワーク
【特許請求の範囲】
【請求項1】
砥石車を回転駆動しながら当該砥石車とワークとを相対的に切込み送りすることによりワークを研削する研削装置の前記砥石車に対して目立て又は形直しである修正処理を施す方法において、
前記砥石車に砥石修正用ツールを接触させて前記修正処理を施した後、その修正箇所に超音波振動を与えた洗浄液を吹き付けることにより当該箇所を洗浄することを特徴とする砥石修正方法。
【請求項2】
請求項1に記載の砥石修正方法において、
前記洗浄後、砥石車の当該洗浄箇所を吸引することを特徴とする砥石修正方法。
【請求項3】
砥石車を回転駆動しながら当該砥石車に対して砥石修正用ツールを接触させることにより目立て又は形直しである修正処理を前記砥石車に施す砥石修正装置を備えた研削装置において、
前記砥石修正装置により修正処理が施された砥石車の当該修正箇所に超音波振動を与えた洗浄液を吹き付けることにより当該箇所を洗浄する洗浄装置を備えていることを特徴とする研削装置。
【請求項4】
請求項3に記載の研削装置において、
前記洗浄装置による砥石車の洗浄箇所を吸引する吸引装置を備えていることを特徴とする研削装置。
【請求項5】
請求項4に記載の研削装置において、
砥石修正用ツールと砥石車とを接触させた状態で、その接触箇所と洗浄装置と吸引装置とがこの順番で前記砥石車の回転方向に並ぶように前記洗浄装置および吸引装置が設けられていることを特徴とする研削装置。
【請求項6】
砥石車を回転駆動しながら当該砥石車とワークとを相対的に切込み送りすることにより当該ワークを研削する研削方法において、
前記砥石車によるワークの研削加工中、前記ワークに対する砥石車の接触箇所以外の箇所に超音波振動を与えた洗浄液を吹き付けて砥石車を洗浄するとともに、洗浄液の吹き付け箇所がワークに接触する前に当該洗浄箇所を吸引することを特徴とする研削方法。
【請求項7】
砥石車を回転駆動しながら当該砥石車とワークとを相対的に切込み送りすることによりワークを研削する研削装置において、
砥石車によるワークの研削中、前記ワークに対する砥石車の接触箇所以外の箇所に超音波振動を与えた洗浄液を吹き付けて砥石車を洗浄する洗浄装置と、
この洗浄装置による砥石車の洗浄箇所を、当該箇所が前記ワークに接触する前に吸引する吸引装置とを備えていることを特徴とする研削装置。
【請求項8】
請求項7に記載の研削装置において、
砥石車を回転駆動しながら当該砥石車に対して砥石修正用ツールを接触させることにより目立て又は形直しである修正処理を前記砥石車に施工可能な砥石修正装置を備え、
前記洗浄装置は、前記砥石修正装置により修正処理が施された砥石車の当該修正箇所に前記洗浄液を吹き付けて砥石車を洗浄し、前記洗浄装置は、前記洗浄装置により洗浄された前記修正箇所を吸引し得るように構成されていることを特徴とする研削装置。
【請求項1】
砥石車を回転駆動しながら当該砥石車とワークとを相対的に切込み送りすることによりワークを研削する研削装置の前記砥石車に対して目立て又は形直しである修正処理を施す方法において、
前記砥石車に砥石修正用ツールを接触させて前記修正処理を施した後、その修正箇所に超音波振動を与えた洗浄液を吹き付けることにより当該箇所を洗浄することを特徴とする砥石修正方法。
【請求項2】
請求項1に記載の砥石修正方法において、
前記洗浄後、砥石車の当該洗浄箇所を吸引することを特徴とする砥石修正方法。
【請求項3】
砥石車を回転駆動しながら当該砥石車に対して砥石修正用ツールを接触させることにより目立て又は形直しである修正処理を前記砥石車に施す砥石修正装置を備えた研削装置において、
前記砥石修正装置により修正処理が施された砥石車の当該修正箇所に超音波振動を与えた洗浄液を吹き付けることにより当該箇所を洗浄する洗浄装置を備えていることを特徴とする研削装置。
【請求項4】
請求項3に記載の研削装置において、
前記洗浄装置による砥石車の洗浄箇所を吸引する吸引装置を備えていることを特徴とする研削装置。
【請求項5】
請求項4に記載の研削装置において、
砥石修正用ツールと砥石車とを接触させた状態で、その接触箇所と洗浄装置と吸引装置とがこの順番で前記砥石車の回転方向に並ぶように前記洗浄装置および吸引装置が設けられていることを特徴とする研削装置。
【請求項6】
砥石車を回転駆動しながら当該砥石車とワークとを相対的に切込み送りすることにより当該ワークを研削する研削方法において、
前記砥石車によるワークの研削加工中、前記ワークに対する砥石車の接触箇所以外の箇所に超音波振動を与えた洗浄液を吹き付けて砥石車を洗浄するとともに、洗浄液の吹き付け箇所がワークに接触する前に当該洗浄箇所を吸引することを特徴とする研削方法。
【請求項7】
砥石車を回転駆動しながら当該砥石車とワークとを相対的に切込み送りすることによりワークを研削する研削装置において、
砥石車によるワークの研削中、前記ワークに対する砥石車の接触箇所以外の箇所に超音波振動を与えた洗浄液を吹き付けて砥石車を洗浄する洗浄装置と、
この洗浄装置による砥石車の洗浄箇所を、当該箇所が前記ワークに接触する前に吸引する吸引装置とを備えていることを特徴とする研削装置。
【請求項8】
請求項7に記載の研削装置において、
砥石車を回転駆動しながら当該砥石車に対して砥石修正用ツールを接触させることにより目立て又は形直しである修正処理を前記砥石車に施工可能な砥石修正装置を備え、
前記洗浄装置は、前記砥石修正装置により修正処理が施された砥石車の当該修正箇所に前記洗浄液を吹き付けて砥石車を洗浄し、前記洗浄装置は、前記洗浄装置により洗浄された前記修正箇所を吸引し得るように構成されていることを特徴とする研削装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−95663(P2006−95663A)
【公開日】平成18年4月13日(2006.4.13)
【国際特許分類】
【出願番号】特願2004−287949(P2004−287949)
【出願日】平成16年9月30日(2004.9.30)
【出願人】(391003668)トーヨーエイテック株式会社 (145)
【Fターム(参考)】
【公開日】平成18年4月13日(2006.4.13)
【国際特許分類】
【出願日】平成16年9月30日(2004.9.30)
【出願人】(391003668)トーヨーエイテック株式会社 (145)
【Fターム(参考)】
[ Back to top ]