
研削装置及び円形板状ワークの洗浄方法
【課題】研削装置のチャックテーブルに保持されていた円形板状ワークの被保持面側が保持部材によって保持されている場合において、被保持面のうち保持部材によって保持されている部分も洗浄できるようにする。
【解決手段】洗浄部材621に、搬出手段が保持した円形板状ワークの被保持面Tを接触させ、洗浄手段を構成する回転防止部材82を上昇させ被保持面Tに接触させて洗浄部材621の回転動作によって被保持面Tのうち回転防止部材82が接触している箇所以外の部分を洗浄し、その後、回転防止部材82を下降させて、被保持面Tのうち回転防止部材82が接触していた部分を露出させ、洗浄部材621を所定角度回転させることによって円形板状ワークが当該所定角度と同じ角度回転した後、再び回転防止部材82を上昇させ被保持面Tに接触させて洗浄部材621の回転動作によって被保持面Tの未洗浄部分を洗浄する。
【解決手段】洗浄部材621に、搬出手段が保持した円形板状ワークの被保持面Tを接触させ、洗浄手段を構成する回転防止部材82を上昇させ被保持面Tに接触させて洗浄部材621の回転動作によって被保持面Tのうち回転防止部材82が接触している箇所以外の部分を洗浄し、その後、回転防止部材82を下降させて、被保持面Tのうち回転防止部材82が接触していた部分を露出させ、洗浄部材621を所定角度回転させることによって円形板状ワークが当該所定角度と同じ角度回転した後、再び回転防止部材82を上昇させ被保持面Tに接触させて洗浄部材621の回転動作によって被保持面Tの未洗浄部分を洗浄する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、研削時にチャックテーブルに保持されていた被加工物の面をチャックテーブルから搬出する際に洗浄することができる研削装置に関する。
【背景技術】
【0002】
例えば半導体ウェーハのような円形板状ワークは、一方の面が研削装置のチャックテーブルに保持された状態で、他方の面に研削砥石が接触して研削が行われて所定の厚さに形成されるが、円形板状ワークの厚さが数十μm以下のように極めて薄くなると、破損しやすくなり、その後の搬送等の取り扱いが困難になるという問題がある。そこで、円形板状ワークの外周部は研削せずに厚みを残したままとして環状の補強部を形成することにより、破損を防止するとともに、取り扱いを容易としている。
【0003】
ところが、環状の補強部が形成された円形板状ワークを全面吸着パッドによって吸引保持して搬送しようとすると、薄く形成された部分を吸着することができないため、薄く形成された部分が湾曲して破損するという問題がある。
【0004】
そこで、放射方向に移動可能な少なくとも3つの保持部材を備えた保持機構を用い、これら保持部材が円形板状ワークの補強部の外周部を側面側から支持することにより、薄く形成された部分の湾曲による破損を防止する技術が提案されている(例えば、特許文献1参照)。
【0005】
また、円形板状ワークの研削加工時には、研削装置のチャックテーブルに保持され保護テープが貼着されている被保持面側にも研削屑等が付着するため、スポンジ等からなる柔軟部材を保護テープに接触させて洗浄を行う洗浄機構が提案されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−258450号公報
【特許文献2】特開2010−94785号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、特許文献1に開示された保持機構は、円形板状ワークの外周部において被保持面側も保持部材によって保持するため、洗浄機構を用いて被保持面を洗浄しようとすると、洗浄機構が保持部材に接触し、被保持面の全面を洗浄することができないという問題がある。
【0008】
また、円形板状ワークの被保持面側に保護テープは、洗浄機構による洗浄後に保護テープの周縁部に剥離テープを貼着し、剥離テープを引っ張ることによって円形板状ワークから剥離されるが、保持機構の保持部材によって保持されている部分が洗浄されていないと、当該部分の保護テープに研削屑が付着しているため、研削屑が付着している部分に剥離テープを貼り付けてしまうと、引っ張ったときに研削屑だけが剥離テープにくっついてきてしまい、保護テープを剥離できないという問題がある。したがって、かかる問題を回避するためには、保護テープのうち洗浄機構による洗浄が行われていない部分を認識し、その部分を避けて剥離テープを貼着するという煩雑な処理が必要となる。
【0009】
本発明は、このような問題にかんがみなされたもので、研削装置のチャックテーブルに保持されていた円形板状ワークの被保持面側が保持部材によって保持されている場合において、被保持面のうち保持部材によって保持されている部分についても洗浄できるようにすることを課題とする。
【課題を解決するための手段】
【0010】
第1の発明は、円形板状ワークを吸引保持するチャックテーブルと、チャックテーブルに保持された円形板状ワークを研削加工する研削手段と、研削手段によって研削された円形板状ワークの外周縁を保持しチャックテーブルから搬出する搬出手段と、搬出手段の搬出経路に配設されチャックテーブルに吸引保持されていた円形板状ワークの被保持面を洗浄する洗浄手段と、を備える研削装置に関するもので、搬出手段は、均等な角度で少なくとも3つ配置され円形板状ワークの外周縁を保持する保持部と、保持部を放射方向に動作させる案内部と、案内部に沿って保持部を移動させる移動手段と、を備え、移動手段によって駆動されて移動する保持部を円形板状ワークの外周縁に接触させ円形板状ワークを保持するように構成され、洗浄手段は、搬出手段が保持する円形板状ワークの被保持面に垂直な回転軸と、回転軸を回転させる回転手段と、回転軸に連結され均等な角度で少なくとも3つ配置され円形板状ワークの外周部を洗浄する洗浄部材と、洗浄部材を円形板状ワークに当接させ回転手段によって洗浄部材を回転させる洗浄動作によって円形板状ワークが回転するのを防止するための回転防止手段と、から構成され、回転防止手段は、洗浄手段の回転軸と軸心を同じくし、洗浄手段と相対的に上下する上下動手段と、洗浄手段の回転軸を中心に均等な角度で少なくとも3つ配置され搬出手段の保持部より内側に位置する回転防止部と、を備えており、搬出手段に保持された円形板状ワークの中心が洗浄手段の回転軸と一致する搬出手段の搬出経路上のワーク洗浄位置において、洗浄部が、円形板状ワークの吸引保持面の外周部を洗浄する。
【0011】
第2の発明は、上記研削装置において、上記洗浄手段を用いて円形板状ワークを洗浄する方法に関するもので、洗浄手段を構成する洗浄部材に、搬出手段が保持した円形板状ワークの被保持面を接触させ、洗浄手段を構成する回転防止手段を上昇させ被保持面に接触させて洗浄部材の回転動作によって被保持面のうち回転防止部が接触している箇所以外の部分を洗浄し、その後、回転防止手段を下降させて、被保持面のうち回転防止手段が接触していた部分を露出させ、洗浄部材を所定角度回転させることによって円形板状ワークが所定角度と同じ角度回転した後、再び回転防止部を上昇させ被保持面に接触させて洗浄部材の回転動作によって被保持面の未洗浄部分を洗浄する。
【発明の効果】
【0012】
本発明では、被保持面に洗浄部材が接触した円形板状部材を回転させることにより、未洗浄部分を残して被保持面の外周部を洗浄した後、円形板状部材を回転させて未洗浄部分を露出させてから、洗浄部材を当該未洗浄部分に接触させて円形板状部材を回転させることで、被保持面の外周部を全周にわたって洗浄することができる。したがって、被保持面が保護テープである場合に、保護テープを剥離するための剥離テープを貼着する部分に研削屑が付着していることがないため、剥離テープを貼着して引っ張ることにより、確実に保護テープを円形板状ワークから確実に剥離することができ、保護テープのうち洗浄が行われていない部分を認識し、その部分を避けて剥離テープを貼着するという煩雑な処理が不要となる。
【図面の簡単な説明】
【0013】
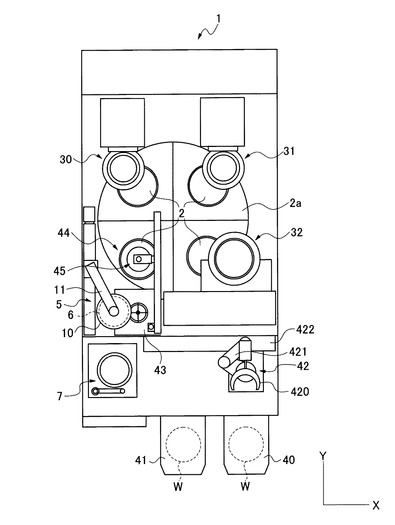
【図1】研削装置の一例を模式的に示した平面図である。
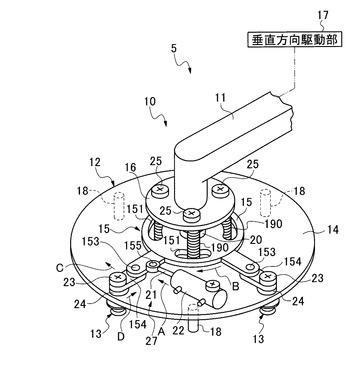
【図2】搬出手段を構成する保持機構の一例を示す斜視図である。
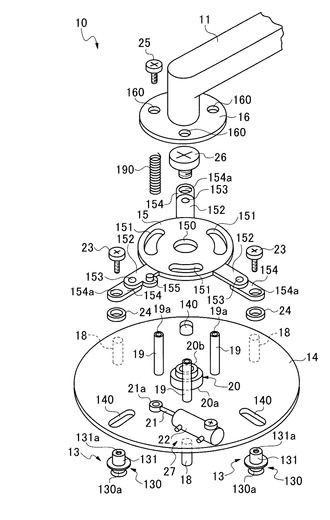
【図3】同保持機構の一例を示す分解斜視図である。
【図4】保持機構の動作例を模式的に示す平面図である。
【図5】洗浄手段の一例を略示的に示す断面図である。
【図6】同洗浄手段を模式的に示す底面図である。
【図7】研削後の被加工物の一例を示す断面図である。
【図8】保持機構が同被加工物を保持した状態を略示的に示す断面図である。
【図9】洗浄手段によって被加工物を洗浄する状態を略示的に示す断面図である。
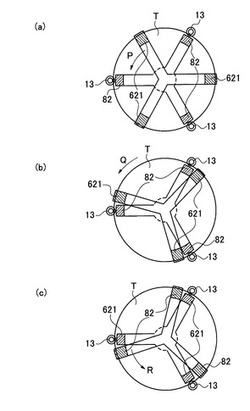
【図10】同洗浄手段によって被加工物を洗浄する手順の一例を模式的に示す底面図である。
【図11】同洗浄手段によって洗浄された被加工物の洗浄された領域を示す底面図である。
【発明を実施するための形態】
【0014】
図1に示す研削装置1は、円形板状ワークを吸引保持する複数の(図示の例では4つの)チャックテーブル2と、チャックテーブル2に保持された円形板状ワークに対して研削加工を施す第1研削手段30及び第2研削手段31と、研削された円形板状ワークを研磨する研磨手段32とを備えている。複数のチャックテーブル2は、ターンテーブル2aによって公転及び自転可能に支持されている。
【0015】
研削装置1の前部側には、加工前の円形板状ワークWを収容する第1カセット40と、加工後の円形板状ワークWを収容する第2カセット41とを備えている。そして、第1カセット40及び第2カセット41の近傍には、第1カセット40からの円形板状ワークWの取り出し及び第2カセット41への円形板状ワークWの収容を行うロボット42が配設されている。なお、円形板状ワークWには、結晶方位識別マークであるオリエンテーションフラットやノッチが形成されているものも含まれる。
【0016】
ロボット42は、円形板状ワークWを吸引保持するハンド部420と、ハンド部420に連結され屈曲可能なアーム部421と、ハンド部420及びアーム部421をX軸方向に移動させる駆動手段422とを備えている。
【0017】
ハンド部420の可動域には、加工前の円形板状ワークWを所定の位置に位置あわせする仮置きテーブル43が配設されている。
【0018】
第1研削手段3の前方は、加工前の円形板状ワークWをチャックテーブル2に載置したり、加工後の円形板状ワークWを次の工程に移送するためにチャックテーブル2から取り出したりする領域である搬出入領域44となっている。搬出入領域44の近傍には、仮置きテーブル43から搬出入領域44に位置するチャックテーブル2への円形板状ワークWの搬入を行う搬入手段45と、搬出入領域44に位置するチャックテーブル2からの円形板状ワークWの搬出を行う搬出手段5とが配設されている。搬出手段5は、アーム部11の先端に取り付けられ円形板状ワークWを保持する保持機構10を備えている。保持機構10は、研削された円形板状ワークWの外周縁を保持し、その状態でアーム部11を旋回及びY軸方向に移動させることにより、円形板状ワークWをチャックテーブル2から搬出することができる。
【0019】
搬出手段5による円形板状ワークWの搬出経路には、保持機構10によって保持された円形板状ワークWの下面、すなわちチャックテーブル2によって吸引保持されていた被保持面を洗浄する洗浄手段6を備えている。また、洗浄手段6の近傍には、円形板状ワークWの上面側を洗浄し乾燥する洗浄乾燥手段7が配設されている。なお、洗浄手段6の配設位置は、搬出手段6による円形板状ワークWの搬出経路の下方であれば、図示の位置には限定されない。
【0020】
図2に示すように、保持機構10は、板状ワークの外周縁に係合して板状ワークを保持する少なくとも3個の保持部13と、保持部13を板状ワークの外周縁に対して水平方向に移動可能に支持する支持プレート14と、支持プレート14の上面側において支持プレート14に対して所定範囲回動可能に配設された回動プレート15と、アーム部11の先端の取り付けられ支持プレート14に対して傾斜可能に連結された取り付け板16と、支持プレート14を鉛直方向に移動させる垂直方向駆動部17とを備えている。
【0021】
図3に示すように、保持部13は、フッ素系樹脂等の摩擦抵抗の小さい合成樹脂によって形成され係合凹部130aを備えた係合部材130と、係合部材130から上方に立設された円柱状の被支持部131とから構成され、被支持部131の内周面には、ボルトを螺合させる雌ねじ穴131aが形成されている。3つの保持部13は、支持プレート14の中心を基準に均等な角度で配置されており、係合凹部130aにおいて円形板状ワークWの外周縁を係合させることにより、円形板状ワークWを外周面側から保持することができる。
【0022】
支持プレート14には、保持部13の個数及び位置に対応して、径方向に長く表裏面を貫通する長孔140が形成されている。長孔140は、保持部13の被支持部131を長孔140の長手方向に移動自在に支持し、3つの保持部13を放射方向に動作させる際の案内部として機能する。長孔140の幅は、被支持部131の直径よりわずかに大きく形成されている。
【0023】
支持プレート14の下面からは、保持対象の円形板状ワークWの水平方向の移動を規制する少なくとも3個の長さが等しい水平方向移動規制ピン18が下方に突出して形成されており、その下端は保持部13より下方に位置している。支持プレート14の上面からは、3本の複数の支持柱19が立設されている。支持柱19の上端には雌ねじ穴19aが形成されている。それぞれの支持柱19には、コイルバネ190が挿嵌されている。一方、支持プレート14の中心部上面には、大径部20a及び小径部20bを有する段つきナット20が取り付けられている。
【0024】
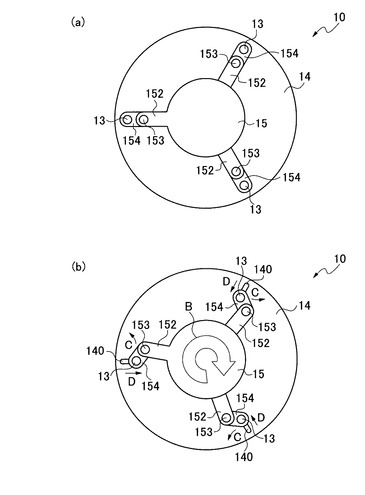
回動プレート15は、段突きナット20の小径部20bに嵌合する内径を有する中心孔150と、周方向に長く形成され表裏面を貫通する3個の長孔151と、所定間隔をおいて外周方向に突出形成された3個のアーム部152とを有している。それぞれのアーム部152の先端には、枢軸153によってアーム部152に対して回動可能にリンク154が連結されている。リンク154には、表裏面を貫通する貫通孔154aが形成されている。3個のアーム部152のうちの1つから周方向に突出した位置には、上方に突出する連結突起155が形成されている。
【0025】
支持プレート14の上面側には、ピストンロッド21を出没させるエアシリンダ22が配設されており、ピストンロッド21の先端部には、回動プレート15においてリング状に形成された連結突起155と係合する連結係合部21aが形成されている。
【0026】
また、図2に示したように、ボルト23を図3に示した貫通孔154a、スペーサ24及び長孔140に挿通し、係合部材13の雌ねじ穴131aに螺合させると、枢軸153を中心としてリンク154が回動することにより回動プレート15が支持プレート14に対して所定範囲回動可能となった状態で、支持プレート14と回動プレート15とが連結される。段つきナット20にはボルト26を螺合させ、回動プレート15の抜けを防止する。
【0027】
また、アーム部152から側方に突出した位置に設けられた連結突起155をピストンロッド21の先端の連結係合部21aに係合させると、エアシリンダ22によってピストンロッド21が図2における矢印A方向に駆動されることにより、回動プレート15が矢印B方向に回動可能となる。そして、回動プレート15が矢印B方向に回動すると、それにともないリンク154が矢印C方向に動くため、リンク154に連結された保持部13が矢印D方向、すなわち支持プレート14の中心に向かう方向に移動する。この動きについて図4を参照して説明すると、初期状態では、図4(a)に示すように、3個のアーム部152がリンク154と一直線上にある。そして、図4(b)に示すように、エアシリンダ22によって駆動されて回動プレート15が矢印B方向に回動すると、アーム部152とリンク154とが一直線上でなくなり、C方向に向きを変えたリンク154が保持部13を支持プレート14の中心に向かう方向に引っぱり、これによって保持部13が長孔140に沿って互いが近づく方向(D方向)に移動する。
【0028】
このように、エアシリンダ22及びピストンロッド21並びに回動プレート15は、3つの係合部材13を、互いが近づく方向に移動させる移動手段27を構成しており、移動手段27によって駆動されて移動する保持部13を円形板状ワークWの外周縁に接触させて円形板状ワークWを保持するように構成されている。
【0029】
さらに、図3に示すように、取り付け板16においては、支持プレート14の上面から立設された3本の支持柱19に対応する位置に3つの貫通孔160が配設されており、これら貫通孔160に挿通するボルト25を支持柱19に形成された雌ねじ穴19aに螺合させることにより、取り付け板16に支持プレート14が固定される。
【0030】
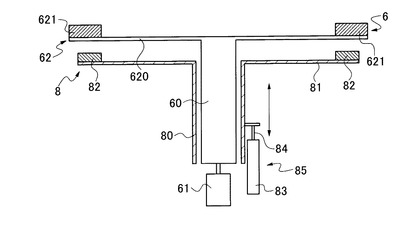
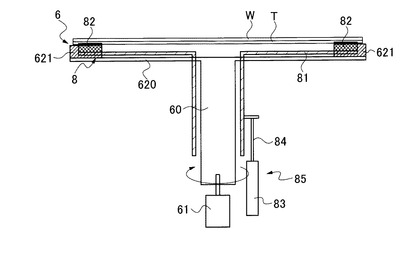
図5に示すように、洗浄手段6は、回転軸60と、回転軸60を回転させるモータからなる回転手段61と、回転軸60に連結された洗浄部62とを備えている。
【0031】
回転軸60の軸心は、搬出手段5を構成する図2及び図3に示した保持機構10が保持する円形板状ワークWの被保持面に対して垂直となっている。ここで、被保持面は、研削時に図1に示したチャックテーブル2に保持される面である。
【0032】
洗浄部62は、図6に示すように、回転軸60に連結され放射状に延びる少なくとも3つの板部材620と、板部材620の先端部上面に固着された少なくとも3つの洗浄部材621とを備えている。洗浄部材621は、均等な角度で少なくとも3個配設されている。個々の洗浄部材621は、スポンジのような柔軟な部材であり、例えばアイオン株式会社のソフラスという製品を使用することができる。洗浄部62は、円形板状ワークWの被保持面に接触し回転することにより、被保持面の外周部を洗浄することができる。
【0033】
図5に示すように、洗浄部62の下方には、洗浄手段6によって洗浄される円形板状ワークが回転するのを防止する回転防止手段8が配設されている。回転防止手段8は洗浄手段6の回転軸60と軸心を同じくしており、回転軸60の周囲に筒部80が巻かれている。図6に示すように、筒部80からは放射状に少なくとも3つの板部材81が延びており、板部材81の先端部上面には回転防止部材82が固着されている。回転防止部材82は、洗浄手段6の回転軸60を中心に均等な角度で配置されている。また、搬出手段5が洗浄手段6及び回転防止手段8の直上に位置する状態では、3つの回転防止部材82は、搬出手段5の3つの保持部13を結ぶ円弧よりも内側に位置している。
【0034】
図5に示すように、筒部80の外周側にはシリンダ83によって駆動されて昇降するピストン84が連結されており、ピストン84の昇降とともに筒部80も昇降する構成となっており、シリンダ83とピストン84とで、回転防止手段8を洗浄手段6に対して相対的に上下動させる上下動手段85を構成している。
【0035】
図1に示した研削装置1においては、ロボット42によって第1カセット40から加工前の円形板状ワークWが取り出され、仮置きテーブル43に搬送される。そして、仮置きテーブル43において円形板状ワークWが所定の位置に位置決めされた後、搬入手段45によって搬出入領域44に位置するチャックテーブル2に搬送され保持される。
【0036】
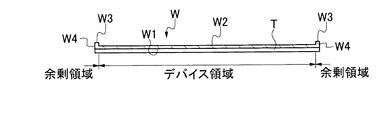
次に、ターンテーブル2aが回転することによりチャックテーブル2に保持された円形板状ワークWが第1研削手段30、第2研削手段31、研磨手段32の下方に順次移送され、円形板状ワークWの露出面(上面)に対してそれぞれの手段による加工が行われる。そして、図7に示すように、円形板状ワークWの裏面W2のうち、デバイスが存在しない周縁部の領域である余剰領域を研削せず、デバイス領域の裏側のみを研削すると、余剰領域については当初の厚さが維持されて補強部W3が形成される。補強部W3が形成された円形板状ワークWは、補強部W3のない円形板状ワークと比較して、その後の搬送等の取り扱いが容易となる。円形板状ワークWの表面W1には、デバイス保護のための保護テープTが貼着されている。
【0037】
こうして研磨手段32による加工が行われた後、ターンテーブル2aの回転によって加工後の円形板状ワークWが搬出入領域44に移動し、搬出手段5によって加工後の円形板状ワークWが保持される。
【0038】
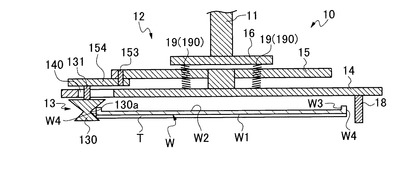
搬出手段5を構成する保持機構10においては、図8に示すように、3つの保持部13が円形板状ワークWの外周縁W4に接触して保持される。またこのとき、水平方向移動規制ピン18によって円形板状ワークWが水平方向にずれるのを防止する。
【0039】
このようにして加工後の円形板状ワークWが保持機構10によって保持されると、図1に示したアーム部11のY軸方向の移動及び旋回により、円形板状ワークWが、搬出経路に位置する洗浄手段6及び回転防止手段8の直上に移動し、そこで停止する。このとき、搬出手段5に保持された円形板状ワークWの位置は、その中心が洗浄手段6の回転軸60と一致するワーク洗浄位置となる。
【0040】
円形板状ワークWがワーク洗浄位置に位置した状態で、保持機構10が下降することにより、図9に示すように、円形板状ワークWの被保持面W1側の保護テープTに洗浄部材621を接触させる。また、上下動手段85の駆動により、回転防止手段8を上昇させて、回転防止部材82を保護テープTに接触させる。このとき、回転防止部材82の上面は、洗浄部材621の上面よりも0.5mmほど高い位置にあり、回転防止部材82は、洗浄部材621よりも強く保護テープTを押圧する。このようにして、回転防止部材82が保護テープT及び円形板状ワークWの回転を阻止する。
【0041】
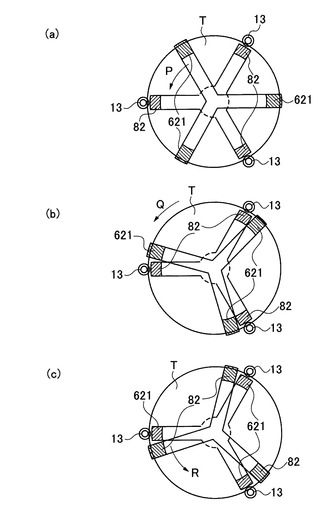
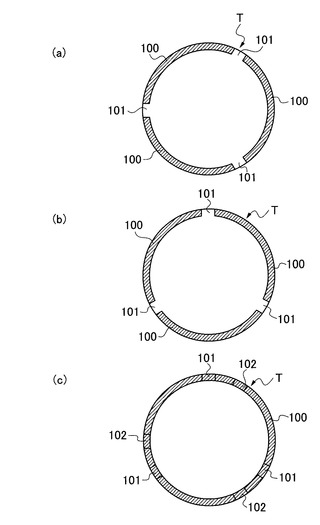
図9に示したように、洗浄部材621及び回転防止部材82を保護テープTに接触させた時は、洗浄部材621と回転防止部材82とが重ならない位置に位置している。そして、図10(a)に示すように、回転手段61の駆動により洗浄手段6を矢印P方向に回転させる。具体的には、洗浄手段6は、1つの洗浄部材621が2つの回転防止部材82に衝突しない範囲で回転させてから停止させる。このようにして、洗浄部材621が保護テープTに接触した状態で回転することにより、図11(a)に示すように、被保持面である保護テープTの外周部のうち、回転防止部材82が接触している箇所以外の部分である第1領域100が洗浄される。洗浄中は、図9に示した回転手段61が洗浄部材621を回転させることによって円形板状ワークWが回転するのを回転防止手段82が防止するため、洗浄を確実に行うことができる。この段階では、隣り合う第1領域100間に、未洗浄領域である第2領域が残されている。なお、図11においては、洗浄済みの領域に斜線を引いて示している。
【0042】
次に、回転防止手段8を下降させることにより回転防止部材82と保護テープTとの接触状態を解除した後、図10(b)に示すように、洗浄手段6を矢印Q方向に回転させる。そうすると、保護テープTが回転防止部材82と接触していないため、洗浄部材621とともに保護テープT及び円形板状ワークWも矢印Q方向に回転する。
【0043】
そして、図11(b)に示すように、被保持面である保護テープTのうち回転防止手段8を構成する回転防止部材82が接触していた部分である未洗浄の第2領域101が露出する。
【0044】
このようにして第2領域101が露出した後、再び回転防止部材82を上昇させて保護テープTに接触させ、図10(c)に示すように、洗浄部材621の矢印R方向の回転動作によって第2領域101を洗浄する。そうすると、図11(c)に示すように、第2領域101にも洗浄部材621が接触して洗浄され、外周部が全周にわたって洗浄される。なお、2回目の洗浄を行う場合は、回転防止部材82が接触していた第3領域102が未洗浄となっているため、第3領域102が露出するようにしてから洗浄を行えばよい。
【0045】
洗浄部材621は、1回目の洗浄において保護テープTの汚れた面と接触するため、研削屑がわずかに付着するが、保護テープTに付着する研削屑は、円形板状ワークの品質には影響しない。
【0046】
このようにして保護テープTが洗浄されると、保護テープTに剥離テープを貼着し、剥離テープを引っ張ることによって、保護テープTが円形板状ワークから剥離される。剥離テープを保護テープTに貼着する際には、保護テープTに研削屑等が付着していないため、剥離テープを貼りつける位置を選ぶ必要がない。
【符号の説明】
【0047】
1:研削装置
2:チャックテーブル 2a:ターンテーブル
30:第1研削手段 31:第2研削手段 32:研磨手段
40:第1カセット 41:第2カセット
42:ロボット 420:ハンド部 421:アーム部 422:駆動手段
43:仮置きテーブル 44:搬出入領域 45:搬入手段
5:搬出手段
6:洗浄手段 60:回転軸 61:回転手段
62:洗浄部 620:板部材 621:洗浄部材
7:洗浄乾燥手段
8:回転防止手段 80:筒部 81:板部材 82:回転防止部材
83:シリンダ 84:ピストン
10:保持機構
11:アーム部
13:保持部
130:係合部材 131:被保持部 131a:雌ねじ穴
14:支持プレート 140:長孔(案内部)
15:回動プレート
150:中心孔 151:長孔 152:アーム部 153:枢軸
154:リンク 154a:貫通孔 155:連結突起
16:取り付け板 160:貫通孔
17:垂直方向駆動部
18:水平方向移動規制ピン
19:支持柱 19a:雌ねじ穴 190:コイルバネ
20:段つきナット 20a:大径部 20b:小径部
21:ピストンロッド 21a:連結係合部 22:エアシリンダ
23:ボルト 24:スペーサ 25:ボルト 26:ボルト
27:移動手段
【技術分野】
【0001】
本発明は、研削時にチャックテーブルに保持されていた被加工物の面をチャックテーブルから搬出する際に洗浄することができる研削装置に関する。
【背景技術】
【0002】
例えば半導体ウェーハのような円形板状ワークは、一方の面が研削装置のチャックテーブルに保持された状態で、他方の面に研削砥石が接触して研削が行われて所定の厚さに形成されるが、円形板状ワークの厚さが数十μm以下のように極めて薄くなると、破損しやすくなり、その後の搬送等の取り扱いが困難になるという問題がある。そこで、円形板状ワークの外周部は研削せずに厚みを残したままとして環状の補強部を形成することにより、破損を防止するとともに、取り扱いを容易としている。
【0003】
ところが、環状の補強部が形成された円形板状ワークを全面吸着パッドによって吸引保持して搬送しようとすると、薄く形成された部分を吸着することができないため、薄く形成された部分が湾曲して破損するという問題がある。
【0004】
そこで、放射方向に移動可能な少なくとも3つの保持部材を備えた保持機構を用い、これら保持部材が円形板状ワークの補強部の外周部を側面側から支持することにより、薄く形成された部分の湾曲による破損を防止する技術が提案されている(例えば、特許文献1参照)。
【0005】
また、円形板状ワークの研削加工時には、研削装置のチャックテーブルに保持され保護テープが貼着されている被保持面側にも研削屑等が付着するため、スポンジ等からなる柔軟部材を保護テープに接触させて洗浄を行う洗浄機構が提案されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−258450号公報
【特許文献2】特開2010−94785号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、特許文献1に開示された保持機構は、円形板状ワークの外周部において被保持面側も保持部材によって保持するため、洗浄機構を用いて被保持面を洗浄しようとすると、洗浄機構が保持部材に接触し、被保持面の全面を洗浄することができないという問題がある。
【0008】
また、円形板状ワークの被保持面側に保護テープは、洗浄機構による洗浄後に保護テープの周縁部に剥離テープを貼着し、剥離テープを引っ張ることによって円形板状ワークから剥離されるが、保持機構の保持部材によって保持されている部分が洗浄されていないと、当該部分の保護テープに研削屑が付着しているため、研削屑が付着している部分に剥離テープを貼り付けてしまうと、引っ張ったときに研削屑だけが剥離テープにくっついてきてしまい、保護テープを剥離できないという問題がある。したがって、かかる問題を回避するためには、保護テープのうち洗浄機構による洗浄が行われていない部分を認識し、その部分を避けて剥離テープを貼着するという煩雑な処理が必要となる。
【0009】
本発明は、このような問題にかんがみなされたもので、研削装置のチャックテーブルに保持されていた円形板状ワークの被保持面側が保持部材によって保持されている場合において、被保持面のうち保持部材によって保持されている部分についても洗浄できるようにすることを課題とする。
【課題を解決するための手段】
【0010】
第1の発明は、円形板状ワークを吸引保持するチャックテーブルと、チャックテーブルに保持された円形板状ワークを研削加工する研削手段と、研削手段によって研削された円形板状ワークの外周縁を保持しチャックテーブルから搬出する搬出手段と、搬出手段の搬出経路に配設されチャックテーブルに吸引保持されていた円形板状ワークの被保持面を洗浄する洗浄手段と、を備える研削装置に関するもので、搬出手段は、均等な角度で少なくとも3つ配置され円形板状ワークの外周縁を保持する保持部と、保持部を放射方向に動作させる案内部と、案内部に沿って保持部を移動させる移動手段と、を備え、移動手段によって駆動されて移動する保持部を円形板状ワークの外周縁に接触させ円形板状ワークを保持するように構成され、洗浄手段は、搬出手段が保持する円形板状ワークの被保持面に垂直な回転軸と、回転軸を回転させる回転手段と、回転軸に連結され均等な角度で少なくとも3つ配置され円形板状ワークの外周部を洗浄する洗浄部材と、洗浄部材を円形板状ワークに当接させ回転手段によって洗浄部材を回転させる洗浄動作によって円形板状ワークが回転するのを防止するための回転防止手段と、から構成され、回転防止手段は、洗浄手段の回転軸と軸心を同じくし、洗浄手段と相対的に上下する上下動手段と、洗浄手段の回転軸を中心に均等な角度で少なくとも3つ配置され搬出手段の保持部より内側に位置する回転防止部と、を備えており、搬出手段に保持された円形板状ワークの中心が洗浄手段の回転軸と一致する搬出手段の搬出経路上のワーク洗浄位置において、洗浄部が、円形板状ワークの吸引保持面の外周部を洗浄する。
【0011】
第2の発明は、上記研削装置において、上記洗浄手段を用いて円形板状ワークを洗浄する方法に関するもので、洗浄手段を構成する洗浄部材に、搬出手段が保持した円形板状ワークの被保持面を接触させ、洗浄手段を構成する回転防止手段を上昇させ被保持面に接触させて洗浄部材の回転動作によって被保持面のうち回転防止部が接触している箇所以外の部分を洗浄し、その後、回転防止手段を下降させて、被保持面のうち回転防止手段が接触していた部分を露出させ、洗浄部材を所定角度回転させることによって円形板状ワークが所定角度と同じ角度回転した後、再び回転防止部を上昇させ被保持面に接触させて洗浄部材の回転動作によって被保持面の未洗浄部分を洗浄する。
【発明の効果】
【0012】
本発明では、被保持面に洗浄部材が接触した円形板状部材を回転させることにより、未洗浄部分を残して被保持面の外周部を洗浄した後、円形板状部材を回転させて未洗浄部分を露出させてから、洗浄部材を当該未洗浄部分に接触させて円形板状部材を回転させることで、被保持面の外周部を全周にわたって洗浄することができる。したがって、被保持面が保護テープである場合に、保護テープを剥離するための剥離テープを貼着する部分に研削屑が付着していることがないため、剥離テープを貼着して引っ張ることにより、確実に保護テープを円形板状ワークから確実に剥離することができ、保護テープのうち洗浄が行われていない部分を認識し、その部分を避けて剥離テープを貼着するという煩雑な処理が不要となる。
【図面の簡単な説明】
【0013】
【図1】研削装置の一例を模式的に示した平面図である。
【図2】搬出手段を構成する保持機構の一例を示す斜視図である。
【図3】同保持機構の一例を示す分解斜視図である。
【図4】保持機構の動作例を模式的に示す平面図である。
【図5】洗浄手段の一例を略示的に示す断面図である。
【図6】同洗浄手段を模式的に示す底面図である。
【図7】研削後の被加工物の一例を示す断面図である。
【図8】保持機構が同被加工物を保持した状態を略示的に示す断面図である。
【図9】洗浄手段によって被加工物を洗浄する状態を略示的に示す断面図である。
【図10】同洗浄手段によって被加工物を洗浄する手順の一例を模式的に示す底面図である。
【図11】同洗浄手段によって洗浄された被加工物の洗浄された領域を示す底面図である。
【発明を実施するための形態】
【0014】
図1に示す研削装置1は、円形板状ワークを吸引保持する複数の(図示の例では4つの)チャックテーブル2と、チャックテーブル2に保持された円形板状ワークに対して研削加工を施す第1研削手段30及び第2研削手段31と、研削された円形板状ワークを研磨する研磨手段32とを備えている。複数のチャックテーブル2は、ターンテーブル2aによって公転及び自転可能に支持されている。
【0015】
研削装置1の前部側には、加工前の円形板状ワークWを収容する第1カセット40と、加工後の円形板状ワークWを収容する第2カセット41とを備えている。そして、第1カセット40及び第2カセット41の近傍には、第1カセット40からの円形板状ワークWの取り出し及び第2カセット41への円形板状ワークWの収容を行うロボット42が配設されている。なお、円形板状ワークWには、結晶方位識別マークであるオリエンテーションフラットやノッチが形成されているものも含まれる。
【0016】
ロボット42は、円形板状ワークWを吸引保持するハンド部420と、ハンド部420に連結され屈曲可能なアーム部421と、ハンド部420及びアーム部421をX軸方向に移動させる駆動手段422とを備えている。
【0017】
ハンド部420の可動域には、加工前の円形板状ワークWを所定の位置に位置あわせする仮置きテーブル43が配設されている。
【0018】
第1研削手段3の前方は、加工前の円形板状ワークWをチャックテーブル2に載置したり、加工後の円形板状ワークWを次の工程に移送するためにチャックテーブル2から取り出したりする領域である搬出入領域44となっている。搬出入領域44の近傍には、仮置きテーブル43から搬出入領域44に位置するチャックテーブル2への円形板状ワークWの搬入を行う搬入手段45と、搬出入領域44に位置するチャックテーブル2からの円形板状ワークWの搬出を行う搬出手段5とが配設されている。搬出手段5は、アーム部11の先端に取り付けられ円形板状ワークWを保持する保持機構10を備えている。保持機構10は、研削された円形板状ワークWの外周縁を保持し、その状態でアーム部11を旋回及びY軸方向に移動させることにより、円形板状ワークWをチャックテーブル2から搬出することができる。
【0019】
搬出手段5による円形板状ワークWの搬出経路には、保持機構10によって保持された円形板状ワークWの下面、すなわちチャックテーブル2によって吸引保持されていた被保持面を洗浄する洗浄手段6を備えている。また、洗浄手段6の近傍には、円形板状ワークWの上面側を洗浄し乾燥する洗浄乾燥手段7が配設されている。なお、洗浄手段6の配設位置は、搬出手段6による円形板状ワークWの搬出経路の下方であれば、図示の位置には限定されない。
【0020】
図2に示すように、保持機構10は、板状ワークの外周縁に係合して板状ワークを保持する少なくとも3個の保持部13と、保持部13を板状ワークの外周縁に対して水平方向に移動可能に支持する支持プレート14と、支持プレート14の上面側において支持プレート14に対して所定範囲回動可能に配設された回動プレート15と、アーム部11の先端の取り付けられ支持プレート14に対して傾斜可能に連結された取り付け板16と、支持プレート14を鉛直方向に移動させる垂直方向駆動部17とを備えている。
【0021】
図3に示すように、保持部13は、フッ素系樹脂等の摩擦抵抗の小さい合成樹脂によって形成され係合凹部130aを備えた係合部材130と、係合部材130から上方に立設された円柱状の被支持部131とから構成され、被支持部131の内周面には、ボルトを螺合させる雌ねじ穴131aが形成されている。3つの保持部13は、支持プレート14の中心を基準に均等な角度で配置されており、係合凹部130aにおいて円形板状ワークWの外周縁を係合させることにより、円形板状ワークWを外周面側から保持することができる。
【0022】
支持プレート14には、保持部13の個数及び位置に対応して、径方向に長く表裏面を貫通する長孔140が形成されている。長孔140は、保持部13の被支持部131を長孔140の長手方向に移動自在に支持し、3つの保持部13を放射方向に動作させる際の案内部として機能する。長孔140の幅は、被支持部131の直径よりわずかに大きく形成されている。
【0023】
支持プレート14の下面からは、保持対象の円形板状ワークWの水平方向の移動を規制する少なくとも3個の長さが等しい水平方向移動規制ピン18が下方に突出して形成されており、その下端は保持部13より下方に位置している。支持プレート14の上面からは、3本の複数の支持柱19が立設されている。支持柱19の上端には雌ねじ穴19aが形成されている。それぞれの支持柱19には、コイルバネ190が挿嵌されている。一方、支持プレート14の中心部上面には、大径部20a及び小径部20bを有する段つきナット20が取り付けられている。
【0024】
回動プレート15は、段突きナット20の小径部20bに嵌合する内径を有する中心孔150と、周方向に長く形成され表裏面を貫通する3個の長孔151と、所定間隔をおいて外周方向に突出形成された3個のアーム部152とを有している。それぞれのアーム部152の先端には、枢軸153によってアーム部152に対して回動可能にリンク154が連結されている。リンク154には、表裏面を貫通する貫通孔154aが形成されている。3個のアーム部152のうちの1つから周方向に突出した位置には、上方に突出する連結突起155が形成されている。
【0025】
支持プレート14の上面側には、ピストンロッド21を出没させるエアシリンダ22が配設されており、ピストンロッド21の先端部には、回動プレート15においてリング状に形成された連結突起155と係合する連結係合部21aが形成されている。
【0026】
また、図2に示したように、ボルト23を図3に示した貫通孔154a、スペーサ24及び長孔140に挿通し、係合部材13の雌ねじ穴131aに螺合させると、枢軸153を中心としてリンク154が回動することにより回動プレート15が支持プレート14に対して所定範囲回動可能となった状態で、支持プレート14と回動プレート15とが連結される。段つきナット20にはボルト26を螺合させ、回動プレート15の抜けを防止する。
【0027】
また、アーム部152から側方に突出した位置に設けられた連結突起155をピストンロッド21の先端の連結係合部21aに係合させると、エアシリンダ22によってピストンロッド21が図2における矢印A方向に駆動されることにより、回動プレート15が矢印B方向に回動可能となる。そして、回動プレート15が矢印B方向に回動すると、それにともないリンク154が矢印C方向に動くため、リンク154に連結された保持部13が矢印D方向、すなわち支持プレート14の中心に向かう方向に移動する。この動きについて図4を参照して説明すると、初期状態では、図4(a)に示すように、3個のアーム部152がリンク154と一直線上にある。そして、図4(b)に示すように、エアシリンダ22によって駆動されて回動プレート15が矢印B方向に回動すると、アーム部152とリンク154とが一直線上でなくなり、C方向に向きを変えたリンク154が保持部13を支持プレート14の中心に向かう方向に引っぱり、これによって保持部13が長孔140に沿って互いが近づく方向(D方向)に移動する。
【0028】
このように、エアシリンダ22及びピストンロッド21並びに回動プレート15は、3つの係合部材13を、互いが近づく方向に移動させる移動手段27を構成しており、移動手段27によって駆動されて移動する保持部13を円形板状ワークWの外周縁に接触させて円形板状ワークWを保持するように構成されている。
【0029】
さらに、図3に示すように、取り付け板16においては、支持プレート14の上面から立設された3本の支持柱19に対応する位置に3つの貫通孔160が配設されており、これら貫通孔160に挿通するボルト25を支持柱19に形成された雌ねじ穴19aに螺合させることにより、取り付け板16に支持プレート14が固定される。
【0030】
図5に示すように、洗浄手段6は、回転軸60と、回転軸60を回転させるモータからなる回転手段61と、回転軸60に連結された洗浄部62とを備えている。
【0031】
回転軸60の軸心は、搬出手段5を構成する図2及び図3に示した保持機構10が保持する円形板状ワークWの被保持面に対して垂直となっている。ここで、被保持面は、研削時に図1に示したチャックテーブル2に保持される面である。
【0032】
洗浄部62は、図6に示すように、回転軸60に連結され放射状に延びる少なくとも3つの板部材620と、板部材620の先端部上面に固着された少なくとも3つの洗浄部材621とを備えている。洗浄部材621は、均等な角度で少なくとも3個配設されている。個々の洗浄部材621は、スポンジのような柔軟な部材であり、例えばアイオン株式会社のソフラスという製品を使用することができる。洗浄部62は、円形板状ワークWの被保持面に接触し回転することにより、被保持面の外周部を洗浄することができる。
【0033】
図5に示すように、洗浄部62の下方には、洗浄手段6によって洗浄される円形板状ワークが回転するのを防止する回転防止手段8が配設されている。回転防止手段8は洗浄手段6の回転軸60と軸心を同じくしており、回転軸60の周囲に筒部80が巻かれている。図6に示すように、筒部80からは放射状に少なくとも3つの板部材81が延びており、板部材81の先端部上面には回転防止部材82が固着されている。回転防止部材82は、洗浄手段6の回転軸60を中心に均等な角度で配置されている。また、搬出手段5が洗浄手段6及び回転防止手段8の直上に位置する状態では、3つの回転防止部材82は、搬出手段5の3つの保持部13を結ぶ円弧よりも内側に位置している。
【0034】
図5に示すように、筒部80の外周側にはシリンダ83によって駆動されて昇降するピストン84が連結されており、ピストン84の昇降とともに筒部80も昇降する構成となっており、シリンダ83とピストン84とで、回転防止手段8を洗浄手段6に対して相対的に上下動させる上下動手段85を構成している。
【0035】
図1に示した研削装置1においては、ロボット42によって第1カセット40から加工前の円形板状ワークWが取り出され、仮置きテーブル43に搬送される。そして、仮置きテーブル43において円形板状ワークWが所定の位置に位置決めされた後、搬入手段45によって搬出入領域44に位置するチャックテーブル2に搬送され保持される。
【0036】
次に、ターンテーブル2aが回転することによりチャックテーブル2に保持された円形板状ワークWが第1研削手段30、第2研削手段31、研磨手段32の下方に順次移送され、円形板状ワークWの露出面(上面)に対してそれぞれの手段による加工が行われる。そして、図7に示すように、円形板状ワークWの裏面W2のうち、デバイスが存在しない周縁部の領域である余剰領域を研削せず、デバイス領域の裏側のみを研削すると、余剰領域については当初の厚さが維持されて補強部W3が形成される。補強部W3が形成された円形板状ワークWは、補強部W3のない円形板状ワークと比較して、その後の搬送等の取り扱いが容易となる。円形板状ワークWの表面W1には、デバイス保護のための保護テープTが貼着されている。
【0037】
こうして研磨手段32による加工が行われた後、ターンテーブル2aの回転によって加工後の円形板状ワークWが搬出入領域44に移動し、搬出手段5によって加工後の円形板状ワークWが保持される。
【0038】
搬出手段5を構成する保持機構10においては、図8に示すように、3つの保持部13が円形板状ワークWの外周縁W4に接触して保持される。またこのとき、水平方向移動規制ピン18によって円形板状ワークWが水平方向にずれるのを防止する。
【0039】
このようにして加工後の円形板状ワークWが保持機構10によって保持されると、図1に示したアーム部11のY軸方向の移動及び旋回により、円形板状ワークWが、搬出経路に位置する洗浄手段6及び回転防止手段8の直上に移動し、そこで停止する。このとき、搬出手段5に保持された円形板状ワークWの位置は、その中心が洗浄手段6の回転軸60と一致するワーク洗浄位置となる。
【0040】
円形板状ワークWがワーク洗浄位置に位置した状態で、保持機構10が下降することにより、図9に示すように、円形板状ワークWの被保持面W1側の保護テープTに洗浄部材621を接触させる。また、上下動手段85の駆動により、回転防止手段8を上昇させて、回転防止部材82を保護テープTに接触させる。このとき、回転防止部材82の上面は、洗浄部材621の上面よりも0.5mmほど高い位置にあり、回転防止部材82は、洗浄部材621よりも強く保護テープTを押圧する。このようにして、回転防止部材82が保護テープT及び円形板状ワークWの回転を阻止する。
【0041】
図9に示したように、洗浄部材621及び回転防止部材82を保護テープTに接触させた時は、洗浄部材621と回転防止部材82とが重ならない位置に位置している。そして、図10(a)に示すように、回転手段61の駆動により洗浄手段6を矢印P方向に回転させる。具体的には、洗浄手段6は、1つの洗浄部材621が2つの回転防止部材82に衝突しない範囲で回転させてから停止させる。このようにして、洗浄部材621が保護テープTに接触した状態で回転することにより、図11(a)に示すように、被保持面である保護テープTの外周部のうち、回転防止部材82が接触している箇所以外の部分である第1領域100が洗浄される。洗浄中は、図9に示した回転手段61が洗浄部材621を回転させることによって円形板状ワークWが回転するのを回転防止手段82が防止するため、洗浄を確実に行うことができる。この段階では、隣り合う第1領域100間に、未洗浄領域である第2領域が残されている。なお、図11においては、洗浄済みの領域に斜線を引いて示している。
【0042】
次に、回転防止手段8を下降させることにより回転防止部材82と保護テープTとの接触状態を解除した後、図10(b)に示すように、洗浄手段6を矢印Q方向に回転させる。そうすると、保護テープTが回転防止部材82と接触していないため、洗浄部材621とともに保護テープT及び円形板状ワークWも矢印Q方向に回転する。
【0043】
そして、図11(b)に示すように、被保持面である保護テープTのうち回転防止手段8を構成する回転防止部材82が接触していた部分である未洗浄の第2領域101が露出する。
【0044】
このようにして第2領域101が露出した後、再び回転防止部材82を上昇させて保護テープTに接触させ、図10(c)に示すように、洗浄部材621の矢印R方向の回転動作によって第2領域101を洗浄する。そうすると、図11(c)に示すように、第2領域101にも洗浄部材621が接触して洗浄され、外周部が全周にわたって洗浄される。なお、2回目の洗浄を行う場合は、回転防止部材82が接触していた第3領域102が未洗浄となっているため、第3領域102が露出するようにしてから洗浄を行えばよい。
【0045】
洗浄部材621は、1回目の洗浄において保護テープTの汚れた面と接触するため、研削屑がわずかに付着するが、保護テープTに付着する研削屑は、円形板状ワークの品質には影響しない。
【0046】
このようにして保護テープTが洗浄されると、保護テープTに剥離テープを貼着し、剥離テープを引っ張ることによって、保護テープTが円形板状ワークから剥離される。剥離テープを保護テープTに貼着する際には、保護テープTに研削屑等が付着していないため、剥離テープを貼りつける位置を選ぶ必要がない。
【符号の説明】
【0047】
1:研削装置
2:チャックテーブル 2a:ターンテーブル
30:第1研削手段 31:第2研削手段 32:研磨手段
40:第1カセット 41:第2カセット
42:ロボット 420:ハンド部 421:アーム部 422:駆動手段
43:仮置きテーブル 44:搬出入領域 45:搬入手段
5:搬出手段
6:洗浄手段 60:回転軸 61:回転手段
62:洗浄部 620:板部材 621:洗浄部材
7:洗浄乾燥手段
8:回転防止手段 80:筒部 81:板部材 82:回転防止部材
83:シリンダ 84:ピストン
10:保持機構
11:アーム部
13:保持部
130:係合部材 131:被保持部 131a:雌ねじ穴
14:支持プレート 140:長孔(案内部)
15:回動プレート
150:中心孔 151:長孔 152:アーム部 153:枢軸
154:リンク 154a:貫通孔 155:連結突起
16:取り付け板 160:貫通孔
17:垂直方向駆動部
18:水平方向移動規制ピン
19:支持柱 19a:雌ねじ穴 190:コイルバネ
20:段つきナット 20a:大径部 20b:小径部
21:ピストンロッド 21a:連結係合部 22:エアシリンダ
23:ボルト 24:スペーサ 25:ボルト 26:ボルト
27:移動手段
【特許請求の範囲】
【請求項1】
円形板状ワークを吸引保持するチャックテーブルと、該チャックテーブルに保持された円形板状ワークを研削加工する研削手段と、該研削手段によって研削された円形板状ワークの外周縁を保持し該チャックテーブルから搬出する搬出手段と、該搬出手段の搬出経路に配設され該チャックテーブルに吸引保持されていた円形板状ワークの被保持面を洗浄する洗浄手段と、を備える研削装置において、
該搬出手段は、均等な角度で少なくとも3つ配置され円形板状ワークの外周縁を保持する保持部と、該保持部を放射方向に動作させる案内部と、該案内部に沿って該保持部を移動させる移動手段と、を備え、該移動手段によって駆動されて移動する該保持部を円形板状ワークの外周縁に接触させ円形板状ワークを保持するように構成され、
該洗浄手段は、該搬出手段が保持する円形板状ワークの該被保持面に垂直な回転軸と、該回転軸を回転させる回転手段と、該回転軸に連結され均等な角度で少なくとも3つ配置され円形板状ワークの外周部を洗浄する洗浄部材と、該洗浄部材を円形板状ワークに当接させ該回転手段によって該洗浄部材を回転させる洗浄動作によって円形板状ワークが回転するのを防止するための回転防止手段と、から構成され、
該回転防止手段は、該洗浄手段の該回転軸と軸心を同じくし、該洗浄手段と相対的に上下する上下動手段と、該洗浄手段の回転軸を中心に均等な角度で少なくとも3つ配置され該搬出手段の保持部より内側に位置する回転防止部材と、を備えており、
該搬出手段に保持された円形板状ワークの中心が該洗浄手段の回転軸と一致する該搬出手段の搬出経路上のワーク洗浄位置において、該洗浄部材が、円形板状ワークの該吸引保持面の外周部を洗浄する研削装置。
【請求項2】
請求項1に記載の研削装置において、前記洗浄手段を用いて円形板状ワークを洗浄する方法であって、
前記洗浄手段を構成する洗浄部材に、前記搬出手段が保持した円形板状ワークの被保持面を接触させ、該洗浄手段を構成する回転防止部材を上昇させ該被保持面に接触させて該洗浄部材の回転動作によって該被保持面のうち該回転防止部材が接触している箇所以外の部分を洗浄し、
その後、該回転防止部材を下降させて、該被保持面のうち該回転防止部材が接触していた部分を露出させ、該洗浄部材を所定角度回転させることによって円形板状ワークが該所定角度と同じ角度回転した後、再び該回転防止部材を上昇させ該被保持面に接触させて該洗浄部材の回転動作によって該被保持面の未洗浄部分を洗浄する、
円形板状ワークの洗浄方法。
【請求項1】
円形板状ワークを吸引保持するチャックテーブルと、該チャックテーブルに保持された円形板状ワークを研削加工する研削手段と、該研削手段によって研削された円形板状ワークの外周縁を保持し該チャックテーブルから搬出する搬出手段と、該搬出手段の搬出経路に配設され該チャックテーブルに吸引保持されていた円形板状ワークの被保持面を洗浄する洗浄手段と、を備える研削装置において、
該搬出手段は、均等な角度で少なくとも3つ配置され円形板状ワークの外周縁を保持する保持部と、該保持部を放射方向に動作させる案内部と、該案内部に沿って該保持部を移動させる移動手段と、を備え、該移動手段によって駆動されて移動する該保持部を円形板状ワークの外周縁に接触させ円形板状ワークを保持するように構成され、
該洗浄手段は、該搬出手段が保持する円形板状ワークの該被保持面に垂直な回転軸と、該回転軸を回転させる回転手段と、該回転軸に連結され均等な角度で少なくとも3つ配置され円形板状ワークの外周部を洗浄する洗浄部材と、該洗浄部材を円形板状ワークに当接させ該回転手段によって該洗浄部材を回転させる洗浄動作によって円形板状ワークが回転するのを防止するための回転防止手段と、から構成され、
該回転防止手段は、該洗浄手段の該回転軸と軸心を同じくし、該洗浄手段と相対的に上下する上下動手段と、該洗浄手段の回転軸を中心に均等な角度で少なくとも3つ配置され該搬出手段の保持部より内側に位置する回転防止部材と、を備えており、
該搬出手段に保持された円形板状ワークの中心が該洗浄手段の回転軸と一致する該搬出手段の搬出経路上のワーク洗浄位置において、該洗浄部材が、円形板状ワークの該吸引保持面の外周部を洗浄する研削装置。
【請求項2】
請求項1に記載の研削装置において、前記洗浄手段を用いて円形板状ワークを洗浄する方法であって、
前記洗浄手段を構成する洗浄部材に、前記搬出手段が保持した円形板状ワークの被保持面を接触させ、該洗浄手段を構成する回転防止部材を上昇させ該被保持面に接触させて該洗浄部材の回転動作によって該被保持面のうち該回転防止部材が接触している箇所以外の部分を洗浄し、
その後、該回転防止部材を下降させて、該被保持面のうち該回転防止部材が接触していた部分を露出させ、該洗浄部材を所定角度回転させることによって円形板状ワークが該所定角度と同じ角度回転した後、再び該回転防止部材を上昇させ該被保持面に接触させて該洗浄部材の回転動作によって該被保持面の未洗浄部分を洗浄する、
円形板状ワークの洗浄方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−105828(P2013−105828A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−247420(P2011−247420)
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000134051)株式会社ディスコ (2,397)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000134051)株式会社ディスコ (2,397)
【Fターム(参考)】
[ Back to top ]