
研削装置及び研削方法
【課題】環状フレームや装置が損傷しにくい研削装置を提供する。
【解決手段】制御部27は、固定部21に固定された環状フレーム12の上面12aの高さ位置を検出部26に検出させ、検出された環状フレーム12の上面12aの高さ位置が吸着部23の上面23aの高さ位置よりも低い場合に駆動部25を駆動させる。
【解決手段】制御部27は、固定部21に固定された環状フレーム12の上面12aの高さ位置を検出部26に検出させ、検出された環状フレーム12の上面12aの高さ位置が吸着部23の上面23aの高さ位置よりも低い場合に駆動部25を駆動させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、研削装置及び研削方法に関する。
【背景技術】
【0002】
従来、電子部品を低背化するために、半導体等のウェハやCSP(チップサイズパッケージ)の樹脂部分を薄化することなどに研削装置が広く利用されている。
【0003】
例えば、特許文献1には、粘着テープを介して環状フレームに支持されたウェハを研削することにより薄化する研削装置が開示されている。特許文献1に記載の研削装置では、ウェハが粘着されている粘着テープの周縁部を支持している環状フレームがクランプや磁石等により固定されると共に、ウェハが粘着テープを介して吸着部に吸引保持された態様で、ウェハに対向して配された研削砥石を回転させることにより、ウェハを研削する。研削中においては、環状フレームの上面が吸着部の上面よりも低くなるように環状フレームが保持される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2011−125988号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、環状フレームが確実に固定されていなかった場合には、環状フレームの位置が吸着部よりも高くなってしまう場合がある。また、所定の厚みよりも厚い環状フレームを間違って使用した場合も、環状フレームの位置が吸着部よりも高くなってしまう場合がある。このような場合には、環状フレームと砥石とが接触し、環状フレームや砥石が破損してしまう場合がある。また、環状フレームと砥石とが接触することにより環状フレームが脱落してしまい、装置に甚大な損傷をもたらす虞もある。
【0006】
本発明は、環状フレームや装置が損傷しにくい研削装置を提供することを主な目的とする。
【課題を解決するための手段】
【0007】
本発明に係る研削装置は、粘着テープを介して環状フレームに支持された被研削物を研削する研削装置である。本発明に係る研削装置は、固定部と、吸着部と、砥石と、駆動部と、検出部と、制御部とを備えている。固定部は、環状フレームを固定する。吸着部は、固定部に固定された環状フレームにより支持された被研削物を粘着テープを介して吸着することにより支持する。砥石は、吸着部に対向して配されている。砥石は、吸着部により支持された被研削物を研削する。駆動部は、砥石を駆動させる。検出部は、環状フレームの上面の高さ位置を検出する。制御部は、駆動部及び検出部を制御する。制御部は、固定部に固定された環状フレームの上面の高さ位置を検出部に検出させ、検出された環状フレームの上面の高さ位置が吸着部の上面の高さ位置よりも低い場合に駆動部を駆動させる。
【0008】
本発明に係る研削装置のある特定の局面では、制御部は、固定部に固定された環状フレームの上面の周方向における複数の部分の高さ位置を検出部に検出させ、検出された環状フレームの上面のすべての高さ位置が吸着部の上面の高さ位置よりも低い場合に駆動部を駆動させる。
【0009】
本発明に係る研削装置の別の特定の局面では、研削装置は、移動機構をさらに備える。移動機構は、固定部を、第1のポジションと、吸着部及び砥石が配された第2のポジションとの間で移動させる。制御部は、第1のポジションにおいて環状フレームを固定部に固定させた後に、移動機構に、環状フレームが固定された固定部を第2のポジションまで移動させ、その後、固定部に固定された環状フレームの上面の高さ位置を検出部に検出させる。
【0010】
本発明に係る研削方法は、粘着テープを介して環状フレームに支持された被研削物を用意する。被研削物が支持された環状フレームを固定部に固定すると共に、被研削物を粘着テープを介して吸着部に吸着させる固定/吸着工程を行う。固定部に固定された環状フレームの上面の高さ位置を検出する検出工程を行う。検出した環状フレームの上面の高さ位置が吸着部の上面の高さ位置よりも低い場合に、吸着部に対向して配された砥石により被研削物を研削する研削工程を行う。
【0011】
本発明に係る研削方法のある特定の局面では、検出工程において、固定部に固定された環状フレームの上面の周方向における複数の部分の高さ位置を検出する。研削工程において、検出された環状フレームの上面のすべての高さ位置が吸着部の上面の高さ位置よりも低い場合に、砥石により被研削物を研削する。
【0012】
本発明に係る研削方法の別の特定の局面では、固定/吸着工程では、第1のポジションにおいて被研削物が支持された環状フレームを固定部に固定させる固定工程を行う。固定工程の後に、固定部と環状フレームとを第1のポジションから第2のポジションに移動させる移動工程を行う。移動工程の後に、第2のポジションにおいて、被研削物を粘着テープを介して吸着部に吸着させる吸着工程を行う。第2のポジションにおいて研削工程を行う。
【発明の効果】
【0013】
本発明によれば、環状フレームや装置が損傷しにくい研削装置を提供することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施形態における環状フレームの模式的平面図である。
【図2】本発明の一実施形態における研削装置の模式的側面図である。
【図3】本発明の一実施形態における研削装置の一部分を拡大した模式的側面図である。
【発明を実施するための形態】
【0015】
以下、本発明を実施した好ましい形態の一例について説明する。但し、下記の実施形態は、単なる例示である。本発明は、下記の実施形態に何ら限定されない。
【0016】
実施形態等において参照する図面は、模式的に記載されたものであり、図面に描画された物体の寸法の比率などは、現実の物体の寸法の比率などとは異なる場合がある。図面相互間においても、物体の寸法比率等が異なる場合がある。具体的な物体の寸法比率等は、以下の説明を参酌して判断されるべきである。
【0017】
図1は、本実施形態における環状フレームの模式的平面図である。図2は、本実施形態における研削装置の模式的側面図である。図3は、本実施形態における研削装置の一部分を拡大した模式的側面図である。
【0018】
研削装置1は、被研削物10を研削する装置である。被研削物10の種類は特に限定されない。被研削物10は、例えば、弾性波チップや、半導体基板等であってもよい。具体的には、本実施形態では、被研削物10は、複数のCSP(Chip Size Package)に分割される前のCSP集合体により構成されている。
【0019】
被研削物10は、粘着テープ11を介して環状フレーム12に支持される。具体的には、環状フレーム12には、粘着テープ11の周縁部が全周にわたって固定されている。そして、粘着テープ11の上に少なくともひとつの被研削物10が粘着されて固定されている。なお、粘着テープ11は、樹脂からなるため、可撓性を有する。
【0020】
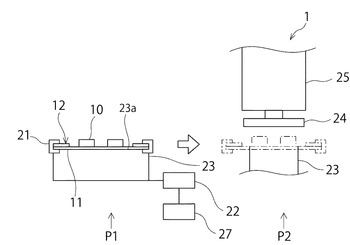
研削装置1は、固定部21と、移動機構22と、吸着部23と、砥石24と、駆動部25と、検出部26(図3を参照)と、制御部27とを備えている。
【0021】
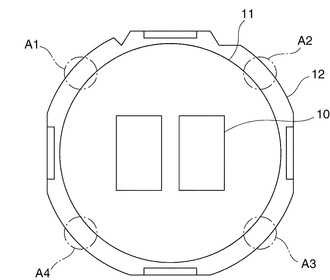
固定部21は、粘着テープ11及び被研削物10が固定された環状フレーム12を固定する。具体的には、固定部21は、4つ設けられており、環状フレーム12の四方を固定する。固定部21は、環状フレーム12を固定できるものであれば特に限定されない。固定部21は、例えば、環状フレーム12を厚み方向に挟持するクランプにより構成することができる。また、環状フレーム12が磁性体からなる場合は、固定部21を磁石により構成することもできる。
【0022】
移動機構22は、固定部21を第1のポジションP1と第2のポジションP2との間で移動させる。第1のポジションP1は、固定部21により環状フレーム12の着脱を行う位置である。第2のポジションP2は、吸着部23及び砥石24が設けられたポジションであり、被研削物10の研削を行う位置である。移動機構22は、例えば、モーター等のアクチュエータや、エアポンプなどにより構成することができる。
【0023】
吸着部(チャックテーブル)23は、固定部21が第2のポジションP2に位置しているときに、被研削物10の下方に位置するように配されている。吸着部23は、第2のポジションP2に位置している固定部21に固定された環状フレーム12により支持された被研削物10を粘着テープ11を介して吸着することにより支持する。吸着部23は、例えば、吸引ポンプ等に接続された多孔体等により構成することができる。
【0024】
砥石24は、吸着部23に対向して配されている。砥石24は、被研削物10を研削するための部材である。砥石24は、駆動部25に接続されている。駆動部25は、砥石24を駆動させる。具体的には、駆動部25は、砥石24を回転させる。なお、駆動部25は、例えば、スピンドルが接続されたモーター等により構成することができる。
【0025】
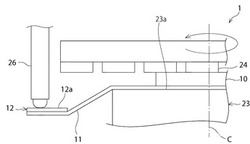
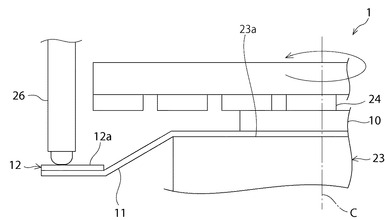
図3に示される検出部26は、第2のポジションP2に位置している環状フレーム12の上面12aの高さ位置を検出する。具体的には、検出部26は、図1に示す領域A1〜A4における環状フレーム12の上面12aの高さ位置を検出する。なお、検出部26は、例えばハイトゲージ等の接触式のセンサや、レーザー光出射装置とレーザー光検出器とを有する光学式のセンサなどにより構成することができる。
【0026】
制御部27は、駆動部25及び検出部26を制御する。制御部27は、例えば、CPU等により構成することができる。
【0027】
次に、研削装置1を用いた被研削物10の研削方法について説明する。
【0028】
(被研削物10の用意工程)
まず、粘着テープ11を介して環状フレーム12に支持された被研削物10を用意する。具体的には、環状フレーム12に粘着テープ11の周縁部を全周にわたって粘着させることにより固定する。次に、粘着テープ11に少なくともひとつの被研削物10を粘着させることにより支持させる。
【0029】
(固定/吸着工程)
次に、制御部27は、第1のポジションP1において、固定部21に環状フレーム12を固定させる(固定工程)。次に、制御部27は、移動機構22に、環状フレーム12が固定された固定部21を第2のポジションP2まで移動させる(移動工程)。次に、制御部27は、吸着部23を上昇させ、第2のポジションP2において、被研削物10を粘着テープ11を介して吸着部23に吸着させることにより被研削物10を固定する(吸着工程)。
【0030】
(検出工程)
次に、制御部27は、固定部21に固定された環状フレーム12の上面12aの高さ位置を検出部26に検出させる。具体的には、制御部27は、領域A1〜A4のそれぞれにおける、固定部21に固定された環状フレーム12の上面12aの高さ位置を検出部26に検出させる。
【0031】
(研削工程)
次に、制御部27は、検出された環状フレーム12の上面12aの各高さ位置が吸着部23の上面23aの高さ位置よりも低いか否かを判定する。その結果、制御部27は、検出された環状フレーム12の上面12aの各高さ位置が吸着部23の上面23aの高さ位置よりも低いと判定した場合に、駆動部25に砥石24を駆動させ、第2のポジションP2において、被研削物10の研削を行う。一方、制御部27は、検出された環状フレーム12の上面12aの高さ位置の少なくともひとつが吸着部23の上面23aの高さ位置よりも高いと判定した場合には、駆動部25に砥石24を駆動させない。即ち、研削を行わない。この場合、制御部27は、エラー警告音を鳴らすと共に、移動機構22に固定部21を第1のポジションP1に戻させる。その後、制御部27は、検出された環状フレーム12の上面12aの各高さ位置が吸着部23の上面23aの高さ位置よりも低くなるまで、固定/吸着工程、移動工程及び研削工程を繰り返し行う。
【0032】
以上説明したように、本実施形態では、環状フレーム12を固定部21に固定させた後に、研削を開始する前に、環状フレーム12の上面12aの高さ位置が吸着部23の上面23aの高さ位置よりも低いか否かが検出され、低い場合のみ研削が行われる。このため、環状フレーム12が砥石24に接触したり、環状フレーム12が確実に固定されていない状態で研削が開始されたりしない。従って、環状フレーム12や研削装置1の破損を抑制することができる。
【0033】
環状フレーム12や研削装置1の破損をより効果的に抑制する観点からは、本実施形態のように、環状フレーム12の上面12aの高さ位置を周方向における複数箇所で検出することが好ましい。但し、検出箇所の数が多すぎると、研削に要する時間が長くなる。このため、検索箇所の数は、3〜4程度であることが好ましい。
【0034】
なお、検出部26は、吸着部23の上面23aの高さ位置等を測定する検出部により、兼ねられていてもよい。
【符号の説明】
【0035】
1…研削装置
P1…第1のポジション
P2…第2のポジション
10…被研削物
11…粘着テープ
12…環状フレーム
12a…環状フレームの上面
21…固定部
22…移動機構
23…吸着部
23a…吸着部の上面
24…砥石
25…駆動部
26…検出部
27…制御部
【技術分野】
【0001】
本発明は、研削装置及び研削方法に関する。
【背景技術】
【0002】
従来、電子部品を低背化するために、半導体等のウェハやCSP(チップサイズパッケージ)の樹脂部分を薄化することなどに研削装置が広く利用されている。
【0003】
例えば、特許文献1には、粘着テープを介して環状フレームに支持されたウェハを研削することにより薄化する研削装置が開示されている。特許文献1に記載の研削装置では、ウェハが粘着されている粘着テープの周縁部を支持している環状フレームがクランプや磁石等により固定されると共に、ウェハが粘着テープを介して吸着部に吸引保持された態様で、ウェハに対向して配された研削砥石を回転させることにより、ウェハを研削する。研削中においては、環状フレームの上面が吸着部の上面よりも低くなるように環状フレームが保持される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2011−125988号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、環状フレームが確実に固定されていなかった場合には、環状フレームの位置が吸着部よりも高くなってしまう場合がある。また、所定の厚みよりも厚い環状フレームを間違って使用した場合も、環状フレームの位置が吸着部よりも高くなってしまう場合がある。このような場合には、環状フレームと砥石とが接触し、環状フレームや砥石が破損してしまう場合がある。また、環状フレームと砥石とが接触することにより環状フレームが脱落してしまい、装置に甚大な損傷をもたらす虞もある。
【0006】
本発明は、環状フレームや装置が損傷しにくい研削装置を提供することを主な目的とする。
【課題を解決するための手段】
【0007】
本発明に係る研削装置は、粘着テープを介して環状フレームに支持された被研削物を研削する研削装置である。本発明に係る研削装置は、固定部と、吸着部と、砥石と、駆動部と、検出部と、制御部とを備えている。固定部は、環状フレームを固定する。吸着部は、固定部に固定された環状フレームにより支持された被研削物を粘着テープを介して吸着することにより支持する。砥石は、吸着部に対向して配されている。砥石は、吸着部により支持された被研削物を研削する。駆動部は、砥石を駆動させる。検出部は、環状フレームの上面の高さ位置を検出する。制御部は、駆動部及び検出部を制御する。制御部は、固定部に固定された環状フレームの上面の高さ位置を検出部に検出させ、検出された環状フレームの上面の高さ位置が吸着部の上面の高さ位置よりも低い場合に駆動部を駆動させる。
【0008】
本発明に係る研削装置のある特定の局面では、制御部は、固定部に固定された環状フレームの上面の周方向における複数の部分の高さ位置を検出部に検出させ、検出された環状フレームの上面のすべての高さ位置が吸着部の上面の高さ位置よりも低い場合に駆動部を駆動させる。
【0009】
本発明に係る研削装置の別の特定の局面では、研削装置は、移動機構をさらに備える。移動機構は、固定部を、第1のポジションと、吸着部及び砥石が配された第2のポジションとの間で移動させる。制御部は、第1のポジションにおいて環状フレームを固定部に固定させた後に、移動機構に、環状フレームが固定された固定部を第2のポジションまで移動させ、その後、固定部に固定された環状フレームの上面の高さ位置を検出部に検出させる。
【0010】
本発明に係る研削方法は、粘着テープを介して環状フレームに支持された被研削物を用意する。被研削物が支持された環状フレームを固定部に固定すると共に、被研削物を粘着テープを介して吸着部に吸着させる固定/吸着工程を行う。固定部に固定された環状フレームの上面の高さ位置を検出する検出工程を行う。検出した環状フレームの上面の高さ位置が吸着部の上面の高さ位置よりも低い場合に、吸着部に対向して配された砥石により被研削物を研削する研削工程を行う。
【0011】
本発明に係る研削方法のある特定の局面では、検出工程において、固定部に固定された環状フレームの上面の周方向における複数の部分の高さ位置を検出する。研削工程において、検出された環状フレームの上面のすべての高さ位置が吸着部の上面の高さ位置よりも低い場合に、砥石により被研削物を研削する。
【0012】
本発明に係る研削方法の別の特定の局面では、固定/吸着工程では、第1のポジションにおいて被研削物が支持された環状フレームを固定部に固定させる固定工程を行う。固定工程の後に、固定部と環状フレームとを第1のポジションから第2のポジションに移動させる移動工程を行う。移動工程の後に、第2のポジションにおいて、被研削物を粘着テープを介して吸着部に吸着させる吸着工程を行う。第2のポジションにおいて研削工程を行う。
【発明の効果】
【0013】
本発明によれば、環状フレームや装置が損傷しにくい研削装置を提供することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施形態における環状フレームの模式的平面図である。
【図2】本発明の一実施形態における研削装置の模式的側面図である。
【図3】本発明の一実施形態における研削装置の一部分を拡大した模式的側面図である。
【発明を実施するための形態】
【0015】
以下、本発明を実施した好ましい形態の一例について説明する。但し、下記の実施形態は、単なる例示である。本発明は、下記の実施形態に何ら限定されない。
【0016】
実施形態等において参照する図面は、模式的に記載されたものであり、図面に描画された物体の寸法の比率などは、現実の物体の寸法の比率などとは異なる場合がある。図面相互間においても、物体の寸法比率等が異なる場合がある。具体的な物体の寸法比率等は、以下の説明を参酌して判断されるべきである。
【0017】
図1は、本実施形態における環状フレームの模式的平面図である。図2は、本実施形態における研削装置の模式的側面図である。図3は、本実施形態における研削装置の一部分を拡大した模式的側面図である。
【0018】
研削装置1は、被研削物10を研削する装置である。被研削物10の種類は特に限定されない。被研削物10は、例えば、弾性波チップや、半導体基板等であってもよい。具体的には、本実施形態では、被研削物10は、複数のCSP(Chip Size Package)に分割される前のCSP集合体により構成されている。
【0019】
被研削物10は、粘着テープ11を介して環状フレーム12に支持される。具体的には、環状フレーム12には、粘着テープ11の周縁部が全周にわたって固定されている。そして、粘着テープ11の上に少なくともひとつの被研削物10が粘着されて固定されている。なお、粘着テープ11は、樹脂からなるため、可撓性を有する。
【0020】
研削装置1は、固定部21と、移動機構22と、吸着部23と、砥石24と、駆動部25と、検出部26(図3を参照)と、制御部27とを備えている。
【0021】
固定部21は、粘着テープ11及び被研削物10が固定された環状フレーム12を固定する。具体的には、固定部21は、4つ設けられており、環状フレーム12の四方を固定する。固定部21は、環状フレーム12を固定できるものであれば特に限定されない。固定部21は、例えば、環状フレーム12を厚み方向に挟持するクランプにより構成することができる。また、環状フレーム12が磁性体からなる場合は、固定部21を磁石により構成することもできる。
【0022】
移動機構22は、固定部21を第1のポジションP1と第2のポジションP2との間で移動させる。第1のポジションP1は、固定部21により環状フレーム12の着脱を行う位置である。第2のポジションP2は、吸着部23及び砥石24が設けられたポジションであり、被研削物10の研削を行う位置である。移動機構22は、例えば、モーター等のアクチュエータや、エアポンプなどにより構成することができる。
【0023】
吸着部(チャックテーブル)23は、固定部21が第2のポジションP2に位置しているときに、被研削物10の下方に位置するように配されている。吸着部23は、第2のポジションP2に位置している固定部21に固定された環状フレーム12により支持された被研削物10を粘着テープ11を介して吸着することにより支持する。吸着部23は、例えば、吸引ポンプ等に接続された多孔体等により構成することができる。
【0024】
砥石24は、吸着部23に対向して配されている。砥石24は、被研削物10を研削するための部材である。砥石24は、駆動部25に接続されている。駆動部25は、砥石24を駆動させる。具体的には、駆動部25は、砥石24を回転させる。なお、駆動部25は、例えば、スピンドルが接続されたモーター等により構成することができる。
【0025】
図3に示される検出部26は、第2のポジションP2に位置している環状フレーム12の上面12aの高さ位置を検出する。具体的には、検出部26は、図1に示す領域A1〜A4における環状フレーム12の上面12aの高さ位置を検出する。なお、検出部26は、例えばハイトゲージ等の接触式のセンサや、レーザー光出射装置とレーザー光検出器とを有する光学式のセンサなどにより構成することができる。
【0026】
制御部27は、駆動部25及び検出部26を制御する。制御部27は、例えば、CPU等により構成することができる。
【0027】
次に、研削装置1を用いた被研削物10の研削方法について説明する。
【0028】
(被研削物10の用意工程)
まず、粘着テープ11を介して環状フレーム12に支持された被研削物10を用意する。具体的には、環状フレーム12に粘着テープ11の周縁部を全周にわたって粘着させることにより固定する。次に、粘着テープ11に少なくともひとつの被研削物10を粘着させることにより支持させる。
【0029】
(固定/吸着工程)
次に、制御部27は、第1のポジションP1において、固定部21に環状フレーム12を固定させる(固定工程)。次に、制御部27は、移動機構22に、環状フレーム12が固定された固定部21を第2のポジションP2まで移動させる(移動工程)。次に、制御部27は、吸着部23を上昇させ、第2のポジションP2において、被研削物10を粘着テープ11を介して吸着部23に吸着させることにより被研削物10を固定する(吸着工程)。
【0030】
(検出工程)
次に、制御部27は、固定部21に固定された環状フレーム12の上面12aの高さ位置を検出部26に検出させる。具体的には、制御部27は、領域A1〜A4のそれぞれにおける、固定部21に固定された環状フレーム12の上面12aの高さ位置を検出部26に検出させる。
【0031】
(研削工程)
次に、制御部27は、検出された環状フレーム12の上面12aの各高さ位置が吸着部23の上面23aの高さ位置よりも低いか否かを判定する。その結果、制御部27は、検出された環状フレーム12の上面12aの各高さ位置が吸着部23の上面23aの高さ位置よりも低いと判定した場合に、駆動部25に砥石24を駆動させ、第2のポジションP2において、被研削物10の研削を行う。一方、制御部27は、検出された環状フレーム12の上面12aの高さ位置の少なくともひとつが吸着部23の上面23aの高さ位置よりも高いと判定した場合には、駆動部25に砥石24を駆動させない。即ち、研削を行わない。この場合、制御部27は、エラー警告音を鳴らすと共に、移動機構22に固定部21を第1のポジションP1に戻させる。その後、制御部27は、検出された環状フレーム12の上面12aの各高さ位置が吸着部23の上面23aの高さ位置よりも低くなるまで、固定/吸着工程、移動工程及び研削工程を繰り返し行う。
【0032】
以上説明したように、本実施形態では、環状フレーム12を固定部21に固定させた後に、研削を開始する前に、環状フレーム12の上面12aの高さ位置が吸着部23の上面23aの高さ位置よりも低いか否かが検出され、低い場合のみ研削が行われる。このため、環状フレーム12が砥石24に接触したり、環状フレーム12が確実に固定されていない状態で研削が開始されたりしない。従って、環状フレーム12や研削装置1の破損を抑制することができる。
【0033】
環状フレーム12や研削装置1の破損をより効果的に抑制する観点からは、本実施形態のように、環状フレーム12の上面12aの高さ位置を周方向における複数箇所で検出することが好ましい。但し、検出箇所の数が多すぎると、研削に要する時間が長くなる。このため、検索箇所の数は、3〜4程度であることが好ましい。
【0034】
なお、検出部26は、吸着部23の上面23aの高さ位置等を測定する検出部により、兼ねられていてもよい。
【符号の説明】
【0035】
1…研削装置
P1…第1のポジション
P2…第2のポジション
10…被研削物
11…粘着テープ
12…環状フレーム
12a…環状フレームの上面
21…固定部
22…移動機構
23…吸着部
23a…吸着部の上面
24…砥石
25…駆動部
26…検出部
27…制御部
【特許請求の範囲】
【請求項1】
粘着テープを介して環状フレームに支持された被研削物を研削する研削装置であって、
前記環状フレームを固定する固定部と、
前記固定部に固定された環状フレームにより支持された被研削物を前記粘着テープを介して吸着することにより支持する吸着部と、
前記吸着部に対向して配されており、前記吸着部により支持された前記被研削物を研削する砥石と、
前記砥石を駆動させる駆動部と、
前記環状フレームの上面の高さ位置を検出する検出部と、
前記駆動部及び検出部を制御する制御部と、
を備え、
前記制御部は、前記固定部に固定された環状フレームの上面の高さ位置を前記検出部に検出させ、前記検出された環状フレームの上面の高さ位置が前記吸着部の上面の高さ位置よりも低い場合に前記駆動部を駆動させる、研削装置。
【請求項2】
前記制御部は、前記固定部に固定された環状フレームの上面の周方向における複数の部分の高さ位置を前記検出部に検出させ、前記検出された前記環状フレームの上面のすべての高さ位置が前記吸着部の上面の高さ位置よりも低い場合に前記駆動部を駆動させる、請求項1に記載の研削装置。
【請求項3】
前記固定部を、第1のポジションと、前記吸着部及び前記砥石が配された第2のポジションとの間で移動させる移動機構をさらに備え、
前記制御部は、前記第1のポジションにおいて前記環状フレームを前記固定部に固定させた後に、前記移動機構に、前記環状フレームが固定された固定部を前記第2のポジションまで移動させ、その後、前記固定部に固定された環状フレームの上面の高さ位置を前記検出部に検出させる、請求項1または2に記載の研削装置。
【請求項4】
粘着テープを介して環状フレームに支持された被研削物を用意する工程と、
前記被研削物が支持された環状フレームを固定部に固定すると共に、前記被研削物を前記粘着テープを介して吸着部に吸着させる固定/吸着工程と、
前記固定部に固定された環状フレームの上面の高さ位置を検出する検出工程と、
前記検出した環状フレームの上面の高さ位置が前記吸着部の上面の高さ位置よりも低い場合に、前記吸着部に対向して配された砥石により前記被研削物を研削する研削工程と、
を備える、研削方法。
【請求項5】
前記検出工程において、前記固定部に固定された環状フレームの上面の周方向における複数の部分の高さ位置を検出し、
前記研削工程において、前記検出された環状フレームの上面のすべての高さ位置が前記吸着部の上面の高さ位置よりも低い場合に、前記砥石により前記被研削物を研削する、請求項4に記載の研削方法。
【請求項6】
前記固定/吸着工程は、
第1のポジションにおいて前記被研削物が支持された前記環状フレームを前記固定部に固定させる固定工程と、
前記固定工程の後に、前記固定部と前記環状フレームとを前記第1のポジションから第2のポジションに移動させる移動工程と、
前記移動工程の後に、前記第2のポジションにおいて、前記被研削物を前記粘着テープを介して前記吸着部に吸着させる吸着工程と、
を有し、
前記第2のポジションにおいて前記研削工程を行う、請求項4または5に記載の研削方法。
【請求項1】
粘着テープを介して環状フレームに支持された被研削物を研削する研削装置であって、
前記環状フレームを固定する固定部と、
前記固定部に固定された環状フレームにより支持された被研削物を前記粘着テープを介して吸着することにより支持する吸着部と、
前記吸着部に対向して配されており、前記吸着部により支持された前記被研削物を研削する砥石と、
前記砥石を駆動させる駆動部と、
前記環状フレームの上面の高さ位置を検出する検出部と、
前記駆動部及び検出部を制御する制御部と、
を備え、
前記制御部は、前記固定部に固定された環状フレームの上面の高さ位置を前記検出部に検出させ、前記検出された環状フレームの上面の高さ位置が前記吸着部の上面の高さ位置よりも低い場合に前記駆動部を駆動させる、研削装置。
【請求項2】
前記制御部は、前記固定部に固定された環状フレームの上面の周方向における複数の部分の高さ位置を前記検出部に検出させ、前記検出された前記環状フレームの上面のすべての高さ位置が前記吸着部の上面の高さ位置よりも低い場合に前記駆動部を駆動させる、請求項1に記載の研削装置。
【請求項3】
前記固定部を、第1のポジションと、前記吸着部及び前記砥石が配された第2のポジションとの間で移動させる移動機構をさらに備え、
前記制御部は、前記第1のポジションにおいて前記環状フレームを前記固定部に固定させた後に、前記移動機構に、前記環状フレームが固定された固定部を前記第2のポジションまで移動させ、その後、前記固定部に固定された環状フレームの上面の高さ位置を前記検出部に検出させる、請求項1または2に記載の研削装置。
【請求項4】
粘着テープを介して環状フレームに支持された被研削物を用意する工程と、
前記被研削物が支持された環状フレームを固定部に固定すると共に、前記被研削物を前記粘着テープを介して吸着部に吸着させる固定/吸着工程と、
前記固定部に固定された環状フレームの上面の高さ位置を検出する検出工程と、
前記検出した環状フレームの上面の高さ位置が前記吸着部の上面の高さ位置よりも低い場合に、前記吸着部に対向して配された砥石により前記被研削物を研削する研削工程と、
を備える、研削方法。
【請求項5】
前記検出工程において、前記固定部に固定された環状フレームの上面の周方向における複数の部分の高さ位置を検出し、
前記研削工程において、前記検出された環状フレームの上面のすべての高さ位置が前記吸着部の上面の高さ位置よりも低い場合に、前記砥石により前記被研削物を研削する、請求項4に記載の研削方法。
【請求項6】
前記固定/吸着工程は、
第1のポジションにおいて前記被研削物が支持された前記環状フレームを前記固定部に固定させる固定工程と、
前記固定工程の後に、前記固定部と前記環状フレームとを前記第1のポジションから第2のポジションに移動させる移動工程と、
前記移動工程の後に、前記第2のポジションにおいて、前記被研削物を前記粘着テープを介して前記吸着部に吸着させる吸着工程と、
を有し、
前記第2のポジションにおいて前記研削工程を行う、請求項4または5に記載の研削方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−86232(P2013−86232A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−230780(P2011−230780)
【出願日】平成23年10月20日(2011.10.20)
【出願人】(000006231)株式会社村田製作所 (3,635)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月20日(2011.10.20)
【出願人】(000006231)株式会社村田製作所 (3,635)
【Fターム(参考)】
[ Back to top ]