
研磨パッドおよび研磨パッドの製造方法
【課題】発泡構造を均一化し良好な研磨特性を保持することができる研磨パッドを提供する。
【解決手段】研磨パッドは発泡構造のポリウレタンシートを有している。ポリウレタンシートは、イソシアネート基含有化合物を主成分とし、研磨加工時に被研磨物にスラリを介して当接する研磨面を有している。ポリウレタンシートには、半球体状の微粒子3が略均等、略均一に分散されている。微粒子3は、樹脂製の外殻3aに開口が形成されており、中央部に窪み3bが形成されている。外殻3aには研磨成分5aが含有されている。ポリウレタンシートは研磨面側が表面研削処理されている。研磨面には開孔が形成されており、外殻3aの断面が露出している。ポリウレタンシート2の摩耗により外殻3aに含有された研磨成分5aが溶出ないし放出される。
【解決手段】研磨パッドは発泡構造のポリウレタンシートを有している。ポリウレタンシートは、イソシアネート基含有化合物を主成分とし、研磨加工時に被研磨物にスラリを介して当接する研磨面を有している。ポリウレタンシートには、半球体状の微粒子3が略均等、略均一に分散されている。微粒子3は、樹脂製の外殻3aに開口が形成されており、中央部に窪み3bが形成されている。外殻3aには研磨成分5aが含有されている。ポリウレタンシートは研磨面側が表面研削処理されている。研磨面には開孔が形成されており、外殻3aの断面が露出している。ポリウレタンシート2の摩耗により外殻3aに含有された研磨成分5aが溶出ないし放出される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は研磨パッドおよび研磨パッドの製造方法に係り、特に、ポリウレタン体を備えた研磨パッドおよび該研磨パッドの製造方法に関する。
【背景技術】
【0002】
半導体デバイスの製造や液晶ディスプレイ用ガラス基板等の材料(被研磨物)の表面では、平坦性が求められるため、研磨パッドを使用した研磨加工が行われている。半導体デバイスでは、半導体回路の集積度が急激に増大するにつれて高密度化を目的とした微細化や多層配線化が進み、研磨面を一層高度に平坦化する技術が重要となっている。一方、液晶ディスプレイ用ガラス基板では、液晶ディスプレイの大型化に伴い、表面のより高度な平坦性が要求されている。
【0003】
半導体デバイスの製造には、一般的に化学的機械的研磨(Chemical Mechanical Polishing、以下、CMPと略記する。)法が用いられている。CMP法では、通常、研磨加工時に、砥粒(研磨粒子)をアルカリ溶液に分散させたスラリ(研磨液)を供給する、いわゆる遊離砥粒方式が採用されている。すなわち、被研磨物(の加工面)は、スラリ中の砥粒による機械的研磨作用と、アルカリ溶液による化学的研磨作用とで平坦化される。加工面に要求される平坦性の高度化に伴い、CMP法に求められる研磨精度や研磨効率等の研磨特性、換言すれば、研磨パッドに要求される性能も高まっている。
【0004】
CMP法では、ポリウレタン体を備えた研磨パッドが広く使用されている。このような研磨パッドの製造では、通常、イソシアネート基含有化合物(プレポリマ)と、活性水素化合物(硬化剤)とを反応により硬化させることで、発泡構造のポリウレタン体が形成される。発泡構造を形成するために、例えば、樹脂製の外殻を有する中空球状微粒子を混合する技術(特許文献1〜特許文献5参照)、水を添加する技術(特許文献6参照)、不活性気体を混合する技術(特許文献7参照)、水溶性微粒子を混合する技術(特許文献8参照)が開示されている。得られたポリウレタン体の表面が研削処理されるか、または、ポリウレタン体がシート状にスライスされることで、表面に開孔が形成された研磨パッドが製造される。これらの技術で製造された研磨パッドでは、研磨加工時にスラリが表面に形成された開孔に保持されるため、遊離砥粒方式の研磨加工により機械的研磨作用を向上させることができるものの、化学的研磨作用を向上させることは難しい。
【0005】
一方、遊離砥粒方式に対して、ポリウレタン体の内部に砥粒を含有させた研磨パッドを用いる、いわゆる固定砥粒方式の研磨加工が知られているが、砥粒の供給量(含有量)が制限され機械的研磨作用も不十分となるため、遊離砥粒方式と比べて研磨性能を低下させることとなる。これを解決するために、被研磨物の加工面と化学的に反応する水溶性アルカリ粒子を砥粒と共に含有させた研磨パッドも知られている。この研磨パッドでは、研磨加工時に水溶性アルカリ粒子からアルカリ成分が溶出し化学的研磨作用を向上させることができるが、水溶性アルカリ粒子が吸湿性を有するため、水溶性アルカリ粒子に含まれる水分によりポリウレタン体中に予期せぬ発泡が形成されやすくなり発泡構造が不均一となる。このため、研磨パッドの表面に形成される開孔の大きさ等にバラツキが生じ研磨特性を低下させることとなる。また、研磨加工時には、アルカリ成分が比較的短時間で溶出してしまうため、研磨加工の初期では化学的研磨作用が向上して研磨特性を高めることができるものの、その効果を長時間維持することが難しくなる。このような水溶性アルカリ粒子の吸湿性とアルカリ成分の易溶出性とを抑制するために、水溶性アルカリ粒子の表面に保護膜を形成し、これを砥粒と共にポリウレタン体に含有させた研磨パッドの技術が開示されている(例えば、特許文献9参照)。また、研磨効率を向上させるために、被研磨物の加工面での化学反応を促進する固体触媒を含有させた研磨パッドの技術も開示されている(例えば、特許文献10参照)。
【0006】
【特許文献1】特許3013105号公報
【特許文献2】特許3425894号公報
【特許文献3】特許3801998号公報
【特許文献4】特開2006−186394号公報
【特許文献5】特開2007−184638号公報
【特許文献6】特開2005−68168号公報
【特許文献7】特許3455208号公報
【特許文献8】特開2000−34416号公報
【特許文献9】特開2004−31772号公報
【特許文献10】特開2004−319609号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献9の技術では、水溶性アルカリ粒子の表面に保護膜が形成されるため、アルカリ成分を持続的に溶出させることができるものの、ポリウレタン体における予期せぬ発泡の形成が解消されない。すなわち、保護膜が水溶性アルカリ粒子に含まれる水分による影響を低減するとはいえ、僅かな水分でも発泡不良が生じるため、ポリウレタン体中に直径が数百μm程度に及ぶ巨大発泡が形成されることがあり発泡構造が不均一となる。このため、研磨パッドの表面には巨大発泡による大きな開孔が形成されることから、砥粒が二次凝集を起こし、被研磨物にスクラッチ(キズ)等を生じさせることとなる。また、特許文献10の技術でも同様に発泡不良を起こしやすい上、固体触媒の表面に保護膜が形成されていないため、溶出を制御することができず、研磨特性が変化しやすくなる。この点、特許文献1〜特許文献5の技術では、中空球状微粒子を混合するため、発泡不良を抑制することはできるが、外殻成分が異物として予期せぬ研磨不良を招くことがある。一方、スラリ中に含まれる砥粒の量やアルカリ成分の濃度を高くすることで、機械的研磨作用、化学的研磨作用を向上させることはできるが、この場合にはスラリの変性(ゲル化)や砥粒の凝集が生じやすくなる。このため、砥粒の分散状態を均一化することが難しくなり、却って研磨特性を低下させることとなる。
【0008】
本発明は上記事案に鑑み、発泡構造を均一化し良好な研磨特性を保持することができる研磨パッドおよび該研磨パッドの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明の第1の態様は、ポリウレタン体を備えた研磨パッドにおいて、前記ポリウレタン体中には樹脂製の外殻に開口が形成された中空状の微粒子が略均等に分散されており、前記微粒子の外殻にはアルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が含有されていることを特徴とする。
【0010】
第1の態様では、外殻に開口が形成された中空状の微粒子が略均等に分散されることでポリウレタン体の発泡構造を均一化することができると共に、外殻に含有されたアルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が、研磨加工時にポリウレタン体の摩耗に伴い露出した外殻から徐々に放出されるため、良好な研磨特性を保持することができる。
【0011】
第1の態様において、アルカリ物質をアルカリ金属の水酸化物とすることができる。このとき、アルカリ金属の水酸化物を、水酸化ナトリウム、水酸化カリウム、水酸化ルビジウムおよび水酸化セシウムから選択される少なくとも1種としてもよい。また、微粒子の外殻に研磨粒子が更に含有されるようにしてもよい。ポリウレタン体の表面に平均開孔径が10μm〜150μmの開孔を形成することができる。また、少なくとも1種の成分を、微粒子の100部に対して5部〜50部の重量割合としてもよい。微粒子がポリウレタン体の100部に対して5部〜50部の重量割合で含有されていてもよい。また、微粒子を半球体状または半多面体状としてもよい。
【0012】
また、本発明の第2の態様は、ポリウレタン体を備えた研磨パッドの製造方法であって、前記ポリウレタン体中には樹脂製の外殻に開口が形成された中空状の微粒子が略均等に分散され、前記微粒子の外殻にはアルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が含有された研磨パッドの製造方法において、イソシアネート基含有化合物と、活性水素化合物と、前記微粒子と、をそれぞれ準備する準備ステップと、前記準備ステップで準備されたイソシアネート基含有化合物、活性水素化合物および微粒子を略均一に混合した混合液を調製し、前記混合液から前記微粒子が略均等に分散されたポリウレタン体を乾式成形する成形ステップと、を含むことを特徴とする。
【0013】
本発明の第3の態様は、ポリウレタン体を備えた研磨パッドの製造方法であって、前記ポリウレタン体中には樹脂製の外殻に開口が形成された中空状の微粒子が略均等に分散され、前記微粒子の外殻にはアルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が含有された研磨パッドの製造方法において、イソシアネート基含有化合物と、活性水素化合物と、前記イソシアネート基含有化合物および前記活性水素化合物の反応生成物を溶解可能な有機溶媒と、前記微粒子と、を略均一に混合した混合液を調製する調製ステップと、前記調製ステップで調製された混合液をシート状に展延し、前記混合液から前記有機溶媒を脱溶媒させて前記微粒子が略均等に分散されたポリウレタン体を形成する形成ステップと、を含むことを特徴とする。
【発明の効果】
【0014】
本発明によれば、外殻に開口が形成された中空状の微粒子が略均等に分散されることでポリウレタン体の発泡構造を均一化することができると共に、外殻に含有されたアルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が、研磨加工時にポリウレタン体の摩耗に伴い露出した外殻から徐々に放出されるため、良好な研磨特性を保持することができる、という効果を得ることができる。
【発明を実施するための最良の形態】
【0015】
以下、図面を参照して、本発明を適用した研磨パッドの実施の形態について説明する。
【0016】
(研磨パッド)
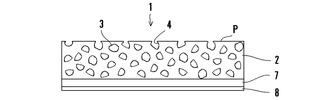
図1に示すように、研磨パッド1は、発泡構造を有するポリウレタン体としてのポリウレタンシート2を有している。ポリウレタンシート2は、イソシアネート基含有化合物を主成分としており、研磨加工時に被研磨物の被研磨面(加工面)にスラリ(研磨液)を介して当接する研磨面Pを有している。ポリウレタンシート2は、イソシアネート基含有化合物と、活性水素化合物と、樹脂製の外殻に開口が形成された中空状の微粒子3と、を混合した混合液から形成されたポリウレタン成形体にスライス処理やバフ等の表面研削処理を施すことで形成されている。換言すれば、ポリウレタンシート2は、イソシアネート基含有化合物と、活性水素化合物との反応で形成され、内部に微粒子3が分散されている。
【0017】
ポリウレタンシート2の内部には、微粒子3が略均等かつ略均一に分散した状態で含有(内添)されている。微粒子3の含有量は、ポリウレタンシート2の100部に対して5〜50部の重量割合に設定されている。ポリウレタンシート2がポリウレタン成形体をスライス処理や表面研削処理することで形成されているため、研磨面Pでは微粒子3が切断され開孔4が形成されている。研磨面Pに形成された開孔4は、平均開孔径が10〜150μmの範囲に調整されている。ポリウレタンシート2の厚さは、1.3〜2.5mmの範囲に設定されている。このような微粒子3が含有されたポリウレタンシート2では、ショアA硬度が10〜90度の範囲となる。
【0018】
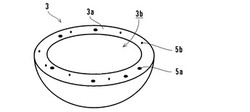
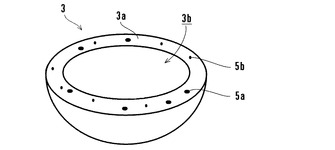
図2に示すように、微粒子3は、半球体状を呈しており、樹脂製の外殻3aに開口が形成されている。微粒子3は中央部に中空状の窪み3bが形成されている。換言すれば、微粒子3は中空球状の微粒子が略2分割された椀状を呈しており、外殻3aの開口端面が円環状に露出している。微粒子3は、外殻3aの開口端面の外径(粒径)がおよそ10〜150μmの範囲となるように調整されている。ポリウレタンシート2に分散された微粒子3の窪み3bには気泡が保持されており、ポリウレタンシート2が発泡状に形成されている。
【0019】
また、微粒子3は、外殻3aに、被研磨物と化学反応し研磨加工に寄与する研磨成分5aと研磨粒子(砥粒)5bとが含有されている。外殻3aが樹脂製のため、微粒子3の表面(外殻3aの外側の面、内側の面および開口端面)では研磨成分5a、研磨粒子5bが直接外部に露出することはなく、研磨面Pではポリウレタン成形体のスライス処理や表面研削処理により表面近傍に位置する微粒子3が切断された断面が露出している。研磨成分5aは、微粒子3の100部に対して5〜50部の重量割合となるように微粒子3に含有されている。また、研磨粒子5bは、微粒子3の100部に対して1〜30部の重量割合となるように微粒子3に含有されている。
【0020】
研磨成分5aとしては、アルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が用いられている。研磨成分5aは、微粒子3の外殻3aに含有させることを考慮すれば、常温で固体であることが好ましく、平均粒径1μm以下の粉末状であることがより好ましい。また、研磨粒子5bとしては、無機化合物粒子や有機化合物粒子を用いることができる。無機化合物粒子としては、例えば、シリカ、アルミナ、酸化セリウム、酸化チタン、酸化クロム、二酸化マンガン、三酸化二マンガン、酸化鉄、酸化ジルコニウム、炭化ケイ素、炭化ホウ素、ダイヤモンド、炭酸バリウム等の粒子を挙げることができる。また、有機化合物粒子としては、例えば、スチレン系共重合体、(メタ)アクリル樹脂、アクリル系共重合体、ポリオレフィン樹脂、オレフィン系共重合体等の粒子を挙げることができる。研磨加工時には、研磨成分5aが放出されることで化学的研磨作用の向上を図ることができ、研磨粒子5bが放出されることで機械的研磨作用の向上を図ることができ、研磨速度を向上させることができる。
【0021】
アルカリ物質としては、例えば、アルカリ金属の水酸化物を挙げることができるが、粒状ないしゲル状で水溶性を有していることが好ましい。アルカリ金属の水酸化物としては、例えば、水酸化カリウム、水酸化ナトリウム、水酸化ルビジウム、水酸化セシウム等を挙げることができる。また、酸物質としては、有機酸及び無機酸のいずれであってもよく、例えば、パラトルエンスルホン酸、ドデシルベンゼンスルホン酸、イソプレンスルホン酸、グルコン酸、乳酸、クエン酸、酒石酸、リンゴ酸、グリコール酸、マロン酸、ギ酸、シユウ酸、コハク酸、フマル酸、マレイン酸およびフタル酸等の有機酸、硝酸、塩酸および硫酸等の無機酸等を用いることができる。また、アルカリ物質や酸物質はpH調整剤としても作用する。
【0022】
酸化剤としては、水溶性であれば特に限定されないが、例えば、過酸化水素、過酢酸、過安息香酸、tert−ブチルハイドロパーオキサイド等の有機過酸化物、過マンガン酸化合物、重クロム酸化合物、ハロゲン酸化合物、硝酸化合物、過ハロゲン酸化合物、フェリシアン化カリウム等の遷移金属塩、過硫酸塩、硝酸鉄、硝酸セリウムアンモニウム等の多価金属の塩、ケイタングステン酸、リンタングステン酸、ケイモリブデン酸、リンモリブデン酸等のへテロポリ酸等を用いることができる。
【0023】
また、pH調整剤としては、上述したアルカリ物質や酸物質以外に、リン酸二水素ナトリウム、リン酸三ナトリウム、ピロリン酸四ナトリウム、ピロリン酸二水素二ナトリウム、トリポリリン酸ナトリウム、ポリリン酸ナトリウム、トリメタリン酸ナトリウム、ヘキサメタリン酸ナトリウム、ウルトラリン酸ナトリウム、リン酸二水素カリウム、リン酸水素二カリウム、リン酸三カリウム、ピロリン酸四カリウム、ポリリン酸カリウム、メタリン酸カリウム、リン酸二水素アンモニウム、リン酸水素二アンモニウム、リン酸二水素カルシウム、リン酸一水素カルシウム、リン酸三カルシウムおよびフマル酸一ナトリウム等を用いることができる。
【0024】
キレート剤は、例えば、被研磨物が半導体デバイス等の場合に、研磨面の被加工膜を構成する金属とキレート化合物を形成するものであればいずれのものも使用することができる。キレート剤としては、例えば、シユウ酸、マロン酸、グリコール酸、クエン酸、酒石酸、エチレンジアミン、ジエチレントリアミン、グリシン、アラニン、セリン、アスパラギン酸、エチレンジアミンテトラ酢酸、ニトリロトリ酢酸、ヒドロキシエチリデンジホスホン酸、ニトリロトリス(メチレンホスホン酸)、ピロリン酸、トリリン酸等を挙げることができる。
【0025】
また、図1に示すように、研磨パッド1は、ポリウレタンシート2の研磨面Pと反対の面側に、研磨機に研磨パッド1を装着するための両面テープが貼り合わされている。両面テープは、ポリエチレンテレフタレート(以下、PETと略記する。)製フィルム等の基材7の両面に図示を省略した接着剤層を有している。接着剤層の接着剤としては、例えば、アクリル系接着剤等を挙げることができる。両面テープは、一面側の接着剤層でポリウレタンシート2と貼り合わされており、他面側の接着剤層が剥離紙8で覆われている。
【0026】
(研磨パッドの製造)
研磨パッド1は、2通りの製造方法で製造することができる。すなわち、イソシアネート基含有化合物、活性水素化合物および微粒子3を混合した混合液を型枠に注型し型枠内で硬化させる第1の製造方法、または、イソシアネート基含有化合物、活性水素化合物、微粒子3およびイソシアネート基含有化合物と活性水素化合物との反応生成物を溶解可能な有機溶媒を混合した混合液をシート状の基材上に塗布し加熱しながら脱溶媒させる第2の製造方法で得られたポリウレタンシート2を用い、研磨パッド1を製造することができる。以下、第1の製造方法、第2の製造方法の順に説明する。
【0027】
(第1の製造方法)
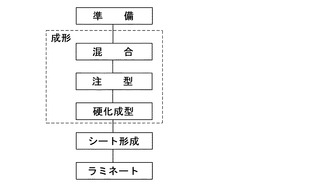
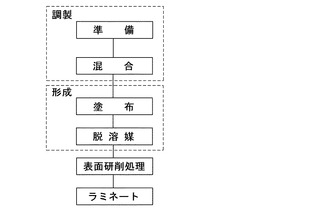
第1の製造方法では、研磨パッド1は、図3に示す各工程を経て製造される。すなわち、イソシアネート基含有化合物と、活性水素化合物と、微粒子3とをそれぞれ準備する準備工程(準備ステップ)、イソシアネート基含有化合物、活性水素化合物および微粒子3を混合した混合液を調製する混合工程(成形ステップの一部)、混合液を型枠に注型する注型工程(成形ステップの一部)、型枠内でポリウレタン成形体を形成する硬化成型工程(成形ステップの一部)、ポリウレタン成形体にスライス処理や表面研削処理をしてポリウレタンシート2を形成するシート形成工程、ポリウレタンシート2と両面テープとを貼り合わせるラミネート工程を経て製造される。以下、工程順に説明する。
【0028】
(準備工程)
準備工程では、イソシアネート基含有化合物、活性水素化合物および微粒子3をそれぞれ準備する。準備するイソシアネート基含有化合物としては、分子内に2つ以上の水酸基を有するポリオール化合物と、分子内に2つのイソシアネート基を有するジイソシアネート化合物とを反応させることで生成したイソシアネート末端ウレタンプレポリマ(以下、単に、プレポリマと略記する。)が用いられている。ポリオール化合物と、ジイソシアネート化合物とを反応させるときに、イソシアネート基のモル量を水酸基のモル量より大きくすることで、プレポリマを得ることができる。また、使用するプレポリマは、粘度が高すぎると、流動性が悪くなり混合時に略均一に混合することが難しくなる。温度を上昇させて粘度を低くするとポットライフが短くなり(プレポリマの硬化反応が速くなり)、却って混合斑が生じて微粒子3の分散状態にバラツキが生じる。反対に粘度が低すぎると、混合液中で微粒子3が移動してしまい、得られるポリウレタン成形体に微粒子3を略均等、略均一に分散させることが難しくなる。このため、プレポリマは、温度50〜80℃における粘度を500〜4000mPa・sの範囲に設定することが好ましい。このことは、例えば、プレポリマの分子量(重合度)を変えることで粘度を設定することができる。プレポリマは、50〜80℃程度に加熱され流動可能な状態とされる。
【0029】
プレポリマの生成に用いられるジイソシアネート化合物としては、例えば、m−フェニレンジイソシアネート、p−フェニレンジイソシアネート、2,6−トリレンジイソシアネート(2,6−TDI)、2,4−トリレンジイソシアネート(2,4−TDI)、ナフタレン−1,4−ジイソシアネート、ジフェニルメタン−4,4’−ジイソシアネート、3,3’−ジメトキシ−4,4’−ビフェニルジイソシアネート、3,3’−ジメチルジフェニルメタン−4,4’−ジイソシアネート、キシリレン−1,4−ジイソシアネート、4,4’−ジフェニルプロパンジイソシアネート、トリメチレンジイソシアネート、ヘキサメチレンジイソシアネート、プロピレン−1,2−ジイソシアネート、ブチレン−1,2−ジイソシアネート、シクロヘキシレン−1,2−ジイソシアネート、シクロヘキシレン−1,4−ジイソシアネート、p−フェニレンジイソチオシアネート、キシリレン−1,4−ジイソチオシアネート、エチリジンジイソチオシアネート等を挙げることができる。また、これらのジイソシアネート化合物の2種以上を併用してもよい。
【0030】
一方、プレポリマの生成に用いられるポリオール化合物としては、ジオール化合物、トリオール化合物等の化合物であればよく、例えば、エチレングリコール、ブチレングリコール等の低分子量のポリオール化合物、および、ポリテトラメチレングリコール(PTMG)等のポリエーテルポリオール化合物、エチレングリコールとアジピン酸との反応物やブチレングリコールとアジピン酸との反応物等のポリエステルポリオール化合物、ポリカーボネートポリオール化合物、ポリカプロラクトンポリオール化合物等の高分子量のポリオール化合物のいずれも使用することができる。また、これらのポリオール化合物の2種以上を併用してもよい。
【0031】
活性水素化合物としては、プレポリマの末端イソシアネート基と反応する活性水素基を有していればよく、ポリアミン化合物やポリオール化合物を用いることができる。活性水素化合物は、プレポリマのイソシアネート基と反応することでハードセグメント(高融点で剛直性を付与するウレタン結合部)を形成する。ポリアミン化合物としては、例えば、エチレンジアミン、プロピレンジアミン、ヘキサメチレンジアミン、イソホロンジアミン、ジシクロヘキシルメタン−4,4’−ジアミン、3,3’−ジクロロ−4,4’−ジアミノジフェニルメタン(以下、MOCAと略記する。)およびMOCAと同様の構造を有するポリアミン化合物等を挙げることができる。また、ポリアミン化合物が水酸基を有していてもよく、このようなアミン系化合物として、例えば、2−ヒドロキシエチルエチレンジアミン、2−ヒドロキシエチルプロピレンジアミン、ジ−2−ヒドロキシエチルエチレンジアミン、ジ−2−ヒドロキシエチルプロピレンジアミン、2−ヒドロキシプロピルエチレンジアミン、ジ−2−ヒドロキシプロピルエチレンジアミン等を挙げることができる。一方、ポリオール化合物としては、ジオール化合物、トリオール化合物等の化合物であればよく、例えば、エチレングリコール、ブチレングリコール等の低分子量のポリオール化合物、および、ポリテトラメチレングリコール等のポリエーテルポリオール化合物、エチレングリコールとアジピン酸との反応物やブチレングリコールとアジピン酸との反応物等のポリエステルポリオール化合物、ポリカーボネートポリオール化合物、ポリカプロラクトンポリオール化合物等の高分子量のポリオール化合物を挙げることができる。活性水素化合物には、ポリアミン化合物およびポリオール化合物の少なくとも一方を用いればよく、ポリアミン化合物ないしポリオール化合物の2種以上を併用してもよい。
【0032】
また、研磨成分5a、研磨粒子5bを含有した外殻3aに開口が形成された微粒子3は、例えば、次のようにして形成することができる。本例では、加水分解によりシラノール化合物を生成するシラノール基形成性ケイ素化合物、シラノール基形成性化合物を用いることで、外殻3aが有機シリコーン系の樹脂で形成される。すなわち、シラノール基形成性ケイ素化合物、シラノール基形成性化合物、研磨成分5aおよび研磨粒子5bを混合し、触媒存在下で水と接触させることでシラノール基形成性ケイ素化合物、シラノール基形成性化合物を加水分解してシラノール化合物を生成させる。触媒としては、例えば、水酸化ナトリウムや水酸化カリウム等の無機塩基類、アンモニアやトリメチルアミン等の有機塩基類、塩酸や硫酸等の無機酸類、酢酸やクエン酸等の有機酸類を用いることができる。生成したシラノール化合物を含む反応液を引き続き縮合反応に供し、研磨成分5a、研磨粒子5bを含有した有機シリコーン系樹脂製の外殻3bに開口が形成された微粒子3を生成させる。縮合反応の触媒としては加水分解に用いる触媒を使用することができる。生成した微粒子3は、遠心分離法や加圧濾過法等により脱水し加熱乾燥させるが、分別処理することで、大きさのばらつきを低減し粒径(外殻3aの開口端面の外径)の範囲を調整することができる。
【0033】
(混合工程、注型工程、硬化成型工程)
図3に示すように、混合工程では、準備工程で準備したプレポリマ、活性水素化合物および微粒子3を混合して混合液を調製する。このとき、微粒子3は、混合液中での分散状態を均一化するため、予め活性水素化合物に略均一に混合、分散させておく。活性水素化合物に微粒子3を混合、分散させるときに、窪み3bに気泡が保持される。注型工程では混合工程で調製された混合液を型枠に注型し、硬化成型工程では型枠内でプレポリマと活性水素化合物とを反応、硬化させてポリウレタン成形体を成型する。本例では、混合工程、注型工程、硬化成型工程を連続して行う。
【0034】
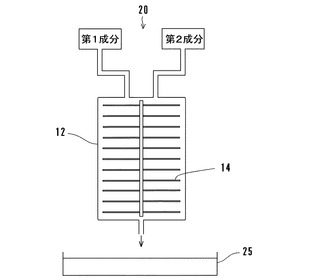
図4に示すように、混合工程では混合機20で混合液が調製され、注型工程では調製された混合液が混合機20から連続して型枠25に注型され、硬化成型工程で硬化させることによりポリウレタン成形体が成型される。混合機20は、攪拌翼14が内蔵された混合槽12を備えている。混合槽12の上流側には、第1成分としてプレポリマ、第2成分として微粒子3を分散させた活性水素化合物をそれぞれ収容した供給槽が配置されている。各供給槽からの供給口は混合槽12の上流端部に接続されている。攪拌翼14は混合槽12内の略中央部で上流側から下流側までにわたって配置された回転軸に固定されている。回転軸の回転に伴い攪拌翼14が回転し、第1成分および第2成分を剪断するようにして混合する。得られた混合液は混合槽12の下流端部に形成された排出口から型枠25に注型される。型枠25は、上部が開放されており、大きさが、本例では、1050mm(長さ)×1050mm(幅)×50mm(厚さ)に設定されている。なお、第1成分のプレポリマ、第2成分に含まれる活性水素化合物の多くがいずれも常温で固体または流動しにくい状態のため、それぞれの供給槽は各成分が流動可能となるように加温されている。
【0035】
第1成分、第2成分がそれぞれの供給槽から混合槽12に供給され、攪拌翼14により混合される。混合機20での混合条件、すなわち、攪拌翼14の剪断速度、剪断回数を調整することで、各成分が略均等、略均一に混合されて混合液が調製される。攪拌翼14の剪断速度が小さすぎると、窪み3bに気泡を保持した微粒子3の分散状態が不均一となる。反対に剪断速度が大きすぎると、攪拌翼14および混合液間の摩擦による発熱で温度が上昇し混合液の粘度が低下する。このため、微粒子3が成型中に移動しやすくなり、ポリウレタン成形体中の微粒子3の分散状態に偏りが生じる。一方、剪断回数が少なすぎると微粒子3の分散状態を均一化することが難しく、反対に多すぎると温度上昇で粘度が低下し、微粒子3の分散状態に偏りが生じる。このため、混合工程では、剪断速度を9,000〜41,000/秒の範囲、剪断回数を300〜10,000回の範囲に設定し、混合する。混合機20での混合時間(滞留時間)は、混合液の流量(最大1リットル/sec)にもよるが、およそ1秒程度である。すなわち、例えば、注型工程で100kg程度の型枠25に混合液を注型するのに要する時間はおよそ1〜2分程度となる。なお、剪断速度、剪断回数は次式により求めることができる。すなわち、剪断速度(/秒)=攪拌翼14の翼先端の直径(mm)×円周率×攪拌翼14の回転数(rpm)÷60÷攪拌翼14の翼先端と混合槽12の内壁とのクリアランス(mm)、剪断回数(回)=攪拌翼14の回転数(rpm)÷60×混合槽12中での混合液の滞留時間(秒)×攪拌翼14の翼の数、により求めることができる。
【0036】
注型工程で、型枠25に混合液を注型するときは、混合機20からの混合液を混合槽12の排出口から排出し、例えばフレキシブルパイプを通じて、型枠25の上方に配置された不図示の注液口に導液する。注液口は、型枠25の長さ方向で対向する2辺間(例えば、図3の左右間)を往復移動し、断面三角状で型枠25の幅方向の長さを有している。注液口を型枠25の長さ方向に往復移動させながら、排出口の端部(フレキシブルパイプの端部)を型枠25の幅方向に往復移動させることで、混合液が型枠25に略均等に注型される。
【0037】
硬化成型工程では、注型された混合液を型枠25内で反応硬化させブロック状のポリウレタン成形体を成型する。このとき、プレポリマが活性水素化合物との反応により架橋硬化する。型枠25の上部が開放されているため、大気圧下で反応(架橋硬化)が進行しポリウレタン成形体が成型される。微粒子3の窪み3bには気泡が保持されているため、成型中に微粒子3が移動しやすくなるが、微粒子3の周囲で架橋硬化が進行することで、ポリウレタン成形体中での微粒子3の偏在が抑制される。
【0038】
(シート形成工程)
図3に示すように、シート形成工程では、硬化成型工程で得られたポリウレタン成形体をシート状にスライスし、必要に応じてバフ等の表面研削処理を施してポリウレタンシート2を形成する。スライスには、一般的なスライス機を使用することができる。スライス時にはポリウレタン成形体の下層部分を保持し、上層部から順に所定厚さにスライスする。スライスする厚さは、本例では、1.3〜2.5mmの範囲に設定されている。本例で用いた厚さが50mmの型枠25で成型したポリウレタン成形体では、例えば、ポリウレタン成形体の上層部および下層部の約10mm分をキズ等の関係から使用せず、中央部の約30mm分から10〜25枚のポリウレタンシート2を形成することができる。ポリウレタンシート2の厚さ精度を向上させるために、更にバフ等の表面研削処理を施すようにしてもよい。バフ処理には一般的なバフ機を使用することができる。硬化成型工程で微粒子3が略均等、略均一な分散状態で含有されたポリウレタン成形体が得られるため、シート形成工程で複数枚のポリウレタンシート2を形成したときは、表面に形成された開孔4の平均開孔径がいずれも10〜150μmの範囲となる。
【0039】
(ラミネート工程)
ラミネート工程では、シート形成工程で形成されたポリウレタンシート2と両面テープとが貼り合わされる。円形等の所望の形状、サイズに裁断した後、汚れや異物等の付着がないことを確認する等の検査を行い研磨パッド1を完成させる。
【0040】
被研磨物の研磨加工を行うときは、研磨機の研磨定盤に研磨パッド1を装着する。研磨定盤に研磨パッド1を装着するときは、剥離紙8を取り除き、露出した接着剤層で研磨定盤に接着固定する。研磨定盤と対向するように配置された保持定盤に保持させた被研磨物を研磨面P側へ押圧すると共に、外部からスラリを供給しながら研磨定盤ないし保持定盤を回転させることで、被研磨物の加工面が研磨加工される。研磨面Pがスラリと接触することにより、また、研磨加工に伴う研磨面Pの摩耗により、微粒子3(外殻3a)に含有された研磨成分5aや研磨粒子5bが溶出ないし放出されるため、被研磨物の加工面が、供給されたスラリと、研磨パッド1から溶出ないし放出された研磨成分5aや研磨粒子5bとの研磨作用により研磨加工される。なお、通常、研磨液の媒体としては水が使用されるが、アルコール等の有機溶剤を混合することも可能である。
【0041】
(第2の製造方法)
次に、第2の製造方法について説明するが、上述した第1の製造方法と同じ工程、同じ物質については説明を省略し、異なる箇所のみ説明する。
【0042】
第2の製造方法では、研磨パッド1は、図5に示す各工程を経て製造される。すなわち、プレポリマと活性水素化合物とを有機溶媒中で反応させたポリウレタン樹脂溶液および微粒子3をそれぞれ準備する準備工程(調製ステップの一部)、ポリウレタン樹脂溶液に微粒子3を略均等、略均一に混合、分散させた混合液を調製する混合工程(調製ステップの一部)、混合液を略平坦な表面を有する基材にシート状に塗布(展延)する塗布工程(形成ステップの一部)、有機溶媒を脱溶媒させてポリウレタン成形体を形成する脱溶媒工程(形成ステップの一部)、ポリウレタン成形体の厚さが一様となるように表面研削処理する表面研削処理工程、表面研削処理して得られたポリウレタンシート2と両面テープとを貼り合わせるラミネート工程を経て製造される。
【0043】
準備工程では、プレポリマと、活性水素化合物と、プレポリマおよび活性水素化合物の反応生成物であるポリウレタン樹脂を溶解可能な有機溶媒とを混合し、プレポリマと活性水素化合物とを反応させることでポリウレタン樹脂溶液を調製する。有機溶媒には、本例では、N,N−ジメチルホルムアミド(以下、DMFと略記する。)が用いられている。混合工程では、ポリウレタン樹脂溶液と微粒子3とを混合、攪拌し、微粒子3を略均等、略均一な分散状態となるように分散させて混合液を調製する。混合液の調製には、一般的な攪拌装置を用いることができる。
【0044】
塗布工程では、混合液を表面が略平坦な帯状のシート基材に連続的に塗布する。混合工程で調製した混合液は、常温下で塗布装置によりシート基材に略均一に塗布される。塗布装置として、本例では、ナイフコータが用いられる。このとき、ナイフコータとシート基材との間隙(クリアランス)を調整することで、混合液の塗布厚さ(塗布量)がおよそ1.3〜2.5mmの範囲となるように調整される。シート基材には、可撓性フィルム、不織布、織布等を用いることができる。不織布、織布を用いる場合は、ポリウレタン樹脂溶液の塗布時にシート基材内部へのポリウレタン樹脂溶液の浸透を抑制するため、予め水またはDMF水溶液(DMFと水との混合液)等に浸漬する前処理(目止め)が行われる。シート基材としてPET製等の可撓性フィルムを用いる場合は、液体の浸透性を有していないため、前処理が不要となる。以下、本例では、シート基材をPET製フィルムとして説明する。
【0045】
脱溶媒工程では、混合液が塗布されたシート基材を熱風乾燥機中を通過させることで、溶媒のDMFを除去する。DMFが混合液から脱溶媒することにより、シート状のポリウレタン成形体が形成される。得られたポリウレタン成形体の内部には微粒子3が略均等かつ略均一に分散した状態で発泡状に含有されている。
【0046】
表面研削処理工程では、ポリウレタン成形体をシート基材から剥離し、ポリウレタン成形体の表面(シート基材と接触しない面)側にスライス処理やバフ処理等の表面研削処理が施される。バフ処理の場合は、ポリウレタン成形体の裏面(シート基材と接触した面)側に、表面が平坦な圧接ローラの表面を圧接しながら、ポリウレタン成形体の表面側がバフ処理される。本例では、連続的に製造されたポリウレタン成形体が帯状のため、裏面に圧接ローラを圧接しながら、連続的に表面をバフ処理する。このバフ処理により、ポリウレタン成形体は厚さのバラツキが解消され、バフ処理された面側には内部に含有された微粒子3が開孔した開孔4が形成される。この開孔4が形成された面(バフ処理された面)が研磨面Pとなる。バフ処理に代えて、スライス処理することも可能である。表面研削処理されたポリウレタンシート2はロール状に巻き取られる。
【0047】
(作用等)
次に、本実施形態の研磨パッド1および研磨パッド1の製造方法の作用等について説明する。
【0048】
本実施形態の研磨パッド1では、ポリウレタンシート2に微粒子3が略均等、略均一に分散されており、微粒子3(外殻3a)には研磨成分5a、研磨粒子5bが含有されている。このため、研磨面Pでは、微粒子3が切断され開孔4が形成されるが、ポリウレタンシート2内には外殻3aの一部が残存しており、外殻3aの断面が研磨面Pで露出している。研磨加工時にはポリウレタンシート2の研磨面P側が摩耗する。また、研磨効率の向上を図るため、研磨面Pを粗面化するためのドレス処理が研磨面P側に施される。研磨面Pでは、摩耗やドレス処理により外殻3aも徐々に削られるので、外殻3aに含有された研磨成分5aや研磨粒子5bが徐々に溶出ないし放出される。これにより、溶出ないし放出された研磨成分5aや研磨粒子5bが外部から供給された研磨液(スラリ)と共に被研磨物の加工面に研磨作用を及ぼすため、研磨効率や研磨精度等の研磨特性を向上させることができる。
【0049】
また、本実施形態の研磨パッド1では、微粒子3がポリウレタンシート2の内部に100部に対して5〜50部の重量割合で略均等かつ略均一に含有されている。このため、研磨面P側の摩耗やドレス処理により、微粒子3の外殻3aがポリウレタンシート2の厚さ分で順次研磨面Pに露出して削られる。このため、外殻3aに含有された研磨成分5aや研磨粒子5bが安定的に溶出ないし放出されるので、安定した良好な研磨特性を長時間維持することができる。また、微粒子3がポリウレタンシート2の100部に対して5〜50部の重量割合で分散されているため、研磨面Pに形成される開孔4の割合が調整される。これにより、研磨加工時に外部からのスラリ、微粒子3からの研磨成分5a、研磨粒子5bが開孔4に保持されるので、研磨特性の向上を図ることができる。更に、本実施形態では、微粒子3が半球体状を呈している。このため、研磨加工時に外殻3aが削られても、従来の球状微粒子を含有させる場合と比べて研磨パッド1および被研磨物間に放出される外殻成分(本例では、有機シリコーン系樹脂)の量を低減することができる。これにより、外殻成分が異物として引き起こす研磨不良を低減することができ、研磨特性を向上させることができる。
【0050】
更に、本実施形態の研磨パッド1では、研磨成分5aと研磨粒子5bとを微粒子3に含有させたため、被研磨物に対する機械的研磨作用および化学的研磨作用を向上させることができる。研磨成分5aの中でもアルカリ金属の水酸化物では、化学的研磨作用を大きく向上させることが期待できるが、吸湿性を有するため、水分が含まれている。この水分がポリウレタンシート2の成形時にプレポリマのイソシアネート基と反応すると炭酸ガスを発生するため、微粒子3の大きさと比較して極端に大きな発泡が形成される。本実施形態では、研磨成分5aが外殻3aに含有されているため、研磨成分5aが外殻3aを形成する樹脂で保護されていることとなる。このため、研磨成分5aに水分が含まれていてもプレポリマのイソシアネート基との反応が抑制されるので、極端に大きな発泡の形成を回避しポリウレタンシート2の発泡構造を均一化することができる。また、微粒子3の窪み3bには気泡が保持されるため、ポリウレタン成形体中に微粒子3が略均等、略均一に分散されることで発泡構造を均一化することができる。
【0051】
また更に、本実施形態で示した研磨パッド1の第1、第2の製造方法では、微粒子3に含有させる研磨成分5aは、微粒子3の100重量部に対して5〜50部の重量割合に設定されるが、微粒子3の粒径を考えると量的に大きくすることは難しい。この研磨パッド1を用いた研磨加工では、研磨面P側の摩耗やドレス処理に伴い研磨成分5aが研磨面Pの近傍に徐々に放出されるため、少量でも十分な効果(研磨作用)を得ることができる。研磨粒子5bについても微粒子3への含有量を大きくすることは難しいが、研磨面Pの近傍に放出されることで十分な効果を得ることができる。また、微粒子3に含有させた分の研磨成分5aや研磨粒子5bをスラリに含ませることも可能であるが、この場合には、スラリ中のアルカリ成分や研磨粒子の割合が高くなりスラリの変性(ゲル化)や研磨粒子の凝集を起こすこととなる。本実施形態では、微粒子3に含有させた分でスラリ中のアルカリ成分等の割合を低減することができるので、変性や凝集を抑制し、スラリを安定化させることができる。
【0052】
更にまた、本実施形態で示した第1、第2の製造方法では、微粒子3が平均粒径10〜150μmの範囲に調整される。このため、窪み3bには略均等に気泡が保持されることとなり、ポリウレタン成形体の発泡構造を均一化することができる。これにより、開孔4を平均開孔径が略均一となるように容易に形成することができる。従って、研磨加工時には、スラリの保持性が確保され、目詰まりが抑制されるので、研磨効率や研磨精度を向上させることができる。また、極端に大きな開孔が形成されず目詰まりも抑制されることで研磨粒子等の凝集物の形成が抑制されるので、被研磨物にスクラッチ(キズ)を発生させることなく平坦性を向上させることができる。
【0053】
また、本実施形態で示した第1の製造方法では、ポリウレタン成形体から複数枚のポリウレタンシート2を形成することができる。ポリウレタン成形体には微粒子3が略均等かつ略均一に含有されているため、複数のポリウレタンシート2ではそれぞれの表面に形成された開孔4の平均開孔径の差、および、(見掛け)密度の差をいずれも平均値に対して±3%の範囲内とすることができる。開孔径のバラツキが大きくなると、研磨加工時にスラリ中の砥粒(研磨粒子)や研磨屑等により開孔4が局所的に目詰まりを起こしやすくなり、被研磨物の平坦性を低下させる。また、密度が小さくなると硬度が小さく(柔らかく)なりすぎるため、被研磨物の平坦性を向上させることが難しくなる。反対に密度が大きくなると硬度が高くなりすぎるため、研磨効率が低下し、被研磨物にキズが発生しやすくなる。本実施形態では、複数の研磨パッド1で開孔4の平均開孔径が同等となるので、いずれも局所的な目詰まりを抑制することができる。また、各研磨パッド1で微粒子3の占める空間の割合が同等となり硬度も同等となるので、研磨パッド1を交換しても、研磨性能にバラツキの生じることを抑制することができる。
【0054】
更に、本実施形態で示した第2の製造方法では、微粒子3をポリウレタン樹脂溶液に混合し、脱溶媒させることでポリウレタンシート2を形成する。このため、ポリウレタン樹脂溶液の有機溶媒をポリウレタン樹脂に対して貧溶媒の水と置換する湿式成膜法で得られるポリウレタンシートに匹敵する柔軟性を有するポリウレタンシート2を得ることができる。また、湿式成膜法では微粒子3を含有させることが難しいのに対して、ポリウレタンシート2に微粒子3を容易に含有させることができる。
【0055】
以上説明したように、本実施形態の研磨パッド1では、ポリウレタンシート2の内部に微粒子3が略均等かつ略均一に分散されており、微粒子3に研磨成分5aや研磨粒子5bが含有されている。このため、研磨加工時に研磨面P側の摩耗やドレス処理により研磨成分5aや研磨粒子5bが徐々に溶出ないし放出されるので、研磨効率や研磨精度を向上させることができ、その効果を安定して持続させることができる。このようなポリウレタンシート2を用いた研磨パッド1は、半導体デバイス等を被研磨物としたCMP(化学的機械的研磨)用の研磨パッドとして極めて有用である。
【0056】
なお、本実施形態では、微粒子3(外殻3a)に研磨成分5a、研磨粒子5bを含有させる例を示し、研磨成分5aとしてアルカリ物質、酸化剤、酸物質、pH調整剤、キレート剤を例示したが、本発明はこれらに限定されるものではなく、例えば、カチオン型やアニオン型の界面活性剤等の研磨加工に寄与する成分を更に含有させることも可能である。また、研磨成分5aのアルカリ物質として水酸化カリウムや水酸化ナトリウム等のアルカリ金属の水酸化物を例示したが、本発明は水溶性アルカリ物質であれば特に制限されるものではない。例えば、粒子状に代えてゲル状(膨潤した状態)の水溶性アルカリ物質を含有させてもよい。研磨粒子5bについても、例示した無機化合物粒子や有機化合物粒子に制限されないことはもちろんである。更に、本実施形態では、研磨成分5a、研磨粒子5bを混合して微粒子3に含有させる例を示したが、本発明はこれに制限されるものではない。例えば、研磨成分5a、研磨粒子5bを別々に含有させた微粒子3を調製し、それぞれの微粒子3をポリウレタンシート2に含有させるようにしてもよい。
【0057】
また、本実施形態では、シラノール化合物を縮合反応させることで有機シリコーン系樹脂製の微粒子3を形成する例を示したが、本発明はこれに制限されるものではない。外殻3aに研磨成分5aや研磨粒子5bが含有された微粒子3を形成することができる方法であれば、いずれの方法も用いることができ、外殻3aについても有機シリコーン系樹脂に限定されないことはいうまでもない。更に、本実施形態では、微粒子3が半球体状の例を示したが、本発明はこれに限定されるものではなく、開口が形成された中空状の微粒子であればよい。すなわち、半球体状の場合は外殻3aの開口端面の外径が微粒子3の粒径とほぼ同じになるが、開口を小さく形成した場合は外殻の開口端面の外径より微粒子3の粒径が大きくなる。また、半球体状に代えて半多面体状としてもよい。例えば、中空六面体状や中空八面体上の粒子を分割したような微粒子を用いることもできる。いずれの形状としても、窪み3bの形状に制限のないことはもちろんである。
【0058】
更に、本実施形態では、ポリウレタン体としてシート状のポリウレタンシート2を用いた研磨パッド1を例示したが、本発明はこれに限定されるものではなく、研磨加工方法にあわせて、ブロック状やベルト状の研磨パッドとすることもできる。例えば、本実施形態の第1の製造方法で示したブロック状のポリウレタン成形体をそのまま研磨加工に用いてもよく、第2の製造方法で示したポリウレタン樹脂溶液の塗布厚みを大きくするようにしてもよい。このような場合には、表面側に表面研削処理を施すことで開孔4を形成させることができる。
【0059】
また更に、本実施形態では、第1の製造方法において微粒子3を活性水素化合物と混合する例、第2の製造方法においてポリウレタン樹脂溶液と混合する例をそれぞれ示し、混合の過程で窪み3bに気泡が保持される例を示したが、本発明はこれに制限されるものではない。例えば、微粒子3を活性水素化合物やポリウレタン樹脂溶液と混合する前に、研磨液に浸漬させることで、窪み3bに研磨成分5aとして例示したような研磨成分(液状)を保持させることも可能である。この場合、減圧下で、研磨液に微粒子3を浸漬することで窪み3bの気泡を研磨液と置換することができる。このようにすれば、微粒子3が窪み3bに研磨液を保持したままポリウレタンシート2に分散され、研磨加工時に窪み3bから研磨液が放出されるため、研磨特性の一層の向上を図ることができる。更に、窪み3にスラリ(特に、研磨粒子)の凝集抑制に有効な界面活性剤を保持させるようにしてもよい。
【0060】
更にまた、本実施形態で示した第1の製造方法では、混合工程で微粒子3を予め活性水素化合物と混合して第2成分とする例を示したが、本発明はこれに限定されるものではなく、プレポリマと混合して第1成分としておくこともできる。また、混合工程で、微粒子3を第3成分として単独で混合するようにしてもよいが、この場合には、分散状態の均一化を図るために、例えばDMF等の有機溶媒に分散させておくことが好ましい。
【0061】
また、本実施形態で示した第1の製造方法では、プレポリマとして、ポリオール化合物とジイソシアネート化合物とを反応させたイソシアネート末端ウレタンプレポリマを例示したが、本発明はこれに限定されるものではない。例えば、ポリオール化合物に代えて水酸基やアミノ基等を有する活性水素化合物を用い、ジイソシアネート化合物に代えてポリイソシアネート化合物やその誘導体を用い、これらを反応させることで得るようにしてもよい。また、多種のイソシアネート末端プレポリマが市販されていることから、市販のものを使用することも可能である。
【0062】
更に、本実施形態で示した第1の製造方法では、混合工程、注型工程、硬化成型工程を連続して行う例を示したが、本発明はこれに制限されるものではなく、各工程を独立して行うようにしてもよい。また、本実施形態では、混合機20から型枠25に注型し大気圧下で成型する例を示したが、本発明はこれに制限されるものではない。例えば、容器中で混合液を調製し、その容器内で硬化成型させるようにしてもよく、容器を密閉して加圧下で硬化成型してもよい。
【0063】
また更に、本実施形態で示した第1の製造方法では、型枠25で成型したブロック状のポリウレタン成形体をスライスすることで複数枚のポリウレタンシート2を得る例を示したが、本発明はこれに限定されるものではない。例えば、型枠25を用いることなく、表面が平坦な基材上にシート状に塗布することで1枚ずつポリウレタンシート2を成形するようにしてもよい。この場合には、表面側にスライス処理やバフ処理等の表面研削処理を施すことで開孔4を形成させることができる。
【0064】
更にまた、本実施形態で示した第2の製造方法では、イソシアネート基含有化合物と活性水素化合物とをDMF中で反応させることでポリウレタン樹脂溶液を調製する例を示したが、本発明はこれに制限されるものではない。例えば、ポリエステル系、ポリエーテル系またはポリカーボネート系等のポリウレタン樹脂をDMFに溶解させるようにしてもよい。
【0065】
また、本実施形態では、特に言及していないが、研磨加工時のスラリの供給や研磨屑の排出を考慮して研磨パッド1の研磨面Pに溝加工やエンボス加工を施すようにしてもよい。溝の形状については、放射状、格子状、螺旋状等のいずれでもよく、断面形状についても矩形状、U字状、V字状、半円状のいずれでもよい。溝のピッチ、幅、深さについては、研磨屑の排出やスラリの移動が可能であればよく、特に制限されるものではない。研磨パッドに溝加工を施した場合、例えば、研磨パッドの表面に孔径の大きな開孔が形成されていると、開孔と溝とが重なり突起状の角が形成されるため、研磨加工時に被研磨物にキズが発生することとなる。本実施形態では、研磨パッド1の開孔4は孔径の平均値が10〜150μmの範囲で略均一なため、溝加工を施しても被研磨物に対するキズの発生を抑制することができる。
【0066】
更に、本実施形態では、特に言及していないが、例えば、ポリウレタンシート2と両面テープとの間にクッション材を介在させるようにしてもよい。また、研磨機の研磨定盤に研磨パッド1を装着するときに、クッション材を介して装着してもよい。クッション材の硬度をポリウレタンシート2より小さくすることで、研磨定盤や研磨パッドの凹凸、装着に伴う厚さムラ等を吸収し、被研磨物の研磨加工をより均一化することができる。両面テープの基材7が不織布や低弾性のフィルムを含むようにすれば、基材7をクッション材として機能させることもできる。
【実施例】
【0067】
以下、本実施形態に従い製造した研磨パッド1の実施例について説明する。なお、比較のために製造した比較例の研磨パッドについても併記する。
【0068】
(実施例1)
実施例1では、第1製造方法に従い研磨パッド1を製造した。プレポリマの生成では、ポリオール化合物として平均分子量約2000のPTMGを用い、ジイソシアネート化合物として、2,4−TDIと2,6−TDIとをモル比7/3で混合して用いた。これらを反応させることで、温度50℃における粘度が5500mPa・s、NCO当量が549のプレポリマを得た。このプレポリマを55℃に加熱し減圧下で脱泡して用いた。第2成分の活性水素化合物にはMOCAを用い、約120℃で溶解させ減圧下で脱泡した。微粒子3には、外殻部3aに研磨成分5aおよび研磨粒子5bが含有されている。プレポリマ:MOCA:微粒子3を重量比で100部:22.8部:5.3部の割合で混合した。混合工程では、攪拌条件を剪断回数1689回、剪断速度9425/秒に設定した。得られた混合液を型枠25に注型し硬化させた後、形成されたポリウレタン成形体を型枠25から抜き出し、厚さ1.3mmにスライスし研磨パッド1を作製した。
【0069】
(実施例2)
実施例2では、第2製造方法に従い研磨パッド1を製造した。ポリウレタンシート2の作製には、プレポリマと活性水素化合物とが反応されたポリウレタン樹脂としてポリエステルMDI(ジフェニルメタンジイソシアネート)ポリウレタン樹脂を用いた。このポリウレタン樹脂を30重量%含むポリウレタン樹脂溶液100部に対して、微粒子3の5.3部を添加し混合して混合液を調製した。シート基材に混合液を塗布し脱溶媒させ実施例2の研磨パッド1を製造した。
【0070】
(比較例1)
比較例1では、研磨成分5a、研磨粒子5bを含有させていない中空の球状微粒子を用いる以外は実施例1と同様にして比較例1の研磨パッドを製造した。すなわち、比較例1の研磨パッドは、従来の研磨パッドである。なお、球状微粒子の粒径は10〜150μmの範囲に設定した。
【0071】
(物性測定)
各実施例および比較例の研磨パッド1について、開孔4の平均開孔径、ポリウレタンシート2のショアA硬度および密度を測定した。平均開孔径は、マイクロスコープ(KEYENCE製、VH−6300)で約1.3mm四方の範囲を175倍に拡大して観察し、得られた画像を画像処理ソフト(Image Analyzer V20LAB Ver.1.3)により処理し算出した。ショアA硬度は、日本工業規格(JIS K 7311)に準じた方法で測定した。また、密度は、所定サイズの大きさに切り出した試料の重量を測定し、サイズから求めた体積から算出した。平均開孔径、ショアA硬度および密度の測定結果を下表1に示す。
【0072】
【表1】

【0073】
表1に示すように、研磨成分5a、研磨粒子5bを含有させていない球状微粒子が分散された比較例1の研磨パッドでは、研磨面Pでの平均開孔径が9.5μmを示し、ポリウレタンシートのショアA硬度が73.2度、密度が0.649g/cm3を示した。これに対して、研磨成分5a、研磨粒子5bを含有させた微粒子3が分散された実施例1、実施例2の研磨パッド1では、平均開孔径がそれぞれ9.5μm、9.3μmを示した。このことから、研磨成分5a、研磨粒子5bを含有させても開孔の大きさに差異が生じないことが判った。また、第1の製造方法で作製した実施例1のポリウレタンシート2では、ショアA硬度が73.3度、密度が0.639g/cm3を示したのに対し、第2の製造方法で作製した実施例2のポリウレタンシート2では、ショアA硬度が65.5度、密度が0.663g/cm3を示した。このことから、脱溶媒によりポリウレタンシート2を形成させる第2の製造方法では、プレポリマを硬化させる第1の製造方法と比べて軟質のポリウレタンシート2を得ることができることが判った。
【0074】
(研磨性能評価)
次に、各実施例及び比較例の研磨パッド1を用いて、以下の研磨条件でハードディスク用のアルミニウム基板の研磨加工を行い、研磨レートを測定した。比較のために、スラリを使用せず、蒸留水を用いた研磨加工も同様に行い、研磨レートを測定した。研磨レートは、1分間当たりの研磨量を厚さで表したものであり、研磨加工前後のアルミニウム基板の重量減少から求めた研磨量、アルミニウム基板の研磨面積および比重から算出した。また、目視にてスクラッチの有無を判定した。研磨レートおよびスクラッチの測定結果を下表2に示す。
(研磨条件)
使用研磨機:スピードファム社製、9B−5Pポリッシングマシン
研磨速度(回転数):30rpm
加工圧力:100g/cm2
スラリ:コロイダルシリカスラリ(pH:11.5)
スラリ供給量:100cc/min
被研磨物:ハードディスク用アルミニウム基板
(外径95mmφ、内径25mm、厚さ1.27mm)
【0075】
【表2】
【0076】
表2に示すように、比較例1の研磨パッドでは、シリカスラリを用いたときは研磨レートが0.197μm/minを示したのに対し、蒸留水を用いたときはアルミニウム基板を研磨加工することができなかった。これに対して、研磨成分5a、研磨粒子5bを含有させた微粒子3が分散された実施例1、実施例2の研磨パッド1では、シリカスラリを用いることで研磨レートがそれぞれ0.231μm/min、0.230μm/minと向上することが判った。また、実施例1、実施例2の研磨パッド1では、シリカスラリに代えて蒸留水を用いてもアルミニウム基板を研磨加工することができることが判った。さらには、実施例1、実施例2の研磨パッド1では、繰り返し研磨加工を行ったときでも同様の研磨性能の得られることが確認された。このことから、微粒子3に研磨成分5a、研磨粒子5bを含有させることで、スラリを用いない場合でも十分な研磨性能を得ることができ、研磨効率および研磨精度を長時間維持できることが判明した。また、比較例1の研磨パッドでは、研磨加工を繰り返したときに比較的早期に開孔の目詰まりが認められた。これに対して、実施例1、実施例2の研磨パッド1では、比較例1より長期にわたり開孔4が目詰まりすることなく研磨加工することができた。このことから、微粒子3を半球体状とすることで目詰まりの抑制にも効果のあることが判った。
【産業上の利用可能性】
【0077】
本発明は発泡構造を均一化し良好な研磨特性を保持することができる研磨パッドおよび該研磨パッドの製造方法を提供するため、研磨パッドの製造、販売に寄与するので、産業上の利用可能性を有する。
【図面の簡単な説明】
【0078】
【図1】本発明を適用した実施形態の研磨パッドを示す断面図である。
【図2】実施形態の研磨パッドに含有された微粒子を模式的に示す斜視図である。
【図3】実施形態の研磨パッドの第1の製造方法の要部を示す工程図である。
【図4】研磨パッドの第1の製造方法で用いた混合機および型枠の概略を示すブロック図である。
【図5】研磨パッドの第2の製造方法の要部を示す工程図である。
【符号の説明】
【0079】
1 研磨パッド
2 ポリウレタンシート(ポリウレタン体)
3 微粒子
3a 外殻
3b 窪み
4 開孔
5a 研磨成分
5b 研磨粒子
【技術分野】
【0001】
本発明は研磨パッドおよび研磨パッドの製造方法に係り、特に、ポリウレタン体を備えた研磨パッドおよび該研磨パッドの製造方法に関する。
【背景技術】
【0002】
半導体デバイスの製造や液晶ディスプレイ用ガラス基板等の材料(被研磨物)の表面では、平坦性が求められるため、研磨パッドを使用した研磨加工が行われている。半導体デバイスでは、半導体回路の集積度が急激に増大するにつれて高密度化を目的とした微細化や多層配線化が進み、研磨面を一層高度に平坦化する技術が重要となっている。一方、液晶ディスプレイ用ガラス基板では、液晶ディスプレイの大型化に伴い、表面のより高度な平坦性が要求されている。
【0003】
半導体デバイスの製造には、一般的に化学的機械的研磨(Chemical Mechanical Polishing、以下、CMPと略記する。)法が用いられている。CMP法では、通常、研磨加工時に、砥粒(研磨粒子)をアルカリ溶液に分散させたスラリ(研磨液)を供給する、いわゆる遊離砥粒方式が採用されている。すなわち、被研磨物(の加工面)は、スラリ中の砥粒による機械的研磨作用と、アルカリ溶液による化学的研磨作用とで平坦化される。加工面に要求される平坦性の高度化に伴い、CMP法に求められる研磨精度や研磨効率等の研磨特性、換言すれば、研磨パッドに要求される性能も高まっている。
【0004】
CMP法では、ポリウレタン体を備えた研磨パッドが広く使用されている。このような研磨パッドの製造では、通常、イソシアネート基含有化合物(プレポリマ)と、活性水素化合物(硬化剤)とを反応により硬化させることで、発泡構造のポリウレタン体が形成される。発泡構造を形成するために、例えば、樹脂製の外殻を有する中空球状微粒子を混合する技術(特許文献1〜特許文献5参照)、水を添加する技術(特許文献6参照)、不活性気体を混合する技術(特許文献7参照)、水溶性微粒子を混合する技術(特許文献8参照)が開示されている。得られたポリウレタン体の表面が研削処理されるか、または、ポリウレタン体がシート状にスライスされることで、表面に開孔が形成された研磨パッドが製造される。これらの技術で製造された研磨パッドでは、研磨加工時にスラリが表面に形成された開孔に保持されるため、遊離砥粒方式の研磨加工により機械的研磨作用を向上させることができるものの、化学的研磨作用を向上させることは難しい。
【0005】
一方、遊離砥粒方式に対して、ポリウレタン体の内部に砥粒を含有させた研磨パッドを用いる、いわゆる固定砥粒方式の研磨加工が知られているが、砥粒の供給量(含有量)が制限され機械的研磨作用も不十分となるため、遊離砥粒方式と比べて研磨性能を低下させることとなる。これを解決するために、被研磨物の加工面と化学的に反応する水溶性アルカリ粒子を砥粒と共に含有させた研磨パッドも知られている。この研磨パッドでは、研磨加工時に水溶性アルカリ粒子からアルカリ成分が溶出し化学的研磨作用を向上させることができるが、水溶性アルカリ粒子が吸湿性を有するため、水溶性アルカリ粒子に含まれる水分によりポリウレタン体中に予期せぬ発泡が形成されやすくなり発泡構造が不均一となる。このため、研磨パッドの表面に形成される開孔の大きさ等にバラツキが生じ研磨特性を低下させることとなる。また、研磨加工時には、アルカリ成分が比較的短時間で溶出してしまうため、研磨加工の初期では化学的研磨作用が向上して研磨特性を高めることができるものの、その効果を長時間維持することが難しくなる。このような水溶性アルカリ粒子の吸湿性とアルカリ成分の易溶出性とを抑制するために、水溶性アルカリ粒子の表面に保護膜を形成し、これを砥粒と共にポリウレタン体に含有させた研磨パッドの技術が開示されている(例えば、特許文献9参照)。また、研磨効率を向上させるために、被研磨物の加工面での化学反応を促進する固体触媒を含有させた研磨パッドの技術も開示されている(例えば、特許文献10参照)。
【0006】
【特許文献1】特許3013105号公報
【特許文献2】特許3425894号公報
【特許文献3】特許3801998号公報
【特許文献4】特開2006−186394号公報
【特許文献5】特開2007−184638号公報
【特許文献6】特開2005−68168号公報
【特許文献7】特許3455208号公報
【特許文献8】特開2000−34416号公報
【特許文献9】特開2004−31772号公報
【特許文献10】特開2004−319609号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献9の技術では、水溶性アルカリ粒子の表面に保護膜が形成されるため、アルカリ成分を持続的に溶出させることができるものの、ポリウレタン体における予期せぬ発泡の形成が解消されない。すなわち、保護膜が水溶性アルカリ粒子に含まれる水分による影響を低減するとはいえ、僅かな水分でも発泡不良が生じるため、ポリウレタン体中に直径が数百μm程度に及ぶ巨大発泡が形成されることがあり発泡構造が不均一となる。このため、研磨パッドの表面には巨大発泡による大きな開孔が形成されることから、砥粒が二次凝集を起こし、被研磨物にスクラッチ(キズ)等を生じさせることとなる。また、特許文献10の技術でも同様に発泡不良を起こしやすい上、固体触媒の表面に保護膜が形成されていないため、溶出を制御することができず、研磨特性が変化しやすくなる。この点、特許文献1〜特許文献5の技術では、中空球状微粒子を混合するため、発泡不良を抑制することはできるが、外殻成分が異物として予期せぬ研磨不良を招くことがある。一方、スラリ中に含まれる砥粒の量やアルカリ成分の濃度を高くすることで、機械的研磨作用、化学的研磨作用を向上させることはできるが、この場合にはスラリの変性(ゲル化)や砥粒の凝集が生じやすくなる。このため、砥粒の分散状態を均一化することが難しくなり、却って研磨特性を低下させることとなる。
【0008】
本発明は上記事案に鑑み、発泡構造を均一化し良好な研磨特性を保持することができる研磨パッドおよび該研磨パッドの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明の第1の態様は、ポリウレタン体を備えた研磨パッドにおいて、前記ポリウレタン体中には樹脂製の外殻に開口が形成された中空状の微粒子が略均等に分散されており、前記微粒子の外殻にはアルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が含有されていることを特徴とする。
【0010】
第1の態様では、外殻に開口が形成された中空状の微粒子が略均等に分散されることでポリウレタン体の発泡構造を均一化することができると共に、外殻に含有されたアルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が、研磨加工時にポリウレタン体の摩耗に伴い露出した外殻から徐々に放出されるため、良好な研磨特性を保持することができる。
【0011】
第1の態様において、アルカリ物質をアルカリ金属の水酸化物とすることができる。このとき、アルカリ金属の水酸化物を、水酸化ナトリウム、水酸化カリウム、水酸化ルビジウムおよび水酸化セシウムから選択される少なくとも1種としてもよい。また、微粒子の外殻に研磨粒子が更に含有されるようにしてもよい。ポリウレタン体の表面に平均開孔径が10μm〜150μmの開孔を形成することができる。また、少なくとも1種の成分を、微粒子の100部に対して5部〜50部の重量割合としてもよい。微粒子がポリウレタン体の100部に対して5部〜50部の重量割合で含有されていてもよい。また、微粒子を半球体状または半多面体状としてもよい。
【0012】
また、本発明の第2の態様は、ポリウレタン体を備えた研磨パッドの製造方法であって、前記ポリウレタン体中には樹脂製の外殻に開口が形成された中空状の微粒子が略均等に分散され、前記微粒子の外殻にはアルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が含有された研磨パッドの製造方法において、イソシアネート基含有化合物と、活性水素化合物と、前記微粒子と、をそれぞれ準備する準備ステップと、前記準備ステップで準備されたイソシアネート基含有化合物、活性水素化合物および微粒子を略均一に混合した混合液を調製し、前記混合液から前記微粒子が略均等に分散されたポリウレタン体を乾式成形する成形ステップと、を含むことを特徴とする。
【0013】
本発明の第3の態様は、ポリウレタン体を備えた研磨パッドの製造方法であって、前記ポリウレタン体中には樹脂製の外殻に開口が形成された中空状の微粒子が略均等に分散され、前記微粒子の外殻にはアルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が含有された研磨パッドの製造方法において、イソシアネート基含有化合物と、活性水素化合物と、前記イソシアネート基含有化合物および前記活性水素化合物の反応生成物を溶解可能な有機溶媒と、前記微粒子と、を略均一に混合した混合液を調製する調製ステップと、前記調製ステップで調製された混合液をシート状に展延し、前記混合液から前記有機溶媒を脱溶媒させて前記微粒子が略均等に分散されたポリウレタン体を形成する形成ステップと、を含むことを特徴とする。
【発明の効果】
【0014】
本発明によれば、外殻に開口が形成された中空状の微粒子が略均等に分散されることでポリウレタン体の発泡構造を均一化することができると共に、外殻に含有されたアルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が、研磨加工時にポリウレタン体の摩耗に伴い露出した外殻から徐々に放出されるため、良好な研磨特性を保持することができる、という効果を得ることができる。
【発明を実施するための最良の形態】
【0015】
以下、図面を参照して、本発明を適用した研磨パッドの実施の形態について説明する。
【0016】
(研磨パッド)
図1に示すように、研磨パッド1は、発泡構造を有するポリウレタン体としてのポリウレタンシート2を有している。ポリウレタンシート2は、イソシアネート基含有化合物を主成分としており、研磨加工時に被研磨物の被研磨面(加工面)にスラリ(研磨液)を介して当接する研磨面Pを有している。ポリウレタンシート2は、イソシアネート基含有化合物と、活性水素化合物と、樹脂製の外殻に開口が形成された中空状の微粒子3と、を混合した混合液から形成されたポリウレタン成形体にスライス処理やバフ等の表面研削処理を施すことで形成されている。換言すれば、ポリウレタンシート2は、イソシアネート基含有化合物と、活性水素化合物との反応で形成され、内部に微粒子3が分散されている。
【0017】
ポリウレタンシート2の内部には、微粒子3が略均等かつ略均一に分散した状態で含有(内添)されている。微粒子3の含有量は、ポリウレタンシート2の100部に対して5〜50部の重量割合に設定されている。ポリウレタンシート2がポリウレタン成形体をスライス処理や表面研削処理することで形成されているため、研磨面Pでは微粒子3が切断され開孔4が形成されている。研磨面Pに形成された開孔4は、平均開孔径が10〜150μmの範囲に調整されている。ポリウレタンシート2の厚さは、1.3〜2.5mmの範囲に設定されている。このような微粒子3が含有されたポリウレタンシート2では、ショアA硬度が10〜90度の範囲となる。
【0018】
図2に示すように、微粒子3は、半球体状を呈しており、樹脂製の外殻3aに開口が形成されている。微粒子3は中央部に中空状の窪み3bが形成されている。換言すれば、微粒子3は中空球状の微粒子が略2分割された椀状を呈しており、外殻3aの開口端面が円環状に露出している。微粒子3は、外殻3aの開口端面の外径(粒径)がおよそ10〜150μmの範囲となるように調整されている。ポリウレタンシート2に分散された微粒子3の窪み3bには気泡が保持されており、ポリウレタンシート2が発泡状に形成されている。
【0019】
また、微粒子3は、外殻3aに、被研磨物と化学反応し研磨加工に寄与する研磨成分5aと研磨粒子(砥粒)5bとが含有されている。外殻3aが樹脂製のため、微粒子3の表面(外殻3aの外側の面、内側の面および開口端面)では研磨成分5a、研磨粒子5bが直接外部に露出することはなく、研磨面Pではポリウレタン成形体のスライス処理や表面研削処理により表面近傍に位置する微粒子3が切断された断面が露出している。研磨成分5aは、微粒子3の100部に対して5〜50部の重量割合となるように微粒子3に含有されている。また、研磨粒子5bは、微粒子3の100部に対して1〜30部の重量割合となるように微粒子3に含有されている。
【0020】
研磨成分5aとしては、アルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が用いられている。研磨成分5aは、微粒子3の外殻3aに含有させることを考慮すれば、常温で固体であることが好ましく、平均粒径1μm以下の粉末状であることがより好ましい。また、研磨粒子5bとしては、無機化合物粒子や有機化合物粒子を用いることができる。無機化合物粒子としては、例えば、シリカ、アルミナ、酸化セリウム、酸化チタン、酸化クロム、二酸化マンガン、三酸化二マンガン、酸化鉄、酸化ジルコニウム、炭化ケイ素、炭化ホウ素、ダイヤモンド、炭酸バリウム等の粒子を挙げることができる。また、有機化合物粒子としては、例えば、スチレン系共重合体、(メタ)アクリル樹脂、アクリル系共重合体、ポリオレフィン樹脂、オレフィン系共重合体等の粒子を挙げることができる。研磨加工時には、研磨成分5aが放出されることで化学的研磨作用の向上を図ることができ、研磨粒子5bが放出されることで機械的研磨作用の向上を図ることができ、研磨速度を向上させることができる。
【0021】
アルカリ物質としては、例えば、アルカリ金属の水酸化物を挙げることができるが、粒状ないしゲル状で水溶性を有していることが好ましい。アルカリ金属の水酸化物としては、例えば、水酸化カリウム、水酸化ナトリウム、水酸化ルビジウム、水酸化セシウム等を挙げることができる。また、酸物質としては、有機酸及び無機酸のいずれであってもよく、例えば、パラトルエンスルホン酸、ドデシルベンゼンスルホン酸、イソプレンスルホン酸、グルコン酸、乳酸、クエン酸、酒石酸、リンゴ酸、グリコール酸、マロン酸、ギ酸、シユウ酸、コハク酸、フマル酸、マレイン酸およびフタル酸等の有機酸、硝酸、塩酸および硫酸等の無機酸等を用いることができる。また、アルカリ物質や酸物質はpH調整剤としても作用する。
【0022】
酸化剤としては、水溶性であれば特に限定されないが、例えば、過酸化水素、過酢酸、過安息香酸、tert−ブチルハイドロパーオキサイド等の有機過酸化物、過マンガン酸化合物、重クロム酸化合物、ハロゲン酸化合物、硝酸化合物、過ハロゲン酸化合物、フェリシアン化カリウム等の遷移金属塩、過硫酸塩、硝酸鉄、硝酸セリウムアンモニウム等の多価金属の塩、ケイタングステン酸、リンタングステン酸、ケイモリブデン酸、リンモリブデン酸等のへテロポリ酸等を用いることができる。
【0023】
また、pH調整剤としては、上述したアルカリ物質や酸物質以外に、リン酸二水素ナトリウム、リン酸三ナトリウム、ピロリン酸四ナトリウム、ピロリン酸二水素二ナトリウム、トリポリリン酸ナトリウム、ポリリン酸ナトリウム、トリメタリン酸ナトリウム、ヘキサメタリン酸ナトリウム、ウルトラリン酸ナトリウム、リン酸二水素カリウム、リン酸水素二カリウム、リン酸三カリウム、ピロリン酸四カリウム、ポリリン酸カリウム、メタリン酸カリウム、リン酸二水素アンモニウム、リン酸水素二アンモニウム、リン酸二水素カルシウム、リン酸一水素カルシウム、リン酸三カルシウムおよびフマル酸一ナトリウム等を用いることができる。
【0024】
キレート剤は、例えば、被研磨物が半導体デバイス等の場合に、研磨面の被加工膜を構成する金属とキレート化合物を形成するものであればいずれのものも使用することができる。キレート剤としては、例えば、シユウ酸、マロン酸、グリコール酸、クエン酸、酒石酸、エチレンジアミン、ジエチレントリアミン、グリシン、アラニン、セリン、アスパラギン酸、エチレンジアミンテトラ酢酸、ニトリロトリ酢酸、ヒドロキシエチリデンジホスホン酸、ニトリロトリス(メチレンホスホン酸)、ピロリン酸、トリリン酸等を挙げることができる。
【0025】
また、図1に示すように、研磨パッド1は、ポリウレタンシート2の研磨面Pと反対の面側に、研磨機に研磨パッド1を装着するための両面テープが貼り合わされている。両面テープは、ポリエチレンテレフタレート(以下、PETと略記する。)製フィルム等の基材7の両面に図示を省略した接着剤層を有している。接着剤層の接着剤としては、例えば、アクリル系接着剤等を挙げることができる。両面テープは、一面側の接着剤層でポリウレタンシート2と貼り合わされており、他面側の接着剤層が剥離紙8で覆われている。
【0026】
(研磨パッドの製造)
研磨パッド1は、2通りの製造方法で製造することができる。すなわち、イソシアネート基含有化合物、活性水素化合物および微粒子3を混合した混合液を型枠に注型し型枠内で硬化させる第1の製造方法、または、イソシアネート基含有化合物、活性水素化合物、微粒子3およびイソシアネート基含有化合物と活性水素化合物との反応生成物を溶解可能な有機溶媒を混合した混合液をシート状の基材上に塗布し加熱しながら脱溶媒させる第2の製造方法で得られたポリウレタンシート2を用い、研磨パッド1を製造することができる。以下、第1の製造方法、第2の製造方法の順に説明する。
【0027】
(第1の製造方法)
第1の製造方法では、研磨パッド1は、図3に示す各工程を経て製造される。すなわち、イソシアネート基含有化合物と、活性水素化合物と、微粒子3とをそれぞれ準備する準備工程(準備ステップ)、イソシアネート基含有化合物、活性水素化合物および微粒子3を混合した混合液を調製する混合工程(成形ステップの一部)、混合液を型枠に注型する注型工程(成形ステップの一部)、型枠内でポリウレタン成形体を形成する硬化成型工程(成形ステップの一部)、ポリウレタン成形体にスライス処理や表面研削処理をしてポリウレタンシート2を形成するシート形成工程、ポリウレタンシート2と両面テープとを貼り合わせるラミネート工程を経て製造される。以下、工程順に説明する。
【0028】
(準備工程)
準備工程では、イソシアネート基含有化合物、活性水素化合物および微粒子3をそれぞれ準備する。準備するイソシアネート基含有化合物としては、分子内に2つ以上の水酸基を有するポリオール化合物と、分子内に2つのイソシアネート基を有するジイソシアネート化合物とを反応させることで生成したイソシアネート末端ウレタンプレポリマ(以下、単に、プレポリマと略記する。)が用いられている。ポリオール化合物と、ジイソシアネート化合物とを反応させるときに、イソシアネート基のモル量を水酸基のモル量より大きくすることで、プレポリマを得ることができる。また、使用するプレポリマは、粘度が高すぎると、流動性が悪くなり混合時に略均一に混合することが難しくなる。温度を上昇させて粘度を低くするとポットライフが短くなり(プレポリマの硬化反応が速くなり)、却って混合斑が生じて微粒子3の分散状態にバラツキが生じる。反対に粘度が低すぎると、混合液中で微粒子3が移動してしまい、得られるポリウレタン成形体に微粒子3を略均等、略均一に分散させることが難しくなる。このため、プレポリマは、温度50〜80℃における粘度を500〜4000mPa・sの範囲に設定することが好ましい。このことは、例えば、プレポリマの分子量(重合度)を変えることで粘度を設定することができる。プレポリマは、50〜80℃程度に加熱され流動可能な状態とされる。
【0029】
プレポリマの生成に用いられるジイソシアネート化合物としては、例えば、m−フェニレンジイソシアネート、p−フェニレンジイソシアネート、2,6−トリレンジイソシアネート(2,6−TDI)、2,4−トリレンジイソシアネート(2,4−TDI)、ナフタレン−1,4−ジイソシアネート、ジフェニルメタン−4,4’−ジイソシアネート、3,3’−ジメトキシ−4,4’−ビフェニルジイソシアネート、3,3’−ジメチルジフェニルメタン−4,4’−ジイソシアネート、キシリレン−1,4−ジイソシアネート、4,4’−ジフェニルプロパンジイソシアネート、トリメチレンジイソシアネート、ヘキサメチレンジイソシアネート、プロピレン−1,2−ジイソシアネート、ブチレン−1,2−ジイソシアネート、シクロヘキシレン−1,2−ジイソシアネート、シクロヘキシレン−1,4−ジイソシアネート、p−フェニレンジイソチオシアネート、キシリレン−1,4−ジイソチオシアネート、エチリジンジイソチオシアネート等を挙げることができる。また、これらのジイソシアネート化合物の2種以上を併用してもよい。
【0030】
一方、プレポリマの生成に用いられるポリオール化合物としては、ジオール化合物、トリオール化合物等の化合物であればよく、例えば、エチレングリコール、ブチレングリコール等の低分子量のポリオール化合物、および、ポリテトラメチレングリコール(PTMG)等のポリエーテルポリオール化合物、エチレングリコールとアジピン酸との反応物やブチレングリコールとアジピン酸との反応物等のポリエステルポリオール化合物、ポリカーボネートポリオール化合物、ポリカプロラクトンポリオール化合物等の高分子量のポリオール化合物のいずれも使用することができる。また、これらのポリオール化合物の2種以上を併用してもよい。
【0031】
活性水素化合物としては、プレポリマの末端イソシアネート基と反応する活性水素基を有していればよく、ポリアミン化合物やポリオール化合物を用いることができる。活性水素化合物は、プレポリマのイソシアネート基と反応することでハードセグメント(高融点で剛直性を付与するウレタン結合部)を形成する。ポリアミン化合物としては、例えば、エチレンジアミン、プロピレンジアミン、ヘキサメチレンジアミン、イソホロンジアミン、ジシクロヘキシルメタン−4,4’−ジアミン、3,3’−ジクロロ−4,4’−ジアミノジフェニルメタン(以下、MOCAと略記する。)およびMOCAと同様の構造を有するポリアミン化合物等を挙げることができる。また、ポリアミン化合物が水酸基を有していてもよく、このようなアミン系化合物として、例えば、2−ヒドロキシエチルエチレンジアミン、2−ヒドロキシエチルプロピレンジアミン、ジ−2−ヒドロキシエチルエチレンジアミン、ジ−2−ヒドロキシエチルプロピレンジアミン、2−ヒドロキシプロピルエチレンジアミン、ジ−2−ヒドロキシプロピルエチレンジアミン等を挙げることができる。一方、ポリオール化合物としては、ジオール化合物、トリオール化合物等の化合物であればよく、例えば、エチレングリコール、ブチレングリコール等の低分子量のポリオール化合物、および、ポリテトラメチレングリコール等のポリエーテルポリオール化合物、エチレングリコールとアジピン酸との反応物やブチレングリコールとアジピン酸との反応物等のポリエステルポリオール化合物、ポリカーボネートポリオール化合物、ポリカプロラクトンポリオール化合物等の高分子量のポリオール化合物を挙げることができる。活性水素化合物には、ポリアミン化合物およびポリオール化合物の少なくとも一方を用いればよく、ポリアミン化合物ないしポリオール化合物の2種以上を併用してもよい。
【0032】
また、研磨成分5a、研磨粒子5bを含有した外殻3aに開口が形成された微粒子3は、例えば、次のようにして形成することができる。本例では、加水分解によりシラノール化合物を生成するシラノール基形成性ケイ素化合物、シラノール基形成性化合物を用いることで、外殻3aが有機シリコーン系の樹脂で形成される。すなわち、シラノール基形成性ケイ素化合物、シラノール基形成性化合物、研磨成分5aおよび研磨粒子5bを混合し、触媒存在下で水と接触させることでシラノール基形成性ケイ素化合物、シラノール基形成性化合物を加水分解してシラノール化合物を生成させる。触媒としては、例えば、水酸化ナトリウムや水酸化カリウム等の無機塩基類、アンモニアやトリメチルアミン等の有機塩基類、塩酸や硫酸等の無機酸類、酢酸やクエン酸等の有機酸類を用いることができる。生成したシラノール化合物を含む反応液を引き続き縮合反応に供し、研磨成分5a、研磨粒子5bを含有した有機シリコーン系樹脂製の外殻3bに開口が形成された微粒子3を生成させる。縮合反応の触媒としては加水分解に用いる触媒を使用することができる。生成した微粒子3は、遠心分離法や加圧濾過法等により脱水し加熱乾燥させるが、分別処理することで、大きさのばらつきを低減し粒径(外殻3aの開口端面の外径)の範囲を調整することができる。
【0033】
(混合工程、注型工程、硬化成型工程)
図3に示すように、混合工程では、準備工程で準備したプレポリマ、活性水素化合物および微粒子3を混合して混合液を調製する。このとき、微粒子3は、混合液中での分散状態を均一化するため、予め活性水素化合物に略均一に混合、分散させておく。活性水素化合物に微粒子3を混合、分散させるときに、窪み3bに気泡が保持される。注型工程では混合工程で調製された混合液を型枠に注型し、硬化成型工程では型枠内でプレポリマと活性水素化合物とを反応、硬化させてポリウレタン成形体を成型する。本例では、混合工程、注型工程、硬化成型工程を連続して行う。
【0034】
図4に示すように、混合工程では混合機20で混合液が調製され、注型工程では調製された混合液が混合機20から連続して型枠25に注型され、硬化成型工程で硬化させることによりポリウレタン成形体が成型される。混合機20は、攪拌翼14が内蔵された混合槽12を備えている。混合槽12の上流側には、第1成分としてプレポリマ、第2成分として微粒子3を分散させた活性水素化合物をそれぞれ収容した供給槽が配置されている。各供給槽からの供給口は混合槽12の上流端部に接続されている。攪拌翼14は混合槽12内の略中央部で上流側から下流側までにわたって配置された回転軸に固定されている。回転軸の回転に伴い攪拌翼14が回転し、第1成分および第2成分を剪断するようにして混合する。得られた混合液は混合槽12の下流端部に形成された排出口から型枠25に注型される。型枠25は、上部が開放されており、大きさが、本例では、1050mm(長さ)×1050mm(幅)×50mm(厚さ)に設定されている。なお、第1成分のプレポリマ、第2成分に含まれる活性水素化合物の多くがいずれも常温で固体または流動しにくい状態のため、それぞれの供給槽は各成分が流動可能となるように加温されている。
【0035】
第1成分、第2成分がそれぞれの供給槽から混合槽12に供給され、攪拌翼14により混合される。混合機20での混合条件、すなわち、攪拌翼14の剪断速度、剪断回数を調整することで、各成分が略均等、略均一に混合されて混合液が調製される。攪拌翼14の剪断速度が小さすぎると、窪み3bに気泡を保持した微粒子3の分散状態が不均一となる。反対に剪断速度が大きすぎると、攪拌翼14および混合液間の摩擦による発熱で温度が上昇し混合液の粘度が低下する。このため、微粒子3が成型中に移動しやすくなり、ポリウレタン成形体中の微粒子3の分散状態に偏りが生じる。一方、剪断回数が少なすぎると微粒子3の分散状態を均一化することが難しく、反対に多すぎると温度上昇で粘度が低下し、微粒子3の分散状態に偏りが生じる。このため、混合工程では、剪断速度を9,000〜41,000/秒の範囲、剪断回数を300〜10,000回の範囲に設定し、混合する。混合機20での混合時間(滞留時間)は、混合液の流量(最大1リットル/sec)にもよるが、およそ1秒程度である。すなわち、例えば、注型工程で100kg程度の型枠25に混合液を注型するのに要する時間はおよそ1〜2分程度となる。なお、剪断速度、剪断回数は次式により求めることができる。すなわち、剪断速度(/秒)=攪拌翼14の翼先端の直径(mm)×円周率×攪拌翼14の回転数(rpm)÷60÷攪拌翼14の翼先端と混合槽12の内壁とのクリアランス(mm)、剪断回数(回)=攪拌翼14の回転数(rpm)÷60×混合槽12中での混合液の滞留時間(秒)×攪拌翼14の翼の数、により求めることができる。
【0036】
注型工程で、型枠25に混合液を注型するときは、混合機20からの混合液を混合槽12の排出口から排出し、例えばフレキシブルパイプを通じて、型枠25の上方に配置された不図示の注液口に導液する。注液口は、型枠25の長さ方向で対向する2辺間(例えば、図3の左右間)を往復移動し、断面三角状で型枠25の幅方向の長さを有している。注液口を型枠25の長さ方向に往復移動させながら、排出口の端部(フレキシブルパイプの端部)を型枠25の幅方向に往復移動させることで、混合液が型枠25に略均等に注型される。
【0037】
硬化成型工程では、注型された混合液を型枠25内で反応硬化させブロック状のポリウレタン成形体を成型する。このとき、プレポリマが活性水素化合物との反応により架橋硬化する。型枠25の上部が開放されているため、大気圧下で反応(架橋硬化)が進行しポリウレタン成形体が成型される。微粒子3の窪み3bには気泡が保持されているため、成型中に微粒子3が移動しやすくなるが、微粒子3の周囲で架橋硬化が進行することで、ポリウレタン成形体中での微粒子3の偏在が抑制される。
【0038】
(シート形成工程)
図3に示すように、シート形成工程では、硬化成型工程で得られたポリウレタン成形体をシート状にスライスし、必要に応じてバフ等の表面研削処理を施してポリウレタンシート2を形成する。スライスには、一般的なスライス機を使用することができる。スライス時にはポリウレタン成形体の下層部分を保持し、上層部から順に所定厚さにスライスする。スライスする厚さは、本例では、1.3〜2.5mmの範囲に設定されている。本例で用いた厚さが50mmの型枠25で成型したポリウレタン成形体では、例えば、ポリウレタン成形体の上層部および下層部の約10mm分をキズ等の関係から使用せず、中央部の約30mm分から10〜25枚のポリウレタンシート2を形成することができる。ポリウレタンシート2の厚さ精度を向上させるために、更にバフ等の表面研削処理を施すようにしてもよい。バフ処理には一般的なバフ機を使用することができる。硬化成型工程で微粒子3が略均等、略均一な分散状態で含有されたポリウレタン成形体が得られるため、シート形成工程で複数枚のポリウレタンシート2を形成したときは、表面に形成された開孔4の平均開孔径がいずれも10〜150μmの範囲となる。
【0039】
(ラミネート工程)
ラミネート工程では、シート形成工程で形成されたポリウレタンシート2と両面テープとが貼り合わされる。円形等の所望の形状、サイズに裁断した後、汚れや異物等の付着がないことを確認する等の検査を行い研磨パッド1を完成させる。
【0040】
被研磨物の研磨加工を行うときは、研磨機の研磨定盤に研磨パッド1を装着する。研磨定盤に研磨パッド1を装着するときは、剥離紙8を取り除き、露出した接着剤層で研磨定盤に接着固定する。研磨定盤と対向するように配置された保持定盤に保持させた被研磨物を研磨面P側へ押圧すると共に、外部からスラリを供給しながら研磨定盤ないし保持定盤を回転させることで、被研磨物の加工面が研磨加工される。研磨面Pがスラリと接触することにより、また、研磨加工に伴う研磨面Pの摩耗により、微粒子3(外殻3a)に含有された研磨成分5aや研磨粒子5bが溶出ないし放出されるため、被研磨物の加工面が、供給されたスラリと、研磨パッド1から溶出ないし放出された研磨成分5aや研磨粒子5bとの研磨作用により研磨加工される。なお、通常、研磨液の媒体としては水が使用されるが、アルコール等の有機溶剤を混合することも可能である。
【0041】
(第2の製造方法)
次に、第2の製造方法について説明するが、上述した第1の製造方法と同じ工程、同じ物質については説明を省略し、異なる箇所のみ説明する。
【0042】
第2の製造方法では、研磨パッド1は、図5に示す各工程を経て製造される。すなわち、プレポリマと活性水素化合物とを有機溶媒中で反応させたポリウレタン樹脂溶液および微粒子3をそれぞれ準備する準備工程(調製ステップの一部)、ポリウレタン樹脂溶液に微粒子3を略均等、略均一に混合、分散させた混合液を調製する混合工程(調製ステップの一部)、混合液を略平坦な表面を有する基材にシート状に塗布(展延)する塗布工程(形成ステップの一部)、有機溶媒を脱溶媒させてポリウレタン成形体を形成する脱溶媒工程(形成ステップの一部)、ポリウレタン成形体の厚さが一様となるように表面研削処理する表面研削処理工程、表面研削処理して得られたポリウレタンシート2と両面テープとを貼り合わせるラミネート工程を経て製造される。
【0043】
準備工程では、プレポリマと、活性水素化合物と、プレポリマおよび活性水素化合物の反応生成物であるポリウレタン樹脂を溶解可能な有機溶媒とを混合し、プレポリマと活性水素化合物とを反応させることでポリウレタン樹脂溶液を調製する。有機溶媒には、本例では、N,N−ジメチルホルムアミド(以下、DMFと略記する。)が用いられている。混合工程では、ポリウレタン樹脂溶液と微粒子3とを混合、攪拌し、微粒子3を略均等、略均一な分散状態となるように分散させて混合液を調製する。混合液の調製には、一般的な攪拌装置を用いることができる。
【0044】
塗布工程では、混合液を表面が略平坦な帯状のシート基材に連続的に塗布する。混合工程で調製した混合液は、常温下で塗布装置によりシート基材に略均一に塗布される。塗布装置として、本例では、ナイフコータが用いられる。このとき、ナイフコータとシート基材との間隙(クリアランス)を調整することで、混合液の塗布厚さ(塗布量)がおよそ1.3〜2.5mmの範囲となるように調整される。シート基材には、可撓性フィルム、不織布、織布等を用いることができる。不織布、織布を用いる場合は、ポリウレタン樹脂溶液の塗布時にシート基材内部へのポリウレタン樹脂溶液の浸透を抑制するため、予め水またはDMF水溶液(DMFと水との混合液)等に浸漬する前処理(目止め)が行われる。シート基材としてPET製等の可撓性フィルムを用いる場合は、液体の浸透性を有していないため、前処理が不要となる。以下、本例では、シート基材をPET製フィルムとして説明する。
【0045】
脱溶媒工程では、混合液が塗布されたシート基材を熱風乾燥機中を通過させることで、溶媒のDMFを除去する。DMFが混合液から脱溶媒することにより、シート状のポリウレタン成形体が形成される。得られたポリウレタン成形体の内部には微粒子3が略均等かつ略均一に分散した状態で発泡状に含有されている。
【0046】
表面研削処理工程では、ポリウレタン成形体をシート基材から剥離し、ポリウレタン成形体の表面(シート基材と接触しない面)側にスライス処理やバフ処理等の表面研削処理が施される。バフ処理の場合は、ポリウレタン成形体の裏面(シート基材と接触した面)側に、表面が平坦な圧接ローラの表面を圧接しながら、ポリウレタン成形体の表面側がバフ処理される。本例では、連続的に製造されたポリウレタン成形体が帯状のため、裏面に圧接ローラを圧接しながら、連続的に表面をバフ処理する。このバフ処理により、ポリウレタン成形体は厚さのバラツキが解消され、バフ処理された面側には内部に含有された微粒子3が開孔した開孔4が形成される。この開孔4が形成された面(バフ処理された面)が研磨面Pとなる。バフ処理に代えて、スライス処理することも可能である。表面研削処理されたポリウレタンシート2はロール状に巻き取られる。
【0047】
(作用等)
次に、本実施形態の研磨パッド1および研磨パッド1の製造方法の作用等について説明する。
【0048】
本実施形態の研磨パッド1では、ポリウレタンシート2に微粒子3が略均等、略均一に分散されており、微粒子3(外殻3a)には研磨成分5a、研磨粒子5bが含有されている。このため、研磨面Pでは、微粒子3が切断され開孔4が形成されるが、ポリウレタンシート2内には外殻3aの一部が残存しており、外殻3aの断面が研磨面Pで露出している。研磨加工時にはポリウレタンシート2の研磨面P側が摩耗する。また、研磨効率の向上を図るため、研磨面Pを粗面化するためのドレス処理が研磨面P側に施される。研磨面Pでは、摩耗やドレス処理により外殻3aも徐々に削られるので、外殻3aに含有された研磨成分5aや研磨粒子5bが徐々に溶出ないし放出される。これにより、溶出ないし放出された研磨成分5aや研磨粒子5bが外部から供給された研磨液(スラリ)と共に被研磨物の加工面に研磨作用を及ぼすため、研磨効率や研磨精度等の研磨特性を向上させることができる。
【0049】
また、本実施形態の研磨パッド1では、微粒子3がポリウレタンシート2の内部に100部に対して5〜50部の重量割合で略均等かつ略均一に含有されている。このため、研磨面P側の摩耗やドレス処理により、微粒子3の外殻3aがポリウレタンシート2の厚さ分で順次研磨面Pに露出して削られる。このため、外殻3aに含有された研磨成分5aや研磨粒子5bが安定的に溶出ないし放出されるので、安定した良好な研磨特性を長時間維持することができる。また、微粒子3がポリウレタンシート2の100部に対して5〜50部の重量割合で分散されているため、研磨面Pに形成される開孔4の割合が調整される。これにより、研磨加工時に外部からのスラリ、微粒子3からの研磨成分5a、研磨粒子5bが開孔4に保持されるので、研磨特性の向上を図ることができる。更に、本実施形態では、微粒子3が半球体状を呈している。このため、研磨加工時に外殻3aが削られても、従来の球状微粒子を含有させる場合と比べて研磨パッド1および被研磨物間に放出される外殻成分(本例では、有機シリコーン系樹脂)の量を低減することができる。これにより、外殻成分が異物として引き起こす研磨不良を低減することができ、研磨特性を向上させることができる。
【0050】
更に、本実施形態の研磨パッド1では、研磨成分5aと研磨粒子5bとを微粒子3に含有させたため、被研磨物に対する機械的研磨作用および化学的研磨作用を向上させることができる。研磨成分5aの中でもアルカリ金属の水酸化物では、化学的研磨作用を大きく向上させることが期待できるが、吸湿性を有するため、水分が含まれている。この水分がポリウレタンシート2の成形時にプレポリマのイソシアネート基と反応すると炭酸ガスを発生するため、微粒子3の大きさと比較して極端に大きな発泡が形成される。本実施形態では、研磨成分5aが外殻3aに含有されているため、研磨成分5aが外殻3aを形成する樹脂で保護されていることとなる。このため、研磨成分5aに水分が含まれていてもプレポリマのイソシアネート基との反応が抑制されるので、極端に大きな発泡の形成を回避しポリウレタンシート2の発泡構造を均一化することができる。また、微粒子3の窪み3bには気泡が保持されるため、ポリウレタン成形体中に微粒子3が略均等、略均一に分散されることで発泡構造を均一化することができる。
【0051】
また更に、本実施形態で示した研磨パッド1の第1、第2の製造方法では、微粒子3に含有させる研磨成分5aは、微粒子3の100重量部に対して5〜50部の重量割合に設定されるが、微粒子3の粒径を考えると量的に大きくすることは難しい。この研磨パッド1を用いた研磨加工では、研磨面P側の摩耗やドレス処理に伴い研磨成分5aが研磨面Pの近傍に徐々に放出されるため、少量でも十分な効果(研磨作用)を得ることができる。研磨粒子5bについても微粒子3への含有量を大きくすることは難しいが、研磨面Pの近傍に放出されることで十分な効果を得ることができる。また、微粒子3に含有させた分の研磨成分5aや研磨粒子5bをスラリに含ませることも可能であるが、この場合には、スラリ中のアルカリ成分や研磨粒子の割合が高くなりスラリの変性(ゲル化)や研磨粒子の凝集を起こすこととなる。本実施形態では、微粒子3に含有させた分でスラリ中のアルカリ成分等の割合を低減することができるので、変性や凝集を抑制し、スラリを安定化させることができる。
【0052】
更にまた、本実施形態で示した第1、第2の製造方法では、微粒子3が平均粒径10〜150μmの範囲に調整される。このため、窪み3bには略均等に気泡が保持されることとなり、ポリウレタン成形体の発泡構造を均一化することができる。これにより、開孔4を平均開孔径が略均一となるように容易に形成することができる。従って、研磨加工時には、スラリの保持性が確保され、目詰まりが抑制されるので、研磨効率や研磨精度を向上させることができる。また、極端に大きな開孔が形成されず目詰まりも抑制されることで研磨粒子等の凝集物の形成が抑制されるので、被研磨物にスクラッチ(キズ)を発生させることなく平坦性を向上させることができる。
【0053】
また、本実施形態で示した第1の製造方法では、ポリウレタン成形体から複数枚のポリウレタンシート2を形成することができる。ポリウレタン成形体には微粒子3が略均等かつ略均一に含有されているため、複数のポリウレタンシート2ではそれぞれの表面に形成された開孔4の平均開孔径の差、および、(見掛け)密度の差をいずれも平均値に対して±3%の範囲内とすることができる。開孔径のバラツキが大きくなると、研磨加工時にスラリ中の砥粒(研磨粒子)や研磨屑等により開孔4が局所的に目詰まりを起こしやすくなり、被研磨物の平坦性を低下させる。また、密度が小さくなると硬度が小さく(柔らかく)なりすぎるため、被研磨物の平坦性を向上させることが難しくなる。反対に密度が大きくなると硬度が高くなりすぎるため、研磨効率が低下し、被研磨物にキズが発生しやすくなる。本実施形態では、複数の研磨パッド1で開孔4の平均開孔径が同等となるので、いずれも局所的な目詰まりを抑制することができる。また、各研磨パッド1で微粒子3の占める空間の割合が同等となり硬度も同等となるので、研磨パッド1を交換しても、研磨性能にバラツキの生じることを抑制することができる。
【0054】
更に、本実施形態で示した第2の製造方法では、微粒子3をポリウレタン樹脂溶液に混合し、脱溶媒させることでポリウレタンシート2を形成する。このため、ポリウレタン樹脂溶液の有機溶媒をポリウレタン樹脂に対して貧溶媒の水と置換する湿式成膜法で得られるポリウレタンシートに匹敵する柔軟性を有するポリウレタンシート2を得ることができる。また、湿式成膜法では微粒子3を含有させることが難しいのに対して、ポリウレタンシート2に微粒子3を容易に含有させることができる。
【0055】
以上説明したように、本実施形態の研磨パッド1では、ポリウレタンシート2の内部に微粒子3が略均等かつ略均一に分散されており、微粒子3に研磨成分5aや研磨粒子5bが含有されている。このため、研磨加工時に研磨面P側の摩耗やドレス処理により研磨成分5aや研磨粒子5bが徐々に溶出ないし放出されるので、研磨効率や研磨精度を向上させることができ、その効果を安定して持続させることができる。このようなポリウレタンシート2を用いた研磨パッド1は、半導体デバイス等を被研磨物としたCMP(化学的機械的研磨)用の研磨パッドとして極めて有用である。
【0056】
なお、本実施形態では、微粒子3(外殻3a)に研磨成分5a、研磨粒子5bを含有させる例を示し、研磨成分5aとしてアルカリ物質、酸化剤、酸物質、pH調整剤、キレート剤を例示したが、本発明はこれらに限定されるものではなく、例えば、カチオン型やアニオン型の界面活性剤等の研磨加工に寄与する成分を更に含有させることも可能である。また、研磨成分5aのアルカリ物質として水酸化カリウムや水酸化ナトリウム等のアルカリ金属の水酸化物を例示したが、本発明は水溶性アルカリ物質であれば特に制限されるものではない。例えば、粒子状に代えてゲル状(膨潤した状態)の水溶性アルカリ物質を含有させてもよい。研磨粒子5bについても、例示した無機化合物粒子や有機化合物粒子に制限されないことはもちろんである。更に、本実施形態では、研磨成分5a、研磨粒子5bを混合して微粒子3に含有させる例を示したが、本発明はこれに制限されるものではない。例えば、研磨成分5a、研磨粒子5bを別々に含有させた微粒子3を調製し、それぞれの微粒子3をポリウレタンシート2に含有させるようにしてもよい。
【0057】
また、本実施形態では、シラノール化合物を縮合反応させることで有機シリコーン系樹脂製の微粒子3を形成する例を示したが、本発明はこれに制限されるものではない。外殻3aに研磨成分5aや研磨粒子5bが含有された微粒子3を形成することができる方法であれば、いずれの方法も用いることができ、外殻3aについても有機シリコーン系樹脂に限定されないことはいうまでもない。更に、本実施形態では、微粒子3が半球体状の例を示したが、本発明はこれに限定されるものではなく、開口が形成された中空状の微粒子であればよい。すなわち、半球体状の場合は外殻3aの開口端面の外径が微粒子3の粒径とほぼ同じになるが、開口を小さく形成した場合は外殻の開口端面の外径より微粒子3の粒径が大きくなる。また、半球体状に代えて半多面体状としてもよい。例えば、中空六面体状や中空八面体上の粒子を分割したような微粒子を用いることもできる。いずれの形状としても、窪み3bの形状に制限のないことはもちろんである。
【0058】
更に、本実施形態では、ポリウレタン体としてシート状のポリウレタンシート2を用いた研磨パッド1を例示したが、本発明はこれに限定されるものではなく、研磨加工方法にあわせて、ブロック状やベルト状の研磨パッドとすることもできる。例えば、本実施形態の第1の製造方法で示したブロック状のポリウレタン成形体をそのまま研磨加工に用いてもよく、第2の製造方法で示したポリウレタン樹脂溶液の塗布厚みを大きくするようにしてもよい。このような場合には、表面側に表面研削処理を施すことで開孔4を形成させることができる。
【0059】
また更に、本実施形態では、第1の製造方法において微粒子3を活性水素化合物と混合する例、第2の製造方法においてポリウレタン樹脂溶液と混合する例をそれぞれ示し、混合の過程で窪み3bに気泡が保持される例を示したが、本発明はこれに制限されるものではない。例えば、微粒子3を活性水素化合物やポリウレタン樹脂溶液と混合する前に、研磨液に浸漬させることで、窪み3bに研磨成分5aとして例示したような研磨成分(液状)を保持させることも可能である。この場合、減圧下で、研磨液に微粒子3を浸漬することで窪み3bの気泡を研磨液と置換することができる。このようにすれば、微粒子3が窪み3bに研磨液を保持したままポリウレタンシート2に分散され、研磨加工時に窪み3bから研磨液が放出されるため、研磨特性の一層の向上を図ることができる。更に、窪み3にスラリ(特に、研磨粒子)の凝集抑制に有効な界面活性剤を保持させるようにしてもよい。
【0060】
更にまた、本実施形態で示した第1の製造方法では、混合工程で微粒子3を予め活性水素化合物と混合して第2成分とする例を示したが、本発明はこれに限定されるものではなく、プレポリマと混合して第1成分としておくこともできる。また、混合工程で、微粒子3を第3成分として単独で混合するようにしてもよいが、この場合には、分散状態の均一化を図るために、例えばDMF等の有機溶媒に分散させておくことが好ましい。
【0061】
また、本実施形態で示した第1の製造方法では、プレポリマとして、ポリオール化合物とジイソシアネート化合物とを反応させたイソシアネート末端ウレタンプレポリマを例示したが、本発明はこれに限定されるものではない。例えば、ポリオール化合物に代えて水酸基やアミノ基等を有する活性水素化合物を用い、ジイソシアネート化合物に代えてポリイソシアネート化合物やその誘導体を用い、これらを反応させることで得るようにしてもよい。また、多種のイソシアネート末端プレポリマが市販されていることから、市販のものを使用することも可能である。
【0062】
更に、本実施形態で示した第1の製造方法では、混合工程、注型工程、硬化成型工程を連続して行う例を示したが、本発明はこれに制限されるものではなく、各工程を独立して行うようにしてもよい。また、本実施形態では、混合機20から型枠25に注型し大気圧下で成型する例を示したが、本発明はこれに制限されるものではない。例えば、容器中で混合液を調製し、その容器内で硬化成型させるようにしてもよく、容器を密閉して加圧下で硬化成型してもよい。
【0063】
また更に、本実施形態で示した第1の製造方法では、型枠25で成型したブロック状のポリウレタン成形体をスライスすることで複数枚のポリウレタンシート2を得る例を示したが、本発明はこれに限定されるものではない。例えば、型枠25を用いることなく、表面が平坦な基材上にシート状に塗布することで1枚ずつポリウレタンシート2を成形するようにしてもよい。この場合には、表面側にスライス処理やバフ処理等の表面研削処理を施すことで開孔4を形成させることができる。
【0064】
更にまた、本実施形態で示した第2の製造方法では、イソシアネート基含有化合物と活性水素化合物とをDMF中で反応させることでポリウレタン樹脂溶液を調製する例を示したが、本発明はこれに制限されるものではない。例えば、ポリエステル系、ポリエーテル系またはポリカーボネート系等のポリウレタン樹脂をDMFに溶解させるようにしてもよい。
【0065】
また、本実施形態では、特に言及していないが、研磨加工時のスラリの供給や研磨屑の排出を考慮して研磨パッド1の研磨面Pに溝加工やエンボス加工を施すようにしてもよい。溝の形状については、放射状、格子状、螺旋状等のいずれでもよく、断面形状についても矩形状、U字状、V字状、半円状のいずれでもよい。溝のピッチ、幅、深さについては、研磨屑の排出やスラリの移動が可能であればよく、特に制限されるものではない。研磨パッドに溝加工を施した場合、例えば、研磨パッドの表面に孔径の大きな開孔が形成されていると、開孔と溝とが重なり突起状の角が形成されるため、研磨加工時に被研磨物にキズが発生することとなる。本実施形態では、研磨パッド1の開孔4は孔径の平均値が10〜150μmの範囲で略均一なため、溝加工を施しても被研磨物に対するキズの発生を抑制することができる。
【0066】
更に、本実施形態では、特に言及していないが、例えば、ポリウレタンシート2と両面テープとの間にクッション材を介在させるようにしてもよい。また、研磨機の研磨定盤に研磨パッド1を装着するときに、クッション材を介して装着してもよい。クッション材の硬度をポリウレタンシート2より小さくすることで、研磨定盤や研磨パッドの凹凸、装着に伴う厚さムラ等を吸収し、被研磨物の研磨加工をより均一化することができる。両面テープの基材7が不織布や低弾性のフィルムを含むようにすれば、基材7をクッション材として機能させることもできる。
【実施例】
【0067】
以下、本実施形態に従い製造した研磨パッド1の実施例について説明する。なお、比較のために製造した比較例の研磨パッドについても併記する。
【0068】
(実施例1)
実施例1では、第1製造方法に従い研磨パッド1を製造した。プレポリマの生成では、ポリオール化合物として平均分子量約2000のPTMGを用い、ジイソシアネート化合物として、2,4−TDIと2,6−TDIとをモル比7/3で混合して用いた。これらを反応させることで、温度50℃における粘度が5500mPa・s、NCO当量が549のプレポリマを得た。このプレポリマを55℃に加熱し減圧下で脱泡して用いた。第2成分の活性水素化合物にはMOCAを用い、約120℃で溶解させ減圧下で脱泡した。微粒子3には、外殻部3aに研磨成分5aおよび研磨粒子5bが含有されている。プレポリマ:MOCA:微粒子3を重量比で100部:22.8部:5.3部の割合で混合した。混合工程では、攪拌条件を剪断回数1689回、剪断速度9425/秒に設定した。得られた混合液を型枠25に注型し硬化させた後、形成されたポリウレタン成形体を型枠25から抜き出し、厚さ1.3mmにスライスし研磨パッド1を作製した。
【0069】
(実施例2)
実施例2では、第2製造方法に従い研磨パッド1を製造した。ポリウレタンシート2の作製には、プレポリマと活性水素化合物とが反応されたポリウレタン樹脂としてポリエステルMDI(ジフェニルメタンジイソシアネート)ポリウレタン樹脂を用いた。このポリウレタン樹脂を30重量%含むポリウレタン樹脂溶液100部に対して、微粒子3の5.3部を添加し混合して混合液を調製した。シート基材に混合液を塗布し脱溶媒させ実施例2の研磨パッド1を製造した。
【0070】
(比較例1)
比較例1では、研磨成分5a、研磨粒子5bを含有させていない中空の球状微粒子を用いる以外は実施例1と同様にして比較例1の研磨パッドを製造した。すなわち、比較例1の研磨パッドは、従来の研磨パッドである。なお、球状微粒子の粒径は10〜150μmの範囲に設定した。
【0071】
(物性測定)
各実施例および比較例の研磨パッド1について、開孔4の平均開孔径、ポリウレタンシート2のショアA硬度および密度を測定した。平均開孔径は、マイクロスコープ(KEYENCE製、VH−6300)で約1.3mm四方の範囲を175倍に拡大して観察し、得られた画像を画像処理ソフト(Image Analyzer V20LAB Ver.1.3)により処理し算出した。ショアA硬度は、日本工業規格(JIS K 7311)に準じた方法で測定した。また、密度は、所定サイズの大きさに切り出した試料の重量を測定し、サイズから求めた体積から算出した。平均開孔径、ショアA硬度および密度の測定結果を下表1に示す。
【0072】
【表1】
【0073】
表1に示すように、研磨成分5a、研磨粒子5bを含有させていない球状微粒子が分散された比較例1の研磨パッドでは、研磨面Pでの平均開孔径が9.5μmを示し、ポリウレタンシートのショアA硬度が73.2度、密度が0.649g/cm3を示した。これに対して、研磨成分5a、研磨粒子5bを含有させた微粒子3が分散された実施例1、実施例2の研磨パッド1では、平均開孔径がそれぞれ9.5μm、9.3μmを示した。このことから、研磨成分5a、研磨粒子5bを含有させても開孔の大きさに差異が生じないことが判った。また、第1の製造方法で作製した実施例1のポリウレタンシート2では、ショアA硬度が73.3度、密度が0.639g/cm3を示したのに対し、第2の製造方法で作製した実施例2のポリウレタンシート2では、ショアA硬度が65.5度、密度が0.663g/cm3を示した。このことから、脱溶媒によりポリウレタンシート2を形成させる第2の製造方法では、プレポリマを硬化させる第1の製造方法と比べて軟質のポリウレタンシート2を得ることができることが判った。
【0074】
(研磨性能評価)
次に、各実施例及び比較例の研磨パッド1を用いて、以下の研磨条件でハードディスク用のアルミニウム基板の研磨加工を行い、研磨レートを測定した。比較のために、スラリを使用せず、蒸留水を用いた研磨加工も同様に行い、研磨レートを測定した。研磨レートは、1分間当たりの研磨量を厚さで表したものであり、研磨加工前後のアルミニウム基板の重量減少から求めた研磨量、アルミニウム基板の研磨面積および比重から算出した。また、目視にてスクラッチの有無を判定した。研磨レートおよびスクラッチの測定結果を下表2に示す。
(研磨条件)
使用研磨機:スピードファム社製、9B−5Pポリッシングマシン
研磨速度(回転数):30rpm
加工圧力:100g/cm2
スラリ:コロイダルシリカスラリ(pH:11.5)
スラリ供給量:100cc/min
被研磨物:ハードディスク用アルミニウム基板
(外径95mmφ、内径25mm、厚さ1.27mm)
【0075】
【表2】
【0076】
表2に示すように、比較例1の研磨パッドでは、シリカスラリを用いたときは研磨レートが0.197μm/minを示したのに対し、蒸留水を用いたときはアルミニウム基板を研磨加工することができなかった。これに対して、研磨成分5a、研磨粒子5bを含有させた微粒子3が分散された実施例1、実施例2の研磨パッド1では、シリカスラリを用いることで研磨レートがそれぞれ0.231μm/min、0.230μm/minと向上することが判った。また、実施例1、実施例2の研磨パッド1では、シリカスラリに代えて蒸留水を用いてもアルミニウム基板を研磨加工することができることが判った。さらには、実施例1、実施例2の研磨パッド1では、繰り返し研磨加工を行ったときでも同様の研磨性能の得られることが確認された。このことから、微粒子3に研磨成分5a、研磨粒子5bを含有させることで、スラリを用いない場合でも十分な研磨性能を得ることができ、研磨効率および研磨精度を長時間維持できることが判明した。また、比較例1の研磨パッドでは、研磨加工を繰り返したときに比較的早期に開孔の目詰まりが認められた。これに対して、実施例1、実施例2の研磨パッド1では、比較例1より長期にわたり開孔4が目詰まりすることなく研磨加工することができた。このことから、微粒子3を半球体状とすることで目詰まりの抑制にも効果のあることが判った。
【産業上の利用可能性】
【0077】
本発明は発泡構造を均一化し良好な研磨特性を保持することができる研磨パッドおよび該研磨パッドの製造方法を提供するため、研磨パッドの製造、販売に寄与するので、産業上の利用可能性を有する。
【図面の簡単な説明】
【0078】
【図1】本発明を適用した実施形態の研磨パッドを示す断面図である。
【図2】実施形態の研磨パッドに含有された微粒子を模式的に示す斜視図である。
【図3】実施形態の研磨パッドの第1の製造方法の要部を示す工程図である。
【図4】研磨パッドの第1の製造方法で用いた混合機および型枠の概略を示すブロック図である。
【図5】研磨パッドの第2の製造方法の要部を示す工程図である。
【符号の説明】
【0079】
1 研磨パッド
2 ポリウレタンシート(ポリウレタン体)
3 微粒子
3a 外殻
3b 窪み
4 開孔
5a 研磨成分
5b 研磨粒子
【特許請求の範囲】
【請求項1】
ポリウレタン体を備えた研磨パッドにおいて、前記ポリウレタン体中には樹脂製の外殻に開口が形成された中空状の微粒子が略均等に分散されており、前記微粒子の外殻にはアルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が含有されていることを特徴とする研磨パッド。
【請求項2】
前記アルカリ物質は、アルカリ金属の水酸化物であることを特徴とする請求項1に記載の研磨パッド。
【請求項3】
前記アルカリ金属の水酸化物は、水酸化ナトリウム、水酸化カリウム、水酸化ルビジウムおよび水酸化セシウムから選択される少なくとも1種であることを特徴とする請求項2に記載の研磨パッド。
【請求項4】
前記微粒子は、前記外殻に研磨粒子が更に含有されていることを特徴とする請求項1に記載の研磨パッド。
【請求項5】
前記ポリウレタン体は、表面に平均開孔径が10μm〜150μmの開孔が形成されていることを特徴とする請求項1に記載の研磨パッド。
【請求項6】
前記少なくとも1種の成分は、前記微粒子の100部に対して5部〜50部の重量割合であることを特徴とする請求項1に記載の研磨パッド。
【請求項7】
前記微粒子は、前記ポリウレタン体の100部に対して5部〜50部の重量割合で分散されたことを特徴とする請求項1に記載の研磨パッド。
【請求項8】
前記微粒子は、半球体状または半多面体状であることを特徴とする請求項1に記載の研磨パッド。
【請求項9】
ポリウレタン体を備えた研磨パッドの製造方法であって、前記ポリウレタン体中には樹脂製の外殻に開口が形成された中空状の微粒子が略均等に分散され、前記微粒子の外殻にはアルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が含有された研磨パッドの製造方法において、
イソシアネート基含有化合物と、活性水素化合物と、前記微粒子と、をそれぞれ準備する準備ステップと、
前記準備ステップで準備されたイソシアネート基含有化合物、活性水素化合物および微粒子を略均一に混合した混合液を調製し、前記混合液から前記微粒子が略均等に分散されたポリウレタン体を乾式成形する成形ステップと、
を含むことを特徴とする製造方法。
【請求項10】
ポリウレタン体を備えた研磨パッドの製造方法であって、前記ポリウレタン体中には樹脂製の外殻に開口が形成された中空状の微粒子が略均等に分散され、前記微粒子の外殻にはアルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が含有された研磨パッドの製造方法において、
イソシアネート基含有化合物と、活性水素化合物と、前記イソシアネート基含有化合物および前記活性水素化合物の反応生成物を溶解可能な有機溶媒と、前記微粒子と、を略均一に混合した混合液を調製する調製ステップと、
前記調製ステップで調製された混合液をシート状に展延し、前記混合液から前記有機溶媒を脱溶媒させて前記微粒子が略均等に分散されたポリウレタン体を形成する形成ステップと、
を含むことを特徴とする製造方法。
【請求項1】
ポリウレタン体を備えた研磨パッドにおいて、前記ポリウレタン体中には樹脂製の外殻に開口が形成された中空状の微粒子が略均等に分散されており、前記微粒子の外殻にはアルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が含有されていることを特徴とする研磨パッド。
【請求項2】
前記アルカリ物質は、アルカリ金属の水酸化物であることを特徴とする請求項1に記載の研磨パッド。
【請求項3】
前記アルカリ金属の水酸化物は、水酸化ナトリウム、水酸化カリウム、水酸化ルビジウムおよび水酸化セシウムから選択される少なくとも1種であることを特徴とする請求項2に記載の研磨パッド。
【請求項4】
前記微粒子は、前記外殻に研磨粒子が更に含有されていることを特徴とする請求項1に記載の研磨パッド。
【請求項5】
前記ポリウレタン体は、表面に平均開孔径が10μm〜150μmの開孔が形成されていることを特徴とする請求項1に記載の研磨パッド。
【請求項6】
前記少なくとも1種の成分は、前記微粒子の100部に対して5部〜50部の重量割合であることを特徴とする請求項1に記載の研磨パッド。
【請求項7】
前記微粒子は、前記ポリウレタン体の100部に対して5部〜50部の重量割合で分散されたことを特徴とする請求項1に記載の研磨パッド。
【請求項8】
前記微粒子は、半球体状または半多面体状であることを特徴とする請求項1に記載の研磨パッド。
【請求項9】
ポリウレタン体を備えた研磨パッドの製造方法であって、前記ポリウレタン体中には樹脂製の外殻に開口が形成された中空状の微粒子が略均等に分散され、前記微粒子の外殻にはアルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が含有された研磨パッドの製造方法において、
イソシアネート基含有化合物と、活性水素化合物と、前記微粒子と、をそれぞれ準備する準備ステップと、
前記準備ステップで準備されたイソシアネート基含有化合物、活性水素化合物および微粒子を略均一に混合した混合液を調製し、前記混合液から前記微粒子が略均等に分散されたポリウレタン体を乾式成形する成形ステップと、
を含むことを特徴とする製造方法。
【請求項10】
ポリウレタン体を備えた研磨パッドの製造方法であって、前記ポリウレタン体中には樹脂製の外殻に開口が形成された中空状の微粒子が略均等に分散され、前記微粒子の外殻にはアルカリ物質、酸物質、酸化剤、pH調整剤およびキレート剤から選択される少なくとも1種の成分が含有された研磨パッドの製造方法において、
イソシアネート基含有化合物と、活性水素化合物と、前記イソシアネート基含有化合物および前記活性水素化合物の反応生成物を溶解可能な有機溶媒と、前記微粒子と、を略均一に混合した混合液を調製する調製ステップと、
前記調製ステップで調製された混合液をシート状に展延し、前記混合液から前記有機溶媒を脱溶媒させて前記微粒子が略均等に分散されたポリウレタン体を形成する形成ステップと、
を含むことを特徴とする製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−279684(P2009−279684A)
【公開日】平成21年12月3日(2009.12.3)
【国際特許分類】
【出願番号】特願2008−132315(P2008−132315)
【出願日】平成20年5月20日(2008.5.20)
【出願人】(000005359)富士紡ホールディングス株式会社 (180)
【Fターム(参考)】
【公開日】平成21年12月3日(2009.12.3)
【国際特許分類】
【出願日】平成20年5月20日(2008.5.20)
【出願人】(000005359)富士紡ホールディングス株式会社 (180)
【Fターム(参考)】
[ Back to top ]