
研磨パッドおよび研磨パッドの製造方法
【課題】研磨面での開孔の閉塞を抑制し被研磨物の平坦性向上を図ることができる研磨パッドを提供する。
【解決手段】研磨パッド10は、湿式凝固法により、ウレア結合によるハードセグメントの含有率HSCが7〜35%のポリウレタンポリウレア樹脂で形成された樹脂シート2を備えている。樹脂シート2では、研磨面Spを有しており、微多孔3が網目状に連通した多孔構造を有している。研磨面Spには、微多孔3が開孔した開孔4が形成されている。樹脂シート2では、温度20℃の水に1時間浸漬したときの吸水率が20%以上に調整されている。樹脂シート2の硬度が高まり、研磨屑等が開孔4から微多孔3を通じて樹脂シート2の内部に分散する。
【解決手段】研磨パッド10は、湿式凝固法により、ウレア結合によるハードセグメントの含有率HSCが7〜35%のポリウレタンポリウレア樹脂で形成された樹脂シート2を備えている。樹脂シート2では、研磨面Spを有しており、微多孔3が網目状に連通した多孔構造を有している。研磨面Spには、微多孔3が開孔した開孔4が形成されている。樹脂シート2では、温度20℃の水に1時間浸漬したときの吸水率が20%以上に調整されている。樹脂シート2の硬度が高まり、研磨屑等が開孔4から微多孔3を通じて樹脂シート2の内部に分散する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は研磨パッドおよび研磨パッドの製造方法に係り、特に、湿式凝固法により形成され被研磨物を研磨加工するための研磨面を有する樹脂シートを備えた研磨パッドおよび該研磨パッドの製造方法に関する。
【背景技術】
【0002】
従来半導体デバイス等の各種材料では、平坦性を確保するために研磨パッドを使用した研磨加工が行われている。半導体デバイスの製造では、通常、銅(Cu)配線の層や絶縁層が順次形成され多層化されるが、各層を形成した後の表面(加工面)に研磨加工が行われている。近年では、半導体回路の集積度が急激に増大するにつれて高密度化を目的とした微細化や多層配線化が進められており、加工面を一層高度に平坦化する技術が重要となっている。
【0003】
一般に、半導体デバイスの製造では、化学的機械的研磨(以下、CMPと略記する。)法が用いられている。CMP法では、通常、砥粒(研磨粒子)をアルカリ溶液または酸溶液に分散させたスラリ(研磨液)が供給される。すなわち、被研磨物(の加工面)は、スラリ中の砥粒による機械的研磨作用と、アルカリ溶液または酸溶液による化学的研磨作用とで平坦化される。
【0004】
CMP法による半導体デバイスの研磨加工では、通常、乾式成型法により形成され、被研磨物を研磨加工するための研磨面に開孔が形成された樹脂シートを備えた研磨パッドが用いられている。研磨加工時には、研磨面に形成された開孔に砥粒が保持されつつ加工面内に分散するように供給されることで加工面の平坦化が図られている。換言すれば、半導体デバイス用の研磨パッドには、研磨面に開孔が形成されていることが不可欠となる。このような開孔は、乾式成型法により樹脂製の発泡体を形成し、得られた発泡体の表面を研削処理すること、または、発泡体をスライス処理することにより形成することができる。乾式成型法により発泡体を形成する技術として、例えば、成型時の樹脂溶液中に中空微粒子を添加しておく技術が開示されている(特許文献1、特許文献2、特許文献3、特許文献4、特許文献5参照)。また、樹脂溶液に水を添加しておくことで成型時に気体を発生させる技術(例えば、特許文献6参照)、樹脂溶液に不活性気体を分散させて成型する技術(例えば、特許文献7参照)、樹脂溶液に水溶性微粒子を添加しておく技術(例えば、特許文献8参照)等も開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許3013105号公報
【特許文献2】特許3425894号公報
【特許文献3】特許3801998号公報
【特許文献4】特開2006−186394号公報
【特許文献5】特開2007−184638号公報
【特許文献6】特開2005−68168号公報
【特許文献7】特許3455208号公報
【特許文献8】特開2000−34416号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1〜特許文献8の技術では、いずれも乾式成型法により形成されるため、得られる樹脂シートが硬質で独立発泡タイプのものが主体となる。このため、研磨面に形成された開孔が砥粒や研磨屑等により目詰まりし閉塞しやすくなる、という問題がある。開孔が閉塞すると、砥粒等が凝集しやすくなり、結果として、被研磨物の加工面に研磨キズ(スクラッチ)を生じるおそれがある。半導体デバイスの研磨加工では、スクラッチが生じると配線を切断するおそれがあり、致命的な欠点となる。研磨加工を中断し、表面をドレッシングすれば、開孔が再生され研磨加工の継続が可能となるが、ドレッシングが必須となることで研磨効率を低下させることとなる。また、硬質の樹脂シートでは、クッション性が不十分なため、クッション性を有する別のシートと貼り合わせることが必要となる。一方、乾式成型法による樹脂シートと比べて、湿式凝固法による樹脂シートでは、一般に厚み方向に縦長の発泡が形成されることでクッション性が得られやすくなる。その反面、柔軟性を有することで被研磨物の外縁部で平坦性が低下しやすく、縁ダレ、ディッシングやエロージョンをも招きやすくなる。上述したように、半導体デバイスの加工面に要求される平坦性の高度化に伴い、CMP法による研磨精度や研磨効率等の研磨性能に対する要求も高まっており、これにつれ研磨パッドの開孔径も微細化、均一化が求められるようになってきている。さらには、歩留りを向上させ効率的な製造を目指すうえで、スクラッチ等の致命的な欠点を抑制することができる研磨パッドが切望されている。
【0007】
本発明は上記事案に鑑み、研磨面での開孔の閉塞を抑制し被研磨物の平坦性向上を図ることができる研磨パッドおよび該研磨パッドの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の第1の態様は、湿式凝固法により形成され被研磨物を研磨加工するための研磨面を有する樹脂シートを備えた研磨パッドにおいて、前記樹脂シートは、ウレア結合によるハードセグメントの含有率HSCが7%〜35%の範囲のポリウレタンポリウレア樹脂を主成分とし形成されており、かつ、微多孔が網目状に連通した多孔構造を有しており、前記研磨面に前記微多孔の開孔が形成されていることを特徴とする。
【0009】
第1の態様では、湿式凝固法によりウレア結合によるハードセグメントの含有率HSCが7%〜35%の範囲のポリウレタンポリウレア樹脂を主成分とし樹脂シートが形成されたことで硬度が高められるとともに、多孔構造を有し研磨面に微多孔の開孔が形成されたことで、研磨加工時に生じる研磨屑が研磨面の開孔から網目状に連通した微多孔を通じて樹脂シート内部に分散され、研磨面の開孔が閉塞しにくくなるため、被研磨物に対する研磨キズの発生を抑制し平坦性向上を図ることができる。
【0010】
第1の態様において、樹脂シートのウレア結合によるハードセグメントの含有率HSCを下式1で表すことができる。樹脂シートのショアD硬度を20度〜45度の範囲とすることができる。また、樹脂シートでは研磨面に形成された開孔の単位面積あたりの平均孔径を5μm〜40μmの範囲としてもよい。このとき、樹脂シートでは温度20℃の水に1時間浸漬する前後の重量変化の浸漬前の重量に対する百分率で表される吸水率を20%以上とすることができる。ポリウレタンポリウレア樹脂をポリイソシアネート化合物、ポリオール化合物およびアミン化合物を含む混合物の反応で形成されたものとすることができる。このとき、アミン化合物をポリアミン化合物およびモノアミン化合物を含むようにしてもよい。
【0011】
【数1】

【0012】
また、本発明の第2の態様は、第1の態様の研磨パッドの製造方法であって、ポリイソシアネート化合物、ポリオール化合物およびアミン化合物を含む混合物の反応により得られるポリウレタンポリウレア樹脂と、前記ポリウレタンポリウレア樹脂を溶解可能な第1の有機溶媒と、前記第1の有機溶媒より水に対する溶解度が小さく前記ポリウレタンポリウレア樹脂の凝固を抑制する第2の有機溶媒とを含む樹脂溶液を準備する準備ステップと、前記準備ステップで準備した樹脂溶液を基材に均一な厚みとなるように塗布する塗布ステップと、前記塗布ステップで基材に塗布された樹脂溶液を、水を主成分とする凝固液に案内し、樹脂シートを形成するシート形成ステップと、を含むことを特徴とする。
【0013】
第2の態様において、準備ステップで準備する第1の有機溶媒を、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、テトラヒドロフラン、ジメチルスルホキシドおよびアセトンから選択される少なくとも1種とすることができる。このとき、準備ステップで準備する第2の有機溶媒を、酢酸エチルまたはイソプロピルアルコールとしてもよい。
【発明の効果】
【0014】
本発明によれば、湿式凝固法によりウレア結合によるハードセグメントの含有率HSCが7%〜35%の範囲のポリウレタンポリウレア樹脂を主成分とし樹脂シートが形成されたことで硬度が高められるとともに、多孔構造を有し研磨面に微多孔の開孔が形成されたことで、研磨加工時に生じる研磨屑が研磨面の開孔から網目状に連通した微多孔を通じて樹脂シート内部に分散され、研磨面の開孔が閉塞しにくくなるため、被研磨物に対する研磨キズの発生を抑制し平坦性向上を図ることができる、という効果を得ることができる。
【図面の簡単な説明】
【0015】
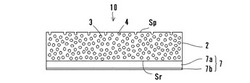
【図1】本発明を適用した実施形態の研磨パッドを模式的に示す断面図である。
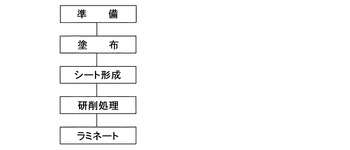
【図2】実施形態の研磨パッドの製造工程の概略を示す工程図である。
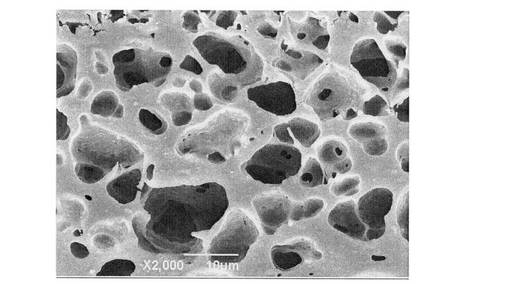
【図3】実施例1の研磨パッドを構成する樹脂シートの断面を拡大して示す電子顕微鏡写真である。
【発明を実施するための形態】
【0016】
以下、図面を参照して、本発明を適用した研磨パッドの実施の形態について説明する。
【0017】
(構成)
本実施形態の研磨パッド10は、図1に示すように、ポリウレタンポリウレア樹脂製の樹脂シート2を備えている。樹脂シート2は、湿式凝固法により形成されており、一面側に、被研磨物を研磨加工するための研磨面Spを有している。
【0018】
樹脂シート2を形成するポリウレタンポリウレア樹脂は、ポリイソシアネート化合物、ポリオール化合物およびアミン化合物を含む混合液の反応で形成されたものである。このポリウレタンポリウレア樹脂では、ウレア結合によるハードセグメントの含有率HSCが7〜35%の範囲を示す。ウレア結合によるハードセグメントの含有率HSCは、ポリイソシアネート化合物のイソシアネート基2官能あたりの平均分子量をMdi、ポリオール化合物の水酸基2官能あたりの平均分子量をMg、アミン化合物のアミノ基2官能あたりの平均分子量をMda、混合液におけるポリオール化合物の水酸基に対するポリイソシアネート化合物のイソシアネート基の当量比をrとしたときに、下式(1)で表される。
【0019】
【数2】
【0020】
樹脂シート2では、成膜時に形成されたスキン層が研削処理により除去されている。樹脂シート2の内部には、多数の微多孔3が略均等に形成されている。換言すれば、樹脂シート2は、多数の微多孔3が網目状に連通した多孔構造を有しており、マイクロポーラス状に形成されている。成膜時のスキン層が除去されて形成された研磨面Spには、微多孔3が開孔した開孔4が形成されている。なお、図1においては、説明をわかりやすくするために微多孔3のみを明確に示しているが、湿式凝固法による多孔構造ではほぼ同じ大きさで略均等に分散するように形成された微多孔が連通していることから、微多孔のみが明確に画定されるものではない。また、微多孔の大きさが厳密に同じ大きさで形成されるものではなくほぼ同じ大きさとなり、分散状態についても厳密に均等となるものでもない。
【0021】
また、樹脂シート2では、微多孔3が開孔することで研磨面Spに形成された開孔4の研磨面Spの単位面積あたりの平均孔径Bが、本例では、5〜40μmの範囲に調整されている。樹脂シート2では、ウレア結合によるハードセグメントの含有率HSCが7〜35%の範囲のポリウレタンポリウレア樹脂で湿式凝固法により成膜されていることから、ショアD硬度が20〜45度の範囲を示す。一方、日本工業規格(JIS K 6900「プラスチック−用語」)の定義によれば、指定条件のもとでの曲げ試験における弾性率が70MPaより大きくないものを軟質プラスチック、70〜700MPaのものを半硬質プラスチックと定められている。また、湿式凝固法により形成された一般的なウレタンシートでは、高くても50MPa程度までの弾性率を有している。これに対して、ショアD硬度が20〜45度の範囲を示す樹脂シート2では、弾性率が概ね50〜700MPaとなり、半硬質プラスチックに近い硬度の軟質プラスチックから半硬質プラスチックまでの範囲に相当する。
【0022】
このような樹脂シート2では、温度20℃の水に浸漬する前後の重量変化の浸漬前の重量に対する百分率で表される吸水率が、当該水に1時間浸漬したときに20%以上を示す。吸水率の調整は、湿式凝固法による樹脂シート2の作製時に、多孔構造の形成を調整することで行うことができる。
【0023】
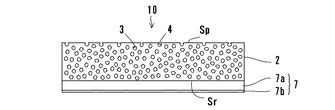
また、研磨パッド10は、樹脂シート2の研磨面Spと反対の面(以下、裏面Srという。)側に、研磨機に研磨パッド10を装着するための両面テープ7が貼り合わされている。両面テープ7は、例えば、ポリエチレンテレフタレート(以下、PETと略記する。)製フィルム等の可撓性フィルムの基材7aを有しており、基材7aの両面にアクリル系粘着剤等の粘着剤層(不図示)がそれぞれ形成されている。両面テープ7は、基材7aの一面側の粘着剤層で樹脂シート2と貼り合わされており、他面側(樹脂シート2と反対側)の粘着剤層が剥離紙7bで覆われている。なお、この両面テープ7の基材7aは、研磨パッド10の基材を兼ねている。
【0024】
(製造)
研磨パッド10は、湿式凝固法によりハードセグメントの含有率HSCが7〜35%の範囲のポリウレタンポリウレア樹脂で樹脂シート2を作製し、得られた樹脂シート2と両面テープ7とを貼り合わせることで製造される。すなわち、図2に示すように、樹脂溶液を準備する準備工程、成膜基材に樹脂溶液をシート状に塗布する塗布工程、樹脂溶液を凝固液中で凝固させシート状の樹脂を形成するシート形成工程、シート状の樹脂を洗浄した後、バフ処理を施し厚みを均一化する研削処理工程、得られた樹脂シート2と両面テープ7とを貼り合わせるラミネート工程を経て研磨パッド10が製造される。以下、工程順に説明する。
【0025】
(準備工程)
準備工程では、ポリウレタンポリウレア樹脂、この樹脂を溶解可能な水混和性の第1溶媒(第1の有機溶媒)、第2溶媒(第2の有機溶媒)および添加剤を混合し樹脂溶液を調製する。例えば、次のような手順で樹脂溶液を調製する。すなわち、ポリウレタンポリウレア樹脂が35重量%となるように第1溶媒に溶解させ、粘度調整および成膜時の第1溶媒と水との置換を遅らせるために第2溶媒を所定量添加する。第2溶媒としては、水に対する溶解度が第1溶媒より小さく、第1溶媒に溶解させたポリウレタンポリウレア樹脂を凝固(ゲル化)させることなく、均一となるように混合又は分散できるものを用いる。第2溶媒の添加量は、第1溶媒にポリウレタンポリウレア樹脂を溶解させた溶液の100部に対して20〜45部の範囲とすることが好ましい。
【0026】
第1溶媒としては、N,N−ジメチルホルムアミド(DMF)、N,N−ジメチルアセトアミド(DMAc)、テトラヒドロフラン(THF)、ジメチルスルホキシド(DMSO)、アセトンから選択される少なくとも1種を用いることができるが、本例では、DMAcを用いる。第2溶媒としては、酢酸エチル、イソプロピルアルコール等を挙げることができるが、本例では、酢酸エチルを用いる。一方、ポリウレタンポリウレア樹脂としては、ポリイソシアネート化合物、ポリオール化合物およびアミン化合物を反応させたものを用いることができる。本例では、ジフェニルメタン−4,4’−ジイソシアネート(MDI)−ポリエーテルポリオール化合物−1,4−ブタンジオール−エチレンジアミン−ジエチルアミン系でハードセグメント含有率HSCが7.1%のポリウレタンポリウレア樹脂を用いる。添加剤としては、微多孔3の大きさや多孔構造の形成を調整するため、カーボンブラック等の顔料、孔形成を促進させる親水性活性剤、樹脂の凝固再生を安定化させる疎水性活性剤等を用いることができる。
【0027】
ここで、ウレア結合によるハードセグメントの含有率HSCについて説明する。上述したように、含有率HSCは、式(1)で表すことができる。すなわち、含有率HSCは、樹脂シート2の形成に用いるポリウレタンポリウレア樹脂の原料となるポリイソシアネート化合物、ポリオール化合物およびアミン化合物の配合比から算出することができる。換言すれば、各原料化合物の配合比により含有率HSCを調整することができる。この配合比は、得られた樹脂シート2の核磁気共鳴(NMR)スペクトル等による構造解析によって得ることもできるため、樹脂シート2の形成後でも含有率HSCを確認することができる。ポリウレタンポリウレア樹脂では、ウレア結合によるハードセグメントの含有率HSCが7〜35%の範囲に調整されるが、含有率HSCが7%に満たないと、十分な硬度を得ることができず被研磨物の研磨加工において所望の平坦性を得ることが難しくなる。反対に、含有率HSCが35%を超えると、硬くなりすぎて、被研磨物の加工面に研磨傷(スクラッチ)が発生しやすく、また、樹脂調製時の重合斑を招きやすくなる。この結果、樹脂シートの均一性が損なわれ、被研磨物の研磨加工において所望の平坦性を得ることが難しくなる。従って、含有率HSCが7〜35%の範囲となるように、各原料化合物の種類や配合比を調整しポリウレタンポリウレア樹脂を得る。なお、一般的には、ウレタン結合によるハードセグメントも考えられるが、本例では、ウレア結合によるものを対象とする。
【0028】
原料化合物のポリイソシアネート化合物としては、分子内に2つ以上のイソシアネート基を有していれば特に制限されるものではない。例えば、トリレンジイソシアネート(TDI)、MDI、キシリレンジイソシアネート、ナフタレン−1,5−ジイソシアネート、p−フェニレンジイソシアネート、ジベンジルジイソシアネート、ジフェニルエーテルジイソシアネート、m−テトラメチルキシリレンジイソシアネート、p−テトラメチルキシリレンジイソシアネート等の芳香族ジイソシアネートモノマ類、トリフェニルメタントリイソシアネート等の芳香族トリイソシアネートモノマ類、水添トリレンジイソシアネート、水添ジフェニルメタン−4,4’−ジイソシアネート(水添MDI)、水添キシリレンジイソシアネート、シクロヘキシル−1,4−ジイソシアネート、イソホロンジイソシアネート等の脂環式ジイソシアネートモノマ類、1,4−テトラメチレンジイソシアネート、1,6−ヘキサメチレンジイソシアネート等の脂肪族ジイソシアネートモノマ類等を挙げることができる。また、これらの2種以上を用いてもよく、これらのジイソシアネートモノマ類による3官能以上のポリイソシアヌレート型多価イソシアネートまたはビューレット型多価イソシアネート等の各種の変性多価イソシアネート類を用いることもできる。
【0029】
このようなポリイソシアネート化合物と反応させるポリオール化合物としては、低分子量ポリオール化合物と高分子量ポリオール化合物が挙げられる。低分子量ポリオール化合物としては、ジオール化合物、トリオール化合物等であればよく、例えば、エチレングリコール、ブチレングリコール、1,4−ブタンジオール(1,4−BD)、ジエチレングリコール(DEG)等を挙げることができる。高分子量ポリオール化合物としては、ポリエチレングリコール(PEG)、ポリプロピレングリコール(PPG)、ポリテトラメチレングリコール(PTMG)等のポリエーテルポリオール化合物、エチレングリコールとアジピン酸との反応物やブチレングリコールとアジピン酸との反応物等のポリエステルポリオール化合物、ポリカーボネートポリオール化合物、ポリカプロラクトンポリオール化合物等を挙げることができる。また、これらの2種以上を用いてもよいが、高分子量ポリオール化合物を主成分とし、副成分として低分子量ポリオール化合物を含むようにすることで、得られる樹脂シートの多孔構造の均一化を図ることができる。副成分である低分子量ポリオール化合物の配合割合は、全ポリオール化合物の水酸基当量に対する低分子量ポリオール化合物の水酸基当量で5〜50%の範囲とすることが望ましい。
【0030】
また、ポリイソシアネート化合物と反応させるアミン化合物としては、一般的なアミン系鎖伸長剤であるポリアミン化合物と、アミン系末端停止剤であるモノアミン化合物を挙げることができる。ポリアミン化合物としては、脂肪族や芳香族のポリアミン化合物を使用することができるが、例えば、エチレンジアミン(EDA)、プロピレンジアミン、ヘキサメチレンジアミン、イソホロンジアミン、ジシクロヘキシルメタン−4,4’−ジアミン、3,3’−ジクロロ−4,4’−ジアミノジフェニルメタン(MOCA)、MOCAと同様の構造を有するポリアミン化合物等を挙げることができる。また、ポリアミン化合物が水酸基を有していてもよく、このようなアミン系化合物として、例えば、2−ヒドロキシエチルエチレンジアミン、2−ヒドロキシエチルプロピレンジアミン、ジ−2−ヒドロキシエチルエチレンジアミン、ジ−2−ヒドロキシエチルプロピレンジアミン、2−ヒドロキシプロピルエチレンジアミン、ジ−2−ヒドロキシプロピルエチレンジアミン等を挙げることができる。また、これらの2種以上を用いてもよい。一方、モノアミン化合物としては、ジメチルアミン、メチルエチルアミン、ジエチルアミン(DEA)、メチル−n−プロピルアミン、メチルイソプロピルアミン、ジイソプロピルアミン、ジ−n−ブチルアミン、ジ−n−ヘキシルアミン、ジシクロヘキシルアミン等を挙げることができる。また、モノアミン化合物が水酸基を有していてもよく、このようなアミン系化合物として、例えば、エタノールアミン、ジエタノールアミン、2−(メチルアミノ)エタノール、1−アミノ−2−プロパノール等を挙げることができる。アミン化合物としては、ポリアミン化合物の単独でもよいが、ポリアミン化合物とモノアミン化合物とを併用することで、重合斑を抑制することができる。モノアミン化合物の配合割合を、全アミン化合物のアミノ基当量に対するモノアミン化合物のアミノ基当量で3〜12%の範囲とすることが望ましい。
【0031】
各原料化合物を混合し反応させることでポリウレタンポリウレア樹脂を調製する。重合条件は、特に制限されるものではないが、得られるポリウレタンポリウレア樹脂の重量平均分子量が10,000〜200,000程度の範囲となるように温度や時間を調整する。このような分子量範囲であれば、本例で用いる有機溶媒のDMAcに5〜40重量%程度の濃度で溶解させたときに、粘度範囲が5〜500Pa・sとなる。調製したポリウレタンポリウレア樹脂および添加剤を第1溶媒のDMAcに溶解させた後、第2溶媒の酢酸エチルを添加して均一に混合し、減圧下で脱泡することで樹脂溶液を得る。
【0032】
(塗布工程)
塗布工程では、準備工程で得られた樹脂溶液を常温下でナイフコータ等の塗布装置により帯状の成膜基材にシート状に均一な厚さとなるように塗布する。このとき、ナイフコータ等と成膜基材との間隙(クリアランス)を調整することで、樹脂溶液の塗布厚さ(塗布量)を調整する。成膜基材としては、布帛や不織布等を用いることもできるが、本例では、PET製フィルムを用いる。
【0033】
(シート形成工程)
シート形成工程では、成膜基材に塗布された樹脂溶液を、樹脂に対して貧溶媒である水を主成分とする凝固液(水系凝固液)に連続的に案内する。凝固液には、樹脂の凝固再生速度を調整するために、樹脂溶液に用いた有機溶媒やそれ以外の極性溶媒等の有機溶媒を添加してもよい。本例では、DMAcの5重量%を含む水溶液を使用する。凝固液中で樹脂溶液が凝固し、多孔構造を有するシート状のポリウレタンポリウレア樹脂が再生する。凝固液中では、まず、樹脂溶液と凝固液との界面に皮膜が形成され、皮膜の直近の樹脂中に緻密な微多孔状のスキン層が形成される。その後、樹脂溶液中の第1溶媒、第2溶媒の凝固液中への拡散と、樹脂中への水の浸入との協調現象、すなわち、溶媒置換によりポリウレタンポリウレア樹脂の再生が進行する。第2溶媒の酢酸エチルは、水に対する溶解度が第1溶媒のDMAcより小さいため、凝固液中への溶出がDMAcより遅くなる。また、樹脂溶液では、酢酸エチルを添加した分、樹脂に対するDMAc量が相対的に少なくなる。このため、DMAcおよび酢酸エチルと凝固液との置換速度が遅くなるので、得られる樹脂シートのスキン層より内側には、微多孔3が略均等に形成される。換言すれば、DMAcおよび酢酸エチルの脱溶媒に伴いポリウレタンポリウレア樹脂が再生されるため、微多孔3が網目状に連通する。得られたシート状のポリウレタンポリウレア樹脂(以下、成膜樹脂という。)を、適当な長さに切断して平置きしておく。
【0034】
(研削処理工程)
図2に示すように、研削処理工程では、成膜樹脂を水等の洗浄液中で洗浄して成膜樹脂中に残留する第1および第2溶媒を除去した後の成膜樹脂の表面に形成されたスキン層側にバフ処理により厚みを均一化させる研削処理を施す。すなわち、圧接治具の略平坦な表面を成膜樹脂のスキン層と反対側の面に圧接し、スキン層側にバフ処理を施す。これにより、一部の微多孔3が研磨面Spで開孔し、樹脂の厚みが均一化された樹脂シート2が得られる。
【0035】
(ラミネート工程)
ラミネート工程では、研削処理後の樹脂シート2と両面テープ7とが貼り合わされる。このとき、樹脂シート2の裏面Srと、両面テープ7の一側の粘着剤層とが貼り合わされる。そして、円形や角形等の所望の形状、サイズに裁断した後、キズや汚れ、異物等の付着がないことを確認する等の検査を行い、研磨パッド10を完成させる。
【0036】
被研磨物、例えば、半導体デバイスの研磨加工を行うときは、研磨機の研磨定盤に研磨パッド10を装着する。研磨定盤に研磨パッド10を装着するときは、剥離紙7bを取り除き、露出した粘着剤層で貼着する。研磨定盤と対向配置された保持定盤に被研磨物を保持させる。研磨定盤および保持定盤間で被研磨物を加圧し、スラリを供給しながら研磨定盤ないし保持定盤を回転させることで、被研磨物の加工面を研磨加工する。
【0037】
(作用等)
次に、本実施形態の研磨パッド10の作用等について説明する。
【0038】
本実施形態では、樹脂シート2が、湿式凝固法により、ウレア結合によるハードセグメントの含有率HSCが7〜35%のポリウレタンポリウレア樹脂で形成されている。このため、本来湿式凝固法で得られる成膜樹脂が軟質であるのに対して、樹脂シート2の硬度を高めることができ、ショアD硬度を20〜45度の範囲とすることができる。この硬度範囲は、ショアA硬度としては概ね65〜90度の範囲となり、従来の湿式凝固法による軟質樹脂シートのショアA硬度が10〜40度程度であることと比べると格段に大きい範囲である。また、末端イソシアネート基を有するイソシアネート化合物と鎖伸長剤とを反応させる、いわゆる乾式成型法により形成される硬質ウレタン発泡体では、ショアD硬度が50度を超えることから、本実施形態の樹脂シート2が湿式凝固法で得られるにもかかわらず乾式成型法によるものに近くなる。従って、従来軟質のシートでは被研磨物の外縁部が過度に研磨加工され平坦性を低下させることが見られたのに対して、樹脂シート2を用いた研磨パッド10では外縁部における過度の研磨加工を抑制することができる。
【0039】
また、本実施形態では、湿式凝固法による成膜時に、ポリウレタンポリウレア樹脂を溶解させる溶媒として、第1溶媒および第2溶媒が用いられる。このため、凝固液中では、第2溶媒が配合された分で、第1および第2溶媒と凝固液(水)との置換が遅くなる。これにより、得られる樹脂シート2では、微多孔3が略均等に形成され、多孔構造が形成される。樹脂シート2の研磨面Spでは、バフ処理によりスキン層が除去されて微多孔3が開孔しており、開孔4が形成されている。このため、研磨加工時に供給される研磨スラリを開孔4で保持しつつ研磨面Sp内で均等に分散供給することができ、被研磨物の平坦性向上を図ることができる。また、研磨加工時には、研磨屑が生じるが、乾式成型法により形成された独立発泡タイプの硬質発泡体では、研磨面に形成された開孔が研磨屑や研磨スラリ中の砥粒により閉塞されるおそれがある。開孔が閉塞されると、凝集物が生じ被研磨物の加工面にスクラッチを生じさせることとなる。これに対して、本実施形態の研磨パッド10では、樹脂シート2が微多孔3が網目状に連通した多孔構造を有しているため、研磨屑等が開孔4から微多孔3を通じて樹脂シート2の内部に分散することができる。これにより、開孔4が目詰まりしにくくなるため、研磨加工を中断して行う必要のあるドレッシング作業を軽減することができる。また、研磨面Spでの研磨屑の滞留が抑制されるので、被研磨物に対するスクラッチ等の発生を抑制することができる。従って、研磨加工の効率を向上させることができるうえ、長期安定的に研磨加工を継続することができる。
【0040】
更に、本実施形態では、樹脂シート2が、温度20℃の水に1時間浸漬したときの吸水率が20%以上を示す。このため、研磨加工時に供給されるスラリに対する馴染みがよく、研磨加工の初期から十分な研磨性能を発揮することができる。また、吸水率が20%以上であることから、上述した研磨屑等の樹脂シート2の内部への分散が十分可能であることがわかる。スラリに対する馴染みや研磨屑等の分散性を考慮すれば、吸水率を25%以上に調整することが好ましい。反対に、吸水率が高すぎた場合には、樹脂シート2が膨潤することがあり、また、硬度を保てなくなるため、吸水率を70%以下に調整することが好ましい。
【0041】
また更に、従来湿式凝固法により厚み方向に長さを有する円錐状のセルが形成された場合は、研磨加工時にかけられる研磨圧でセルが変形しやすくクッション性を発揮する。一方、乾式成型法により形成された独立発泡タイプの硬質発泡体の場合は、変形しにくくクッション性が十分とはいえない。これらに対して、本実施形態の樹脂シート2では、多孔構造を有しているため、微多孔3の変形量としては従来の湿式凝固法によるものより小さくなり、クッション性も小さくなる。ところが、乾式成型法によるものと比べると、多孔構造の樹脂シート全体として変形量が大きくなり、クッション性を得ることができる。従って、乾式成型法によるものに近い硬度を持ちながら、クッション性をも発揮することができる。
【0042】
更にまた、本実施形態では、上述した式(1)で表されるハードセグメントの含有率HSCを7〜35%に調整したポリウレタンポリウレア樹脂が樹脂シート2の作製に用いられる。含有率HSCの調整は、イソシアネート化合物、ポリオール化合物およびアミン化合物の配合割合の調整により可能であり、架橋剤を配合することなくショアD硬度を20〜45度の範囲に高めることができる。このため、樹脂溶液の溶媒として第1および第2溶媒を用いること以外は、従来用いられた湿式凝固法の工程を変えることなく、多孔構造を有する樹脂シート2を確実に作製することができる。
【0043】
なお、本実施形態では、ポリウレタンポリウレア樹脂の湿式凝固法による樹脂シート2を用いる例を示したが、本発明はポリウレタンポリウレア樹脂が主成分として配合されていればよく、例えば、ポリウレタンポリウレア樹脂以外に、ポリウレタン樹脂、アクリル樹脂、塩化ビニル樹脂、サルホン樹脂、アシル化多糖類樹脂等の他の樹脂をブレンドして用いることも可能である。このような場合は、主成分であるポリウレタンポリウレア樹脂を50重量%以上、好ましくは70重量%以上配合することが好ましい。
【0044】
また、本実施形態では、準備工程でポリウレタンポリウレア樹脂の溶解に、第1溶媒としてDMAcを、第2溶媒として酢酸エチルをそれぞれ用いる例を示したが、本発明はこれらに限定されるものではない。第1溶媒としては、上述したDMSOやTHFを用いることも可能であるが、得られる樹脂シート2の硬度アップや高密度化を考慮すれば、第1溶媒としてDMAcまたはNMPを用いることが好ましい。一方、第2溶媒としては、水に対する溶解度が第1溶媒より小さく、第1溶媒に溶解させたポリウレタンポリウレア樹脂を凝固させることのない溶媒であればよく、例えば、酢酸エチル以外にイソプロピルアルコールを用いてもよい。
【0045】
更に、本実施形態では、樹脂溶液の調製に第1および第2溶媒を用いることで、シート形成工程における溶媒の置換速度を遅くし、多孔構造の樹脂を再生させる例を示したが、本発明はこれに制限されるものではない。多孔構造の樹脂を再生させるために、第2溶媒を配合することに代えて、凝固液の組成を変えるようにしてもよい。すなわち、水に第1溶媒を5〜50重量%の割合で混合させた凝固液を用いるようにすれば、樹脂溶液からの第1溶媒の脱溶媒を凝固液中に混合された第1溶媒により抑制することができる。このため、樹脂溶液中の第1溶媒と、凝固液中の水との置換速度が遅くなり、本実施形態と同様の多孔構造の樹脂を再生させることができる。
【0046】
また更に、本実施形態では、特に言及していないが、樹脂シート2の裏面Sr側にバフ処理やスライス処理を施すようにしてもよい。バフ処理やスライス処理により樹脂シート2の厚さを均一化することができるため、被研磨物に対する押圧力を均等化し、被研磨物の平坦性を向上させることができる。また、本実施形態では、特に言及していないが、樹脂シート2の表面Sp側に研磨液の供給と研磨屑の排出を促すように、溝加工やエンボス加工を施してもよい。
【0047】
更にまた、本実施形態では、樹脂シート2の裏面Sr側に基材7aを有する両面テープ7を貼り合わせ、基材7aが研磨パッド10の基材を兼ねる例を示したが、本発明はこれに限定されるものではない。例えば、両面テープ7に代えて粘着剤のみを配しておくようにしても、研磨機への装着を行うことができる。また、両面テープ7と樹脂シート2との間に別の基材を貼り合わせるようにしてもよい。研磨パッド10の搬送時や定盤への装着時の取扱いを考慮すれば、基材を有していることが好ましい。
【0048】
また、本実施形態では、特に言及していないが、樹脂シート2が、少なくとも一部に、被研磨物の研磨加工状態を光学的に検出するための光透過を許容する光透過部を有するようにしてもよい。この光透過部は、樹脂シート2の厚みtの全体にわたり貫通するように形成されていることが好ましい。このようにすれば、例えば、研磨機側に備えられた発光ダイオード等の発光素子、フォトトランジスタ等の受光素子により、研磨加工中に光透過部を通して被研磨物の加工面の研磨加工状態を検出することができる。これにより、研磨加工の終点を適正に検出することができ、研磨効率の向上を図ることができる。
【実施例】
【0049】
以下、本実施形態に従い製造した研磨パッド10の実施例について説明する。なお、比較のために製造した比較例の研磨パッドについても併記する。
【0050】
(実施例1)
実施例1では、下表1に示すように、樹脂シート2の作製に、数平均分子量2000のPTMGの860部、1,4−BDの4部、MDIの179部、EDAの14部およびDEAの1部の反応で得られたポリウレタンポリウレア樹脂を用いた。得られたポリウレタンポリウレア樹脂のウレア結合によるハードセグメントの含有率HSCは、上述した式(1)により、7.1%となる。この反応では、イソシアネート基に対する活性水素基の比を示すR値が1となる。また、高硬度で多孔構造を形成するために、樹脂溶液の第1溶媒にDMAcを、第2溶媒に酢酸エチルをそれぞれ用いて固形分濃度を35重量%とし、凝固液をDMAcの5重量%含む水溶液とした。樹脂溶液を成膜基材に塗布する際に塗布装置のクリアランスを1.6mmに設定した。凝固再生後に表面バフ処理を行い、得られた厚さ1.3mmの樹脂シート2と両面テープ7とを貼り合わせ研磨パッド10を製造した。
【0051】
【表1】
【0052】
(実施例2)
実施例2では、表1に示すように、樹脂シート2の作製に、数平均分子量1000のPTMGの580部、DEGの61部、TDIの316部、水添MDIの88部、MOCAの235部およびDEAの17部の反応で得られたポリウレタンポリウレア樹脂を用いた以外は実施例1と同様にして研磨パッド10を製造した。この反応ではR値が1となる。実施例2で用いたポリウレタンポリウレア樹脂のウレア結合によるハードセグメントの含有率HSCは、上述した式(1)により、33.8%となる。
【0053】
(実施例3)
実施例3では、表1に示すように、樹脂シート2の作製に、数平均分子量1000のPTMGの580部、DEGの61部、TDIの316部、水添MDIの88部およびMOCAの265部の反応で得られたポリウレタンポリウレア樹脂を用いた以外は実施例1と同様にして研磨パッド10を製造した。この反応ではR値が1となる。実施例3で用いたポリウレタンポリウレア樹脂のウレア結合によるハードセグメントの含有率HSCは、上述した式(1)により、34.5%となる。
【0054】
(比較例1)
比較例1では、表1に示すように、樹脂シートの作製に、数平均分子量2000のPTMGの860部、1,4−BDの26部およびMDIの179部の反応で得られたポリウレタン樹脂を用いた以外は実施例1と同様にして研磨パッドを製造した。この反応ではR値が1となる。比較例1で用いたポリウレタン樹脂では、ウレア結合が形成されず、ウレア結合によるハードセグメントの含有率HSCが0%となる。すなわち、比較例1は、従来用いられた軟質のウレタンシートを有する研磨パッドである。
【0055】
(比較例2)
比較例2では、樹脂シートの作製に、数平均分子量1000のPTMGの539部、DEGの57部、TDIの316部、水添MDIの88部およびMOCAの285部の反応で得られたポリウレタンポリウレア樹脂を用いた以外は実施例1と同様にして研磨パッドを製造した。この反応ではR値が1となる。比較例2で用いたポリウレタンポリウレア樹脂のウレア結合によるハードセグメントの含有率HSCは、上述した式(1)により、38.0%となる。
【0056】
(評価1)
各実施例および比較例の研磨パッドと、比較例3として硬質独立発泡タイプの研磨パッド(ニッタ・ハース製IC1000、ショアD硬度:55度、ウレア結合によるハードセグメントの含有率HSC:38.0%)とについて、ショアD硬度および吸水率について評価した。ショアD硬度の測定では、樹脂シート2から試料片(10cm×10cm)を切り出し、複数枚の試料片を厚さが4.5mm以上となるように重ね、D型硬度計(日本工業規格、JIS K 7311)にて測定した。例えば、1枚の試料片の厚さが1.3mmの場合は、4枚の試料を重ねて測定した。吸水率の測定では、樹脂シート2から切り出した試料片(10cm×10cm)の重量を測定した後、温度20℃の水に1時間浸漬する。浸漬後の試料片を取り出し、表面に付着した水を拭い取り重量を測定する。浸漬前後の重量変化の浸漬前の重量に対する百分率を吸水率とし、10枚の試料の平均値を算出した。ショアD硬度および吸水率の測定結果を下表2に示す。
【0057】
【表2】
【0058】
表2に示すように、比較例1では、ショアD硬度が16.8度の比較的軟質のもので、吸水率が35.2%を示した。また、比較例2では、ショアD硬度が56.2度を示しかなり硬質のものとなり、吸水率が32.3%を示した。比較例3では、ショアD硬度が55.0度を示し、独立発泡タイプのため、吸水率が7.5%を示したに過ぎなかった。これに対して、実施例1では、ショアD硬度が22.8度となり比較例1より硬度が高められ、吸水率が38.2%を示した。実施例1の研磨パッド10を構成する樹脂シート2の断面を走査型電子顕微鏡にて観察した結果、図3に示すように、多数の微多孔3が網目状に連通した多孔構造を有していることが確認された。また、実施例2、実施例3でも、ショアD硬度がそれぞれ44.0度、44.5度となり比較例1より硬度が高められ、吸水率がそれぞれ29.3%、28.4%を示した。このことから、実施例1〜実施例3では、各比較例のものと比べて、被研磨物の外縁部が過度に研磨加工されることを低減して平坦性を向上させることが期待できる。
【0059】
(評価2)
実施例1〜実施例3および比較例1〜比較例3の研磨パッドをそれぞれ用いたハードディスク用アルミニウム基板の研磨加工を、以下の条件で行い、ロールオフ、スクラッチの有無により研磨性能を評価した。ロールオフは、被研磨物の外縁部が中心部より過度に研磨加工されることで生じ、平坦性を評価するための測定項目の1つである。測定方法としては、例えば、光学式表面粗さ計にて外周端部から中心に向かい0.5mmの位置より半径方向に1.5mmの範囲で2次元プロファイル像を得る。得られた2次元プロファイル像において、半径方向をX軸、厚み方向をY軸としたときに、外周端部からX=0.5mmおよびX=1.5mmの座標位置のY軸の値がY=0となるようにレベリング補正し、このときの2次元プロファイル像のX=0.5〜1.5mm間におけるPV値を求めた。ロールオフの測定には、表面粗さ測定機(Zygo社製、型番New View 5022)を使用した。スクラッチの有無は、研磨加工を20回繰り返した後の被研磨物を目視にて判定した。ロールオフ、スクラッチの有無の測定結果を表2にあわせて示す。
使用研磨機:スピードファム社製、9B−5Pポリッシングマシン
回転数:(定盤)30r/m
研磨圧力:90g/cm2
研磨剤:コロイダルシリカスラリ(平均粒子径:0.05μm)
被研磨物:95mmφハードディスク用アルミニウム基板
研磨時間:300秒間
【0060】
表2に示すように、比較例1では、スクラッチは認められないものの、ロールオフが12.5nmを示しており、被研磨物の外縁部で十分な平坦性が得られなかった。また、比較例2、比較例3では、ロールオフは比較例1より優れるものの硬すぎるため、スクラッチの発生が認められた。特に、比較例3では、独立発泡タイプのため、スクラッチの発生が多く認められた。これに対して、実施例1〜実施例3では、スクラッチが認められないことはもちろん、ロールオフが6.7〜7.3nmと改善され、平坦性精度が向上した。これは、ウレア結合によるハードセグメントの含有率HSCが7〜35%のポリウレタンポリウレア樹脂を用いて樹脂シート2を作製したことで高硬度化されているうえ、多孔構造による吸水率が25〜40%の範囲を示したためと考えられる。中でも、アミン化合物としてモノアミン化合物を配合した実施例1、実施例2では平坦性精度の向上に優れることが明らかとなった。
【産業上の利用可能性】
【0061】
本発明は研磨面での開孔の閉塞を抑制し被研磨物の平坦性向上を図ることができる研磨パッドおよび該研磨パッドの製造方法を提供するものであるため、研磨パッドの製造、販売に寄与するので、産業上の利用可能性を有する。
【符号の説明】
【0062】
Sp 研磨面
2 樹脂シート
3 微多孔
4 開孔
10 研磨パッド
【技術分野】
【0001】
本発明は研磨パッドおよび研磨パッドの製造方法に係り、特に、湿式凝固法により形成され被研磨物を研磨加工するための研磨面を有する樹脂シートを備えた研磨パッドおよび該研磨パッドの製造方法に関する。
【背景技術】
【0002】
従来半導体デバイス等の各種材料では、平坦性を確保するために研磨パッドを使用した研磨加工が行われている。半導体デバイスの製造では、通常、銅(Cu)配線の層や絶縁層が順次形成され多層化されるが、各層を形成した後の表面(加工面)に研磨加工が行われている。近年では、半導体回路の集積度が急激に増大するにつれて高密度化を目的とした微細化や多層配線化が進められており、加工面を一層高度に平坦化する技術が重要となっている。
【0003】
一般に、半導体デバイスの製造では、化学的機械的研磨(以下、CMPと略記する。)法が用いられている。CMP法では、通常、砥粒(研磨粒子)をアルカリ溶液または酸溶液に分散させたスラリ(研磨液)が供給される。すなわち、被研磨物(の加工面)は、スラリ中の砥粒による機械的研磨作用と、アルカリ溶液または酸溶液による化学的研磨作用とで平坦化される。
【0004】
CMP法による半導体デバイスの研磨加工では、通常、乾式成型法により形成され、被研磨物を研磨加工するための研磨面に開孔が形成された樹脂シートを備えた研磨パッドが用いられている。研磨加工時には、研磨面に形成された開孔に砥粒が保持されつつ加工面内に分散するように供給されることで加工面の平坦化が図られている。換言すれば、半導体デバイス用の研磨パッドには、研磨面に開孔が形成されていることが不可欠となる。このような開孔は、乾式成型法により樹脂製の発泡体を形成し、得られた発泡体の表面を研削処理すること、または、発泡体をスライス処理することにより形成することができる。乾式成型法により発泡体を形成する技術として、例えば、成型時の樹脂溶液中に中空微粒子を添加しておく技術が開示されている(特許文献1、特許文献2、特許文献3、特許文献4、特許文献5参照)。また、樹脂溶液に水を添加しておくことで成型時に気体を発生させる技術(例えば、特許文献6参照)、樹脂溶液に不活性気体を分散させて成型する技術(例えば、特許文献7参照)、樹脂溶液に水溶性微粒子を添加しておく技術(例えば、特許文献8参照)等も開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許3013105号公報
【特許文献2】特許3425894号公報
【特許文献3】特許3801998号公報
【特許文献4】特開2006−186394号公報
【特許文献5】特開2007−184638号公報
【特許文献6】特開2005−68168号公報
【特許文献7】特許3455208号公報
【特許文献8】特開2000−34416号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1〜特許文献8の技術では、いずれも乾式成型法により形成されるため、得られる樹脂シートが硬質で独立発泡タイプのものが主体となる。このため、研磨面に形成された開孔が砥粒や研磨屑等により目詰まりし閉塞しやすくなる、という問題がある。開孔が閉塞すると、砥粒等が凝集しやすくなり、結果として、被研磨物の加工面に研磨キズ(スクラッチ)を生じるおそれがある。半導体デバイスの研磨加工では、スクラッチが生じると配線を切断するおそれがあり、致命的な欠点となる。研磨加工を中断し、表面をドレッシングすれば、開孔が再生され研磨加工の継続が可能となるが、ドレッシングが必須となることで研磨効率を低下させることとなる。また、硬質の樹脂シートでは、クッション性が不十分なため、クッション性を有する別のシートと貼り合わせることが必要となる。一方、乾式成型法による樹脂シートと比べて、湿式凝固法による樹脂シートでは、一般に厚み方向に縦長の発泡が形成されることでクッション性が得られやすくなる。その反面、柔軟性を有することで被研磨物の外縁部で平坦性が低下しやすく、縁ダレ、ディッシングやエロージョンをも招きやすくなる。上述したように、半導体デバイスの加工面に要求される平坦性の高度化に伴い、CMP法による研磨精度や研磨効率等の研磨性能に対する要求も高まっており、これにつれ研磨パッドの開孔径も微細化、均一化が求められるようになってきている。さらには、歩留りを向上させ効率的な製造を目指すうえで、スクラッチ等の致命的な欠点を抑制することができる研磨パッドが切望されている。
【0007】
本発明は上記事案に鑑み、研磨面での開孔の閉塞を抑制し被研磨物の平坦性向上を図ることができる研磨パッドおよび該研磨パッドの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の第1の態様は、湿式凝固法により形成され被研磨物を研磨加工するための研磨面を有する樹脂シートを備えた研磨パッドにおいて、前記樹脂シートは、ウレア結合によるハードセグメントの含有率HSCが7%〜35%の範囲のポリウレタンポリウレア樹脂を主成分とし形成されており、かつ、微多孔が網目状に連通した多孔構造を有しており、前記研磨面に前記微多孔の開孔が形成されていることを特徴とする。
【0009】
第1の態様では、湿式凝固法によりウレア結合によるハードセグメントの含有率HSCが7%〜35%の範囲のポリウレタンポリウレア樹脂を主成分とし樹脂シートが形成されたことで硬度が高められるとともに、多孔構造を有し研磨面に微多孔の開孔が形成されたことで、研磨加工時に生じる研磨屑が研磨面の開孔から網目状に連通した微多孔を通じて樹脂シート内部に分散され、研磨面の開孔が閉塞しにくくなるため、被研磨物に対する研磨キズの発生を抑制し平坦性向上を図ることができる。
【0010】
第1の態様において、樹脂シートのウレア結合によるハードセグメントの含有率HSCを下式1で表すことができる。樹脂シートのショアD硬度を20度〜45度の範囲とすることができる。また、樹脂シートでは研磨面に形成された開孔の単位面積あたりの平均孔径を5μm〜40μmの範囲としてもよい。このとき、樹脂シートでは温度20℃の水に1時間浸漬する前後の重量変化の浸漬前の重量に対する百分率で表される吸水率を20%以上とすることができる。ポリウレタンポリウレア樹脂をポリイソシアネート化合物、ポリオール化合物およびアミン化合物を含む混合物の反応で形成されたものとすることができる。このとき、アミン化合物をポリアミン化合物およびモノアミン化合物を含むようにしてもよい。
【0011】
【数1】
【0012】
また、本発明の第2の態様は、第1の態様の研磨パッドの製造方法であって、ポリイソシアネート化合物、ポリオール化合物およびアミン化合物を含む混合物の反応により得られるポリウレタンポリウレア樹脂と、前記ポリウレタンポリウレア樹脂を溶解可能な第1の有機溶媒と、前記第1の有機溶媒より水に対する溶解度が小さく前記ポリウレタンポリウレア樹脂の凝固を抑制する第2の有機溶媒とを含む樹脂溶液を準備する準備ステップと、前記準備ステップで準備した樹脂溶液を基材に均一な厚みとなるように塗布する塗布ステップと、前記塗布ステップで基材に塗布された樹脂溶液を、水を主成分とする凝固液に案内し、樹脂シートを形成するシート形成ステップと、を含むことを特徴とする。
【0013】
第2の態様において、準備ステップで準備する第1の有機溶媒を、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、テトラヒドロフラン、ジメチルスルホキシドおよびアセトンから選択される少なくとも1種とすることができる。このとき、準備ステップで準備する第2の有機溶媒を、酢酸エチルまたはイソプロピルアルコールとしてもよい。
【発明の効果】
【0014】
本発明によれば、湿式凝固法によりウレア結合によるハードセグメントの含有率HSCが7%〜35%の範囲のポリウレタンポリウレア樹脂を主成分とし樹脂シートが形成されたことで硬度が高められるとともに、多孔構造を有し研磨面に微多孔の開孔が形成されたことで、研磨加工時に生じる研磨屑が研磨面の開孔から網目状に連通した微多孔を通じて樹脂シート内部に分散され、研磨面の開孔が閉塞しにくくなるため、被研磨物に対する研磨キズの発生を抑制し平坦性向上を図ることができる、という効果を得ることができる。
【図面の簡単な説明】
【0015】
【図1】本発明を適用した実施形態の研磨パッドを模式的に示す断面図である。
【図2】実施形態の研磨パッドの製造工程の概略を示す工程図である。
【図3】実施例1の研磨パッドを構成する樹脂シートの断面を拡大して示す電子顕微鏡写真である。
【発明を実施するための形態】
【0016】
以下、図面を参照して、本発明を適用した研磨パッドの実施の形態について説明する。
【0017】
(構成)
本実施形態の研磨パッド10は、図1に示すように、ポリウレタンポリウレア樹脂製の樹脂シート2を備えている。樹脂シート2は、湿式凝固法により形成されており、一面側に、被研磨物を研磨加工するための研磨面Spを有している。
【0018】
樹脂シート2を形成するポリウレタンポリウレア樹脂は、ポリイソシアネート化合物、ポリオール化合物およびアミン化合物を含む混合液の反応で形成されたものである。このポリウレタンポリウレア樹脂では、ウレア結合によるハードセグメントの含有率HSCが7〜35%の範囲を示す。ウレア結合によるハードセグメントの含有率HSCは、ポリイソシアネート化合物のイソシアネート基2官能あたりの平均分子量をMdi、ポリオール化合物の水酸基2官能あたりの平均分子量をMg、アミン化合物のアミノ基2官能あたりの平均分子量をMda、混合液におけるポリオール化合物の水酸基に対するポリイソシアネート化合物のイソシアネート基の当量比をrとしたときに、下式(1)で表される。
【0019】
【数2】
【0020】
樹脂シート2では、成膜時に形成されたスキン層が研削処理により除去されている。樹脂シート2の内部には、多数の微多孔3が略均等に形成されている。換言すれば、樹脂シート2は、多数の微多孔3が網目状に連通した多孔構造を有しており、マイクロポーラス状に形成されている。成膜時のスキン層が除去されて形成された研磨面Spには、微多孔3が開孔した開孔4が形成されている。なお、図1においては、説明をわかりやすくするために微多孔3のみを明確に示しているが、湿式凝固法による多孔構造ではほぼ同じ大きさで略均等に分散するように形成された微多孔が連通していることから、微多孔のみが明確に画定されるものではない。また、微多孔の大きさが厳密に同じ大きさで形成されるものではなくほぼ同じ大きさとなり、分散状態についても厳密に均等となるものでもない。
【0021】
また、樹脂シート2では、微多孔3が開孔することで研磨面Spに形成された開孔4の研磨面Spの単位面積あたりの平均孔径Bが、本例では、5〜40μmの範囲に調整されている。樹脂シート2では、ウレア結合によるハードセグメントの含有率HSCが7〜35%の範囲のポリウレタンポリウレア樹脂で湿式凝固法により成膜されていることから、ショアD硬度が20〜45度の範囲を示す。一方、日本工業規格(JIS K 6900「プラスチック−用語」)の定義によれば、指定条件のもとでの曲げ試験における弾性率が70MPaより大きくないものを軟質プラスチック、70〜700MPaのものを半硬質プラスチックと定められている。また、湿式凝固法により形成された一般的なウレタンシートでは、高くても50MPa程度までの弾性率を有している。これに対して、ショアD硬度が20〜45度の範囲を示す樹脂シート2では、弾性率が概ね50〜700MPaとなり、半硬質プラスチックに近い硬度の軟質プラスチックから半硬質プラスチックまでの範囲に相当する。
【0022】
このような樹脂シート2では、温度20℃の水に浸漬する前後の重量変化の浸漬前の重量に対する百分率で表される吸水率が、当該水に1時間浸漬したときに20%以上を示す。吸水率の調整は、湿式凝固法による樹脂シート2の作製時に、多孔構造の形成を調整することで行うことができる。
【0023】
また、研磨パッド10は、樹脂シート2の研磨面Spと反対の面(以下、裏面Srという。)側に、研磨機に研磨パッド10を装着するための両面テープ7が貼り合わされている。両面テープ7は、例えば、ポリエチレンテレフタレート(以下、PETと略記する。)製フィルム等の可撓性フィルムの基材7aを有しており、基材7aの両面にアクリル系粘着剤等の粘着剤層(不図示)がそれぞれ形成されている。両面テープ7は、基材7aの一面側の粘着剤層で樹脂シート2と貼り合わされており、他面側(樹脂シート2と反対側)の粘着剤層が剥離紙7bで覆われている。なお、この両面テープ7の基材7aは、研磨パッド10の基材を兼ねている。
【0024】
(製造)
研磨パッド10は、湿式凝固法によりハードセグメントの含有率HSCが7〜35%の範囲のポリウレタンポリウレア樹脂で樹脂シート2を作製し、得られた樹脂シート2と両面テープ7とを貼り合わせることで製造される。すなわち、図2に示すように、樹脂溶液を準備する準備工程、成膜基材に樹脂溶液をシート状に塗布する塗布工程、樹脂溶液を凝固液中で凝固させシート状の樹脂を形成するシート形成工程、シート状の樹脂を洗浄した後、バフ処理を施し厚みを均一化する研削処理工程、得られた樹脂シート2と両面テープ7とを貼り合わせるラミネート工程を経て研磨パッド10が製造される。以下、工程順に説明する。
【0025】
(準備工程)
準備工程では、ポリウレタンポリウレア樹脂、この樹脂を溶解可能な水混和性の第1溶媒(第1の有機溶媒)、第2溶媒(第2の有機溶媒)および添加剤を混合し樹脂溶液を調製する。例えば、次のような手順で樹脂溶液を調製する。すなわち、ポリウレタンポリウレア樹脂が35重量%となるように第1溶媒に溶解させ、粘度調整および成膜時の第1溶媒と水との置換を遅らせるために第2溶媒を所定量添加する。第2溶媒としては、水に対する溶解度が第1溶媒より小さく、第1溶媒に溶解させたポリウレタンポリウレア樹脂を凝固(ゲル化)させることなく、均一となるように混合又は分散できるものを用いる。第2溶媒の添加量は、第1溶媒にポリウレタンポリウレア樹脂を溶解させた溶液の100部に対して20〜45部の範囲とすることが好ましい。
【0026】
第1溶媒としては、N,N−ジメチルホルムアミド(DMF)、N,N−ジメチルアセトアミド(DMAc)、テトラヒドロフラン(THF)、ジメチルスルホキシド(DMSO)、アセトンから選択される少なくとも1種を用いることができるが、本例では、DMAcを用いる。第2溶媒としては、酢酸エチル、イソプロピルアルコール等を挙げることができるが、本例では、酢酸エチルを用いる。一方、ポリウレタンポリウレア樹脂としては、ポリイソシアネート化合物、ポリオール化合物およびアミン化合物を反応させたものを用いることができる。本例では、ジフェニルメタン−4,4’−ジイソシアネート(MDI)−ポリエーテルポリオール化合物−1,4−ブタンジオール−エチレンジアミン−ジエチルアミン系でハードセグメント含有率HSCが7.1%のポリウレタンポリウレア樹脂を用いる。添加剤としては、微多孔3の大きさや多孔構造の形成を調整するため、カーボンブラック等の顔料、孔形成を促進させる親水性活性剤、樹脂の凝固再生を安定化させる疎水性活性剤等を用いることができる。
【0027】
ここで、ウレア結合によるハードセグメントの含有率HSCについて説明する。上述したように、含有率HSCは、式(1)で表すことができる。すなわち、含有率HSCは、樹脂シート2の形成に用いるポリウレタンポリウレア樹脂の原料となるポリイソシアネート化合物、ポリオール化合物およびアミン化合物の配合比から算出することができる。換言すれば、各原料化合物の配合比により含有率HSCを調整することができる。この配合比は、得られた樹脂シート2の核磁気共鳴(NMR)スペクトル等による構造解析によって得ることもできるため、樹脂シート2の形成後でも含有率HSCを確認することができる。ポリウレタンポリウレア樹脂では、ウレア結合によるハードセグメントの含有率HSCが7〜35%の範囲に調整されるが、含有率HSCが7%に満たないと、十分な硬度を得ることができず被研磨物の研磨加工において所望の平坦性を得ることが難しくなる。反対に、含有率HSCが35%を超えると、硬くなりすぎて、被研磨物の加工面に研磨傷(スクラッチ)が発生しやすく、また、樹脂調製時の重合斑を招きやすくなる。この結果、樹脂シートの均一性が損なわれ、被研磨物の研磨加工において所望の平坦性を得ることが難しくなる。従って、含有率HSCが7〜35%の範囲となるように、各原料化合物の種類や配合比を調整しポリウレタンポリウレア樹脂を得る。なお、一般的には、ウレタン結合によるハードセグメントも考えられるが、本例では、ウレア結合によるものを対象とする。
【0028】
原料化合物のポリイソシアネート化合物としては、分子内に2つ以上のイソシアネート基を有していれば特に制限されるものではない。例えば、トリレンジイソシアネート(TDI)、MDI、キシリレンジイソシアネート、ナフタレン−1,5−ジイソシアネート、p−フェニレンジイソシアネート、ジベンジルジイソシアネート、ジフェニルエーテルジイソシアネート、m−テトラメチルキシリレンジイソシアネート、p−テトラメチルキシリレンジイソシアネート等の芳香族ジイソシアネートモノマ類、トリフェニルメタントリイソシアネート等の芳香族トリイソシアネートモノマ類、水添トリレンジイソシアネート、水添ジフェニルメタン−4,4’−ジイソシアネート(水添MDI)、水添キシリレンジイソシアネート、シクロヘキシル−1,4−ジイソシアネート、イソホロンジイソシアネート等の脂環式ジイソシアネートモノマ類、1,4−テトラメチレンジイソシアネート、1,6−ヘキサメチレンジイソシアネート等の脂肪族ジイソシアネートモノマ類等を挙げることができる。また、これらの2種以上を用いてもよく、これらのジイソシアネートモノマ類による3官能以上のポリイソシアヌレート型多価イソシアネートまたはビューレット型多価イソシアネート等の各種の変性多価イソシアネート類を用いることもできる。
【0029】
このようなポリイソシアネート化合物と反応させるポリオール化合物としては、低分子量ポリオール化合物と高分子量ポリオール化合物が挙げられる。低分子量ポリオール化合物としては、ジオール化合物、トリオール化合物等であればよく、例えば、エチレングリコール、ブチレングリコール、1,4−ブタンジオール(1,4−BD)、ジエチレングリコール(DEG)等を挙げることができる。高分子量ポリオール化合物としては、ポリエチレングリコール(PEG)、ポリプロピレングリコール(PPG)、ポリテトラメチレングリコール(PTMG)等のポリエーテルポリオール化合物、エチレングリコールとアジピン酸との反応物やブチレングリコールとアジピン酸との反応物等のポリエステルポリオール化合物、ポリカーボネートポリオール化合物、ポリカプロラクトンポリオール化合物等を挙げることができる。また、これらの2種以上を用いてもよいが、高分子量ポリオール化合物を主成分とし、副成分として低分子量ポリオール化合物を含むようにすることで、得られる樹脂シートの多孔構造の均一化を図ることができる。副成分である低分子量ポリオール化合物の配合割合は、全ポリオール化合物の水酸基当量に対する低分子量ポリオール化合物の水酸基当量で5〜50%の範囲とすることが望ましい。
【0030】
また、ポリイソシアネート化合物と反応させるアミン化合物としては、一般的なアミン系鎖伸長剤であるポリアミン化合物と、アミン系末端停止剤であるモノアミン化合物を挙げることができる。ポリアミン化合物としては、脂肪族や芳香族のポリアミン化合物を使用することができるが、例えば、エチレンジアミン(EDA)、プロピレンジアミン、ヘキサメチレンジアミン、イソホロンジアミン、ジシクロヘキシルメタン−4,4’−ジアミン、3,3’−ジクロロ−4,4’−ジアミノジフェニルメタン(MOCA)、MOCAと同様の構造を有するポリアミン化合物等を挙げることができる。また、ポリアミン化合物が水酸基を有していてもよく、このようなアミン系化合物として、例えば、2−ヒドロキシエチルエチレンジアミン、2−ヒドロキシエチルプロピレンジアミン、ジ−2−ヒドロキシエチルエチレンジアミン、ジ−2−ヒドロキシエチルプロピレンジアミン、2−ヒドロキシプロピルエチレンジアミン、ジ−2−ヒドロキシプロピルエチレンジアミン等を挙げることができる。また、これらの2種以上を用いてもよい。一方、モノアミン化合物としては、ジメチルアミン、メチルエチルアミン、ジエチルアミン(DEA)、メチル−n−プロピルアミン、メチルイソプロピルアミン、ジイソプロピルアミン、ジ−n−ブチルアミン、ジ−n−ヘキシルアミン、ジシクロヘキシルアミン等を挙げることができる。また、モノアミン化合物が水酸基を有していてもよく、このようなアミン系化合物として、例えば、エタノールアミン、ジエタノールアミン、2−(メチルアミノ)エタノール、1−アミノ−2−プロパノール等を挙げることができる。アミン化合物としては、ポリアミン化合物の単独でもよいが、ポリアミン化合物とモノアミン化合物とを併用することで、重合斑を抑制することができる。モノアミン化合物の配合割合を、全アミン化合物のアミノ基当量に対するモノアミン化合物のアミノ基当量で3〜12%の範囲とすることが望ましい。
【0031】
各原料化合物を混合し反応させることでポリウレタンポリウレア樹脂を調製する。重合条件は、特に制限されるものではないが、得られるポリウレタンポリウレア樹脂の重量平均分子量が10,000〜200,000程度の範囲となるように温度や時間を調整する。このような分子量範囲であれば、本例で用いる有機溶媒のDMAcに5〜40重量%程度の濃度で溶解させたときに、粘度範囲が5〜500Pa・sとなる。調製したポリウレタンポリウレア樹脂および添加剤を第1溶媒のDMAcに溶解させた後、第2溶媒の酢酸エチルを添加して均一に混合し、減圧下で脱泡することで樹脂溶液を得る。
【0032】
(塗布工程)
塗布工程では、準備工程で得られた樹脂溶液を常温下でナイフコータ等の塗布装置により帯状の成膜基材にシート状に均一な厚さとなるように塗布する。このとき、ナイフコータ等と成膜基材との間隙(クリアランス)を調整することで、樹脂溶液の塗布厚さ(塗布量)を調整する。成膜基材としては、布帛や不織布等を用いることもできるが、本例では、PET製フィルムを用いる。
【0033】
(シート形成工程)
シート形成工程では、成膜基材に塗布された樹脂溶液を、樹脂に対して貧溶媒である水を主成分とする凝固液(水系凝固液)に連続的に案内する。凝固液には、樹脂の凝固再生速度を調整するために、樹脂溶液に用いた有機溶媒やそれ以外の極性溶媒等の有機溶媒を添加してもよい。本例では、DMAcの5重量%を含む水溶液を使用する。凝固液中で樹脂溶液が凝固し、多孔構造を有するシート状のポリウレタンポリウレア樹脂が再生する。凝固液中では、まず、樹脂溶液と凝固液との界面に皮膜が形成され、皮膜の直近の樹脂中に緻密な微多孔状のスキン層が形成される。その後、樹脂溶液中の第1溶媒、第2溶媒の凝固液中への拡散と、樹脂中への水の浸入との協調現象、すなわち、溶媒置換によりポリウレタンポリウレア樹脂の再生が進行する。第2溶媒の酢酸エチルは、水に対する溶解度が第1溶媒のDMAcより小さいため、凝固液中への溶出がDMAcより遅くなる。また、樹脂溶液では、酢酸エチルを添加した分、樹脂に対するDMAc量が相対的に少なくなる。このため、DMAcおよび酢酸エチルと凝固液との置換速度が遅くなるので、得られる樹脂シートのスキン層より内側には、微多孔3が略均等に形成される。換言すれば、DMAcおよび酢酸エチルの脱溶媒に伴いポリウレタンポリウレア樹脂が再生されるため、微多孔3が網目状に連通する。得られたシート状のポリウレタンポリウレア樹脂(以下、成膜樹脂という。)を、適当な長さに切断して平置きしておく。
【0034】
(研削処理工程)
図2に示すように、研削処理工程では、成膜樹脂を水等の洗浄液中で洗浄して成膜樹脂中に残留する第1および第2溶媒を除去した後の成膜樹脂の表面に形成されたスキン層側にバフ処理により厚みを均一化させる研削処理を施す。すなわち、圧接治具の略平坦な表面を成膜樹脂のスキン層と反対側の面に圧接し、スキン層側にバフ処理を施す。これにより、一部の微多孔3が研磨面Spで開孔し、樹脂の厚みが均一化された樹脂シート2が得られる。
【0035】
(ラミネート工程)
ラミネート工程では、研削処理後の樹脂シート2と両面テープ7とが貼り合わされる。このとき、樹脂シート2の裏面Srと、両面テープ7の一側の粘着剤層とが貼り合わされる。そして、円形や角形等の所望の形状、サイズに裁断した後、キズや汚れ、異物等の付着がないことを確認する等の検査を行い、研磨パッド10を完成させる。
【0036】
被研磨物、例えば、半導体デバイスの研磨加工を行うときは、研磨機の研磨定盤に研磨パッド10を装着する。研磨定盤に研磨パッド10を装着するときは、剥離紙7bを取り除き、露出した粘着剤層で貼着する。研磨定盤と対向配置された保持定盤に被研磨物を保持させる。研磨定盤および保持定盤間で被研磨物を加圧し、スラリを供給しながら研磨定盤ないし保持定盤を回転させることで、被研磨物の加工面を研磨加工する。
【0037】
(作用等)
次に、本実施形態の研磨パッド10の作用等について説明する。
【0038】
本実施形態では、樹脂シート2が、湿式凝固法により、ウレア結合によるハードセグメントの含有率HSCが7〜35%のポリウレタンポリウレア樹脂で形成されている。このため、本来湿式凝固法で得られる成膜樹脂が軟質であるのに対して、樹脂シート2の硬度を高めることができ、ショアD硬度を20〜45度の範囲とすることができる。この硬度範囲は、ショアA硬度としては概ね65〜90度の範囲となり、従来の湿式凝固法による軟質樹脂シートのショアA硬度が10〜40度程度であることと比べると格段に大きい範囲である。また、末端イソシアネート基を有するイソシアネート化合物と鎖伸長剤とを反応させる、いわゆる乾式成型法により形成される硬質ウレタン発泡体では、ショアD硬度が50度を超えることから、本実施形態の樹脂シート2が湿式凝固法で得られるにもかかわらず乾式成型法によるものに近くなる。従って、従来軟質のシートでは被研磨物の外縁部が過度に研磨加工され平坦性を低下させることが見られたのに対して、樹脂シート2を用いた研磨パッド10では外縁部における過度の研磨加工を抑制することができる。
【0039】
また、本実施形態では、湿式凝固法による成膜時に、ポリウレタンポリウレア樹脂を溶解させる溶媒として、第1溶媒および第2溶媒が用いられる。このため、凝固液中では、第2溶媒が配合された分で、第1および第2溶媒と凝固液(水)との置換が遅くなる。これにより、得られる樹脂シート2では、微多孔3が略均等に形成され、多孔構造が形成される。樹脂シート2の研磨面Spでは、バフ処理によりスキン層が除去されて微多孔3が開孔しており、開孔4が形成されている。このため、研磨加工時に供給される研磨スラリを開孔4で保持しつつ研磨面Sp内で均等に分散供給することができ、被研磨物の平坦性向上を図ることができる。また、研磨加工時には、研磨屑が生じるが、乾式成型法により形成された独立発泡タイプの硬質発泡体では、研磨面に形成された開孔が研磨屑や研磨スラリ中の砥粒により閉塞されるおそれがある。開孔が閉塞されると、凝集物が生じ被研磨物の加工面にスクラッチを生じさせることとなる。これに対して、本実施形態の研磨パッド10では、樹脂シート2が微多孔3が網目状に連通した多孔構造を有しているため、研磨屑等が開孔4から微多孔3を通じて樹脂シート2の内部に分散することができる。これにより、開孔4が目詰まりしにくくなるため、研磨加工を中断して行う必要のあるドレッシング作業を軽減することができる。また、研磨面Spでの研磨屑の滞留が抑制されるので、被研磨物に対するスクラッチ等の発生を抑制することができる。従って、研磨加工の効率を向上させることができるうえ、長期安定的に研磨加工を継続することができる。
【0040】
更に、本実施形態では、樹脂シート2が、温度20℃の水に1時間浸漬したときの吸水率が20%以上を示す。このため、研磨加工時に供給されるスラリに対する馴染みがよく、研磨加工の初期から十分な研磨性能を発揮することができる。また、吸水率が20%以上であることから、上述した研磨屑等の樹脂シート2の内部への分散が十分可能であることがわかる。スラリに対する馴染みや研磨屑等の分散性を考慮すれば、吸水率を25%以上に調整することが好ましい。反対に、吸水率が高すぎた場合には、樹脂シート2が膨潤することがあり、また、硬度を保てなくなるため、吸水率を70%以下に調整することが好ましい。
【0041】
また更に、従来湿式凝固法により厚み方向に長さを有する円錐状のセルが形成された場合は、研磨加工時にかけられる研磨圧でセルが変形しやすくクッション性を発揮する。一方、乾式成型法により形成された独立発泡タイプの硬質発泡体の場合は、変形しにくくクッション性が十分とはいえない。これらに対して、本実施形態の樹脂シート2では、多孔構造を有しているため、微多孔3の変形量としては従来の湿式凝固法によるものより小さくなり、クッション性も小さくなる。ところが、乾式成型法によるものと比べると、多孔構造の樹脂シート全体として変形量が大きくなり、クッション性を得ることができる。従って、乾式成型法によるものに近い硬度を持ちながら、クッション性をも発揮することができる。
【0042】
更にまた、本実施形態では、上述した式(1)で表されるハードセグメントの含有率HSCを7〜35%に調整したポリウレタンポリウレア樹脂が樹脂シート2の作製に用いられる。含有率HSCの調整は、イソシアネート化合物、ポリオール化合物およびアミン化合物の配合割合の調整により可能であり、架橋剤を配合することなくショアD硬度を20〜45度の範囲に高めることができる。このため、樹脂溶液の溶媒として第1および第2溶媒を用いること以外は、従来用いられた湿式凝固法の工程を変えることなく、多孔構造を有する樹脂シート2を確実に作製することができる。
【0043】
なお、本実施形態では、ポリウレタンポリウレア樹脂の湿式凝固法による樹脂シート2を用いる例を示したが、本発明はポリウレタンポリウレア樹脂が主成分として配合されていればよく、例えば、ポリウレタンポリウレア樹脂以外に、ポリウレタン樹脂、アクリル樹脂、塩化ビニル樹脂、サルホン樹脂、アシル化多糖類樹脂等の他の樹脂をブレンドして用いることも可能である。このような場合は、主成分であるポリウレタンポリウレア樹脂を50重量%以上、好ましくは70重量%以上配合することが好ましい。
【0044】
また、本実施形態では、準備工程でポリウレタンポリウレア樹脂の溶解に、第1溶媒としてDMAcを、第2溶媒として酢酸エチルをそれぞれ用いる例を示したが、本発明はこれらに限定されるものではない。第1溶媒としては、上述したDMSOやTHFを用いることも可能であるが、得られる樹脂シート2の硬度アップや高密度化を考慮すれば、第1溶媒としてDMAcまたはNMPを用いることが好ましい。一方、第2溶媒としては、水に対する溶解度が第1溶媒より小さく、第1溶媒に溶解させたポリウレタンポリウレア樹脂を凝固させることのない溶媒であればよく、例えば、酢酸エチル以外にイソプロピルアルコールを用いてもよい。
【0045】
更に、本実施形態では、樹脂溶液の調製に第1および第2溶媒を用いることで、シート形成工程における溶媒の置換速度を遅くし、多孔構造の樹脂を再生させる例を示したが、本発明はこれに制限されるものではない。多孔構造の樹脂を再生させるために、第2溶媒を配合することに代えて、凝固液の組成を変えるようにしてもよい。すなわち、水に第1溶媒を5〜50重量%の割合で混合させた凝固液を用いるようにすれば、樹脂溶液からの第1溶媒の脱溶媒を凝固液中に混合された第1溶媒により抑制することができる。このため、樹脂溶液中の第1溶媒と、凝固液中の水との置換速度が遅くなり、本実施形態と同様の多孔構造の樹脂を再生させることができる。
【0046】
また更に、本実施形態では、特に言及していないが、樹脂シート2の裏面Sr側にバフ処理やスライス処理を施すようにしてもよい。バフ処理やスライス処理により樹脂シート2の厚さを均一化することができるため、被研磨物に対する押圧力を均等化し、被研磨物の平坦性を向上させることができる。また、本実施形態では、特に言及していないが、樹脂シート2の表面Sp側に研磨液の供給と研磨屑の排出を促すように、溝加工やエンボス加工を施してもよい。
【0047】
更にまた、本実施形態では、樹脂シート2の裏面Sr側に基材7aを有する両面テープ7を貼り合わせ、基材7aが研磨パッド10の基材を兼ねる例を示したが、本発明はこれに限定されるものではない。例えば、両面テープ7に代えて粘着剤のみを配しておくようにしても、研磨機への装着を行うことができる。また、両面テープ7と樹脂シート2との間に別の基材を貼り合わせるようにしてもよい。研磨パッド10の搬送時や定盤への装着時の取扱いを考慮すれば、基材を有していることが好ましい。
【0048】
また、本実施形態では、特に言及していないが、樹脂シート2が、少なくとも一部に、被研磨物の研磨加工状態を光学的に検出するための光透過を許容する光透過部を有するようにしてもよい。この光透過部は、樹脂シート2の厚みtの全体にわたり貫通するように形成されていることが好ましい。このようにすれば、例えば、研磨機側に備えられた発光ダイオード等の発光素子、フォトトランジスタ等の受光素子により、研磨加工中に光透過部を通して被研磨物の加工面の研磨加工状態を検出することができる。これにより、研磨加工の終点を適正に検出することができ、研磨効率の向上を図ることができる。
【実施例】
【0049】
以下、本実施形態に従い製造した研磨パッド10の実施例について説明する。なお、比較のために製造した比較例の研磨パッドについても併記する。
【0050】
(実施例1)
実施例1では、下表1に示すように、樹脂シート2の作製に、数平均分子量2000のPTMGの860部、1,4−BDの4部、MDIの179部、EDAの14部およびDEAの1部の反応で得られたポリウレタンポリウレア樹脂を用いた。得られたポリウレタンポリウレア樹脂のウレア結合によるハードセグメントの含有率HSCは、上述した式(1)により、7.1%となる。この反応では、イソシアネート基に対する活性水素基の比を示すR値が1となる。また、高硬度で多孔構造を形成するために、樹脂溶液の第1溶媒にDMAcを、第2溶媒に酢酸エチルをそれぞれ用いて固形分濃度を35重量%とし、凝固液をDMAcの5重量%含む水溶液とした。樹脂溶液を成膜基材に塗布する際に塗布装置のクリアランスを1.6mmに設定した。凝固再生後に表面バフ処理を行い、得られた厚さ1.3mmの樹脂シート2と両面テープ7とを貼り合わせ研磨パッド10を製造した。
【0051】
【表1】
【0052】
(実施例2)
実施例2では、表1に示すように、樹脂シート2の作製に、数平均分子量1000のPTMGの580部、DEGの61部、TDIの316部、水添MDIの88部、MOCAの235部およびDEAの17部の反応で得られたポリウレタンポリウレア樹脂を用いた以外は実施例1と同様にして研磨パッド10を製造した。この反応ではR値が1となる。実施例2で用いたポリウレタンポリウレア樹脂のウレア結合によるハードセグメントの含有率HSCは、上述した式(1)により、33.8%となる。
【0053】
(実施例3)
実施例3では、表1に示すように、樹脂シート2の作製に、数平均分子量1000のPTMGの580部、DEGの61部、TDIの316部、水添MDIの88部およびMOCAの265部の反応で得られたポリウレタンポリウレア樹脂を用いた以外は実施例1と同様にして研磨パッド10を製造した。この反応ではR値が1となる。実施例3で用いたポリウレタンポリウレア樹脂のウレア結合によるハードセグメントの含有率HSCは、上述した式(1)により、34.5%となる。
【0054】
(比較例1)
比較例1では、表1に示すように、樹脂シートの作製に、数平均分子量2000のPTMGの860部、1,4−BDの26部およびMDIの179部の反応で得られたポリウレタン樹脂を用いた以外は実施例1と同様にして研磨パッドを製造した。この反応ではR値が1となる。比較例1で用いたポリウレタン樹脂では、ウレア結合が形成されず、ウレア結合によるハードセグメントの含有率HSCが0%となる。すなわち、比較例1は、従来用いられた軟質のウレタンシートを有する研磨パッドである。
【0055】
(比較例2)
比較例2では、樹脂シートの作製に、数平均分子量1000のPTMGの539部、DEGの57部、TDIの316部、水添MDIの88部およびMOCAの285部の反応で得られたポリウレタンポリウレア樹脂を用いた以外は実施例1と同様にして研磨パッドを製造した。この反応ではR値が1となる。比較例2で用いたポリウレタンポリウレア樹脂のウレア結合によるハードセグメントの含有率HSCは、上述した式(1)により、38.0%となる。
【0056】
(評価1)
各実施例および比較例の研磨パッドと、比較例3として硬質独立発泡タイプの研磨パッド(ニッタ・ハース製IC1000、ショアD硬度:55度、ウレア結合によるハードセグメントの含有率HSC:38.0%)とについて、ショアD硬度および吸水率について評価した。ショアD硬度の測定では、樹脂シート2から試料片(10cm×10cm)を切り出し、複数枚の試料片を厚さが4.5mm以上となるように重ね、D型硬度計(日本工業規格、JIS K 7311)にて測定した。例えば、1枚の試料片の厚さが1.3mmの場合は、4枚の試料を重ねて測定した。吸水率の測定では、樹脂シート2から切り出した試料片(10cm×10cm)の重量を測定した後、温度20℃の水に1時間浸漬する。浸漬後の試料片を取り出し、表面に付着した水を拭い取り重量を測定する。浸漬前後の重量変化の浸漬前の重量に対する百分率を吸水率とし、10枚の試料の平均値を算出した。ショアD硬度および吸水率の測定結果を下表2に示す。
【0057】
【表2】
【0058】
表2に示すように、比較例1では、ショアD硬度が16.8度の比較的軟質のもので、吸水率が35.2%を示した。また、比較例2では、ショアD硬度が56.2度を示しかなり硬質のものとなり、吸水率が32.3%を示した。比較例3では、ショアD硬度が55.0度を示し、独立発泡タイプのため、吸水率が7.5%を示したに過ぎなかった。これに対して、実施例1では、ショアD硬度が22.8度となり比較例1より硬度が高められ、吸水率が38.2%を示した。実施例1の研磨パッド10を構成する樹脂シート2の断面を走査型電子顕微鏡にて観察した結果、図3に示すように、多数の微多孔3が網目状に連通した多孔構造を有していることが確認された。また、実施例2、実施例3でも、ショアD硬度がそれぞれ44.0度、44.5度となり比較例1より硬度が高められ、吸水率がそれぞれ29.3%、28.4%を示した。このことから、実施例1〜実施例3では、各比較例のものと比べて、被研磨物の外縁部が過度に研磨加工されることを低減して平坦性を向上させることが期待できる。
【0059】
(評価2)
実施例1〜実施例3および比較例1〜比較例3の研磨パッドをそれぞれ用いたハードディスク用アルミニウム基板の研磨加工を、以下の条件で行い、ロールオフ、スクラッチの有無により研磨性能を評価した。ロールオフは、被研磨物の外縁部が中心部より過度に研磨加工されることで生じ、平坦性を評価するための測定項目の1つである。測定方法としては、例えば、光学式表面粗さ計にて外周端部から中心に向かい0.5mmの位置より半径方向に1.5mmの範囲で2次元プロファイル像を得る。得られた2次元プロファイル像において、半径方向をX軸、厚み方向をY軸としたときに、外周端部からX=0.5mmおよびX=1.5mmの座標位置のY軸の値がY=0となるようにレベリング補正し、このときの2次元プロファイル像のX=0.5〜1.5mm間におけるPV値を求めた。ロールオフの測定には、表面粗さ測定機(Zygo社製、型番New View 5022)を使用した。スクラッチの有無は、研磨加工を20回繰り返した後の被研磨物を目視にて判定した。ロールオフ、スクラッチの有無の測定結果を表2にあわせて示す。
使用研磨機:スピードファム社製、9B−5Pポリッシングマシン
回転数:(定盤)30r/m
研磨圧力:90g/cm2
研磨剤:コロイダルシリカスラリ(平均粒子径:0.05μm)
被研磨物:95mmφハードディスク用アルミニウム基板
研磨時間:300秒間
【0060】
表2に示すように、比較例1では、スクラッチは認められないものの、ロールオフが12.5nmを示しており、被研磨物の外縁部で十分な平坦性が得られなかった。また、比較例2、比較例3では、ロールオフは比較例1より優れるものの硬すぎるため、スクラッチの発生が認められた。特に、比較例3では、独立発泡タイプのため、スクラッチの発生が多く認められた。これに対して、実施例1〜実施例3では、スクラッチが認められないことはもちろん、ロールオフが6.7〜7.3nmと改善され、平坦性精度が向上した。これは、ウレア結合によるハードセグメントの含有率HSCが7〜35%のポリウレタンポリウレア樹脂を用いて樹脂シート2を作製したことで高硬度化されているうえ、多孔構造による吸水率が25〜40%の範囲を示したためと考えられる。中でも、アミン化合物としてモノアミン化合物を配合した実施例1、実施例2では平坦性精度の向上に優れることが明らかとなった。
【産業上の利用可能性】
【0061】
本発明は研磨面での開孔の閉塞を抑制し被研磨物の平坦性向上を図ることができる研磨パッドおよび該研磨パッドの製造方法を提供するものであるため、研磨パッドの製造、販売に寄与するので、産業上の利用可能性を有する。
【符号の説明】
【0062】
Sp 研磨面
2 樹脂シート
3 微多孔
4 開孔
10 研磨パッド
【特許請求の範囲】
【請求項1】
湿式凝固法により形成され被研磨物を研磨加工するための研磨面を有する樹脂シートを備えた研磨パッドにおいて、前記樹脂シートは、ウレア結合によるハードセグメントの含有率HSCが7%〜35%の範囲のポリウレタンポリウレア樹脂を主成分とし形成されており、かつ、微多孔が網目状に連通した多孔構造を有しており、前記研磨面に前記微多孔の開孔が形成されていることを特徴とする研磨パッド。
【請求項2】
前記樹脂シートのハードセグメントの含有率HSCは、下式1で表されることを特徴とする請求項1に記載の研磨パッド。
【数3】
【請求項3】
前記樹脂シートは、ショアD硬度が20度〜45度の範囲であることを特徴とする請求項1に記載の研磨パッド。
【請求項4】
前記樹脂シートは、前記研磨面に形成された開孔の単位面積あたりの平均孔径が5μm〜40μmの範囲であることを特徴とする請求項3に記載の研磨パッド。
【請求項5】
前記樹脂シートは、温度20℃の水に1時間浸漬する前後の重量変化の浸漬前の重量に対する百分率で表される吸水率が20%以上であることを特徴とする請求項4に記載の研磨パッド。
【請求項6】
前記ポリウレタンポリウレア樹脂は、ポリイソシアネート化合物、ポリオール化合物およびアミン化合物を含む混合物の反応で形成されたことを特徴とする請求項1に記載の研磨パッド。
【請求項7】
前記アミン化合物は、ポリアミン化合物およびモノアミン化合物を含むことを特徴とする請求項6に記載の研磨パッド。
【請求項8】
請求項1に記載の研磨パッドの製造方法であって、
ポリイソシアネート化合物、ポリオール化合物およびアミン化合物を含む混合物の反応により得られるポリウレタンポリウレア樹脂と、前記ポリウレタンポリウレア樹脂を溶解可能な第1の有機溶媒と、前記第1の有機溶媒より水に対する溶解度が小さく前記ポリウレタンポリウレア樹脂の凝固を抑制する第2の有機溶媒とを含む樹脂溶液を準備する準備ステップと、
前記準備ステップで準備した樹脂溶液を基材に均一な厚みとなるように塗布する塗布ステップと、
前記塗布ステップで基材に塗布された樹脂溶液を、水を主成分とする凝固液に案内し、樹脂シートを形成するシート形成ステップと、
を含むことを特徴とする製造方法。
【請求項9】
前記準備ステップで準備する第1の有機溶媒は、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、テトラヒドロフラン、ジメチルスルホキシドおよびアセトンから選択される少なくとも1種であることを特徴とする請求項8に記載の製造方法。
【請求項10】
前記準備ステップで準備する第2の有機溶媒は、酢酸エチルまたはイソプロピルアルコールであることを特徴とする請求項9に記載の製造方法。
【請求項1】
湿式凝固法により形成され被研磨物を研磨加工するための研磨面を有する樹脂シートを備えた研磨パッドにおいて、前記樹脂シートは、ウレア結合によるハードセグメントの含有率HSCが7%〜35%の範囲のポリウレタンポリウレア樹脂を主成分とし形成されており、かつ、微多孔が網目状に連通した多孔構造を有しており、前記研磨面に前記微多孔の開孔が形成されていることを特徴とする研磨パッド。
【請求項2】
前記樹脂シートのハードセグメントの含有率HSCは、下式1で表されることを特徴とする請求項1に記載の研磨パッド。
【数3】
【請求項3】
前記樹脂シートは、ショアD硬度が20度〜45度の範囲であることを特徴とする請求項1に記載の研磨パッド。
【請求項4】
前記樹脂シートは、前記研磨面に形成された開孔の単位面積あたりの平均孔径が5μm〜40μmの範囲であることを特徴とする請求項3に記載の研磨パッド。
【請求項5】
前記樹脂シートは、温度20℃の水に1時間浸漬する前後の重量変化の浸漬前の重量に対する百分率で表される吸水率が20%以上であることを特徴とする請求項4に記載の研磨パッド。
【請求項6】
前記ポリウレタンポリウレア樹脂は、ポリイソシアネート化合物、ポリオール化合物およびアミン化合物を含む混合物の反応で形成されたことを特徴とする請求項1に記載の研磨パッド。
【請求項7】
前記アミン化合物は、ポリアミン化合物およびモノアミン化合物を含むことを特徴とする請求項6に記載の研磨パッド。
【請求項8】
請求項1に記載の研磨パッドの製造方法であって、
ポリイソシアネート化合物、ポリオール化合物およびアミン化合物を含む混合物の反応により得られるポリウレタンポリウレア樹脂と、前記ポリウレタンポリウレア樹脂を溶解可能な第1の有機溶媒と、前記第1の有機溶媒より水に対する溶解度が小さく前記ポリウレタンポリウレア樹脂の凝固を抑制する第2の有機溶媒とを含む樹脂溶液を準備する準備ステップと、
前記準備ステップで準備した樹脂溶液を基材に均一な厚みとなるように塗布する塗布ステップと、
前記塗布ステップで基材に塗布された樹脂溶液を、水を主成分とする凝固液に案内し、樹脂シートを形成するシート形成ステップと、
を含むことを特徴とする製造方法。
【請求項9】
前記準備ステップで準備する第1の有機溶媒は、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、テトラヒドロフラン、ジメチルスルホキシドおよびアセトンから選択される少なくとも1種であることを特徴とする請求項8に記載の製造方法。
【請求項10】
前記準備ステップで準備する第2の有機溶媒は、酢酸エチルまたはイソプロピルアルコールであることを特徴とする請求項9に記載の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−212808(P2011−212808A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−84606(P2010−84606)
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000005359)富士紡ホールディングス株式会社 (180)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000005359)富士紡ホールディングス株式会社 (180)
【Fターム(参考)】
[ Back to top ]