
研磨パッド
【課題】廃棄が容易で環境を汚染しない研磨パッドを提供する。
【解決手段】被研磨物4を研磨する研磨パッド2を、ポリ乳酸などの生分解性樹脂を用いて、圧縮成形や射出成形によって成形する。生分解性樹脂で構成されているので、寿命が終わって廃棄された研磨パッドは、水や土壌等の環境下で、自然分解し、環境を汚染することがない。また、ポリ乳酸からなる研磨パッドは、水、特にアルカリ性の水溶液によって、分解され易く、研磨中に表面の分解が進んで新しい表面が露出するので、ドレッシング工程を簡略化できる。
【解決手段】被研磨物4を研磨する研磨パッド2を、ポリ乳酸などの生分解性樹脂を用いて、圧縮成形や射出成形によって成形する。生分解性樹脂で構成されているので、寿命が終わって廃棄された研磨パッドは、水や土壌等の環境下で、自然分解し、環境を汚染することがない。また、ポリ乳酸からなる研磨パッドは、水、特にアルカリ性の水溶液によって、分解され易く、研磨中に表面の分解が進んで新しい表面が露出するので、ドレッシング工程を簡略化できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体装置の製造工程などにおいて、化学的機械研磨(Chemical Mechanical Polishing:以下「CMP」という)法によってウェハ等の被研磨物の平坦化処理などを行う際に用いられる研磨パッドに関する。
【背景技術】
【0002】
一般に、CMP法では、研磨パッドを定盤に保持し、ウェハ等の被研磨物を研磨ヘッドに保持して、研磨スラリーを供給しながら、研磨パッドと被研磨物とを加圧した状態で相対的に摺動させることによって研磨が行われる(例えば、特許文献1参照)。
【0003】
かかるCMP法では、研磨パッドの目詰まりが研磨レートの低下をもたらすとともに研磨の均一性を悪化させる。このため、ダイヤモンド等の砥粒が付着されてなるドレッサーを研磨パッドに当接させて研磨パッドの表面を削り取って、研磨スラリーの保持性を回復させ、研磨能力を維持させるドレッシング(目立て)が必要である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−224093号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
研磨パッドは、その素材が主としてウレタン樹脂から構成されており、寿命が終わった研磨パッドは、使用後に廃棄する際、焼却処分すると有害ガスを発生し、土中に埋めると化学的に安定であるために分解消滅せず、環境を汚染するという課題がある。
【0006】
また、ダイヤモンド等の砥粒を用いたドレッシングでは、砥粒の脱落が生じて、ウェハ等の被研磨物の表面にスクラッチが発生するという課題がある。
【0007】
本発明は、上述のような点に鑑みてなされたものであって、廃棄しても環境を汚染する虞のない研磨パッドを提供することを主たる目的とし、更には、ドレッシングによる被研磨物のスクラッチを低減することを目的とする。
【課題を解決するための手段】
【0008】
本発明では、上記目的を達成するために、次のように構成している。
【0009】
すなわち、本発明は、被研磨物を研磨する研磨パッドにおいて、生分解性樹脂からなるものである。
【0010】
この生分解性樹脂としては、ポリ乳酸が好ましく、また、研磨レートを高めるために、その硬度(ショアD)は、50〜99であるのが好ましい。
【0011】
また、本発明の研磨パッドは、圧縮成形や射出成形などによって成形されるのが好ましい。
【0012】
本発明の研磨パッドは、生分解性樹脂からなる単層パッドであってもよいし、その下地層として、不織布やスポンジを張り合わせた二層パッドとしてもよい。
【0013】
本発明によると、生分解性樹脂は、水や土壌等の環境下で、微生物(バクテリア、カビ類)などによって分解され、最終的に水と炭酸ガス(二酸化炭素)に分解されてしまうので、寿命が終わった研磨パッドは、土中に埋めておくだけで、自然分解し、環境を汚染することがない。
【0014】
また、生分解性樹脂、例えばポリ乳酸は、水、特にアルカリ性の水溶液によって、分解され易く、研磨中に表面の分解が進んで新しい表面が露出するので、ドレッサーを研磨パッドに当接させて研磨パッドの表面を削り取るドレッシング工程を簡略化できることになる。
【0015】
本発明の好ましい実施態様においては、前記生分解性樹脂がマイクロカプセルを含有している。
【0016】
この実施態様によると、ドレッシングや研磨によって、生分解性樹脂中に含有されている複数のマイクロカプセルが表面に露出して削り取られ、マイクロカプセルの部分が、中空の孔(ポア)となり、多孔質状の表面が露出することになり、研磨剤がこれらの孔に保持され、研磨性能が維持される。
【0017】
本発明の他の実施態様においては、前記生分解性樹脂が砥粒を含有している。
【0018】
この実施態様によると、砥粒を含まない研磨スラリーを用いて研磨することができ、あるいは、砥粒を含む研磨スラリーの使用量を低減することができる。
【発明の効果】
【0019】
本発明によれば、寿命が終わって廃棄された研磨パッドは、水や土壌等の環境下で、自然分解するので、環境を汚染することがない。
【図面の簡単な説明】
【0020】
【図1】本発明に係る研磨パッドを備えるCMP装置の概略構成図である。
【図2】ドレッシングを行わなかった場合の研磨レートの変化を示す図である。
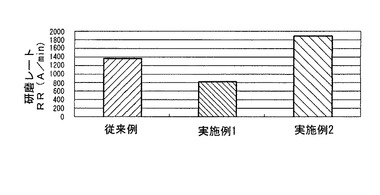
【図3】初期における研磨レートを示す図である。
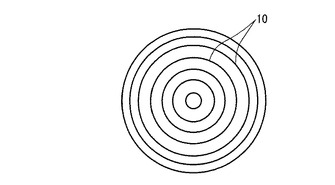
【図4】研磨パッドの表面に形成されたグルーブを示す図である。
【図5】ドレッシングを行わなかった場合の研磨レートの変化を示す図である。
【図6】初期における研磨レート(棒グラフ)と硬度(折れ線グラフ)とを示す図である。
【発明を実施するための形態】
【0021】
以下、図面によって本発明の実施の形態について、詳細に説明する。
【0022】
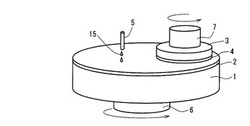
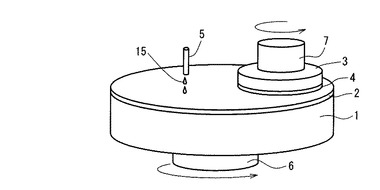
図1は、本発明に係る研磨パッドを用いたCMP装置の概略構成図である。
【0023】
同図において、1は本発明に係る研磨パッド2が貼り付けられた円盤状の定盤(プラテン)、3は研磨パッド2の一方側に配置され、半導体基板(ウエハ)等の被研磨物4を保持する円盤状の研磨ヘッド、5は研磨パッド2の中心部に研磨スラリー15を供給する供給ノズル、6,7は定盤1および研磨ヘッド3を回転可能に支持する回転軸である。
【0024】
かかるCMP装置においては、研磨ヘッド3は、被研磨物4を所定圧力で研磨パッド2に圧接させた状態で、回転軸7の回転によって回転し、同時に、供給ノズル5から研磨パッド2の中心部に研磨スラリー15を供給しつつ、定盤1を回転軸6によって回転させることにより、被研磨物4の表面を研磨する。
【0025】
この実施の形態の研磨パッド2は、生分解性樹脂であるポリ乳酸によって構成されている。この研磨パッド2は、単層パッドであってもよいし、その下地層として、不織布やスポンジを張り合わせた二層パッドであってもよい。
【0026】
本発明に用いる生分解性樹脂としては、ポリ乳酸に限らず、生分解性ポリエステル樹脂、カードラン、プルラン、バクテリアセルロース、ポリアミノ酸、ポリリジン、生分解性脂肪族ポリエステル樹脂及び共重合体を挙げることができ、更に、生分解性ポリウレタン樹脂、生分解性ポリアミド系樹脂、生分解性ポリビニルアルコール、生分解性ポリエーテルなどを挙げることができる。
【0027】
ポリ乳酸からなる研磨パッド2は、例えば、圧縮成形法や射出成形法によって成形することができる。すなわち、原材料を、金型に投入(射出)し、加圧して一枚ずつ成形することができる。
【0028】
次に、ポリ乳酸を原材料として圧縮成形によって直径200mmの研磨パッドを製造した。
【0029】
ここでは、硬度(ショアD)が、76と81との2種類の研磨パッド(実施例1,2)を製造した。
【0030】
これら2種類の研磨パッドとウレタン樹脂製の従来の研磨パッドの研磨性能を次のようにして比較した。
【0031】
すなわち、被研磨物を、熱酸化膜であるTEOS(テトラエトキシシラン)膜が形成されたシリコンウェハとし、研磨機として、BUEHLER社のECOMET-3を用いて、回転数60rpm、荷重300g/cm2で、シリカを懸濁したアンモニアベースの研磨スラリーを、50ml/min供給して研磨を行った。
【0032】
図2は、ドレッシングを行わなかった場合の研磨レートの変化を示し、図3は、初期における研磨レートを示している。
【0033】
図2および図3に示されるように、実施例1に比べて硬度が高く、分子量が大きい実施例2の研磨パッドは、従来例に比べて、研磨レートが高いことが分かる。
【0034】
一方、実施例1は、従来例に比べて、研磨レートが低いものの、図2に示されるように、ドレッシングを行わなくても研磨レートが殆んど低下することなく、安定していることが分かる。
【0035】
従来は、手間のかかるドレッシングを定期的に行っているが、実施例1の研磨パッドでは、ドッシング工程を省略あるいは短縮できることになる。
【0036】
次に、ポリ乳酸を原材料として射出成形によって直径200mmの研磨パッドを製造した。
【0037】
ここでは、硬度(ショアD)が、81、76、52の3種類の研磨パッド(実施例3,4,5)を製造した。また、各研磨パッドの表面には、図4の平面図に示されるように、ピッチが15mm、深さが1mm、幅が2mmの同心円状の溝(グルーブ)10を加工した。
【0038】
これら3種類の研磨パッドの研磨性能を次のようにして比較した。
【0039】
すなわち、被研磨物を、熱酸化膜であるTEOS(テトラエトキシシラン)膜が形成されたシリコンウェハとし、研磨機として、BUEHLER社のECOMET-3を用いて、回転数60rpm、荷重300g/cm2で、セリアを懸濁した水ベースの研磨スラリーを、50ml/min供給して研磨を行った。
【0040】
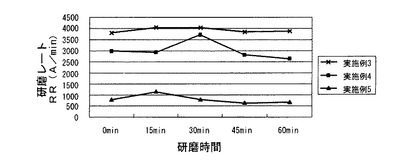
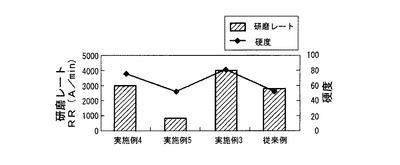
図5は、ドレッシングを行わなかった場合の研磨レートの変化を示し、図6は、初期における研磨レート(棒グラフ)と硬度(折れ線グラフ)とを示している。
【0041】
なお、図6には、これら実施例3〜5と同様の同心円状の溝を有する従来例を併せて示している。
【0042】
硬度(ショアD)が、81、76の実施例3,4は、従来例よりも研磨レートが高く、ドレッシングなしでも安定した研磨レートを維持している。これに対して、硬度(ショアD)が、52の実施例5は、従来例よりも研磨レートが低いものの、実施例3,4と同様に、ドレッシングなしでも安定した研磨レートを維持している。
【0043】
このようにドレッシングなしでも研磨レートを安定して維持できるので、手間のかかるドレッシング工程を省略あるいは簡略化できることになり、CMPにおけるスループットが向上するとともに、ドレッシングの際の砥粒の脱落に起因する被研磨物表面のスクラッチを低減することができる。
【0044】
また、硬度(ショアD)が、81、76の実施例3,4が、高い研磨レートを安定して維持していることから、硬度の高い研磨パッドが好ましいことが分かる。
【0045】
(その他の実施の形態)
本発明の他の実施の形態として、研磨パッドを構成する生分解性樹脂に、複数のマイクロカプセルを含有させてもよい。
【0046】
すなわち、生分解性樹脂、例えば、ポリ乳酸の粉末と、マイクロカプセルの粒子とを、振とう機で混合し、上述と同様に、圧縮成形あるいは射出成形によって研磨パッドを製造するのである。
【0047】
マイクロカプセルは、例えば、ポリエチレンからなり、その粒子のサイズ(平均粒径)は、10nm〜500nmであるのが好ましく、生分解性樹脂に対するマイクロカプセルの混合比(重量比)は、0.1〜10%であるのが好ましい。
【0048】
このように複数のマイクロカプセルを含有した研磨パッドでは、ドレッシングや研磨によって、生分解性樹脂中に埋もれていた複数のマイクロカプセルが表面に露出して部分的に削り取られ、マイクロカプセルの部分が、中空の孔(ポア)となり、多孔質状の表面が露出することになる。これによって、研磨スラリーの研磨剤が、これら孔に保持され、さらに、隣の孔に移って行き、研磨剤の保持性と流動性が向上することになり、高い研磨レートを維持することができる。
【0049】
また、本発明の他の実施の形態として、研磨パッドを構成する生分解性樹脂に、上述のマイクロカプセルの場合と同様にして複数の砥粒を含有させて、いわゆる固定砥粒パッドとしてもよい。砥粒としては、例えば、CeO2、シリカ、アルミナ、SiCまたはダイヤモンド等が挙げられる。
【0050】
砥粒のサイズ(平均粒径)としては、10nm〜1μmであるのが好ましく、研磨の用途に応じて適宜選択される。また、生分解性樹脂に対する砥粒の混合比(重量比)は、30〜90%であるのが好ましい。
【0051】
このように研磨パッドに砥粒を含有させることにより、砥粒を含まない研磨スラリーを供給して研磨することができ、あるいは、砥粒を含む研磨スラリーの使用量を低減することができる。
【0052】
なお、生分解性樹脂に、マイクロカプセルと砥粒とを共に含有させるようにしてもよい。
【0053】
上述の実施の形態では、同心円状の溝を形成したけれども、直交する格子状の溝、螺旋状の溝あるいは多数の穴(窪み)を形成してもよい。
【0054】
上述の実施の形態では、圧縮成形あるいは射出成形によって成形したけれども、押し出し成形機から押し出された生分解性樹脂材料を加圧ローラで加圧して連続成形してもよい。
【産業上の利用可能性】
【0055】
本発明は、半導体、ガラスや電子部品などの研磨に有用である。
【符号の説明】
【0056】
1 定盤 2 研磨パッド 4 被研磨物
10 溝 15 研磨スラリー
【技術分野】
【0001】
本発明は、半導体装置の製造工程などにおいて、化学的機械研磨(Chemical Mechanical Polishing:以下「CMP」という)法によってウェハ等の被研磨物の平坦化処理などを行う際に用いられる研磨パッドに関する。
【背景技術】
【0002】
一般に、CMP法では、研磨パッドを定盤に保持し、ウェハ等の被研磨物を研磨ヘッドに保持して、研磨スラリーを供給しながら、研磨パッドと被研磨物とを加圧した状態で相対的に摺動させることによって研磨が行われる(例えば、特許文献1参照)。
【0003】
かかるCMP法では、研磨パッドの目詰まりが研磨レートの低下をもたらすとともに研磨の均一性を悪化させる。このため、ダイヤモンド等の砥粒が付着されてなるドレッサーを研磨パッドに当接させて研磨パッドの表面を削り取って、研磨スラリーの保持性を回復させ、研磨能力を維持させるドレッシング(目立て)が必要である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−224093号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
研磨パッドは、その素材が主としてウレタン樹脂から構成されており、寿命が終わった研磨パッドは、使用後に廃棄する際、焼却処分すると有害ガスを発生し、土中に埋めると化学的に安定であるために分解消滅せず、環境を汚染するという課題がある。
【0006】
また、ダイヤモンド等の砥粒を用いたドレッシングでは、砥粒の脱落が生じて、ウェハ等の被研磨物の表面にスクラッチが発生するという課題がある。
【0007】
本発明は、上述のような点に鑑みてなされたものであって、廃棄しても環境を汚染する虞のない研磨パッドを提供することを主たる目的とし、更には、ドレッシングによる被研磨物のスクラッチを低減することを目的とする。
【課題を解決するための手段】
【0008】
本発明では、上記目的を達成するために、次のように構成している。
【0009】
すなわち、本発明は、被研磨物を研磨する研磨パッドにおいて、生分解性樹脂からなるものである。
【0010】
この生分解性樹脂としては、ポリ乳酸が好ましく、また、研磨レートを高めるために、その硬度(ショアD)は、50〜99であるのが好ましい。
【0011】
また、本発明の研磨パッドは、圧縮成形や射出成形などによって成形されるのが好ましい。
【0012】
本発明の研磨パッドは、生分解性樹脂からなる単層パッドであってもよいし、その下地層として、不織布やスポンジを張り合わせた二層パッドとしてもよい。
【0013】
本発明によると、生分解性樹脂は、水や土壌等の環境下で、微生物(バクテリア、カビ類)などによって分解され、最終的に水と炭酸ガス(二酸化炭素)に分解されてしまうので、寿命が終わった研磨パッドは、土中に埋めておくだけで、自然分解し、環境を汚染することがない。
【0014】
また、生分解性樹脂、例えばポリ乳酸は、水、特にアルカリ性の水溶液によって、分解され易く、研磨中に表面の分解が進んで新しい表面が露出するので、ドレッサーを研磨パッドに当接させて研磨パッドの表面を削り取るドレッシング工程を簡略化できることになる。
【0015】
本発明の好ましい実施態様においては、前記生分解性樹脂がマイクロカプセルを含有している。
【0016】
この実施態様によると、ドレッシングや研磨によって、生分解性樹脂中に含有されている複数のマイクロカプセルが表面に露出して削り取られ、マイクロカプセルの部分が、中空の孔(ポア)となり、多孔質状の表面が露出することになり、研磨剤がこれらの孔に保持され、研磨性能が維持される。
【0017】
本発明の他の実施態様においては、前記生分解性樹脂が砥粒を含有している。
【0018】
この実施態様によると、砥粒を含まない研磨スラリーを用いて研磨することができ、あるいは、砥粒を含む研磨スラリーの使用量を低減することができる。
【発明の効果】
【0019】
本発明によれば、寿命が終わって廃棄された研磨パッドは、水や土壌等の環境下で、自然分解するので、環境を汚染することがない。
【図面の簡単な説明】
【0020】
【図1】本発明に係る研磨パッドを備えるCMP装置の概略構成図である。
【図2】ドレッシングを行わなかった場合の研磨レートの変化を示す図である。
【図3】初期における研磨レートを示す図である。
【図4】研磨パッドの表面に形成されたグルーブを示す図である。
【図5】ドレッシングを行わなかった場合の研磨レートの変化を示す図である。
【図6】初期における研磨レート(棒グラフ)と硬度(折れ線グラフ)とを示す図である。
【発明を実施するための形態】
【0021】
以下、図面によって本発明の実施の形態について、詳細に説明する。
【0022】
図1は、本発明に係る研磨パッドを用いたCMP装置の概略構成図である。
【0023】
同図において、1は本発明に係る研磨パッド2が貼り付けられた円盤状の定盤(プラテン)、3は研磨パッド2の一方側に配置され、半導体基板(ウエハ)等の被研磨物4を保持する円盤状の研磨ヘッド、5は研磨パッド2の中心部に研磨スラリー15を供給する供給ノズル、6,7は定盤1および研磨ヘッド3を回転可能に支持する回転軸である。
【0024】
かかるCMP装置においては、研磨ヘッド3は、被研磨物4を所定圧力で研磨パッド2に圧接させた状態で、回転軸7の回転によって回転し、同時に、供給ノズル5から研磨パッド2の中心部に研磨スラリー15を供給しつつ、定盤1を回転軸6によって回転させることにより、被研磨物4の表面を研磨する。
【0025】
この実施の形態の研磨パッド2は、生分解性樹脂であるポリ乳酸によって構成されている。この研磨パッド2は、単層パッドであってもよいし、その下地層として、不織布やスポンジを張り合わせた二層パッドであってもよい。
【0026】
本発明に用いる生分解性樹脂としては、ポリ乳酸に限らず、生分解性ポリエステル樹脂、カードラン、プルラン、バクテリアセルロース、ポリアミノ酸、ポリリジン、生分解性脂肪族ポリエステル樹脂及び共重合体を挙げることができ、更に、生分解性ポリウレタン樹脂、生分解性ポリアミド系樹脂、生分解性ポリビニルアルコール、生分解性ポリエーテルなどを挙げることができる。
【0027】
ポリ乳酸からなる研磨パッド2は、例えば、圧縮成形法や射出成形法によって成形することができる。すなわち、原材料を、金型に投入(射出)し、加圧して一枚ずつ成形することができる。
【0028】
次に、ポリ乳酸を原材料として圧縮成形によって直径200mmの研磨パッドを製造した。
【0029】
ここでは、硬度(ショアD)が、76と81との2種類の研磨パッド(実施例1,2)を製造した。
【0030】
これら2種類の研磨パッドとウレタン樹脂製の従来の研磨パッドの研磨性能を次のようにして比較した。
【0031】
すなわち、被研磨物を、熱酸化膜であるTEOS(テトラエトキシシラン)膜が形成されたシリコンウェハとし、研磨機として、BUEHLER社のECOMET-3を用いて、回転数60rpm、荷重300g/cm2で、シリカを懸濁したアンモニアベースの研磨スラリーを、50ml/min供給して研磨を行った。
【0032】
図2は、ドレッシングを行わなかった場合の研磨レートの変化を示し、図3は、初期における研磨レートを示している。
【0033】
図2および図3に示されるように、実施例1に比べて硬度が高く、分子量が大きい実施例2の研磨パッドは、従来例に比べて、研磨レートが高いことが分かる。
【0034】
一方、実施例1は、従来例に比べて、研磨レートが低いものの、図2に示されるように、ドレッシングを行わなくても研磨レートが殆んど低下することなく、安定していることが分かる。
【0035】
従来は、手間のかかるドレッシングを定期的に行っているが、実施例1の研磨パッドでは、ドッシング工程を省略あるいは短縮できることになる。
【0036】
次に、ポリ乳酸を原材料として射出成形によって直径200mmの研磨パッドを製造した。
【0037】
ここでは、硬度(ショアD)が、81、76、52の3種類の研磨パッド(実施例3,4,5)を製造した。また、各研磨パッドの表面には、図4の平面図に示されるように、ピッチが15mm、深さが1mm、幅が2mmの同心円状の溝(グルーブ)10を加工した。
【0038】
これら3種類の研磨パッドの研磨性能を次のようにして比較した。
【0039】
すなわち、被研磨物を、熱酸化膜であるTEOS(テトラエトキシシラン)膜が形成されたシリコンウェハとし、研磨機として、BUEHLER社のECOMET-3を用いて、回転数60rpm、荷重300g/cm2で、セリアを懸濁した水ベースの研磨スラリーを、50ml/min供給して研磨を行った。
【0040】
図5は、ドレッシングを行わなかった場合の研磨レートの変化を示し、図6は、初期における研磨レート(棒グラフ)と硬度(折れ線グラフ)とを示している。
【0041】
なお、図6には、これら実施例3〜5と同様の同心円状の溝を有する従来例を併せて示している。
【0042】
硬度(ショアD)が、81、76の実施例3,4は、従来例よりも研磨レートが高く、ドレッシングなしでも安定した研磨レートを維持している。これに対して、硬度(ショアD)が、52の実施例5は、従来例よりも研磨レートが低いものの、実施例3,4と同様に、ドレッシングなしでも安定した研磨レートを維持している。
【0043】
このようにドレッシングなしでも研磨レートを安定して維持できるので、手間のかかるドレッシング工程を省略あるいは簡略化できることになり、CMPにおけるスループットが向上するとともに、ドレッシングの際の砥粒の脱落に起因する被研磨物表面のスクラッチを低減することができる。
【0044】
また、硬度(ショアD)が、81、76の実施例3,4が、高い研磨レートを安定して維持していることから、硬度の高い研磨パッドが好ましいことが分かる。
【0045】
(その他の実施の形態)
本発明の他の実施の形態として、研磨パッドを構成する生分解性樹脂に、複数のマイクロカプセルを含有させてもよい。
【0046】
すなわち、生分解性樹脂、例えば、ポリ乳酸の粉末と、マイクロカプセルの粒子とを、振とう機で混合し、上述と同様に、圧縮成形あるいは射出成形によって研磨パッドを製造するのである。
【0047】
マイクロカプセルは、例えば、ポリエチレンからなり、その粒子のサイズ(平均粒径)は、10nm〜500nmであるのが好ましく、生分解性樹脂に対するマイクロカプセルの混合比(重量比)は、0.1〜10%であるのが好ましい。
【0048】
このように複数のマイクロカプセルを含有した研磨パッドでは、ドレッシングや研磨によって、生分解性樹脂中に埋もれていた複数のマイクロカプセルが表面に露出して部分的に削り取られ、マイクロカプセルの部分が、中空の孔(ポア)となり、多孔質状の表面が露出することになる。これによって、研磨スラリーの研磨剤が、これら孔に保持され、さらに、隣の孔に移って行き、研磨剤の保持性と流動性が向上することになり、高い研磨レートを維持することができる。
【0049】
また、本発明の他の実施の形態として、研磨パッドを構成する生分解性樹脂に、上述のマイクロカプセルの場合と同様にして複数の砥粒を含有させて、いわゆる固定砥粒パッドとしてもよい。砥粒としては、例えば、CeO2、シリカ、アルミナ、SiCまたはダイヤモンド等が挙げられる。
【0050】
砥粒のサイズ(平均粒径)としては、10nm〜1μmであるのが好ましく、研磨の用途に応じて適宜選択される。また、生分解性樹脂に対する砥粒の混合比(重量比)は、30〜90%であるのが好ましい。
【0051】
このように研磨パッドに砥粒を含有させることにより、砥粒を含まない研磨スラリーを供給して研磨することができ、あるいは、砥粒を含む研磨スラリーの使用量を低減することができる。
【0052】
なお、生分解性樹脂に、マイクロカプセルと砥粒とを共に含有させるようにしてもよい。
【0053】
上述の実施の形態では、同心円状の溝を形成したけれども、直交する格子状の溝、螺旋状の溝あるいは多数の穴(窪み)を形成してもよい。
【0054】
上述の実施の形態では、圧縮成形あるいは射出成形によって成形したけれども、押し出し成形機から押し出された生分解性樹脂材料を加圧ローラで加圧して連続成形してもよい。
【産業上の利用可能性】
【0055】
本発明は、半導体、ガラスや電子部品などの研磨に有用である。
【符号の説明】
【0056】
1 定盤 2 研磨パッド 4 被研磨物
10 溝 15 研磨スラリー
【特許請求の範囲】
【請求項1】
被研磨物を研磨する研磨パッドにおいて、
射出成形または圧縮成形によって成形され、
砥粒を含まない生分解性樹脂からなることを特徴とする研磨パッド。
【請求項2】
被研磨物を研磨する研磨パッドにおいて、
射出成形または圧縮成形によって成形され、
砥粒を含まず、マイクロカプセルを含有した生分解性樹脂からなることを特徴とする研磨パッド。
【請求項3】
前記生分解性樹脂が、ポリ乳酸である請求項1または2に記載の研磨パッド。
【請求項4】
当該研磨パッドが単層である請求項1ないし3のいずれか一項に記載の研磨パッド。
【請求項5】
硬度(ショアD)が、50〜99である請求項1ないし4のいずれか一項に記載の研磨パッド。
【請求項6】
被研磨物を研磨する研磨パッドの製造方法において、
砥粒を含まない生分解性樹脂を原材料として射出成形または圧縮成形によって研磨パッドを製造することを特徴とする研磨パッドの製造方法。
【請求項7】
被研磨物を研磨する研磨パッドの製造方法において、
砥粒を含まず、マイクロカプセルを含有した生分解性樹脂を原材料として射出成形または圧縮成形によって研磨パッドを製造することを特徴とする研磨パッドの製造方法。
【請求項8】
前記生分解性樹脂が、ポリ乳酸である請求項6または7に記載の研磨パッドの製造方法。
【請求項1】
被研磨物を研磨する研磨パッドにおいて、
射出成形または圧縮成形によって成形され、
砥粒を含まない生分解性樹脂からなることを特徴とする研磨パッド。
【請求項2】
被研磨物を研磨する研磨パッドにおいて、
射出成形または圧縮成形によって成形され、
砥粒を含まず、マイクロカプセルを含有した生分解性樹脂からなることを特徴とする研磨パッド。
【請求項3】
前記生分解性樹脂が、ポリ乳酸である請求項1または2に記載の研磨パッド。
【請求項4】
当該研磨パッドが単層である請求項1ないし3のいずれか一項に記載の研磨パッド。
【請求項5】
硬度(ショアD)が、50〜99である請求項1ないし4のいずれか一項に記載の研磨パッド。
【請求項6】
被研磨物を研磨する研磨パッドの製造方法において、
砥粒を含まない生分解性樹脂を原材料として射出成形または圧縮成形によって研磨パッドを製造することを特徴とする研磨パッドの製造方法。
【請求項7】
被研磨物を研磨する研磨パッドの製造方法において、
砥粒を含まず、マイクロカプセルを含有した生分解性樹脂を原材料として射出成形または圧縮成形によって研磨パッドを製造することを特徴とする研磨パッドの製造方法。
【請求項8】
前記生分解性樹脂が、ポリ乳酸である請求項6または7に記載の研磨パッドの製造方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−148891(P2009−148891A)
【公開日】平成21年7月9日(2009.7.9)
【国際特許分類】
【出願番号】特願2009−90075(P2009−90075)
【出願日】平成21年4月2日(2009.4.2)
【分割の表示】特願2004−123057(P2004−123057)の分割
【原出願日】平成16年4月19日(2004.4.19)
【出願人】(000116127)ニッタ・ハース株式会社 (150)
【Fターム(参考)】
【公開日】平成21年7月9日(2009.7.9)
【国際特許分類】
【出願日】平成21年4月2日(2009.4.2)
【分割の表示】特願2004−123057(P2004−123057)の分割
【原出願日】平成16年4月19日(2004.4.19)
【出願人】(000116127)ニッタ・ハース株式会社 (150)
【Fターム(参考)】
[ Back to top ]