
研磨ブラシ用毛材および研磨ブラシ
【課題】被研磨物の表面を傷つけることなく効率よく洗浄および研磨することができると共に、耐久性に優れ、しかも持続的な研磨性能を発揮する研磨ブラシ用毛材および研磨ブラシの提供。
【解決手段】砥材粒子含有熱可塑性樹脂組成物からなるモノフィラメント1の複数本を引き揃えてなり、これらモノフィラメント1同士を接着剤で接着した部分接着部2を、モノフィラメント1の長手方向に間隔を置いて形成してなることを特徴とする研磨ブラシ用毛材およびこの毛材を少なくとも一部に使用した研磨ブラシ。
【解決手段】砥材粒子含有熱可塑性樹脂組成物からなるモノフィラメント1の複数本を引き揃えてなり、これらモノフィラメント1同士を接着剤で接着した部分接着部2を、モノフィラメント1の長手方向に間隔を置いて形成してなることを特徴とする研磨ブラシ用毛材およびこの毛材を少なくとも一部に使用した研磨ブラシ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属板の製造工程の一つである金属圧延工程において、圧延ロールや金属板などの被研磨物の表面を洗浄および研磨するために使用する研磨用ブラシ毛材の改良に関し、さらに詳しくは、被研磨物の表面を傷つけることなく効率よく洗浄および研磨することができると共に、耐久性に優れ、しかも持続的な研磨性能を発揮する研磨用ブラシ毛材および研磨ブラシに関するものである。
【背景技術】
【0002】
従来、金属板の製造工程における圧延ロール表面の洗浄および研磨または金属板の洗浄および研磨には、ディスクロールブラシ、チャンネルロールブラシ、カップ状ブラシなどの研磨ブラシが使用されており、さらにこれらの研磨ブラシの毛材には砥材粒子を含有した熱可塑性樹脂モノフィラメントが使用されている。
【0003】
これらの研磨ブラシは、回転させながら圧延ロールや金属板などの被研磨物の表面に押圧し、被研磨物の表面に付着したスラッジや錆を除去するために使用されるが、研磨性を重視するあまり被研磨物の表面を傷つけてしまうという問題があった。
【0004】
特に、鋼板の仕上げ製造工程では鋼板の表面に直接研磨ブラシを使用して研磨する際に鋼板表面に深い傷をつけて欠陥製品ができてしまうことが問題視されていた。
【0005】
こうした問題に対して、砥材粒子含有熱可塑性樹脂モノフィラメントに撚りをかけこれにさらに樹脂被覆した研磨ブラシ用毛材(例えば、特許文献1参照)、および砥材粒子含有熱可塑性樹脂モノフィラメントにマルチフィラメントをカバーリングした研磨用ブラシ毛材(例えば、特許文献2参照)などが既に知られている。
【0006】
しかし、前者の毛材は、樹脂被覆によって毛材の硬度が増加するため十分な研磨効果を発揮することができず、また後者の毛材は、毛材同志が強く擦れ合うために、マルチフィラメントが解れてしまうばかりか、マルチフィラメントが切れて被研磨物に付着したり、被研磨物の冷却工程において切れたマルチフィラメントが冷却配管内に詰まったりするなどの支障をきたすという問題があった。
【0007】
さらに、従来の研磨用ブラシ毛材を使用した研磨ブラシは、研磨性能を満たすため毛材を太くしていることから、被研磨物の表面に傷を付けやすく、逆に毛材の直径が細いものでは研磨性能を十分に満足できないため、優れた研磨性能を持続的に発揮する研磨用ブラシ毛材の実現が求められていた。
【特許文献1】特開昭55−51813号公報
【特許文献2】特開2001−32756号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、上述した従来技術における問題点の解決を課題として検討した結果達成されたものである。
【0009】
したがって、本発明の目的は、被研磨物の表面を傷つけることなく効率よく洗浄および研磨することができると共に、耐久性に優れ、しかも持続的な研磨性能を発揮する研磨用ブラシ毛材および研磨ブラシを提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するために本発明によれば、砥材粒子含有熱可塑性樹脂組成物からなるモノフィラメントの複数本を引き揃えてなり、これらモノフィラメント同士を接着剤で接着した部分接着部を、モノフィラメントの長手方向に間隔を置いて形成してなることを特徴とする研磨ブラシ用毛材が提供される。
【0011】
なお、本発明の研磨用ブラシ毛材においては、
前記部分接着部のモノフィラメント長手方向の長さが3〜10mmの範囲にあり、これら部分接着部のモノフィラメント長手方向の間隔が5〜20mmの範囲にあること、
前記接着剤が熱可塑性ホットメルト系接着剤であること、
前記モノフィラメントを構成する熱可塑性樹脂がポリアミド系樹脂からなり、前記熱可塑性ホットメルト系接着剤が共重合ポリアミド系完全水系懸濁液からなること、および
前記モノフィラメントを構成する熱可塑性樹脂がポリエステル系樹脂からなり、前記熱可塑性ホットメルト系接着剤が共重合ポリエステル系完全水系懸濁液からなること、
が好ましい条件として挙げられ、これらの条件を満たすことにより、より優れた効果を取得することができる。
【0012】
また、本発明の研磨用ブラシは、上記研磨用ブラシ毛材を少なくとも一部に使用したことを特徴とする。
【発明の効果】
【0013】
本発明によれば、以下に説明するとおり、被研磨物の表面を傷つけることなく効率よく洗浄および研磨することができると共に、耐久性に優れ、しかも持続的な研磨性能を発揮する研磨用ブラシ毛材および研磨ブラシを得ることができる。
【発明を実施するための最良の形態】
【0014】
以下、本発明の研磨用ブラシ毛材および研磨ブラシについて、図面を参照しつつ詳細に説明する。
【0015】
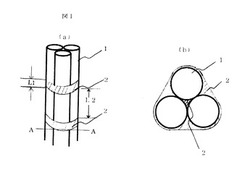
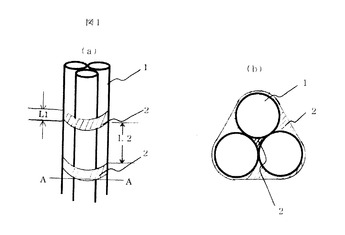
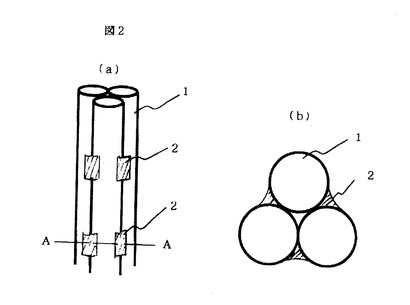
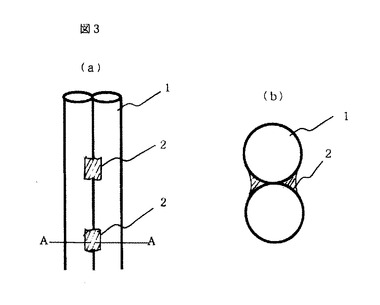
図1は本発明の研磨ブラシ毛材の第1実施例を示す正面図(a)とそのA−A線断面図(b)、図2は同じく第2実施例を示す正面図(a)とそのA−A線断面図(b)、図3は同じく第3実施例を示す正面図(a)とそのA−A線断面図(b)である。
【0016】
図1〜図3の第1〜第3実施例に示したように、本発明の研磨ブラシ用毛材は、砥材粒子含有熱可塑性樹脂組成物からなるモノフィラメント1の複数本を引き揃えてなり、これらモノフィラメント同士を接着剤で接着した部分接着部2を、モノフィラメントの長手方向に間隔を置いて形成してなることを特徴とするものである。
【0017】
ここで、図1に示した第1実施例は、砥材粒子含有熱可塑性樹脂組成物からなるモノフィラメント(以下、モノフィラメントと略称する。)1を3本引き揃えてなり、これらモノフィラメント同士を接着剤で接着した部分接着部2は、モノフィラメント1の外周全体に形成されている。
【0018】
また、図2に示した第2実施例では、モノフィラメント1を2本引き揃えてなり、これらモノフィラメント同士を接着剤で接着した部分接着部2は、モノフィラメント1が重なり合う外周部分にのみ、点接合の状態で形成されている。
【0019】
さらに、図3に示した第3実施例では、モノフィラメント1を2本引き揃えてなり、これらモノフィラメント同士を接着剤で接着した部分接着部2は、上記第2実施例と同様に、モノフィラメント1が重なり合う外周部分にのみ、点接合の状態で形成されている。
【0020】
図面では、モノフィラメント1を二本または三本引き揃えて例示したが、得られる研磨ブラシ用毛材の用途に応じては、モノフィラメントの引き揃え本数をさらに四本から十本程度まで増加させることも可能である。
【0021】
なお、本発明の研磨ブラシ毛材において、部分接着部2のモノフィラメント長手方向の長さ(図1のL1)は3〜10mm、特に4〜8mmの範囲にあることが好ましい。部分接着部2の長さが3mm未満では、モノフィラメント同士の接着力が不足して被研磨物の表面を研磨ブラシで研磨するときに、部分接着部2が剥がれて毛材の毛腰が極端に弱くなる傾向となるため、十分な研磨性能が発揮できない。部分接着部2の長さが10mmを超えると、毛材の毛腰が大きくなり過ぎるため、被研磨物の表面に傷がつきやすくなる。
【0022】
また、これら部分接着部2のモノフィラメント長手方向の間隔(図1のL2)は5〜20mm、特に7〜15mmの範囲にあることが好ましい。部分接着部2のモノフィラメント長手方向の間隔が5mm未満では、モノフィラメント同士の表面全体を接着した場合と同様に、研磨用ブラシ毛材の毛腰が大きくなり、被研磨物の表面に傷がつきやすい傾向となる。一方、部分接着部のモノフィラメント長手方向の間隔が20mmを超えると、毛材の毛腰が極端に弱くなり、十分な研磨性能が発揮できない傾向となる。
【0023】
本発明の研磨用ブラシ毛材の構成素材に使用する熱可塑性樹脂としては、ナイロン6、ナイロン66、ナイロン610(以下、N610という)、ナイロン612、ナイロン6/66共重合体、ナイロン6/12共重合体などのポリアミド系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート(以下、PBTという)、ポリエチレンナフタレート、ポリプロピレンテレフタレート、ポリメチレンナフタレート、ポリブチレンナフタレートなどのポリエステル系樹脂、ポリプロピレン、低密度および高密度ポリエチレン、シンジオタクチックまたはアタクチックまたはイソタクチックポリスチレンなどのポリオレフィン系樹脂、ポリフェニレンサルファイド、ポリスチレン・ポリブタジエン・ポリスチレンブロックコポリマー、ポリスチレン・ポリイソプレン・ポリスチレンブロックコポリマーなどのスチレン系エラストマー、エチレン・プロピレン・ジエチレンコポリマーなどのオレフィン系ゴムとポリプロピレンまたはエチレンなどのポリオレフィンとのブレンドなどのポリオレフィン系エラストマー、ポリウレタン系エラストマー、ポリエステル系エラストマー、フッ素ゴム系エラストマー、ポリエーテルエステル、ポリウレタン、ポリカボネート、ポリアリレート、エチレンテトラフロロエチレン、ポリビニリデンフロライドなどのフッ素系樹脂などが挙げられるが、後述するように、熱可塑性ホットメルト接着剤として共重合ポリアミド系完全水系懸濁液および/または共重合ポリエステル系完全水系懸濁液を使用する場合には、これらと同系の樹脂を使用することによって接着力が向上することができるとの理由から、ポリアミド系樹脂およびポリエステル系樹脂の使用が特に好ましい。
【0024】
本発明で使用するポリアミド系樹脂は、その相対粘度が低いと溶融紡糸が不安定となる場合があるため、相対粘度が3.0以上であるものが好ましく、ポリエステル系樹脂の場合は、その固有粘度が低いと同じく溶融紡糸が不安定となる場合があるため、固有粘度が0.6以上であるものが好ましい。
【0025】
ポリアミド系樹脂の相対粘度とは、濃度98%の硫酸25ccの中にポリアミド系樹脂0.25gを溶解し、この溶液を25℃の温度条件下でオストワルド粘度管を使用して測定したものであり、ポリエステル系樹脂の固有粘度とは、濃度98.5%のオルトクロロフェノール25ml中にポリエステル系樹脂2.0gを溶解し、この溶液を25℃の温度条件下でオストワルド粘度管を使用して測定したものである。
【0026】
また、本発明の研磨用ブラシ毛材を構成するモノフィラメントに含有される砥材粒子としては、炭化ケイ素、緑色炭化ケイ素、酸化アルミナ、および人工ダイヤモンドなどを使用することができ、その番手については#36〜#3000、特に#60〜#1500のものを好ましく使用することができる。
【0027】
なお、本発明においては、砥材粒子の脱落をより効果的に低減させるために、使用する砥材粒子の表面に予めシランカップリング処理を施すことも可能である。
【0028】
本発明において、研磨用ブラシ毛材を構成する砥材粒子含有モノフィラメントにおける砥材粒子の含有量は、その量が少ない場合は、研磨能力が不十分になる傾向にあり、逆に多い場合は、研磨用ブラシ毛材の強度が低下するばかりか、折損耐久性も低下する傾向にあることから、熱可塑性樹脂に対して5〜40重量%の範囲にあることが好ましく、さらには10〜30重量%の範囲にあることがより好ましい。
【0029】
本発明の研磨用ブラシ毛材を構成する砥材粒子含有モノフィラメントは、砥材粒子含有熱可塑性樹脂組成物を通常の溶融紡糸に供することにより製造されるが、紡糸後のモノフィラメントには、必要に応じて延伸や熱処理などの処理を施すこともできる。
【0030】
本発明においては、かくして得られた砥材粒子含有モノフィラメントを複数本引き揃えて、次いでこれらモノフィラメント同士を接着剤で接着した部分接着部を形成するが、接着剤としては熱可塑性ホットメルト接着剤の使用が好ましく、なかでもポリアミド系および/またはポリエステル系の熱可塑性ホットメルト接着剤を使用することが好ましい。
【0031】
この部分接着部の存在により、研磨ブラシ用毛材の先端が複数本に分岐すると共に、複数本の砥材粒子含有モノフィラメントが長さ方向に部分的に接合されるため、研磨用ブラシ毛材の硬さが増すばかりか、研磨用ブラシ毛材の先端が柔らかくなることから、被研磨物の表面に傷がつきにくく、且つ毛材がゴム弾性を持つことから研磨性能および耐久性能の向上が期待できるのである。
【0032】
部分接着部の具体的な形成手段としては、複数本引き揃えた砥材粒子含有モノフィラメントの長さ方向に、接着剤テープを一定間隔に巻き付け加熱する方法、水溶液中で数ミクロンの大きさのポリアミド系および/またはポリエステル系樹脂を懸濁させたもの、すなわち共重合ポリアミド系完全水系懸濁液および/または共重合ポリエステル系完全水系懸濁液を、複数本引き揃えた砥材粒子含有モノフィラメントの接合部に部分的に塗布した後、乾燥する方法などが挙げられるが、取り扱いの容易さと接着層の性能面からは、共重合ポリアミド系完全水系懸濁液および/またはポリエステル系完全水系懸濁液の使用が好ましい。
【0033】
さらに具体的には、本発明の研磨用ブラシ毛材は、砥材粒子含有ポリアミド系樹脂またはポリエステル系樹脂モノフィラメントを複数本引き揃えて、その外表面に一定間隔で共重合ポリアミド系完全水系懸濁液および/または共重合ポリエステル系完全水系懸濁液を塗布した後、180〜200℃で熱処理して部分接着部を形成することにより得られたものであることが好ましい。
【0034】
この場合の熱処理を、定長または弛緩条件下に180〜200℃の温度で行うことにより、砥材粒子含有熱可塑性樹脂モノフィラメントに塗布された共重合ポリアミド系完全水系懸濁液および/または共重合ポリエステル系完全水系懸濁液の水分が除かれ、共重合ポリアミドおよび/または共重合ポリエステル樹脂が複数の砥材粒子含有熱可塑性樹脂モノフィラメント同士を接合した部分接着部が形成される。
【0035】
また、こうして得られた砥材粒子含有熱可塑性樹脂モノフィラメントは、分子構造が安定して、研磨ブラシ用毛材として欠かせない直線性と耐へたり性を十分に発揮する。
【0036】
なお、熱処理を延伸条件下で行う場合には、砥材粒子含有熱可塑性樹脂モノフィラメントに塗布された共重合ポリアミド系完全水系懸濁液および/または共重合ポリエステル系完全水系懸濁液の微粒子が途切れて溶融接着がされなくなるため好ましくない。
【0037】
ここで、共重合ポリアミド系完全水系懸濁液としては、エムスケミー・ジャパン製Griltex2A Suspension、Griltex D1500A Suspensionなどが、また共重合ポリエステル系完全水系懸濁液としては、エムスケミー・ジャパン製Griltex D1377E Suspension、Griltex 9E Suspensionなどが市販されており、これらを入手して使用することができる。
【0038】
なお、これらの共重合ポリアミド系完全水系懸濁液および/または共重合ポリエステル系完全水系懸濁液を使用する場合には、砥材粒子含有熱可塑性樹脂モノフィラメントを構成する熱可塑性樹脂として同系の樹脂を選択するのが望ましく、例えば共重合ポリアミド系完全水系懸濁液では砥材粒子含有ポリアミド系樹脂モノフィラメントを、または共重合ポリエステル系完全水系懸濁液では砥材粒子含有ポリエステル系樹脂モノフィラメントを、それぞれ組み合わせることが好ましい。
【0039】
このように、砥材粒子含有モノフィラメントを構成する熱可塑性樹脂と、熱可塑性ホットメルト接着剤を構成する樹脂とを同系の樹脂素材にすることにより、複数本引き揃えた砥材粒子含有モノフィラメントの部分接着の接着力が向上して、砥材粒子含有モノフィラメントが剥がれにくくなるばかりか、研磨用ブラシ毛材の弾性が増加し、より一層の耐久性能改善が期待することができる。
【0040】
こうして得られた本発明の研磨用ブラシ毛材は、ディスクロールブラシ、チャンネルロールブラシ、カップ状ブラシなどの研磨ブラシの少なくとも一部に使用され、得られた研磨ブラシは、鋼板および圧延ロールに深い傷が付かず、洗浄や研磨時の毛材の折損がないなどの効果に加え、持続的な研磨性能を遺憾なく発揮する。
【実施例】
【0041】
以下に、実施例を挙げ本発明の構成および効果をさらに説明する。
【0042】
なお、以下の実施例における砥粒粒子の脱落評価、折損耐久性評価および研磨性評価は下記の方法により行ったものである。
【0043】
[折損耐久性]
JIS P8115に記載する屈曲揉み疲労(MIT)試験機を使用し、荷重15.7N(1.5kgf)、折り曲げ角度270°(左右135°)、且つ毎分175±10回の速度で、得られた複合モノフィラメントを繰り返し折り曲げ、複合モノフィラメントが切断するまでの往復折り曲げ回数を5回測定した。この5回の測定値の平均が大きいほど折損耐久性に優れていることを示す。
【0044】
[研磨性および被研磨体の状態]
得られたモノフィラメントを使用し、外径150mm、毛丈50mmのディスク状ブラシを作製した。そして、このディスク状ブラシをモーターに取り付け、切り込み量3mm、回転数1000rpmでSUS304の鋼板の表面を5分間研磨し、削り取られたSUSの金属の質量を測定した。この質量が大きいほど研磨性に優れていることを示す。
【0045】
また、上記SUS304の鋼板の表面状態を目視により判断して、次の三段階○〜×で表した。
○は傷が目立たない、△はやや傷が目立つ、×は深い傷があり。
【0046】
[実施例1]
相対粘度が3.8のN610樹脂(東レ(株)製M2041)77重量%と、シランカップリング剤(東レ・ダウコーニング・シリコーン(株)製SH6020)を0.2重量%被覆処理した粒度番手#100の炭化ケイ素砥材粒子(昭和電工社製)23重量%との混合物をエクストルダー型紡糸機に供給し、260℃の温度で溶融混練した後、口金孔から押出した。次に押出された糸条を20℃の冷却浴で冷却固化した後、引き続き180℃の熱風雰囲気中で3.2倍に延伸することにより、直径0.8mmのモノフィラメントを得た。その後、このモノフィラメントを5本引き揃えて10mm間隔に共重合ポリアミド系完全水系懸濁液(エムスケミー・ジャパン製Griltex 2A Suspension)を、モノフィラメント長手方向の長さ(L1)が10mm、モノフィラメント長手方向の間隔(L2)が10mmの範囲となるように塗布した後、180℃の温度で熱処理することにより部分接着部を形成した。
【0047】
そして、得られたモノフィラメントをカットし、これを研磨用ブラシ毛材としてディスク状ブラシの作製に使用した。モノフィラメントおよびディスク状ブラシの各評価結果を表1に併せて示す。
【0048】
[実施例2]
実施例1において、接着剤として共重合ポリアミド系完全水系懸濁液(エムスケミー・ジャパン製Griltex 2A Suspension)を使用し、部分接着部のモノフィラメント長手方向の長さ(L1)を5mmとした以外は、同様にしてモノフィラメントを得た。
【0049】
そして、得られたモノフィラメントをカットし、これを研磨用ブラシ毛材としてディスク状ブラシの作製に使用した。モノフィラメントおよびディスク状ブラシの各評価結果を表1に併せて示す。
【0050】
[実施例3]
実施例2において、部分接着部のモノフィラメント長手方向の長さ(L1)を20mmとした以外は、同様にしてモノフィラメントを得た。
【0051】
そして、得られたモノフィラメントをカットし、これを研磨用ブラシ毛材としてディスク状ブラシの作製に使用した。モノフィラメントおよびディスク状ブラシの各評価結果を表1に併せて示す。
【0052】
[実施例4]
実施例1において、N610樹脂を固有粘度が1.5のPBT樹脂(東レ(株)製1500S)77重量%に変更し、共重合ポリエステル系完全水系懸濁液を共重合ポリエステル系完全水系懸濁液((エムスケミー・ジャパン製Griltex D1377E Suspension、Griltex 9E Suspension)に変更したこと以外は、実施例1と同じ条件でモノフィラメントを得た。
【0053】
そして、得られたモノフィラメントをカットし、これを研磨用ブラシ毛材としてディスク状ブラシの作製に使用した。モノフィラメントおよびディスク状ブラシの各評価結果を表1に併せて示す。
【0054】
[比較例1]
実施例1において、モノフィラメントの全体表面に共重合ポリアミド系完全水系懸濁液(エムスケミー・ジャパン製Griltex 2A Suspension)を塗布した以外は、同様にして同じモノフィラメントを得た。
【0055】
そして、得られたモノフィラメントをカットし、これを研磨用ブラシ毛材としてディスク状ブラシの作製に使用した。モノフィラメントおよびディスク状ブラシの各評価結果を表1に併せて示す。
【0056】
[比較例2]
相対粘度が3.8のN610樹脂(東レ(株)製M2041)77重量%と、シランカップリング剤(東レ・ダウコーニング・シリコーン(株)製SH6020)を0.2重量%被覆処理した粒度番手#100の炭化ケイ素砥材粒子(昭和電工社製)23重量%との混合物をエクストルダー型紡糸機に供給し、260℃の温度で溶融混練した後、口金孔から押出した。次に押出された糸条を20℃の冷却浴で冷却固化した後、引き続き180℃の熱風雰囲気中で3.2倍に延伸することにより、直径1.8mmのモノフィラメントを得た。
【0057】
そして、得られた複合モノフィラメントをカットし、これを研磨用ブラシ毛材としてカップ状ブラシの作製に使用した。複合モノフィラメントおよびカップ状ブラシの各評価結果を表1に併せて示す。
【0058】
[比較例3]
実施例4において、PBT樹脂77重量%と炭化ケイ素砥材粒子23重量%の混合比を、PBT樹脂70重量%と炭化ケイ素砥材粒子30重量%に変更し、共重合ポリエステル系完全水系懸濁液((エムスケミー・ジャパン製Griltex D1377E Suspension、Griltex 9E Suspension)の塗布工程を省略した以外は、実施例4と同様にしてモノフィラメントを得た。
【0059】
そして、得られたモノフィラメントをカットし、これを研磨用ブラシ毛材としてカップ状ブラシの作製に使用した。モノフィラメントおよびカップ状ブラシの各評価結果を表1に併せて示す。
【0060】
[比較例4]
実施例1において、共重合ポリアミド系完全水系懸濁液(エムスケミー・ジャパン製Griltex 2A Suspension)の塗布工程を省略した以外は、実施例1と同様にしてモノフィラメントを得た。
【0061】
そして、得られたモノフィラメントをカットし、これを研磨用ブラシ毛材としてディスク状ブラシの作製に使用した。モノフィラメントおよびディスク状ブラシの各評価結果を表1に併せて示す。
【0062】
【表1】

【0063】
表1の結果から明らかなように、本発明の条件を満たす研磨用ブラシ毛材(実施例1〜4)は被研磨物の評価後の状態に深い傷がなく、折損耐久性に優れ、持続的な研磨性能を持った毛材であることが分かる。
【0064】
これに対し、本発明の条件を満たさない研磨ブラシ毛材は、上記効果を十分には発揮せず、例えば、部分接着ではなく全体を接着した(比較例1)では、被研磨物の評価後の状態に深い傷が付き好ましくない。また、本発明と同じ毛材の断面積を持つ直径1.8mmで部分接着部を持たない研磨用ブラシ毛材(比較例2,3)は、被研磨物の評価後の表面に深い傷が付き好ましくない。一方比較例4のような直径0.8mmの研磨用ブラシ毛材では、研磨性能もが低下するため好ましくない。
【産業上の利用可能性】
【0065】
本発明の研磨用ブラシ毛材は、被研磨物の表面を傷つけることなく効率よく洗浄および研磨することができると共に、耐久性に優れ、しかも持続的な研磨性能を発揮することから、特に鋼板表面に傷が付いていたり、折損した毛材や脱落した砥材粒子が付着していたりすると製品安全上の問題となりやすいアルミニウム板の洗浄および研磨に使用するディスクロールブラシ、チャンネルロールブラシ、カップ状ブラシに利用した場合は、これらの効果を最大限に発揮することができる。
【図面の簡単な説明】
【0066】
【図1】本発明の研磨ブラシ毛材の第1実施例を示す正面図(a)とそのA−A線断面図(b)。
【図2】同じく第2実施例を示す正面図(a)とそのA−A線断面図(b)。
【図3】同じく第3実施例を示す正面図(a)とそのA−A線断面図(b)。
【符号の説明】
【0067】
1 砥材粒子含有熱可塑性樹脂モノフィラメント
2 部分接着部
【技術分野】
【0001】
本発明は、金属板の製造工程の一つである金属圧延工程において、圧延ロールや金属板などの被研磨物の表面を洗浄および研磨するために使用する研磨用ブラシ毛材の改良に関し、さらに詳しくは、被研磨物の表面を傷つけることなく効率よく洗浄および研磨することができると共に、耐久性に優れ、しかも持続的な研磨性能を発揮する研磨用ブラシ毛材および研磨ブラシに関するものである。
【背景技術】
【0002】
従来、金属板の製造工程における圧延ロール表面の洗浄および研磨または金属板の洗浄および研磨には、ディスクロールブラシ、チャンネルロールブラシ、カップ状ブラシなどの研磨ブラシが使用されており、さらにこれらの研磨ブラシの毛材には砥材粒子を含有した熱可塑性樹脂モノフィラメントが使用されている。
【0003】
これらの研磨ブラシは、回転させながら圧延ロールや金属板などの被研磨物の表面に押圧し、被研磨物の表面に付着したスラッジや錆を除去するために使用されるが、研磨性を重視するあまり被研磨物の表面を傷つけてしまうという問題があった。
【0004】
特に、鋼板の仕上げ製造工程では鋼板の表面に直接研磨ブラシを使用して研磨する際に鋼板表面に深い傷をつけて欠陥製品ができてしまうことが問題視されていた。
【0005】
こうした問題に対して、砥材粒子含有熱可塑性樹脂モノフィラメントに撚りをかけこれにさらに樹脂被覆した研磨ブラシ用毛材(例えば、特許文献1参照)、および砥材粒子含有熱可塑性樹脂モノフィラメントにマルチフィラメントをカバーリングした研磨用ブラシ毛材(例えば、特許文献2参照)などが既に知られている。
【0006】
しかし、前者の毛材は、樹脂被覆によって毛材の硬度が増加するため十分な研磨効果を発揮することができず、また後者の毛材は、毛材同志が強く擦れ合うために、マルチフィラメントが解れてしまうばかりか、マルチフィラメントが切れて被研磨物に付着したり、被研磨物の冷却工程において切れたマルチフィラメントが冷却配管内に詰まったりするなどの支障をきたすという問題があった。
【0007】
さらに、従来の研磨用ブラシ毛材を使用した研磨ブラシは、研磨性能を満たすため毛材を太くしていることから、被研磨物の表面に傷を付けやすく、逆に毛材の直径が細いものでは研磨性能を十分に満足できないため、優れた研磨性能を持続的に発揮する研磨用ブラシ毛材の実現が求められていた。
【特許文献1】特開昭55−51813号公報
【特許文献2】特開2001−32756号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、上述した従来技術における問題点の解決を課題として検討した結果達成されたものである。
【0009】
したがって、本発明の目的は、被研磨物の表面を傷つけることなく効率よく洗浄および研磨することができると共に、耐久性に優れ、しかも持続的な研磨性能を発揮する研磨用ブラシ毛材および研磨ブラシを提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するために本発明によれば、砥材粒子含有熱可塑性樹脂組成物からなるモノフィラメントの複数本を引き揃えてなり、これらモノフィラメント同士を接着剤で接着した部分接着部を、モノフィラメントの長手方向に間隔を置いて形成してなることを特徴とする研磨ブラシ用毛材が提供される。
【0011】
なお、本発明の研磨用ブラシ毛材においては、
前記部分接着部のモノフィラメント長手方向の長さが3〜10mmの範囲にあり、これら部分接着部のモノフィラメント長手方向の間隔が5〜20mmの範囲にあること、
前記接着剤が熱可塑性ホットメルト系接着剤であること、
前記モノフィラメントを構成する熱可塑性樹脂がポリアミド系樹脂からなり、前記熱可塑性ホットメルト系接着剤が共重合ポリアミド系完全水系懸濁液からなること、および
前記モノフィラメントを構成する熱可塑性樹脂がポリエステル系樹脂からなり、前記熱可塑性ホットメルト系接着剤が共重合ポリエステル系完全水系懸濁液からなること、
が好ましい条件として挙げられ、これらの条件を満たすことにより、より優れた効果を取得することができる。
【0012】
また、本発明の研磨用ブラシは、上記研磨用ブラシ毛材を少なくとも一部に使用したことを特徴とする。
【発明の効果】
【0013】
本発明によれば、以下に説明するとおり、被研磨物の表面を傷つけることなく効率よく洗浄および研磨することができると共に、耐久性に優れ、しかも持続的な研磨性能を発揮する研磨用ブラシ毛材および研磨ブラシを得ることができる。
【発明を実施するための最良の形態】
【0014】
以下、本発明の研磨用ブラシ毛材および研磨ブラシについて、図面を参照しつつ詳細に説明する。
【0015】
図1は本発明の研磨ブラシ毛材の第1実施例を示す正面図(a)とそのA−A線断面図(b)、図2は同じく第2実施例を示す正面図(a)とそのA−A線断面図(b)、図3は同じく第3実施例を示す正面図(a)とそのA−A線断面図(b)である。
【0016】
図1〜図3の第1〜第3実施例に示したように、本発明の研磨ブラシ用毛材は、砥材粒子含有熱可塑性樹脂組成物からなるモノフィラメント1の複数本を引き揃えてなり、これらモノフィラメント同士を接着剤で接着した部分接着部2を、モノフィラメントの長手方向に間隔を置いて形成してなることを特徴とするものである。
【0017】
ここで、図1に示した第1実施例は、砥材粒子含有熱可塑性樹脂組成物からなるモノフィラメント(以下、モノフィラメントと略称する。)1を3本引き揃えてなり、これらモノフィラメント同士を接着剤で接着した部分接着部2は、モノフィラメント1の外周全体に形成されている。
【0018】
また、図2に示した第2実施例では、モノフィラメント1を2本引き揃えてなり、これらモノフィラメント同士を接着剤で接着した部分接着部2は、モノフィラメント1が重なり合う外周部分にのみ、点接合の状態で形成されている。
【0019】
さらに、図3に示した第3実施例では、モノフィラメント1を2本引き揃えてなり、これらモノフィラメント同士を接着剤で接着した部分接着部2は、上記第2実施例と同様に、モノフィラメント1が重なり合う外周部分にのみ、点接合の状態で形成されている。
【0020】
図面では、モノフィラメント1を二本または三本引き揃えて例示したが、得られる研磨ブラシ用毛材の用途に応じては、モノフィラメントの引き揃え本数をさらに四本から十本程度まで増加させることも可能である。
【0021】
なお、本発明の研磨ブラシ毛材において、部分接着部2のモノフィラメント長手方向の長さ(図1のL1)は3〜10mm、特に4〜8mmの範囲にあることが好ましい。部分接着部2の長さが3mm未満では、モノフィラメント同士の接着力が不足して被研磨物の表面を研磨ブラシで研磨するときに、部分接着部2が剥がれて毛材の毛腰が極端に弱くなる傾向となるため、十分な研磨性能が発揮できない。部分接着部2の長さが10mmを超えると、毛材の毛腰が大きくなり過ぎるため、被研磨物の表面に傷がつきやすくなる。
【0022】
また、これら部分接着部2のモノフィラメント長手方向の間隔(図1のL2)は5〜20mm、特に7〜15mmの範囲にあることが好ましい。部分接着部2のモノフィラメント長手方向の間隔が5mm未満では、モノフィラメント同士の表面全体を接着した場合と同様に、研磨用ブラシ毛材の毛腰が大きくなり、被研磨物の表面に傷がつきやすい傾向となる。一方、部分接着部のモノフィラメント長手方向の間隔が20mmを超えると、毛材の毛腰が極端に弱くなり、十分な研磨性能が発揮できない傾向となる。
【0023】
本発明の研磨用ブラシ毛材の構成素材に使用する熱可塑性樹脂としては、ナイロン6、ナイロン66、ナイロン610(以下、N610という)、ナイロン612、ナイロン6/66共重合体、ナイロン6/12共重合体などのポリアミド系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート(以下、PBTという)、ポリエチレンナフタレート、ポリプロピレンテレフタレート、ポリメチレンナフタレート、ポリブチレンナフタレートなどのポリエステル系樹脂、ポリプロピレン、低密度および高密度ポリエチレン、シンジオタクチックまたはアタクチックまたはイソタクチックポリスチレンなどのポリオレフィン系樹脂、ポリフェニレンサルファイド、ポリスチレン・ポリブタジエン・ポリスチレンブロックコポリマー、ポリスチレン・ポリイソプレン・ポリスチレンブロックコポリマーなどのスチレン系エラストマー、エチレン・プロピレン・ジエチレンコポリマーなどのオレフィン系ゴムとポリプロピレンまたはエチレンなどのポリオレフィンとのブレンドなどのポリオレフィン系エラストマー、ポリウレタン系エラストマー、ポリエステル系エラストマー、フッ素ゴム系エラストマー、ポリエーテルエステル、ポリウレタン、ポリカボネート、ポリアリレート、エチレンテトラフロロエチレン、ポリビニリデンフロライドなどのフッ素系樹脂などが挙げられるが、後述するように、熱可塑性ホットメルト接着剤として共重合ポリアミド系完全水系懸濁液および/または共重合ポリエステル系完全水系懸濁液を使用する場合には、これらと同系の樹脂を使用することによって接着力が向上することができるとの理由から、ポリアミド系樹脂およびポリエステル系樹脂の使用が特に好ましい。
【0024】
本発明で使用するポリアミド系樹脂は、その相対粘度が低いと溶融紡糸が不安定となる場合があるため、相対粘度が3.0以上であるものが好ましく、ポリエステル系樹脂の場合は、その固有粘度が低いと同じく溶融紡糸が不安定となる場合があるため、固有粘度が0.6以上であるものが好ましい。
【0025】
ポリアミド系樹脂の相対粘度とは、濃度98%の硫酸25ccの中にポリアミド系樹脂0.25gを溶解し、この溶液を25℃の温度条件下でオストワルド粘度管を使用して測定したものであり、ポリエステル系樹脂の固有粘度とは、濃度98.5%のオルトクロロフェノール25ml中にポリエステル系樹脂2.0gを溶解し、この溶液を25℃の温度条件下でオストワルド粘度管を使用して測定したものである。
【0026】
また、本発明の研磨用ブラシ毛材を構成するモノフィラメントに含有される砥材粒子としては、炭化ケイ素、緑色炭化ケイ素、酸化アルミナ、および人工ダイヤモンドなどを使用することができ、その番手については#36〜#3000、特に#60〜#1500のものを好ましく使用することができる。
【0027】
なお、本発明においては、砥材粒子の脱落をより効果的に低減させるために、使用する砥材粒子の表面に予めシランカップリング処理を施すことも可能である。
【0028】
本発明において、研磨用ブラシ毛材を構成する砥材粒子含有モノフィラメントにおける砥材粒子の含有量は、その量が少ない場合は、研磨能力が不十分になる傾向にあり、逆に多い場合は、研磨用ブラシ毛材の強度が低下するばかりか、折損耐久性も低下する傾向にあることから、熱可塑性樹脂に対して5〜40重量%の範囲にあることが好ましく、さらには10〜30重量%の範囲にあることがより好ましい。
【0029】
本発明の研磨用ブラシ毛材を構成する砥材粒子含有モノフィラメントは、砥材粒子含有熱可塑性樹脂組成物を通常の溶融紡糸に供することにより製造されるが、紡糸後のモノフィラメントには、必要に応じて延伸や熱処理などの処理を施すこともできる。
【0030】
本発明においては、かくして得られた砥材粒子含有モノフィラメントを複数本引き揃えて、次いでこれらモノフィラメント同士を接着剤で接着した部分接着部を形成するが、接着剤としては熱可塑性ホットメルト接着剤の使用が好ましく、なかでもポリアミド系および/またはポリエステル系の熱可塑性ホットメルト接着剤を使用することが好ましい。
【0031】
この部分接着部の存在により、研磨ブラシ用毛材の先端が複数本に分岐すると共に、複数本の砥材粒子含有モノフィラメントが長さ方向に部分的に接合されるため、研磨用ブラシ毛材の硬さが増すばかりか、研磨用ブラシ毛材の先端が柔らかくなることから、被研磨物の表面に傷がつきにくく、且つ毛材がゴム弾性を持つことから研磨性能および耐久性能の向上が期待できるのである。
【0032】
部分接着部の具体的な形成手段としては、複数本引き揃えた砥材粒子含有モノフィラメントの長さ方向に、接着剤テープを一定間隔に巻き付け加熱する方法、水溶液中で数ミクロンの大きさのポリアミド系および/またはポリエステル系樹脂を懸濁させたもの、すなわち共重合ポリアミド系完全水系懸濁液および/または共重合ポリエステル系完全水系懸濁液を、複数本引き揃えた砥材粒子含有モノフィラメントの接合部に部分的に塗布した後、乾燥する方法などが挙げられるが、取り扱いの容易さと接着層の性能面からは、共重合ポリアミド系完全水系懸濁液および/またはポリエステル系完全水系懸濁液の使用が好ましい。
【0033】
さらに具体的には、本発明の研磨用ブラシ毛材は、砥材粒子含有ポリアミド系樹脂またはポリエステル系樹脂モノフィラメントを複数本引き揃えて、その外表面に一定間隔で共重合ポリアミド系完全水系懸濁液および/または共重合ポリエステル系完全水系懸濁液を塗布した後、180〜200℃で熱処理して部分接着部を形成することにより得られたものであることが好ましい。
【0034】
この場合の熱処理を、定長または弛緩条件下に180〜200℃の温度で行うことにより、砥材粒子含有熱可塑性樹脂モノフィラメントに塗布された共重合ポリアミド系完全水系懸濁液および/または共重合ポリエステル系完全水系懸濁液の水分が除かれ、共重合ポリアミドおよび/または共重合ポリエステル樹脂が複数の砥材粒子含有熱可塑性樹脂モノフィラメント同士を接合した部分接着部が形成される。
【0035】
また、こうして得られた砥材粒子含有熱可塑性樹脂モノフィラメントは、分子構造が安定して、研磨ブラシ用毛材として欠かせない直線性と耐へたり性を十分に発揮する。
【0036】
なお、熱処理を延伸条件下で行う場合には、砥材粒子含有熱可塑性樹脂モノフィラメントに塗布された共重合ポリアミド系完全水系懸濁液および/または共重合ポリエステル系完全水系懸濁液の微粒子が途切れて溶融接着がされなくなるため好ましくない。
【0037】
ここで、共重合ポリアミド系完全水系懸濁液としては、エムスケミー・ジャパン製Griltex2A Suspension、Griltex D1500A Suspensionなどが、また共重合ポリエステル系完全水系懸濁液としては、エムスケミー・ジャパン製Griltex D1377E Suspension、Griltex 9E Suspensionなどが市販されており、これらを入手して使用することができる。
【0038】
なお、これらの共重合ポリアミド系完全水系懸濁液および/または共重合ポリエステル系完全水系懸濁液を使用する場合には、砥材粒子含有熱可塑性樹脂モノフィラメントを構成する熱可塑性樹脂として同系の樹脂を選択するのが望ましく、例えば共重合ポリアミド系完全水系懸濁液では砥材粒子含有ポリアミド系樹脂モノフィラメントを、または共重合ポリエステル系完全水系懸濁液では砥材粒子含有ポリエステル系樹脂モノフィラメントを、それぞれ組み合わせることが好ましい。
【0039】
このように、砥材粒子含有モノフィラメントを構成する熱可塑性樹脂と、熱可塑性ホットメルト接着剤を構成する樹脂とを同系の樹脂素材にすることにより、複数本引き揃えた砥材粒子含有モノフィラメントの部分接着の接着力が向上して、砥材粒子含有モノフィラメントが剥がれにくくなるばかりか、研磨用ブラシ毛材の弾性が増加し、より一層の耐久性能改善が期待することができる。
【0040】
こうして得られた本発明の研磨用ブラシ毛材は、ディスクロールブラシ、チャンネルロールブラシ、カップ状ブラシなどの研磨ブラシの少なくとも一部に使用され、得られた研磨ブラシは、鋼板および圧延ロールに深い傷が付かず、洗浄や研磨時の毛材の折損がないなどの効果に加え、持続的な研磨性能を遺憾なく発揮する。
【実施例】
【0041】
以下に、実施例を挙げ本発明の構成および効果をさらに説明する。
【0042】
なお、以下の実施例における砥粒粒子の脱落評価、折損耐久性評価および研磨性評価は下記の方法により行ったものである。
【0043】
[折損耐久性]
JIS P8115に記載する屈曲揉み疲労(MIT)試験機を使用し、荷重15.7N(1.5kgf)、折り曲げ角度270°(左右135°)、且つ毎分175±10回の速度で、得られた複合モノフィラメントを繰り返し折り曲げ、複合モノフィラメントが切断するまでの往復折り曲げ回数を5回測定した。この5回の測定値の平均が大きいほど折損耐久性に優れていることを示す。
【0044】
[研磨性および被研磨体の状態]
得られたモノフィラメントを使用し、外径150mm、毛丈50mmのディスク状ブラシを作製した。そして、このディスク状ブラシをモーターに取り付け、切り込み量3mm、回転数1000rpmでSUS304の鋼板の表面を5分間研磨し、削り取られたSUSの金属の質量を測定した。この質量が大きいほど研磨性に優れていることを示す。
【0045】
また、上記SUS304の鋼板の表面状態を目視により判断して、次の三段階○〜×で表した。
○は傷が目立たない、△はやや傷が目立つ、×は深い傷があり。
【0046】
[実施例1]
相対粘度が3.8のN610樹脂(東レ(株)製M2041)77重量%と、シランカップリング剤(東レ・ダウコーニング・シリコーン(株)製SH6020)を0.2重量%被覆処理した粒度番手#100の炭化ケイ素砥材粒子(昭和電工社製)23重量%との混合物をエクストルダー型紡糸機に供給し、260℃の温度で溶融混練した後、口金孔から押出した。次に押出された糸条を20℃の冷却浴で冷却固化した後、引き続き180℃の熱風雰囲気中で3.2倍に延伸することにより、直径0.8mmのモノフィラメントを得た。その後、このモノフィラメントを5本引き揃えて10mm間隔に共重合ポリアミド系完全水系懸濁液(エムスケミー・ジャパン製Griltex 2A Suspension)を、モノフィラメント長手方向の長さ(L1)が10mm、モノフィラメント長手方向の間隔(L2)が10mmの範囲となるように塗布した後、180℃の温度で熱処理することにより部分接着部を形成した。
【0047】
そして、得られたモノフィラメントをカットし、これを研磨用ブラシ毛材としてディスク状ブラシの作製に使用した。モノフィラメントおよびディスク状ブラシの各評価結果を表1に併せて示す。
【0048】
[実施例2]
実施例1において、接着剤として共重合ポリアミド系完全水系懸濁液(エムスケミー・ジャパン製Griltex 2A Suspension)を使用し、部分接着部のモノフィラメント長手方向の長さ(L1)を5mmとした以外は、同様にしてモノフィラメントを得た。
【0049】
そして、得られたモノフィラメントをカットし、これを研磨用ブラシ毛材としてディスク状ブラシの作製に使用した。モノフィラメントおよびディスク状ブラシの各評価結果を表1に併せて示す。
【0050】
[実施例3]
実施例2において、部分接着部のモノフィラメント長手方向の長さ(L1)を20mmとした以外は、同様にしてモノフィラメントを得た。
【0051】
そして、得られたモノフィラメントをカットし、これを研磨用ブラシ毛材としてディスク状ブラシの作製に使用した。モノフィラメントおよびディスク状ブラシの各評価結果を表1に併せて示す。
【0052】
[実施例4]
実施例1において、N610樹脂を固有粘度が1.5のPBT樹脂(東レ(株)製1500S)77重量%に変更し、共重合ポリエステル系完全水系懸濁液を共重合ポリエステル系完全水系懸濁液((エムスケミー・ジャパン製Griltex D1377E Suspension、Griltex 9E Suspension)に変更したこと以外は、実施例1と同じ条件でモノフィラメントを得た。
【0053】
そして、得られたモノフィラメントをカットし、これを研磨用ブラシ毛材としてディスク状ブラシの作製に使用した。モノフィラメントおよびディスク状ブラシの各評価結果を表1に併せて示す。
【0054】
[比較例1]
実施例1において、モノフィラメントの全体表面に共重合ポリアミド系完全水系懸濁液(エムスケミー・ジャパン製Griltex 2A Suspension)を塗布した以外は、同様にして同じモノフィラメントを得た。
【0055】
そして、得られたモノフィラメントをカットし、これを研磨用ブラシ毛材としてディスク状ブラシの作製に使用した。モノフィラメントおよびディスク状ブラシの各評価結果を表1に併せて示す。
【0056】
[比較例2]
相対粘度が3.8のN610樹脂(東レ(株)製M2041)77重量%と、シランカップリング剤(東レ・ダウコーニング・シリコーン(株)製SH6020)を0.2重量%被覆処理した粒度番手#100の炭化ケイ素砥材粒子(昭和電工社製)23重量%との混合物をエクストルダー型紡糸機に供給し、260℃の温度で溶融混練した後、口金孔から押出した。次に押出された糸条を20℃の冷却浴で冷却固化した後、引き続き180℃の熱風雰囲気中で3.2倍に延伸することにより、直径1.8mmのモノフィラメントを得た。
【0057】
そして、得られた複合モノフィラメントをカットし、これを研磨用ブラシ毛材としてカップ状ブラシの作製に使用した。複合モノフィラメントおよびカップ状ブラシの各評価結果を表1に併せて示す。
【0058】
[比較例3]
実施例4において、PBT樹脂77重量%と炭化ケイ素砥材粒子23重量%の混合比を、PBT樹脂70重量%と炭化ケイ素砥材粒子30重量%に変更し、共重合ポリエステル系完全水系懸濁液((エムスケミー・ジャパン製Griltex D1377E Suspension、Griltex 9E Suspension)の塗布工程を省略した以外は、実施例4と同様にしてモノフィラメントを得た。
【0059】
そして、得られたモノフィラメントをカットし、これを研磨用ブラシ毛材としてカップ状ブラシの作製に使用した。モノフィラメントおよびカップ状ブラシの各評価結果を表1に併せて示す。
【0060】
[比較例4]
実施例1において、共重合ポリアミド系完全水系懸濁液(エムスケミー・ジャパン製Griltex 2A Suspension)の塗布工程を省略した以外は、実施例1と同様にしてモノフィラメントを得た。
【0061】
そして、得られたモノフィラメントをカットし、これを研磨用ブラシ毛材としてディスク状ブラシの作製に使用した。モノフィラメントおよびディスク状ブラシの各評価結果を表1に併せて示す。
【0062】
【表1】
【0063】
表1の結果から明らかなように、本発明の条件を満たす研磨用ブラシ毛材(実施例1〜4)は被研磨物の評価後の状態に深い傷がなく、折損耐久性に優れ、持続的な研磨性能を持った毛材であることが分かる。
【0064】
これに対し、本発明の条件を満たさない研磨ブラシ毛材は、上記効果を十分には発揮せず、例えば、部分接着ではなく全体を接着した(比較例1)では、被研磨物の評価後の状態に深い傷が付き好ましくない。また、本発明と同じ毛材の断面積を持つ直径1.8mmで部分接着部を持たない研磨用ブラシ毛材(比較例2,3)は、被研磨物の評価後の表面に深い傷が付き好ましくない。一方比較例4のような直径0.8mmの研磨用ブラシ毛材では、研磨性能もが低下するため好ましくない。
【産業上の利用可能性】
【0065】
本発明の研磨用ブラシ毛材は、被研磨物の表面を傷つけることなく効率よく洗浄および研磨することができると共に、耐久性に優れ、しかも持続的な研磨性能を発揮することから、特に鋼板表面に傷が付いていたり、折損した毛材や脱落した砥材粒子が付着していたりすると製品安全上の問題となりやすいアルミニウム板の洗浄および研磨に使用するディスクロールブラシ、チャンネルロールブラシ、カップ状ブラシに利用した場合は、これらの効果を最大限に発揮することができる。
【図面の簡単な説明】
【0066】
【図1】本発明の研磨ブラシ毛材の第1実施例を示す正面図(a)とそのA−A線断面図(b)。
【図2】同じく第2実施例を示す正面図(a)とそのA−A線断面図(b)。
【図3】同じく第3実施例を示す正面図(a)とそのA−A線断面図(b)。
【符号の説明】
【0067】
1 砥材粒子含有熱可塑性樹脂モノフィラメント
2 部分接着部
【特許請求の範囲】
【請求項1】
砥材粒子含有熱可塑性樹脂組成物からなるモノフィラメントの複数本を引き揃えてなり、これらモノフィラメント同士を接着剤で接着した部分接着部を、モノフィラメントの長手方向に間隔を置いて形成してなることを特徴とする研磨ブラシ用毛材。
【請求項2】
前記部分接着部のモノフィラメント長手方向の長さが3〜10mmの範囲にあり、これら部分接着部のモノフィラメント長手方向の間隔が5〜20mmの範囲にあることを特徴とする請求項1に記載の研磨ブラシ用毛材。
【請求項3】
前記接着剤が熱可塑性ホットメルト系接着剤であることを特徴とする請求項1または2に記載の研磨ブラシ用毛材。
【請求項4】
前記モノフィラメントを構成する熱可塑性樹脂がポリアミド系樹脂からなり、前記熱可塑性ホットメルト系接着剤が共重合ポリアミド系完全水系懸濁液からなることを特徴とする請求項1〜3のいずれか1項に記載の研磨ブラシ用毛材。
【請求項5】
前記モノフィラメントを構成する熱可塑性樹脂がポリエステル系樹脂からなり、前記熱可塑性ホットメルト系接着剤が共重合ポリエステル系完全水系懸濁液からなることを特徴とする請求項1〜3のいずれか1項に記載の研磨ブラシ用毛材。
【請求項6】
請求項1〜5のいずれか1項に記載の研磨ブラシ用毛材を少なくとも一部に使用したことを特徴とする研磨ブラシ。
【請求項1】
砥材粒子含有熱可塑性樹脂組成物からなるモノフィラメントの複数本を引き揃えてなり、これらモノフィラメント同士を接着剤で接着した部分接着部を、モノフィラメントの長手方向に間隔を置いて形成してなることを特徴とする研磨ブラシ用毛材。
【請求項2】
前記部分接着部のモノフィラメント長手方向の長さが3〜10mmの範囲にあり、これら部分接着部のモノフィラメント長手方向の間隔が5〜20mmの範囲にあることを特徴とする請求項1に記載の研磨ブラシ用毛材。
【請求項3】
前記接着剤が熱可塑性ホットメルト系接着剤であることを特徴とする請求項1または2に記載の研磨ブラシ用毛材。
【請求項4】
前記モノフィラメントを構成する熱可塑性樹脂がポリアミド系樹脂からなり、前記熱可塑性ホットメルト系接着剤が共重合ポリアミド系完全水系懸濁液からなることを特徴とする請求項1〜3のいずれか1項に記載の研磨ブラシ用毛材。
【請求項5】
前記モノフィラメントを構成する熱可塑性樹脂がポリエステル系樹脂からなり、前記熱可塑性ホットメルト系接着剤が共重合ポリエステル系完全水系懸濁液からなることを特徴とする請求項1〜3のいずれか1項に記載の研磨ブラシ用毛材。
【請求項6】
請求項1〜5のいずれか1項に記載の研磨ブラシ用毛材を少なくとも一部に使用したことを特徴とする研磨ブラシ。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−137295(P2010−137295A)
【公開日】平成22年6月24日(2010.6.24)
【国際特許分類】
【出願番号】特願2008−313071(P2008−313071)
【出願日】平成20年12月9日(2008.12.9)
【出願人】(000219288)東レ・モノフィラメント株式会社 (239)
【Fターム(参考)】
【公開日】平成22年6月24日(2010.6.24)
【国際特許分類】
【出願日】平成20年12月9日(2008.12.9)
【出願人】(000219288)東レ・モノフィラメント株式会社 (239)
【Fターム(参考)】
[ Back to top ]