
研磨処理硬化物の製造方法、積層体及び積層体の製造方法
【課題】硬化物の表面に金属めっき層などの金属層が形成された場合に、硬化物と金属層との接着強度を高めることができる研磨処理硬化物の製造方法、及び該研磨処理硬化物を備える積層体を提供する。
【解決手段】本発明に係る研磨処理硬化物の製造方法は、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物12を予備硬化させた予備硬化物12Aの表面12aが粗化処理された粗化硬化物12Bを用いて、該粗化硬化物12Bの粗化処理された表面12aを研磨処理して、研磨処理硬化物12Cを得る研磨処理工程を備える。本発明に係る積層体1は、上記製造方法により得られた研磨処理硬化物12Cと、該研磨処理硬化物の研磨処理された表面に積層された金属層13とを備える。
【解決手段】本発明に係る研磨処理硬化物の製造方法は、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物12を予備硬化させた予備硬化物12Aの表面12aが粗化処理された粗化硬化物12Bを用いて、該粗化硬化物12Bの粗化処理された表面12aを研磨処理して、研磨処理硬化物12Cを得る研磨処理工程を備える。本発明に係る積層体1は、上記製造方法により得られた研磨処理硬化物12Cと、該研磨処理硬化物の研磨処理された表面に積層された金属層13とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を用いた研磨処理硬化物に関し、より詳細には、例えば金属層が表面に積層される用途に用いられる研磨処理硬化物、並びに該研磨処理硬化物を用いた積層体及び積層体の製造方法に関する。
【背景技術】
【0002】
多層プリント配線板は、積層された複数の絶縁層と、該絶縁層間に配置されたパターン状の金属配線とを備える。上記絶縁層を形成するために、様々な樹脂組成物が用いられている。
【0003】
例えば、下記の特許文献1には、ビスフェノールA型エポキシ樹脂と、ホスファフェナントレン類構造を有する変性フェノールノボラック型エポキシ樹脂と、トリアジン環を有するフェノールノボラック硬化剤と、無機充填剤とを含む樹脂組成物を用いて、上記絶縁層を形成した多層プリント配線板が開示されている。
【0004】
具体的には、特許文献1では、回路が形成された内層回路基板上に、上記樹脂組成物により樹脂層を形成する工程と、該樹脂層を硬化させて硬化物である絶縁層を形成する工程と、該絶縁層の表面を粗化処理液で粗化処理する工程と、上記絶縁層の粗化処理された表面に金属めっきを施して、金属めっき層を形成する工程とにより、多層プリント配線板が作製されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−74929号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、積層板の実装密度が高くなっている。これに伴って、上記金属めっき層である配線の微細化が進行している。すなわち、配線の幅方向の寸法(L)と、配線が形成されていない部分の幅方向の寸法(S)とを示すL/Sが、より一層小さくなってきている。このような微細な配線を形成するためには、配線が形成される絶縁層の表面の表面粗さを小さくする必要がある。さらに、配線の信頼性を高めるためには絶縁層と配線との接着強度を高くする必要がある。
【0007】
特許文献1に記載のように、絶縁層の表面を粗化処理しただけでは、絶縁層の表面の表面粗さが、十分に小さくならないことがある。さらに、絶縁層と、該絶縁層の粗化処理された表面上に形成された金属めっき層との接着強度が充分に高くならないことがある。
【0008】
本発明の目的は、硬化物の表面に金属めっき層などの金属層が形成された場合に、硬化物と金属層との接着強度を高めることができる研磨処理硬化物の製造方法を提供することである。
【0009】
本発明の他の目的は、硬化物と金属層との接着強度が高い積層体及び積層体の製造方法を提供することである。
【課題を解決するための手段】
【0010】
本発明の広い局面によれば、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面を研磨処理して、研磨処理硬化物を得る研磨処理工程を備える、研磨処理硬化物の製造方法が提供される。
【0011】
本発明に係る研磨処理硬化物の製造方法のある特定の局面では、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面をブラスト処理又はバフ処理して、ブラスト処理硬化物又はバフ処理硬化物を得るブラスト処理工程を備える。
【0012】
本発明に係る研磨処理硬化物の製造方法では、上記粗化硬化物の粗化処理された表面をブラスト処理して、ブラスト処理硬化物を得てもよい。さらに、本発明に係る研磨処理硬化物の製造方法では、上記粗化硬化物の粗化処理された表面をバフ処理してバフ処理硬化物を得てもよい。
【0013】
本発明に係る研磨処理硬化物の製造方法のある特定の局面では、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させて、予備硬化物を得る硬化工程と、該予備硬化物の表面を粗化処理して、粗化硬化物を得る粗化工程とがさらに備えられる。
【0014】
本発明に係る研磨処理硬化物の製造方法の他の特定の局面では、上記粗化工程において、上記予備硬化物の表面は、過マンガン酸化合物を含む粗化処理液で粗化処理される。
【0015】
本発明に係る研磨処理硬化物の製造方法のさらに他の特定の局面では、上記充填剤として、シリカ粒子が用いられる。
【0016】
本発明に係る積層体は、上記研磨処理硬化物の製造方法により得られた研磨処理硬化物と、該研磨処理硬化物の研磨処理された表面に積層された金属層とを備える。
【0017】
本発明に係る積層体のある特定の局面では、基材がさらに備えられており、該基材の表面に上記研磨処理硬化物が積層されており、該研磨処理硬化物の基材側とは反対側の表面に上記金属層が積層されている。
【0018】
本発明に係る積層体では、上記研磨処理硬化物は、ブラスト処理硬化物又はバフ処理硬化物であることが好ましい。本発明に係る積層体では、上記研磨処理硬化物は、ブラスト処理硬化物であってもよく、バフ処理硬化物であってもよい。
【0019】
本発明に係る積層体の製造方法は、基材の表面に、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を積層して、該樹脂組成物を予備硬化させて予備硬化物を得る硬化工程と、該予備硬化物の表面を粗化処理して、粗化硬化物を得る粗化工程と、該粗化硬化物の粗化処理された表面を研磨処理して、研磨処理硬化物を得る研磨処理工程と、該研磨処理硬化物の研磨処理された表面に、金属層を積層する工程とを備える。
【0020】
本発明に係る積層体の製造方法のある特定の局面では、基材の表面に、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を積層して、該樹脂組成物を予備硬化させて予備硬化物を得る硬化工程と、該予備硬化物の表面を粗化処理して、粗化硬化物を得る粗化工程と、該粗化硬化物の粗化処理された表面をブラスト処理又はバフ処理して、ブラスト処理硬化物又はバフ処理硬化物を得る研磨処理工程と、該ブラスト処理硬化物又はバフ処理硬化物の研磨処理された表面に、金属層を積層する工程とを備える。
【0021】
本発明に係る積層体の製造方法では、上記粗化硬化物の粗化処理された表面をブラスト処理して、ブラスト処理硬化物を得てもよい。さらに本発明に係る積層体の製造方法では、上記粗化硬化物の粗化処理された表面をバフ処理してバフ処理硬化物を得てもよい。
【発明の効果】
【0022】
本発明に係る研磨処理硬化物の製造方法では、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面を研磨処理するので、研磨処理硬化物の表面に金属めっき層などの金属層が形成された場合に、研磨処理硬化物と金属層との接着強度を高めることができる。
【0023】
本発明に係る積層体及び本発明に係る積層体の製造方法により得られる積層体は、上記粗化硬化物の粗化処理された表面を研磨処理した研磨処理硬化物を備えており、更に該研磨処理硬化物の研磨処理された表面に金属層が積層されているので、該研磨処理硬化物と金属層との接着強度が高い。
【図面の簡単な説明】
【0024】
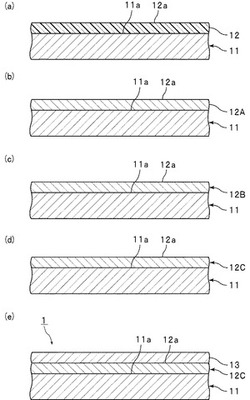
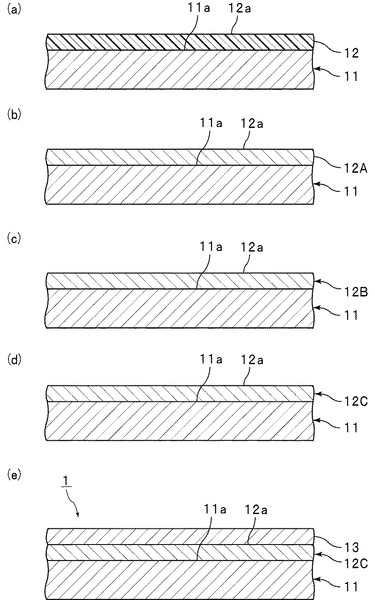
【図1】図1(a)〜(e)は、本発明の一実施形態に係る積層体の製造方法を説明するための図であり、研磨処理硬化物を備える積層体を得る各工程を説明するための部分切欠正面断面図である。
【発明を実施するための形態】
【0025】
本願発明者らは、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面を研磨処理することにより、研磨処理硬化物の表面の表面粗さを小さくすることができ、かつ研磨処理硬化物と金属層との接着強度を高めることができることを見出し、本発明を完成させた。
【0026】
また、本願発明者らは、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面をブラスト処理又はバフ処理することにより、ブラスト処理硬化物又はバフ処理硬化物の表面の表面粗さをより一層小さくすることができ、かつブラスト処理硬化物又はバフ処理硬化物と金属層との接着強度をより一層高めることができることを見出した。
【0027】
上記研磨処理は、ブラスト処理又はバフ処理であることが好ましい。上記研磨処理は、ブラスト処理であってもよく、バフ処理であってもよい。但し、ブラスト処理及びバフ処理以外の研磨処理を用いてもよい。上記研磨処理硬化物は、ブラスト処理硬化物又はバフ処理硬化物であることが好ましい。上記研磨処理硬化物は、ブラスト処理硬化物であってもよく、バフ処理硬化物であってもよい。
【0028】
硬化物の表面の表面粗さを小さくし、かつ硬化物と金属層との接着強度を高めるために、本発明に係る研磨処理硬化物の製造方法は、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面を研磨処理する研磨処理工程を備える。該研磨処理工程は、ブラスト処理工程又はバフ処理工程であることが好ましい。上記研磨処理工程は、ブラスト処理工程であってもよく、バフ処理工程であってもよい。
【0029】
以下、図面を参照しつつ、本発明の具体的な実施形態及び実施例を説明することにより、本発明を明らかにする。
【0030】
図1(a)〜(e)は、本発明の一実施形態に係る積層体の製造方法を説明するための図であり、研磨処理硬化物を備える積層体を得る各工程を説明するための正面断面図である。
【0031】
先ず、図1(a)に示すように、基材11を用意して、基材11の上面11aに樹脂組成物12を積層する。
【0032】
基材11としては、基板、金属層及び金属配線が形成された絶縁層等が挙げられる。樹脂組成物12は、エポキシ樹脂と硬化剤と充填剤とを含む。樹脂組成物12は、ペーストであってもよい。基材11の上面11aに、ペーストである樹脂組成物を塗工してもよい。樹脂組成物12は、シート状であり、樹脂シートであってもよい。基材11の上面11aに、樹脂シートである樹脂組成物12をラミネートしてもよい。ラミネートの後に、必要に応じてプレスしてもよい。
【0033】
次に、基材11の上面11aに積層された樹脂組成物12を加熱し、予備硬化させる硬化工程(キュア工程)を行う。加熱にはオーブン等が用いられる。図1(b)に示すように、樹脂組成物12の加熱により、基材11の上面11aに、樹脂組成物が予備硬化された予備硬化物12Aが得られる。
【0034】
予備硬化物12Aは、一般に、ペーストの状態又はBステージと呼ばれる微硬化した状態から、硬化を更に進行させて、粗化処理に適した予備硬化状態すなわち半硬化状態としたものである。予備硬化物12Aは、一般的に完全に硬化しておらず、硬化がさらに進行され得る。
【0035】
硬化工程における加熱温度は、100〜200℃の範囲内であることが好ましい。上記加熱温度は、より好ましくは130℃以上、更に好ましくは150℃以上、より好ましくは190℃以下である。上記加熱温度が上記下限以上であると、樹脂組成物12を適度に硬化させることができ、粗化処理により一層適した予備硬化物を得ることができる。さらに、上記加熱温度が上記下限以上であると、粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくすることができ、研磨処理硬化物と金属層との接着強度をより一層高くすることができる。上記加熱温度が上記上限以下であると、樹脂組成物の硬化反応が急速に進行し難い。このため、硬化度が部分的に異なり難く、粗い部分と密な部分とが形成され難い。このため、粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層均一に小さくすることができる。
【0036】
硬化工程における加熱時間は、3〜120分間であることが好ましい。該加熱時間は、より好ましくは30分以上、より好ましくは90分以下である。上記加熱時間が上記下限以上であると、樹脂組成物12を適度に硬化させることができ、粗化処理により一層適した予備硬化物を得ることができる。上記加熱時間が上記上限以下であると、生産性が高くなり、かつ粗化処理により一層適した予備硬化物を得ることができる。
【0037】
上記加熱の際に、段階的に昇温を行うステップキュア法等を用いてもよい。
【0038】
硬化工程の後、予備硬化物12Aの表面12aは、膨潤処理及び粗化処理される。また、予備硬化物12Aは膨潤処理されずに、粗化処理のみされてもよい。ただし、予備硬化物12Aは、膨潤処理された後、粗化処理されることが好ましい。図1(c)に示すように、粗化処理により、予備硬化物12Aの表面12aが粗化処理され、粗化硬化物12Bが得られる。粗化硬化物12Bは、粗化処理された硬化物である。なお、便宜上、図示は省略しているが、図1(c)における粗化硬化物12Bの粗化処理された表面12aは微細な粗面である。
【0039】
予備硬化物12Aを膨潤処理する方法は、特に限定されない。膨潤処理は従来公知の手法により行われる。例えば、ブチルカルビトール、エチレングリコール、ジメチルホルムアミド、ジメチルスルホシキド、N−メチル−2−ピロリドン、ピリジン、硫酸、スルホン酸もしくは水酸化ナトリウムなどを主成分として含む水溶液又は有機溶媒分散液により予備硬化物12Aを処理する方法等が挙げられる。なかでも、ブチルカルビトールを含む水溶液中で予備硬化物12Aを処理する方法が好ましい。
【0040】
上記膨潤処理の温度は、50〜80℃の範囲内であることが好ましい。膨潤温度は、より好ましくは60℃以上である。膨潤処理の温度が上記下限以上であると、研磨処理硬化物と金属層との接着強度をより一層高めることができる。膨潤処理の温度が80℃以下であると、粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくすることができる。
【0041】
上記膨潤処理の時間は、1〜40分間であることが好ましい。膨潤処理の時間は、より好ましくは5分以上、より好ましくは30分以下、更に好ましくは20分以下である。膨潤処理の時間が上記下限以上であると、研磨処理硬化物と金属層との接着強度をより一層高めることができる。膨潤処理の時間が上記上限以下であると、粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくすることができる。
【0042】
膨潤処理されていない予備硬化物12A又は膨潤処理された予備硬化物12Aを粗化処理する方法は、特に限定されない。粗化処理は従来公知の手法により行われる。例えば、マンガン化合物、クロム化合物もしくは過硫酸化合物等を主成分として含む化学酸化剤の水溶液又は有機溶媒分散液等の粗化処理液により予備硬化物12Aの表面を粗化処理する方法が挙げられる。
【0043】
上記マンガン化合物としては、過マンガン酸カリウム及び過マンガン酸ナトリウム等の過マンガン酸化合物が挙げられる。上記クロム化合物としては、重クロム酸カリウム及び無水クロム酸カリウム等が挙げられる。上記過硫酸化合物としては、過硫酸ナトリウム、過硫酸カリウム及び過硫酸アンモニウム等が挙げられる。
【0044】
上記粗化処理液として、例えば、30〜90g/L過マンガン酸溶液、30〜90g/Lの過マンガン酸塩溶液、又は30〜90g/L水酸化ナトリウム溶液が好適に用いられる。これらの粗化処理液中で、予備硬化物12Aを浸漬し、揺動させることが好ましい。
【0045】
粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくし、かつ研磨処理硬化物と金属層との接着強度をより一層高める観点からは、予備硬化物12Aの表面12aを、過マンガン酸化合物を含む粗化処理液で粗化処理することが好ましい。
【0046】
上記粗化処理の温度は、50〜80℃の範囲内であることが好ましい。粗化処理の温度はより好ましくは55℃以上、更に好ましくは60℃以上である。粗化処理の温度が上記下限以上であると、研磨処理硬化物と金属層との接着強度をより一層高めることがある。粗化処理の温度が80℃以下であると、粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくすることができ、かつ研磨処理硬化物と金属層との接着強度をより一層高めることができる。
【0047】
上記粗化処理の時間は、1〜30分間であることが好ましい。粗化処理の時間は、より好ましくは5分以上である。粗化処理の時間が上記下限以上であると、研磨処理硬化物と金属層との接着強度をより一層高めることができる。粗化処理の時間が30分以下であると、粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくすることができ、かつ研磨処理硬化物と金属層との接着強度をより一層高めることができる。
【0048】
上記粗化処理は、1回のみ行われてもよく、複数回行われてもよい。粗化処理の回数が多いと粗化効果も大きい。ただし、粗化処理の回数が3回を超えると、粗化効果が飽和することがあり、又は粗化硬化物の表面の樹脂成分が必要以上に削られやすい。従って、粗化処理は、1回又は2回行われることが好ましい。
【0049】
上記粗化処理により、粗化硬化物12Bの表面12aに、例えば、充填剤の脱離により形成された複数の孔が形成される。特に充填剤がシリカ粒子である場合には、粗化硬化物12Bの表面12aに、シリカ粒子の脱離により形成された複数の孔が形成される。この結果、粗化硬化物12Bの粗化処理された表面12aの表面粗さが小さくなる。
【0050】
次に、粗化処理された粗化硬化物12Bを用いて、該粗化硬化物12Bの粗化処理された表面12aを、研磨処理する。図1(d)に示すように、研磨処理により、粗化硬化物12Bの表面12aが研磨処理され、研磨処理硬化物12Cが得られる。研磨処理により、粗化硬化物12Bの表面12aが削り取られる。粗化硬化物12Bの表面12aは、最表層部分において、粗化処理によって樹脂強度が低下している。従って、この樹脂強度が低下している部分を含む粗化処理された表面12aを研磨処理することにより、樹脂強度が低下した表面の樹脂成分を適度に削り取ることができる。また、粗化硬化物12Bの表面12aに付着している異物、並びに粗化硬化物12Bの表面12aに残留している粗化処理に用いた薬品の残留物などを、研磨処理により取り除くことができる。これらの理由により、研磨処理硬化物と金属層との接着強度を効果的に高めることができる。
【0051】
研磨処理硬化物12Cは、研磨処理された硬化物である。なお、便宜上、図示は省略しているが、図1(d)における研磨処理硬化物12Cの表面12aは微細な粗面である。
【0052】
研磨処理としては、機械研磨処理、化学研磨処理及び化学機械研磨処理等が挙げられる。研磨処理としては、ブラスト処理も挙げられる。機械研磨としては、ベルト研磨処理及びバフ処理(バフ研磨処理)等が挙げられる。粗化硬化物の表面をより一層均一に研磨し、研磨処理硬化物の表面粗さをより一層小さくし、かつ研磨処理硬化物と金属層との接着強度をより一層高める観点からは、研磨処理は、ブラスト処理又はバフ処理であることが好ましい。研磨処理は、ブラスト処理であってもよく、バフ処理であってもよい。
【0053】
ブラスト処理及びバフ処理を用いた場合に、ブラスト処理及びバフ処理以外の研磨処理を用いた場合と比較して、研磨処理硬化物の表面粗さがかなり小さくなり、かつ研磨処理硬化物と金属層との接着強度がかなり高くなる。
【0054】
上記バフ処理とは、粗化硬化物12Bの表面12aを研磨材により研磨することにより、粗化硬化物12Bの表面状態を変化させる処理である。上記バフ処理には、例えば、ビューラー社製の「エコメット300」などの自動研磨機を用いることができる。また、研磨バフにはレイヨン布、ポリエステル布、合成ベルベット、ラシャ布、フエルト及びナメシ皮などの研磨バフを用いることができる。
【0055】
上記ブラスト処理とは、粗化硬化物12Bの表面12aに複数の微粒子などの研磨材を衝突させることにより、粗化硬化物12Bの表面状態を変化させる処理である。上記ブラスト処理として、ドライブラスト及びウエットブラストなどの公知のブラスト処理を使用できる。ドライブラストには不二製作所社製SCM型装置、ウエットブラストにはマコー社製精密物理洗浄装置MiniPFE100等を用いることができる。
【0056】
研磨処理で表面を削り取る深さは、粗化処理によって粗化硬化物12Bの表面12aにできた孔よりも浅くすることが好ましい。この結果、研磨処理硬化物と金属層との接着強度が高くなり、かつ、研磨処理硬化物の表面の表面粗さを保持することができる。
【0057】
ブラスト処理又はバフ処理などの研磨処理に用いられる研磨材の材料としては、シリカ、アルミナ、炭化珪素、ジルコニア、ステンレス及び樹脂等挙げられる。研磨材の形状は特に特定されず、球状、多角形及び不定形等が挙げられる。
【0058】
粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくし、かつ研磨処理硬化物と金属層との接着強度をより一層高める観点からは、ブラスト処理又はバフ処理などの研磨処理に用いられる研磨材の粒子サイズ(微粒子である研磨材の大きさ)は、好ましくは100μm以下、より好ましくは10μm以下、更に好ましくは1μm以下である。研磨材の粒子サイズが上記上限以下であると、研磨処理硬化物の表面の表面粗さをより一層小さくすることができる。上記研磨材の粒子サイズは、上記研磨材が球状である場合には、直径を示し、上記研磨材が真球状以外の形状である場合には、最大径を示す。
【0059】
例えば、研磨処理に20μmの大きさの研磨材を用いた場合には、一般的に、0.5〜2.0μmの研磨痕が形成され、該研磨痕の深さは0.1〜1.0μmになる。20μmよりも小さな研磨材を用いることで、ナノサイズの研磨痕を形成することもできる。ブラスト処理する際に粗化硬化物12Bの表面12aに、20μmの大きさの研磨材を衝突させた場合には、一般的に、0.5〜2.0μmの衝突痕が形成され、該衝突痕の深さは0.1〜1.0μmになる。20μmよりも小さな微粒子を衝突させることで、ナノサイズの衝突痕を形成することもできる。
【0060】
ブラスト処理又はバフ処理などの研磨処理によるエッチング量は、処理方法、研磨材の種類、研磨時間、並びに圧力及び流量などの研磨条件によって決まる。エッチング量(研磨量)は、研磨処理硬化物の厚み方向における深さで、好ましくは平均2μm以下、より好ましくは平均1μm以下、更に好ましくは平均0.5μm以下である。エッチング量は、研磨処理硬化物の厚み方向における深さで、好ましくは平均0.1μm以上である。エッチング量が少なすぎると、研磨処理の効果が充分に得られず、金属層との接着強度が研磨処理を行わない粗化硬化物の変わらない傾向がある。エッチング量が多すぎても、アンカー効果が充分に得られず、研磨処理硬化物と金属層との接着強度が低くなる傾向がある。
【0061】
上記ブラスト処理のライン速度は1mm/s〜100mm/sであることが好ましい。ブラスト処理のライン速度は、より好ましくは5mm/s以上、更に好ましくは10mm/s以上、より好ましくは50mm/s以下、更に好ましくは25mm/s以下である。上記ブラスト処理のライン速度が上記下限以上及び上記上限以下であると、ブラスト処理硬化物の表面の表面粗さをより一層小さくすることができ、かつブラスト処理硬化物と金属層との接着強度をより一層高めることができる。
【0062】
上記バフ研磨処理の時間は15秒〜10分間であることが好ましい。バフ研磨処理の時間は、より好ましくは30秒以上、より好ましくは5分以下、更に好ましくは3分以下である。上記バフ研磨処理時間が上記下限以上及び上記上限以下であると、バフ処理硬化物の表面の表面粗さをより一層小さくすることができ、かつバフ処理硬化物と金属層との接着強度をより一層高めることができる。
【0063】
図1(e)に示すように、研磨処理硬化物12Cの研磨処理された表面12a、すなわち基材11側とは反対側の表面12aに、金属層13を形成することにより、積層体1を得ることができる。金属層13を形成する方法は特に限定されない。研磨処理硬化物12Cの表面12aに、めっき用触媒を施したり、無電解めっきを施したり、又は無電解めっきを施した後に電解めっきを施したりすることにより、金属層13を形成できる。
【0064】
金属層13を形成する材料として、シールド用もしくは回路形成用などに用いられる金属箔もしくは金属めっき、及び回路保護用に用いるめっき用材料を使用できる。
【0065】
上記めっき材料としては、例えば、金、銀、銅、ロジウム、パラジウム、ニッケル及び錫等が挙げられる。これらの2種類以上の合金を用いてもよく、また、2種類以上のめっき材料により複数層の金属層を形成してもよい。さらに、目的に応じて、めっき材料には、上記金属以外の他の金属又は物質が含有されてもよい。金属層13は、銅めっき処理により形成された銅めっき層であることが好ましい。
【0066】
粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくし、かつ研磨処理硬化物と金属層との接着強度をより一層高める観点からは、研磨処理硬化物12Cと金属層13との接着強度は、好ましくは4.9N/cm以上、より好ましくは6.9N/cm以上である。さらに、上記接着強度が上記下限以上であると、配線形成性及び耐熱性がより一層高くなり、更に研磨処理硬化物をプリント基板用材料などに使用した場合、配線形成時の配線飛びが生じ難くなり、熱サイクル時の膨張及び収縮により金属層の剥離が生じ難くなる。
【0067】
以下、研磨処理硬化物を得るための樹脂組成物に含まれている材料、並びに樹脂組成物の詳細を説明する。
【0068】
(エポキシ樹脂)
上記樹脂組成物に含まれているエポキシ樹脂は、少なくとも1つのエポキシ基を有する有機化合物をいう。上記エポキシ樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0069】
上記エポキシ樹脂は、従来公知のエポキシ樹脂を用いることができ、特に限定されない。上記エポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、ビフェノール型エポキシ樹脂、ナフタレン型エポキシ樹脂、フェノールアラルキル型エポキシ樹脂、ナフトールアラルキル型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、トリアジン骨格含有エポキシ樹脂及びアントラセン型エポキシ樹脂等が挙げられる。
【0070】
(硬化剤)
上記樹脂組成物に含まれている硬化剤としては、例えば、ジシアンジアミド、アミン化合物、アミン化合物の誘導体、ヒドラジド化合物、メラミン化合物、酸無水物、フェノール化合物(フェノール硬化剤)、活性エステル化合物、ベンゾオキサジン化合物、マレイミド化合物、熱潜在性カチオン重合触媒、光潜在性カチオン重合開始剤及びシアネート樹脂等が挙げられる。これらの硬化剤の誘導体を用いてもよい。硬化剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。また、硬化剤とともに、アセチルアセトン鉄等の硬化触媒を用いてもよい。
【0071】
上記エポキシ樹脂100重量部に対して、上記硬化剤の含有量は0.1〜300重量部の範囲内であることが好ましい。上記エポキシ樹脂100重量部に対して、上記硬化剤の含有量のより好ましい下限は5重量部、更に好ましい下限は30重量部、特に好ましい下限は50重量部、より好ましい上限は200重量部である。上記硬化剤の含有量が上記下限以上であると、樹脂組成物を充分に硬化させることができる。上記硬化剤の含有量が上記上限以下であると、研磨処理硬化物において上記硬化剤に由来する残渣が生じ難くなる。
【0072】
(硬化促進剤)
上記樹脂組成物を均一に硬化させる観点からは、上記樹脂組成物は、硬化促進剤を含むことが好ましい。該硬化促進剤は特に限定されない。上記硬化促進剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0073】
上記樹脂組成物をより一層均一に硬化させる観点からは、上記硬化促進剤は、イミダゾール化合物であることが好ましい。上記樹脂組成物の表面の平滑性をより一層高める観点、並びに粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくする観点からは、上記硬化促進剤は、N,N−ジメチル−4−アミノピリジンであることが好ましい。上記樹脂組成物は、上記イミダゾール化合物及びN,N−ジメチル−4−アミノピリジン以外の他の硬化促進剤を含んでいてもよい。
【0074】
上記硬化剤100重量部に対して、上記硬化促進剤の含有量は0.01〜10重量部の範囲内であることが好ましい。上記硬化剤100重量部に対して、上記硬化促進剤の含有量のより好ましい上限は2重量部である。上記硬化促進剤の含有量が0.01重量部以上であると、樹脂組成物をより一層均一に硬化させることができる。上記硬化促進剤の含有量が上記上限以下であると、保管時に樹脂組成物の硬化が過度に進まず、樹脂組成物の保存安定性を高めることができる。
【0075】
(充填剤)
上記樹脂組成物に含まれている充填剤は特に限定されない。上記充填剤として、従来公知の充填剤を用いることができる。上記充填剤としては、無機充填剤、有機充填剤及び有機無機複合充填剤等が挙げられる。なかでも、無機充填剤が好ましい。上記充填剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0076】
上記無機充填剤の材料としては、シリカ、タルク、クレイ、マイカ、ハイドロタルサイト、アルミナ、酸化マグネシウム、水酸化アルミニウム、窒化アルミニウム及び窒化ホウ素等が挙げられる。なかでも、シリカが好ましく、溶融シリカがより好ましい。
【0077】
上記有機充填剤の材料としては、ベンゾオキサジン樹脂、ベンゾオキサゾール樹脂、フッ素樹脂、アクリル樹脂及びスチレン樹脂等が挙げられる。
【0078】
上記有機無機複合充填剤の材料としては、無機充填剤の表面に有機化合物が共有結合された化合物等が挙げられる。さらに、上記有機無機複合充填剤の材料としては、例えばシリコン樹脂及びポリシルセスキオキサン等が挙げられる。
【0079】
粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくし、かつ研磨処理硬化物と金属層との接着強度をより一層高める観点からは、上記充填剤は、シリカ粒子であることが好ましい。
【0080】
シリカ粒子の形状は特に限定されない。シリカ粒子の形状としては、例えば球状又は不定形状等が挙げられる。上記予備硬化物を粗化処理する際に、シリカ粒子がより一層脱離しやすいため、シリカ粒子は略球状であることが好ましく、真球状であることがより好ましい。
【0081】
上記シリカ粒子の材料としては、天然シリカ原料を粉砕して得られる結晶性シリカ、天然シリカ原料を火炎溶融し、粉砕して得られる破砕溶融シリカ、天然シリカ原料を火炎溶融、粉砕及び火炎溶融して得られる球状溶融シリカ、フュームドシリカ(アエロジル)、及びゾルゲル法シリカなどの合成シリカ等が挙げられる。
【0082】
上記充填剤及び上記シリカ粒子は、溶剤に分散された状態でスラリーとして用いられてよい。シリカ粒子を含むシリカスラリーを用いた場合には、樹脂組成物の製造の際に、作業性及び生産性を高めることができる。
【0083】
上記充填剤の平均粒子径は、0.1〜20μmの範囲内であることが好ましい。上記平均粒子径のより好ましい下限は0.2μm、より好ましい上限は2μmである。平均粒子径が異なる2種以上の充填剤を用いてもよい。
【0084】
上記平均粒子径として、50%となるメディアン径(d50)の値を採用できる。上記平均粒子径は、レーザー回折散乱方式の粒度分布測定装置を用いて測定できる。
【0085】
上記充填剤は、カップリング剤により表面処理されていてもよい。上記カップリング剤としては、シランカップリング剤、チタネートカップリング剤及びアルミニウムカップリング剤等が挙げられる。上記シランカップリング剤としては、アミノシラン、イミダゾールシラン及びエポキシシラン等が挙げられる。
【0086】
上記樹脂組成物100体積%(樹脂組成物が溶剤を含む場合には溶剤を除く)中、充填剤の含有量は10〜80体積%の範囲内であることが好ましい。上記樹脂組成物100体積%(樹脂組成物が溶剤を含む場合には溶剤を除く)中、上記充填剤の含有量のより好ましい下限は20体積%、更に好ましい下限は30体積%である。上記充填剤の含有量が上記下限及び上限を満たすと、粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくすることができ、かつ研磨処理硬化物と金属層との接着強度をより一層高めることができる。
【0087】
(溶剤)
上記樹脂組成物を得るために、溶剤を用いてもよい。該溶剤は、樹脂組成物中に含まれる成分に対して良好な溶解性を示すものであれば特に限定されない。上記溶剤としては、例えばアセトン、メタノール、エタノール、ブタノール、2−プロパノール、2−メトキシエタノール、2−エトキシエタノール、1−メトキシ−2−プロパノール、2−アセトキシ−1−メトキシプロパン、トルエン、キシレン、メチルエチルケトン、N,N−ジメチルホルムアミド、メチルイソブチルケトン、N−メチル−ピロリドン、n−ヘキサン及びシクロヘキサン、シクロヘキサノン、及び混合物であるナフサ等が挙げられる。上記溶剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0088】
上記樹脂組成物は、大部分の溶剤を揮発させて用いられることが好ましい。溶剤を揮発させるために、熱による硬化が進行し過ぎない程度に、加熱乾燥すればよい。溶剤を含む樹脂組成物を、例えば90〜180℃で10〜120分間乾燥させることにより、ハンドリング性が良好な樹脂組成物を得ることができる。
【0089】
(他の成分)
耐衝撃性、耐熱性、樹脂の相溶性及び作業性等の改善を目的として、樹脂組成物には、着色剤、酸化防止剤、紫外線劣化防止剤、消泡剤、増粘剤、揺変性付与剤、熱可塑性エラストマー及び上記エポキシ樹脂以外の他の樹脂等を添加してもよい。
【0090】
(樹脂組成物)
上記樹脂組成物をシート状に成形する方法としては、例えば、押出機を用いて、樹脂組成物を溶融混練し、押出した後、Tダイ又はサーキュラーダイ等により、フィルム状に成形する押出成形法、樹脂組成物を有機溶剤等の溶媒に溶解又は分散させた後、キャスティングしてシート状に成形するキャスティング成形法、又は従来公知のその他のシート成形法等が挙げられる。なかでも、薄型化を進めることができるので、押出成形法又はキャスティング成形法が好ましい。
【0091】
上記樹脂組成物は多孔質基材に含浸されたプリプレグとして用いられてもよい。該プリプレグを予備硬化させたものも、予備硬化物と呼ぶ。粗化硬化物は、樹脂組成物を含むプリプレグを予備硬化させた予備硬化物の表面が、粗化処理されたものも含む。研磨処理組成物は、樹脂組成物を含むプリプレグを予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物を研磨処理した組成物も含む。
【0092】
(研磨処理硬化物の用途)
上述した研磨処理硬化物の製造方法により得られる研磨処理硬化物の用途は、特に限定されない。上記研磨処理硬化物は、例えば、多層基板のコア層又はビルドアップ層等を形成する基板用材料、並びに積層板、樹脂付き銅箔、銅張積層板、TAB用テープ及びプリント基板の材料として好適に用いられる。
【0093】
以下、実施例及び比較例を挙げることにより、本発明を具体的に説明する。本発明は、以下の実施例に限定されない。
【0094】
(実施例1)
(1)シート状の樹脂組成物の作製
球状シリカ(平均粒子径0.3μm、BET比表面積18m/g)50重量%とDMF(N,N−ジメチルホルムアミド)50重量%とを含むシリカスラリーを用意した。このシリカスラリー100重量部とDMF33重量部とを混合し、均一な溶液となるまで、常温で撹拌した。その後、イミダゾール硬化促進剤(四国化成工業社製、商品名「2PZ−CN」、1−シアノエチル−2−フェニルイミダゾール)0.4重量部をさらに添加し、均一な溶液となるまで、常温で撹拌した。
【0095】
次に、ビスフェノールA型エポキシ樹脂(DIC社製、商品名「850S」)48重量部を添加し、均一な溶液となるまで常温で撹拌し、溶液を得た。この溶液に、フェノールノボラック系硬化剤(明和化成社製、商品名「H4」)27重量部を添加し、均一な溶液となるまで常温で撹拌して、樹脂組成物を調製した。
【0096】
離型処理された透明なポリエチレンテレフタレート(PET)フィルム(商品名「PET5011 550」、厚み50μm、リンテック社製)を用意した。このPETフィルム上にアプリケーターを用いて、乾燥後の厚みが40μmとなるように、得られた樹脂組成物を塗工した。次に、100℃のギアオーブン内で2分間乾燥して、縦200mm×横200mm×厚み40μmの樹脂シートの未硬化物(シート状の樹脂組成物)を作製した。
【0097】
(2)ブラスト処理硬化物及び積層体の作製
得られたPETフィルムと樹脂シートの未硬化物との積層体を樹脂シートの未硬化物側から、ガラスエポキシ基板(FR−4、品番「CS−3665」、利昌工業社製)に真空ラミネートし、PETフィルムを剥離した後、170℃のギアオーブン内で1時間加熱して予備硬化させ、ガラスエポキシ基板上に予備硬化物を得た。その後、予備硬化物を、下記の(a)膨潤処理をした後、下記の(b)過マンガン酸塩処理すなわち粗化処理をし、さらに下記の(c)ブラスト処理を行った後、(d)銅めっき処理をした。
【0098】
(a)膨潤処理:
次に、80℃の膨潤液(スウェリングディップセキュリガントP、アトテックジャパン社製)に、ガラスエポキシ基板と予備硬化物との積層サンプルを入れて、15分間揺動させた。その後、純水で洗浄した。
【0099】
(b)過マンガン酸塩処理:
次に、ガラスエポキシ基板と膨潤処理された予備硬化物との積層サンプルを、80℃の過マンガン酸カリウム(コンセントレートコンパクトCP、アトテックジャパン社製)粗化水溶液に入れて、15分間揺動させ、ガラスエポキシ基板上に粗化処理された粗化硬化物を得た。得られた粗化硬化物を、25℃の洗浄液(リダクションセキュリガントP、アトテックジャパン社製)により10分間洗浄した後、純水でさらに洗浄して、粗化硬化物Aを得た。
【0100】
(c)ブラスト処理:
次に、ガラスエポキシ基板と上記粗化硬化物Aとの積層サンプルを用いて、ブラスト処理を以下の手順で行った。
【0101】
ブラスト処理するために、精密洗浄装置(商品名「Mini PFE」、マコー社製)を用意した。研磨材として、球状アルミナ粒子(商品名「マコービーズ」、マコー社製、平均粒子径3μm)を用意した。上記精密洗浄装置と上記球状アルミナ粒子とを用いて、ブラスト処理条件をエア圧0.25MPa、ライン速度20mm/s、投射角度90℃、及びブラスト処理時間2分の条件で、粗化硬化物の粗化処理された表面の全面をブラスト処理して、ガラスエポキシ基板上に、ブラスト処理硬化物Bを得た。
【0102】
(d)銅めっき処理:
次に、ガラスエポキシ基板と上記ブラスト処理硬化物Bとを用いて、無電解銅めっき及び電解銅めっき処理を以下の手順で行った。
【0103】
上記ブラスト処理硬化物Bの表面を、60℃のアルカリクリーナ(クリーナーセキュリガント902)で5分間処理し、脱脂洗浄した。洗浄後、上記ブラスト処理硬化物を25℃のプリディップ液(プリディップネオガントB)で2分間処理した。その後、上記ブラスト処理硬化物を40℃のアクチベーター液(アクチベーターネオガント834)で5分間処理し、パラジウム触媒を付けた。次に、30℃の還元液(リデューサーネオガントWA)により、上記ブラスト処理硬化物を5分間処理した。
【0104】
次に、上記ブラスト処理硬化物を化学銅液(ベーシックプリントガントMSK−DK、カッパープリントガントMSK、スタビライザープリントガントMSK)に入れ、無電解めっきをめっき厚さが0.5μm程度になるまで実施した。無電解めっき後に、残留している水素ガスを除去するため、120℃の温度で30分間アニールをかけた。無電解めっきの工程までのすべての工程は、ビーカースケールで処理液を1Lとし、上記ブラスト処理硬化物を揺動させながら実施した。
【0105】
次に、無電解めっき処理されたブラスト処理硬化物に、電解めっきをめっき厚さが25μmとなるまで実施した。電気銅めっきとして硫酸銅(リデューサーCu)を用いて、0.6A/cm2の電流を流した。銅めっき処理後、上記ブラスト処理硬化物を180℃で1時間加熱し、硬化させることにより、上記ブラスト処理硬化物のブラスト処理された表面上に銅めっき層を形成した。このようにして、ガラスエポキシ基板とブラスト処理硬化物と銅めっき層との積層体を得た。
【0106】
(実施例2)
ブラスト処理のライン速度を20mm/sから10mm/sに変更し、ブラスト処理時間を2分から5分に変更したこと以外は実施例1と同様にして、ガラスエポキシ基板と粗化硬化物Aとの積層サンプルと、ガラスエポキシ基板とブラスト処理硬化物と銅めっき層との積層体を得た。
【0107】
(実施例3)
実施例1の上記(1)シート状の樹脂組成物の作製と同様にして、樹脂シートの未硬化物(シート状の樹脂組成物)を作製した。
【0108】
得られたPETフィルムと樹脂シートの未硬化物との積層体を樹脂シートの未硬化物側から、ガラスエポキシ基板(FR−4、品番「CS−3665」、利昌工業社製)に真空ラミネートし、PETフィルムを剥離した後、ガラスエポキシ基板(FR−4、品番「CS−3665」、利昌工業社製)に真空ラミネートし、170℃のギアオーブン内で1時間加熱して予備硬化させ、ガラスエポキシ基板上に予備硬化物を得た。その後、予備硬化物を、下記の(a)膨潤処理をした後、下記の(b)過マンガン酸塩処理すなわち粗化処理をし、さらに下記の(c)バフ処理を行った後、(d)銅めっき処理をした。
【0109】
(a)膨潤処理:
次に、80℃の膨潤液(スウェリングディップセキュリガントP、アトテックジャパン社製)に、ガラスエポキシ基板と予備硬化物との積層サンプルを入れて、15分間揺動させた。その後、純水で洗浄した。
【0110】
(b)過マンガン酸塩処理:
次に、ガラスエポキシ基板と膨潤処理された予備硬化物との積層サンプルを、80℃の過マンガン酸カリウム(コンセントレートコンパクトCP、アトテックジャパン社製)粗化水溶液に入れて、15分間揺動させ、ガラスエポキシ基板上に粗化処理された粗化硬化物を得た。得られた粗化硬化物を、25℃の洗浄液(リダクションセキュリガントP、アトテックジャパン社製)により10分間洗浄した後、純水でさらに洗浄して、粗化硬化物Aを得た。
【0111】
(c)バフ処理:
次に、ガラスエポキシ基板と上記粗化硬化物Aとの積層サンプルを用いて、バフ処理(バフ研磨処理)を以下の手順で行った。
【0112】
バフ処理するために、自動研磨装置(商品名「エコメット300+オートメット300」、ビューラー社製)を用意した。研磨材として、球状アルミナ粒子(商品名「マイクロポリッシュII(平均粒子径0.05um)」、ビューラー社製)を用意した。上記自動研磨装置と上記球状アルミナ粒子とを用いて、研磨盤回転速度240rpm、試料ホルダー回転数60rpm、荷重3ポンド及びバフ処理時間30秒の条件で、粗化硬化物の粗化処理された表面の全面をバフ処理して、ガラスエポキシ基板上に、バフ処理硬化物Bを得た。
【0113】
(d)銅めっき処理:
次に、ガラスエポキシ基板と上記バフ処理硬化物Bとを用いて、無電解銅めっき及び電解銅めっき処理を以下の手順で行った。
【0114】
上記バフ処理硬化物Bの表面を、60℃のアルカリクリーナ(クリーナーセキュリガント902)で5分間処理し、脱脂洗浄した。洗浄後、上記バフ処理硬化物を25℃のプリディップ液(プリディップネオガントB)で2分間処理した。その後、上記バフ処理硬化物を40℃のアクチベーター液(アクチベーターネオガント834)で5分間処理し、パラジウム触媒を付けた。次に、30℃の還元液(リデューサーネオガントWA)により、上記バフ処理硬化物を5分間処理した。
【0115】
次に、上記バフ処理硬化物を化学銅液(ベーシックプリントガントMSK−DK、カッパープリントガントMSK、スタビライザープリントガントMSK)に入れ、無電解めっきをめっき厚さが0.5μm程度になるまで実施した。無電解めっき後に、残留している水素ガスを除去するため、120℃の温度で30分間アニールをかけた。無電解めっきの工程までのすべての工程は、ビーカースケールで処理液を1Lとし、上記バフ処理硬化物を揺動させながら実施した。
【0116】
次に、無電解めっき処理されたバフ処理硬化物に、電解めっきをめっき厚さが25μmとなるまで実施した。電気銅めっきとして硫酸銅(リデューサーCu)を用いて、0.6A/cm2の電流を流した。銅めっき処理後、上記バフ処理硬化物を180℃で1時間加熱し、硬化させることにより、上記バフ処理硬化物のバフ処理された表面上に銅めっき層を形成した。このようにして、ガラスエポキシ基板とバフ処理硬化物と銅めっき層との積層体を得た。
【0117】
(実施例4)
バフ処理時間を30秒間から60秒間に変更したこと以外は実施例1と同様にして、ガラスエポキシ基板と粗化硬化物Aとの積層サンプルと、ガラスエポキシ基板とブラスト処理硬化物と銅めっき層との積層体を得た。
【0118】
(比較例1)
ブラスト処理のライン速度を0mm/s(ブラスト処理時間0分)とし、(c)ブラスト処理しなかったこと以外は実施例1と同様にして、ガラスエポキシ基板と粗化硬化物Aとの積層サンプルと、ガラスエポキシ基板と粗化硬化物Aと銅めっき層との積層体を得た。比較例1では、バフ処理も行わず、研磨処理自体を行わなかった。
【0119】
(評価)
(1)エッチング量
実施例1〜4で得られた粗化硬化物Aの粗化処理された表面上をエポキシ樹脂で埋めて、研磨機により断面を研磨した。さらに、実施例1〜2で得られたブラスト処理硬化物Bのブラスト処理された表面上をエポキシ樹脂で樹脂埋めし、研磨機により断面を研磨した。実施例3〜4で得られたバフ処理硬化物Bのバフ処理された表面上をエポキシ樹脂で樹脂埋めし、研磨機により断面を研磨した。研磨後の各断面を光学顕微鏡(商品名「測定顕微鏡 STM6」、OLYMPUS社製)で測定することで、粗化処理後かつブラスト処理又はバフ処理前の粗化硬化物Aと、ブラスト処理又はバフ処理後のブラスト処理硬化物B及びバフ処理硬化物Bとの厚みの変化量を測定することで、エッチング量(ブラスト処理硬化物又はバフ処理硬化物の厚み方向における深さ)を測定した。
【0120】
(2)算術平均粗さRa及び十点平均粗さRz
非接触3次元表面形状測定装置(品番「WYKO NT1100」、Veeco社製)を用いて、実施例1〜2で得られたブラスト処理硬化物B、実施例3〜4で得られたバフ処理硬化物B、及び比較例1で得られた粗化硬化物Aの表面の算術平均粗さRa及び十点平均粗さRzを測定した。測定領域は、94μm×123μmの大きさとした。
【0121】
(3)接着強度
得られた積層体の銅めっき層の表面に10mm幅に切り欠きを入れた。その後、引張試験機(商品名「オートグラフ」、島津製作所社製)を用いて、クロスヘッド速度5mm/分の条件で、実施例1〜2のブラスト処理硬化物Bと銅めっき層との接着強度、実施例3〜4のバフ処理硬化物Bと銅めっき層との接着強度及び比較例1の粗化硬化物Aと銅めっき層との接着強度を測定した。
【0122】
結果を下記の表1に示す。
【0123】
【表1】

【符号の説明】
【0124】
1…積層体
11…基材
11a…上面
12…樹脂組成物
12A…予備硬化物
12B…粗化硬化物
12C…研磨処理硬化物
12a…表面
13…金属層
【技術分野】
【0001】
本発明は、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を用いた研磨処理硬化物に関し、より詳細には、例えば金属層が表面に積層される用途に用いられる研磨処理硬化物、並びに該研磨処理硬化物を用いた積層体及び積層体の製造方法に関する。
【背景技術】
【0002】
多層プリント配線板は、積層された複数の絶縁層と、該絶縁層間に配置されたパターン状の金属配線とを備える。上記絶縁層を形成するために、様々な樹脂組成物が用いられている。
【0003】
例えば、下記の特許文献1には、ビスフェノールA型エポキシ樹脂と、ホスファフェナントレン類構造を有する変性フェノールノボラック型エポキシ樹脂と、トリアジン環を有するフェノールノボラック硬化剤と、無機充填剤とを含む樹脂組成物を用いて、上記絶縁層を形成した多層プリント配線板が開示されている。
【0004】
具体的には、特許文献1では、回路が形成された内層回路基板上に、上記樹脂組成物により樹脂層を形成する工程と、該樹脂層を硬化させて硬化物である絶縁層を形成する工程と、該絶縁層の表面を粗化処理液で粗化処理する工程と、上記絶縁層の粗化処理された表面に金属めっきを施して、金属めっき層を形成する工程とにより、多層プリント配線板が作製されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−74929号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、積層板の実装密度が高くなっている。これに伴って、上記金属めっき層である配線の微細化が進行している。すなわち、配線の幅方向の寸法(L)と、配線が形成されていない部分の幅方向の寸法(S)とを示すL/Sが、より一層小さくなってきている。このような微細な配線を形成するためには、配線が形成される絶縁層の表面の表面粗さを小さくする必要がある。さらに、配線の信頼性を高めるためには絶縁層と配線との接着強度を高くする必要がある。
【0007】
特許文献1に記載のように、絶縁層の表面を粗化処理しただけでは、絶縁層の表面の表面粗さが、十分に小さくならないことがある。さらに、絶縁層と、該絶縁層の粗化処理された表面上に形成された金属めっき層との接着強度が充分に高くならないことがある。
【0008】
本発明の目的は、硬化物の表面に金属めっき層などの金属層が形成された場合に、硬化物と金属層との接着強度を高めることができる研磨処理硬化物の製造方法を提供することである。
【0009】
本発明の他の目的は、硬化物と金属層との接着強度が高い積層体及び積層体の製造方法を提供することである。
【課題を解決するための手段】
【0010】
本発明の広い局面によれば、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面を研磨処理して、研磨処理硬化物を得る研磨処理工程を備える、研磨処理硬化物の製造方法が提供される。
【0011】
本発明に係る研磨処理硬化物の製造方法のある特定の局面では、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面をブラスト処理又はバフ処理して、ブラスト処理硬化物又はバフ処理硬化物を得るブラスト処理工程を備える。
【0012】
本発明に係る研磨処理硬化物の製造方法では、上記粗化硬化物の粗化処理された表面をブラスト処理して、ブラスト処理硬化物を得てもよい。さらに、本発明に係る研磨処理硬化物の製造方法では、上記粗化硬化物の粗化処理された表面をバフ処理してバフ処理硬化物を得てもよい。
【0013】
本発明に係る研磨処理硬化物の製造方法のある特定の局面では、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させて、予備硬化物を得る硬化工程と、該予備硬化物の表面を粗化処理して、粗化硬化物を得る粗化工程とがさらに備えられる。
【0014】
本発明に係る研磨処理硬化物の製造方法の他の特定の局面では、上記粗化工程において、上記予備硬化物の表面は、過マンガン酸化合物を含む粗化処理液で粗化処理される。
【0015】
本発明に係る研磨処理硬化物の製造方法のさらに他の特定の局面では、上記充填剤として、シリカ粒子が用いられる。
【0016】
本発明に係る積層体は、上記研磨処理硬化物の製造方法により得られた研磨処理硬化物と、該研磨処理硬化物の研磨処理された表面に積層された金属層とを備える。
【0017】
本発明に係る積層体のある特定の局面では、基材がさらに備えられており、該基材の表面に上記研磨処理硬化物が積層されており、該研磨処理硬化物の基材側とは反対側の表面に上記金属層が積層されている。
【0018】
本発明に係る積層体では、上記研磨処理硬化物は、ブラスト処理硬化物又はバフ処理硬化物であることが好ましい。本発明に係る積層体では、上記研磨処理硬化物は、ブラスト処理硬化物であってもよく、バフ処理硬化物であってもよい。
【0019】
本発明に係る積層体の製造方法は、基材の表面に、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を積層して、該樹脂組成物を予備硬化させて予備硬化物を得る硬化工程と、該予備硬化物の表面を粗化処理して、粗化硬化物を得る粗化工程と、該粗化硬化物の粗化処理された表面を研磨処理して、研磨処理硬化物を得る研磨処理工程と、該研磨処理硬化物の研磨処理された表面に、金属層を積層する工程とを備える。
【0020】
本発明に係る積層体の製造方法のある特定の局面では、基材の表面に、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を積層して、該樹脂組成物を予備硬化させて予備硬化物を得る硬化工程と、該予備硬化物の表面を粗化処理して、粗化硬化物を得る粗化工程と、該粗化硬化物の粗化処理された表面をブラスト処理又はバフ処理して、ブラスト処理硬化物又はバフ処理硬化物を得る研磨処理工程と、該ブラスト処理硬化物又はバフ処理硬化物の研磨処理された表面に、金属層を積層する工程とを備える。
【0021】
本発明に係る積層体の製造方法では、上記粗化硬化物の粗化処理された表面をブラスト処理して、ブラスト処理硬化物を得てもよい。さらに本発明に係る積層体の製造方法では、上記粗化硬化物の粗化処理された表面をバフ処理してバフ処理硬化物を得てもよい。
【発明の効果】
【0022】
本発明に係る研磨処理硬化物の製造方法では、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面を研磨処理するので、研磨処理硬化物の表面に金属めっき層などの金属層が形成された場合に、研磨処理硬化物と金属層との接着強度を高めることができる。
【0023】
本発明に係る積層体及び本発明に係る積層体の製造方法により得られる積層体は、上記粗化硬化物の粗化処理された表面を研磨処理した研磨処理硬化物を備えており、更に該研磨処理硬化物の研磨処理された表面に金属層が積層されているので、該研磨処理硬化物と金属層との接着強度が高い。
【図面の簡単な説明】
【0024】
【図1】図1(a)〜(e)は、本発明の一実施形態に係る積層体の製造方法を説明するための図であり、研磨処理硬化物を備える積層体を得る各工程を説明するための部分切欠正面断面図である。
【発明を実施するための形態】
【0025】
本願発明者らは、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面を研磨処理することにより、研磨処理硬化物の表面の表面粗さを小さくすることができ、かつ研磨処理硬化物と金属層との接着強度を高めることができることを見出し、本発明を完成させた。
【0026】
また、本願発明者らは、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面をブラスト処理又はバフ処理することにより、ブラスト処理硬化物又はバフ処理硬化物の表面の表面粗さをより一層小さくすることができ、かつブラスト処理硬化物又はバフ処理硬化物と金属層との接着強度をより一層高めることができることを見出した。
【0027】
上記研磨処理は、ブラスト処理又はバフ処理であることが好ましい。上記研磨処理は、ブラスト処理であってもよく、バフ処理であってもよい。但し、ブラスト処理及びバフ処理以外の研磨処理を用いてもよい。上記研磨処理硬化物は、ブラスト処理硬化物又はバフ処理硬化物であることが好ましい。上記研磨処理硬化物は、ブラスト処理硬化物であってもよく、バフ処理硬化物であってもよい。
【0028】
硬化物の表面の表面粗さを小さくし、かつ硬化物と金属層との接着強度を高めるために、本発明に係る研磨処理硬化物の製造方法は、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面を研磨処理する研磨処理工程を備える。該研磨処理工程は、ブラスト処理工程又はバフ処理工程であることが好ましい。上記研磨処理工程は、ブラスト処理工程であってもよく、バフ処理工程であってもよい。
【0029】
以下、図面を参照しつつ、本発明の具体的な実施形態及び実施例を説明することにより、本発明を明らかにする。
【0030】
図1(a)〜(e)は、本発明の一実施形態に係る積層体の製造方法を説明するための図であり、研磨処理硬化物を備える積層体を得る各工程を説明するための正面断面図である。
【0031】
先ず、図1(a)に示すように、基材11を用意して、基材11の上面11aに樹脂組成物12を積層する。
【0032】
基材11としては、基板、金属層及び金属配線が形成された絶縁層等が挙げられる。樹脂組成物12は、エポキシ樹脂と硬化剤と充填剤とを含む。樹脂組成物12は、ペーストであってもよい。基材11の上面11aに、ペーストである樹脂組成物を塗工してもよい。樹脂組成物12は、シート状であり、樹脂シートであってもよい。基材11の上面11aに、樹脂シートである樹脂組成物12をラミネートしてもよい。ラミネートの後に、必要に応じてプレスしてもよい。
【0033】
次に、基材11の上面11aに積層された樹脂組成物12を加熱し、予備硬化させる硬化工程(キュア工程)を行う。加熱にはオーブン等が用いられる。図1(b)に示すように、樹脂組成物12の加熱により、基材11の上面11aに、樹脂組成物が予備硬化された予備硬化物12Aが得られる。
【0034】
予備硬化物12Aは、一般に、ペーストの状態又はBステージと呼ばれる微硬化した状態から、硬化を更に進行させて、粗化処理に適した予備硬化状態すなわち半硬化状態としたものである。予備硬化物12Aは、一般的に完全に硬化しておらず、硬化がさらに進行され得る。
【0035】
硬化工程における加熱温度は、100〜200℃の範囲内であることが好ましい。上記加熱温度は、より好ましくは130℃以上、更に好ましくは150℃以上、より好ましくは190℃以下である。上記加熱温度が上記下限以上であると、樹脂組成物12を適度に硬化させることができ、粗化処理により一層適した予備硬化物を得ることができる。さらに、上記加熱温度が上記下限以上であると、粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくすることができ、研磨処理硬化物と金属層との接着強度をより一層高くすることができる。上記加熱温度が上記上限以下であると、樹脂組成物の硬化反応が急速に進行し難い。このため、硬化度が部分的に異なり難く、粗い部分と密な部分とが形成され難い。このため、粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層均一に小さくすることができる。
【0036】
硬化工程における加熱時間は、3〜120分間であることが好ましい。該加熱時間は、より好ましくは30分以上、より好ましくは90分以下である。上記加熱時間が上記下限以上であると、樹脂組成物12を適度に硬化させることができ、粗化処理により一層適した予備硬化物を得ることができる。上記加熱時間が上記上限以下であると、生産性が高くなり、かつ粗化処理により一層適した予備硬化物を得ることができる。
【0037】
上記加熱の際に、段階的に昇温を行うステップキュア法等を用いてもよい。
【0038】
硬化工程の後、予備硬化物12Aの表面12aは、膨潤処理及び粗化処理される。また、予備硬化物12Aは膨潤処理されずに、粗化処理のみされてもよい。ただし、予備硬化物12Aは、膨潤処理された後、粗化処理されることが好ましい。図1(c)に示すように、粗化処理により、予備硬化物12Aの表面12aが粗化処理され、粗化硬化物12Bが得られる。粗化硬化物12Bは、粗化処理された硬化物である。なお、便宜上、図示は省略しているが、図1(c)における粗化硬化物12Bの粗化処理された表面12aは微細な粗面である。
【0039】
予備硬化物12Aを膨潤処理する方法は、特に限定されない。膨潤処理は従来公知の手法により行われる。例えば、ブチルカルビトール、エチレングリコール、ジメチルホルムアミド、ジメチルスルホシキド、N−メチル−2−ピロリドン、ピリジン、硫酸、スルホン酸もしくは水酸化ナトリウムなどを主成分として含む水溶液又は有機溶媒分散液により予備硬化物12Aを処理する方法等が挙げられる。なかでも、ブチルカルビトールを含む水溶液中で予備硬化物12Aを処理する方法が好ましい。
【0040】
上記膨潤処理の温度は、50〜80℃の範囲内であることが好ましい。膨潤温度は、より好ましくは60℃以上である。膨潤処理の温度が上記下限以上であると、研磨処理硬化物と金属層との接着強度をより一層高めることができる。膨潤処理の温度が80℃以下であると、粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくすることができる。
【0041】
上記膨潤処理の時間は、1〜40分間であることが好ましい。膨潤処理の時間は、より好ましくは5分以上、より好ましくは30分以下、更に好ましくは20分以下である。膨潤処理の時間が上記下限以上であると、研磨処理硬化物と金属層との接着強度をより一層高めることができる。膨潤処理の時間が上記上限以下であると、粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくすることができる。
【0042】
膨潤処理されていない予備硬化物12A又は膨潤処理された予備硬化物12Aを粗化処理する方法は、特に限定されない。粗化処理は従来公知の手法により行われる。例えば、マンガン化合物、クロム化合物もしくは過硫酸化合物等を主成分として含む化学酸化剤の水溶液又は有機溶媒分散液等の粗化処理液により予備硬化物12Aの表面を粗化処理する方法が挙げられる。
【0043】
上記マンガン化合物としては、過マンガン酸カリウム及び過マンガン酸ナトリウム等の過マンガン酸化合物が挙げられる。上記クロム化合物としては、重クロム酸カリウム及び無水クロム酸カリウム等が挙げられる。上記過硫酸化合物としては、過硫酸ナトリウム、過硫酸カリウム及び過硫酸アンモニウム等が挙げられる。
【0044】
上記粗化処理液として、例えば、30〜90g/L過マンガン酸溶液、30〜90g/Lの過マンガン酸塩溶液、又は30〜90g/L水酸化ナトリウム溶液が好適に用いられる。これらの粗化処理液中で、予備硬化物12Aを浸漬し、揺動させることが好ましい。
【0045】
粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくし、かつ研磨処理硬化物と金属層との接着強度をより一層高める観点からは、予備硬化物12Aの表面12aを、過マンガン酸化合物を含む粗化処理液で粗化処理することが好ましい。
【0046】
上記粗化処理の温度は、50〜80℃の範囲内であることが好ましい。粗化処理の温度はより好ましくは55℃以上、更に好ましくは60℃以上である。粗化処理の温度が上記下限以上であると、研磨処理硬化物と金属層との接着強度をより一層高めることがある。粗化処理の温度が80℃以下であると、粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくすることができ、かつ研磨処理硬化物と金属層との接着強度をより一層高めることができる。
【0047】
上記粗化処理の時間は、1〜30分間であることが好ましい。粗化処理の時間は、より好ましくは5分以上である。粗化処理の時間が上記下限以上であると、研磨処理硬化物と金属層との接着強度をより一層高めることができる。粗化処理の時間が30分以下であると、粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくすることができ、かつ研磨処理硬化物と金属層との接着強度をより一層高めることができる。
【0048】
上記粗化処理は、1回のみ行われてもよく、複数回行われてもよい。粗化処理の回数が多いと粗化効果も大きい。ただし、粗化処理の回数が3回を超えると、粗化効果が飽和することがあり、又は粗化硬化物の表面の樹脂成分が必要以上に削られやすい。従って、粗化処理は、1回又は2回行われることが好ましい。
【0049】
上記粗化処理により、粗化硬化物12Bの表面12aに、例えば、充填剤の脱離により形成された複数の孔が形成される。特に充填剤がシリカ粒子である場合には、粗化硬化物12Bの表面12aに、シリカ粒子の脱離により形成された複数の孔が形成される。この結果、粗化硬化物12Bの粗化処理された表面12aの表面粗さが小さくなる。
【0050】
次に、粗化処理された粗化硬化物12Bを用いて、該粗化硬化物12Bの粗化処理された表面12aを、研磨処理する。図1(d)に示すように、研磨処理により、粗化硬化物12Bの表面12aが研磨処理され、研磨処理硬化物12Cが得られる。研磨処理により、粗化硬化物12Bの表面12aが削り取られる。粗化硬化物12Bの表面12aは、最表層部分において、粗化処理によって樹脂強度が低下している。従って、この樹脂強度が低下している部分を含む粗化処理された表面12aを研磨処理することにより、樹脂強度が低下した表面の樹脂成分を適度に削り取ることができる。また、粗化硬化物12Bの表面12aに付着している異物、並びに粗化硬化物12Bの表面12aに残留している粗化処理に用いた薬品の残留物などを、研磨処理により取り除くことができる。これらの理由により、研磨処理硬化物と金属層との接着強度を効果的に高めることができる。
【0051】
研磨処理硬化物12Cは、研磨処理された硬化物である。なお、便宜上、図示は省略しているが、図1(d)における研磨処理硬化物12Cの表面12aは微細な粗面である。
【0052】
研磨処理としては、機械研磨処理、化学研磨処理及び化学機械研磨処理等が挙げられる。研磨処理としては、ブラスト処理も挙げられる。機械研磨としては、ベルト研磨処理及びバフ処理(バフ研磨処理)等が挙げられる。粗化硬化物の表面をより一層均一に研磨し、研磨処理硬化物の表面粗さをより一層小さくし、かつ研磨処理硬化物と金属層との接着強度をより一層高める観点からは、研磨処理は、ブラスト処理又はバフ処理であることが好ましい。研磨処理は、ブラスト処理であってもよく、バフ処理であってもよい。
【0053】
ブラスト処理及びバフ処理を用いた場合に、ブラスト処理及びバフ処理以外の研磨処理を用いた場合と比較して、研磨処理硬化物の表面粗さがかなり小さくなり、かつ研磨処理硬化物と金属層との接着強度がかなり高くなる。
【0054】
上記バフ処理とは、粗化硬化物12Bの表面12aを研磨材により研磨することにより、粗化硬化物12Bの表面状態を変化させる処理である。上記バフ処理には、例えば、ビューラー社製の「エコメット300」などの自動研磨機を用いることができる。また、研磨バフにはレイヨン布、ポリエステル布、合成ベルベット、ラシャ布、フエルト及びナメシ皮などの研磨バフを用いることができる。
【0055】
上記ブラスト処理とは、粗化硬化物12Bの表面12aに複数の微粒子などの研磨材を衝突させることにより、粗化硬化物12Bの表面状態を変化させる処理である。上記ブラスト処理として、ドライブラスト及びウエットブラストなどの公知のブラスト処理を使用できる。ドライブラストには不二製作所社製SCM型装置、ウエットブラストにはマコー社製精密物理洗浄装置MiniPFE100等を用いることができる。
【0056】
研磨処理で表面を削り取る深さは、粗化処理によって粗化硬化物12Bの表面12aにできた孔よりも浅くすることが好ましい。この結果、研磨処理硬化物と金属層との接着強度が高くなり、かつ、研磨処理硬化物の表面の表面粗さを保持することができる。
【0057】
ブラスト処理又はバフ処理などの研磨処理に用いられる研磨材の材料としては、シリカ、アルミナ、炭化珪素、ジルコニア、ステンレス及び樹脂等挙げられる。研磨材の形状は特に特定されず、球状、多角形及び不定形等が挙げられる。
【0058】
粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくし、かつ研磨処理硬化物と金属層との接着強度をより一層高める観点からは、ブラスト処理又はバフ処理などの研磨処理に用いられる研磨材の粒子サイズ(微粒子である研磨材の大きさ)は、好ましくは100μm以下、より好ましくは10μm以下、更に好ましくは1μm以下である。研磨材の粒子サイズが上記上限以下であると、研磨処理硬化物の表面の表面粗さをより一層小さくすることができる。上記研磨材の粒子サイズは、上記研磨材が球状である場合には、直径を示し、上記研磨材が真球状以外の形状である場合には、最大径を示す。
【0059】
例えば、研磨処理に20μmの大きさの研磨材を用いた場合には、一般的に、0.5〜2.0μmの研磨痕が形成され、該研磨痕の深さは0.1〜1.0μmになる。20μmよりも小さな研磨材を用いることで、ナノサイズの研磨痕を形成することもできる。ブラスト処理する際に粗化硬化物12Bの表面12aに、20μmの大きさの研磨材を衝突させた場合には、一般的に、0.5〜2.0μmの衝突痕が形成され、該衝突痕の深さは0.1〜1.0μmになる。20μmよりも小さな微粒子を衝突させることで、ナノサイズの衝突痕を形成することもできる。
【0060】
ブラスト処理又はバフ処理などの研磨処理によるエッチング量は、処理方法、研磨材の種類、研磨時間、並びに圧力及び流量などの研磨条件によって決まる。エッチング量(研磨量)は、研磨処理硬化物の厚み方向における深さで、好ましくは平均2μm以下、より好ましくは平均1μm以下、更に好ましくは平均0.5μm以下である。エッチング量は、研磨処理硬化物の厚み方向における深さで、好ましくは平均0.1μm以上である。エッチング量が少なすぎると、研磨処理の効果が充分に得られず、金属層との接着強度が研磨処理を行わない粗化硬化物の変わらない傾向がある。エッチング量が多すぎても、アンカー効果が充分に得られず、研磨処理硬化物と金属層との接着強度が低くなる傾向がある。
【0061】
上記ブラスト処理のライン速度は1mm/s〜100mm/sであることが好ましい。ブラスト処理のライン速度は、より好ましくは5mm/s以上、更に好ましくは10mm/s以上、より好ましくは50mm/s以下、更に好ましくは25mm/s以下である。上記ブラスト処理のライン速度が上記下限以上及び上記上限以下であると、ブラスト処理硬化物の表面の表面粗さをより一層小さくすることができ、かつブラスト処理硬化物と金属層との接着強度をより一層高めることができる。
【0062】
上記バフ研磨処理の時間は15秒〜10分間であることが好ましい。バフ研磨処理の時間は、より好ましくは30秒以上、より好ましくは5分以下、更に好ましくは3分以下である。上記バフ研磨処理時間が上記下限以上及び上記上限以下であると、バフ処理硬化物の表面の表面粗さをより一層小さくすることができ、かつバフ処理硬化物と金属層との接着強度をより一層高めることができる。
【0063】
図1(e)に示すように、研磨処理硬化物12Cの研磨処理された表面12a、すなわち基材11側とは反対側の表面12aに、金属層13を形成することにより、積層体1を得ることができる。金属層13を形成する方法は特に限定されない。研磨処理硬化物12Cの表面12aに、めっき用触媒を施したり、無電解めっきを施したり、又は無電解めっきを施した後に電解めっきを施したりすることにより、金属層13を形成できる。
【0064】
金属層13を形成する材料として、シールド用もしくは回路形成用などに用いられる金属箔もしくは金属めっき、及び回路保護用に用いるめっき用材料を使用できる。
【0065】
上記めっき材料としては、例えば、金、銀、銅、ロジウム、パラジウム、ニッケル及び錫等が挙げられる。これらの2種類以上の合金を用いてもよく、また、2種類以上のめっき材料により複数層の金属層を形成してもよい。さらに、目的に応じて、めっき材料には、上記金属以外の他の金属又は物質が含有されてもよい。金属層13は、銅めっき処理により形成された銅めっき層であることが好ましい。
【0066】
粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくし、かつ研磨処理硬化物と金属層との接着強度をより一層高める観点からは、研磨処理硬化物12Cと金属層13との接着強度は、好ましくは4.9N/cm以上、より好ましくは6.9N/cm以上である。さらに、上記接着強度が上記下限以上であると、配線形成性及び耐熱性がより一層高くなり、更に研磨処理硬化物をプリント基板用材料などに使用した場合、配線形成時の配線飛びが生じ難くなり、熱サイクル時の膨張及び収縮により金属層の剥離が生じ難くなる。
【0067】
以下、研磨処理硬化物を得るための樹脂組成物に含まれている材料、並びに樹脂組成物の詳細を説明する。
【0068】
(エポキシ樹脂)
上記樹脂組成物に含まれているエポキシ樹脂は、少なくとも1つのエポキシ基を有する有機化合物をいう。上記エポキシ樹脂は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0069】
上記エポキシ樹脂は、従来公知のエポキシ樹脂を用いることができ、特に限定されない。上記エポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、ビフェノール型エポキシ樹脂、ナフタレン型エポキシ樹脂、フェノールアラルキル型エポキシ樹脂、ナフトールアラルキル型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、トリアジン骨格含有エポキシ樹脂及びアントラセン型エポキシ樹脂等が挙げられる。
【0070】
(硬化剤)
上記樹脂組成物に含まれている硬化剤としては、例えば、ジシアンジアミド、アミン化合物、アミン化合物の誘導体、ヒドラジド化合物、メラミン化合物、酸無水物、フェノール化合物(フェノール硬化剤)、活性エステル化合物、ベンゾオキサジン化合物、マレイミド化合物、熱潜在性カチオン重合触媒、光潜在性カチオン重合開始剤及びシアネート樹脂等が挙げられる。これらの硬化剤の誘導体を用いてもよい。硬化剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。また、硬化剤とともに、アセチルアセトン鉄等の硬化触媒を用いてもよい。
【0071】
上記エポキシ樹脂100重量部に対して、上記硬化剤の含有量は0.1〜300重量部の範囲内であることが好ましい。上記エポキシ樹脂100重量部に対して、上記硬化剤の含有量のより好ましい下限は5重量部、更に好ましい下限は30重量部、特に好ましい下限は50重量部、より好ましい上限は200重量部である。上記硬化剤の含有量が上記下限以上であると、樹脂組成物を充分に硬化させることができる。上記硬化剤の含有量が上記上限以下であると、研磨処理硬化物において上記硬化剤に由来する残渣が生じ難くなる。
【0072】
(硬化促進剤)
上記樹脂組成物を均一に硬化させる観点からは、上記樹脂組成物は、硬化促進剤を含むことが好ましい。該硬化促進剤は特に限定されない。上記硬化促進剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0073】
上記樹脂組成物をより一層均一に硬化させる観点からは、上記硬化促進剤は、イミダゾール化合物であることが好ましい。上記樹脂組成物の表面の平滑性をより一層高める観点、並びに粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくする観点からは、上記硬化促進剤は、N,N−ジメチル−4−アミノピリジンであることが好ましい。上記樹脂組成物は、上記イミダゾール化合物及びN,N−ジメチル−4−アミノピリジン以外の他の硬化促進剤を含んでいてもよい。
【0074】
上記硬化剤100重量部に対して、上記硬化促進剤の含有量は0.01〜10重量部の範囲内であることが好ましい。上記硬化剤100重量部に対して、上記硬化促進剤の含有量のより好ましい上限は2重量部である。上記硬化促進剤の含有量が0.01重量部以上であると、樹脂組成物をより一層均一に硬化させることができる。上記硬化促進剤の含有量が上記上限以下であると、保管時に樹脂組成物の硬化が過度に進まず、樹脂組成物の保存安定性を高めることができる。
【0075】
(充填剤)
上記樹脂組成物に含まれている充填剤は特に限定されない。上記充填剤として、従来公知の充填剤を用いることができる。上記充填剤としては、無機充填剤、有機充填剤及び有機無機複合充填剤等が挙げられる。なかでも、無機充填剤が好ましい。上記充填剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0076】
上記無機充填剤の材料としては、シリカ、タルク、クレイ、マイカ、ハイドロタルサイト、アルミナ、酸化マグネシウム、水酸化アルミニウム、窒化アルミニウム及び窒化ホウ素等が挙げられる。なかでも、シリカが好ましく、溶融シリカがより好ましい。
【0077】
上記有機充填剤の材料としては、ベンゾオキサジン樹脂、ベンゾオキサゾール樹脂、フッ素樹脂、アクリル樹脂及びスチレン樹脂等が挙げられる。
【0078】
上記有機無機複合充填剤の材料としては、無機充填剤の表面に有機化合物が共有結合された化合物等が挙げられる。さらに、上記有機無機複合充填剤の材料としては、例えばシリコン樹脂及びポリシルセスキオキサン等が挙げられる。
【0079】
粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくし、かつ研磨処理硬化物と金属層との接着強度をより一層高める観点からは、上記充填剤は、シリカ粒子であることが好ましい。
【0080】
シリカ粒子の形状は特に限定されない。シリカ粒子の形状としては、例えば球状又は不定形状等が挙げられる。上記予備硬化物を粗化処理する際に、シリカ粒子がより一層脱離しやすいため、シリカ粒子は略球状であることが好ましく、真球状であることがより好ましい。
【0081】
上記シリカ粒子の材料としては、天然シリカ原料を粉砕して得られる結晶性シリカ、天然シリカ原料を火炎溶融し、粉砕して得られる破砕溶融シリカ、天然シリカ原料を火炎溶融、粉砕及び火炎溶融して得られる球状溶融シリカ、フュームドシリカ(アエロジル)、及びゾルゲル法シリカなどの合成シリカ等が挙げられる。
【0082】
上記充填剤及び上記シリカ粒子は、溶剤に分散された状態でスラリーとして用いられてよい。シリカ粒子を含むシリカスラリーを用いた場合には、樹脂組成物の製造の際に、作業性及び生産性を高めることができる。
【0083】
上記充填剤の平均粒子径は、0.1〜20μmの範囲内であることが好ましい。上記平均粒子径のより好ましい下限は0.2μm、より好ましい上限は2μmである。平均粒子径が異なる2種以上の充填剤を用いてもよい。
【0084】
上記平均粒子径として、50%となるメディアン径(d50)の値を採用できる。上記平均粒子径は、レーザー回折散乱方式の粒度分布測定装置を用いて測定できる。
【0085】
上記充填剤は、カップリング剤により表面処理されていてもよい。上記カップリング剤としては、シランカップリング剤、チタネートカップリング剤及びアルミニウムカップリング剤等が挙げられる。上記シランカップリング剤としては、アミノシラン、イミダゾールシラン及びエポキシシラン等が挙げられる。
【0086】
上記樹脂組成物100体積%(樹脂組成物が溶剤を含む場合には溶剤を除く)中、充填剤の含有量は10〜80体積%の範囲内であることが好ましい。上記樹脂組成物100体積%(樹脂組成物が溶剤を含む場合には溶剤を除く)中、上記充填剤の含有量のより好ましい下限は20体積%、更に好ましい下限は30体積%である。上記充填剤の含有量が上記下限及び上限を満たすと、粗化硬化物及び研磨処理硬化物の表面の表面粗さをより一層小さくすることができ、かつ研磨処理硬化物と金属層との接着強度をより一層高めることができる。
【0087】
(溶剤)
上記樹脂組成物を得るために、溶剤を用いてもよい。該溶剤は、樹脂組成物中に含まれる成分に対して良好な溶解性を示すものであれば特に限定されない。上記溶剤としては、例えばアセトン、メタノール、エタノール、ブタノール、2−プロパノール、2−メトキシエタノール、2−エトキシエタノール、1−メトキシ−2−プロパノール、2−アセトキシ−1−メトキシプロパン、トルエン、キシレン、メチルエチルケトン、N,N−ジメチルホルムアミド、メチルイソブチルケトン、N−メチル−ピロリドン、n−ヘキサン及びシクロヘキサン、シクロヘキサノン、及び混合物であるナフサ等が挙げられる。上記溶剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
【0088】
上記樹脂組成物は、大部分の溶剤を揮発させて用いられることが好ましい。溶剤を揮発させるために、熱による硬化が進行し過ぎない程度に、加熱乾燥すればよい。溶剤を含む樹脂組成物を、例えば90〜180℃で10〜120分間乾燥させることにより、ハンドリング性が良好な樹脂組成物を得ることができる。
【0089】
(他の成分)
耐衝撃性、耐熱性、樹脂の相溶性及び作業性等の改善を目的として、樹脂組成物には、着色剤、酸化防止剤、紫外線劣化防止剤、消泡剤、増粘剤、揺変性付与剤、熱可塑性エラストマー及び上記エポキシ樹脂以外の他の樹脂等を添加してもよい。
【0090】
(樹脂組成物)
上記樹脂組成物をシート状に成形する方法としては、例えば、押出機を用いて、樹脂組成物を溶融混練し、押出した後、Tダイ又はサーキュラーダイ等により、フィルム状に成形する押出成形法、樹脂組成物を有機溶剤等の溶媒に溶解又は分散させた後、キャスティングしてシート状に成形するキャスティング成形法、又は従来公知のその他のシート成形法等が挙げられる。なかでも、薄型化を進めることができるので、押出成形法又はキャスティング成形法が好ましい。
【0091】
上記樹脂組成物は多孔質基材に含浸されたプリプレグとして用いられてもよい。該プリプレグを予備硬化させたものも、予備硬化物と呼ぶ。粗化硬化物は、樹脂組成物を含むプリプレグを予備硬化させた予備硬化物の表面が、粗化処理されたものも含む。研磨処理組成物は、樹脂組成物を含むプリプレグを予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物を研磨処理した組成物も含む。
【0092】
(研磨処理硬化物の用途)
上述した研磨処理硬化物の製造方法により得られる研磨処理硬化物の用途は、特に限定されない。上記研磨処理硬化物は、例えば、多層基板のコア層又はビルドアップ層等を形成する基板用材料、並びに積層板、樹脂付き銅箔、銅張積層板、TAB用テープ及びプリント基板の材料として好適に用いられる。
【0093】
以下、実施例及び比較例を挙げることにより、本発明を具体的に説明する。本発明は、以下の実施例に限定されない。
【0094】
(実施例1)
(1)シート状の樹脂組成物の作製
球状シリカ(平均粒子径0.3μm、BET比表面積18m/g)50重量%とDMF(N,N−ジメチルホルムアミド)50重量%とを含むシリカスラリーを用意した。このシリカスラリー100重量部とDMF33重量部とを混合し、均一な溶液となるまで、常温で撹拌した。その後、イミダゾール硬化促進剤(四国化成工業社製、商品名「2PZ−CN」、1−シアノエチル−2−フェニルイミダゾール)0.4重量部をさらに添加し、均一な溶液となるまで、常温で撹拌した。
【0095】
次に、ビスフェノールA型エポキシ樹脂(DIC社製、商品名「850S」)48重量部を添加し、均一な溶液となるまで常温で撹拌し、溶液を得た。この溶液に、フェノールノボラック系硬化剤(明和化成社製、商品名「H4」)27重量部を添加し、均一な溶液となるまで常温で撹拌して、樹脂組成物を調製した。
【0096】
離型処理された透明なポリエチレンテレフタレート(PET)フィルム(商品名「PET5011 550」、厚み50μm、リンテック社製)を用意した。このPETフィルム上にアプリケーターを用いて、乾燥後の厚みが40μmとなるように、得られた樹脂組成物を塗工した。次に、100℃のギアオーブン内で2分間乾燥して、縦200mm×横200mm×厚み40μmの樹脂シートの未硬化物(シート状の樹脂組成物)を作製した。
【0097】
(2)ブラスト処理硬化物及び積層体の作製
得られたPETフィルムと樹脂シートの未硬化物との積層体を樹脂シートの未硬化物側から、ガラスエポキシ基板(FR−4、品番「CS−3665」、利昌工業社製)に真空ラミネートし、PETフィルムを剥離した後、170℃のギアオーブン内で1時間加熱して予備硬化させ、ガラスエポキシ基板上に予備硬化物を得た。その後、予備硬化物を、下記の(a)膨潤処理をした後、下記の(b)過マンガン酸塩処理すなわち粗化処理をし、さらに下記の(c)ブラスト処理を行った後、(d)銅めっき処理をした。
【0098】
(a)膨潤処理:
次に、80℃の膨潤液(スウェリングディップセキュリガントP、アトテックジャパン社製)に、ガラスエポキシ基板と予備硬化物との積層サンプルを入れて、15分間揺動させた。その後、純水で洗浄した。
【0099】
(b)過マンガン酸塩処理:
次に、ガラスエポキシ基板と膨潤処理された予備硬化物との積層サンプルを、80℃の過マンガン酸カリウム(コンセントレートコンパクトCP、アトテックジャパン社製)粗化水溶液に入れて、15分間揺動させ、ガラスエポキシ基板上に粗化処理された粗化硬化物を得た。得られた粗化硬化物を、25℃の洗浄液(リダクションセキュリガントP、アトテックジャパン社製)により10分間洗浄した後、純水でさらに洗浄して、粗化硬化物Aを得た。
【0100】
(c)ブラスト処理:
次に、ガラスエポキシ基板と上記粗化硬化物Aとの積層サンプルを用いて、ブラスト処理を以下の手順で行った。
【0101】
ブラスト処理するために、精密洗浄装置(商品名「Mini PFE」、マコー社製)を用意した。研磨材として、球状アルミナ粒子(商品名「マコービーズ」、マコー社製、平均粒子径3μm)を用意した。上記精密洗浄装置と上記球状アルミナ粒子とを用いて、ブラスト処理条件をエア圧0.25MPa、ライン速度20mm/s、投射角度90℃、及びブラスト処理時間2分の条件で、粗化硬化物の粗化処理された表面の全面をブラスト処理して、ガラスエポキシ基板上に、ブラスト処理硬化物Bを得た。
【0102】
(d)銅めっき処理:
次に、ガラスエポキシ基板と上記ブラスト処理硬化物Bとを用いて、無電解銅めっき及び電解銅めっき処理を以下の手順で行った。
【0103】
上記ブラスト処理硬化物Bの表面を、60℃のアルカリクリーナ(クリーナーセキュリガント902)で5分間処理し、脱脂洗浄した。洗浄後、上記ブラスト処理硬化物を25℃のプリディップ液(プリディップネオガントB)で2分間処理した。その後、上記ブラスト処理硬化物を40℃のアクチベーター液(アクチベーターネオガント834)で5分間処理し、パラジウム触媒を付けた。次に、30℃の還元液(リデューサーネオガントWA)により、上記ブラスト処理硬化物を5分間処理した。
【0104】
次に、上記ブラスト処理硬化物を化学銅液(ベーシックプリントガントMSK−DK、カッパープリントガントMSK、スタビライザープリントガントMSK)に入れ、無電解めっきをめっき厚さが0.5μm程度になるまで実施した。無電解めっき後に、残留している水素ガスを除去するため、120℃の温度で30分間アニールをかけた。無電解めっきの工程までのすべての工程は、ビーカースケールで処理液を1Lとし、上記ブラスト処理硬化物を揺動させながら実施した。
【0105】
次に、無電解めっき処理されたブラスト処理硬化物に、電解めっきをめっき厚さが25μmとなるまで実施した。電気銅めっきとして硫酸銅(リデューサーCu)を用いて、0.6A/cm2の電流を流した。銅めっき処理後、上記ブラスト処理硬化物を180℃で1時間加熱し、硬化させることにより、上記ブラスト処理硬化物のブラスト処理された表面上に銅めっき層を形成した。このようにして、ガラスエポキシ基板とブラスト処理硬化物と銅めっき層との積層体を得た。
【0106】
(実施例2)
ブラスト処理のライン速度を20mm/sから10mm/sに変更し、ブラスト処理時間を2分から5分に変更したこと以外は実施例1と同様にして、ガラスエポキシ基板と粗化硬化物Aとの積層サンプルと、ガラスエポキシ基板とブラスト処理硬化物と銅めっき層との積層体を得た。
【0107】
(実施例3)
実施例1の上記(1)シート状の樹脂組成物の作製と同様にして、樹脂シートの未硬化物(シート状の樹脂組成物)を作製した。
【0108】
得られたPETフィルムと樹脂シートの未硬化物との積層体を樹脂シートの未硬化物側から、ガラスエポキシ基板(FR−4、品番「CS−3665」、利昌工業社製)に真空ラミネートし、PETフィルムを剥離した後、ガラスエポキシ基板(FR−4、品番「CS−3665」、利昌工業社製)に真空ラミネートし、170℃のギアオーブン内で1時間加熱して予備硬化させ、ガラスエポキシ基板上に予備硬化物を得た。その後、予備硬化物を、下記の(a)膨潤処理をした後、下記の(b)過マンガン酸塩処理すなわち粗化処理をし、さらに下記の(c)バフ処理を行った後、(d)銅めっき処理をした。
【0109】
(a)膨潤処理:
次に、80℃の膨潤液(スウェリングディップセキュリガントP、アトテックジャパン社製)に、ガラスエポキシ基板と予備硬化物との積層サンプルを入れて、15分間揺動させた。その後、純水で洗浄した。
【0110】
(b)過マンガン酸塩処理:
次に、ガラスエポキシ基板と膨潤処理された予備硬化物との積層サンプルを、80℃の過マンガン酸カリウム(コンセントレートコンパクトCP、アトテックジャパン社製)粗化水溶液に入れて、15分間揺動させ、ガラスエポキシ基板上に粗化処理された粗化硬化物を得た。得られた粗化硬化物を、25℃の洗浄液(リダクションセキュリガントP、アトテックジャパン社製)により10分間洗浄した後、純水でさらに洗浄して、粗化硬化物Aを得た。
【0111】
(c)バフ処理:
次に、ガラスエポキシ基板と上記粗化硬化物Aとの積層サンプルを用いて、バフ処理(バフ研磨処理)を以下の手順で行った。
【0112】
バフ処理するために、自動研磨装置(商品名「エコメット300+オートメット300」、ビューラー社製)を用意した。研磨材として、球状アルミナ粒子(商品名「マイクロポリッシュII(平均粒子径0.05um)」、ビューラー社製)を用意した。上記自動研磨装置と上記球状アルミナ粒子とを用いて、研磨盤回転速度240rpm、試料ホルダー回転数60rpm、荷重3ポンド及びバフ処理時間30秒の条件で、粗化硬化物の粗化処理された表面の全面をバフ処理して、ガラスエポキシ基板上に、バフ処理硬化物Bを得た。
【0113】
(d)銅めっき処理:
次に、ガラスエポキシ基板と上記バフ処理硬化物Bとを用いて、無電解銅めっき及び電解銅めっき処理を以下の手順で行った。
【0114】
上記バフ処理硬化物Bの表面を、60℃のアルカリクリーナ(クリーナーセキュリガント902)で5分間処理し、脱脂洗浄した。洗浄後、上記バフ処理硬化物を25℃のプリディップ液(プリディップネオガントB)で2分間処理した。その後、上記バフ処理硬化物を40℃のアクチベーター液(アクチベーターネオガント834)で5分間処理し、パラジウム触媒を付けた。次に、30℃の還元液(リデューサーネオガントWA)により、上記バフ処理硬化物を5分間処理した。
【0115】
次に、上記バフ処理硬化物を化学銅液(ベーシックプリントガントMSK−DK、カッパープリントガントMSK、スタビライザープリントガントMSK)に入れ、無電解めっきをめっき厚さが0.5μm程度になるまで実施した。無電解めっき後に、残留している水素ガスを除去するため、120℃の温度で30分間アニールをかけた。無電解めっきの工程までのすべての工程は、ビーカースケールで処理液を1Lとし、上記バフ処理硬化物を揺動させながら実施した。
【0116】
次に、無電解めっき処理されたバフ処理硬化物に、電解めっきをめっき厚さが25μmとなるまで実施した。電気銅めっきとして硫酸銅(リデューサーCu)を用いて、0.6A/cm2の電流を流した。銅めっき処理後、上記バフ処理硬化物を180℃で1時間加熱し、硬化させることにより、上記バフ処理硬化物のバフ処理された表面上に銅めっき層を形成した。このようにして、ガラスエポキシ基板とバフ処理硬化物と銅めっき層との積層体を得た。
【0117】
(実施例4)
バフ処理時間を30秒間から60秒間に変更したこと以外は実施例1と同様にして、ガラスエポキシ基板と粗化硬化物Aとの積層サンプルと、ガラスエポキシ基板とブラスト処理硬化物と銅めっき層との積層体を得た。
【0118】
(比較例1)
ブラスト処理のライン速度を0mm/s(ブラスト処理時間0分)とし、(c)ブラスト処理しなかったこと以外は実施例1と同様にして、ガラスエポキシ基板と粗化硬化物Aとの積層サンプルと、ガラスエポキシ基板と粗化硬化物Aと銅めっき層との積層体を得た。比較例1では、バフ処理も行わず、研磨処理自体を行わなかった。
【0119】
(評価)
(1)エッチング量
実施例1〜4で得られた粗化硬化物Aの粗化処理された表面上をエポキシ樹脂で埋めて、研磨機により断面を研磨した。さらに、実施例1〜2で得られたブラスト処理硬化物Bのブラスト処理された表面上をエポキシ樹脂で樹脂埋めし、研磨機により断面を研磨した。実施例3〜4で得られたバフ処理硬化物Bのバフ処理された表面上をエポキシ樹脂で樹脂埋めし、研磨機により断面を研磨した。研磨後の各断面を光学顕微鏡(商品名「測定顕微鏡 STM6」、OLYMPUS社製)で測定することで、粗化処理後かつブラスト処理又はバフ処理前の粗化硬化物Aと、ブラスト処理又はバフ処理後のブラスト処理硬化物B及びバフ処理硬化物Bとの厚みの変化量を測定することで、エッチング量(ブラスト処理硬化物又はバフ処理硬化物の厚み方向における深さ)を測定した。
【0120】
(2)算術平均粗さRa及び十点平均粗さRz
非接触3次元表面形状測定装置(品番「WYKO NT1100」、Veeco社製)を用いて、実施例1〜2で得られたブラスト処理硬化物B、実施例3〜4で得られたバフ処理硬化物B、及び比較例1で得られた粗化硬化物Aの表面の算術平均粗さRa及び十点平均粗さRzを測定した。測定領域は、94μm×123μmの大きさとした。
【0121】
(3)接着強度
得られた積層体の銅めっき層の表面に10mm幅に切り欠きを入れた。その後、引張試験機(商品名「オートグラフ」、島津製作所社製)を用いて、クロスヘッド速度5mm/分の条件で、実施例1〜2のブラスト処理硬化物Bと銅めっき層との接着強度、実施例3〜4のバフ処理硬化物Bと銅めっき層との接着強度及び比較例1の粗化硬化物Aと銅めっき層との接着強度を測定した。
【0122】
結果を下記の表1に示す。
【0123】
【表1】
【符号の説明】
【0124】
1…積層体
11…基材
11a…上面
12…樹脂組成物
12A…予備硬化物
12B…粗化硬化物
12C…研磨処理硬化物
12a…表面
13…金属層
【特許請求の範囲】
【請求項1】
エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面を研磨処理して、研磨処理硬化物を得る研磨処理工程を備える、研磨処理硬化物の製造方法。
【請求項2】
エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面をブラスト処理又はバフ処理して、ブラスト処理硬化物又はバフ処理硬化物を得る研磨処理工程を備える、請求項1に記載の研磨処理硬化物の製造方法。
【請求項3】
エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面をブラスト処理して、ブラスト処理硬化物を得るブラスト処理工程を備える、請求項2に記載の研磨処理硬化物の製造方法。
【請求項4】
エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面をバフ処理して、バフ処理硬化物を得るバフ処理工程を備える、請求項2に記載の研磨処理硬化物の製造方法。
【請求項5】
エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させて、予備硬化物を得る硬化工程と、
前記予備硬化物の表面を粗化処理して、粗化硬化物を得る粗化工程とをさらに備える、請求項1〜4のいずれか1項に記載の研磨処理硬化物の製造方法。
【請求項6】
前記粗化工程において、前記予備硬化物の表面を、過マンガン酸化合物を含む粗化処理液で粗化処理する、請求項5に記載の研磨処理硬化物の製造方法。
【請求項7】
前記充填剤として、シリカ粒子を用いる、請求項1〜6のいずれか1項に記載の研磨処理硬化物の製造方法。
【請求項8】
請求項1〜7のいずれか1項に記載の研磨処理硬化物の製造方法により得られた研磨処理硬化物と、該研磨処理硬化物の研磨処理された表面に積層された金属層とを備える、積層体。
【請求項9】
基材をさらに備え、
該基材の表面に前記研磨処理硬化物が積層されており、該研磨処理硬化物の基材側とは反対側の表面に前記金属層が積層されている、請求項8に記載の積層体。
【請求項10】
基材の表面に、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を積層して、該樹脂組成物を予備硬化させて予備硬化物を得る硬化工程と、
前記予備硬化物の表面を粗化処理して、粗化硬化物を得る粗化工程と、
前記粗化硬化物の粗化処理された表面を研磨処理して、研磨処理硬化物を得る研磨処理工程と、
前記研磨処理硬化物の研磨処理された表面に、金属層を積層する工程とを備える、積層体の製造方法。
【請求項11】
基材の表面に、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を積層して、該樹脂組成物を予備硬化させて予備硬化物を得る硬化工程と、
前記予備硬化物の表面を粗化処理して、粗化硬化物を得る粗化工程と、
前記研磨処理工程が、前記粗化硬化物の粗化処理された表面をブラスト処理又はハブ処理して、ブラスト処理硬化物又はバフ処理硬化物を得る研磨処理工程であり、
前記金属層を積層する工程が、前記ブラスト処理硬化物又はバフ処理硬化物の研磨処理された表面に、金属層を積層する工程である、請求項10に記載の積層体の製造方法。
【請求項12】
前記研磨処理工程が、前記粗化硬化物の粗化処理された表面をブラスト処理して、ブラスト処理硬化物を得るブラスト処理工程であり、
前記金属層を積層する工程が、前記ブラスト処理硬化物の研磨処理された表面に、金属層を積層する工程である、請求項11に記載の積層体の製造方法。
【請求項13】
前記研磨処理する工程が、
前記粗化硬化物の粗化処理された表面をハブ処理して、バフ処理硬化物を得るバフ処理工程と、
前記金属層を形成する工程が、前記バフ処理硬化物の研磨処理された表面に、金属層を積層する工程である、請求項11に記載の積層体の製造方法。
【請求項1】
エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面を研磨処理して、研磨処理硬化物を得る研磨処理工程を備える、研磨処理硬化物の製造方法。
【請求項2】
エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面をブラスト処理又はバフ処理して、ブラスト処理硬化物又はバフ処理硬化物を得る研磨処理工程を備える、請求項1に記載の研磨処理硬化物の製造方法。
【請求項3】
エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面をブラスト処理して、ブラスト処理硬化物を得るブラスト処理工程を備える、請求項2に記載の研磨処理硬化物の製造方法。
【請求項4】
エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させた予備硬化物の表面が粗化処理された粗化硬化物を用いて、該粗化硬化物の粗化処理された表面をバフ処理して、バフ処理硬化物を得るバフ処理工程を備える、請求項2に記載の研磨処理硬化物の製造方法。
【請求項5】
エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を予備硬化させて、予備硬化物を得る硬化工程と、
前記予備硬化物の表面を粗化処理して、粗化硬化物を得る粗化工程とをさらに備える、請求項1〜4のいずれか1項に記載の研磨処理硬化物の製造方法。
【請求項6】
前記粗化工程において、前記予備硬化物の表面を、過マンガン酸化合物を含む粗化処理液で粗化処理する、請求項5に記載の研磨処理硬化物の製造方法。
【請求項7】
前記充填剤として、シリカ粒子を用いる、請求項1〜6のいずれか1項に記載の研磨処理硬化物の製造方法。
【請求項8】
請求項1〜7のいずれか1項に記載の研磨処理硬化物の製造方法により得られた研磨処理硬化物と、該研磨処理硬化物の研磨処理された表面に積層された金属層とを備える、積層体。
【請求項9】
基材をさらに備え、
該基材の表面に前記研磨処理硬化物が積層されており、該研磨処理硬化物の基材側とは反対側の表面に前記金属層が積層されている、請求項8に記載の積層体。
【請求項10】
基材の表面に、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を積層して、該樹脂組成物を予備硬化させて予備硬化物を得る硬化工程と、
前記予備硬化物の表面を粗化処理して、粗化硬化物を得る粗化工程と、
前記粗化硬化物の粗化処理された表面を研磨処理して、研磨処理硬化物を得る研磨処理工程と、
前記研磨処理硬化物の研磨処理された表面に、金属層を積層する工程とを備える、積層体の製造方法。
【請求項11】
基材の表面に、エポキシ樹脂と硬化剤と充填剤とを含む樹脂組成物を積層して、該樹脂組成物を予備硬化させて予備硬化物を得る硬化工程と、
前記予備硬化物の表面を粗化処理して、粗化硬化物を得る粗化工程と、
前記研磨処理工程が、前記粗化硬化物の粗化処理された表面をブラスト処理又はハブ処理して、ブラスト処理硬化物又はバフ処理硬化物を得る研磨処理工程であり、
前記金属層を積層する工程が、前記ブラスト処理硬化物又はバフ処理硬化物の研磨処理された表面に、金属層を積層する工程である、請求項10に記載の積層体の製造方法。
【請求項12】
前記研磨処理工程が、前記粗化硬化物の粗化処理された表面をブラスト処理して、ブラスト処理硬化物を得るブラスト処理工程であり、
前記金属層を積層する工程が、前記ブラスト処理硬化物の研磨処理された表面に、金属層を積層する工程である、請求項11に記載の積層体の製造方法。
【請求項13】
前記研磨処理する工程が、
前記粗化硬化物の粗化処理された表面をハブ処理して、バフ処理硬化物を得るバフ処理工程と、
前記金属層を形成する工程が、前記バフ処理硬化物の研磨処理された表面に、金属層を積層する工程である、請求項11に記載の積層体の製造方法。
【図1】

【公開番号】特開2011−225799(P2011−225799A)
【公開日】平成23年11月10日(2011.11.10)
【国際特許分類】
【出願番号】特願2010−188569(P2010−188569)
【出願日】平成22年8月25日(2010.8.25)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成23年11月10日(2011.11.10)
【国際特許分類】
【出願日】平成22年8月25日(2010.8.25)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]