
研磨布
【課題】テクスチャー加工の加工効率に優れ、スクラッチ欠点が少なく歩留まりが良く、かつ線密度の高いテクスチャー痕を形成することができ、更に基板表面上に表面粗さ0.3nm以下という高精度なテクスチャー加工を施すことができる研磨布を提供する。
【解決手段】研磨布は、平均単繊維径が5μm以下の極細繊維および/または極細繊維束が絡合してなる不織布と、その不織布内部空間に存在するポリウレタンを主成分とした高分子弾性体とからなるシート状物であって、該シート状物の少なくとも片面が該極細繊維からなる立毛面を有し、ポリウレタンがポリオルガノシロキサン骨格を含むポリウレタンである研磨布。
【解決手段】研磨布は、平均単繊維径が5μm以下の極細繊維および/または極細繊維束が絡合してなる不織布と、その不織布内部空間に存在するポリウレタンを主成分とした高分子弾性体とからなるシート状物であって、該シート状物の少なくとも片面が該極細繊維からなる立毛面を有し、ポリウレタンがポリオルガノシロキサン骨格を含むポリウレタンである研磨布。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、研磨布に関し、特に磁気記録ディスクに用いられるアルミニウム合金基板およびガラス基板を超高精度の仕上げでテクスチャー加工を施す際に好適に用いられ得る研磨布に関するものである。
【背景技術】
【0002】
磁気ディスク等の磁気記録媒体は、近年めざましい技術革新により高容量化と高記憶密度化の要求が高まり、このため各種基板表面加工の高精度化が要求されている。
【0003】
近年、高容量化と高記憶密度化に伴い、記録ディスクと磁気ヘッドとの間隔、すなわち、磁気ヘッドの浮上高さは小さくなってきており、最近では5nm以下の浮上高さのものが要求されている。磁気ヘッドの浮上高さが著しく小さくなることにより、磁気ディスクの表面に突起があるとその突起と磁気ヘッドとが接触してヘッドクラッシュを起こし、ディスク表面に傷が発生する。また、ヘッドクラッシュには至らない程度の微小な突起でも、磁気ヘッドとの接触により情報の読み書きの際に発生するエラーの原因となる。記録ディスクについては、高容量化および高密度化と平行して小型化も進んできており、これに併せてスピンドル回転用のモーター等も小型化されてきている。このため、モーターのトルクが不足し、磁気ヘッドが記録ディスク表面とが密着し、浮上しなくなるというトラブルを引き起こす。
【0004】
この記録ディスクと磁気ヘッドとの密着を防止する手段として、記録ディスクの基板表面に微細な条痕を形成するテクスチャー加工という表面処理が行われている。また、このテクスチャー加工を行うことにより、ディスク基板上に金属磁性層を形成する際の結晶成長の方向性を制御することで記録方向の抗磁力を向上させることが可能となる。
【0005】
従来、テクスチャー加工の方法としては、遊離砥粒のスラリーを研磨布表面に付着させて研削を行うスラリー研削等が用いられている。しかしながら、テクスチャー加工によって、磁気ヘッドの低浮上を満足するための表面処理を行う場合、最近の急激な高記録容量化のための高記録密度化に対応するためには、研磨後のうねりを低くし、基板表面粗さを極めて小さくすることが要求され、その要求に対応しうる研磨布が求められている。テクスチャー加工において基板表面粗さを小さくするためには、クッション性や基材表面の平滑性に優れることから不織布を用いる方法が多く提案されてきた(特許文献1および特許文献2参照)。
【0006】
中でも基材表面の平滑性向上やディスク基板表面への当たりの調節などを目的として、不織布を構成する繊維を極細化し、不織布に高分子弾性体を含浸させるという提案が種々なされている。例えば、0.3dtex以下の極細繊維からなる不織布に、高分子エラストマーを含浸させた研磨布が提案されており、この研磨布を用いた加工(特許文献3参照)では、0.5nm程度の表面粗さを実現している。
【0007】
また、極細繊維が絡合してなる不織布中に、特定の湿潤弾性率を有するポリウレタンが含有されており、表面に、0.03dtex以下の繊度を有する極細繊維からなる立毛が存在するテクスチャー加工用研磨シート(特許文献4参照)が提案されている。このテクスチャー加工用研磨シートを用いた加工では、0.4nmの表面粗さを実現している。
【0008】
また、繊維束内に繊維径の内外周差を有する極細繊維束からなる不織布と、その不織布の空隙に高分子弾性体を充填してなる基材(特許文献5参照)を用いて、0.31nmの表面粗さを実現している。
【0009】
更に、平均繊度0.001〜0.1dtexのポリアミド極細短繊維の不織布からなる研磨布(特許文献6参照)が提案されており、この研磨布では0.28nmの表面粗さを実現している。
【0010】
今後、更に表面粗さの極小化を実現できる技術が期待され、この技術の核となる超高精度な研磨布が要求されてきている。
【0011】
遊離砥粒を含有するスラリーと不織布を主体とする研磨布を用いたテクスチャー加工方法は、まず、研磨布をテープ状として用いる。次いで、基板を連続回転させた状態で、その研磨テープを基板に押し付けながら、基板の径方向に往復運動させ、連続的に研磨テープを走行させる。その際に、スラリーを研磨テープと基板との間に供給し、スラリー中に含まれる遊離砥粒が研磨テープを構成する繊維に微分散した状態で把持され、基板に接触し研磨を行う方法である。
【0012】
従来の研磨布では、繊維の極細化により、研磨布表面に存在する表面繊維本数こそ多いものの、局所的に繊維の存在しないボイドが多く存在するため、前述のテクスチャー加工において、研磨布内部へのスラリー抜けが多くなり、低表面粗さを実現するために必要なスラリーの使用量が多く、加工効率が低いものであった。更に、スラリーの使用量が多い、すなわち単位時間あたりの研磨に寄与する砥粒量が少ないことにより、必然的に研磨布使用量も多くなり、初期段階において形成されるテクスチャー痕(微細な山や谷)を馴らす、すなわち微細な山や谷を平滑化させる作用が働く。このため、最終的に形成されるテクスチャー加工面の表面粗さこそ小さいものであるが、テクスチャー痕(微細な山や谷)の線密度が低く、シャープさに欠けることが影響して、分解能やS/N比などの電磁変換特性を著しく低下させる要因となり、ハードディスクドライブにおけるエラーの原因となっていた。
【0013】
ハードディスクの電磁変換特性を向上させるためには、研磨布の使用量を少なくしたライトテクスチャー(軽度な研磨)にて、表面粗さを極小化し、且つシャープなテクスチャー痕を線密度が高い状態で形成させる必要がある。
【0014】
これに対して、高分子弾性体が極細繊維束の大部分を実質的に拘束しない研磨布、すなわち、極細繊維束と高分子弾性体との間に空隙を形成させる構造を有する研磨布(特許文献4参照)が提案されている。しかしながら、この構造の研磨布では、立毛面を構成する極細繊維束の自由度が大きすぎるために、立毛繊維が乱れた方向性をもって分布された状態となり、テクスチャー加工において、0.3nm以下の基板表面粗さを実現するのに必要な研磨布の使用量が必然的に多くなり、テクスチャー痕のシャープさにも欠け、線密度が小さい状態となってしまうため、電磁変換特性の低下につながるという欠点を惹起することとなっていた。また、該研磨布(特許文献4参照)では、強度、クッション性および極細繊維の脱落防止の点から、特定の湿潤弾性率を有するポリウレタンを用いることが提案されているが、研磨布表面繊維の分散性および緻密性が不十分であるため、テクスチャー痕の線密度が低く、スクラッチ数を抑制しきれないものであった。
【0015】
また、研磨布表面上のボイドを少なくするために、繊維の滑りおよび繊維と高分子弾性体との接着を緩和させ、立毛処理における繊維の引きちぎりを抑制すべく、あらかじめシート状物にシリコーンエマルジョンなどの滑剤を塗布や含浸させておき、サンドペーパーなどにより表面を研削する方法も提案されている。しかしながら、このような手段では、滑剤の付着ムラを抑えきれないため、シート状物の表面の立毛長さが全体的に不均一となり、局所的に立毛繊維が束状となり、表面のボイドを十分に抑制しきれないものであった。
【0016】
また、ハードディスクに要求される面記録密度を向上させるために、単位記録面積を小さくする必要性はますます高まってきており、従来のテクスチャー加工において、スクラッチ欠点と判定されなかった微細な傷や突起がエラーの原因となることがわかり、この微細な傷と突起がスクラッチ欠点とみなされる。よって、更なる基板の平滑性および均一性の向上が必要となってきており、これらの要求に対応するためには、研磨布表面の平滑性および均一性を向上させる必要性が高まっている。
【0017】
これに対して、極細繊維を発生させる複合繊維の繊維収縮率を高め、絡合体の面積収縮率を高め、その後に圧縮する方法や、高分子弾性体を不織布シートに付与後、高分子弾性体の溶剤または膨潤剤をシートに付与し、その後圧縮する方法などを組み合わせた方法を用いることにより、立毛シートの立毛面を表面自動変角光度計により測定した変角反射曲線から求められる数値を規定する技術(特許文献7参照)が提案されている。しかしながら、かかる手段では、構造体として、高分子弾性体が極細繊維束の内周部の繊維にまで強固に接着する状態となりやすいとともに、繊維束同士の拘束力が高くなりすぎるために、立毛繊維が束状状態で分布し、粗密ムラが著しく大きくなり、テクスチャー加工において、0.3nm以下の基板表面粗さを実現できず、且つスクラッチ欠点を発生しやすいものであった。
【0018】
このように、従来の研磨布を使用した場合、研磨砥粒を均一且つ微分散させることが不十分であるため、研磨砥粒が局所的に凝集したり、局所的に砥粒が存在しない状態が発生し、研磨精度を低下させ、微細な傷や突起からなるスクラッチ欠点が生じやすく、該スクラッチ欠点により電磁変換特性が著しく低下し、生産歩留まりの上から問題が内在していた。
【特許文献1】特開平9−262775号公報
【特許文献2】特開平9−277175号公報
【特許文献3】特開2001−1252号公報
【特許文献4】特開2002−79472号公報
【特許文献5】特開2002−172555号公報
【特許文献6】特開2002−273650号公報
【特許文献7】特開2001−67659号公報
【発明の開示】
【発明が解決しようとする課題】
【0019】
そこで本発明の目的は、かかる従来技術の背景に鑑み、テクスチャー加工の加工効率に優れ、スクラッチ欠点が少なく歩留まりが良く、かつ線密度の高いテクスチャー痕を形成することができ、更に基板表面上に表面粗さ0.3nm以下という高精度なテクスチャー加工を施すことができる研磨布を提供することにある。
【課題を解決するための手段】
【0020】
本発明は、かかる課題を解決するために、次のような手段を採用するものである。
【0021】
すなわち、本発明の研磨布は、平均単繊維径が5μm以下の極細繊維および/または極細繊維束が絡合してなる不織布と、その不織布内部空間に存在するポリウレタンを主成分とした高分子弾性体とからなるシート状物であって、該シート状物の少なくとも片面が該極細繊維からなる立毛面を有し、前記ポリウレタンが下記一般式(1)で示されるポリオルガノシロキサン骨格を含むポリウレタンであることを特徴とする研磨布である。
【0022】
【化1】

【0023】
(式中、R1およびR2は脂肪族炭化水素基またはアリール基であり、R1とR2は同一でも異なっていても良い。また、nは正の整数である。)
【発明の効果】
【0024】
本発明によれば、研磨布表面上の立毛繊維が極めて均一に分散し、かつ隙間が少ない状態で緻密に分布しているので、アルミニウム合金基板およびガラス基板のテクスチャー加工において、研磨布単位表面積あたりの砥粒把持量が高く、加工効率に優れるとともに、スクラッチ欠点が少ないことにより歩留まりが良く、かつ線密度の高いテクスチャー痕を形成することができ、更に基板表面上に表面粗さ0.3nm以下という高精度なテクスチャー加工を施すことができ、電磁変換特性に優れた記録ディスクの高記録密度化に対応可能な加工面として仕上げることができる研磨布を得ることができる。
【発明を実施するための最良の形態】
【0025】
本発明者らは、前記した課題、すなわちテクスチャー加工の加工効率に優れ、表面粗さ0.3nm以下およびテクスチャー痕の高線密度という高精度化とスクラッチの抑制を両立するという課題について、鋭意検討し、研磨布表面上の立毛繊維の分散性および緻密性に着目して、研磨布を構成するシート状物を、極細繊維および/または極細繊維束が絡合してなる不織布とポリオルガノシロキサン骨格を含むポリウレタンを主成分とした高分子弾性体とで作ってみたところ、このシート状物にバフィング処理を施してみると、見事に、形成される立毛が、極めて均一に分散した状態で且つ緻密に配列されると同時に、かかる課題を一挙に解決することができることを究明したものである。
【0026】
本発明の研磨布を構成するシート状物について説明する。具体的には、少なくとも2成分のポリマーからなる、平均単繊維径が5μm以下の極細繊維発生型繊維を複合紡糸し、延伸、捲縮、カットを経て得られる複合繊維原綿を用いて、ニードルパンチング等の絡合処理を施して、複合繊維からなる不織布を作成する。次いで、該複合繊維から海成分を溶解除去あるいは物理的、化学的作用により剥離し、分割し、平均繊維径5μm以下に極細繊維化する前および/または後に、ポリオルガノシロキサン骨格を含むポリウレタンを主成分とした高分子弾性体を、シート状物総重量に対し好ましくは5重量%以上60重量%以下付与し、該高分子弾性体を実質的に凝固し、固化させる。次いで、得られたシート状物にバフィング処理を施すことにより、シート状物表面に立毛面を形成する。この過程において、極細繊維化する前もしくは後に、ウオータージェットパンチング等の高速流体流処理を施すこと、揉み処理を施すこと、あるいは片面にフィルムを張り合わせることを適宜組み合わせ、採用して良い。以上の過程により本発明の研磨布を達成しうるものである。
【0027】
さらに、本発明の研磨布の製造方法について詳細に記述する。
【0028】
本発明の研磨布に用いられる極細繊維の平均単繊維径は5μm以下であることが特に重要である。極細繊維の平均単繊維径は、繊維強度と砥粒の把持性の点から、好ましくは0.01〜5μmの範囲である。5μmを超える場合には、研磨布表面での立毛繊維の緻密性に劣り、遊離砥粒の分布の偏りが大きくなることにより、高精度の仕上げを達成できないため好ましくない。ここでいう平均単繊維径は、得られたシート状物の厚み方向に切断した断面を走査型電子顕微鏡(SEM)により観察し、任意の100カ所の極細繊維の繊維径を測定して算出される平均値のことを指すものである。
【0029】
所望の繊維径を有する極細繊維を得るには、極細繊維発生型繊維を用いることが好ましい。極細繊維発生型繊維としては、溶剤溶解性の異なる2成分の熱可塑性樹脂を海成分と島成分とし、海成分を溶剤などを用いて溶解除去することによって島成分を極細繊維とする海島型複合繊維や、2成分の熱可塑性樹脂を繊維断面放射状あるいは層状に交互に配置し、各成分を剥離分割することによって極細繊維に割繊する剥離型複合繊維や多層型複合繊維などを採用することができる。中でも、海島型複合繊維は、海成分を除去することによって島成分間、すなわち繊維束の内部の極細繊維間に適度な空隙を付与することができるので、極細繊維からなるシート状物をバフィング処理し、立毛面を形成させた際の立毛の開繊性に優れている。
【0030】
海島型複合繊維の製造方法としては、例えば(1)2成分以上のポリマーをチップ状態でブレンドして紡糸する方法、(2)あらかじめ2成分以上のポリマーを混練してチップ化した後紡糸する方法、(3)溶融状態の2成分以上のポリマーを紡糸機のパック内で静止混練器等で混合し紡糸する方法、および(4)特公昭44−18369号公報等の海島型複合用口金を用いて、海島の2成分を相互配列して紡糸する高分子相互配列体方式、等が挙げられる。
【0031】
また、本発明の研磨布において、本発明の要件を満足する範囲で、繊維径が5μmを超える繊維を混合して使用してもよいが、砥粒の把持性や被研磨物へのフィット性及び傷の抑制の点から、混合量として10重量%以下であることが好ましく、より好ましくは5重量%以下である。
【0032】
本発明においては、ポリマーの選択が容易であり、また極細繊維の分散性に優れ、かつ均一な繊維径の極細繊維が安定的に得られる点で、上記(4)の高分子相互配列体方式による海島型複合繊維が好ましく用いられる。但し、高分子相互配列体方式では、口金構造によって単繊維径を0.1μm未満とすることも可能であるが、口金構造が複雑となり紡糸性が著しく低下するため、工業的には0.1μmまでである。0.1μm未満の均一な繊維径を得るには、上記(1)の単純なチップブレンド法(例えば、特開平10−53967号公報)では混練が不十分なので、上記の(2)または(3)の方法を採用することが好ましい。また、数十nmサイズの均一な超極細繊維を得るには、混練押出機や静止混練器等によって高混練するだけでなく、ポリマーの組み合わせも重要となる。島成分ポリマーと海成分ポリマーは非相溶であることが好ましいが、単なる非相溶ポリマーの組み合わせでは島成分ポリマーが十分超微分散化し難い。このため、組み合わせるポリマーの相溶性を最適化することが好ましいが、このための指標の一つが溶解度パラメータ(SP値)である。
【0033】
ここで、SP値とは(蒸発エネルギー/モル容積)1/2 で定義される物質の凝集力を反映するパラメータである。SP値が近いもの同士では、相溶性が良いポリマーアロイが得られる可能性がある。SP値は、種々のポリマーで知られているが、例えば「プラスチック・データブック」旭化成アミダス株式会社/プラスチック編集部共編、189ページ等に記載されている。2つのポリマーのSP値の差が1〜9(MJ/m3)1/2であると、非相溶化による島成分の円形化と超微分散化が両立させやすく好ましい。例えば、ナイロン6とポリエチレンテレフタレートはSP値の差が6(MJ/m3 )1/2 程度であり好ましい例であるが、ナイロン6とポリエチレンはSP値の差が11(MJ/m3)1/2 程度であり、好ましくない例として挙げられる。
【0034】
さらに、溶融粘度も重要であり、島を形成するポリマーの溶融粘度を海を形成するポリマーの溶融粘度に比べて低く設定すると、剪断力による島ポリマーの変形が起こりやすいため、島成分ポリマーの微分散化が進みやすく超極細化の観点からは好ましい態様である。ただし、島成分ポリマーを過度に低粘度にすると海化しやすくなり、繊維全体に対するブレンド比を高くすることができないため、島成分ポリマー粘度は海成分ポリマー粘度の1/10以上とすることが好ましい。
【0035】
海島型複合繊維および海成分を除去して得られる島繊維の断面形状は特に限定されず、例えば、丸、楕円、扁平および三角などの多角形や、扇、十字、Y、H、X、W、Cおよびπ型などが挙げられる。また、用いられるポリマー種の数も特に限定されるものではないが、紡糸安定性を考慮すると2ないし3成分であることが好ましく、特に海1成分、島1成分の2成分で構成されることが好ましい。また、このときの成分比は、島繊維の海島型複合繊維に対する重量比で0.2〜0.9であることが好ましく、より好ましくは0.3〜0.8である。この成分比が0.2未満であると、海成分の除去率が多く、生産性が著しく低下しコスト的に好ましくない。また、成分比が0.9を超えると、島成分繊維の開繊性に劣り、均一な立毛面を得ることができないため好ましくない。
【0036】
海島型複合繊維を構成する樹脂としては、極細繊維を発生可能な2種類以上の樹脂の組合せが挙げられる。例えば、ナイロン6、ナイロン66、ナイロン12および共重合ナイロンなどのポリアミド類、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレンテレフタレートおよび共重合ポリエステルなどのポリエステル類、ポリエチレン、ポリプロピレン、ポリメチルペンテン、ポリスチレンおよび共重合ポリスチレンなどのポリオレフィン類、ポリ乳酸、乳酸共重合体およびポリグリコール酸などの脂肪酸ポリエステル系重合体類や脂肪酸ポリエステルアミド系重合体類などが、用いることのできる合成樹脂の例として挙げられる。中でも、極細繊維成分として、親水性と耐摩耗性の観点から、ポリアミド類とポリエステル類が好適に用いられる。とりわけ、ナイロン6、ナイロン66、ナイロン12および共重合ナイロンのポリアミド類や、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレンテレフタレート、共重合ポリブチレンテレフタレート、共重合ポリトリメチレンテレフタレートおよび共重合ポリエチレンテレフタレートのポリエステル類は、スラリー液との親和性が特に良好であり、スラリー液中の研磨砥粒の保持性と分散性に優れ、被研磨物に傷をつけることなく研磨することができるとともに、柔軟性に優れることにより、被研磨物との接触抵抗が低く微細研磨に適した素材として、より好適に用いられる。
【0037】
更に、海島型複合繊維を構成する海成分としては、島成分を構成するポリマーよりも溶解性や分解性の高い化学的性質を有するという点から、ポリエチレン、ポリプロピレン、ポリスチレン、共重合ポリスチレン、ナトリウムスルホイソフタル酸やポリエチレングリコールなどを共重合成分とした共重合ポリエステルおよびポリ乳酸などを用いることが好ましい。
【0038】
海成分を溶解する溶剤としては、海成分がポリエチレン、ポリプロピレン、ポリスチレンおよび共重合ポリスチレンの場合は、トルエンやトリクロロエチレンなどの有機溶剤が用いられ、また海成分が共重合ポリエステルやポリ乳酸の場合は、水酸化ナトリウムなどのアルカリ水溶液を用いることができ、溶剤中に海島型複合繊維を浸漬し、窄液を行うことによって、海成分を除去することができる。特に、ニードルパンチしたときの繊維の高絡合化による表面繊維の高密度化の観点から、ポリスチレン、共重合ポリスチレン、ポリエステル、共重合ポリエステルおよびポリ乳酸が好ましく使用される。
【0039】
このようにして得られた海島型複合繊維を、絡合させて不織布とする。本発明の研磨布を構成するための不織布を得るには、海島型複合繊維を短繊維化し、カード・クロスラッパーを用いてシート幅方向に配列させた積層ウエブを形成せしめた後、ニードルパンチ処理を行うことが好ましい。ウエブを形成するという点においては、ランダムウエブなどを用いることも可能である。また、メルトブローやスパンボンドなど、紡糸から直接形成する長繊維不織布でもよいように考えられる。しかしながら、とりわけ本発明の研磨布においては、長繊維不織布は、極細繊維相互の絡合織編物および表面繊維の緻密性が、短繊維不織布より劣り、かつ表面繊維本数密度の粗密ムラが大きくなり、研磨砥粒の分布の偏りが大きく、且つ局所的な砥粒の凝集を招き、スクラッチの発生につながる。そのため、極細長繊維不織布は研磨布として短繊維不織布より劣る。
【0040】
ニードルパンチ処理のパンチング本数は、繊維の高絡合化による緻密な立毛面形成の観点から、1000〜4000本/cm2であることが好ましい。パンチング本数が1000本/cm2未満では、表面繊維の緻密性に劣ることにより、所望の高精度の仕上げを得ることができず、また、パンチング本数が4000本/cm2を超えると、加工性の悪化を招くとともに繊維損傷が大きく、強度低下につながることがある。ニードルパンチング後の複合繊維不織布シートの繊維密度は、表面繊維本数の緻密化の観点から、0.2g/cm3以上であることが好ましい。
【0041】
このようにして得られた複合繊維不織布は、表面繊維本数の緻密化の観点から、乾熱または湿熱、あるいはその両者によって収縮させ、さらに高密度化することが好ましい。
【0042】
また、極細繊維化処理をした後に、極細繊維および/または極細繊維束の相互絡合をより高め、緻密化させることよび極細繊維束の開繊性を高め、平滑性を向上させるという点から、ウオータージェットパンチング処理などの高速流体流処理や、液流染色機、ウィンス染色機、ジッガー染色機、タンブラーおよびリラクサー等を用いた揉み処理を適宜組み合わせて実施しても良い。高速流体流処理と揉み処理を組み合わせて行う場合には、揉み加工時の寸法変動を抑える点から、高速流体流処理を行った後に揉み処理を行うことが好ましい。高速流体流処理として、作業環境の点で水流を使用するウオータージェットパンチング処理が好ましく、ウオータージェットパンチング処理を行う場合には、水は柱状流の状態で行うことが好ましい。柱状流を得るには、通常、直径0.06〜1.0mmのノズルから圧力1〜60MPaで噴出させる方法が好適に用いられる。
【0043】
本発明の研磨布は、前記不織布シートを極細繊維化処理する前および/または後に、ポリウレタンを主成分とする高分子弾性体を付与させることにより得ることができる。かかる高分子弾性体は、表面凹凸や振動吸収のためのクッション、繊維形態保持などの役割を有し、極細短繊維不織布の内部空間に高分子弾性体を充填し一体化させることにより、被研磨物へのフィット性および被研磨物表面の傷の抑制効果に優れるものである。
【0044】
かかる高分子弾性体の主成分として用いるポリウレタンは、下記一般式(1)で示されるポリオルガノシロキサン骨格を含むポリウレタンであることが特に重要である。
【0045】
【化2】
【0046】
(式中、R1およびR2は脂肪族炭化水素基またはアリール基であり、R1とR2は同一でも異なっていても良い。また、nは正の整数である。)
前記一般式(1)において、R1およびR2は、脂肪族炭化水素基またはアリール基であり、同一でも異なっていても良く、脂肪族炭化水素基の代表例は、メチル基、エチル基などが挙げられ、アリール基の代表例はフェニル基、ナフチル基などが挙げられる。その中でも、製造コストの面からは、R1およびR2が共にメチル基であることが好ましい。また、nは正の整数である。nは、ポリウレタン中のポリオルガノシロキサン骨格を形成する際の、後述するシリコーンポリオールの数平均分子量(Mn)を好ましい範囲内に調整する上で、10〜300とすることが好ましい。より好ましくは100〜300の範囲である。
【0047】
ポリウレタン中にかかるポリオルガノシロキサン骨格を含むことにより、立毛面形成後の極細繊維の脱落を抑える拘束力を有しつつ、かつ極細繊維とポリウレタンとの過度の接着を抑え、バフィング処理の際に、繊維の引きちぎりを抑え、更に均一な立毛長の表面極細繊維を緻密且つ均一分散させた立毛面の形成を実現することが可能となるものである。
【0048】
シリコーンポリオールの数平均分子量(Mn)としては、500〜30,000とすることが好ましい。数平均分子量が500より小さくなると、バフィング処理の際の、立毛繊維の分散性が低下する傾向にあり、逆に30,000を越えるとシリコーンポリオールと後述する他のポリマージオールとの相溶性が悪くなり、安定なポリウレタンが得難い傾向がある。数平均分子量は、より好ましくは1,000以上25,000以下の範囲であり、特に好ましくは、10,000を超え20,000以下の範囲である。特に、数平均分子量が10,000を超え20,000以下の範囲のシリコーンポリオールを用いた場合には、少量でも極めて均一に分散し且つ緻密な立毛面を得ることができる。
【0049】
本発明で用いるポリウレタンは、より具体的には、前記一般式(1)で示されるポリオルガノシロキサン骨格を有するシリコーンポリオールと、それ以外のポリマージオールと、有機ジイソシアネートと、鎖伸長剤との反応により得られるものである。シリコーンポリオール以外のポリマージオール成分の分子量は、好ましくは500〜5,000であり、より好ましくは1,000〜3,000である。その原料であるジオール成分としては、ポリエーテルジオール、ポリエステルジオール、ポリカーボネートジオール、ポリラクトンジオールおよびこれらの共重合物からなる群より選ばれた少なくとも1種が好ましく使用される。
【0050】
本発明において好ましく用いられるポリエーテルジオールとしては、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコールなどが挙げられる。
【0051】
ポリエステルジオールは、アルカンジオールとジカルボン酸またはそのエステル形成性誘導体とを、通常のポリエステル生成反応に採用される条件下に反応させることによって得ることができる。アルカンジオールの例としては、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、3−メチル−1,5−ペンタンジオール、1,6−ヘキサンジオール、2−メチル−1,8−オクタンジオール、1,9−ノナンジオールおよび1,10−デカンジオールなどが挙げられる。
【0052】
ジカルボン酸の代表例としては、コハク酸、グルタル酸、アジピン酸、アゼライン酸、セバチン酸など脂肪族ジカルボン酸、フタル酸、テレフタル酸およびイソフタル酸などの芳香族ジカルボン酸などが挙げられる。これらのジカルボン酸は、単独または2種以上の混合物で使用される。中でも脂肪族ジカルボン酸が好適に用いられる。これらジカルボン酸は、エステル形成性誘導体の形で用いてもかまわない。その際の代表例としては、上記例示のジカルボン酸のメチルエステルやエチルエステルなどの低級アルキルエステルなどが挙げられる。上記のジカルボン酸またはそのエステル形成性誘導体は、単独または2種以上の混合物で使用されてもかまわない。
【0053】
ポリカーボネートジオールは、アルキレングリコールと炭酸エステルとのエステル交換反応、あるいはホスゲンまたはクロル蟻酸エステルとアルキレングリコールとの反応などによって製造することができる。アルキレングリコールとしては、トリメチレングリコール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,7−ヘプタンジオール、1,8−オクタンジオール、1,9−ノナンジオール、1,10−デカンジオールなどの直鎖アルキレングリコールや、プロピレングリコール、ネオペンチルグリコール、3−メチル−1,5−ペンタンジオール、2−メチル−1,8オクタンジオール、2,7−ジメチル−1,8−オクタンジオールおよび2,8−ジメチル−1,9−ノナンジオールなどの分岐アルキレングリコールを用いることができる。また、炭酸エステルの代表例としては、ジフェニルカーボネート、ジエチルカーボネート、エチレンカーボネートおよびプロピレンカーボネートなどが挙げられる。
【0054】
ポリラクトンジオールの例としては、ポリ−ε−カプロラクトンジオールやポリ−β−メチル−d−バレロラクトンジオールなどが挙げられる。これらポリラクトンジオールは、アルキレングリコール等を開始剤として用いて、ラクトンを開環重合させることによって製造される。
【0055】
かかるポリマージオール成分の中でも、立毛繊維の脱落抑制およびテープ状とした研磨布のテクスチャー加工時の伸びの抑制という観点から、ポリカーボネートジオールがより好ましく使用される。中でも直鎖アルキレングリコールと分岐アルキレングリコールから得られる共重合ポリカーボネートジオールを用いることにより、ポリウレタンが非晶構造となりやすく、緻密で且つ立毛繊維が均一分散した立毛面を得られる。
【0056】
ポリマージオールの総和に対するシリコーンポリオールの比率は、0.1重量%以上30重量%以下とすることが好ましい。より好ましい比率は1%以上10重量%以下である。シリコーンポリオールの比率が0.1%未満の場合には、バフィング処理後の立毛繊維の均一分散を得ることが難しく、また、30重量%を超えると、強度および耐摩耗性の点から好ましくない。
【0057】
かかるシリコーンポリオールは、高分子鎖の両末端に水酸基を1個ずつ有するものでも良いが、その高分子鎖の片方の末端のみに水酸基を2個有するものとすることで直鎖ではなく、側鎖にポリオルガノシロキサン骨格を含むポリウレタンとすることがより好ましい。ポリウレタン中の側鎖にポリオルガノシロキサン骨格を含ませることにより、シリコーンポリオール比率が比較的少量でも、緻密でかつ立毛繊維が極めて均一分散した立毛面を得ることができるものであり、繊維脱落および強度との両立の面からも好ましい態様である。
【0058】
ポリウレタンの合成に用いられる有機ジイソシアネートとしては、例えば、4,4’−ジフェニルメタンジイソシアネート、パラフェニレンジイソシアネート、1,5−ナフタレンジイソシアネート、パラキシレンジイソシアネート、メタキシレンジイソシアネートなどの芳香族ジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネートなどの脂環式ジイソシアネートおよび1,6−ヘキサメチレンジイソシアネートなどの脂肪族ジイソシアネートを用いることができる。
【0059】
また、ポリウレタンの合成に用いられる鎖伸長剤としては、有機ジオール、有機ジアミンおよびヒドラジン誘導体などを用いることができる。有機ジオールの例としては、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、ネオペンチルグリコール、1,5−ペンタンジオール、メチルペンタンジオール、1,6−ヘキサンジオール、1,7−ヘプタンジオール、1,8−オクタンジオール、1,9−ノナンジオールおよび1,10−デカンジオールなどの脂肪族ジオール、1,4−シクロヘキサンジオールや水添キシリレングリコールなどの脂環式ジオール、キシレングリコールなどを挙げることができる。有機ジアミンの例としては、エチレンジアミン、イソホロンジアミン、キシレンジアミン、フェニルジアミンおよび4,4’−ジアミノジフェニルメタンなどを挙げることができる。ヒドラジン誘導体の例としては、ヒドラジン、アジピン酸ヒドラジドおよびイソフタル酸ヒドラジドなどを挙げることができる。
【0060】
かかるポリウレタンの複合繊維不織布への付与方法としては、ポリウレタンを塗布あるいは含浸後凝固させる方法などを採用することができる。中でも、加工性の点から、複合繊維不織布中にポリウレタン溶液を含浸した後に、湿式凝固させる方法が好ましく使用される。
【0061】
ポリウレタンの重量平均分子量は、100,000〜300,000が好ましく、より好ましくは150,000〜250,000である。重量平均分子量を100,000以上とすることにより、得られるシート状物の強度を保持し、また立毛面上の極細繊維の脱落を防ぐことができる。また、重量平均分子量を300,000以下とすることで、ポリウレタン溶液の粘度の増大を抑えて複合繊維不織布への含浸を行いやすくすることができる。
【0062】
また、バッフィング処理を施した際に、立毛面上の極細繊維の緻密性と均一性を満足する観点から、ポリウレタンのゲル化点は2.5〜6.0mlであることが好ましい。ゲル化点は、より好ましくは3〜5mlの範囲である。ポリウレタンのゲル化点とは、ポリウレタン1重量%のN,N’−ジメチルホルムアミド(以下、DMFと略記する。)溶液100gを攪拌しながら、この溶液中に蒸留水を滴下し、25±1℃の温度条件でポリウレタンの凝固が開始して微白濁したときの水滴下量の値である。このため、測定に用いられるDMFは、水分0.03%以下のものを使用する必要がある。前述の測定方法は、ポリウレタンDMF溶液が透明であることを前提にして記載しているが、ポリウレタンDMF溶液が予め微白濁している場合には、ポリウレタンの凝固が開始し始めて白濁程度が変化したときの水滴下量をゲル化点とみなすことができる。ゲル化点が2.5ml未満の場合には、ポリウレタンを湿式凝固させる際に、凝固速度が速すぎるため、複合繊維不織布内部空間に存在するポリウレタンの発泡が大きな粗雑なものとなり、また一部発泡不良を生じる結果、バッフィング処理によりシート表面を研削した場合に、立毛面上の極細繊維の立毛長さに斑が生じたり、立毛繊維の分布に偏りが生じたものとなり、研磨砥粒が立毛面に均一に分散した状態が得られず、超高精度の仕上げを実現できないことがある。一方、ゲル化点が6.0mlを超えると、ポリウレタンを湿式凝固させる際に、凝固速度が遅すぎるため、複合繊維不織布内部空間に存在するポリウレタンにはほとんど発泡が認められず、非常に膜厚の厚い硬いポリウレタンとして存在し、バッフィング処理によるシート表面を研削した場合に、ポリウレタンの研削を行いにくく、立毛面上の極細繊維の立毛長さが非常に短く、かつ繊維束の開繊性に劣り、表面繊維本数密度の粗密ムラが大きくなるため、研磨砥粒の局所的な凝集を招き、スクラッチの発生につながる。
【0063】
また、高分子弾性体は、主成分としてポリウレタンを用いるが、バインダーとして性能や立毛繊維の均一分散状態を損なわない範囲で、ポリエステル系、ポリアミド系およびポリオレフィン系などのエラストマー樹脂、アクリル樹脂およびエチレン−酢酸ビニル樹脂などが含まれていても良く、各種の添加剤、例えば、リン系、ハロゲン系、無機系などの難燃剤、フェノール系、硫黄系、リン系などの酸化防止剤、ベンゾトリアゾール系、ベンゾフェノン系、サリシレート系、シアノアクリレート系、オキザリックアシッドアニリド系などの紫外線吸収剤、ヒンダードアミン系およびベンゾエート系などの光安定剤、ポリカルボジイミドなどの耐加水分解安定剤、可塑剤、耐電防止剤、界面活性剤および凝固調整剤などを含有していても良い。
【0064】
本発明の研磨布において、表面繊維分布の緻密性およひび均一性、すなわち立毛繊維を構成する繊維束の開繊性に優れた状態を両立させるためには、ポリウレタンを主成分とした高分子弾性体は、極細繊維の繊維束が絡合してなる不織布について、極細繊維の繊維束内部には実質的に存在しないことが好ましい。繊維束内部にまで高分子弾性体が存在すると、各極細繊維と接着して存在することになるため、バフィング処理の際に表面繊維の引きちぎり、つまり切断が著しく、かつ、繊維が束状で分散されない状態となる。
【0065】
ポリウレタンを主成分とした高分子弾性体が、極細繊維の繊維束内部には実質的に存在しない形態を得る方法としては、ポリウレタンをジメチルホルムアミドなどの溶剤により溶液とし、(1)極細繊維発生型の海島型複合繊維が絡合した不織布に、前記ポリウレタン溶液を含浸し、水もしくは有機溶媒水溶液中で凝固させた後、海島型複合繊維の海成分を、ポリウレタンは溶解しない溶剤で溶解除去する方法、(2)極細繊維発生型の海島型複合繊維が絡合した不織布に、鹸化度が好ましくは80%以上のポリビニルアルコールを付与し、繊維の周囲の大部分を保護した後、海島型複合繊維の海成分を、ポリビニルアルコールは溶解しない溶剤で溶解除去し、次いでポリウレタンの溶液を含浸し、水もしくは有機溶剤水溶液中で凝固させた後、ポリビニルアルコールを除去する方法などを好ましく用いることができる。
【0066】
また、高分子弾性体の不織布内部における形態は、繊維の脱落が少なく、立毛繊維の方向性を均一に揃える点から、極細繊維の繊維束の最外周に位置する単繊維の少なくとも一部が接合している状態であることが好ましい。この形態は、前記(2)の方法によって得ることができる。すなわち、ポリビニルアルコールが極細繊維束の外周の大半を保護しているため、極細繊維の繊維束の内部へのポリウレタンの侵入を防ぎ、部分的にポリビニルアルコールの保護がない繊維束の外周部にはポリウレタンが接着することになる。
【0067】
本発明の研磨布において、クッション性およびフィット性は、研磨精度の上で重要であり、極細繊維と高分子弾性体の割合や空隙率(見掛け密度でわかる)によって制御し、調節される。高分子弾性体の含有率は、シート状物の総重量に対し、5重量%以上60%重量%以下であることが好ましく、より好ましくは15重量%以上35重量%以下である。含有量によって研磨布の表面状態、空隙率、クッション性、硬度および強度などを適宜調節することができる。高分子弾性体の含有率が5%未満である場合には、繊維脱落が多くなり、また60%を超えると、加工性および生産性に劣るともに、シート状物表面上において極細繊維が均一分散した立毛面を得られにくい。
【0068】
本発明の研磨布において、極細繊維と高分子弾性体とからなるシート状物の少なくとも片面に、極細繊維からなる立毛面を有することが特に重要である。該立毛面はバッフィング処理により得られる。ここでいうバッフィング処理とは、サンドペーパーやロールサンダーなどを用いてシート表面を研削する方法などが一般的である。とりわけ、シート表面をサンドペーパーを使用して起毛処理することにより、均一で緻密な立毛を形成することができる。更に、超高精度の仕上げで基板表面にテクスチャー加工を施し、かつスクラッチを抑制する目的で、シート表面上の表面繊維分布の均一性及び緻密性を向上させ、立毛繊維の方向性を極めて少なくするためには、研削負荷をより小さくすることが好ましい。研削負荷が高い状態では、巻き毛状となる立毛繊維が多く、また立毛繊維が束状に膠着した状態となりやすい。研削負荷を小さくするためには、バフ段数やサンドペーパー番手などを適宜調整することが好ましい。中でも、バフ段数は3段以上の多段バッフィングとし、各段に使用するサンドペーパーの番手をJIS規定の150番〜600番の範囲とすることが好ましい。
【0069】
本発明では、研磨布の立毛面における表面繊維本数の線密度が30本/100μm幅以上であることが好ましい。上限は特に限定されず、数値が大きいほど好ましいが、通常10000本/100μm幅以下となる。ここでいう表面繊維本数の線密度は、以下により定義されるものである。該研磨布の立毛面を観察面として走査型電子顕微鏡(SEM)により観察し、シート連続長手方向において、任意に1mm間隔で100μm幅の30カ所を抽出する。各抽出箇所における最表層に存在する極細繊維の繊維本数を測定し、表面繊維本数の線密度とする。また、これを母集団とした平均値を算出する。表面繊維本数の線密度が30本/100μm幅未満である場合には、緻密性に劣り、砥粒を微細に分散させるに至らず、高精度の仕上げを達成できないとともに、研磨布表面上の繊維が存在しない部分に砥粒が凝集し、スクラッチの発生につながりやすい。該特性を満足させるためには、前記シート状物の製造方法を組み合わせて行うことにより達成しうる。
【0070】
本発明において、研磨布のJIS L−1096Bの規定に基づいて測定される吸水速度は、70mm以下であることが好ましい。吸水速度が70mmを超えると、テクスチャー加工でスラリー液を研磨布表面上に付与した後に、研磨布内部へのスラリー抜けが多くなる傾向にあり、研磨布表面の単位面積あたりの砥粒把持量が少なく、加工効率の低下につながる。研磨布の吸水速度を70mm以下にするためには、前述した極細短繊維不織布織編物よび高分子弾性体の構成をとることが好ましく、更に研磨布の見掛け密度は、表面繊維の緻密性および均一性を高くすること、および砥粒の保持性と押し付け力を考慮すると、0.2〜0.5g/cm3 の範囲にあることが好ましい。また、研磨布表面における砥粒の凝集を抑制し、スクラッチを防ぐ点から吸水速度は10〜70mmの範囲がより好ましい。
【0071】
本発明において、JIS B−0601の規定に基づいて測定される表面粗さは、30μm以下であることが好ましい。表面粗さは、より好ましくは20μm以下である。下限は特に限定されず、小さいほど好ましいが、通常0.1μm以上となる。表面粗さが30μmを超えると、テクスチャー加工表面のうねりを抑制することができず、また所望の表面粗さを達成し得ないことがある。前述した極細短繊維不織布および高分子弾性体の構成をとり、前記シート状物の製造方法を採用することにより、上記表面粗さとすることができる。
【0072】
本発明の研磨布をテープ状として、テクスチャー加工を施す際に、寸法変化が生じると、基板表面を均一に研磨することができないため、研磨布に形態安定性を付与するために、研磨布の片面に補強層を接着することが好ましい。研磨布に補強層を設ける際には、補強層を接着したシート状物の反対面が立毛面となっていることが必須条件である。
【0073】
また、研磨布に補強層を接着する方法として、熱圧着法、フレームラミ法、補強層とシート状物との間に接着層を設ける方法のいずれを採用してもよい。また、接着層としては、ポリウレタン、スチレンブタジエンゴム(SBR)、ニトリルブタジエン(NBR)、ポリアミノ酸およびアクリル系接着剤などゴム弾性を有するものであれば使用可能である。コストや実用性を考えると、NBRやSBRのような接着剤が好ましい。接着剤の付与方法としては、エマルジョンや、ラテックス状態でシート状物に塗布する。
【0074】
補強層としては、織編物や熱接着繊維を用いた不織布なども考えられるが、高精度のテクスチャー加工を行うには、厚みや物理特性において均一なフィルム状物を使用することが好ましい。補強層に織編物や熱接着繊維を用いた場合には、補強層の表面の凹凸が大きすぎるために、研磨布全体に補強層の凹凸が反映し、基板表面のうねりを抑制することができず、かつ所望の表面粗さを達成し得ないことがある。
【0075】
フィルム状物は、表面の平滑性に優れることから、研磨布表面の平滑性を損なうことなく、高精度のテクスチャー加工を行うことができる。ここでいうフィルムとなる素材としては、ポリオレフィン系、ポリエステル系およびポリフェニルサルファイド系などのフィルム形状を有するものであれば使用可能であるが、汎用性を考えるとポリエステルフィルムを使用することが好ましい。フィルムからなる補強層を設ける場合には、テクスチャー加工時のシートの形態安定性、クッション性および基板表面へのフィット性を全て満足させる点から、不織布からなるシート状物との厚みバランスをとることが必要である。不織布からなるシート状物は、仕上がり厚みとして0.4mm以上であることが好ましく、生産性の点からより好ましくは0.4〜2mmの範囲である。フィルムの厚みは20〜100μmとすることが好ましい。不織布からなるシート状物の厚みが0.4mm未満であると、テクスチャー加工時の寸法変化が大きく、超高精度の仕上げが行えないため補強層が必要であるが、補強層の効果が強くクッション性を失ってしまうことがある。フィルム層の厚みが20μm未満であると、テクスチャー加工時の寸法変化を抑えることが困難であり、100μmを超えると、研磨布全体の剛性が高くなりすぎるために、スクラッチの発生を抑えることができないため好ましくない。
【0076】
本発明の研磨布を用いて、テクスチャー加工を行う方法としては、かかる研磨布を加工効率と安定性の観点から、30〜50mm幅のテープ状にカットして、テクスチャー加工用テープとして用いる。該研磨テープと遊離砥粒を含むスラリーとを用いて、アルミニウム合金磁気記録ディスクやガラス磁気記録ディスクのテクスチャー加工を行う方法が好適な方法である。研磨条件として、スラリーは、ダイヤモンド微粒子などの高硬度砥粒を水系分散媒に分散したものが好ましく用いられる。砥粒の保持性と分散性の観点から、本発明の研磨布を構成する極細繊維の繊維径に適合した砥粒径は、0.2μm以下であることが好ましい。より好ましくは0.01〜0.2μmの範囲である。
【0077】
本発明で得られた研磨布は、表面上の立毛繊維が極めて均一に分散し、かつ隙間が少ない状態で緻密に分布しているので、アルミニウム合金基板およびガラス基板のテクスチャー加工において、研磨布単位表面積あたりの砥粒把持量が高く、加工効率に優れるとともに、スクラッチ欠点が少ないことにより歩留まりが良く、かつ線密度の高いテクスチャー痕を形成することができ、更に基板表面上に表面粗さ0.3nm以下という高精度なテクスチャー加工を施すことができ、電磁変換特性に優れた記録ディスクの高記録密度化に対応可能な加工面として仕上げることができる。
【実施例】
【0078】
以下、実施例により、本発明の研磨布についてさらに具体的に説明するが、本発明はこれらに限定されるものではない。また実施例で用いた評価法とその測定条件について、以下に説明する。
【0079】
(1)平均単繊維径
研磨布を厚み方向にカットした断面を観察面として走査型電子顕微鏡(SEM)により観察し、任意の300カ所の極細繊維の単繊維径を測定し、これを母集団とした標準偏差値および平均値を算出する。該平均値を平均単繊維径とした。
【0080】
(2)表面繊維本数の線密度
研磨布の立毛面を観察面として走査型電子顕微鏡(SEM)により観察し、シート連続長手方向において、任意に1mm間隔で100μm幅の30カ所を抽出する。各抽出箇所における最表層に存在する極細繊維の繊維本数を測定し、その平均値を表面繊維本数の線密度とした。
【0081】
(3)吸水速度
JISL−1096B(1994年版)に準拠して、大きさ20cm×2.5cmの試験片をタテ方向およびヨコ方向にそれぞれ5枚採取し、各試験片を20℃の水を入れた水槽上の一定の高さに支えた水平棒上にピンで止める。試験片の下端を一線に並べて水平棒を降ろして、試験片の下端がちょうど水につかるようにする。10分間の水の上昇した高さを測定する。同様の方法で計10枚の試験を行い、その平均値を吸水速度として評価した。
【0082】
(4)研磨布の表面粗さ
JIS B−0601(2001年版)に準拠して、大きさ3cm×3cmの試験片を10枚準備する。次いで、その中の1枚を表面粗さ計SURFCOM1400Dに取り付ける。室温20℃、湿度60%下で、測定検知部の曲率半径1.25μm、検知部速度0.6mm/秒、測定倍率タテ500倍、測定倍率ヨコ20倍、カットオフ長2.5mmの条件下にて、試料1枚あたりにつき、測定長5mmの試料表面粗さを測定する。同様の方法で計10枚測定を行い、得られた試料10枚の表面粗さの平均値で評価する。
【0083】
(5)基板表面粗さ
JIS B 0601(2001年版)に準拠して、Schmitt Measurement Systems,Inc製TMS−2000表面粗さ測定器を用いて、テクスチャー加工後のディスク基板サンプル表面の任意の10カ所について平均粗さを測定し、10カ所の測定値を平均することにより基板表面粗さを算出した。数値が低いほど高性能であることを示す。
【0084】
(6)スクラッチ点数
テクスチャー加工後の基板5枚の両面、すなわち計10表面を測定対象として、Candela5100光学表面分析計を用いて、深さ3nm以上の溝をスクラッチとし、スクラッチ点数を測定し、10表面の測定値の平均値で評価した。数値が低いほど高性能であることを示す。
【0085】
(7)ラインデンシティ
原子間力顕微鏡AFMを用いて、テクスチャー加工後の基板サンプル表面の任意の10カ所について、半径方向長さ1μmあたりに形成されているテクスチャー痕の本数を測定し、その平均値をラインデンシティとした。数値が大きいほど高性能であることを示す。
【0086】
[化学物質の表記]
実施例と比較例で用いた化学物質の略号の意味は、以下のとおりである。
PU :ポリウレタン
MDI :4,4’−ジフェニルメタンジイソシネート
EG :エチレングリコール
DMF :N,N’−ジメチルホルムアミド
PMOC :数平均分子量2,000のポリ2メチルオクタメチレンカーボネートジオール
PHC :数平均分子量2,000のポリヘキサメチレンカーボネートジオール
PTMG :数平均分子量2,000のポリテトラメチレングリコール
PCL :数平均分子量2,000のポリカプロラクトンジオール
BSi-2000 :下記一般式(2)で示される数平均分子量2,000のポリジメ
チルシロキサンの両末端に水酸基を2個有するシリコーンポリオール
【0087】
【化3】
【0088】
(式中、nは正の整数である。)
KSi-2000 :下記一般式(3)で示される数平均分子量2,000のポリジメ
チルシロキサンの片末端に水酸基を2個有するシリコーンポリオール
KSi-15000 :下記一般式(3)で示される数平均分子量15,000のポリジ
メチルシロキサンの片末端に水酸基を2個有するシリコーンポリオール
【0089】
【化4】
【0090】
(式中、nは正の整数である。)。
【0091】
(実施例1)
(不織布の製造)
島成分としてナイロン6を、また海成分として共重合ポリスチレンを用い、島数が100島の海島型複合用口金を用いて、島/海重量比率40/60で溶融紡糸した後、延伸、捲縮、カットを経て、単繊維繊度5dtexの海島型複合繊維の原綿を得た。
【0092】
この海島型複合繊維の原綿を用いて、カード、クロスラッパー工程を経て積層ウエブを形成し、次いで2000本/cm2 のパンチ本数でニードルパンチし、目付700g/m2、密度0.2g/cm3の複合繊維不織布を作製した。この複合繊維不織布を熱水収縮させた後、ポリビニルアルコールを島成分繊維重量に対し45重量%含浸させてから、トリクロロエチレン中で海成分を溶解除去し、平均繊維径1.5μmの極細繊維束が絡合してなる不織布を得た。
【0093】
(ポリウレタンの製造)
ポリマージオールとして、ポリカーボネートジオールPMOCを47.5重量部、ポリカーボネートジオールPHCを47.5重量部、シリコーンポリオールKSi−15000を5重量部、有機ジイソシアネートとして、MDIをポリマージオール総量:MDIのモル比率が1:3となるようにDMFを溶媒として冷却管付き四つ口セパラブルコルベンに仕込み、窒素雰囲気下で40〜60℃の温度にて攪拌反応させ、さらに鎖伸長剤として、EGをDMFにて希釈した状態で50〜60℃の温度にて滴下反応させた後、DMFで徐々に希釈し、約10時間後に固形分25%のポリウレタン(PU)溶液を得た。得られたポリウレタンのゲル化点は3.5mlであった。
【0094】
(シート状物の製造)
前記の極細繊維からなる不織布を、前記のポリウレタンのDMF溶液の濃度を11%に調整したものに浸漬し、絞りロールにてPU溶液の付着量を調節した後、DMF濃度30%の水溶液中でPUを凝固せしめた。その後、ポリビニルアルコール及びDMFを水洗除去し、乾燥後、PU含有量がシート状物の総重量に対し30重量%のシート状物を得た。
【0095】
次いで、得られたシート状物を、厚み方向に半裁した後、サンドペーパー番手が240番のエンドレスサンドペーパーを用いて、非スライス面に対し、3段バッフィングを施して立毛面を形成させ、厚さ0.55mm、目付185g/m2 、見掛け密度0.34g/cm3 の研磨布を得た。
【0096】
得られた研磨布の表面繊維本数の線密度は、抽出した30カ所全て30本/100μm幅以上であり、平均42本/100μm幅であり、立毛面は図1の写真に示す状態であり、極細繊維の分散性は極めて良好で、かつボイドの極めて少ない緻密な表面状態であった。また、該研磨布の吸水速度は40mmであり、表面粗さは10μmであった。
【0097】
(テクスチャー加工)
該研磨布を40mm幅のテープとし、以下の条件でテクスチャー加工を行った。
【0098】
アルミニウム基板にNi−Pメッキ処理した後、ポリッシング加工したディスクを用い、研磨布表面に平均粒径0.1μmのダイヤモンド結晶からなる遊離砥粒スラリーを滴下し、テープ走行速度を5cm/分の条件で10秒間研磨を実施した。テクスチャー加工後のディスクから任意に5枚を抽出し表面粗さを測定したところ、それぞれ0.15nm、0.14nm、0.15nm、0.15nm、0.16nmであり、0.3nm以下を安定して達成していることを確認することができた。スクラッチ点数は200点であり、ラインデンシティは15本/μm幅であり、緻密でかつ均一なテクスチャー痕が形成された加工面であり、加工性も良好であった。また、テクスチャー加工後に磁性層を成膜した基板は、電磁変換特性に極めて優れるものであった。
【0099】
(実施例2)
実施例1にて得られた研磨布に、NBRを主体とする接着剤を裏面に塗布し、厚み50μmのポリエステルフィルムを圧着し、ポリエステルフィルムが積層された研磨布を作製した。このようにして得られた研磨布を用いて、実施例1と同様の方法にてテクスチャー加工を実施した。
【0100】
テクスチャー加工後のディスクから任意に5枚を抽出し表面粗さを測定したところ、それぞれ0.17nm、0.18nm、0.20nm、0.17nm、0.19nmであり、0.3nm以下を安定して達成していることを確認することができた。スクラッチ点数は300点であり、ラインデンシティは15本/μm幅であり、緻密で且つ均一なテクスチャー痕が形成された加工面であり、加工性もテープ伸びが少なく、極めて良好なものであった。また、テクスチャー加工後に磁性層を成膜した基板は、電磁変換特性に優れるものであった。
【0101】
(実施例3)
ポリウレタンの製造において、ポリマージオールの組成および重量比について、ポリカーボネートジオールPMOCを47.5重量部、ポリカーボネートジオールPHCを47.5重量部、シリコーンポリオールKSi−2000を5重量部と変更したこと以外は、実施例1と同様にして、PU溶液を調合した。得られたポリウレタンのゲル化点は3.6mlであった。実施例1の平均繊維径1.5μmの極細繊維が絡合してなる不織布と該PU溶液を用いて、実施例1と同様のシート状物の製造方法により、研磨布を作製した。得られた研磨布のPU含有量は総重量に対し30重量%であり、厚さ0.55mm、目付190g/m2 、見掛け密度0.35g/cm3であった。該研磨布の表面繊維本数の線密度は、抽出した30カ所全て30本/100μm幅以上であり、平均36本/100μm幅であり、立毛面における極細繊維の緻密性は良好であるが、一部分散せず束状のまま膠着した繊維が存在し、実施例1に対し極細繊維の分散性がやや劣る状態であった。該研磨布の吸水速度は50mmであり、また表面粗さは20μmであった。
【0102】
該研磨布を用いて実施例1と同一の方法でテクスチャー加工を実施し、テクスチャー加工後のディスクから任意に5枚を抽出し表面粗さを測定したところ、それぞれ0.16nm、0.17nm、0.19nm、0.18nm、0.17nmであり、0.3nm以下を安定して達成していることを確認することができた。スクラッチ点数は300点であり、ラインデンシティは12本/μm幅であった。また、テクスチャー加工後に磁性層を成膜した基板は電磁変換特性に優れるものであった。
【0103】
(実施例4)
ポリウレタンの製造において、ポリマージオールの組成および重量比について、ポリカーボネートジオールPMOCを47.5重量部、ポリカーボネートジオールPHCを47.5重量部、シリコーンポリオールBSi−2000を5重量部と変更したこと以外は、実施例1と同様にして、PU溶液を調合した。得られたポリウレタンのゲル化点は3.7mlであった。実施例1の平均繊維径1.5μmの極細繊維が絡合してなる不織布と該PU溶液を用いて、実施例1と同様のシート状物の製造方法により、研磨布を作製した。該研磨布のPU含有量は総重量に対し30重量%であり、厚さ0.5mm、目付180g/m2 、見掛け密度0.36g/cm3であった。該研磨布の表面繊維本数の線密度は、抽出した30カ所中4カ所で30本/100μm幅未満であり、平均32本/100μm幅であり、立毛面において一部分散せず束状のまま膠着した繊維が存在し、実施例1に対し極細繊維の分散性が劣るとともに、立毛長が実施例に対し短く、ボイドが実施例1に対し多く検出される状態であった。該研磨布の吸水速度は55mmであり、また、表面粗さは25μmであった。
【0104】
該研磨布を用いて実施例1と同一の方法でテクスチャー加工を実施し、テクスチャー加工後のディスクから任意に5枚を抽出し表面粗さを測定したところ、それぞれ0.2nm、0.22nm、0.19nm、0.2nm、0.17nmであり、0.3nm以下を安定して達成していることを確認することができた。スクラッチ点数は350点であり、ラインデンシティは12本/μm幅であった。また、テクスチャー加工後に磁性層を成膜した基板は電磁変換特性に優れるものであった。
【0105】
(比較例1)
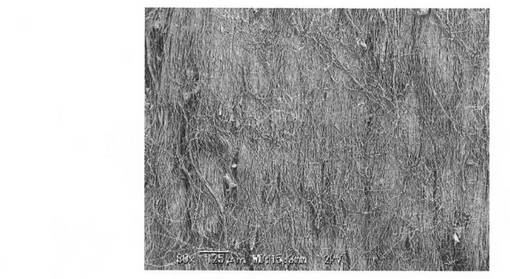
ポリウレタンの製造において、ポリマージオールの組成および重量比について、ポリカーボネートジオールPMOCを50重量部、ポリカーボネートジオールPHCを50重量部と変更したこと以外は、実施例1と同様にして、PU溶液を調合した。得られたポリウレタンのゲル化点は3.8mlであった。実施例1の平均繊維径1.5μmの極細繊維が絡合してなる不織布と該PU溶液を用いて、実施例1と同様のシート状物の製造方法により、研磨布を作製した。該研磨布のPU含有量は総重量に対し30重量%であり、厚さ0.55mm、目付190g/m2 、見掛け密度0.35g/cm3であった。該研磨布の表面繊維本数の線密度は、抽出した30カ所中15カ所で30本/100μm幅未満となり、平均25本/100μm幅であり、立毛面は図2に示す状態であり、極細繊維の立毛長は不均一であり、分散せず束状のまま膠着した繊維が極めて多く存在し、立毛面上におけるボイドも極めて多く検出される状態であった。該研磨布の吸水速度は90mmであり、また、表面粗さは30μmであった。
【0106】
該研磨布を用いて実施例1と同一の方法でテクスチャー加工を実施し、テクスチャー加工後のディスクから任意に5枚を抽出し表面粗さを測定したところ、それぞれ0.2nm、0.21nm、0.19nm、0.18nm、0.2nmであり、全て0.3nm以下を達成していた。しかしながら、テクスチャー加工面全体を観察すると、未加工部分が多く、表面のうねりが大きいものであった。スクラッチ点数は1500点であり、ラインデンシティは8本/μm幅であった。また、テクスチャー加工後に磁性層を成膜した基板はハードディスクドライブテストにおいて、エラーの発生が多発し、電磁変換特性が低いものであった。
【0107】
(比較例2)
ポリウレタンの製造において、ポリマージオールの組成および重量比について、ポリエーテルジオールPTMGを75重量部、ポリエステルジオールPCLを25重量部と変更したこと以外は、実施例1と同様にして、PU溶液を調合した。得られたポリウレタンのゲル化点は3.0mlであった。実施例1の平均繊維径1.5μmの極細繊維が絡合してなる不織布と該PU溶液を用いて、実施例1と同様のシート状物の製造方法により、研磨布を作製した。該研磨布のPU含有量は総重量に対し30重量%であり、厚さ0.55mm、目付190g/m2 、見掛け密度0.35g/cm3であった。該研磨布の表面繊維本数の線密度は抽出した30カ所全てで30本/100μm幅以上であり、平均37本/100μm幅であった。また、立毛面の極細繊維の立毛長は均一であったが、分散せず束状のまま膠着した繊維が存在し、比較例1と同様に立毛面上におけるボイドが多く検出される状態であった。該研磨布の吸水速度は100mmであり、また、表面粗さは25μmであった。
【0108】
該研磨布を用いて実施例1と同一の方法でテクスチャー加工を実施し、テクスチャー加工後のディスクから任意に5枚を抽出し表面粗さを測定したところ、それぞれ0.17nm、0.16nm、0.17nm、0.17nm、0.15nmであり、全て0.3nm以下を達成していた。しかしなから、テクスチャー加工面全体を観察すると、未加工部分が散見されるものであった。スクラッチ点数は500点であり、ラインデンシティは10本/μm幅であった。また、テクスチャー加工後に磁性層を成膜した基板はハードディスクドライブテストにおいて、エラーの発生が多発し、電磁変換特性が低いものであった。
【産業上の利用可能性】
【0109】
本発明の研磨布は、表面上の立毛繊維が極めて均一に分散し、かつ隙間が少ない状態で緻密に分布しているので、アルミニウム合金基板やガラス基板のテクスチャー加工において、研磨布単位表面積あたりの砥粒把持量が高く、加工効率に優れるとともに、スクラッチ欠点が少ないことにより歩留まりが良い。また、線密度の高いテクスチャー痕を形成することができ、更に基板表面上に表面粗さ0.3nm以下という高精度なテクスチャー加工を施すことができるので、電磁変換特性に優れた記録ディスクの高記録密度化に対応可能な加工面として仕上げることができる。
【図面の簡単な説明】
【0110】
【図1】図1は、本発明の実施例1で得られた研磨布の立毛面を走査型電子顕微鏡(SEM)により倍率80倍にて撮影した図面代用写真である。
【図2】図2は、本発明の比較例1で得られた研磨布の立毛面を走査型電子顕微鏡(SEM)により倍率80倍にて撮影した図面代用写真である。
【技術分野】
【0001】
本発明は、研磨布に関し、特に磁気記録ディスクに用いられるアルミニウム合金基板およびガラス基板を超高精度の仕上げでテクスチャー加工を施す際に好適に用いられ得る研磨布に関するものである。
【背景技術】
【0002】
磁気ディスク等の磁気記録媒体は、近年めざましい技術革新により高容量化と高記憶密度化の要求が高まり、このため各種基板表面加工の高精度化が要求されている。
【0003】
近年、高容量化と高記憶密度化に伴い、記録ディスクと磁気ヘッドとの間隔、すなわち、磁気ヘッドの浮上高さは小さくなってきており、最近では5nm以下の浮上高さのものが要求されている。磁気ヘッドの浮上高さが著しく小さくなることにより、磁気ディスクの表面に突起があるとその突起と磁気ヘッドとが接触してヘッドクラッシュを起こし、ディスク表面に傷が発生する。また、ヘッドクラッシュには至らない程度の微小な突起でも、磁気ヘッドとの接触により情報の読み書きの際に発生するエラーの原因となる。記録ディスクについては、高容量化および高密度化と平行して小型化も進んできており、これに併せてスピンドル回転用のモーター等も小型化されてきている。このため、モーターのトルクが不足し、磁気ヘッドが記録ディスク表面とが密着し、浮上しなくなるというトラブルを引き起こす。
【0004】
この記録ディスクと磁気ヘッドとの密着を防止する手段として、記録ディスクの基板表面に微細な条痕を形成するテクスチャー加工という表面処理が行われている。また、このテクスチャー加工を行うことにより、ディスク基板上に金属磁性層を形成する際の結晶成長の方向性を制御することで記録方向の抗磁力を向上させることが可能となる。
【0005】
従来、テクスチャー加工の方法としては、遊離砥粒のスラリーを研磨布表面に付着させて研削を行うスラリー研削等が用いられている。しかしながら、テクスチャー加工によって、磁気ヘッドの低浮上を満足するための表面処理を行う場合、最近の急激な高記録容量化のための高記録密度化に対応するためには、研磨後のうねりを低くし、基板表面粗さを極めて小さくすることが要求され、その要求に対応しうる研磨布が求められている。テクスチャー加工において基板表面粗さを小さくするためには、クッション性や基材表面の平滑性に優れることから不織布を用いる方法が多く提案されてきた(特許文献1および特許文献2参照)。
【0006】
中でも基材表面の平滑性向上やディスク基板表面への当たりの調節などを目的として、不織布を構成する繊維を極細化し、不織布に高分子弾性体を含浸させるという提案が種々なされている。例えば、0.3dtex以下の極細繊維からなる不織布に、高分子エラストマーを含浸させた研磨布が提案されており、この研磨布を用いた加工(特許文献3参照)では、0.5nm程度の表面粗さを実現している。
【0007】
また、極細繊維が絡合してなる不織布中に、特定の湿潤弾性率を有するポリウレタンが含有されており、表面に、0.03dtex以下の繊度を有する極細繊維からなる立毛が存在するテクスチャー加工用研磨シート(特許文献4参照)が提案されている。このテクスチャー加工用研磨シートを用いた加工では、0.4nmの表面粗さを実現している。
【0008】
また、繊維束内に繊維径の内外周差を有する極細繊維束からなる不織布と、その不織布の空隙に高分子弾性体を充填してなる基材(特許文献5参照)を用いて、0.31nmの表面粗さを実現している。
【0009】
更に、平均繊度0.001〜0.1dtexのポリアミド極細短繊維の不織布からなる研磨布(特許文献6参照)が提案されており、この研磨布では0.28nmの表面粗さを実現している。
【0010】
今後、更に表面粗さの極小化を実現できる技術が期待され、この技術の核となる超高精度な研磨布が要求されてきている。
【0011】
遊離砥粒を含有するスラリーと不織布を主体とする研磨布を用いたテクスチャー加工方法は、まず、研磨布をテープ状として用いる。次いで、基板を連続回転させた状態で、その研磨テープを基板に押し付けながら、基板の径方向に往復運動させ、連続的に研磨テープを走行させる。その際に、スラリーを研磨テープと基板との間に供給し、スラリー中に含まれる遊離砥粒が研磨テープを構成する繊維に微分散した状態で把持され、基板に接触し研磨を行う方法である。
【0012】
従来の研磨布では、繊維の極細化により、研磨布表面に存在する表面繊維本数こそ多いものの、局所的に繊維の存在しないボイドが多く存在するため、前述のテクスチャー加工において、研磨布内部へのスラリー抜けが多くなり、低表面粗さを実現するために必要なスラリーの使用量が多く、加工効率が低いものであった。更に、スラリーの使用量が多い、すなわち単位時間あたりの研磨に寄与する砥粒量が少ないことにより、必然的に研磨布使用量も多くなり、初期段階において形成されるテクスチャー痕(微細な山や谷)を馴らす、すなわち微細な山や谷を平滑化させる作用が働く。このため、最終的に形成されるテクスチャー加工面の表面粗さこそ小さいものであるが、テクスチャー痕(微細な山や谷)の線密度が低く、シャープさに欠けることが影響して、分解能やS/N比などの電磁変換特性を著しく低下させる要因となり、ハードディスクドライブにおけるエラーの原因となっていた。
【0013】
ハードディスクの電磁変換特性を向上させるためには、研磨布の使用量を少なくしたライトテクスチャー(軽度な研磨)にて、表面粗さを極小化し、且つシャープなテクスチャー痕を線密度が高い状態で形成させる必要がある。
【0014】
これに対して、高分子弾性体が極細繊維束の大部分を実質的に拘束しない研磨布、すなわち、極細繊維束と高分子弾性体との間に空隙を形成させる構造を有する研磨布(特許文献4参照)が提案されている。しかしながら、この構造の研磨布では、立毛面を構成する極細繊維束の自由度が大きすぎるために、立毛繊維が乱れた方向性をもって分布された状態となり、テクスチャー加工において、0.3nm以下の基板表面粗さを実現するのに必要な研磨布の使用量が必然的に多くなり、テクスチャー痕のシャープさにも欠け、線密度が小さい状態となってしまうため、電磁変換特性の低下につながるという欠点を惹起することとなっていた。また、該研磨布(特許文献4参照)では、強度、クッション性および極細繊維の脱落防止の点から、特定の湿潤弾性率を有するポリウレタンを用いることが提案されているが、研磨布表面繊維の分散性および緻密性が不十分であるため、テクスチャー痕の線密度が低く、スクラッチ数を抑制しきれないものであった。
【0015】
また、研磨布表面上のボイドを少なくするために、繊維の滑りおよび繊維と高分子弾性体との接着を緩和させ、立毛処理における繊維の引きちぎりを抑制すべく、あらかじめシート状物にシリコーンエマルジョンなどの滑剤を塗布や含浸させておき、サンドペーパーなどにより表面を研削する方法も提案されている。しかしながら、このような手段では、滑剤の付着ムラを抑えきれないため、シート状物の表面の立毛長さが全体的に不均一となり、局所的に立毛繊維が束状となり、表面のボイドを十分に抑制しきれないものであった。
【0016】
また、ハードディスクに要求される面記録密度を向上させるために、単位記録面積を小さくする必要性はますます高まってきており、従来のテクスチャー加工において、スクラッチ欠点と判定されなかった微細な傷や突起がエラーの原因となることがわかり、この微細な傷と突起がスクラッチ欠点とみなされる。よって、更なる基板の平滑性および均一性の向上が必要となってきており、これらの要求に対応するためには、研磨布表面の平滑性および均一性を向上させる必要性が高まっている。
【0017】
これに対して、極細繊維を発生させる複合繊維の繊維収縮率を高め、絡合体の面積収縮率を高め、その後に圧縮する方法や、高分子弾性体を不織布シートに付与後、高分子弾性体の溶剤または膨潤剤をシートに付与し、その後圧縮する方法などを組み合わせた方法を用いることにより、立毛シートの立毛面を表面自動変角光度計により測定した変角反射曲線から求められる数値を規定する技術(特許文献7参照)が提案されている。しかしながら、かかる手段では、構造体として、高分子弾性体が極細繊維束の内周部の繊維にまで強固に接着する状態となりやすいとともに、繊維束同士の拘束力が高くなりすぎるために、立毛繊維が束状状態で分布し、粗密ムラが著しく大きくなり、テクスチャー加工において、0.3nm以下の基板表面粗さを実現できず、且つスクラッチ欠点を発生しやすいものであった。
【0018】
このように、従来の研磨布を使用した場合、研磨砥粒を均一且つ微分散させることが不十分であるため、研磨砥粒が局所的に凝集したり、局所的に砥粒が存在しない状態が発生し、研磨精度を低下させ、微細な傷や突起からなるスクラッチ欠点が生じやすく、該スクラッチ欠点により電磁変換特性が著しく低下し、生産歩留まりの上から問題が内在していた。
【特許文献1】特開平9−262775号公報
【特許文献2】特開平9−277175号公報
【特許文献3】特開2001−1252号公報
【特許文献4】特開2002−79472号公報
【特許文献5】特開2002−172555号公報
【特許文献6】特開2002−273650号公報
【特許文献7】特開2001−67659号公報
【発明の開示】
【発明が解決しようとする課題】
【0019】
そこで本発明の目的は、かかる従来技術の背景に鑑み、テクスチャー加工の加工効率に優れ、スクラッチ欠点が少なく歩留まりが良く、かつ線密度の高いテクスチャー痕を形成することができ、更に基板表面上に表面粗さ0.3nm以下という高精度なテクスチャー加工を施すことができる研磨布を提供することにある。
【課題を解決するための手段】
【0020】
本発明は、かかる課題を解決するために、次のような手段を採用するものである。
【0021】
すなわち、本発明の研磨布は、平均単繊維径が5μm以下の極細繊維および/または極細繊維束が絡合してなる不織布と、その不織布内部空間に存在するポリウレタンを主成分とした高分子弾性体とからなるシート状物であって、該シート状物の少なくとも片面が該極細繊維からなる立毛面を有し、前記ポリウレタンが下記一般式(1)で示されるポリオルガノシロキサン骨格を含むポリウレタンであることを特徴とする研磨布である。
【0022】
【化1】
【0023】
(式中、R1およびR2は脂肪族炭化水素基またはアリール基であり、R1とR2は同一でも異なっていても良い。また、nは正の整数である。)
【発明の効果】
【0024】
本発明によれば、研磨布表面上の立毛繊維が極めて均一に分散し、かつ隙間が少ない状態で緻密に分布しているので、アルミニウム合金基板およびガラス基板のテクスチャー加工において、研磨布単位表面積あたりの砥粒把持量が高く、加工効率に優れるとともに、スクラッチ欠点が少ないことにより歩留まりが良く、かつ線密度の高いテクスチャー痕を形成することができ、更に基板表面上に表面粗さ0.3nm以下という高精度なテクスチャー加工を施すことができ、電磁変換特性に優れた記録ディスクの高記録密度化に対応可能な加工面として仕上げることができる研磨布を得ることができる。
【発明を実施するための最良の形態】
【0025】
本発明者らは、前記した課題、すなわちテクスチャー加工の加工効率に優れ、表面粗さ0.3nm以下およびテクスチャー痕の高線密度という高精度化とスクラッチの抑制を両立するという課題について、鋭意検討し、研磨布表面上の立毛繊維の分散性および緻密性に着目して、研磨布を構成するシート状物を、極細繊維および/または極細繊維束が絡合してなる不織布とポリオルガノシロキサン骨格を含むポリウレタンを主成分とした高分子弾性体とで作ってみたところ、このシート状物にバフィング処理を施してみると、見事に、形成される立毛が、極めて均一に分散した状態で且つ緻密に配列されると同時に、かかる課題を一挙に解決することができることを究明したものである。
【0026】
本発明の研磨布を構成するシート状物について説明する。具体的には、少なくとも2成分のポリマーからなる、平均単繊維径が5μm以下の極細繊維発生型繊維を複合紡糸し、延伸、捲縮、カットを経て得られる複合繊維原綿を用いて、ニードルパンチング等の絡合処理を施して、複合繊維からなる不織布を作成する。次いで、該複合繊維から海成分を溶解除去あるいは物理的、化学的作用により剥離し、分割し、平均繊維径5μm以下に極細繊維化する前および/または後に、ポリオルガノシロキサン骨格を含むポリウレタンを主成分とした高分子弾性体を、シート状物総重量に対し好ましくは5重量%以上60重量%以下付与し、該高分子弾性体を実質的に凝固し、固化させる。次いで、得られたシート状物にバフィング処理を施すことにより、シート状物表面に立毛面を形成する。この過程において、極細繊維化する前もしくは後に、ウオータージェットパンチング等の高速流体流処理を施すこと、揉み処理を施すこと、あるいは片面にフィルムを張り合わせることを適宜組み合わせ、採用して良い。以上の過程により本発明の研磨布を達成しうるものである。
【0027】
さらに、本発明の研磨布の製造方法について詳細に記述する。
【0028】
本発明の研磨布に用いられる極細繊維の平均単繊維径は5μm以下であることが特に重要である。極細繊維の平均単繊維径は、繊維強度と砥粒の把持性の点から、好ましくは0.01〜5μmの範囲である。5μmを超える場合には、研磨布表面での立毛繊維の緻密性に劣り、遊離砥粒の分布の偏りが大きくなることにより、高精度の仕上げを達成できないため好ましくない。ここでいう平均単繊維径は、得られたシート状物の厚み方向に切断した断面を走査型電子顕微鏡(SEM)により観察し、任意の100カ所の極細繊維の繊維径を測定して算出される平均値のことを指すものである。
【0029】
所望の繊維径を有する極細繊維を得るには、極細繊維発生型繊維を用いることが好ましい。極細繊維発生型繊維としては、溶剤溶解性の異なる2成分の熱可塑性樹脂を海成分と島成分とし、海成分を溶剤などを用いて溶解除去することによって島成分を極細繊維とする海島型複合繊維や、2成分の熱可塑性樹脂を繊維断面放射状あるいは層状に交互に配置し、各成分を剥離分割することによって極細繊維に割繊する剥離型複合繊維や多層型複合繊維などを採用することができる。中でも、海島型複合繊維は、海成分を除去することによって島成分間、すなわち繊維束の内部の極細繊維間に適度な空隙を付与することができるので、極細繊維からなるシート状物をバフィング処理し、立毛面を形成させた際の立毛の開繊性に優れている。
【0030】
海島型複合繊維の製造方法としては、例えば(1)2成分以上のポリマーをチップ状態でブレンドして紡糸する方法、(2)あらかじめ2成分以上のポリマーを混練してチップ化した後紡糸する方法、(3)溶融状態の2成分以上のポリマーを紡糸機のパック内で静止混練器等で混合し紡糸する方法、および(4)特公昭44−18369号公報等の海島型複合用口金を用いて、海島の2成分を相互配列して紡糸する高分子相互配列体方式、等が挙げられる。
【0031】
また、本発明の研磨布において、本発明の要件を満足する範囲で、繊維径が5μmを超える繊維を混合して使用してもよいが、砥粒の把持性や被研磨物へのフィット性及び傷の抑制の点から、混合量として10重量%以下であることが好ましく、より好ましくは5重量%以下である。
【0032】
本発明においては、ポリマーの選択が容易であり、また極細繊維の分散性に優れ、かつ均一な繊維径の極細繊維が安定的に得られる点で、上記(4)の高分子相互配列体方式による海島型複合繊維が好ましく用いられる。但し、高分子相互配列体方式では、口金構造によって単繊維径を0.1μm未満とすることも可能であるが、口金構造が複雑となり紡糸性が著しく低下するため、工業的には0.1μmまでである。0.1μm未満の均一な繊維径を得るには、上記(1)の単純なチップブレンド法(例えば、特開平10−53967号公報)では混練が不十分なので、上記の(2)または(3)の方法を採用することが好ましい。また、数十nmサイズの均一な超極細繊維を得るには、混練押出機や静止混練器等によって高混練するだけでなく、ポリマーの組み合わせも重要となる。島成分ポリマーと海成分ポリマーは非相溶であることが好ましいが、単なる非相溶ポリマーの組み合わせでは島成分ポリマーが十分超微分散化し難い。このため、組み合わせるポリマーの相溶性を最適化することが好ましいが、このための指標の一つが溶解度パラメータ(SP値)である。
【0033】
ここで、SP値とは(蒸発エネルギー/モル容積)1/2 で定義される物質の凝集力を反映するパラメータである。SP値が近いもの同士では、相溶性が良いポリマーアロイが得られる可能性がある。SP値は、種々のポリマーで知られているが、例えば「プラスチック・データブック」旭化成アミダス株式会社/プラスチック編集部共編、189ページ等に記載されている。2つのポリマーのSP値の差が1〜9(MJ/m3)1/2であると、非相溶化による島成分の円形化と超微分散化が両立させやすく好ましい。例えば、ナイロン6とポリエチレンテレフタレートはSP値の差が6(MJ/m3 )1/2 程度であり好ましい例であるが、ナイロン6とポリエチレンはSP値の差が11(MJ/m3)1/2 程度であり、好ましくない例として挙げられる。
【0034】
さらに、溶融粘度も重要であり、島を形成するポリマーの溶融粘度を海を形成するポリマーの溶融粘度に比べて低く設定すると、剪断力による島ポリマーの変形が起こりやすいため、島成分ポリマーの微分散化が進みやすく超極細化の観点からは好ましい態様である。ただし、島成分ポリマーを過度に低粘度にすると海化しやすくなり、繊維全体に対するブレンド比を高くすることができないため、島成分ポリマー粘度は海成分ポリマー粘度の1/10以上とすることが好ましい。
【0035】
海島型複合繊維および海成分を除去して得られる島繊維の断面形状は特に限定されず、例えば、丸、楕円、扁平および三角などの多角形や、扇、十字、Y、H、X、W、Cおよびπ型などが挙げられる。また、用いられるポリマー種の数も特に限定されるものではないが、紡糸安定性を考慮すると2ないし3成分であることが好ましく、特に海1成分、島1成分の2成分で構成されることが好ましい。また、このときの成分比は、島繊維の海島型複合繊維に対する重量比で0.2〜0.9であることが好ましく、より好ましくは0.3〜0.8である。この成分比が0.2未満であると、海成分の除去率が多く、生産性が著しく低下しコスト的に好ましくない。また、成分比が0.9を超えると、島成分繊維の開繊性に劣り、均一な立毛面を得ることができないため好ましくない。
【0036】
海島型複合繊維を構成する樹脂としては、極細繊維を発生可能な2種類以上の樹脂の組合せが挙げられる。例えば、ナイロン6、ナイロン66、ナイロン12および共重合ナイロンなどのポリアミド類、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレンテレフタレートおよび共重合ポリエステルなどのポリエステル類、ポリエチレン、ポリプロピレン、ポリメチルペンテン、ポリスチレンおよび共重合ポリスチレンなどのポリオレフィン類、ポリ乳酸、乳酸共重合体およびポリグリコール酸などの脂肪酸ポリエステル系重合体類や脂肪酸ポリエステルアミド系重合体類などが、用いることのできる合成樹脂の例として挙げられる。中でも、極細繊維成分として、親水性と耐摩耗性の観点から、ポリアミド類とポリエステル類が好適に用いられる。とりわけ、ナイロン6、ナイロン66、ナイロン12および共重合ナイロンのポリアミド類や、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレンテレフタレート、共重合ポリブチレンテレフタレート、共重合ポリトリメチレンテレフタレートおよび共重合ポリエチレンテレフタレートのポリエステル類は、スラリー液との親和性が特に良好であり、スラリー液中の研磨砥粒の保持性と分散性に優れ、被研磨物に傷をつけることなく研磨することができるとともに、柔軟性に優れることにより、被研磨物との接触抵抗が低く微細研磨に適した素材として、より好適に用いられる。
【0037】
更に、海島型複合繊維を構成する海成分としては、島成分を構成するポリマーよりも溶解性や分解性の高い化学的性質を有するという点から、ポリエチレン、ポリプロピレン、ポリスチレン、共重合ポリスチレン、ナトリウムスルホイソフタル酸やポリエチレングリコールなどを共重合成分とした共重合ポリエステルおよびポリ乳酸などを用いることが好ましい。
【0038】
海成分を溶解する溶剤としては、海成分がポリエチレン、ポリプロピレン、ポリスチレンおよび共重合ポリスチレンの場合は、トルエンやトリクロロエチレンなどの有機溶剤が用いられ、また海成分が共重合ポリエステルやポリ乳酸の場合は、水酸化ナトリウムなどのアルカリ水溶液を用いることができ、溶剤中に海島型複合繊維を浸漬し、窄液を行うことによって、海成分を除去することができる。特に、ニードルパンチしたときの繊維の高絡合化による表面繊維の高密度化の観点から、ポリスチレン、共重合ポリスチレン、ポリエステル、共重合ポリエステルおよびポリ乳酸が好ましく使用される。
【0039】
このようにして得られた海島型複合繊維を、絡合させて不織布とする。本発明の研磨布を構成するための不織布を得るには、海島型複合繊維を短繊維化し、カード・クロスラッパーを用いてシート幅方向に配列させた積層ウエブを形成せしめた後、ニードルパンチ処理を行うことが好ましい。ウエブを形成するという点においては、ランダムウエブなどを用いることも可能である。また、メルトブローやスパンボンドなど、紡糸から直接形成する長繊維不織布でもよいように考えられる。しかしながら、とりわけ本発明の研磨布においては、長繊維不織布は、極細繊維相互の絡合織編物および表面繊維の緻密性が、短繊維不織布より劣り、かつ表面繊維本数密度の粗密ムラが大きくなり、研磨砥粒の分布の偏りが大きく、且つ局所的な砥粒の凝集を招き、スクラッチの発生につながる。そのため、極細長繊維不織布は研磨布として短繊維不織布より劣る。
【0040】
ニードルパンチ処理のパンチング本数は、繊維の高絡合化による緻密な立毛面形成の観点から、1000〜4000本/cm2であることが好ましい。パンチング本数が1000本/cm2未満では、表面繊維の緻密性に劣ることにより、所望の高精度の仕上げを得ることができず、また、パンチング本数が4000本/cm2を超えると、加工性の悪化を招くとともに繊維損傷が大きく、強度低下につながることがある。ニードルパンチング後の複合繊維不織布シートの繊維密度は、表面繊維本数の緻密化の観点から、0.2g/cm3以上であることが好ましい。
【0041】
このようにして得られた複合繊維不織布は、表面繊維本数の緻密化の観点から、乾熱または湿熱、あるいはその両者によって収縮させ、さらに高密度化することが好ましい。
【0042】
また、極細繊維化処理をした後に、極細繊維および/または極細繊維束の相互絡合をより高め、緻密化させることよび極細繊維束の開繊性を高め、平滑性を向上させるという点から、ウオータージェットパンチング処理などの高速流体流処理や、液流染色機、ウィンス染色機、ジッガー染色機、タンブラーおよびリラクサー等を用いた揉み処理を適宜組み合わせて実施しても良い。高速流体流処理と揉み処理を組み合わせて行う場合には、揉み加工時の寸法変動を抑える点から、高速流体流処理を行った後に揉み処理を行うことが好ましい。高速流体流処理として、作業環境の点で水流を使用するウオータージェットパンチング処理が好ましく、ウオータージェットパンチング処理を行う場合には、水は柱状流の状態で行うことが好ましい。柱状流を得るには、通常、直径0.06〜1.0mmのノズルから圧力1〜60MPaで噴出させる方法が好適に用いられる。
【0043】
本発明の研磨布は、前記不織布シートを極細繊維化処理する前および/または後に、ポリウレタンを主成分とする高分子弾性体を付与させることにより得ることができる。かかる高分子弾性体は、表面凹凸や振動吸収のためのクッション、繊維形態保持などの役割を有し、極細短繊維不織布の内部空間に高分子弾性体を充填し一体化させることにより、被研磨物へのフィット性および被研磨物表面の傷の抑制効果に優れるものである。
【0044】
かかる高分子弾性体の主成分として用いるポリウレタンは、下記一般式(1)で示されるポリオルガノシロキサン骨格を含むポリウレタンであることが特に重要である。
【0045】
【化2】
【0046】
(式中、R1およびR2は脂肪族炭化水素基またはアリール基であり、R1とR2は同一でも異なっていても良い。また、nは正の整数である。)
前記一般式(1)において、R1およびR2は、脂肪族炭化水素基またはアリール基であり、同一でも異なっていても良く、脂肪族炭化水素基の代表例は、メチル基、エチル基などが挙げられ、アリール基の代表例はフェニル基、ナフチル基などが挙げられる。その中でも、製造コストの面からは、R1およびR2が共にメチル基であることが好ましい。また、nは正の整数である。nは、ポリウレタン中のポリオルガノシロキサン骨格を形成する際の、後述するシリコーンポリオールの数平均分子量(Mn)を好ましい範囲内に調整する上で、10〜300とすることが好ましい。より好ましくは100〜300の範囲である。
【0047】
ポリウレタン中にかかるポリオルガノシロキサン骨格を含むことにより、立毛面形成後の極細繊維の脱落を抑える拘束力を有しつつ、かつ極細繊維とポリウレタンとの過度の接着を抑え、バフィング処理の際に、繊維の引きちぎりを抑え、更に均一な立毛長の表面極細繊維を緻密且つ均一分散させた立毛面の形成を実現することが可能となるものである。
【0048】
シリコーンポリオールの数平均分子量(Mn)としては、500〜30,000とすることが好ましい。数平均分子量が500より小さくなると、バフィング処理の際の、立毛繊維の分散性が低下する傾向にあり、逆に30,000を越えるとシリコーンポリオールと後述する他のポリマージオールとの相溶性が悪くなり、安定なポリウレタンが得難い傾向がある。数平均分子量は、より好ましくは1,000以上25,000以下の範囲であり、特に好ましくは、10,000を超え20,000以下の範囲である。特に、数平均分子量が10,000を超え20,000以下の範囲のシリコーンポリオールを用いた場合には、少量でも極めて均一に分散し且つ緻密な立毛面を得ることができる。
【0049】
本発明で用いるポリウレタンは、より具体的には、前記一般式(1)で示されるポリオルガノシロキサン骨格を有するシリコーンポリオールと、それ以外のポリマージオールと、有機ジイソシアネートと、鎖伸長剤との反応により得られるものである。シリコーンポリオール以外のポリマージオール成分の分子量は、好ましくは500〜5,000であり、より好ましくは1,000〜3,000である。その原料であるジオール成分としては、ポリエーテルジオール、ポリエステルジオール、ポリカーボネートジオール、ポリラクトンジオールおよびこれらの共重合物からなる群より選ばれた少なくとも1種が好ましく使用される。
【0050】
本発明において好ましく用いられるポリエーテルジオールとしては、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコールなどが挙げられる。
【0051】
ポリエステルジオールは、アルカンジオールとジカルボン酸またはそのエステル形成性誘導体とを、通常のポリエステル生成反応に採用される条件下に反応させることによって得ることができる。アルカンジオールの例としては、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、3−メチル−1,5−ペンタンジオール、1,6−ヘキサンジオール、2−メチル−1,8−オクタンジオール、1,9−ノナンジオールおよび1,10−デカンジオールなどが挙げられる。
【0052】
ジカルボン酸の代表例としては、コハク酸、グルタル酸、アジピン酸、アゼライン酸、セバチン酸など脂肪族ジカルボン酸、フタル酸、テレフタル酸およびイソフタル酸などの芳香族ジカルボン酸などが挙げられる。これらのジカルボン酸は、単独または2種以上の混合物で使用される。中でも脂肪族ジカルボン酸が好適に用いられる。これらジカルボン酸は、エステル形成性誘導体の形で用いてもかまわない。その際の代表例としては、上記例示のジカルボン酸のメチルエステルやエチルエステルなどの低級アルキルエステルなどが挙げられる。上記のジカルボン酸またはそのエステル形成性誘導体は、単独または2種以上の混合物で使用されてもかまわない。
【0053】
ポリカーボネートジオールは、アルキレングリコールと炭酸エステルとのエステル交換反応、あるいはホスゲンまたはクロル蟻酸エステルとアルキレングリコールとの反応などによって製造することができる。アルキレングリコールとしては、トリメチレングリコール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,7−ヘプタンジオール、1,8−オクタンジオール、1,9−ノナンジオール、1,10−デカンジオールなどの直鎖アルキレングリコールや、プロピレングリコール、ネオペンチルグリコール、3−メチル−1,5−ペンタンジオール、2−メチル−1,8オクタンジオール、2,7−ジメチル−1,8−オクタンジオールおよび2,8−ジメチル−1,9−ノナンジオールなどの分岐アルキレングリコールを用いることができる。また、炭酸エステルの代表例としては、ジフェニルカーボネート、ジエチルカーボネート、エチレンカーボネートおよびプロピレンカーボネートなどが挙げられる。
【0054】
ポリラクトンジオールの例としては、ポリ−ε−カプロラクトンジオールやポリ−β−メチル−d−バレロラクトンジオールなどが挙げられる。これらポリラクトンジオールは、アルキレングリコール等を開始剤として用いて、ラクトンを開環重合させることによって製造される。
【0055】
かかるポリマージオール成分の中でも、立毛繊維の脱落抑制およびテープ状とした研磨布のテクスチャー加工時の伸びの抑制という観点から、ポリカーボネートジオールがより好ましく使用される。中でも直鎖アルキレングリコールと分岐アルキレングリコールから得られる共重合ポリカーボネートジオールを用いることにより、ポリウレタンが非晶構造となりやすく、緻密で且つ立毛繊維が均一分散した立毛面を得られる。
【0056】
ポリマージオールの総和に対するシリコーンポリオールの比率は、0.1重量%以上30重量%以下とすることが好ましい。より好ましい比率は1%以上10重量%以下である。シリコーンポリオールの比率が0.1%未満の場合には、バフィング処理後の立毛繊維の均一分散を得ることが難しく、また、30重量%を超えると、強度および耐摩耗性の点から好ましくない。
【0057】
かかるシリコーンポリオールは、高分子鎖の両末端に水酸基を1個ずつ有するものでも良いが、その高分子鎖の片方の末端のみに水酸基を2個有するものとすることで直鎖ではなく、側鎖にポリオルガノシロキサン骨格を含むポリウレタンとすることがより好ましい。ポリウレタン中の側鎖にポリオルガノシロキサン骨格を含ませることにより、シリコーンポリオール比率が比較的少量でも、緻密でかつ立毛繊維が極めて均一分散した立毛面を得ることができるものであり、繊維脱落および強度との両立の面からも好ましい態様である。
【0058】
ポリウレタンの合成に用いられる有機ジイソシアネートとしては、例えば、4,4’−ジフェニルメタンジイソシアネート、パラフェニレンジイソシアネート、1,5−ナフタレンジイソシアネート、パラキシレンジイソシアネート、メタキシレンジイソシアネートなどの芳香族ジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネートなどの脂環式ジイソシアネートおよび1,6−ヘキサメチレンジイソシアネートなどの脂肪族ジイソシアネートを用いることができる。
【0059】
また、ポリウレタンの合成に用いられる鎖伸長剤としては、有機ジオール、有機ジアミンおよびヒドラジン誘導体などを用いることができる。有機ジオールの例としては、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、ネオペンチルグリコール、1,5−ペンタンジオール、メチルペンタンジオール、1,6−ヘキサンジオール、1,7−ヘプタンジオール、1,8−オクタンジオール、1,9−ノナンジオールおよび1,10−デカンジオールなどの脂肪族ジオール、1,4−シクロヘキサンジオールや水添キシリレングリコールなどの脂環式ジオール、キシレングリコールなどを挙げることができる。有機ジアミンの例としては、エチレンジアミン、イソホロンジアミン、キシレンジアミン、フェニルジアミンおよび4,4’−ジアミノジフェニルメタンなどを挙げることができる。ヒドラジン誘導体の例としては、ヒドラジン、アジピン酸ヒドラジドおよびイソフタル酸ヒドラジドなどを挙げることができる。
【0060】
かかるポリウレタンの複合繊維不織布への付与方法としては、ポリウレタンを塗布あるいは含浸後凝固させる方法などを採用することができる。中でも、加工性の点から、複合繊維不織布中にポリウレタン溶液を含浸した後に、湿式凝固させる方法が好ましく使用される。
【0061】
ポリウレタンの重量平均分子量は、100,000〜300,000が好ましく、より好ましくは150,000〜250,000である。重量平均分子量を100,000以上とすることにより、得られるシート状物の強度を保持し、また立毛面上の極細繊維の脱落を防ぐことができる。また、重量平均分子量を300,000以下とすることで、ポリウレタン溶液の粘度の増大を抑えて複合繊維不織布への含浸を行いやすくすることができる。
【0062】
また、バッフィング処理を施した際に、立毛面上の極細繊維の緻密性と均一性を満足する観点から、ポリウレタンのゲル化点は2.5〜6.0mlであることが好ましい。ゲル化点は、より好ましくは3〜5mlの範囲である。ポリウレタンのゲル化点とは、ポリウレタン1重量%のN,N’−ジメチルホルムアミド(以下、DMFと略記する。)溶液100gを攪拌しながら、この溶液中に蒸留水を滴下し、25±1℃の温度条件でポリウレタンの凝固が開始して微白濁したときの水滴下量の値である。このため、測定に用いられるDMFは、水分0.03%以下のものを使用する必要がある。前述の測定方法は、ポリウレタンDMF溶液が透明であることを前提にして記載しているが、ポリウレタンDMF溶液が予め微白濁している場合には、ポリウレタンの凝固が開始し始めて白濁程度が変化したときの水滴下量をゲル化点とみなすことができる。ゲル化点が2.5ml未満の場合には、ポリウレタンを湿式凝固させる際に、凝固速度が速すぎるため、複合繊維不織布内部空間に存在するポリウレタンの発泡が大きな粗雑なものとなり、また一部発泡不良を生じる結果、バッフィング処理によりシート表面を研削した場合に、立毛面上の極細繊維の立毛長さに斑が生じたり、立毛繊維の分布に偏りが生じたものとなり、研磨砥粒が立毛面に均一に分散した状態が得られず、超高精度の仕上げを実現できないことがある。一方、ゲル化点が6.0mlを超えると、ポリウレタンを湿式凝固させる際に、凝固速度が遅すぎるため、複合繊維不織布内部空間に存在するポリウレタンにはほとんど発泡が認められず、非常に膜厚の厚い硬いポリウレタンとして存在し、バッフィング処理によるシート表面を研削した場合に、ポリウレタンの研削を行いにくく、立毛面上の極細繊維の立毛長さが非常に短く、かつ繊維束の開繊性に劣り、表面繊維本数密度の粗密ムラが大きくなるため、研磨砥粒の局所的な凝集を招き、スクラッチの発生につながる。
【0063】
また、高分子弾性体は、主成分としてポリウレタンを用いるが、バインダーとして性能や立毛繊維の均一分散状態を損なわない範囲で、ポリエステル系、ポリアミド系およびポリオレフィン系などのエラストマー樹脂、アクリル樹脂およびエチレン−酢酸ビニル樹脂などが含まれていても良く、各種の添加剤、例えば、リン系、ハロゲン系、無機系などの難燃剤、フェノール系、硫黄系、リン系などの酸化防止剤、ベンゾトリアゾール系、ベンゾフェノン系、サリシレート系、シアノアクリレート系、オキザリックアシッドアニリド系などの紫外線吸収剤、ヒンダードアミン系およびベンゾエート系などの光安定剤、ポリカルボジイミドなどの耐加水分解安定剤、可塑剤、耐電防止剤、界面活性剤および凝固調整剤などを含有していても良い。
【0064】
本発明の研磨布において、表面繊維分布の緻密性およひび均一性、すなわち立毛繊維を構成する繊維束の開繊性に優れた状態を両立させるためには、ポリウレタンを主成分とした高分子弾性体は、極細繊維の繊維束が絡合してなる不織布について、極細繊維の繊維束内部には実質的に存在しないことが好ましい。繊維束内部にまで高分子弾性体が存在すると、各極細繊維と接着して存在することになるため、バフィング処理の際に表面繊維の引きちぎり、つまり切断が著しく、かつ、繊維が束状で分散されない状態となる。
【0065】
ポリウレタンを主成分とした高分子弾性体が、極細繊維の繊維束内部には実質的に存在しない形態を得る方法としては、ポリウレタンをジメチルホルムアミドなどの溶剤により溶液とし、(1)極細繊維発生型の海島型複合繊維が絡合した不織布に、前記ポリウレタン溶液を含浸し、水もしくは有機溶媒水溶液中で凝固させた後、海島型複合繊維の海成分を、ポリウレタンは溶解しない溶剤で溶解除去する方法、(2)極細繊維発生型の海島型複合繊維が絡合した不織布に、鹸化度が好ましくは80%以上のポリビニルアルコールを付与し、繊維の周囲の大部分を保護した後、海島型複合繊維の海成分を、ポリビニルアルコールは溶解しない溶剤で溶解除去し、次いでポリウレタンの溶液を含浸し、水もしくは有機溶剤水溶液中で凝固させた後、ポリビニルアルコールを除去する方法などを好ましく用いることができる。
【0066】
また、高分子弾性体の不織布内部における形態は、繊維の脱落が少なく、立毛繊維の方向性を均一に揃える点から、極細繊維の繊維束の最外周に位置する単繊維の少なくとも一部が接合している状態であることが好ましい。この形態は、前記(2)の方法によって得ることができる。すなわち、ポリビニルアルコールが極細繊維束の外周の大半を保護しているため、極細繊維の繊維束の内部へのポリウレタンの侵入を防ぎ、部分的にポリビニルアルコールの保護がない繊維束の外周部にはポリウレタンが接着することになる。
【0067】
本発明の研磨布において、クッション性およびフィット性は、研磨精度の上で重要であり、極細繊維と高分子弾性体の割合や空隙率(見掛け密度でわかる)によって制御し、調節される。高分子弾性体の含有率は、シート状物の総重量に対し、5重量%以上60%重量%以下であることが好ましく、より好ましくは15重量%以上35重量%以下である。含有量によって研磨布の表面状態、空隙率、クッション性、硬度および強度などを適宜調節することができる。高分子弾性体の含有率が5%未満である場合には、繊維脱落が多くなり、また60%を超えると、加工性および生産性に劣るともに、シート状物表面上において極細繊維が均一分散した立毛面を得られにくい。
【0068】
本発明の研磨布において、極細繊維と高分子弾性体とからなるシート状物の少なくとも片面に、極細繊維からなる立毛面を有することが特に重要である。該立毛面はバッフィング処理により得られる。ここでいうバッフィング処理とは、サンドペーパーやロールサンダーなどを用いてシート表面を研削する方法などが一般的である。とりわけ、シート表面をサンドペーパーを使用して起毛処理することにより、均一で緻密な立毛を形成することができる。更に、超高精度の仕上げで基板表面にテクスチャー加工を施し、かつスクラッチを抑制する目的で、シート表面上の表面繊維分布の均一性及び緻密性を向上させ、立毛繊維の方向性を極めて少なくするためには、研削負荷をより小さくすることが好ましい。研削負荷が高い状態では、巻き毛状となる立毛繊維が多く、また立毛繊維が束状に膠着した状態となりやすい。研削負荷を小さくするためには、バフ段数やサンドペーパー番手などを適宜調整することが好ましい。中でも、バフ段数は3段以上の多段バッフィングとし、各段に使用するサンドペーパーの番手をJIS規定の150番〜600番の範囲とすることが好ましい。
【0069】
本発明では、研磨布の立毛面における表面繊維本数の線密度が30本/100μm幅以上であることが好ましい。上限は特に限定されず、数値が大きいほど好ましいが、通常10000本/100μm幅以下となる。ここでいう表面繊維本数の線密度は、以下により定義されるものである。該研磨布の立毛面を観察面として走査型電子顕微鏡(SEM)により観察し、シート連続長手方向において、任意に1mm間隔で100μm幅の30カ所を抽出する。各抽出箇所における最表層に存在する極細繊維の繊維本数を測定し、表面繊維本数の線密度とする。また、これを母集団とした平均値を算出する。表面繊維本数の線密度が30本/100μm幅未満である場合には、緻密性に劣り、砥粒を微細に分散させるに至らず、高精度の仕上げを達成できないとともに、研磨布表面上の繊維が存在しない部分に砥粒が凝集し、スクラッチの発生につながりやすい。該特性を満足させるためには、前記シート状物の製造方法を組み合わせて行うことにより達成しうる。
【0070】
本発明において、研磨布のJIS L−1096Bの規定に基づいて測定される吸水速度は、70mm以下であることが好ましい。吸水速度が70mmを超えると、テクスチャー加工でスラリー液を研磨布表面上に付与した後に、研磨布内部へのスラリー抜けが多くなる傾向にあり、研磨布表面の単位面積あたりの砥粒把持量が少なく、加工効率の低下につながる。研磨布の吸水速度を70mm以下にするためには、前述した極細短繊維不織布織編物よび高分子弾性体の構成をとることが好ましく、更に研磨布の見掛け密度は、表面繊維の緻密性および均一性を高くすること、および砥粒の保持性と押し付け力を考慮すると、0.2〜0.5g/cm3 の範囲にあることが好ましい。また、研磨布表面における砥粒の凝集を抑制し、スクラッチを防ぐ点から吸水速度は10〜70mmの範囲がより好ましい。
【0071】
本発明において、JIS B−0601の規定に基づいて測定される表面粗さは、30μm以下であることが好ましい。表面粗さは、より好ましくは20μm以下である。下限は特に限定されず、小さいほど好ましいが、通常0.1μm以上となる。表面粗さが30μmを超えると、テクスチャー加工表面のうねりを抑制することができず、また所望の表面粗さを達成し得ないことがある。前述した極細短繊維不織布および高分子弾性体の構成をとり、前記シート状物の製造方法を採用することにより、上記表面粗さとすることができる。
【0072】
本発明の研磨布をテープ状として、テクスチャー加工を施す際に、寸法変化が生じると、基板表面を均一に研磨することができないため、研磨布に形態安定性を付与するために、研磨布の片面に補強層を接着することが好ましい。研磨布に補強層を設ける際には、補強層を接着したシート状物の反対面が立毛面となっていることが必須条件である。
【0073】
また、研磨布に補強層を接着する方法として、熱圧着法、フレームラミ法、補強層とシート状物との間に接着層を設ける方法のいずれを採用してもよい。また、接着層としては、ポリウレタン、スチレンブタジエンゴム(SBR)、ニトリルブタジエン(NBR)、ポリアミノ酸およびアクリル系接着剤などゴム弾性を有するものであれば使用可能である。コストや実用性を考えると、NBRやSBRのような接着剤が好ましい。接着剤の付与方法としては、エマルジョンや、ラテックス状態でシート状物に塗布する。
【0074】
補強層としては、織編物や熱接着繊維を用いた不織布なども考えられるが、高精度のテクスチャー加工を行うには、厚みや物理特性において均一なフィルム状物を使用することが好ましい。補強層に織編物や熱接着繊維を用いた場合には、補強層の表面の凹凸が大きすぎるために、研磨布全体に補強層の凹凸が反映し、基板表面のうねりを抑制することができず、かつ所望の表面粗さを達成し得ないことがある。
【0075】
フィルム状物は、表面の平滑性に優れることから、研磨布表面の平滑性を損なうことなく、高精度のテクスチャー加工を行うことができる。ここでいうフィルムとなる素材としては、ポリオレフィン系、ポリエステル系およびポリフェニルサルファイド系などのフィルム形状を有するものであれば使用可能であるが、汎用性を考えるとポリエステルフィルムを使用することが好ましい。フィルムからなる補強層を設ける場合には、テクスチャー加工時のシートの形態安定性、クッション性および基板表面へのフィット性を全て満足させる点から、不織布からなるシート状物との厚みバランスをとることが必要である。不織布からなるシート状物は、仕上がり厚みとして0.4mm以上であることが好ましく、生産性の点からより好ましくは0.4〜2mmの範囲である。フィルムの厚みは20〜100μmとすることが好ましい。不織布からなるシート状物の厚みが0.4mm未満であると、テクスチャー加工時の寸法変化が大きく、超高精度の仕上げが行えないため補強層が必要であるが、補強層の効果が強くクッション性を失ってしまうことがある。フィルム層の厚みが20μm未満であると、テクスチャー加工時の寸法変化を抑えることが困難であり、100μmを超えると、研磨布全体の剛性が高くなりすぎるために、スクラッチの発生を抑えることができないため好ましくない。
【0076】
本発明の研磨布を用いて、テクスチャー加工を行う方法としては、かかる研磨布を加工効率と安定性の観点から、30〜50mm幅のテープ状にカットして、テクスチャー加工用テープとして用いる。該研磨テープと遊離砥粒を含むスラリーとを用いて、アルミニウム合金磁気記録ディスクやガラス磁気記録ディスクのテクスチャー加工を行う方法が好適な方法である。研磨条件として、スラリーは、ダイヤモンド微粒子などの高硬度砥粒を水系分散媒に分散したものが好ましく用いられる。砥粒の保持性と分散性の観点から、本発明の研磨布を構成する極細繊維の繊維径に適合した砥粒径は、0.2μm以下であることが好ましい。より好ましくは0.01〜0.2μmの範囲である。
【0077】
本発明で得られた研磨布は、表面上の立毛繊維が極めて均一に分散し、かつ隙間が少ない状態で緻密に分布しているので、アルミニウム合金基板およびガラス基板のテクスチャー加工において、研磨布単位表面積あたりの砥粒把持量が高く、加工効率に優れるとともに、スクラッチ欠点が少ないことにより歩留まりが良く、かつ線密度の高いテクスチャー痕を形成することができ、更に基板表面上に表面粗さ0.3nm以下という高精度なテクスチャー加工を施すことができ、電磁変換特性に優れた記録ディスクの高記録密度化に対応可能な加工面として仕上げることができる。
【実施例】
【0078】
以下、実施例により、本発明の研磨布についてさらに具体的に説明するが、本発明はこれらに限定されるものではない。また実施例で用いた評価法とその測定条件について、以下に説明する。
【0079】
(1)平均単繊維径
研磨布を厚み方向にカットした断面を観察面として走査型電子顕微鏡(SEM)により観察し、任意の300カ所の極細繊維の単繊維径を測定し、これを母集団とした標準偏差値および平均値を算出する。該平均値を平均単繊維径とした。
【0080】
(2)表面繊維本数の線密度
研磨布の立毛面を観察面として走査型電子顕微鏡(SEM)により観察し、シート連続長手方向において、任意に1mm間隔で100μm幅の30カ所を抽出する。各抽出箇所における最表層に存在する極細繊維の繊維本数を測定し、その平均値を表面繊維本数の線密度とした。
【0081】
(3)吸水速度
JISL−1096B(1994年版)に準拠して、大きさ20cm×2.5cmの試験片をタテ方向およびヨコ方向にそれぞれ5枚採取し、各試験片を20℃の水を入れた水槽上の一定の高さに支えた水平棒上にピンで止める。試験片の下端を一線に並べて水平棒を降ろして、試験片の下端がちょうど水につかるようにする。10分間の水の上昇した高さを測定する。同様の方法で計10枚の試験を行い、その平均値を吸水速度として評価した。
【0082】
(4)研磨布の表面粗さ
JIS B−0601(2001年版)に準拠して、大きさ3cm×3cmの試験片を10枚準備する。次いで、その中の1枚を表面粗さ計SURFCOM1400Dに取り付ける。室温20℃、湿度60%下で、測定検知部の曲率半径1.25μm、検知部速度0.6mm/秒、測定倍率タテ500倍、測定倍率ヨコ20倍、カットオフ長2.5mmの条件下にて、試料1枚あたりにつき、測定長5mmの試料表面粗さを測定する。同様の方法で計10枚測定を行い、得られた試料10枚の表面粗さの平均値で評価する。
【0083】
(5)基板表面粗さ
JIS B 0601(2001年版)に準拠して、Schmitt Measurement Systems,Inc製TMS−2000表面粗さ測定器を用いて、テクスチャー加工後のディスク基板サンプル表面の任意の10カ所について平均粗さを測定し、10カ所の測定値を平均することにより基板表面粗さを算出した。数値が低いほど高性能であることを示す。
【0084】
(6)スクラッチ点数
テクスチャー加工後の基板5枚の両面、すなわち計10表面を測定対象として、Candela5100光学表面分析計を用いて、深さ3nm以上の溝をスクラッチとし、スクラッチ点数を測定し、10表面の測定値の平均値で評価した。数値が低いほど高性能であることを示す。
【0085】
(7)ラインデンシティ
原子間力顕微鏡AFMを用いて、テクスチャー加工後の基板サンプル表面の任意の10カ所について、半径方向長さ1μmあたりに形成されているテクスチャー痕の本数を測定し、その平均値をラインデンシティとした。数値が大きいほど高性能であることを示す。
【0086】
[化学物質の表記]
実施例と比較例で用いた化学物質の略号の意味は、以下のとおりである。
PU :ポリウレタン
MDI :4,4’−ジフェニルメタンジイソシネート
EG :エチレングリコール
DMF :N,N’−ジメチルホルムアミド
PMOC :数平均分子量2,000のポリ2メチルオクタメチレンカーボネートジオール
PHC :数平均分子量2,000のポリヘキサメチレンカーボネートジオール
PTMG :数平均分子量2,000のポリテトラメチレングリコール
PCL :数平均分子量2,000のポリカプロラクトンジオール
BSi-2000 :下記一般式(2)で示される数平均分子量2,000のポリジメ
チルシロキサンの両末端に水酸基を2個有するシリコーンポリオール
【0087】
【化3】
【0088】
(式中、nは正の整数である。)
KSi-2000 :下記一般式(3)で示される数平均分子量2,000のポリジメ
チルシロキサンの片末端に水酸基を2個有するシリコーンポリオール
KSi-15000 :下記一般式(3)で示される数平均分子量15,000のポリジ
メチルシロキサンの片末端に水酸基を2個有するシリコーンポリオール
【0089】
【化4】
【0090】
(式中、nは正の整数である。)。
【0091】
(実施例1)
(不織布の製造)
島成分としてナイロン6を、また海成分として共重合ポリスチレンを用い、島数が100島の海島型複合用口金を用いて、島/海重量比率40/60で溶融紡糸した後、延伸、捲縮、カットを経て、単繊維繊度5dtexの海島型複合繊維の原綿を得た。
【0092】
この海島型複合繊維の原綿を用いて、カード、クロスラッパー工程を経て積層ウエブを形成し、次いで2000本/cm2 のパンチ本数でニードルパンチし、目付700g/m2、密度0.2g/cm3の複合繊維不織布を作製した。この複合繊維不織布を熱水収縮させた後、ポリビニルアルコールを島成分繊維重量に対し45重量%含浸させてから、トリクロロエチレン中で海成分を溶解除去し、平均繊維径1.5μmの極細繊維束が絡合してなる不織布を得た。
【0093】
(ポリウレタンの製造)
ポリマージオールとして、ポリカーボネートジオールPMOCを47.5重量部、ポリカーボネートジオールPHCを47.5重量部、シリコーンポリオールKSi−15000を5重量部、有機ジイソシアネートとして、MDIをポリマージオール総量:MDIのモル比率が1:3となるようにDMFを溶媒として冷却管付き四つ口セパラブルコルベンに仕込み、窒素雰囲気下で40〜60℃の温度にて攪拌反応させ、さらに鎖伸長剤として、EGをDMFにて希釈した状態で50〜60℃の温度にて滴下反応させた後、DMFで徐々に希釈し、約10時間後に固形分25%のポリウレタン(PU)溶液を得た。得られたポリウレタンのゲル化点は3.5mlであった。
【0094】
(シート状物の製造)
前記の極細繊維からなる不織布を、前記のポリウレタンのDMF溶液の濃度を11%に調整したものに浸漬し、絞りロールにてPU溶液の付着量を調節した後、DMF濃度30%の水溶液中でPUを凝固せしめた。その後、ポリビニルアルコール及びDMFを水洗除去し、乾燥後、PU含有量がシート状物の総重量に対し30重量%のシート状物を得た。
【0095】
次いで、得られたシート状物を、厚み方向に半裁した後、サンドペーパー番手が240番のエンドレスサンドペーパーを用いて、非スライス面に対し、3段バッフィングを施して立毛面を形成させ、厚さ0.55mm、目付185g/m2 、見掛け密度0.34g/cm3 の研磨布を得た。
【0096】
得られた研磨布の表面繊維本数の線密度は、抽出した30カ所全て30本/100μm幅以上であり、平均42本/100μm幅であり、立毛面は図1の写真に示す状態であり、極細繊維の分散性は極めて良好で、かつボイドの極めて少ない緻密な表面状態であった。また、該研磨布の吸水速度は40mmであり、表面粗さは10μmであった。
【0097】
(テクスチャー加工)
該研磨布を40mm幅のテープとし、以下の条件でテクスチャー加工を行った。
【0098】
アルミニウム基板にNi−Pメッキ処理した後、ポリッシング加工したディスクを用い、研磨布表面に平均粒径0.1μmのダイヤモンド結晶からなる遊離砥粒スラリーを滴下し、テープ走行速度を5cm/分の条件で10秒間研磨を実施した。テクスチャー加工後のディスクから任意に5枚を抽出し表面粗さを測定したところ、それぞれ0.15nm、0.14nm、0.15nm、0.15nm、0.16nmであり、0.3nm以下を安定して達成していることを確認することができた。スクラッチ点数は200点であり、ラインデンシティは15本/μm幅であり、緻密でかつ均一なテクスチャー痕が形成された加工面であり、加工性も良好であった。また、テクスチャー加工後に磁性層を成膜した基板は、電磁変換特性に極めて優れるものであった。
【0099】
(実施例2)
実施例1にて得られた研磨布に、NBRを主体とする接着剤を裏面に塗布し、厚み50μmのポリエステルフィルムを圧着し、ポリエステルフィルムが積層された研磨布を作製した。このようにして得られた研磨布を用いて、実施例1と同様の方法にてテクスチャー加工を実施した。
【0100】
テクスチャー加工後のディスクから任意に5枚を抽出し表面粗さを測定したところ、それぞれ0.17nm、0.18nm、0.20nm、0.17nm、0.19nmであり、0.3nm以下を安定して達成していることを確認することができた。スクラッチ点数は300点であり、ラインデンシティは15本/μm幅であり、緻密で且つ均一なテクスチャー痕が形成された加工面であり、加工性もテープ伸びが少なく、極めて良好なものであった。また、テクスチャー加工後に磁性層を成膜した基板は、電磁変換特性に優れるものであった。
【0101】
(実施例3)
ポリウレタンの製造において、ポリマージオールの組成および重量比について、ポリカーボネートジオールPMOCを47.5重量部、ポリカーボネートジオールPHCを47.5重量部、シリコーンポリオールKSi−2000を5重量部と変更したこと以外は、実施例1と同様にして、PU溶液を調合した。得られたポリウレタンのゲル化点は3.6mlであった。実施例1の平均繊維径1.5μmの極細繊維が絡合してなる不織布と該PU溶液を用いて、実施例1と同様のシート状物の製造方法により、研磨布を作製した。得られた研磨布のPU含有量は総重量に対し30重量%であり、厚さ0.55mm、目付190g/m2 、見掛け密度0.35g/cm3であった。該研磨布の表面繊維本数の線密度は、抽出した30カ所全て30本/100μm幅以上であり、平均36本/100μm幅であり、立毛面における極細繊維の緻密性は良好であるが、一部分散せず束状のまま膠着した繊維が存在し、実施例1に対し極細繊維の分散性がやや劣る状態であった。該研磨布の吸水速度は50mmであり、また表面粗さは20μmであった。
【0102】
該研磨布を用いて実施例1と同一の方法でテクスチャー加工を実施し、テクスチャー加工後のディスクから任意に5枚を抽出し表面粗さを測定したところ、それぞれ0.16nm、0.17nm、0.19nm、0.18nm、0.17nmであり、0.3nm以下を安定して達成していることを確認することができた。スクラッチ点数は300点であり、ラインデンシティは12本/μm幅であった。また、テクスチャー加工後に磁性層を成膜した基板は電磁変換特性に優れるものであった。
【0103】
(実施例4)
ポリウレタンの製造において、ポリマージオールの組成および重量比について、ポリカーボネートジオールPMOCを47.5重量部、ポリカーボネートジオールPHCを47.5重量部、シリコーンポリオールBSi−2000を5重量部と変更したこと以外は、実施例1と同様にして、PU溶液を調合した。得られたポリウレタンのゲル化点は3.7mlであった。実施例1の平均繊維径1.5μmの極細繊維が絡合してなる不織布と該PU溶液を用いて、実施例1と同様のシート状物の製造方法により、研磨布を作製した。該研磨布のPU含有量は総重量に対し30重量%であり、厚さ0.5mm、目付180g/m2 、見掛け密度0.36g/cm3であった。該研磨布の表面繊維本数の線密度は、抽出した30カ所中4カ所で30本/100μm幅未満であり、平均32本/100μm幅であり、立毛面において一部分散せず束状のまま膠着した繊維が存在し、実施例1に対し極細繊維の分散性が劣るとともに、立毛長が実施例に対し短く、ボイドが実施例1に対し多く検出される状態であった。該研磨布の吸水速度は55mmであり、また、表面粗さは25μmであった。
【0104】
該研磨布を用いて実施例1と同一の方法でテクスチャー加工を実施し、テクスチャー加工後のディスクから任意に5枚を抽出し表面粗さを測定したところ、それぞれ0.2nm、0.22nm、0.19nm、0.2nm、0.17nmであり、0.3nm以下を安定して達成していることを確認することができた。スクラッチ点数は350点であり、ラインデンシティは12本/μm幅であった。また、テクスチャー加工後に磁性層を成膜した基板は電磁変換特性に優れるものであった。
【0105】
(比較例1)
ポリウレタンの製造において、ポリマージオールの組成および重量比について、ポリカーボネートジオールPMOCを50重量部、ポリカーボネートジオールPHCを50重量部と変更したこと以外は、実施例1と同様にして、PU溶液を調合した。得られたポリウレタンのゲル化点は3.8mlであった。実施例1の平均繊維径1.5μmの極細繊維が絡合してなる不織布と該PU溶液を用いて、実施例1と同様のシート状物の製造方法により、研磨布を作製した。該研磨布のPU含有量は総重量に対し30重量%であり、厚さ0.55mm、目付190g/m2 、見掛け密度0.35g/cm3であった。該研磨布の表面繊維本数の線密度は、抽出した30カ所中15カ所で30本/100μm幅未満となり、平均25本/100μm幅であり、立毛面は図2に示す状態であり、極細繊維の立毛長は不均一であり、分散せず束状のまま膠着した繊維が極めて多く存在し、立毛面上におけるボイドも極めて多く検出される状態であった。該研磨布の吸水速度は90mmであり、また、表面粗さは30μmであった。
【0106】
該研磨布を用いて実施例1と同一の方法でテクスチャー加工を実施し、テクスチャー加工後のディスクから任意に5枚を抽出し表面粗さを測定したところ、それぞれ0.2nm、0.21nm、0.19nm、0.18nm、0.2nmであり、全て0.3nm以下を達成していた。しかしながら、テクスチャー加工面全体を観察すると、未加工部分が多く、表面のうねりが大きいものであった。スクラッチ点数は1500点であり、ラインデンシティは8本/μm幅であった。また、テクスチャー加工後に磁性層を成膜した基板はハードディスクドライブテストにおいて、エラーの発生が多発し、電磁変換特性が低いものであった。
【0107】
(比較例2)
ポリウレタンの製造において、ポリマージオールの組成および重量比について、ポリエーテルジオールPTMGを75重量部、ポリエステルジオールPCLを25重量部と変更したこと以外は、実施例1と同様にして、PU溶液を調合した。得られたポリウレタンのゲル化点は3.0mlであった。実施例1の平均繊維径1.5μmの極細繊維が絡合してなる不織布と該PU溶液を用いて、実施例1と同様のシート状物の製造方法により、研磨布を作製した。該研磨布のPU含有量は総重量に対し30重量%であり、厚さ0.55mm、目付190g/m2 、見掛け密度0.35g/cm3であった。該研磨布の表面繊維本数の線密度は抽出した30カ所全てで30本/100μm幅以上であり、平均37本/100μm幅であった。また、立毛面の極細繊維の立毛長は均一であったが、分散せず束状のまま膠着した繊維が存在し、比較例1と同様に立毛面上におけるボイドが多く検出される状態であった。該研磨布の吸水速度は100mmであり、また、表面粗さは25μmであった。
【0108】
該研磨布を用いて実施例1と同一の方法でテクスチャー加工を実施し、テクスチャー加工後のディスクから任意に5枚を抽出し表面粗さを測定したところ、それぞれ0.17nm、0.16nm、0.17nm、0.17nm、0.15nmであり、全て0.3nm以下を達成していた。しかしなから、テクスチャー加工面全体を観察すると、未加工部分が散見されるものであった。スクラッチ点数は500点であり、ラインデンシティは10本/μm幅であった。また、テクスチャー加工後に磁性層を成膜した基板はハードディスクドライブテストにおいて、エラーの発生が多発し、電磁変換特性が低いものであった。
【産業上の利用可能性】
【0109】
本発明の研磨布は、表面上の立毛繊維が極めて均一に分散し、かつ隙間が少ない状態で緻密に分布しているので、アルミニウム合金基板やガラス基板のテクスチャー加工において、研磨布単位表面積あたりの砥粒把持量が高く、加工効率に優れるとともに、スクラッチ欠点が少ないことにより歩留まりが良い。また、線密度の高いテクスチャー痕を形成することができ、更に基板表面上に表面粗さ0.3nm以下という高精度なテクスチャー加工を施すことができるので、電磁変換特性に優れた記録ディスクの高記録密度化に対応可能な加工面として仕上げることができる。
【図面の簡単な説明】
【0110】
【図1】図1は、本発明の実施例1で得られた研磨布の立毛面を走査型電子顕微鏡(SEM)により倍率80倍にて撮影した図面代用写真である。
【図2】図2は、本発明の比較例1で得られた研磨布の立毛面を走査型電子顕微鏡(SEM)により倍率80倍にて撮影した図面代用写真である。
【特許請求の範囲】
【請求項1】
平均単繊維径が5μm以下の極細繊維および/または極細繊維束が絡合してなる不織布と、その不織布内部空間に存在するポリウレタンを主成分とした高分子弾性体とからなるシート状物であって、該シート状物の少なくとも片面が該極細繊維からなる立毛面を有し、前記ポリウレタンが下記一般式(1)で示されるポリオルガノシロキサン骨格を含むポリウレタンであることを特徴とする研磨布。
【化1】
(式中、R1およびR2は脂肪族炭化水素基またはアリール基であり、R1とR2は同一でも異なっていても良い。また、nは正の整数である。)
【請求項2】
ポリウレタンが、ポリエーテル、ポリエステル、ポリカーボネートおよびポリラクトンからなる群から選ばれた少なくとも1種のポリマージオール(A)、前記一般式(1)で示されるポリオルガノシロキサン骨格を有するシリコーンポリオール(B)、有機ジイソシアネートおよび鎖伸長剤との反応によって得られるポリウレタンであることを特徴とする請求項1記載の研磨布
【請求項3】
ポリウレタンが、前記一般式(1)で示されるポリオルガノシロキサン骨格を含む側鎖を有するものであることを特徴とする請求項1または2記載の研磨布。
【請求項4】
ポリウレタンが、ポリエーテル、ポリエステル、ポリカーボネートおよびポリラクトンからなる群から選ばれた少なくとも1種のポリマージオール(A)、前記一般式(1)で示されるポリオルガノシロキサン骨格を有する分子鎖の片方の末端のみに水酸基を2個有するシリコーンポリオール、有機ジイソシアネートおよび鎖伸長剤との反応によって得られるポリウレタンであることを特徴とする請求項3記載の研磨布。
【請求項5】
シリコーンポリオールの数平均分子量(Mn)が、10,000を超え20,000以下であることを特徴とする請求項2または4のいずれかに記載の研磨布。
【請求項6】
高分子弾性体の含有率が、シート状物の総重量に対し、5重量%以上60重量%以下であることを特徴とする請求項1〜5のいずれかに記載の研磨布。
【請求項7】
シート状物の立毛面における表面繊維本数の線密度が、30本/100μm幅以上であることを特徴とする請求項1〜6のいずれかに記載の研磨布。
【請求項8】
JIS B−0601(2001年版)の規定に基づいて測定されるシート状物の表面粗さが、30μm以下であることを特徴とする請求項1〜7のいずれかに記載の研磨布。
【請求項9】
JIS L−1096B(1994年版)の規定に基づいて測定される吸水速度が、70mm以下であることを特徴とする請求項1〜8のいずれかに記載の研磨布。
【請求項10】
シート状物の片面にフィルムが積層されていることを特徴とする請求項1〜9のいずれかに記載の研磨布。
【請求項11】
フィルムの厚みが、20〜100μmであることを特徴とする請求項10記載の研磨布。
【請求項1】
平均単繊維径が5μm以下の極細繊維および/または極細繊維束が絡合してなる不織布と、その不織布内部空間に存在するポリウレタンを主成分とした高分子弾性体とからなるシート状物であって、該シート状物の少なくとも片面が該極細繊維からなる立毛面を有し、前記ポリウレタンが下記一般式(1)で示されるポリオルガノシロキサン骨格を含むポリウレタンであることを特徴とする研磨布。
【化1】
(式中、R1およびR2は脂肪族炭化水素基またはアリール基であり、R1とR2は同一でも異なっていても良い。また、nは正の整数である。)
【請求項2】
ポリウレタンが、ポリエーテル、ポリエステル、ポリカーボネートおよびポリラクトンからなる群から選ばれた少なくとも1種のポリマージオール(A)、前記一般式(1)で示されるポリオルガノシロキサン骨格を有するシリコーンポリオール(B)、有機ジイソシアネートおよび鎖伸長剤との反応によって得られるポリウレタンであることを特徴とする請求項1記載の研磨布
【請求項3】
ポリウレタンが、前記一般式(1)で示されるポリオルガノシロキサン骨格を含む側鎖を有するものであることを特徴とする請求項1または2記載の研磨布。
【請求項4】
ポリウレタンが、ポリエーテル、ポリエステル、ポリカーボネートおよびポリラクトンからなる群から選ばれた少なくとも1種のポリマージオール(A)、前記一般式(1)で示されるポリオルガノシロキサン骨格を有する分子鎖の片方の末端のみに水酸基を2個有するシリコーンポリオール、有機ジイソシアネートおよび鎖伸長剤との反応によって得られるポリウレタンであることを特徴とする請求項3記載の研磨布。
【請求項5】
シリコーンポリオールの数平均分子量(Mn)が、10,000を超え20,000以下であることを特徴とする請求項2または4のいずれかに記載の研磨布。
【請求項6】
高分子弾性体の含有率が、シート状物の総重量に対し、5重量%以上60重量%以下であることを特徴とする請求項1〜5のいずれかに記載の研磨布。
【請求項7】
シート状物の立毛面における表面繊維本数の線密度が、30本/100μm幅以上であることを特徴とする請求項1〜6のいずれかに記載の研磨布。
【請求項8】
JIS B−0601(2001年版)の規定に基づいて測定されるシート状物の表面粗さが、30μm以下であることを特徴とする請求項1〜7のいずれかに記載の研磨布。
【請求項9】
JIS L−1096B(1994年版)の規定に基づいて測定される吸水速度が、70mm以下であることを特徴とする請求項1〜8のいずれかに記載の研磨布。
【請求項10】
シート状物の片面にフィルムが積層されていることを特徴とする請求項1〜9のいずれかに記載の研磨布。
【請求項11】
フィルムの厚みが、20〜100μmであることを特徴とする請求項10記載の研磨布。
【図1】

【図2】

【図2】
【公開番号】特開2006−175571(P2006−175571A)
【公開日】平成18年7月6日(2006.7.6)
【国際特許分類】
【出願番号】特願2004−373067(P2004−373067)
【出願日】平成16年12月24日(2004.12.24)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成18年7月6日(2006.7.6)
【国際特許分類】
【出願日】平成16年12月24日(2004.12.24)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]