
研磨方法及び研磨装置
【課題】十分な研磨速度を維持しつつ基板の被研磨面(表面)の研磨を行い、しかも、研磨後の基板表面に研磨残りを生じさせることを防止して、所望の研磨プロファイルを得ることができるようにする。
【解決手段】研磨パッド14aに向けてガスを噴射して研磨パッド14aの温度を制御しながら研磨する研磨方法において、研磨中、ガス噴射流量又はガス噴射方向をPID制御しつつ、被研磨面の研磨状態を監視し、所定の膜厚に到達する前後で、制御する研磨パッド14aの温度を切り替えて研磨する。
【解決手段】研磨パッド14aに向けてガスを噴射して研磨パッド14aの温度を制御しながら研磨する研磨方法において、研磨中、ガス噴射流量又はガス噴射方向をPID制御しつつ、被研磨面の研磨状態を監視し、所定の膜厚に到達する前後で、制御する研磨パッド14aの温度を切り替えて研磨する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体ウェーハ等の基板の被研磨面(表面)を研磨パッドの研磨面に押圧接触させ、基板の被研磨面と研磨パッドの研磨面との相対運動により該被研磨面を研磨する研磨方法及び研磨装置に関する。
【背景技術】
【0002】
従来、研磨テーブルの上面に研磨パッドを貼り付けて研磨面を形成し、この研磨面に研磨ヘッド(基板保持機構)で保持した半導体ウェーハ等の基板の被研磨面を押圧接触させ、研磨面にスラリを供給しながら、研磨テーブルの回転と研磨ヘッドの回転による研磨面と被研磨面との相対運動により、被研磨面を平坦に研磨する化学機械研磨(CMP)装置がある。
【0003】
ここで、CMPにあっては、研磨の進行に伴って研磨パッドの温度が経時的に変化し、この研磨パッドの温度変化が研磨速度や研磨後の研磨プロファイル等に影響を与えることが知られている。
【0004】
そのため、研磨パッド表面を約50℃以下、例えば44℃などの温度に制御することで、ディッシングを低減したり(引用文献1参照)、研磨布の表面温度をモニタし、研磨布の表面温度の変化に応じて、研磨布に供給する第2の薬液の供給量を制御したりすること(引用文献2参照)等が提案されている。
【0005】
また、出願人は、研磨面に向けて圧縮ガス等の気体を吹き出す流体吹出機構を備え、研磨面の温度分布の測定結果を基に、研磨面を所定の温度分布にするように、流体吹出機構を制御することを提案している(引用文献3参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−308040号公報
【特許文献2】特開2007−115886号公報
【特許文献3】特開2007−181910号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、十分な研磨速度を維持しながら基板の被研磨面(表面)の研磨を行って、研磨後の基板表面に研磨残りを極力生じさせることなく、所望の研磨プロファイルを得ることは一般に困難であった。つまり、十分な研磨速度が得られるように、研磨パッドを一定の温度に制御しつつ、例えば基板表面に形成した銅膜の研磨を行うと、銅膜が完全に研磨除去されることなく、研磨残りが発生して、研磨後の基板表面にかなりの数の銅が散点状に残ってしまう。
【0008】
本発明は上記事情に鑑みて為されたもので、十分な研磨速度を維持しつつ基板の被研磨面(表面)の研磨を行い、しかも、研磨後の基板表面に研磨残りを生じさせることを防止して、所望の研磨プロファイルを得ることができるようにした研磨方法及び研磨装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の研磨方法は、研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら研磨する研磨方法において、研磨中、ガス噴射流量又はガス噴射方向をPID制御しつつ、被研磨面の研磨状態を監視し、所定の膜厚に到達する前後で、制御する研磨パッドの温度を切り替えて研磨する。
【0010】
被研磨面の研磨状態は、例えば膜厚である。そして、所定の膜厚に到達する前、例えば被研磨面の表面段差が解消する膜厚に達する前までは、例えば、最速研磨速度となるように研磨パッドの温度を制御し、所定の膜厚に到達した後は、例えば最良段差特性、最低欠陥数、最低メタル残渣のいずれかとなるように研磨パッドの温度を制御することで、研磨速度を必要以上に下げることなく、研磨後の基板表面に研磨残りが散点状に生じてしまうことを防止することができる。
【0011】
被研磨面が所定の膜厚に到達する前は、前記ガスとしてドライガスを、被研磨面が所定の膜厚に到達した後は、前記ガスとしてミストを使用することが好ましい。
このドライガスの供給は、冷却ノズルからドライガスとしての圧縮空気を研磨パッドに向けて噴出させたり、冷却ファンを回転させてドライガスとしての空気を研磨パッドに向けて吹き付けたりすることで行われる。また、研磨パッドの温度調整にミストを使うことで、研磨パッドの冷却効果を向上させることができる。
【0012】
所定の膜厚に到達する前は第1研磨圧力で、所定の膜厚に到達した後は前記第1研磨圧力より低い第2研磨圧力で研磨を行うことが好ましい。
これにより、所定の膜厚に到達する前における研磨速度をより高めることができる。
【0013】
被研磨面の研磨状態の監視は、例えば、渦電流センサ、光学式センサまたはトルク電流センサを用いて行われる。
【0014】
本発明の他の研磨方法は、研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら研磨する研磨方法において、研磨パッドの弾性率と研磨速度との相関データ、研磨パッドの弾性率と段差特性、最低欠陥数または最低メタル残渣との相関データ、または研磨パッドの温度と研磨パッドの弾性率との相関データに基づき、研磨パッドの温度を最速研磨速度となる弾性率に対応するように制御しながら研磨する第1研磨ステップと、研磨パッドの温度を所望の段差特性となる弾性率に対応するように制御しながら研磨する第2研磨ステップを有する。
【0015】
本発明の他の更に他の研磨方法は、研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら研磨する研磨方法において、研磨中、被研磨面の研磨状態を監視し、所定の膜厚に到達した時に研磨終点時刻を予測し、研磨終点時刻に研磨パッドが所定温度に到達するようにガス噴射を制御する。
【0016】
本発明の研磨装置は、研磨パッドに向けて研磨パッドの温度を制御するガスを噴射するガス噴射部と、前記ガス噴射部からのガス噴射流量又はガス噴射方向をPID制御する制御部と、研磨中に被研磨面の研磨状態を監視するモニタとを有し、前記制御部には制御温度と膜厚の関係を示すレシピが保存され、前記制御部と前記モニタは前記レシピに基づいて連動して膜厚に応じて制御温度を切り替えて研磨するように構成されている。
【0017】
本発明の他の研磨装置は、上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持する基板を押圧接触させて該基板を研磨する研磨装置において、前記研磨パッドにドライガスを供給して該研磨パッドを冷却する冷却装置と、冷却する温度を調整する温度調整装置と、前記冷却装置を洗浄する洗浄具とを有する。
【0018】
これにより、冷却装置に付着したスラリなどの汚れを洗浄具で洗浄して、冷却装置に付着したスラリなどの汚れが次の基板に悪影響を及ぼすことを防止することができる。
【0019】
前記冷却装置は、例えば前記研磨パッドに向けてドライガスとしての圧縮空気を噴出する冷却ノズル及び前記研磨パッドに向けてドライガスとしての空気を吹き付ける冷却ファンの少なくとも一方からなる。
【0020】
前記研磨パッドの温度を検出する温度センサと、前記温度センサの検出値を基に、前記冷却装置から前記研磨パッドに向けて供給するドライガスの量を制御する温度コントローラとを更に有することが好ましい。
【発明の効果】
【0021】
本発明によれば、十分な研磨速度を維持しながら基板の被研磨面(表面)の研磨を行い、しかも研磨後の基板表面に研磨残りを生じさせることを防止しつつ、所望の研磨プロファイルを得ることができる。
【図面の簡単な説明】
【0022】
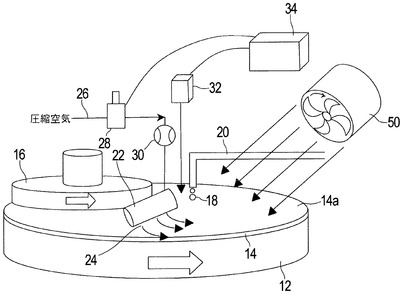
【図1】本発明の実施形態に係る研磨装置全体の概要を示す概要図である。
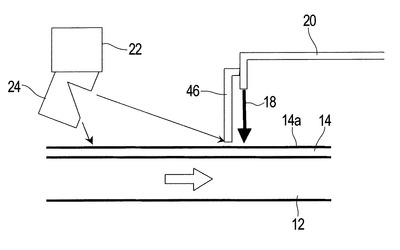
【図2】図1に示す研磨装置の冷却ノズル及びその周辺部を拡大して示す拡大図である。
【図3】図1に示す研磨装置の研磨ヘッド及びヘッド洗浄ノズルを示す図である。
【図4】スラリ供給ノズルに風防板を取り付けた時の概要を示す図である。
【図5】本発明の他の実施形態に係る研磨装置全体の概要を示す概要図である。
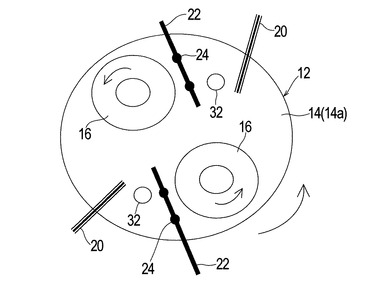
【図6】本発明更に他の実施形態に係る研磨装置の概要を示す平面図である。
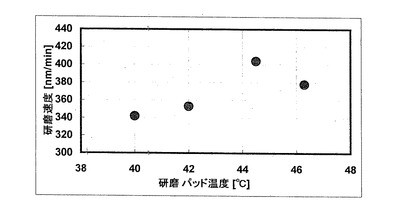
【図7】研磨パッドの温度を研磨速度の関係の一例を示すグラフである。
【図8】研磨装置で研磨される基板の一例を示す断面図である。
【図9】研磨装置で研磨される基板の他の例を示す断面図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施形態について図面を参照して説明する。なお、以下の各例において、同一または相当する部材には同一符号を付して重複した説明を省略する。
【0024】
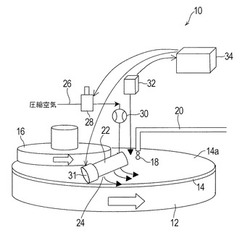
図1は、本発明の実施形態に係る研磨装置全体の概要を示す概要図である。図1に示すように、研磨装置10は、回転自在な研磨テーブル12と、研磨テーブル12の上面に貼付され上面を研磨面14aとした研磨パッド14と、半導体ウェーハ等の基板を保持して研磨面14aに向けて押圧する基板保持機構としての研磨ヘッド16と、研磨パッド14の上方に配置されて該研磨パッド14にスラリ18を供給するスラリ供給ノズル20を備えている。そして、回転する研磨テーブル12の研磨パッド14の研磨面14aに、回転する研磨ヘッド16の下面に保持した基板(図示せず)の被研磨面(表面)を押圧・接触させ、更にスラリ供給ノズル20から研磨液としてのスラリ18を研磨パッド14に供給し、基板と研磨パッド14の研磨面14aの相対運動により、基板の被研磨面(表面)を研磨するようになっている。
【0025】
この例では、研磨パッド14として、0℃〜80℃の温度範囲で、10GPa〜10MPaまで弾性率が変化するようにしたものが使用されている。例えば、樹脂製の研磨パッドは、一般に冷却によってその硬度を増し、その効果として、段差解消特性が向上する。これにより、例えば、温度と研磨パッドの弾性率との関係、研磨パッドの弾性率と段差特性、欠陥数、最低研磨残し、又は研磨速度との関係を予め求めておき、研磨する膜(研磨ステップ)毎に、研磨の目的に応じた最適な研磨パッドの弾性率を設定し、研磨の進行状況に応じて研磨パッドの温度を調整することで、研磨パッドの弾性率を制御して研磨を行う。
【0026】
研磨ヘッド16は、上下動自在で、図示しない揺動アームの自由端に連結され、研磨テーブル12の上方の研磨位置と、例えばリニアトランスポータのプッシャとの基板受渡し位置との間を水平移動するようになっている。
【0027】
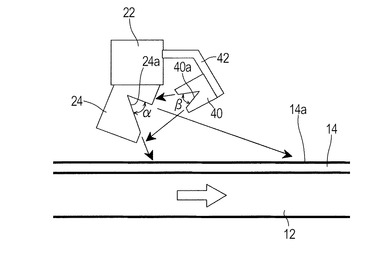
研磨パッド14の上方に位置して、研磨パッド14の研磨面14aと平行に該研磨パッド14の略半径方向に沿って延びるノズル支持アーム22が配置され、このノズル支持アーム22の下部には、図2に示すように、ノズル支持アーム22の内部と連通し、研磨パッド14に向けて、ドライガスとしての圧縮空気を噴出することで、研磨パッド14を冷却する冷却装置として冷却ノズル24が備えられている。冷却ノズル24は、研磨パッド14上の基板が通る領域の全面に向けて該領域の温度が均一となるように圧縮空気を噴出できるように、所定の角度αの拡がりを持つノズル開口部24aを有している。冷却ノズル24の設置個数や配置位置等は、プロセス条件等に応じて、任意に設定できるようになっている。
【0028】
ノズル支持アーム22は、圧縮空気供給源から延びる圧縮空気供給ライン26に接続され、この圧縮空気供給ライン26には、圧力制御弁28及び流量計30が介装されている。これによって、圧縮空気(ドライガス)は、圧力制御弁28を通過することで圧力が制御され、流量計30を通過して流量が計測された後、ノズル支持アーム22の内部に流入し、冷却ノズル24のノズル開口部24aから研磨パッド14に向けて噴出される。また、ノズル支持アーム22は、サーボモータ31の駆動に伴って回転(自転)するように配置され、ノズル支持アーム22の回転(自転)によって、圧縮空気(ドライガス)の冷却ノズル24のノズル開口部24aからの噴出方向が調整できるようになっている。
【0029】
研磨パッド14の上方に位置して、研磨パッド14の温度を検出する、例えば放射温度計からなる温度計32が配置され、この温度計32は、研磨パッド14の設定温度を設定する温度コントローラ34に接続されている。更に、温度コントローラ34は、圧力制御弁28及びサーボモータ31に接続され、これによって、圧力制御弁28及びサーボモータ31は、温度コントローラ34からの出力信号でPID制御される。
【0030】
つまり、温度コントローラ34には、複数種のPIDパラメータが記憶されている。そして、温度コントローラ34に設定された研磨パッド14の設定温度と温度計32で検知された研磨パッド14の実際の温度との差に応じて、上記複数種のPIDパラメータから所定のPIDパラメータが選択され、温度計32で検出された研磨パッド14の温度情報に基づいて、研磨パッド14が所定の温度となるように、電空レギュレータ(図示せず)を介して、圧力制御弁28の弁開度及びサーボモータ31の回転角度が制御される。圧力制御弁28は、冷却ノズル24から研磨パッド14に向けて噴出される圧縮空気流量が、例えば50〜1000L/minとなるように、弁開度を制御する。
【0031】
サーボモータ31は、サーボモータ31の回転(自転)に伴って、ノズル支持アーム22が回転(自転)し、このノズル支持アーム22の回転によって、圧縮空気(ドライガス)の冷却ノズル24のノズル開口部24aからの噴出方向が調整できるように、回転角度がPID制御される。例えば、研磨パッド14の実際の温度が目標温度より高い時は、圧縮空気(ドライガス)の冷却ノズル24のノズル開口部24aからの噴出方向が、研磨パッド14面に対して、より垂直に近い方向(より冷える方向)を向き、目標温度より低い時は、研磨パッド14面に対して水平に近い方向を向くよう、サーボモータ31の回転角度がPID制御される。
【0032】
この例では、圧力制御弁28の弁開度及びサーボモータ31の回転角度の双方をPID制御するようにしているが、圧力制御弁28の弁開度及びサーボモータ31の回転角度の一方のみをPID制御するようにしてもよい。このことは、以下の各例においても同様で、以下の各例ではサーボモータ31は省略されている。
【0033】
また、図2に示すように、ノズル支持アーム22には、冷却ノズル24に向けて洗浄水を吹き付けて冷却ノズル24を洗浄する洗浄具として洗浄ノズル40がブラケット42を介して取り付けられている。この洗浄ノズル(洗浄具)40は、冷却ノズル24のノズル開口部24aの全域及びその周辺に向けて洗浄液を吹き付けることができるように、所定の角度βの拡がりを持つノズル開口部40aを有し、これによって、洗浄ノズル40から吹き出される洗浄液で、冷却ノズル24のノズル開口部24aの全域及びその周辺を主に洗浄するようになっている。
【0034】
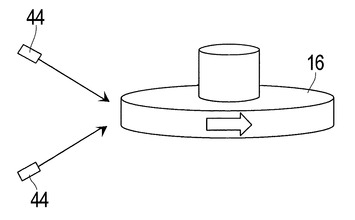
更に、図3に示すように、研磨ヘッド16の周囲の研磨ヘッド16を挟んだ上下位置には、研磨ヘッド16の外周端面に向けて上下方向から洗浄液を噴射して研磨ヘッド16を洗浄するヘッド洗浄ノズル44が配置されている。冷却ノズル24から研磨パッド14に向けて圧縮空気を噴出すると、研磨パッド14に供給されたスラリ18が圧縮空気で吹き飛ばされて研磨ヘッド16の外周端面に付着する。この例によれば、研磨ヘッド16の外周端面に向けてヘッド洗浄ノズル44から洗浄液を噴射することで、研磨ヘッド16の外周端面に付着したスラリを除去することができる。
【0035】
図示しないが、研磨装置には、研磨テーブル12のトルク電流を監視して、被研磨膜の膜厚等の研磨状態をモニタするトルク電流モニタが備えられている。なお、研磨テーブル12のトルク電流を監視するトルク電流モニタの代わりに、研磨ヘッド16のトルク電流を監視するトルク電流モニタを備えるようにしても良く、また渦電流センサや光学式センサで被研磨膜の膜厚等の研磨状態を検知しモニタするようにしてもよい。
【0036】
図4に示すように、冷却ノズル24とスラリ供給ノズル20との間に風防板46を配置することが好ましい。これにより、冷却ノズル24から研磨パッド14に向けて噴出される圧縮空気の影響を受けて、スラリ供給ノズル20から研磨パッド14に供給されるスラリ18の分布にばらつきが生じ、研磨性能にばらつきが生じてしまうことを防止することができる。
【0037】
図5は、本発明の他の実施形態の研磨装置全体の概要を示す概要図である。この例の図1乃至図3に示す例と異なる点は、研磨テーブル12の上方に研磨パッド14に向けてドライガスとして空気を吹き付ける冷却装置としての冷却ファン50を配置し、この冷却ファン50から研磨パッド14に向けて吹き出される空気で、研磨パッド14を更に冷却するようにしている点にある。
【0038】
このように、冷却ノズル24に加えて冷却ファン50を備えることで、研磨パッド14の冷却効果を更に高めることができる。なお、冷却ファン50のみを備えるようにしても良い。
【0039】
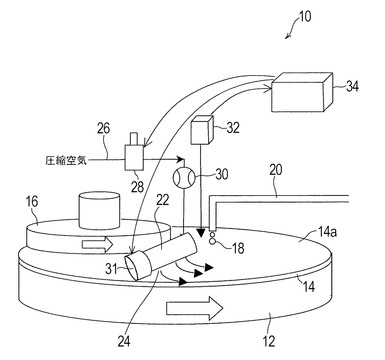
図6は、1台の研磨テーブル12で2枚の基板を同時に研磨することができるようにした、本発明の更に他の実施形態の研磨装置の概要を示す平面図である。この例の研磨装置は、上面に研磨パッド14を貼り付けた研磨テーブル12と2台の研磨ヘッド16を備えている。そして、研磨パッド14の上方には、2台の研磨ヘッド16の間に位置して、研磨テーブル12の反回転方向に沿って、冷却ノズル24を備えたノズル支持アーム22、温度計32及びスラリ供給ノズル20が配置されている。これによって、研磨パッド14は、スラリ供給ノズル20からスラリ18が供給され、温度計32で温度が計測され、冷却ノズル24から噴出される圧縮空気で冷却された後、研磨ヘッド16で保持された基板の表面(被研磨面)に接触するようになっている。なお、冷却ノズル24を備えたノズル支持アーム22、温度計32及びスラリ供給ノズル20の位置関係は、この例に限られないことは勿論である。
【0040】
図7は、研磨パッドの温度と研磨速度の関係の一例を示すグラフである。この図7から、研磨パッドをある温度(研磨最速温度)にしたときに研磨速度が最大となり、研磨パッドの温度が研磨最速温度を超えたり、研磨最速温度以下になると、研磨速度が低下することが判る。
【0041】
次に、図1乃至図3に示す研磨装置を使用して基板の被研磨面(表面)を研磨する時の例を3つのケースに分けて説明する。
【0042】
[ケース1]
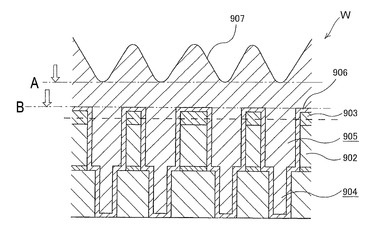
先ず、図8に示すように、ビアホール904及びトレンチ905を有する絶縁膜902,903と、絶縁膜902,903上に形成されたバリア膜906と、バリア膜906上に形成された金属膜907とを有し、金属膜907の一部が金属配線としてビアホール904及びトレンチ905内に形成されている基板Wを用意する。このケース1の場合、金属膜は銅膜で、銅配線が形成される。
【0043】
先ず、冷却ノズル24へ圧縮空気を供給する供給圧力を確認する。この供給圧力が規定圧力以下の時には警告を発して、以降の基板に対する処理を中止し、供給圧力が規定圧力以上の時のみに、基板受渡し位置に位置する研磨ヘッド16で基板Wをプッシャ等から受け取って吸着保持する。そして、研磨ヘッド16で吸着保持した基板Wを基板受渡し位置から研磨テーブル12の直上方の研磨位置まで水平移動させる。
【0044】
次に、温度計32による研磨パッド14の温度モニタを開始する。この時点で、研磨パッド14の温度が設定温度以上となっていても、研磨ヘッド16で保持した基板Wが研磨パッド14に接触する前なので、基板Wに圧縮空気が直接当たるのを防止するため、冷却ノズル24から圧縮空気を研磨パッド14に向けて噴出させない。
【0045】
そして、スラリ供給ノズル20から研磨パッド14にスラリ18を供給し、研磨ヘッド16を回転させながら下降させて、回転中の研磨テーブル12の上面の研磨パッド14の研磨面14aに研磨ヘッド16で保持した基板Wの表面(被研磨面)を接触させ、しかる後、基板Wの研磨ヘッド16による吸着保持を解き、基板Wの表面を研磨面14aに第1研磨圧力で押圧する。これによって、図8に示す金属膜(銅膜)907の研磨を開始する(第1研磨ステップ)。
【0046】
この第1研磨ステップでは、基板Wが研磨面14aに接触した時点から、冷却ノズル24による研磨パッド14の温度制御を開始する。なお、研磨テーブル12を回転させることなく、基板Wを研磨面14aに接触させるプロセスを採用する場合には、研磨テーブル12の回転を開始するのと同時に、冷却ノズル24による研磨パッド14の温度制御を開始する。
【0047】
つまり、冷却ノズル24から研磨パッド14に向けて噴出する圧縮空気流量及び圧縮空気噴射方向を、設定温度と実温度との差異を基にPID制御して、予め求めておいた最大研磨速度を得られる第1温度に研磨パッド14の温度を制御する。この第1研磨ステップでは、高面圧研磨と研磨パッド14の冷却との組合せにより、トータル研磨時間の短縮を図るのであり、例えば、研磨パッド14を冷却しないと、研磨パッド14の温度が60℃まで上昇するのに対し、制御温度を50℃に設定する。そして、図8の仮想線Aで示すように、金属膜(銅膜)907の表面段差が解消し、下地層であるバリア膜906が表出し始める時、例えば金属膜(銅膜)907の膜厚が所定の値、例えば100nm〜300nmに達したことをトルク電流モニタで検知した時に第1研磨ステップを終了する。
【0048】
次に、冷却ノズル24から研磨パッド14に向けて噴出する圧縮空気流量及び圧縮空気噴射方向を、設定温度と実温度との差異を基にPID制御して、予め求めておいた最良段差解消特性を有するか、または最低欠陥数または最低研磨残しを達成できる、第2温度に研磨パッド14の温度を制御して、研磨を継続する(第2研磨ステップ)。この第2研磨ステップでは、主に段差解消特性を向上させるため、必要に応じて、基板Wの表面を研磨面14aに前記第1研磨圧力以下の第2研磨圧力で押圧する低面圧研磨を採用するとともに、例えば、設定温度を0℃として、可能な限りの最大冷却を行う。そして、図8の仮想線Bで示すように、トレンチ905内以外の余剰な金属膜(銅膜)907を研磨除去し、下地層であるバリア膜906の表面が完全に露出したことをトルク電流モニタで検知した時に第2研磨ステップを終了する。
【0049】
なお、バリア層906の表面が完全に露出した時において、研磨パッドの温度が所望の温度に到達するように制御してもよい。例えば、in−situで研磨状態(研磨速度、研磨量、残膜厚等)をモニタし、第1研磨ステップの終了を検知し、第2研磨ステップに移行した後、モニタ値より終点検知までの残り研磨時間を算出し、残り研磨時間後に研磨パッドが所望の温度となるように、現在温度から徐々に所望の温度になるように研磨パッドの温度を制御する。これにより、研磨パッドの急激な温度変化による研磨への影響を少なくする事が可能となる。
【0050】
ここに、第1研磨ステップから第2研磨ステップへの移行は、渦電流センサや光学式センサ等で検出される目標膜厚を基準に決められる。即ち、第2研磨ステップ開始時点の膜厚が既知であり、また第2研磨ステップ開始後、適当な所定時間(数秒程度)の残膜厚の変化を経時的に調べ、これを微分することで第2研磨ステップでの研磨速度が分かる。これにより、研磨速度と残膜厚が分かるので、残り研磨時間が求められる。
【0051】
所定時間後に研磨パッドの温度を所定温度にするには、PID制御温度を「一定」とするのではなく、目標温度が時間的に変化するよう入力できるようにソフトを作れば良い。例えば、第2研磨ステップの開始時点の目標温度と同終了時点の目標温度を入力できるようにする。一方で、上記で残り研磨時間が求められるので、第2研磨ステップの開始時と終了時の温度、第2研磨ステップの開始から終了までの時間が分かれば、ここを直線で結ぶような計算は容易に行える。このため、PID目標温度を、このような計算で求めた、研磨時間と共に変化する温度とするよう、PID目標温度を経時的に変化させる機能(ソフト)を持たせることで、所定時間後に研磨パッドの温度を所定温度にすることができる。経時的に変化させるPID目標温度の個数や時間間隔は、適宜設定可能である。
【0052】
次に、冷却ノズル24からの圧縮空気の噴出を停止し、スラリ供給ノズル20からのスラリの供給を停止した後、研磨パッド14に純水を供給して、基板Wの水ポリッシングを行う。
【0053】
そして、冷却ノズル24からの圧縮空気の噴出を停止して、基板Wに圧縮空気が当たるのを防止したまま、研磨ヘッド16で研磨後の基板Wを研磨面14aから引き離して吸着保持する。なお、これ以降、基板Wが研磨テーブル12から持ち上がるので、持ち上がった基板Wの被研磨面に圧縮空気が当たって基板Wの被研磨面が乾燥するのを防止するため、冷却ノズル24からの圧縮空気の噴出を停止したままにしておく。
【0054】
次に、基板Wを吸着保持した研磨ヘッド16を上昇させ、しかる後、研磨位置から基板受渡し位置まで基板Wを水平移動させる。そして、基板引き渡位置で、研磨後の基板Wをプッシャ等に引き渡す。
【0055】
冷却ノズル24にあっては、洗浄ノズル40から冷却ノズル24の、特にノズル開口部24a及びその周辺部に向けて洗浄液(水)を吹き付けて、冷却ノズル24のセルフクリーニングを行う。このセルフクリーニング時に、研磨テーブル12上に激しく水を流すことで、冷却ノズル24に付着したスラリ等の汚れが研磨テーブル12上に落ちて次の基板の処理に悪影響を及ぼすことを防止することができる。
【0056】
なお、ノズル支持アーム22を基板テーブル12の側方の待避位置に待避できるように構成し、ノズル支持アーム22を待避位置に移動させた状態で、洗浄ノズル40から洗浄液を吹き付けて冷却ノズル24を洗浄することで、冷却ノズル24に付着したスラリ等の汚れが研磨テーブル12上に落ちることを防止することができる。
【0057】
一方、基板Wをプッシャ等に引き渡して基板Wの保持を解いた研磨ヘッド16にあっては、例えば基板Wが水平移動して研磨ヘッド16の下方から去った後、研磨ヘッド16の外周端面に向けてヘッド洗浄ノズル44から洗浄液(水)を噴射して、研磨ヘッド16の外周端面に付着したスラリ等を洗い流す。
【0058】
[ケース2]
先ず、前述のケース1とほぼ同様な、図8に示す基板Wを用意する。このケース2の場合、金属膜907はタングステン膜で、タングステン配線が形成される。
【0059】
そして、前述のケース1の場合と同様に、冷却ノズル24へ圧縮空気を供給する供給圧力を確認し、この供給圧力が規定圧力以上の時に、基板受渡し位置に位置する研磨ヘッド16で基板Wをプッシャ等から受け取って吸着保持する。そして、研磨ヘッド16で吸着保持した基板Wを基板受渡し位置から研磨テーブル12の直上方の研磨位置まで水平移動させる。
【0060】
次に、温度計32による研磨パッド14の温度モニタを開始する。この時点で、冷却ノズル24から圧縮空気を研磨パッド14に向けて噴出させないことはケース1の場合と同様である。
【0061】
そして、スラリ供給ノズル20から研磨パッド14にスラリ18を供給し、研磨ヘッド16を回転させながら下降させて、回転中の研磨テーブル12の上面の研磨パッド14の研磨面14aに研磨ヘッド16で保持した基板Wの表面(被研磨面)を接触させ、しかる後、基板Wの研磨ヘッド16による吸着保持を解き、基板Wの表面を研磨面14aに第1研磨圧力で押圧する。これによって、図8に示す金属膜(タングステン膜)907の研磨を開始する(第1研磨ステップ)。
【0062】
この第1研磨ステップでは、基板Wが研磨面14aに接触した時点から、冷却ノズル24による研磨パッド14の温度制御を開始する。なお、研磨テーブル12を回転させることなく、基板Wを研磨面14aに接触させるプロセスを採用する場合には、研磨テーブル12の回転を開始するのと同時に、冷却ノズル24による研磨パッド14の温度制御を開始する。
【0063】
つまり、冷却ノズル24から研磨パッド14に向けて噴出する圧縮空気流量及び圧縮空気噴射方向を、設定温度と実温度との差異を基にPID制御して、予め求めておいた最大研磨速度を得られる第1温度に研磨パッド14の温度を制御する。この第1研磨ステップでは、高面圧研磨と研磨パッド14の冷却との組合せにより、トータル研磨時間の短縮を図るのであり、例えば、研磨パッド14を冷却しないと、研磨パッド14の温度が70℃まで上昇するのに対し、例えば制御温度を0℃に設定して、可能な限りの最大冷却を行う。そして、図8の仮想線Aで示すように、金属膜(タングステン膜)907の表面段差が解消し、下地層であるバリア膜906が表出し始める時、例えば金属膜(タングステン膜)907の膜厚が所定の値、例えば100nm〜300nmに達したことをトルク電流モニタで検知した時に第1研磨ステップを終了する。
【0064】
次に、冷却ノズル24から研磨パッド14に向けて噴出する圧縮空気流量及び圧縮空気噴射方向を、設定温度と実温度との差異を基にPID制御して、予め求めておいた最良段差解消特性を有するか、または最低欠陥数または最低研磨残しを達成できる、第2温度に研磨パッド14の温度を制御して、研磨を継続する(第2研磨ステップ)。この第2研磨ステップでは、主に段差解消特性を向上させるため、必要に応じて、基板Wの表面を研磨面14aに前記第1研磨圧力以下の第2圧力で押圧する低面圧研磨を採用するとともに、例えば、設定温度を0℃として、可能な限りの最大冷却を行う。そして、図8の仮想線Bで示すように、トレンチ905内以外の余剰な金属膜(タングステン膜)907を研磨除去し、下地層であるバリア膜906の表面が完全に露出したことをトルク電流モニタで検知した時に第2研磨ステップを終了する。
【0065】
これ以降は、前述のケース1の場合と同様である。
【0066】
[ケース3]
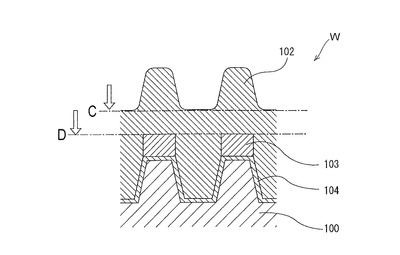
このケース3は、STI(Shallow Trench Isolation)プロセス、ポリシリコン除去プロセス、バリア層除去プロセスなどに適用するケースである。例えば、STIプロセスの場合、図9に示すように、シリコンウェーハ100に形成されたトレンチに絶縁膜であるSiO2膜102が埋め込まれ、シリコンウェーハ100の表面とSiO2膜102との間にパッド酸化膜104が形成され、トレンチが形成されていないパッド酸化膜104の上にSiN膜103が形成された基板Wを用意する。
【0067】
そして、前述のケース1の場合と同様に、冷却ノズル24へ圧縮空気を供給する供給圧力を確認し、この供給圧力が規定圧力以上の時に、基板受渡し位置に位置する研磨ヘッド16で基板Wをプッシャ等から受け取って吸着保持する。そして、研磨ヘッド16で吸着保持した基板Wを基板受渡し位置から研磨テーブル12の直上方の研磨位置まで水平移動させる。
【0068】
次に、温度計32による研磨パッド14の温度モニタを開始する。この時点で、冷却ノズル24から圧縮空気を研磨パッド14に向けて噴出させないことはケース1の場合と同様である。
【0069】
そして、スラリ供給ノズル20から研磨パッド14にスラリ18を供給し、研磨ヘッド16を回転させながら下降させて、回転中の研磨テーブル12の上面の研磨パッド14の研磨面14aに研磨ヘッド16で保持した基板Wの表面(被研磨面)を接触させ、しかる後、基板Wの研磨ヘッド16による吸着保持を解き、基板Wの表面を研磨面14aに第1研磨圧力で押圧する。これによって、図9に示すSiO2膜(絶縁膜)102の研磨を開始する(第1研磨ステップ)。
【0070】
つまり、冷却ノズル24から研磨パッド14に向けて噴出する圧縮空気流量及び圧縮空気噴射方向を、設定温度と実温度との差異を基にPID制御して、予め求めておいた最大研磨速度を得られる第1温度に研磨パッド14の温度を制御する。この第1研磨ステップでは、高面圧研磨と研磨パッド14の冷却との組合せにより、トータル研磨時間の短縮を図るのであり、例えば、研磨パッド14を冷却しないと、研磨パッド14の温度が60℃まで上昇するのに対し、制御温度を50℃に設定する。そして、図9の仮想線Cで示すように、SiO2膜102の表面段差が解消したことをトルク電流モニタで検知した時に第1研磨ステップを終了する。
【0071】
次に、冷却ノズル24から研磨パッド14に向けて噴出する圧縮空気流量及び圧縮空気噴射方向を、設定温度と実温度との差異を基にPID制御して、予め求めておいた最良段差解消特性を有する第2温度に研磨パッド14の温度を制御して、研磨を継続する(第2研磨ステップ)。この第2研磨ステップでは、低添加剤流量を採用して、SiO2膜102の研磨速度を向上させるとともに、例えば、設定温度を0℃として、可能な限りの最大冷却を行うことで、段差解消特性を向上させる。
【0072】
この第2研磨ステップでは、研磨パッド14を冷却することで、研磨速度が低下することが予想されるが、添加剤流量を低下させて研磨速度を向上させることで、総研磨時間が延びてしまうことはない。そして、図9の仮想線Dで示すように、トレンチ内以外の余剰なSiO2膜102を研磨除去し、下地層であるSiN膜103の表面が完全に露出したことをトルク電流モニタで検知した時に第2研磨ステップを終了する。
【0073】
これ以降は、ケース1の場合と同様である。
【0074】
なお、上記の例では、第2研磨ステップにおいて、研磨パッド14に圧縮空気等のドライガスを供給して研磨パッド14の温度を調整するようにしているが、研磨パッド14にミストを供給して研磨パッド14の温度を調整するようにしてもよい。このように、研磨パッド14の温度調整にミストを使うことで、研磨パッド14の冷却効果を向上させることができる。
【0075】
また、第2研磨ステップに研磨パッド14の温度調整にPID制御を用いているが、PID制御を用いることなく、例えば第1研磨ステップでPID制御している電空レギュレータを最大開度にする等、可能な限りの最大の冷却を行うようにしてもよい。
【0076】
更に、上記の例では、第1研磨ステップで研磨パッド14の温度を制御(冷却)するようにしているが、研磨パッド14の温度を制御(冷却)することなく第1研磨ステップを行い、第2研磨ステップで研磨パッド14の温度を所定温度以下となるように冷却するようにしても良い。
【0077】
例えば、研磨時に研磨パッドに供給するスラリの種類によっては、研磨中に研磨パッドの温度が上昇し、ある温度まで上昇した後に、研磨パッドの温度が自然に下降する場合がある。このような場合は、研磨パッドの温度調整を行うことなく研磨を開始し、被研磨膜の膜厚が所定の膜厚に達した時点で、研磨パッドの冷却を開始することで、研磨速度を必要以上に下げることなく、被研磨膜の研磨残りが下地層表面上に散点状に生じてしまうことを極力防止することができる。
【0078】
また、上記の例では、第1研磨ステップと第2研磨ステップで温度を切り替えているが、第1研磨ステップと第2研磨ステップに渡って研磨パッドの温度が同一となるように冷却してもよい。例えば、第2研磨ステップの所望温度を第1研磨ステップの設定温度とする。この場合、第1研磨ステップでの研磨レートは下がるが、研磨途中で温度を切り替える必要がなく、温度切り替え時における研磨パッド温度のタイムラグがなくなり、第2研磨ステップでの研磨をより効果的に行うことができる。
【符号の説明】
【0079】
10 研磨装置
12 研磨テーブル
14 研磨パッド
14a 研磨面
16 研磨ヘッド
20 スラリ供給ノズル、
22 ノズル支持アーム
24 冷却ノズル(冷却装置)
24a ノズル開口部
26 圧縮空気供給ライン
28 圧力制御弁
30 流量計
31 サーボモータ
32 温度計
34 温度コントローラ、
40 洗浄ノズル(洗浄具)
40a ノズル開口部
44 ヘッド洗浄ノズル、
46 風防板
50 冷却ファン(冷却装置)
【技術分野】
【0001】
本発明は、半導体ウェーハ等の基板の被研磨面(表面)を研磨パッドの研磨面に押圧接触させ、基板の被研磨面と研磨パッドの研磨面との相対運動により該被研磨面を研磨する研磨方法及び研磨装置に関する。
【背景技術】
【0002】
従来、研磨テーブルの上面に研磨パッドを貼り付けて研磨面を形成し、この研磨面に研磨ヘッド(基板保持機構)で保持した半導体ウェーハ等の基板の被研磨面を押圧接触させ、研磨面にスラリを供給しながら、研磨テーブルの回転と研磨ヘッドの回転による研磨面と被研磨面との相対運動により、被研磨面を平坦に研磨する化学機械研磨(CMP)装置がある。
【0003】
ここで、CMPにあっては、研磨の進行に伴って研磨パッドの温度が経時的に変化し、この研磨パッドの温度変化が研磨速度や研磨後の研磨プロファイル等に影響を与えることが知られている。
【0004】
そのため、研磨パッド表面を約50℃以下、例えば44℃などの温度に制御することで、ディッシングを低減したり(引用文献1参照)、研磨布の表面温度をモニタし、研磨布の表面温度の変化に応じて、研磨布に供給する第2の薬液の供給量を制御したりすること(引用文献2参照)等が提案されている。
【0005】
また、出願人は、研磨面に向けて圧縮ガス等の気体を吹き出す流体吹出機構を備え、研磨面の温度分布の測定結果を基に、研磨面を所定の温度分布にするように、流体吹出機構を制御することを提案している(引用文献3参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−308040号公報
【特許文献2】特開2007−115886号公報
【特許文献3】特開2007−181910号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、十分な研磨速度を維持しながら基板の被研磨面(表面)の研磨を行って、研磨後の基板表面に研磨残りを極力生じさせることなく、所望の研磨プロファイルを得ることは一般に困難であった。つまり、十分な研磨速度が得られるように、研磨パッドを一定の温度に制御しつつ、例えば基板表面に形成した銅膜の研磨を行うと、銅膜が完全に研磨除去されることなく、研磨残りが発生して、研磨後の基板表面にかなりの数の銅が散点状に残ってしまう。
【0008】
本発明は上記事情に鑑みて為されたもので、十分な研磨速度を維持しつつ基板の被研磨面(表面)の研磨を行い、しかも、研磨後の基板表面に研磨残りを生じさせることを防止して、所望の研磨プロファイルを得ることができるようにした研磨方法及び研磨装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の研磨方法は、研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら研磨する研磨方法において、研磨中、ガス噴射流量又はガス噴射方向をPID制御しつつ、被研磨面の研磨状態を監視し、所定の膜厚に到達する前後で、制御する研磨パッドの温度を切り替えて研磨する。
【0010】
被研磨面の研磨状態は、例えば膜厚である。そして、所定の膜厚に到達する前、例えば被研磨面の表面段差が解消する膜厚に達する前までは、例えば、最速研磨速度となるように研磨パッドの温度を制御し、所定の膜厚に到達した後は、例えば最良段差特性、最低欠陥数、最低メタル残渣のいずれかとなるように研磨パッドの温度を制御することで、研磨速度を必要以上に下げることなく、研磨後の基板表面に研磨残りが散点状に生じてしまうことを防止することができる。
【0011】
被研磨面が所定の膜厚に到達する前は、前記ガスとしてドライガスを、被研磨面が所定の膜厚に到達した後は、前記ガスとしてミストを使用することが好ましい。
このドライガスの供給は、冷却ノズルからドライガスとしての圧縮空気を研磨パッドに向けて噴出させたり、冷却ファンを回転させてドライガスとしての空気を研磨パッドに向けて吹き付けたりすることで行われる。また、研磨パッドの温度調整にミストを使うことで、研磨パッドの冷却効果を向上させることができる。
【0012】
所定の膜厚に到達する前は第1研磨圧力で、所定の膜厚に到達した後は前記第1研磨圧力より低い第2研磨圧力で研磨を行うことが好ましい。
これにより、所定の膜厚に到達する前における研磨速度をより高めることができる。
【0013】
被研磨面の研磨状態の監視は、例えば、渦電流センサ、光学式センサまたはトルク電流センサを用いて行われる。
【0014】
本発明の他の研磨方法は、研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら研磨する研磨方法において、研磨パッドの弾性率と研磨速度との相関データ、研磨パッドの弾性率と段差特性、最低欠陥数または最低メタル残渣との相関データ、または研磨パッドの温度と研磨パッドの弾性率との相関データに基づき、研磨パッドの温度を最速研磨速度となる弾性率に対応するように制御しながら研磨する第1研磨ステップと、研磨パッドの温度を所望の段差特性となる弾性率に対応するように制御しながら研磨する第2研磨ステップを有する。
【0015】
本発明の他の更に他の研磨方法は、研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら研磨する研磨方法において、研磨中、被研磨面の研磨状態を監視し、所定の膜厚に到達した時に研磨終点時刻を予測し、研磨終点時刻に研磨パッドが所定温度に到達するようにガス噴射を制御する。
【0016】
本発明の研磨装置は、研磨パッドに向けて研磨パッドの温度を制御するガスを噴射するガス噴射部と、前記ガス噴射部からのガス噴射流量又はガス噴射方向をPID制御する制御部と、研磨中に被研磨面の研磨状態を監視するモニタとを有し、前記制御部には制御温度と膜厚の関係を示すレシピが保存され、前記制御部と前記モニタは前記レシピに基づいて連動して膜厚に応じて制御温度を切り替えて研磨するように構成されている。
【0017】
本発明の他の研磨装置は、上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持する基板を押圧接触させて該基板を研磨する研磨装置において、前記研磨パッドにドライガスを供給して該研磨パッドを冷却する冷却装置と、冷却する温度を調整する温度調整装置と、前記冷却装置を洗浄する洗浄具とを有する。
【0018】
これにより、冷却装置に付着したスラリなどの汚れを洗浄具で洗浄して、冷却装置に付着したスラリなどの汚れが次の基板に悪影響を及ぼすことを防止することができる。
【0019】
前記冷却装置は、例えば前記研磨パッドに向けてドライガスとしての圧縮空気を噴出する冷却ノズル及び前記研磨パッドに向けてドライガスとしての空気を吹き付ける冷却ファンの少なくとも一方からなる。
【0020】
前記研磨パッドの温度を検出する温度センサと、前記温度センサの検出値を基に、前記冷却装置から前記研磨パッドに向けて供給するドライガスの量を制御する温度コントローラとを更に有することが好ましい。
【発明の効果】
【0021】
本発明によれば、十分な研磨速度を維持しながら基板の被研磨面(表面)の研磨を行い、しかも研磨後の基板表面に研磨残りを生じさせることを防止しつつ、所望の研磨プロファイルを得ることができる。
【図面の簡単な説明】
【0022】
【図1】本発明の実施形態に係る研磨装置全体の概要を示す概要図である。
【図2】図1に示す研磨装置の冷却ノズル及びその周辺部を拡大して示す拡大図である。
【図3】図1に示す研磨装置の研磨ヘッド及びヘッド洗浄ノズルを示す図である。
【図4】スラリ供給ノズルに風防板を取り付けた時の概要を示す図である。
【図5】本発明の他の実施形態に係る研磨装置全体の概要を示す概要図である。
【図6】本発明更に他の実施形態に係る研磨装置の概要を示す平面図である。
【図7】研磨パッドの温度を研磨速度の関係の一例を示すグラフである。
【図8】研磨装置で研磨される基板の一例を示す断面図である。
【図9】研磨装置で研磨される基板の他の例を示す断面図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施形態について図面を参照して説明する。なお、以下の各例において、同一または相当する部材には同一符号を付して重複した説明を省略する。
【0024】
図1は、本発明の実施形態に係る研磨装置全体の概要を示す概要図である。図1に示すように、研磨装置10は、回転自在な研磨テーブル12と、研磨テーブル12の上面に貼付され上面を研磨面14aとした研磨パッド14と、半導体ウェーハ等の基板を保持して研磨面14aに向けて押圧する基板保持機構としての研磨ヘッド16と、研磨パッド14の上方に配置されて該研磨パッド14にスラリ18を供給するスラリ供給ノズル20を備えている。そして、回転する研磨テーブル12の研磨パッド14の研磨面14aに、回転する研磨ヘッド16の下面に保持した基板(図示せず)の被研磨面(表面)を押圧・接触させ、更にスラリ供給ノズル20から研磨液としてのスラリ18を研磨パッド14に供給し、基板と研磨パッド14の研磨面14aの相対運動により、基板の被研磨面(表面)を研磨するようになっている。
【0025】
この例では、研磨パッド14として、0℃〜80℃の温度範囲で、10GPa〜10MPaまで弾性率が変化するようにしたものが使用されている。例えば、樹脂製の研磨パッドは、一般に冷却によってその硬度を増し、その効果として、段差解消特性が向上する。これにより、例えば、温度と研磨パッドの弾性率との関係、研磨パッドの弾性率と段差特性、欠陥数、最低研磨残し、又は研磨速度との関係を予め求めておき、研磨する膜(研磨ステップ)毎に、研磨の目的に応じた最適な研磨パッドの弾性率を設定し、研磨の進行状況に応じて研磨パッドの温度を調整することで、研磨パッドの弾性率を制御して研磨を行う。
【0026】
研磨ヘッド16は、上下動自在で、図示しない揺動アームの自由端に連結され、研磨テーブル12の上方の研磨位置と、例えばリニアトランスポータのプッシャとの基板受渡し位置との間を水平移動するようになっている。
【0027】
研磨パッド14の上方に位置して、研磨パッド14の研磨面14aと平行に該研磨パッド14の略半径方向に沿って延びるノズル支持アーム22が配置され、このノズル支持アーム22の下部には、図2に示すように、ノズル支持アーム22の内部と連通し、研磨パッド14に向けて、ドライガスとしての圧縮空気を噴出することで、研磨パッド14を冷却する冷却装置として冷却ノズル24が備えられている。冷却ノズル24は、研磨パッド14上の基板が通る領域の全面に向けて該領域の温度が均一となるように圧縮空気を噴出できるように、所定の角度αの拡がりを持つノズル開口部24aを有している。冷却ノズル24の設置個数や配置位置等は、プロセス条件等に応じて、任意に設定できるようになっている。
【0028】
ノズル支持アーム22は、圧縮空気供給源から延びる圧縮空気供給ライン26に接続され、この圧縮空気供給ライン26には、圧力制御弁28及び流量計30が介装されている。これによって、圧縮空気(ドライガス)は、圧力制御弁28を通過することで圧力が制御され、流量計30を通過して流量が計測された後、ノズル支持アーム22の内部に流入し、冷却ノズル24のノズル開口部24aから研磨パッド14に向けて噴出される。また、ノズル支持アーム22は、サーボモータ31の駆動に伴って回転(自転)するように配置され、ノズル支持アーム22の回転(自転)によって、圧縮空気(ドライガス)の冷却ノズル24のノズル開口部24aからの噴出方向が調整できるようになっている。
【0029】
研磨パッド14の上方に位置して、研磨パッド14の温度を検出する、例えば放射温度計からなる温度計32が配置され、この温度計32は、研磨パッド14の設定温度を設定する温度コントローラ34に接続されている。更に、温度コントローラ34は、圧力制御弁28及びサーボモータ31に接続され、これによって、圧力制御弁28及びサーボモータ31は、温度コントローラ34からの出力信号でPID制御される。
【0030】
つまり、温度コントローラ34には、複数種のPIDパラメータが記憶されている。そして、温度コントローラ34に設定された研磨パッド14の設定温度と温度計32で検知された研磨パッド14の実際の温度との差に応じて、上記複数種のPIDパラメータから所定のPIDパラメータが選択され、温度計32で検出された研磨パッド14の温度情報に基づいて、研磨パッド14が所定の温度となるように、電空レギュレータ(図示せず)を介して、圧力制御弁28の弁開度及びサーボモータ31の回転角度が制御される。圧力制御弁28は、冷却ノズル24から研磨パッド14に向けて噴出される圧縮空気流量が、例えば50〜1000L/minとなるように、弁開度を制御する。
【0031】
サーボモータ31は、サーボモータ31の回転(自転)に伴って、ノズル支持アーム22が回転(自転)し、このノズル支持アーム22の回転によって、圧縮空気(ドライガス)の冷却ノズル24のノズル開口部24aからの噴出方向が調整できるように、回転角度がPID制御される。例えば、研磨パッド14の実際の温度が目標温度より高い時は、圧縮空気(ドライガス)の冷却ノズル24のノズル開口部24aからの噴出方向が、研磨パッド14面に対して、より垂直に近い方向(より冷える方向)を向き、目標温度より低い時は、研磨パッド14面に対して水平に近い方向を向くよう、サーボモータ31の回転角度がPID制御される。
【0032】
この例では、圧力制御弁28の弁開度及びサーボモータ31の回転角度の双方をPID制御するようにしているが、圧力制御弁28の弁開度及びサーボモータ31の回転角度の一方のみをPID制御するようにしてもよい。このことは、以下の各例においても同様で、以下の各例ではサーボモータ31は省略されている。
【0033】
また、図2に示すように、ノズル支持アーム22には、冷却ノズル24に向けて洗浄水を吹き付けて冷却ノズル24を洗浄する洗浄具として洗浄ノズル40がブラケット42を介して取り付けられている。この洗浄ノズル(洗浄具)40は、冷却ノズル24のノズル開口部24aの全域及びその周辺に向けて洗浄液を吹き付けることができるように、所定の角度βの拡がりを持つノズル開口部40aを有し、これによって、洗浄ノズル40から吹き出される洗浄液で、冷却ノズル24のノズル開口部24aの全域及びその周辺を主に洗浄するようになっている。
【0034】
更に、図3に示すように、研磨ヘッド16の周囲の研磨ヘッド16を挟んだ上下位置には、研磨ヘッド16の外周端面に向けて上下方向から洗浄液を噴射して研磨ヘッド16を洗浄するヘッド洗浄ノズル44が配置されている。冷却ノズル24から研磨パッド14に向けて圧縮空気を噴出すると、研磨パッド14に供給されたスラリ18が圧縮空気で吹き飛ばされて研磨ヘッド16の外周端面に付着する。この例によれば、研磨ヘッド16の外周端面に向けてヘッド洗浄ノズル44から洗浄液を噴射することで、研磨ヘッド16の外周端面に付着したスラリを除去することができる。
【0035】
図示しないが、研磨装置には、研磨テーブル12のトルク電流を監視して、被研磨膜の膜厚等の研磨状態をモニタするトルク電流モニタが備えられている。なお、研磨テーブル12のトルク電流を監視するトルク電流モニタの代わりに、研磨ヘッド16のトルク電流を監視するトルク電流モニタを備えるようにしても良く、また渦電流センサや光学式センサで被研磨膜の膜厚等の研磨状態を検知しモニタするようにしてもよい。
【0036】
図4に示すように、冷却ノズル24とスラリ供給ノズル20との間に風防板46を配置することが好ましい。これにより、冷却ノズル24から研磨パッド14に向けて噴出される圧縮空気の影響を受けて、スラリ供給ノズル20から研磨パッド14に供給されるスラリ18の分布にばらつきが生じ、研磨性能にばらつきが生じてしまうことを防止することができる。
【0037】
図5は、本発明の他の実施形態の研磨装置全体の概要を示す概要図である。この例の図1乃至図3に示す例と異なる点は、研磨テーブル12の上方に研磨パッド14に向けてドライガスとして空気を吹き付ける冷却装置としての冷却ファン50を配置し、この冷却ファン50から研磨パッド14に向けて吹き出される空気で、研磨パッド14を更に冷却するようにしている点にある。
【0038】
このように、冷却ノズル24に加えて冷却ファン50を備えることで、研磨パッド14の冷却効果を更に高めることができる。なお、冷却ファン50のみを備えるようにしても良い。
【0039】
図6は、1台の研磨テーブル12で2枚の基板を同時に研磨することができるようにした、本発明の更に他の実施形態の研磨装置の概要を示す平面図である。この例の研磨装置は、上面に研磨パッド14を貼り付けた研磨テーブル12と2台の研磨ヘッド16を備えている。そして、研磨パッド14の上方には、2台の研磨ヘッド16の間に位置して、研磨テーブル12の反回転方向に沿って、冷却ノズル24を備えたノズル支持アーム22、温度計32及びスラリ供給ノズル20が配置されている。これによって、研磨パッド14は、スラリ供給ノズル20からスラリ18が供給され、温度計32で温度が計測され、冷却ノズル24から噴出される圧縮空気で冷却された後、研磨ヘッド16で保持された基板の表面(被研磨面)に接触するようになっている。なお、冷却ノズル24を備えたノズル支持アーム22、温度計32及びスラリ供給ノズル20の位置関係は、この例に限られないことは勿論である。
【0040】
図7は、研磨パッドの温度と研磨速度の関係の一例を示すグラフである。この図7から、研磨パッドをある温度(研磨最速温度)にしたときに研磨速度が最大となり、研磨パッドの温度が研磨最速温度を超えたり、研磨最速温度以下になると、研磨速度が低下することが判る。
【0041】
次に、図1乃至図3に示す研磨装置を使用して基板の被研磨面(表面)を研磨する時の例を3つのケースに分けて説明する。
【0042】
[ケース1]
先ず、図8に示すように、ビアホール904及びトレンチ905を有する絶縁膜902,903と、絶縁膜902,903上に形成されたバリア膜906と、バリア膜906上に形成された金属膜907とを有し、金属膜907の一部が金属配線としてビアホール904及びトレンチ905内に形成されている基板Wを用意する。このケース1の場合、金属膜は銅膜で、銅配線が形成される。
【0043】
先ず、冷却ノズル24へ圧縮空気を供給する供給圧力を確認する。この供給圧力が規定圧力以下の時には警告を発して、以降の基板に対する処理を中止し、供給圧力が規定圧力以上の時のみに、基板受渡し位置に位置する研磨ヘッド16で基板Wをプッシャ等から受け取って吸着保持する。そして、研磨ヘッド16で吸着保持した基板Wを基板受渡し位置から研磨テーブル12の直上方の研磨位置まで水平移動させる。
【0044】
次に、温度計32による研磨パッド14の温度モニタを開始する。この時点で、研磨パッド14の温度が設定温度以上となっていても、研磨ヘッド16で保持した基板Wが研磨パッド14に接触する前なので、基板Wに圧縮空気が直接当たるのを防止するため、冷却ノズル24から圧縮空気を研磨パッド14に向けて噴出させない。
【0045】
そして、スラリ供給ノズル20から研磨パッド14にスラリ18を供給し、研磨ヘッド16を回転させながら下降させて、回転中の研磨テーブル12の上面の研磨パッド14の研磨面14aに研磨ヘッド16で保持した基板Wの表面(被研磨面)を接触させ、しかる後、基板Wの研磨ヘッド16による吸着保持を解き、基板Wの表面を研磨面14aに第1研磨圧力で押圧する。これによって、図8に示す金属膜(銅膜)907の研磨を開始する(第1研磨ステップ)。
【0046】
この第1研磨ステップでは、基板Wが研磨面14aに接触した時点から、冷却ノズル24による研磨パッド14の温度制御を開始する。なお、研磨テーブル12を回転させることなく、基板Wを研磨面14aに接触させるプロセスを採用する場合には、研磨テーブル12の回転を開始するのと同時に、冷却ノズル24による研磨パッド14の温度制御を開始する。
【0047】
つまり、冷却ノズル24から研磨パッド14に向けて噴出する圧縮空気流量及び圧縮空気噴射方向を、設定温度と実温度との差異を基にPID制御して、予め求めておいた最大研磨速度を得られる第1温度に研磨パッド14の温度を制御する。この第1研磨ステップでは、高面圧研磨と研磨パッド14の冷却との組合せにより、トータル研磨時間の短縮を図るのであり、例えば、研磨パッド14を冷却しないと、研磨パッド14の温度が60℃まで上昇するのに対し、制御温度を50℃に設定する。そして、図8の仮想線Aで示すように、金属膜(銅膜)907の表面段差が解消し、下地層であるバリア膜906が表出し始める時、例えば金属膜(銅膜)907の膜厚が所定の値、例えば100nm〜300nmに達したことをトルク電流モニタで検知した時に第1研磨ステップを終了する。
【0048】
次に、冷却ノズル24から研磨パッド14に向けて噴出する圧縮空気流量及び圧縮空気噴射方向を、設定温度と実温度との差異を基にPID制御して、予め求めておいた最良段差解消特性を有するか、または最低欠陥数または最低研磨残しを達成できる、第2温度に研磨パッド14の温度を制御して、研磨を継続する(第2研磨ステップ)。この第2研磨ステップでは、主に段差解消特性を向上させるため、必要に応じて、基板Wの表面を研磨面14aに前記第1研磨圧力以下の第2研磨圧力で押圧する低面圧研磨を採用するとともに、例えば、設定温度を0℃として、可能な限りの最大冷却を行う。そして、図8の仮想線Bで示すように、トレンチ905内以外の余剰な金属膜(銅膜)907を研磨除去し、下地層であるバリア膜906の表面が完全に露出したことをトルク電流モニタで検知した時に第2研磨ステップを終了する。
【0049】
なお、バリア層906の表面が完全に露出した時において、研磨パッドの温度が所望の温度に到達するように制御してもよい。例えば、in−situで研磨状態(研磨速度、研磨量、残膜厚等)をモニタし、第1研磨ステップの終了を検知し、第2研磨ステップに移行した後、モニタ値より終点検知までの残り研磨時間を算出し、残り研磨時間後に研磨パッドが所望の温度となるように、現在温度から徐々に所望の温度になるように研磨パッドの温度を制御する。これにより、研磨パッドの急激な温度変化による研磨への影響を少なくする事が可能となる。
【0050】
ここに、第1研磨ステップから第2研磨ステップへの移行は、渦電流センサや光学式センサ等で検出される目標膜厚を基準に決められる。即ち、第2研磨ステップ開始時点の膜厚が既知であり、また第2研磨ステップ開始後、適当な所定時間(数秒程度)の残膜厚の変化を経時的に調べ、これを微分することで第2研磨ステップでの研磨速度が分かる。これにより、研磨速度と残膜厚が分かるので、残り研磨時間が求められる。
【0051】
所定時間後に研磨パッドの温度を所定温度にするには、PID制御温度を「一定」とするのではなく、目標温度が時間的に変化するよう入力できるようにソフトを作れば良い。例えば、第2研磨ステップの開始時点の目標温度と同終了時点の目標温度を入力できるようにする。一方で、上記で残り研磨時間が求められるので、第2研磨ステップの開始時と終了時の温度、第2研磨ステップの開始から終了までの時間が分かれば、ここを直線で結ぶような計算は容易に行える。このため、PID目標温度を、このような計算で求めた、研磨時間と共に変化する温度とするよう、PID目標温度を経時的に変化させる機能(ソフト)を持たせることで、所定時間後に研磨パッドの温度を所定温度にすることができる。経時的に変化させるPID目標温度の個数や時間間隔は、適宜設定可能である。
【0052】
次に、冷却ノズル24からの圧縮空気の噴出を停止し、スラリ供給ノズル20からのスラリの供給を停止した後、研磨パッド14に純水を供給して、基板Wの水ポリッシングを行う。
【0053】
そして、冷却ノズル24からの圧縮空気の噴出を停止して、基板Wに圧縮空気が当たるのを防止したまま、研磨ヘッド16で研磨後の基板Wを研磨面14aから引き離して吸着保持する。なお、これ以降、基板Wが研磨テーブル12から持ち上がるので、持ち上がった基板Wの被研磨面に圧縮空気が当たって基板Wの被研磨面が乾燥するのを防止するため、冷却ノズル24からの圧縮空気の噴出を停止したままにしておく。
【0054】
次に、基板Wを吸着保持した研磨ヘッド16を上昇させ、しかる後、研磨位置から基板受渡し位置まで基板Wを水平移動させる。そして、基板引き渡位置で、研磨後の基板Wをプッシャ等に引き渡す。
【0055】
冷却ノズル24にあっては、洗浄ノズル40から冷却ノズル24の、特にノズル開口部24a及びその周辺部に向けて洗浄液(水)を吹き付けて、冷却ノズル24のセルフクリーニングを行う。このセルフクリーニング時に、研磨テーブル12上に激しく水を流すことで、冷却ノズル24に付着したスラリ等の汚れが研磨テーブル12上に落ちて次の基板の処理に悪影響を及ぼすことを防止することができる。
【0056】
なお、ノズル支持アーム22を基板テーブル12の側方の待避位置に待避できるように構成し、ノズル支持アーム22を待避位置に移動させた状態で、洗浄ノズル40から洗浄液を吹き付けて冷却ノズル24を洗浄することで、冷却ノズル24に付着したスラリ等の汚れが研磨テーブル12上に落ちることを防止することができる。
【0057】
一方、基板Wをプッシャ等に引き渡して基板Wの保持を解いた研磨ヘッド16にあっては、例えば基板Wが水平移動して研磨ヘッド16の下方から去った後、研磨ヘッド16の外周端面に向けてヘッド洗浄ノズル44から洗浄液(水)を噴射して、研磨ヘッド16の外周端面に付着したスラリ等を洗い流す。
【0058】
[ケース2]
先ず、前述のケース1とほぼ同様な、図8に示す基板Wを用意する。このケース2の場合、金属膜907はタングステン膜で、タングステン配線が形成される。
【0059】
そして、前述のケース1の場合と同様に、冷却ノズル24へ圧縮空気を供給する供給圧力を確認し、この供給圧力が規定圧力以上の時に、基板受渡し位置に位置する研磨ヘッド16で基板Wをプッシャ等から受け取って吸着保持する。そして、研磨ヘッド16で吸着保持した基板Wを基板受渡し位置から研磨テーブル12の直上方の研磨位置まで水平移動させる。
【0060】
次に、温度計32による研磨パッド14の温度モニタを開始する。この時点で、冷却ノズル24から圧縮空気を研磨パッド14に向けて噴出させないことはケース1の場合と同様である。
【0061】
そして、スラリ供給ノズル20から研磨パッド14にスラリ18を供給し、研磨ヘッド16を回転させながら下降させて、回転中の研磨テーブル12の上面の研磨パッド14の研磨面14aに研磨ヘッド16で保持した基板Wの表面(被研磨面)を接触させ、しかる後、基板Wの研磨ヘッド16による吸着保持を解き、基板Wの表面を研磨面14aに第1研磨圧力で押圧する。これによって、図8に示す金属膜(タングステン膜)907の研磨を開始する(第1研磨ステップ)。
【0062】
この第1研磨ステップでは、基板Wが研磨面14aに接触した時点から、冷却ノズル24による研磨パッド14の温度制御を開始する。なお、研磨テーブル12を回転させることなく、基板Wを研磨面14aに接触させるプロセスを採用する場合には、研磨テーブル12の回転を開始するのと同時に、冷却ノズル24による研磨パッド14の温度制御を開始する。
【0063】
つまり、冷却ノズル24から研磨パッド14に向けて噴出する圧縮空気流量及び圧縮空気噴射方向を、設定温度と実温度との差異を基にPID制御して、予め求めておいた最大研磨速度を得られる第1温度に研磨パッド14の温度を制御する。この第1研磨ステップでは、高面圧研磨と研磨パッド14の冷却との組合せにより、トータル研磨時間の短縮を図るのであり、例えば、研磨パッド14を冷却しないと、研磨パッド14の温度が70℃まで上昇するのに対し、例えば制御温度を0℃に設定して、可能な限りの最大冷却を行う。そして、図8の仮想線Aで示すように、金属膜(タングステン膜)907の表面段差が解消し、下地層であるバリア膜906が表出し始める時、例えば金属膜(タングステン膜)907の膜厚が所定の値、例えば100nm〜300nmに達したことをトルク電流モニタで検知した時に第1研磨ステップを終了する。
【0064】
次に、冷却ノズル24から研磨パッド14に向けて噴出する圧縮空気流量及び圧縮空気噴射方向を、設定温度と実温度との差異を基にPID制御して、予め求めておいた最良段差解消特性を有するか、または最低欠陥数または最低研磨残しを達成できる、第2温度に研磨パッド14の温度を制御して、研磨を継続する(第2研磨ステップ)。この第2研磨ステップでは、主に段差解消特性を向上させるため、必要に応じて、基板Wの表面を研磨面14aに前記第1研磨圧力以下の第2圧力で押圧する低面圧研磨を採用するとともに、例えば、設定温度を0℃として、可能な限りの最大冷却を行う。そして、図8の仮想線Bで示すように、トレンチ905内以外の余剰な金属膜(タングステン膜)907を研磨除去し、下地層であるバリア膜906の表面が完全に露出したことをトルク電流モニタで検知した時に第2研磨ステップを終了する。
【0065】
これ以降は、前述のケース1の場合と同様である。
【0066】
[ケース3]
このケース3は、STI(Shallow Trench Isolation)プロセス、ポリシリコン除去プロセス、バリア層除去プロセスなどに適用するケースである。例えば、STIプロセスの場合、図9に示すように、シリコンウェーハ100に形成されたトレンチに絶縁膜であるSiO2膜102が埋め込まれ、シリコンウェーハ100の表面とSiO2膜102との間にパッド酸化膜104が形成され、トレンチが形成されていないパッド酸化膜104の上にSiN膜103が形成された基板Wを用意する。
【0067】
そして、前述のケース1の場合と同様に、冷却ノズル24へ圧縮空気を供給する供給圧力を確認し、この供給圧力が規定圧力以上の時に、基板受渡し位置に位置する研磨ヘッド16で基板Wをプッシャ等から受け取って吸着保持する。そして、研磨ヘッド16で吸着保持した基板Wを基板受渡し位置から研磨テーブル12の直上方の研磨位置まで水平移動させる。
【0068】
次に、温度計32による研磨パッド14の温度モニタを開始する。この時点で、冷却ノズル24から圧縮空気を研磨パッド14に向けて噴出させないことはケース1の場合と同様である。
【0069】
そして、スラリ供給ノズル20から研磨パッド14にスラリ18を供給し、研磨ヘッド16を回転させながら下降させて、回転中の研磨テーブル12の上面の研磨パッド14の研磨面14aに研磨ヘッド16で保持した基板Wの表面(被研磨面)を接触させ、しかる後、基板Wの研磨ヘッド16による吸着保持を解き、基板Wの表面を研磨面14aに第1研磨圧力で押圧する。これによって、図9に示すSiO2膜(絶縁膜)102の研磨を開始する(第1研磨ステップ)。
【0070】
つまり、冷却ノズル24から研磨パッド14に向けて噴出する圧縮空気流量及び圧縮空気噴射方向を、設定温度と実温度との差異を基にPID制御して、予め求めておいた最大研磨速度を得られる第1温度に研磨パッド14の温度を制御する。この第1研磨ステップでは、高面圧研磨と研磨パッド14の冷却との組合せにより、トータル研磨時間の短縮を図るのであり、例えば、研磨パッド14を冷却しないと、研磨パッド14の温度が60℃まで上昇するのに対し、制御温度を50℃に設定する。そして、図9の仮想線Cで示すように、SiO2膜102の表面段差が解消したことをトルク電流モニタで検知した時に第1研磨ステップを終了する。
【0071】
次に、冷却ノズル24から研磨パッド14に向けて噴出する圧縮空気流量及び圧縮空気噴射方向を、設定温度と実温度との差異を基にPID制御して、予め求めておいた最良段差解消特性を有する第2温度に研磨パッド14の温度を制御して、研磨を継続する(第2研磨ステップ)。この第2研磨ステップでは、低添加剤流量を採用して、SiO2膜102の研磨速度を向上させるとともに、例えば、設定温度を0℃として、可能な限りの最大冷却を行うことで、段差解消特性を向上させる。
【0072】
この第2研磨ステップでは、研磨パッド14を冷却することで、研磨速度が低下することが予想されるが、添加剤流量を低下させて研磨速度を向上させることで、総研磨時間が延びてしまうことはない。そして、図9の仮想線Dで示すように、トレンチ内以外の余剰なSiO2膜102を研磨除去し、下地層であるSiN膜103の表面が完全に露出したことをトルク電流モニタで検知した時に第2研磨ステップを終了する。
【0073】
これ以降は、ケース1の場合と同様である。
【0074】
なお、上記の例では、第2研磨ステップにおいて、研磨パッド14に圧縮空気等のドライガスを供給して研磨パッド14の温度を調整するようにしているが、研磨パッド14にミストを供給して研磨パッド14の温度を調整するようにしてもよい。このように、研磨パッド14の温度調整にミストを使うことで、研磨パッド14の冷却効果を向上させることができる。
【0075】
また、第2研磨ステップに研磨パッド14の温度調整にPID制御を用いているが、PID制御を用いることなく、例えば第1研磨ステップでPID制御している電空レギュレータを最大開度にする等、可能な限りの最大の冷却を行うようにしてもよい。
【0076】
更に、上記の例では、第1研磨ステップで研磨パッド14の温度を制御(冷却)するようにしているが、研磨パッド14の温度を制御(冷却)することなく第1研磨ステップを行い、第2研磨ステップで研磨パッド14の温度を所定温度以下となるように冷却するようにしても良い。
【0077】
例えば、研磨時に研磨パッドに供給するスラリの種類によっては、研磨中に研磨パッドの温度が上昇し、ある温度まで上昇した後に、研磨パッドの温度が自然に下降する場合がある。このような場合は、研磨パッドの温度調整を行うことなく研磨を開始し、被研磨膜の膜厚が所定の膜厚に達した時点で、研磨パッドの冷却を開始することで、研磨速度を必要以上に下げることなく、被研磨膜の研磨残りが下地層表面上に散点状に生じてしまうことを極力防止することができる。
【0078】
また、上記の例では、第1研磨ステップと第2研磨ステップで温度を切り替えているが、第1研磨ステップと第2研磨ステップに渡って研磨パッドの温度が同一となるように冷却してもよい。例えば、第2研磨ステップの所望温度を第1研磨ステップの設定温度とする。この場合、第1研磨ステップでの研磨レートは下がるが、研磨途中で温度を切り替える必要がなく、温度切り替え時における研磨パッド温度のタイムラグがなくなり、第2研磨ステップでの研磨をより効果的に行うことができる。
【符号の説明】
【0079】
10 研磨装置
12 研磨テーブル
14 研磨パッド
14a 研磨面
16 研磨ヘッド
20 スラリ供給ノズル、
22 ノズル支持アーム
24 冷却ノズル(冷却装置)
24a ノズル開口部
26 圧縮空気供給ライン
28 圧力制御弁
30 流量計
31 サーボモータ
32 温度計
34 温度コントローラ、
40 洗浄ノズル(洗浄具)
40a ノズル開口部
44 ヘッド洗浄ノズル、
46 風防板
50 冷却ファン(冷却装置)
【特許請求の範囲】
【請求項1】
研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら研磨する研磨方法において、
研磨中、ガス噴射流量又はガス噴射方向をPID制御しつつ、被研磨面の研磨状態を監視し、所定の膜厚に到達する前後で、制御する研磨パッドの温度を切り替えて研磨することを特徴とする研磨方法。
【請求項2】
所定の膜厚に到達する前は、前記ガスとしてドライガスを、所定の膜厚に到達した後は、前記ガスとしてミストを使用することを特徴とする請求項1記載の研磨方法。
【請求項3】
所定の膜厚に到達する前は第1研磨圧力で、所定の膜厚に到達した後は前記第1研磨圧力より低い第2研磨圧力で研磨を行うことを特徴とする請求項1または2記載の研磨方法。
【請求項4】
被研磨面の研磨状態の監視を、渦電流センサ、光学式センサまたはトルク電流センサを用いて行うことを特徴とする請求項1乃至3のいずれかに記載の研磨方法。
【請求項5】
研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら研磨する研磨方法において、
研磨パッドの弾性率と研磨速度との相関データ、研磨パッドの弾性率と段差特性、最低欠陥数または最低メタル残渣との相関データ、または研磨パッドの温度と研磨パッドの弾性率との相関データに基づき、研磨パッドの温度を最速研磨速度となる弾性率に対応するように制御しながら研磨する第1研磨ステップと、研磨パッドの温度を所望の段差特性となる弾性率に対応するように制御しながら研磨する第2研磨ステップを有することを特徴とする研磨方法。
【請求項6】
研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら研磨する研磨方法において、
研磨中、被研磨面の研磨状態を監視し、所定の膜厚に到達した時に研磨終点時刻を予測し、研磨終点時刻に研磨パッドが所定温度に到達するようにガス噴射を制御することを特徴とする研磨方法。
【請求項7】
研磨パッドに向けて研磨パッドの温度を制御するガスを噴射するガス噴射部と、
前記ガス噴射部からのガス噴射流量又はガス噴射方向をPID制御する制御部と、
研磨中に被研磨面の研磨状態を監視するモニタとを有し、
前記制御部には制御温度と膜厚の関係を示すレシピが保存され、前記制御部と前記モニタは前記レシピに基づいて連動して膜厚に応じて制御温度を切り替えて研磨するように構成されている特徴とする研磨装置。
【請求項8】
上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持する基板を押圧接触させて該基板を研磨する研磨装置において、
前記研磨パッドにドライガスを供給して該研磨パッドを冷却する冷却装置と、
冷却する温度を調整する温度調整装置と、
前記冷却装置を洗浄する洗浄具とを有することを特徴とする研磨装置。
【請求項9】
前記冷却装置は、前記研磨パッドに向けてドライガスを噴出する冷却ノズル及び前記研磨パッドに向けてドライガスを吹き付ける冷却ファンの少なくとも一方からなることを特徴とする請求項8記載の研磨装置。
【請求項10】
前記研磨パッドの温度を検出する温度センサと、
前記温度センサの検出値を基に、前記冷却装置から前記研磨パッドに向けて供給するドライガスの量を制御する温度コントローラとを更に有することを特徴とする請求項7または8記載の研磨装置。
【請求項1】
研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら研磨する研磨方法において、
研磨中、ガス噴射流量又はガス噴射方向をPID制御しつつ、被研磨面の研磨状態を監視し、所定の膜厚に到達する前後で、制御する研磨パッドの温度を切り替えて研磨することを特徴とする研磨方法。
【請求項2】
所定の膜厚に到達する前は、前記ガスとしてドライガスを、所定の膜厚に到達した後は、前記ガスとしてミストを使用することを特徴とする請求項1記載の研磨方法。
【請求項3】
所定の膜厚に到達する前は第1研磨圧力で、所定の膜厚に到達した後は前記第1研磨圧力より低い第2研磨圧力で研磨を行うことを特徴とする請求項1または2記載の研磨方法。
【請求項4】
被研磨面の研磨状態の監視を、渦電流センサ、光学式センサまたはトルク電流センサを用いて行うことを特徴とする請求項1乃至3のいずれかに記載の研磨方法。
【請求項5】
研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら研磨する研磨方法において、
研磨パッドの弾性率と研磨速度との相関データ、研磨パッドの弾性率と段差特性、最低欠陥数または最低メタル残渣との相関データ、または研磨パッドの温度と研磨パッドの弾性率との相関データに基づき、研磨パッドの温度を最速研磨速度となる弾性率に対応するように制御しながら研磨する第1研磨ステップと、研磨パッドの温度を所望の段差特性となる弾性率に対応するように制御しながら研磨する第2研磨ステップを有することを特徴とする研磨方法。
【請求項6】
研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら研磨する研磨方法において、
研磨中、被研磨面の研磨状態を監視し、所定の膜厚に到達した時に研磨終点時刻を予測し、研磨終点時刻に研磨パッドが所定温度に到達するようにガス噴射を制御することを特徴とする研磨方法。
【請求項7】
研磨パッドに向けて研磨パッドの温度を制御するガスを噴射するガス噴射部と、
前記ガス噴射部からのガス噴射流量又はガス噴射方向をPID制御する制御部と、
研磨中に被研磨面の研磨状態を監視するモニタとを有し、
前記制御部には制御温度と膜厚の関係を示すレシピが保存され、前記制御部と前記モニタは前記レシピに基づいて連動して膜厚に応じて制御温度を切り替えて研磨するように構成されている特徴とする研磨装置。
【請求項8】
上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持する基板を押圧接触させて該基板を研磨する研磨装置において、
前記研磨パッドにドライガスを供給して該研磨パッドを冷却する冷却装置と、
冷却する温度を調整する温度調整装置と、
前記冷却装置を洗浄する洗浄具とを有することを特徴とする研磨装置。
【請求項9】
前記冷却装置は、前記研磨パッドに向けてドライガスを噴出する冷却ノズル及び前記研磨パッドに向けてドライガスを吹き付ける冷却ファンの少なくとも一方からなることを特徴とする請求項8記載の研磨装置。
【請求項10】
前記研磨パッドの温度を検出する温度センサと、
前記温度センサの検出値を基に、前記冷却装置から前記研磨パッドに向けて供給するドライガスの量を制御する温度コントローラとを更に有することを特徴とする請求項7または8記載の研磨装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−148376(P2012−148376A)
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願番号】特願2011−9612(P2011−9612)
【出願日】平成23年1月20日(2011.1.20)
【出願人】(000000239)株式会社荏原製作所 (1,477)
【Fターム(参考)】
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願日】平成23年1月20日(2011.1.20)
【出願人】(000000239)株式会社荏原製作所 (1,477)
【Fターム(参考)】
[ Back to top ]