
研磨用構造体及びその製造方法
【課題】研磨用構造体には、被研磨物に対する良好な研磨性能を得るため、被研磨物に対する良好な密着性が要求されており、被研磨物に対する良好な密着性を発現し得る研磨用構造体を提供する。
【解決手段】伸張性基材11と、砥粒及びその結合剤を含む立体要素12と、前記伸張性基材11及び前記立体要素12を接合する樹脂層13と、を備える、研磨用構造体。
【解決手段】伸張性基材11と、砥粒及びその結合剤を含む立体要素12と、前記伸張性基材11及び前記立体要素12を接合する樹脂層13と、を備える、研磨用構造体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、研磨用構造体及びその製造方法に関する。
【背景技術】
【0002】
研磨用構造体として、特許文献1には型押研磨物品が、特許文献2及び3には可とう性研磨材物品が、それぞれ開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】国際公開第2003/057410号
【特許文献2】国際公開第2002/076678号
【特許文献3】米国特許出願第2007/0066186号
【発明の概要】
【発明が解決しようとする課題】
【0004】
研磨用構造体には、被研磨物に対する良好な研磨性能を得るため、被研磨物に対する良好な密着性が要求されている。
【課題を解決するための手段】
【0005】
本発明の一側面は、伸張性基材と、砥粒及びその結合剤を含む立体要素と、上記伸張性基材及び前記立体要素を接合する樹脂層と、を備える、研磨用構造体に関するものである。
【0006】
一実施形態において、上記樹脂層は、芯材なしでも連続層を形成できる樹脂からなる層であり得る。この形態においては、樹脂層が芯材に制限されることなく、伸張性基材に追従して屈曲、伸張し得る。そのため、この形態によれば、凹凸や曲面等を有する被研磨物に対して優れた密着性を有する、研磨用構造体が得られる。
【0007】
一実施形態において、上記樹脂層は、25℃における弾性率が1.0×106〜1.0×108Paの樹脂からなる層であり得る。この形態において、上記樹脂は、単独で伸張性基材と立体要素とを接合し得る樹脂であって、該樹脂からなる層は、伸張性基材に追従して十分に屈曲、伸張し得る。そのため、この形態によれば、凹凸や曲面を有する被研磨物に対して優れた密着性を有する、研磨用構造体が得られる。
【0008】
一実施形態において、上記樹脂層は、25℃においてタックを有する。
【0009】
一実施形態において、上記樹脂層は、フィルム形状を成して上記伸張性基材及び上記立体要素と接合されていてもよい。この形態においては、樹脂層が伸張性基材の表面形状に沿って一定の厚さで形成され得るため、その樹脂層上に形成される立体要素は、伸張性基材の表面形状に沿って配置され得る。そのため、この形態によれば、伸張性基材の表面形状に適合する被研磨物に対して優れた密着性を有する、研磨用構造体が得られる。
【0010】
また、本発明の一側面は、上記研磨用構造体を製造する方法に関するものである。この製造方法は、複数配置された凹部を有する鋳型に、砥粒及び硬化性樹脂を含む研磨材組成物を充填する充填工程と、上記鋳型に充填された上記研磨材組成物を、上記樹脂層に接着させる接着工程と、上記研磨材組成物を硬化して、上記樹脂層上に上記砥粒を含む立体要素を形成する硬化工程と、を備える。
【0011】
また、他の実施形態において、上記伸張性基材は、上記樹脂層側の面に空隙部を有していてもよく、上記空隙部は、上記樹脂層を構成する樹脂で充填されていてもよい。この実施形態においては、樹脂層と伸張性基材とが強く接合しているため、研磨過程における樹脂層と伸張性基材との剥離が生じ難い。そのため、この形態に係る研磨用構造体は、被研磨物に対してより強く押し当てて密着させ、使用し得る。
【0012】
本発明の一側面は、上記研磨用構造体を製造する方法に関する。この製造方法は、上記伸張性基材の一面上に、上記空隙部を充填するように、硬化性の樹脂組成物を塗布する塗布工程と、上記塗布工程で塗布された上記樹脂組成物を硬化して、該樹脂組成物の硬化物からなる樹脂層を形成する樹脂層形成工程と、複数配置された凹部を有する鋳型に、砥粒及び硬化性樹脂を含む研磨材組成物を充填する充填工程と、上記鋳型に充填された上記研磨材組成物を、上記樹脂層に接着させる接着工程と、上記研磨材組成物を硬化して、上記樹脂層上に上記砥粒を含む立体要素を形成する硬化工程と、を備える。
【0013】
本発明の一側面は、上記研磨用構造体を製造する他の方法に関する。この製造方法は、複数配置された凹部を有する鋳型に、砥粒及び硬化性樹脂を含む研磨材組成物を充填する第一充填工程と、上記研磨材組成物が充填された上記鋳型に、硬化性の樹脂組成物をさらに充填する第二充填工程と、上記鋳型に充填された樹脂組成物を、上記伸張性基材の一面上に接着させるとともに、上記伸張性基材の上記空隙部に上記樹脂組成物を充填する接着工程と、上記樹脂組成物及び上記研磨材組成物を硬化して、上記伸張性基材の一面上に、上記樹脂組成物の硬化物からなる樹脂層及び上記砥粒を含む立体要素を形成する硬化工程と、を備える。
【発明の効果】
【0014】
本発明によれば、被研磨物に対する良好な密着性を発現し得る研磨用構造体が提供される。
【図面の簡単な説明】
【0015】
【図1】本発明の研磨用構造体の一実施形態を示す模式断面図である。
【図2】本発明の研磨用構造体の一実施形態を示す模式断面図である。
【図3】本発明の研磨用構造体の製造方法の一実施形態を示す図である。
【図4】本発明の研磨用構造体の一実施形態を示す模式断面図である。
【図5】本発明の研磨用構造体の一実施形態を示す模式断面図である。
【図6】本発明の研磨用構造体の製造方法の一実施形態を示す図である。
【図7】本発明の研磨用構造体の製造方法の一実施形態を示す図である。
【発明を実施するための形態】
【0016】
以下、図面を参照しながら本発明の実施形態について詳細に説明するが、本発明は以下の実施形態に限定されるものではない。なお、以下の説明では、同一又は相当要素には同一符号を付し、重複する説明は省略する。
【0017】
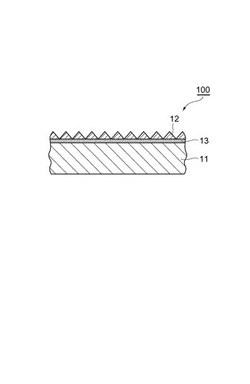
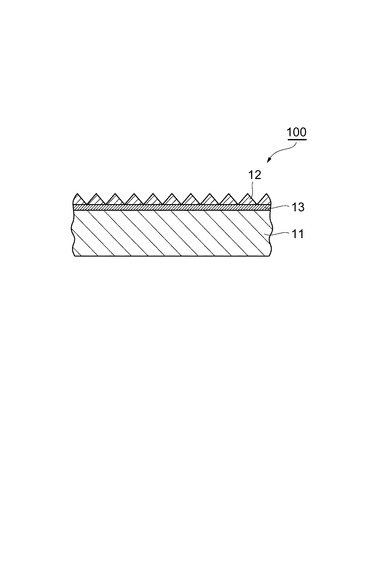
図1は、本発明の研磨用構造体の一実施形態を示す模式断面図である。研磨用構造体100は、伸張性基材11と、砥粒及びその結合剤を含む立体要素12と、伸張性基材11及び立体要素12を接合する樹脂層13と、を備える。
【0018】
研磨用構造体100は、立体要素12が形成された研磨面で被研磨物を研磨するために用いられる。
【0019】
伸張性基材11は、伸張性を有する基材であって、被研磨物の形状に応じて変形し得る基材である。伸張性を有するとは、JIS K 6275における伸び10%〜350%を有することをいう。伸張性基材11としては、ゴム基材、スポンジ基材、紙、布等を用いることができる。望ましい伸びは100%〜200%であり、ゴム基材としては、例えば、イソプレンゴム、ブタジエンゴム、スチレンブタジエンゴム、クロロプレンゴム、アクリロニトリルブタジエンゴム、ブチルゴム、エチレンプロピレンゴム、ウレタンゴム、シリコーンゴム、クロロスルフォン化ゴム、アクリルゴム、フッ素ゴム等のゴム成分からなる基材が挙げられる。
【0020】
また、ゴム基材としては、発泡ゴムからなる基材を用いることもできる。発泡ゴムとしては、連続気泡構造の発泡ゴム、独立気泡構造の発泡ゴム等が挙げられる。
【0021】
スポンジ基材としては、例えば、ポリウレタンフォーム、ポリエチレンフォーム、メラミンフォーム等からなる基材が挙げられる。
【0022】
研磨用構造体100において、樹脂層13は芯材を有していも有していなくても良く、好ましくは芯材なしでも連続層を形成できる樹脂からなる層である。
【0023】
樹脂層13が芯材を有しない場合、樹脂層13は芯材に制限されることなく、伸張性基材11に追従して十分に屈曲、伸張し得る。そのため、樹脂層13を備える研磨用構造体100は、凹凸や曲面を有する被研磨物に対して一層優れた密着性を有する。
【0024】
また、樹脂層が芯材を含むと、繰り返しの屈曲や伸張によって、芯材によれや破断が生じて研磨面の均一性が損なわれるおそれがあるが、樹脂層13が芯材を含まずに形成されていると、繰り返しの屈曲や伸張によっても安定して研磨性能を維持することができる。
【0025】
また、研磨用構造体100において、樹脂層13は、25℃における弾性率が1.0×106〜1.0×108Paである樹脂からなる層である。このような樹脂は、単独で伸張性基材11と立体要素12とを接合し得る樹脂であって、該樹脂からなる樹脂層13は、伸張性基材11に追従して十分に屈曲、伸張し得る。そのため、このような樹脂層13を備える研磨用構造体100は、凹凸や曲面を有する被研磨物に対して優れた密着性を有する。
【0026】
また、研磨用構造体100において、樹脂層13は、フィルム形状を成して伸張性基材11及び立体要素12と接合されている。このような樹脂層13は、伸張性基材11の表面形状に沿って一定の厚さで形成されるため、その樹脂層13上に形成される立体要素12が、伸張性基材11の表面形状に沿って配置されることとなる。そのため、このような樹脂層13を備える研磨用構造体100は、伸張性基材11の表面形状に適合する被研磨物に対して優れた密着性を有する。
【0027】
樹脂層13は、25℃においてタックを有することが好ましい。樹脂層13のタックは、ボールタック測定においてNo.5以上(JIS Z 0237に準拠)であることが好ましい。
【0028】
樹脂層13を構成する樹脂としては、アクリル系粘着剤、ゴム系、シリコン系、ウレタン系、ポリエステル系等が挙げられ、これらのうちアクリル系粘着剤が好ましい。
【0029】
樹脂層13は、例えば、支持体と該支持体上に設けられたアクリル系粘着剤からなる粘着剤層とを備える転写テープを、伸張性基材11上に貼付し、支持体を剥離して粘着剤層を伸張性基材11上に転写することで、形成されたものであってよい。
【0030】
研磨用構造体100において、立体要素12は、被研磨物を研磨するための砥粒と、該砥粒を結着する結合剤と、を含む。
【0031】
砥粒の例としては、ダイヤモンド、立方晶窒化ボロン、酸化セリウム、溶融酸化アルミニウム、熱処理酸化アルミニウム、ゾルゲル法に由来した酸化アルミニウム、シリコンカーバイド、酸化クロム、シリカ、ジルコニア、アルミナジルコニア、酸化鉄、ガーネット等が挙げられ、これらの混合物であってもよい。
【0032】
砥粒の寸法は、砥粒の種類や研磨用途に依存して変化する。例えば、その寸法は、最終仕上げ研磨では、好ましくは0.01〜2μm、より好ましくは0.01〜0.5μm、さらに好ましくは0.01〜0.1μmであり、粗研磨では、好ましくは0.5〜100μm、より好ましくは0.5〜50μmである。
【0033】
結合剤は、砥粒を分散させるマトリックスであり、例えば、フェノール樹脂、アミノプラスト樹脂、ウレタン樹脂、エポキシ樹脂、アクリレート樹脂、アクリレート化イソシアヌレート樹脂、尿素−ホルムアルデヒド樹脂、イソシアヌレート樹脂、アクリレート化ウレタン樹脂、アクリレート化エポキシ樹脂、これらの混合物等を含有する。
【0034】
図1において、立体要素12は、断面において三角形をなす形状として記載したが、立体要素12の形状は必ずしもそれに限定されるものではない。立体要素12の形状は、被研磨物の種類や研磨用途に応じて、公知の形状から適宜選択することができる。
【0035】
また、立体要素12は多層構造を有していてもよい。具体的には、例えば、後述する図4に示す研磨用構造体120における立体要素42と同様に、砥粒及びその結合剤からなる研磨材層と該研磨材層を支持する支持層とを有していてもよい。
【0036】
研磨用構造体100は、立体要素12を複数有している。複数存在する立体要素12の形状は、それぞれ同一であっても異なっていてもよい。
【0037】
研磨用構造体100において、複数の立体要素12は各々独立して樹脂層13と接合されていることが好ましい。このような研磨用構造体100は、複数の立体要素12が一体となって形成されている場合と比較して、屈曲及び伸張させやすく、屈曲及び伸張による立体要素12の破損も生じ難くなる。
【0038】
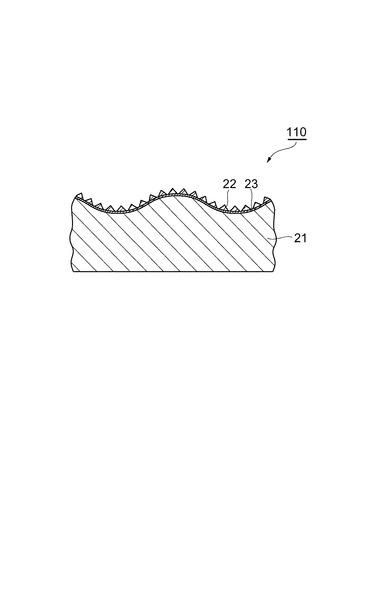
次いで、図2に示す研磨用構造体110について説明する。図2は、本発明の研磨用構造体の一実施形態を示す模式断面図である。研磨用構造体110は、伸張性基材21と、砥粒及びその結合剤を含む立体要素22と、伸張性基材21及び立体要素22を接合する樹脂層33と、を備える。なお、以下の説明では、研磨用構造体100の伸張性基材11、立体要素12及び樹脂層13と重複する部分の説明については省略する。
【0039】
研磨用構造体110において、伸張性基材21は、波状の表面を有しており、この波状の表面に沿って樹脂層23が形成されている。
【0040】
伸張性基材21の表面形状は、被研磨物の形状や研磨用途に応じて、適宜選択することができる。例えば、被研磨物が曲面を有する場合に、伸張性基材21の当該曲面と適合する波状の表面を有するものとすることができる。これにより、研磨用構造体110は、凹凸や曲面を有する被研磨物に対して一層優れた密着性を有するものとすることができる。
【0041】
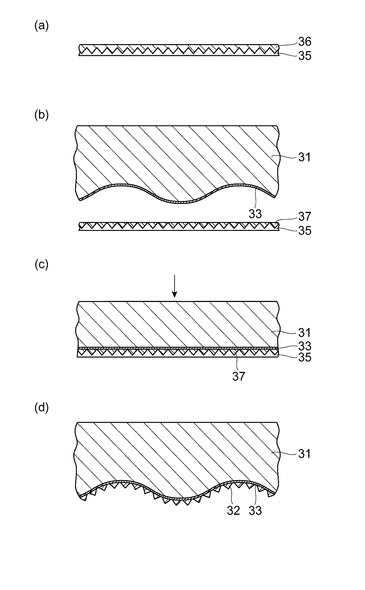
図3は、本発明の研磨用構造体の製造方法の一実施形態を示す図である。
【0042】
本実施形態に係る製造方法は、複数配置された凹部を有する鋳型35に、砥粒及び硬化性樹脂を含む研磨材組成物37を充填する充填工程と、鋳型35に充填された研磨材組成物37を樹脂層33に接着させる接着工程と、研磨材組成物37を硬化して樹脂層33上に砥粒を含む立体要素32を形成する硬化工程と、を備える。
【0043】
充填工程では、図3(b)に示すように、鋳型35に研磨材組成物37を充填する。鋳型35としては、所望の立体要素32の形状に応じた凹部を有するものが選択される。鋳型35の材質等は特に制限されず、例えば、ポリプロピレン製のフィルム状の鋳型等を用いることができる。
【0044】
研磨材組成物37は、硬化工程で硬化されて立体要素32を形成する組成物であり、砥粒及び硬化性樹脂を含有する。ここで硬化性樹脂は、硬化工程により上述の結合剤を形成し得る成分である。
【0045】
充填工程は、例えば、図(a)に示すように、砥粒、硬化性樹脂及び溶剤を含む研磨材塗布液36を鋳型35に充填する工程と、鋳型35に充填された研磨材塗布液36から、溶剤の少なくとも一部を除去する工程と、を経て研磨材組成物37を鋳型35に充填する工程であってもよい。このような充填工程によれば、鋳型35の凹部に均一に研磨材組成物37を充填することができる。
【0046】
溶剤としては、イソプロパノールのようなアルコール系、メチルエチルケトンのようなケトン系、トルエンのような芳香族系、プロピレングリコールモノメチルエーテルのようなエーテル系、酢酸エチルのようなエステル系等が挙げられる。溶剤の除去は、例えば加熱によって溶媒を揮発させて行うことができる。
【0047】
接着工程では、充填工程で鋳型35に充填された研磨材組成物37を樹脂層33に接着させる。なお、図3に示す製造方法において、樹脂層33の一方面上には伸張性基材31が貼付されている。すなわち、接着工程は、一方面上に伸張性基材31が貼付された樹脂層33の他方面側に、研磨材組成物37を接着する接着工程、ということもできる。
【0048】
ここで伸張性基材31は、波状の表面を有するものとして記載したが、本実施形態に係る製造方法は、伸張性基材31の表面形状により限定されるものではない。
【0049】
樹脂層33は伸張性基材31の表面形状に沿って形成されている。そのため、接着工程では、樹脂層33と鋳型35と密着させるため、図3(c)に示すように、伸張性基材31及び樹脂層33を鋳型35に押圧することが好ましい。押圧は、例えばオートクレーブを用いて行うことができる。この場合、研磨材組成物37はすでに硬化したものであってもよい。
【0050】
硬化工程では、伸張性基材31及び樹脂層33を鋳型35に押圧した状態で研磨材組成物37を硬化して、樹脂層33上に立体要素32を形成する。
【0051】
研磨材組成物37の硬化方法は、研磨材組成物37が含有する硬化性樹脂の種類等に応じて適宜選択でき、例えば、加熱により硬化する方法、光照射により硬化する方法、加熱及び光照射を併用した硬化方法等が挙げられる。
【0052】
硬化工程の後、鋳型35を取外すことで、図3(d)に示す伸張性基材31、樹脂層33及び立体要素32を備える研磨用構造体が得られる。
【0053】
なお、上記実施形態では、接着工程を一方面上に伸張性基材31が貼付された樹脂層33の他方面側に、研磨材組成物37を接着する工程としたが、接着工程は、伸張性基材31が貼付されていない樹脂層33に、研磨材組成物37を接着させる工程であってもよい。この場合、硬化工程の後に、一方面上に立体要素32が形成された樹脂層33の他方面側に、伸張性基材31を貼付する貼付工程をさらに備えることができる。
【0054】
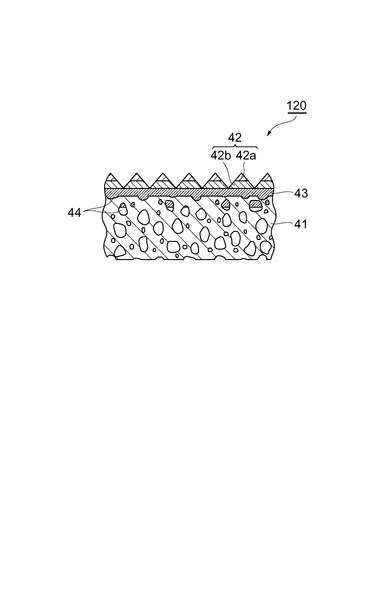
次いで、図4に示す研磨用構造体120について説明する。図4は、本発明の研磨用構造体の一実施形態を示す模式断面図である。
【0055】
研磨用構造体120は、伸張性基材41と、砥粒及びその結合剤を含む立体要素42と、伸張性基材41及び立体要素42とを接合する樹脂層43とを有する。
【0056】
研磨用構造体120において、伸張性基材41は、樹脂層43側の面に空隙部44を有しており、空隙部44の少なくとも一部は樹脂層43を構成する樹脂で充填されている。このような研磨用構造体120は、樹脂層43と伸張性基材41とが強く接合しているため、研磨工程における樹脂層43と伸張性基材41との剥離が生じ難い。そのため研磨用構造体120は、被研磨物に対してより強く押し当てて密着させ、使用し得る。
【0057】
伸張性基材41は、伸張性を有する基材であって被研磨物の形状に応じて変形し得る基材であり、すくなくとも樹脂層43側の面において空隙部44を有する。このような伸張性基材41としては、発泡ゴム基材、スポンジ基材等を用いることが好ましい。
【0058】
樹脂層43を構成する樹脂としては、伸張性基材41を構成する材料との親和性に優れる樹脂を選択することが好ましい。すなわち、例えば伸張性基材41がポリウレタンフォームである場合、樹脂層43は、ウレタン結合を有する樹脂を含有することが好ましい。これにより、樹脂層43と伸張性基材41との接合が一層強くなる。
【0059】
研磨用構造体120において、樹脂層43の立体要素42が形成される側の面は、伸張性基材41の表面形状に関わらず、平滑な面となっている。そのため、研磨用構造体120は、樹脂層43上に形成される立体要素42によって均一な研磨面が形成されており、平面形状を有する被研磨物に対して良好な密着性を有する。
【0060】
樹脂層43はポリウレタンフィルムのような芯材を含まないことが好ましい。樹脂層が芯材を含むと、研磨過程において樹脂層の一部に欠損等が生じた際に、欠損部分の芯材が欠損部分以外の樹脂層ごと剥離して、継続した使用が困難となるおそれがある。これに対して、樹脂層43が芯材を含まない場合、樹脂層43の一部に欠損が生じても欠損部分のみが剥離するにとどまり、欠損部分以外で研磨を継続することができる。
【0061】
立体要素42は、砥粒及びその結合剤を含む。砥及び結合剤としては、立体要素12における砥粒及び結合剤と同じものが例示できる。
【0062】
図4において複数の立体要素42は各々独立して樹脂層43上に形成されているように記載されているが、研磨用構造体120において、立体要素42は一体となって形成されていてもよい。
【0063】
研磨用構造体120において、立体要素42は、砥粒及びその結合剤からなる研磨材層42aと、樹脂層43と接合して研磨材層42aを支持する支持層42bとを有し、支持層42bは、例えば、アクリル系接着剤の硬化物からなる層とすることができる。
【0064】
支持層42bがアクリル系接着剤の硬化物からなる層であるとき、樹脂層43はアクリル樹脂を含有することが好ましい。これにより支持層42bと樹脂層43との接合が一層強固なものとなる。
【0065】
すなわち、研磨用構造体120の好適な組成例において、伸張性基材41はポリウレタンフォームであり、樹脂層43はウレタン結合を有するアクリル樹脂を含有し、立体要素42の支持層42bはアクリル系接着剤の硬化物からなる層である。
【0066】
なお、研磨用構造体120において、立体要素42は、上述の立体要素12等と同様に砥粒及びその結合剤を含む単層構造であってもよい。
【0067】
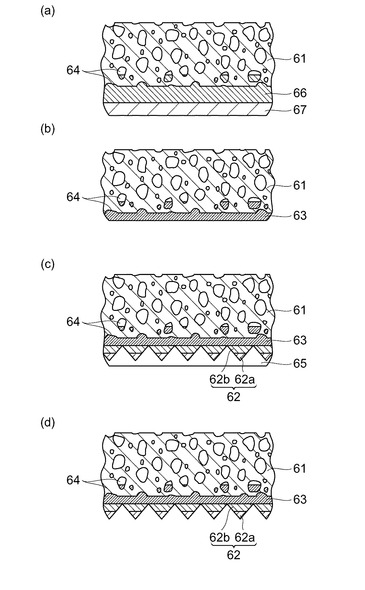
図6は、研磨用構造体120の製造方法の一形態を示す図である。本形態に係る製造方法は、伸張性基材61の一面上に、空隙部64を充填するように硬化性の樹脂組成物66を塗布する塗布工程と、塗布工程で塗布された樹脂組成物66を硬化して、該樹脂組成物66の硬化物からなる樹脂層63を形成する樹脂層形成工程と、複数配置された凹部を有する鋳型65に、砥粒及び硬化性樹脂を含む研磨材組成物67を充填する充填工程と、鋳型65に充填された研磨材組成物67を、樹脂層63に接着させる接着工程と、研磨材組成物67を硬化して、樹脂層63上に砥粒を含む立体要素62を形成する硬化工程と、を備える。
【0068】
塗布工程では、例えば図6(a)に示すように、ポリエステルフィルム等の支持フィルム68上に塗布された硬化性の樹脂組成物66に伸張性基材61をラミネートして行うことができる。このときラミネートの圧力を適宜調整することで、伸張性基材61の空隙部64に樹脂組成物66が充填される。
【0069】
支持フィルム68は、樹脂層形成工程の後に剥離しやすいように、剥離処理が施されたフィルムであることが好ましい。また、支持フィルム68は、樹脂層形成工程で光照射による硬化が可能となるように、光透過性を有していることが好ましい。
【0070】
樹脂層形成工程において、樹脂層63の伸張性基材61と反対側の面(立体要素62が形成される側の面)の形状は、支持フィルム68の表面形状を反映する。そのため、支持フィルム68としては、平滑な表面を有する支持フィルムが好ましい。
【0071】
樹脂組成物66は、硬化により樹脂層63を形成する組成物である。樹脂組成物66は、例えば、ヒドロキシル基を有するアクリルモノマーと、ウレタンプレポリマーと、重合開始剤と、を含有することができる。このような樹脂組成物66によれば、ウレタン結合を有するアクリル樹脂を含有する樹脂層63が形成される。
【0072】
ヒドロキシル基を有するアクリルモノマーとしては、エポキシ(メタ)アクリレート、カプロラクトン(メタ)アクリレート、トリス(2−ヒドロキシエチル)イソシアヌレートジ(メタ)アクリレート、ヒドロキシエチル(メタ)アクリレート、ヒドロキシブチル(メタ)アクリレート、ヒドロキシプロピル(メタ)アクリレート、ジペンタエリスリトールモノヒドロキシペンタ(メタ)アクリレート等が挙げられる。
【0073】
ウレタンプレポリマーは、2つ以上のイソシアネート基を有する化合物である。ウレタンプレポリマーとしては、例えば、トリレンジイソシアネート、ジフェニルメタンジイソシアネート、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、トリフェニルメタントリイソシアネート、イソホロンジイソシアネート等の多官能イソシアネート及びこれらと(ポリ)エチレングリコール、(ポリ)プロピレングリコール、(ポリ)テトラメチレングリコール、ポリカプロラクトンジオール、ポリカーボネートジオール、ポリエステルポリオール、トリメチロールプロパン等のポリオールとの反応生成物であって末端にイソシアネート基を有するウレタンオリゴマーが挙げられる。
【0074】
重合開始剤としては、2,2−ジメトキシ−1,2−ジフェニルエタン−1−オン、1−ヒドロキシ−シクロヘキシル−フェニル−ケトン、2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン、1−[4−(2−ヒドロキシエトキシ)−フェニル]−2−ヒドロキシ−2−メチル−1−プロパン−1−オン、2−メチル−1−(4−メチルチオフェニル)−2−モルフォリノプロパン−1−オン、2−ベンジル−2−ジメチルアミノ−1−(4−モルフォリノフェニル)−ブタノン−1、2−(ジメチルアミノ)−2−[(4−メチルフェニル)メチル]−1−[4−(4−モルホリニル)フェニル]−1−ブタノン、2,4,6−トリメチルベンゾイル−ジフェニル−フォスフィンオキサイド、ビス(2,4,6−トリメチルベンゾイル)−フェニルフォスフィンオキサイド、2−イソプロピルチオキサントン、ベンゾフェノン等を用いることができる。
【0075】
樹脂層形成工程では、樹脂組成物66を硬化して、樹脂組成物66の硬化物からなる樹脂層63を形成する。樹脂組成物66の硬化方法は特に制限されず、例えば、支持フィルム68側からの光照射により硬化することができる。
【0076】
充填工程では、図6(c)に示すように、鋳型65の凹部に、砥粒及び硬化性樹脂を含む研磨材組成物67を充填する。本形態に係る製造方法では、研磨材組成物67は、砥粒を含む第一の層67aと、第一の層67b上に設けられた第二の層67bと、を形成するように鋳型65の凹部に充填される。
【0077】
第一の層67aは、砥粒を含む研磨材層62aを形成する層であり、第二の層67bは、樹脂層63と接合して研磨材層62aを支持する支持層62bを形成する層である。
【0078】
第一の層67aは、硬化工程において、硬化により研磨材層62aにおける結合剤を形成し得る、第一の硬化性樹脂を含んでいてもよい。また、第一の層67aは、硬化工程の前に、既に第一の硬化性樹脂が硬化されていてもよい。
【0079】
第二の層67bは、硬化工程において硬化する、第二の硬化性樹脂を含む。第二の硬化性樹脂は、硬化工程により上述の支持層を形成する成分であり、好ましくはアクリル系接着剤である。
【0080】
ここで、第一の層67a及び第二の層67bを形成する方法としては、砥粒、第一の硬化性樹脂及び溶剤を含む研磨材層用塗液を鋳型65に充填する第一の塗液充填工程と、鋳型65に充填された研磨材用塗液から溶剤の少なくとも一部を除去する溶剤除去工程と、溶剤除去工程を経た鋳型65に、第二の硬化性樹脂を含む支持層用塗液をさらに充填する第二の塗液充填工程と、を含む方法が挙げられる。また、溶剤除去工程と第二の塗液充填工程の間に、第一の硬化性樹脂を硬化させる一次硬化工程が存在していてもよい。
【0081】
接着工程では、図6(c)に示すように、鋳型65に充填された研磨材組成物67を、樹脂層63に接着させる。そして、硬化工程では、研磨材組成物67を硬化して、樹脂層63上に砥粒を含む立体要素62を形成する。
【0082】
研磨材組成物67の硬化方法は、研磨材組成物67が含有する硬化性樹脂(第一の硬化性樹脂及び/又は第二の硬化性樹脂)の種類等に応じて適宜選択でき、例えば、加熱により硬化する方法、光照射により硬化する方法、加熱及び光照射を併用した硬化方法等が挙げられる。
【0083】
上述のとおり、本形態に係る製造方法では、樹脂層形成工程において、樹脂層63の伸張性基材61と反対側の面(立体要素62が形成される側の面)の形状は、支持フィルム68の表面形状を反映する。すなわち本形態に係る製造方法では、伸張性基材61の表面形状によらず、平滑な面を有する樹脂層63が形成される。そのため、本形態に係る製造方法により製造される研磨用構造体は、樹脂層63の平滑な面上に形成される立体要素62によって、均一な研磨面が形成されており、平坦面を有する被研磨物に対して良好な密着性を有するものとなる。
【0084】
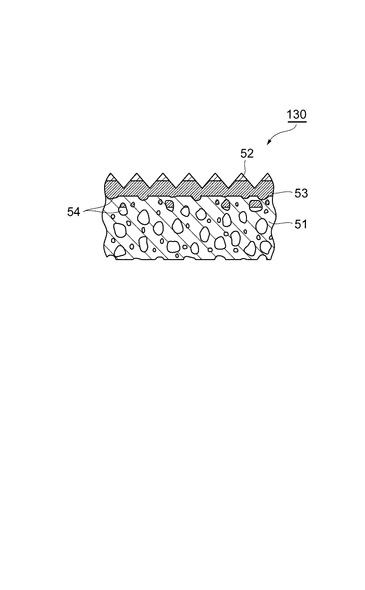
次いで、図5に示す研磨用構造体130について説明する。図5は、本発明の研磨用構造体の一実施形態を示す模式断面図である。
【0085】
研磨用構造体130は、伸張性基材51と、砥粒及びその結合剤を含む立体要素52と、伸張性基材51及び立体要素52とを接合する樹脂層53と、を有する。伸張性基材51は、樹脂層53側の面に空隙部54を有しており、当該空隙部54の少なくとも一部は樹脂層53を構成する樹脂で充填されている。なお、以下の説明では、研磨用構造体120の伸張性基材41、立体要素42及び樹脂層43と重複する部分についての説明は省略する。
【0086】
研磨用構造体130において、樹脂層53は一方面側で伸張性基材51と接合しており、他方面側で立体要素52と一体となって立体形状をなしている。
【0087】
研磨用構造体130における樹脂層53は、接着剤の硬化物からなる層であることが好ましく、アクリル系接着剤の硬化物からなる層であることがより好ましい。
【0088】
また、樹脂層53を構成する樹脂としては、伸張性基材51を構成する材料との親和性に優れる樹脂が好ましい。すなわち、例えば伸張性基材51がポリウレタンフォームである場合、樹脂層53は、ウレタン結合を有する樹脂を含有することが好ましい。これにより、樹脂層53と伸張性基材51との接合が一層強固なものとなる。
【0089】
樹脂層53としては、ヒドロキシル基を有するアクリルモノマーと、ウレタンプレポリマーと、重合開始剤と、を含有するアクリル系接着剤の硬化物からなる層が好ましい。このようなアクリル系接着剤の硬化物は、ウレタン結合を有し、ポリウレタンフォームとの親和性に優れる。
【0090】
ヒドロキシル基を有するアクリルモノマーとしては、エポキシ(メタ)アクリレート、カプロラクトン(メタ)アクリレート、トリス(2−ヒドロキシエチル)イソシアヌレートジ(メタ)アクリレート、ヒドロキシエチル(メタ)アクリレート、ヒドロキシブチル(メタ)アクリレート、ヒドロキシプロピル(メタ)アクリレート、ジペンタエリスリトールモノヒドロキシペンタ(メタ)アクリレート等が挙げられる。
【0091】
また、ウレタンプレポリマーとしては、例えば、トリレンジイソシアネート、ジフェニルメタンジイソシアネート、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、トリフェニルメタントリイソシアネート、イソホロンジイソシアネート等の多官能イソシアネート及びこれらと(ポリ)エチレングリコール、(ポリ)プロピレングリコール、(ポリ)テトラメチレングリコール、ポリカプロラクトンジオール、ポリカーボネートジオール、ポリエステルポリオール、トリメチロールプロパン等のポリオールとの反応生成物であって末端にイソシアネート基を有するウレタンオリゴマーが挙げられる。
【0092】
また、重合開始剤としては、2,2−ジメトキシ−1,2−ジフェニルエタン−1−オン、1−ヒドロキシ−シクロヘキシル−フェニル−ケトン、2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン、1−[4−(2−ヒドロキシエトキシ)−フェニル]−2−ヒドロキシ−2−メチル−1−プロパン−1−オン、2−メチル−1−(4−メチルチオフェニル)−2−モルフォリノプロパン−1−オン、2−ベンジル−2−ジメチルアミノ−1−(4−モルフォリノフェニル)−ブタノン−1、2−(ジメチルアミノ)−2−[(4−メチルフェニル)メチル]−1−[4−(4−モルホリニル)フェニル]−1−ブタノン、2,4,6−トリメチルベンゾイル−ジフェニル−フォスフィンオキサイド、ビス(2,4,6−トリメチルベンゾイル)−フェニルフォスフィンオキサイド、2−イソプロピルチオキサントン、ベンゾフェノン等を用いることができる。
【0093】
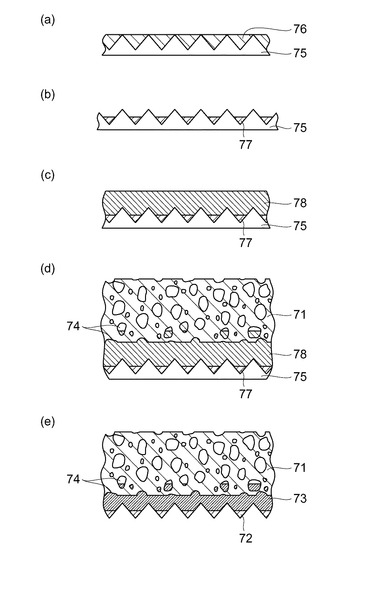
図7は、研磨用構造体130の製造方法の一形態を示す図である。本形態に係る製造方法は、複数配置された凹部を有する鋳型75に、砥粒及び硬化性樹脂を含む研磨材組成物77を充填する第一充填工程と、研磨材組成物77が充填された鋳型75に、硬化性の樹脂組成物78をさらに充填する第二充填工程と、鋳型75に充填された樹脂組成物78を、伸張性基材71の一面上に接着させるとともに、伸張性基材71の空隙部74に樹脂組成物78を充填する接着工程と、樹脂組成物78及び研磨材組成物77を硬化して、伸張性基材71の一面上に、樹脂組成物78の硬化物からなる樹脂層73及び砥粒を含む立体要素72を形成する硬化工程と、を備える。
【0094】
第一充填工程では、図7(b)に示すように、研磨材組成物77が鋳型75に充填される。図7に示す製造方法では、砥粒、硬化性樹脂及び溶剤を含む研磨材塗布液76を鋳型75に充填する塗布液充填工程と、鋳型75に充填された研磨材塗布液76から溶剤の少なくとも一部を除去する溶剤除去工程と、を含む方法により、研磨材組成物77が鋳型75に充填される。第一充填工程では、溶媒除去工程の後に、研磨材組成物77を仮硬化する仮硬化工程がさらに実施されてもよい。
【0095】
第二充填工程では、図7(c)に示すように、研磨材組成物77が充填された鋳型75に、硬化性の樹脂組成物78がさらに充填される。
【0096】
樹脂組成物78は、硬化して樹脂層73を構成する成分であり、好適にはアクリル系接着剤であり、より好適にはヒドロキシル基を有するアクリルモノマーとウレタンプレポリマーと重合開始剤とを含有するアクリル系接着剤である。接着工程において空隙部74に容易に樹脂組成物78を充填できることから、樹脂組成物78は液状であることが好ましい。
【0097】
接着工程では、図7(d)に示すように、鋳型75に充填された樹脂組成物78と伸張性基材71とが接着される。このとき、接着圧力を適宜調整することで、伸張性基材71の空隙部74に樹脂組成物78が十分に充填される。
【0098】
硬化工程は、樹脂組成物78及び研磨材組成物77を硬化して、図7(e)に示すように、伸張性基材71の一面上に樹脂層73及び立体要素72を形成する工程である。
【0099】
樹脂組成物78及び研磨材組成物77の硬化方法は、樹脂組成物78及び研磨材組成物77の種類等に応じて適宜選択でき、例えば、加熱により硬化する方法、光照射により硬化する方法、加熱及び光照射を併用した硬化方法等が挙げられる。
【0100】
本形態に係る製造方法では、樹脂層73の伸張性基材71と反対側の面(立体要素72が形成される側の面)の形状は、鋳型75の形状を反映した形状となる。そのため、本形態に係る製造方法によれば、伸張性基材61の表面形状によらず、均一な研磨面を有する研磨用構造体が形成される。このような研磨用構造体は、平坦面を有する被研磨物に対して良好な密着性を有する。
【0101】
以上、本発明の好適な実施形態について説明したが、本発明は上記実施形態に限定されるものではない。
【実施例】
【0102】
以下、実施例により本発明をより具体的に説明するが、本発明は実施例に限定されるものではない。
【0103】
(実施例1:研磨用構造体100の一態様の製造)
【0104】
伸張性基材として、スポンジ基材(イノアック社製、ポロン H−32、JIS K 6251による伸び 155%)を選択し、転写テープとしてアクリル系粘着剤からなる層を備える転写テープ(3M社製、468MP)を選択した。この転写テープはライナー層と樹脂層(アクリル系粘着剤からなる層)からなる転写テープである。スポンジ基材にこの転写テープをラミネートした後、ライナー層を剥離し、スポンジ基材に樹脂層を転写した。
【0105】
硬化性樹脂としてのフェノール樹脂25.9質量部、砥粒としてのダイアモンド粉44.5質量部、及び溶剤としてのイソプロパノール29.6質量部を混合し、研磨材塗布液を調製した。調製した研磨材塗布液を、コンマコーターを用いて、ポリプロピレン製の鋳型フィルム(ツーリングフィルム又は賦形フィルムともいう。)上に塗布した。次いで、100℃のオーブンでイソプロパノールを揮発させることにより、研磨材塗布液を乾燥させて、鋳型フィルムに研磨材組成物を充填した。
【0106】
研磨材組成物が充填された鋳型フィルムに、樹脂層が転写されたスポンジ基材をラミネートした。ラミネート後、90℃のオーブンで24時間加熱を行い、研磨材組成物を硬化させて、接着層と研磨材組成物とを接合させた。
【0107】
鋳型フィルムを剥離し、110℃のオーブンでさらに24時間加熱を行い、研磨材組成物をさらに硬化させた。これにより、スポンジ基材、研磨材組成物の硬化物からなる立体要素、及びこれらを接合する樹脂層そ備える研磨用構造体を得た。
【0108】
得られた研磨用構造体は、容易に屈曲や伸張させることができ、凹凸や曲面を有する被研磨物に対して優れた密着性を示した。また、屈曲や伸張させても研磨面のよれや破断が生じ難く、容易にもとの形状に回復するため、多様な被研磨物に対して繰り返し使用することができた。
【0109】
(実施例2:研磨用構造体110の一態様の製造)
伸張性基材として、波状の表面を有するスポンジ基材(3M社製)を選択し、転写テープとしてアクリル系延着剤からなる層を備える転写テープ(3M社製、468MP)を選択し、スポンジ基材に転写テープをラミネートして、スポンジ基材に樹脂層(アクリル系粘着剤からなる層)を転写した。
【0110】
トリメチロールプロパントリアクリレート(サートマー社製 SR351S)70質量部、トリス(2−ヒドロキシエチル)イソシアヌレートトリアクリレート(東亜合成社製 アロニックスM−315)30質量部、3−メタクリロキシプロピルトリメトキシシラン(信越シリコーン社製、KBM−503)3.6質量部、光硬化剤(チバ・ジャパン社製、Irgacure369)1.8質量部、砥粒としての酸化アルミニウム(南興セラミックス社製 A♯800)347.0質量部、及び溶剤としてのポリプロピレングリコールモノメチルエーテル193.9質量部を混合し、研磨材塗布液を調製した。調製した研磨材塗布液を、コンマコーターを用いて、ポリプロピレン製の鋳型フィルム上に塗布した。次いで、70℃のオーブンでポリプロピレングリコールモノメチルエーテルを揮発させることにより、研磨材塗布液を乾燥させて、鋳型フィルムに研磨材組成物を充填し、UV照射によって研磨材組成物を硬化させた。
【0111】
樹脂層が転写されたスポンジ基材を、研磨材組成物が充填された鋳型フィルムの上に置き、この一体を金属板で挟み、万力で押圧した。この状態で、オートクレーブにて50℃で30分加熱加圧した。その後、万力、金属板及び鋳型フィルムをはずして、スポンジ基材、研磨材組成物の硬化物からなる立体要素、及びこれらを接合する樹脂層を備える研磨用構造体を得た。
【0112】
得られた研磨用構造体において、樹脂層及び立体要素はスポンジ基材の波状の表面に追従して形成されており、スポンジ基材の表面形状に沿った研磨面が得られた。この研磨用構造体は、スポンジ基材の表面形状に適合する被研磨物に対して優れた密着性を示した。また、屈曲や伸張させても研磨面によれや破断が生じ難く、容易にもとの形状に回復するため、多様な被研磨物に対して繰り返し使用することができた。
【0113】
(実施例3:研磨用構造体120の一態様の製造)
離型処理を施したポリエステルフィルム(ピューレックスフィルム A54−50μm、帝人デュポンフィルム社製)の上に、ナイフコーターを使用して表1に記載の組成の硬化性樹脂組成物を塗布して、塗布層を形成した。塗布量は、173g/m2とした。この塗布層に、スポンジ基材としてのウレタンフォームシート(厚さ6mm、アキレス社製、質量320g/m2)をラミネートして、ポリエステルフィルム側から紫外線照射を行った。これにより、ウレタンフォームシートと硬化性樹脂組成物の硬化物とが結合し、一体として扱えるようになった。次いで、70℃で36時間加熱して、硬化性樹脂組成物をさらに硬化させ、樹脂層を形成した。
【0114】
次いで、表2に記載の組成の研磨材層用塗液を調製し、ナイフコーターによりポリプロピレン製の鋳型フィルム上に塗布し、溶剤を乾燥除去し、紫外線照射を行って、鋳型フィルムの凹部中に研磨材層を形成した。表3に記載の組成の支持層用塗液を調製し、鋳型フィルムの凹部中の研磨材層の上に塗布した。
【0115】
次いで、樹脂層が形成されたスポンジ基材を鋳型フィルムにラミネートして、70℃のオーブンで36時間加熱して、支持層用塗液を硬化させた。次いで、鋳型フィルムをはずして、スポンジ基材、硬化性樹脂組成物の硬化物からなる樹脂層、並びに研磨材層及び支持層からなる立体要素を備える、研磨用構造体を得た。
【0116】
得られた研磨用構造体において、樹脂層の立体要素が形成された側の面にはポリエステルフィルムの平滑な面形状が転写されており、樹脂層の平滑な面上に立体要素が精密に形成されていた。そのため、この研磨用構造体は、平坦面を有する被研磨物に対して良好な密着性を示した。
【0117】
【表1】

【0118】
【表2】
【0119】
【表3】
【0120】
(実施例4:研磨用構造体130の一態様の製造)
表4に記載の組成の研磨材塗布液を調製し、ナイフコーターによりポリプロピレン製の鋳型フィルム上に塗布し、溶剤を乾燥除去した、紫外線硬化を行って、鋳型フィルムの凹部に研磨材組成物を充填した。次いで、表5に記載の組成の硬化性樹脂組成物を調製し、研磨材組成物が充填された鋳型フィルム上に塗布して、塗布層を形成した。硬化性樹脂組成物の塗布量は、約210g/m2とした。
【0121】
この塗布層に、スポンジ基材としてのウレタンフォームシート(厚さ6mm、アキレス社製、質量320g/mm2)をラミネートして、鋳型フィルム側から紫外線照射を行った。これにより、ウレタンフォームシートと硬化性樹脂組成物の硬化物と研磨材組成物の硬化物とが結合し、一体として扱えるようになった。次いで、70℃で36時間加熱して、硬化性樹脂組成物及び研磨材組成物をさらに硬化させた。次いで、鋳型フィルムをはずして、スポンジ基材、硬化性樹脂組成物の硬化物からなる樹脂層、及び研磨材組成物の硬化物からなる立体要素を備える、研磨用構造体を得た。
【0122】
得られた研磨用構造体においては、樹脂層及び立体要素に鋳型フィルムの形状が転写されており、鋳型フィルムの形状に基づく均一な研磨面が形成されいた。そのため、この研磨用構造体は、平坦面を有する被研磨物に対して良好な密着性を示した。
【0123】
【表4】
【0124】
【表5】
【符号の説明】
【0125】
11,21,31,41,51,61,71…伸張性基材、12,22,32,42,52,62,72…立体要素、42a,62a…研磨材層、42b,62b…支持層、13,23,33,43,53,63,73…樹脂層、44,54,64,74…空隙部、35,65,75…鋳型、36,76…研磨材塗布液、66,78…樹脂組成物、37,67,77…研磨材組成物、68…支持フィルム、100,110,120,130…研磨用構造体。
【技術分野】
【0001】
本発明は、研磨用構造体及びその製造方法に関する。
【背景技術】
【0002】
研磨用構造体として、特許文献1には型押研磨物品が、特許文献2及び3には可とう性研磨材物品が、それぞれ開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】国際公開第2003/057410号
【特許文献2】国際公開第2002/076678号
【特許文献3】米国特許出願第2007/0066186号
【発明の概要】
【発明が解決しようとする課題】
【0004】
研磨用構造体には、被研磨物に対する良好な研磨性能を得るため、被研磨物に対する良好な密着性が要求されている。
【課題を解決するための手段】
【0005】
本発明の一側面は、伸張性基材と、砥粒及びその結合剤を含む立体要素と、上記伸張性基材及び前記立体要素を接合する樹脂層と、を備える、研磨用構造体に関するものである。
【0006】
一実施形態において、上記樹脂層は、芯材なしでも連続層を形成できる樹脂からなる層であり得る。この形態においては、樹脂層が芯材に制限されることなく、伸張性基材に追従して屈曲、伸張し得る。そのため、この形態によれば、凹凸や曲面等を有する被研磨物に対して優れた密着性を有する、研磨用構造体が得られる。
【0007】
一実施形態において、上記樹脂層は、25℃における弾性率が1.0×106〜1.0×108Paの樹脂からなる層であり得る。この形態において、上記樹脂は、単独で伸張性基材と立体要素とを接合し得る樹脂であって、該樹脂からなる層は、伸張性基材に追従して十分に屈曲、伸張し得る。そのため、この形態によれば、凹凸や曲面を有する被研磨物に対して優れた密着性を有する、研磨用構造体が得られる。
【0008】
一実施形態において、上記樹脂層は、25℃においてタックを有する。
【0009】
一実施形態において、上記樹脂層は、フィルム形状を成して上記伸張性基材及び上記立体要素と接合されていてもよい。この形態においては、樹脂層が伸張性基材の表面形状に沿って一定の厚さで形成され得るため、その樹脂層上に形成される立体要素は、伸張性基材の表面形状に沿って配置され得る。そのため、この形態によれば、伸張性基材の表面形状に適合する被研磨物に対して優れた密着性を有する、研磨用構造体が得られる。
【0010】
また、本発明の一側面は、上記研磨用構造体を製造する方法に関するものである。この製造方法は、複数配置された凹部を有する鋳型に、砥粒及び硬化性樹脂を含む研磨材組成物を充填する充填工程と、上記鋳型に充填された上記研磨材組成物を、上記樹脂層に接着させる接着工程と、上記研磨材組成物を硬化して、上記樹脂層上に上記砥粒を含む立体要素を形成する硬化工程と、を備える。
【0011】
また、他の実施形態において、上記伸張性基材は、上記樹脂層側の面に空隙部を有していてもよく、上記空隙部は、上記樹脂層を構成する樹脂で充填されていてもよい。この実施形態においては、樹脂層と伸張性基材とが強く接合しているため、研磨過程における樹脂層と伸張性基材との剥離が生じ難い。そのため、この形態に係る研磨用構造体は、被研磨物に対してより強く押し当てて密着させ、使用し得る。
【0012】
本発明の一側面は、上記研磨用構造体を製造する方法に関する。この製造方法は、上記伸張性基材の一面上に、上記空隙部を充填するように、硬化性の樹脂組成物を塗布する塗布工程と、上記塗布工程で塗布された上記樹脂組成物を硬化して、該樹脂組成物の硬化物からなる樹脂層を形成する樹脂層形成工程と、複数配置された凹部を有する鋳型に、砥粒及び硬化性樹脂を含む研磨材組成物を充填する充填工程と、上記鋳型に充填された上記研磨材組成物を、上記樹脂層に接着させる接着工程と、上記研磨材組成物を硬化して、上記樹脂層上に上記砥粒を含む立体要素を形成する硬化工程と、を備える。
【0013】
本発明の一側面は、上記研磨用構造体を製造する他の方法に関する。この製造方法は、複数配置された凹部を有する鋳型に、砥粒及び硬化性樹脂を含む研磨材組成物を充填する第一充填工程と、上記研磨材組成物が充填された上記鋳型に、硬化性の樹脂組成物をさらに充填する第二充填工程と、上記鋳型に充填された樹脂組成物を、上記伸張性基材の一面上に接着させるとともに、上記伸張性基材の上記空隙部に上記樹脂組成物を充填する接着工程と、上記樹脂組成物及び上記研磨材組成物を硬化して、上記伸張性基材の一面上に、上記樹脂組成物の硬化物からなる樹脂層及び上記砥粒を含む立体要素を形成する硬化工程と、を備える。
【発明の効果】
【0014】
本発明によれば、被研磨物に対する良好な密着性を発現し得る研磨用構造体が提供される。
【図面の簡単な説明】
【0015】
【図1】本発明の研磨用構造体の一実施形態を示す模式断面図である。
【図2】本発明の研磨用構造体の一実施形態を示す模式断面図である。
【図3】本発明の研磨用構造体の製造方法の一実施形態を示す図である。
【図4】本発明の研磨用構造体の一実施形態を示す模式断面図である。
【図5】本発明の研磨用構造体の一実施形態を示す模式断面図である。
【図6】本発明の研磨用構造体の製造方法の一実施形態を示す図である。
【図7】本発明の研磨用構造体の製造方法の一実施形態を示す図である。
【発明を実施するための形態】
【0016】
以下、図面を参照しながら本発明の実施形態について詳細に説明するが、本発明は以下の実施形態に限定されるものではない。なお、以下の説明では、同一又は相当要素には同一符号を付し、重複する説明は省略する。
【0017】
図1は、本発明の研磨用構造体の一実施形態を示す模式断面図である。研磨用構造体100は、伸張性基材11と、砥粒及びその結合剤を含む立体要素12と、伸張性基材11及び立体要素12を接合する樹脂層13と、を備える。
【0018】
研磨用構造体100は、立体要素12が形成された研磨面で被研磨物を研磨するために用いられる。
【0019】
伸張性基材11は、伸張性を有する基材であって、被研磨物の形状に応じて変形し得る基材である。伸張性を有するとは、JIS K 6275における伸び10%〜350%を有することをいう。伸張性基材11としては、ゴム基材、スポンジ基材、紙、布等を用いることができる。望ましい伸びは100%〜200%であり、ゴム基材としては、例えば、イソプレンゴム、ブタジエンゴム、スチレンブタジエンゴム、クロロプレンゴム、アクリロニトリルブタジエンゴム、ブチルゴム、エチレンプロピレンゴム、ウレタンゴム、シリコーンゴム、クロロスルフォン化ゴム、アクリルゴム、フッ素ゴム等のゴム成分からなる基材が挙げられる。
【0020】
また、ゴム基材としては、発泡ゴムからなる基材を用いることもできる。発泡ゴムとしては、連続気泡構造の発泡ゴム、独立気泡構造の発泡ゴム等が挙げられる。
【0021】
スポンジ基材としては、例えば、ポリウレタンフォーム、ポリエチレンフォーム、メラミンフォーム等からなる基材が挙げられる。
【0022】
研磨用構造体100において、樹脂層13は芯材を有していも有していなくても良く、好ましくは芯材なしでも連続層を形成できる樹脂からなる層である。
【0023】
樹脂層13が芯材を有しない場合、樹脂層13は芯材に制限されることなく、伸張性基材11に追従して十分に屈曲、伸張し得る。そのため、樹脂層13を備える研磨用構造体100は、凹凸や曲面を有する被研磨物に対して一層優れた密着性を有する。
【0024】
また、樹脂層が芯材を含むと、繰り返しの屈曲や伸張によって、芯材によれや破断が生じて研磨面の均一性が損なわれるおそれがあるが、樹脂層13が芯材を含まずに形成されていると、繰り返しの屈曲や伸張によっても安定して研磨性能を維持することができる。
【0025】
また、研磨用構造体100において、樹脂層13は、25℃における弾性率が1.0×106〜1.0×108Paである樹脂からなる層である。このような樹脂は、単独で伸張性基材11と立体要素12とを接合し得る樹脂であって、該樹脂からなる樹脂層13は、伸張性基材11に追従して十分に屈曲、伸張し得る。そのため、このような樹脂層13を備える研磨用構造体100は、凹凸や曲面を有する被研磨物に対して優れた密着性を有する。
【0026】
また、研磨用構造体100において、樹脂層13は、フィルム形状を成して伸張性基材11及び立体要素12と接合されている。このような樹脂層13は、伸張性基材11の表面形状に沿って一定の厚さで形成されるため、その樹脂層13上に形成される立体要素12が、伸張性基材11の表面形状に沿って配置されることとなる。そのため、このような樹脂層13を備える研磨用構造体100は、伸張性基材11の表面形状に適合する被研磨物に対して優れた密着性を有する。
【0027】
樹脂層13は、25℃においてタックを有することが好ましい。樹脂層13のタックは、ボールタック測定においてNo.5以上(JIS Z 0237に準拠)であることが好ましい。
【0028】
樹脂層13を構成する樹脂としては、アクリル系粘着剤、ゴム系、シリコン系、ウレタン系、ポリエステル系等が挙げられ、これらのうちアクリル系粘着剤が好ましい。
【0029】
樹脂層13は、例えば、支持体と該支持体上に設けられたアクリル系粘着剤からなる粘着剤層とを備える転写テープを、伸張性基材11上に貼付し、支持体を剥離して粘着剤層を伸張性基材11上に転写することで、形成されたものであってよい。
【0030】
研磨用構造体100において、立体要素12は、被研磨物を研磨するための砥粒と、該砥粒を結着する結合剤と、を含む。
【0031】
砥粒の例としては、ダイヤモンド、立方晶窒化ボロン、酸化セリウム、溶融酸化アルミニウム、熱処理酸化アルミニウム、ゾルゲル法に由来した酸化アルミニウム、シリコンカーバイド、酸化クロム、シリカ、ジルコニア、アルミナジルコニア、酸化鉄、ガーネット等が挙げられ、これらの混合物であってもよい。
【0032】
砥粒の寸法は、砥粒の種類や研磨用途に依存して変化する。例えば、その寸法は、最終仕上げ研磨では、好ましくは0.01〜2μm、より好ましくは0.01〜0.5μm、さらに好ましくは0.01〜0.1μmであり、粗研磨では、好ましくは0.5〜100μm、より好ましくは0.5〜50μmである。
【0033】
結合剤は、砥粒を分散させるマトリックスであり、例えば、フェノール樹脂、アミノプラスト樹脂、ウレタン樹脂、エポキシ樹脂、アクリレート樹脂、アクリレート化イソシアヌレート樹脂、尿素−ホルムアルデヒド樹脂、イソシアヌレート樹脂、アクリレート化ウレタン樹脂、アクリレート化エポキシ樹脂、これらの混合物等を含有する。
【0034】
図1において、立体要素12は、断面において三角形をなす形状として記載したが、立体要素12の形状は必ずしもそれに限定されるものではない。立体要素12の形状は、被研磨物の種類や研磨用途に応じて、公知の形状から適宜選択することができる。
【0035】
また、立体要素12は多層構造を有していてもよい。具体的には、例えば、後述する図4に示す研磨用構造体120における立体要素42と同様に、砥粒及びその結合剤からなる研磨材層と該研磨材層を支持する支持層とを有していてもよい。
【0036】
研磨用構造体100は、立体要素12を複数有している。複数存在する立体要素12の形状は、それぞれ同一であっても異なっていてもよい。
【0037】
研磨用構造体100において、複数の立体要素12は各々独立して樹脂層13と接合されていることが好ましい。このような研磨用構造体100は、複数の立体要素12が一体となって形成されている場合と比較して、屈曲及び伸張させやすく、屈曲及び伸張による立体要素12の破損も生じ難くなる。
【0038】
次いで、図2に示す研磨用構造体110について説明する。図2は、本発明の研磨用構造体の一実施形態を示す模式断面図である。研磨用構造体110は、伸張性基材21と、砥粒及びその結合剤を含む立体要素22と、伸張性基材21及び立体要素22を接合する樹脂層33と、を備える。なお、以下の説明では、研磨用構造体100の伸張性基材11、立体要素12及び樹脂層13と重複する部分の説明については省略する。
【0039】
研磨用構造体110において、伸張性基材21は、波状の表面を有しており、この波状の表面に沿って樹脂層23が形成されている。
【0040】
伸張性基材21の表面形状は、被研磨物の形状や研磨用途に応じて、適宜選択することができる。例えば、被研磨物が曲面を有する場合に、伸張性基材21の当該曲面と適合する波状の表面を有するものとすることができる。これにより、研磨用構造体110は、凹凸や曲面を有する被研磨物に対して一層優れた密着性を有するものとすることができる。
【0041】
図3は、本発明の研磨用構造体の製造方法の一実施形態を示す図である。
【0042】
本実施形態に係る製造方法は、複数配置された凹部を有する鋳型35に、砥粒及び硬化性樹脂を含む研磨材組成物37を充填する充填工程と、鋳型35に充填された研磨材組成物37を樹脂層33に接着させる接着工程と、研磨材組成物37を硬化して樹脂層33上に砥粒を含む立体要素32を形成する硬化工程と、を備える。
【0043】
充填工程では、図3(b)に示すように、鋳型35に研磨材組成物37を充填する。鋳型35としては、所望の立体要素32の形状に応じた凹部を有するものが選択される。鋳型35の材質等は特に制限されず、例えば、ポリプロピレン製のフィルム状の鋳型等を用いることができる。
【0044】
研磨材組成物37は、硬化工程で硬化されて立体要素32を形成する組成物であり、砥粒及び硬化性樹脂を含有する。ここで硬化性樹脂は、硬化工程により上述の結合剤を形成し得る成分である。
【0045】
充填工程は、例えば、図(a)に示すように、砥粒、硬化性樹脂及び溶剤を含む研磨材塗布液36を鋳型35に充填する工程と、鋳型35に充填された研磨材塗布液36から、溶剤の少なくとも一部を除去する工程と、を経て研磨材組成物37を鋳型35に充填する工程であってもよい。このような充填工程によれば、鋳型35の凹部に均一に研磨材組成物37を充填することができる。
【0046】
溶剤としては、イソプロパノールのようなアルコール系、メチルエチルケトンのようなケトン系、トルエンのような芳香族系、プロピレングリコールモノメチルエーテルのようなエーテル系、酢酸エチルのようなエステル系等が挙げられる。溶剤の除去は、例えば加熱によって溶媒を揮発させて行うことができる。
【0047】
接着工程では、充填工程で鋳型35に充填された研磨材組成物37を樹脂層33に接着させる。なお、図3に示す製造方法において、樹脂層33の一方面上には伸張性基材31が貼付されている。すなわち、接着工程は、一方面上に伸張性基材31が貼付された樹脂層33の他方面側に、研磨材組成物37を接着する接着工程、ということもできる。
【0048】
ここで伸張性基材31は、波状の表面を有するものとして記載したが、本実施形態に係る製造方法は、伸張性基材31の表面形状により限定されるものではない。
【0049】
樹脂層33は伸張性基材31の表面形状に沿って形成されている。そのため、接着工程では、樹脂層33と鋳型35と密着させるため、図3(c)に示すように、伸張性基材31及び樹脂層33を鋳型35に押圧することが好ましい。押圧は、例えばオートクレーブを用いて行うことができる。この場合、研磨材組成物37はすでに硬化したものであってもよい。
【0050】
硬化工程では、伸張性基材31及び樹脂層33を鋳型35に押圧した状態で研磨材組成物37を硬化して、樹脂層33上に立体要素32を形成する。
【0051】
研磨材組成物37の硬化方法は、研磨材組成物37が含有する硬化性樹脂の種類等に応じて適宜選択でき、例えば、加熱により硬化する方法、光照射により硬化する方法、加熱及び光照射を併用した硬化方法等が挙げられる。
【0052】
硬化工程の後、鋳型35を取外すことで、図3(d)に示す伸張性基材31、樹脂層33及び立体要素32を備える研磨用構造体が得られる。
【0053】
なお、上記実施形態では、接着工程を一方面上に伸張性基材31が貼付された樹脂層33の他方面側に、研磨材組成物37を接着する工程としたが、接着工程は、伸張性基材31が貼付されていない樹脂層33に、研磨材組成物37を接着させる工程であってもよい。この場合、硬化工程の後に、一方面上に立体要素32が形成された樹脂層33の他方面側に、伸張性基材31を貼付する貼付工程をさらに備えることができる。
【0054】
次いで、図4に示す研磨用構造体120について説明する。図4は、本発明の研磨用構造体の一実施形態を示す模式断面図である。
【0055】
研磨用構造体120は、伸張性基材41と、砥粒及びその結合剤を含む立体要素42と、伸張性基材41及び立体要素42とを接合する樹脂層43とを有する。
【0056】
研磨用構造体120において、伸張性基材41は、樹脂層43側の面に空隙部44を有しており、空隙部44の少なくとも一部は樹脂層43を構成する樹脂で充填されている。このような研磨用構造体120は、樹脂層43と伸張性基材41とが強く接合しているため、研磨工程における樹脂層43と伸張性基材41との剥離が生じ難い。そのため研磨用構造体120は、被研磨物に対してより強く押し当てて密着させ、使用し得る。
【0057】
伸張性基材41は、伸張性を有する基材であって被研磨物の形状に応じて変形し得る基材であり、すくなくとも樹脂層43側の面において空隙部44を有する。このような伸張性基材41としては、発泡ゴム基材、スポンジ基材等を用いることが好ましい。
【0058】
樹脂層43を構成する樹脂としては、伸張性基材41を構成する材料との親和性に優れる樹脂を選択することが好ましい。すなわち、例えば伸張性基材41がポリウレタンフォームである場合、樹脂層43は、ウレタン結合を有する樹脂を含有することが好ましい。これにより、樹脂層43と伸張性基材41との接合が一層強くなる。
【0059】
研磨用構造体120において、樹脂層43の立体要素42が形成される側の面は、伸張性基材41の表面形状に関わらず、平滑な面となっている。そのため、研磨用構造体120は、樹脂層43上に形成される立体要素42によって均一な研磨面が形成されており、平面形状を有する被研磨物に対して良好な密着性を有する。
【0060】
樹脂層43はポリウレタンフィルムのような芯材を含まないことが好ましい。樹脂層が芯材を含むと、研磨過程において樹脂層の一部に欠損等が生じた際に、欠損部分の芯材が欠損部分以外の樹脂層ごと剥離して、継続した使用が困難となるおそれがある。これに対して、樹脂層43が芯材を含まない場合、樹脂層43の一部に欠損が生じても欠損部分のみが剥離するにとどまり、欠損部分以外で研磨を継続することができる。
【0061】
立体要素42は、砥粒及びその結合剤を含む。砥及び結合剤としては、立体要素12における砥粒及び結合剤と同じものが例示できる。
【0062】
図4において複数の立体要素42は各々独立して樹脂層43上に形成されているように記載されているが、研磨用構造体120において、立体要素42は一体となって形成されていてもよい。
【0063】
研磨用構造体120において、立体要素42は、砥粒及びその結合剤からなる研磨材層42aと、樹脂層43と接合して研磨材層42aを支持する支持層42bとを有し、支持層42bは、例えば、アクリル系接着剤の硬化物からなる層とすることができる。
【0064】
支持層42bがアクリル系接着剤の硬化物からなる層であるとき、樹脂層43はアクリル樹脂を含有することが好ましい。これにより支持層42bと樹脂層43との接合が一層強固なものとなる。
【0065】
すなわち、研磨用構造体120の好適な組成例において、伸張性基材41はポリウレタンフォームであり、樹脂層43はウレタン結合を有するアクリル樹脂を含有し、立体要素42の支持層42bはアクリル系接着剤の硬化物からなる層である。
【0066】
なお、研磨用構造体120において、立体要素42は、上述の立体要素12等と同様に砥粒及びその結合剤を含む単層構造であってもよい。
【0067】
図6は、研磨用構造体120の製造方法の一形態を示す図である。本形態に係る製造方法は、伸張性基材61の一面上に、空隙部64を充填するように硬化性の樹脂組成物66を塗布する塗布工程と、塗布工程で塗布された樹脂組成物66を硬化して、該樹脂組成物66の硬化物からなる樹脂層63を形成する樹脂層形成工程と、複数配置された凹部を有する鋳型65に、砥粒及び硬化性樹脂を含む研磨材組成物67を充填する充填工程と、鋳型65に充填された研磨材組成物67を、樹脂層63に接着させる接着工程と、研磨材組成物67を硬化して、樹脂層63上に砥粒を含む立体要素62を形成する硬化工程と、を備える。
【0068】
塗布工程では、例えば図6(a)に示すように、ポリエステルフィルム等の支持フィルム68上に塗布された硬化性の樹脂組成物66に伸張性基材61をラミネートして行うことができる。このときラミネートの圧力を適宜調整することで、伸張性基材61の空隙部64に樹脂組成物66が充填される。
【0069】
支持フィルム68は、樹脂層形成工程の後に剥離しやすいように、剥離処理が施されたフィルムであることが好ましい。また、支持フィルム68は、樹脂層形成工程で光照射による硬化が可能となるように、光透過性を有していることが好ましい。
【0070】
樹脂層形成工程において、樹脂層63の伸張性基材61と反対側の面(立体要素62が形成される側の面)の形状は、支持フィルム68の表面形状を反映する。そのため、支持フィルム68としては、平滑な表面を有する支持フィルムが好ましい。
【0071】
樹脂組成物66は、硬化により樹脂層63を形成する組成物である。樹脂組成物66は、例えば、ヒドロキシル基を有するアクリルモノマーと、ウレタンプレポリマーと、重合開始剤と、を含有することができる。このような樹脂組成物66によれば、ウレタン結合を有するアクリル樹脂を含有する樹脂層63が形成される。
【0072】
ヒドロキシル基を有するアクリルモノマーとしては、エポキシ(メタ)アクリレート、カプロラクトン(メタ)アクリレート、トリス(2−ヒドロキシエチル)イソシアヌレートジ(メタ)アクリレート、ヒドロキシエチル(メタ)アクリレート、ヒドロキシブチル(メタ)アクリレート、ヒドロキシプロピル(メタ)アクリレート、ジペンタエリスリトールモノヒドロキシペンタ(メタ)アクリレート等が挙げられる。
【0073】
ウレタンプレポリマーは、2つ以上のイソシアネート基を有する化合物である。ウレタンプレポリマーとしては、例えば、トリレンジイソシアネート、ジフェニルメタンジイソシアネート、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、トリフェニルメタントリイソシアネート、イソホロンジイソシアネート等の多官能イソシアネート及びこれらと(ポリ)エチレングリコール、(ポリ)プロピレングリコール、(ポリ)テトラメチレングリコール、ポリカプロラクトンジオール、ポリカーボネートジオール、ポリエステルポリオール、トリメチロールプロパン等のポリオールとの反応生成物であって末端にイソシアネート基を有するウレタンオリゴマーが挙げられる。
【0074】
重合開始剤としては、2,2−ジメトキシ−1,2−ジフェニルエタン−1−オン、1−ヒドロキシ−シクロヘキシル−フェニル−ケトン、2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン、1−[4−(2−ヒドロキシエトキシ)−フェニル]−2−ヒドロキシ−2−メチル−1−プロパン−1−オン、2−メチル−1−(4−メチルチオフェニル)−2−モルフォリノプロパン−1−オン、2−ベンジル−2−ジメチルアミノ−1−(4−モルフォリノフェニル)−ブタノン−1、2−(ジメチルアミノ)−2−[(4−メチルフェニル)メチル]−1−[4−(4−モルホリニル)フェニル]−1−ブタノン、2,4,6−トリメチルベンゾイル−ジフェニル−フォスフィンオキサイド、ビス(2,4,6−トリメチルベンゾイル)−フェニルフォスフィンオキサイド、2−イソプロピルチオキサントン、ベンゾフェノン等を用いることができる。
【0075】
樹脂層形成工程では、樹脂組成物66を硬化して、樹脂組成物66の硬化物からなる樹脂層63を形成する。樹脂組成物66の硬化方法は特に制限されず、例えば、支持フィルム68側からの光照射により硬化することができる。
【0076】
充填工程では、図6(c)に示すように、鋳型65の凹部に、砥粒及び硬化性樹脂を含む研磨材組成物67を充填する。本形態に係る製造方法では、研磨材組成物67は、砥粒を含む第一の層67aと、第一の層67b上に設けられた第二の層67bと、を形成するように鋳型65の凹部に充填される。
【0077】
第一の層67aは、砥粒を含む研磨材層62aを形成する層であり、第二の層67bは、樹脂層63と接合して研磨材層62aを支持する支持層62bを形成する層である。
【0078】
第一の層67aは、硬化工程において、硬化により研磨材層62aにおける結合剤を形成し得る、第一の硬化性樹脂を含んでいてもよい。また、第一の層67aは、硬化工程の前に、既に第一の硬化性樹脂が硬化されていてもよい。
【0079】
第二の層67bは、硬化工程において硬化する、第二の硬化性樹脂を含む。第二の硬化性樹脂は、硬化工程により上述の支持層を形成する成分であり、好ましくはアクリル系接着剤である。
【0080】
ここで、第一の層67a及び第二の層67bを形成する方法としては、砥粒、第一の硬化性樹脂及び溶剤を含む研磨材層用塗液を鋳型65に充填する第一の塗液充填工程と、鋳型65に充填された研磨材用塗液から溶剤の少なくとも一部を除去する溶剤除去工程と、溶剤除去工程を経た鋳型65に、第二の硬化性樹脂を含む支持層用塗液をさらに充填する第二の塗液充填工程と、を含む方法が挙げられる。また、溶剤除去工程と第二の塗液充填工程の間に、第一の硬化性樹脂を硬化させる一次硬化工程が存在していてもよい。
【0081】
接着工程では、図6(c)に示すように、鋳型65に充填された研磨材組成物67を、樹脂層63に接着させる。そして、硬化工程では、研磨材組成物67を硬化して、樹脂層63上に砥粒を含む立体要素62を形成する。
【0082】
研磨材組成物67の硬化方法は、研磨材組成物67が含有する硬化性樹脂(第一の硬化性樹脂及び/又は第二の硬化性樹脂)の種類等に応じて適宜選択でき、例えば、加熱により硬化する方法、光照射により硬化する方法、加熱及び光照射を併用した硬化方法等が挙げられる。
【0083】
上述のとおり、本形態に係る製造方法では、樹脂層形成工程において、樹脂層63の伸張性基材61と反対側の面(立体要素62が形成される側の面)の形状は、支持フィルム68の表面形状を反映する。すなわち本形態に係る製造方法では、伸張性基材61の表面形状によらず、平滑な面を有する樹脂層63が形成される。そのため、本形態に係る製造方法により製造される研磨用構造体は、樹脂層63の平滑な面上に形成される立体要素62によって、均一な研磨面が形成されており、平坦面を有する被研磨物に対して良好な密着性を有するものとなる。
【0084】
次いで、図5に示す研磨用構造体130について説明する。図5は、本発明の研磨用構造体の一実施形態を示す模式断面図である。
【0085】
研磨用構造体130は、伸張性基材51と、砥粒及びその結合剤を含む立体要素52と、伸張性基材51及び立体要素52とを接合する樹脂層53と、を有する。伸張性基材51は、樹脂層53側の面に空隙部54を有しており、当該空隙部54の少なくとも一部は樹脂層53を構成する樹脂で充填されている。なお、以下の説明では、研磨用構造体120の伸張性基材41、立体要素42及び樹脂層43と重複する部分についての説明は省略する。
【0086】
研磨用構造体130において、樹脂層53は一方面側で伸張性基材51と接合しており、他方面側で立体要素52と一体となって立体形状をなしている。
【0087】
研磨用構造体130における樹脂層53は、接着剤の硬化物からなる層であることが好ましく、アクリル系接着剤の硬化物からなる層であることがより好ましい。
【0088】
また、樹脂層53を構成する樹脂としては、伸張性基材51を構成する材料との親和性に優れる樹脂が好ましい。すなわち、例えば伸張性基材51がポリウレタンフォームである場合、樹脂層53は、ウレタン結合を有する樹脂を含有することが好ましい。これにより、樹脂層53と伸張性基材51との接合が一層強固なものとなる。
【0089】
樹脂層53としては、ヒドロキシル基を有するアクリルモノマーと、ウレタンプレポリマーと、重合開始剤と、を含有するアクリル系接着剤の硬化物からなる層が好ましい。このようなアクリル系接着剤の硬化物は、ウレタン結合を有し、ポリウレタンフォームとの親和性に優れる。
【0090】
ヒドロキシル基を有するアクリルモノマーとしては、エポキシ(メタ)アクリレート、カプロラクトン(メタ)アクリレート、トリス(2−ヒドロキシエチル)イソシアヌレートジ(メタ)アクリレート、ヒドロキシエチル(メタ)アクリレート、ヒドロキシブチル(メタ)アクリレート、ヒドロキシプロピル(メタ)アクリレート、ジペンタエリスリトールモノヒドロキシペンタ(メタ)アクリレート等が挙げられる。
【0091】
また、ウレタンプレポリマーとしては、例えば、トリレンジイソシアネート、ジフェニルメタンジイソシアネート、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、トリフェニルメタントリイソシアネート、イソホロンジイソシアネート等の多官能イソシアネート及びこれらと(ポリ)エチレングリコール、(ポリ)プロピレングリコール、(ポリ)テトラメチレングリコール、ポリカプロラクトンジオール、ポリカーボネートジオール、ポリエステルポリオール、トリメチロールプロパン等のポリオールとの反応生成物であって末端にイソシアネート基を有するウレタンオリゴマーが挙げられる。
【0092】
また、重合開始剤としては、2,2−ジメトキシ−1,2−ジフェニルエタン−1−オン、1−ヒドロキシ−シクロヘキシル−フェニル−ケトン、2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン、1−[4−(2−ヒドロキシエトキシ)−フェニル]−2−ヒドロキシ−2−メチル−1−プロパン−1−オン、2−メチル−1−(4−メチルチオフェニル)−2−モルフォリノプロパン−1−オン、2−ベンジル−2−ジメチルアミノ−1−(4−モルフォリノフェニル)−ブタノン−1、2−(ジメチルアミノ)−2−[(4−メチルフェニル)メチル]−1−[4−(4−モルホリニル)フェニル]−1−ブタノン、2,4,6−トリメチルベンゾイル−ジフェニル−フォスフィンオキサイド、ビス(2,4,6−トリメチルベンゾイル)−フェニルフォスフィンオキサイド、2−イソプロピルチオキサントン、ベンゾフェノン等を用いることができる。
【0093】
図7は、研磨用構造体130の製造方法の一形態を示す図である。本形態に係る製造方法は、複数配置された凹部を有する鋳型75に、砥粒及び硬化性樹脂を含む研磨材組成物77を充填する第一充填工程と、研磨材組成物77が充填された鋳型75に、硬化性の樹脂組成物78をさらに充填する第二充填工程と、鋳型75に充填された樹脂組成物78を、伸張性基材71の一面上に接着させるとともに、伸張性基材71の空隙部74に樹脂組成物78を充填する接着工程と、樹脂組成物78及び研磨材組成物77を硬化して、伸張性基材71の一面上に、樹脂組成物78の硬化物からなる樹脂層73及び砥粒を含む立体要素72を形成する硬化工程と、を備える。
【0094】
第一充填工程では、図7(b)に示すように、研磨材組成物77が鋳型75に充填される。図7に示す製造方法では、砥粒、硬化性樹脂及び溶剤を含む研磨材塗布液76を鋳型75に充填する塗布液充填工程と、鋳型75に充填された研磨材塗布液76から溶剤の少なくとも一部を除去する溶剤除去工程と、を含む方法により、研磨材組成物77が鋳型75に充填される。第一充填工程では、溶媒除去工程の後に、研磨材組成物77を仮硬化する仮硬化工程がさらに実施されてもよい。
【0095】
第二充填工程では、図7(c)に示すように、研磨材組成物77が充填された鋳型75に、硬化性の樹脂組成物78がさらに充填される。
【0096】
樹脂組成物78は、硬化して樹脂層73を構成する成分であり、好適にはアクリル系接着剤であり、より好適にはヒドロキシル基を有するアクリルモノマーとウレタンプレポリマーと重合開始剤とを含有するアクリル系接着剤である。接着工程において空隙部74に容易に樹脂組成物78を充填できることから、樹脂組成物78は液状であることが好ましい。
【0097】
接着工程では、図7(d)に示すように、鋳型75に充填された樹脂組成物78と伸張性基材71とが接着される。このとき、接着圧力を適宜調整することで、伸張性基材71の空隙部74に樹脂組成物78が十分に充填される。
【0098】
硬化工程は、樹脂組成物78及び研磨材組成物77を硬化して、図7(e)に示すように、伸張性基材71の一面上に樹脂層73及び立体要素72を形成する工程である。
【0099】
樹脂組成物78及び研磨材組成物77の硬化方法は、樹脂組成物78及び研磨材組成物77の種類等に応じて適宜選択でき、例えば、加熱により硬化する方法、光照射により硬化する方法、加熱及び光照射を併用した硬化方法等が挙げられる。
【0100】
本形態に係る製造方法では、樹脂層73の伸張性基材71と反対側の面(立体要素72が形成される側の面)の形状は、鋳型75の形状を反映した形状となる。そのため、本形態に係る製造方法によれば、伸張性基材61の表面形状によらず、均一な研磨面を有する研磨用構造体が形成される。このような研磨用構造体は、平坦面を有する被研磨物に対して良好な密着性を有する。
【0101】
以上、本発明の好適な実施形態について説明したが、本発明は上記実施形態に限定されるものではない。
【実施例】
【0102】
以下、実施例により本発明をより具体的に説明するが、本発明は実施例に限定されるものではない。
【0103】
(実施例1:研磨用構造体100の一態様の製造)
【0104】
伸張性基材として、スポンジ基材(イノアック社製、ポロン H−32、JIS K 6251による伸び 155%)を選択し、転写テープとしてアクリル系粘着剤からなる層を備える転写テープ(3M社製、468MP)を選択した。この転写テープはライナー層と樹脂層(アクリル系粘着剤からなる層)からなる転写テープである。スポンジ基材にこの転写テープをラミネートした後、ライナー層を剥離し、スポンジ基材に樹脂層を転写した。
【0105】
硬化性樹脂としてのフェノール樹脂25.9質量部、砥粒としてのダイアモンド粉44.5質量部、及び溶剤としてのイソプロパノール29.6質量部を混合し、研磨材塗布液を調製した。調製した研磨材塗布液を、コンマコーターを用いて、ポリプロピレン製の鋳型フィルム(ツーリングフィルム又は賦形フィルムともいう。)上に塗布した。次いで、100℃のオーブンでイソプロパノールを揮発させることにより、研磨材塗布液を乾燥させて、鋳型フィルムに研磨材組成物を充填した。
【0106】
研磨材組成物が充填された鋳型フィルムに、樹脂層が転写されたスポンジ基材をラミネートした。ラミネート後、90℃のオーブンで24時間加熱を行い、研磨材組成物を硬化させて、接着層と研磨材組成物とを接合させた。
【0107】
鋳型フィルムを剥離し、110℃のオーブンでさらに24時間加熱を行い、研磨材組成物をさらに硬化させた。これにより、スポンジ基材、研磨材組成物の硬化物からなる立体要素、及びこれらを接合する樹脂層そ備える研磨用構造体を得た。
【0108】
得られた研磨用構造体は、容易に屈曲や伸張させることができ、凹凸や曲面を有する被研磨物に対して優れた密着性を示した。また、屈曲や伸張させても研磨面のよれや破断が生じ難く、容易にもとの形状に回復するため、多様な被研磨物に対して繰り返し使用することができた。
【0109】
(実施例2:研磨用構造体110の一態様の製造)
伸張性基材として、波状の表面を有するスポンジ基材(3M社製)を選択し、転写テープとしてアクリル系延着剤からなる層を備える転写テープ(3M社製、468MP)を選択し、スポンジ基材に転写テープをラミネートして、スポンジ基材に樹脂層(アクリル系粘着剤からなる層)を転写した。
【0110】
トリメチロールプロパントリアクリレート(サートマー社製 SR351S)70質量部、トリス(2−ヒドロキシエチル)イソシアヌレートトリアクリレート(東亜合成社製 アロニックスM−315)30質量部、3−メタクリロキシプロピルトリメトキシシラン(信越シリコーン社製、KBM−503)3.6質量部、光硬化剤(チバ・ジャパン社製、Irgacure369)1.8質量部、砥粒としての酸化アルミニウム(南興セラミックス社製 A♯800)347.0質量部、及び溶剤としてのポリプロピレングリコールモノメチルエーテル193.9質量部を混合し、研磨材塗布液を調製した。調製した研磨材塗布液を、コンマコーターを用いて、ポリプロピレン製の鋳型フィルム上に塗布した。次いで、70℃のオーブンでポリプロピレングリコールモノメチルエーテルを揮発させることにより、研磨材塗布液を乾燥させて、鋳型フィルムに研磨材組成物を充填し、UV照射によって研磨材組成物を硬化させた。
【0111】
樹脂層が転写されたスポンジ基材を、研磨材組成物が充填された鋳型フィルムの上に置き、この一体を金属板で挟み、万力で押圧した。この状態で、オートクレーブにて50℃で30分加熱加圧した。その後、万力、金属板及び鋳型フィルムをはずして、スポンジ基材、研磨材組成物の硬化物からなる立体要素、及びこれらを接合する樹脂層を備える研磨用構造体を得た。
【0112】
得られた研磨用構造体において、樹脂層及び立体要素はスポンジ基材の波状の表面に追従して形成されており、スポンジ基材の表面形状に沿った研磨面が得られた。この研磨用構造体は、スポンジ基材の表面形状に適合する被研磨物に対して優れた密着性を示した。また、屈曲や伸張させても研磨面によれや破断が生じ難く、容易にもとの形状に回復するため、多様な被研磨物に対して繰り返し使用することができた。
【0113】
(実施例3:研磨用構造体120の一態様の製造)
離型処理を施したポリエステルフィルム(ピューレックスフィルム A54−50μm、帝人デュポンフィルム社製)の上に、ナイフコーターを使用して表1に記載の組成の硬化性樹脂組成物を塗布して、塗布層を形成した。塗布量は、173g/m2とした。この塗布層に、スポンジ基材としてのウレタンフォームシート(厚さ6mm、アキレス社製、質量320g/m2)をラミネートして、ポリエステルフィルム側から紫外線照射を行った。これにより、ウレタンフォームシートと硬化性樹脂組成物の硬化物とが結合し、一体として扱えるようになった。次いで、70℃で36時間加熱して、硬化性樹脂組成物をさらに硬化させ、樹脂層を形成した。
【0114】
次いで、表2に記載の組成の研磨材層用塗液を調製し、ナイフコーターによりポリプロピレン製の鋳型フィルム上に塗布し、溶剤を乾燥除去し、紫外線照射を行って、鋳型フィルムの凹部中に研磨材層を形成した。表3に記載の組成の支持層用塗液を調製し、鋳型フィルムの凹部中の研磨材層の上に塗布した。
【0115】
次いで、樹脂層が形成されたスポンジ基材を鋳型フィルムにラミネートして、70℃のオーブンで36時間加熱して、支持層用塗液を硬化させた。次いで、鋳型フィルムをはずして、スポンジ基材、硬化性樹脂組成物の硬化物からなる樹脂層、並びに研磨材層及び支持層からなる立体要素を備える、研磨用構造体を得た。
【0116】
得られた研磨用構造体において、樹脂層の立体要素が形成された側の面にはポリエステルフィルムの平滑な面形状が転写されており、樹脂層の平滑な面上に立体要素が精密に形成されていた。そのため、この研磨用構造体は、平坦面を有する被研磨物に対して良好な密着性を示した。
【0117】
【表1】
【0118】
【表2】
【0119】
【表3】
【0120】
(実施例4:研磨用構造体130の一態様の製造)
表4に記載の組成の研磨材塗布液を調製し、ナイフコーターによりポリプロピレン製の鋳型フィルム上に塗布し、溶剤を乾燥除去した、紫外線硬化を行って、鋳型フィルムの凹部に研磨材組成物を充填した。次いで、表5に記載の組成の硬化性樹脂組成物を調製し、研磨材組成物が充填された鋳型フィルム上に塗布して、塗布層を形成した。硬化性樹脂組成物の塗布量は、約210g/m2とした。
【0121】
この塗布層に、スポンジ基材としてのウレタンフォームシート(厚さ6mm、アキレス社製、質量320g/mm2)をラミネートして、鋳型フィルム側から紫外線照射を行った。これにより、ウレタンフォームシートと硬化性樹脂組成物の硬化物と研磨材組成物の硬化物とが結合し、一体として扱えるようになった。次いで、70℃で36時間加熱して、硬化性樹脂組成物及び研磨材組成物をさらに硬化させた。次いで、鋳型フィルムをはずして、スポンジ基材、硬化性樹脂組成物の硬化物からなる樹脂層、及び研磨材組成物の硬化物からなる立体要素を備える、研磨用構造体を得た。
【0122】
得られた研磨用構造体においては、樹脂層及び立体要素に鋳型フィルムの形状が転写されており、鋳型フィルムの形状に基づく均一な研磨面が形成されいた。そのため、この研磨用構造体は、平坦面を有する被研磨物に対して良好な密着性を示した。
【0123】
【表4】
【0124】
【表5】
【符号の説明】
【0125】
11,21,31,41,51,61,71…伸張性基材、12,22,32,42,52,62,72…立体要素、42a,62a…研磨材層、42b,62b…支持層、13,23,33,43,53,63,73…樹脂層、44,54,64,74…空隙部、35,65,75…鋳型、36,76…研磨材塗布液、66,78…樹脂組成物、37,67,77…研磨材組成物、68…支持フィルム、100,110,120,130…研磨用構造体。
【特許請求の範囲】
【請求項1】
伸張性基材と、砥粒及びその結合剤を含む立体要素と、前記伸張性基材及び前記立体要素を接合する樹脂層と、を備える、研磨用構造体。
【請求項2】
前記樹脂層は、芯材なしでも連続層を形成できる樹脂からなる層である、請求項1に記載の研磨用構造体。
【請求項3】
前記樹脂層は、25℃における弾性率が1.0×106〜1.0×108Paの樹脂からなる層である、請求項1又は2に記載の研磨用構造体。
【請求項4】
前記樹脂層は、25℃においてタックを有する、請求項1〜3のいずれか一項に記載の研磨用構造体。
【請求項5】
前記樹脂層は、フィルム形状を成して前記伸張性基材及び前記立体要素と接合されている、請求項1〜4のいずれか一項に記載の研磨用構造体。
【請求項6】
請求項2〜5のいずれか一項に記載の研磨用構造体を製造する方法であって、
複数配置された凹部を有する鋳型に、砥粒及び硬化性樹脂を含む研磨材組成物を充填する充填工程と、
前記鋳型に充填された前記研磨材組成物を、前記樹脂層に接着させる接着工程と、
前記研磨材組成物を硬化して、前記樹脂層上に前記砥粒を含む立体要素を形成する硬化工程と、
を備える、研磨用構造体の製造方法。
【請求項7】
前記伸張性基材は、前記樹脂層側の面に空隙部を有しており、
前記空隙部は、前記樹脂層を構成する樹脂で充填されている、請求項1に記載の研磨用構造体。
【請求項8】
請求項7に記載の研磨用構造体を製造する方法であって、
前記伸張性基材の一面上に、前記空隙部を充填するように、硬化性の樹脂組成物を塗布する塗布工程と、
前記塗布工程で塗布された前記樹脂組成物を硬化して、該樹脂組成物の硬化物からなる樹脂層を形成する樹脂層形成工程と、
複数配置された凹部を有する鋳型に、砥粒及び硬化性樹脂を含む研磨材組成物を充填する充填工程と、
前記鋳型に充填された前記研磨材組成物を、前記樹脂層に接着させる接着工程と、
前記研磨材組成物を硬化して、前記樹脂層上に前記砥粒を含む立体要素を形成する硬化工程と、
を備える、研磨用構造体の製造方法。
【請求項9】
請求項7に記載の研磨用構造体を製造する方法であって、
複数配置された凹部を有する鋳型に、砥粒及び硬化性樹脂を含む研磨材組成物を充填する第一充填工程と、
前記研磨材組成物が充填された前記鋳型に、硬化性の樹脂組成物をさらに充填する第二充填工程と、
前記鋳型に充填された樹脂組成物を、前記伸張性基材の一面上に接着させるとともに、前記伸張性基材の前記空隙部に前記樹脂組成物を充填する接着工程と、
前記樹脂組成物及び前記研磨材組成物を硬化して、前記伸張性基材の一面上に、前記樹脂組成物の硬化物からなる樹脂層及び前記砥粒を含む立体要素を形成する硬化工程と、
を備える、研磨用構造体の製造方法。
【請求項1】
伸張性基材と、砥粒及びその結合剤を含む立体要素と、前記伸張性基材及び前記立体要素を接合する樹脂層と、を備える、研磨用構造体。
【請求項2】
前記樹脂層は、芯材なしでも連続層を形成できる樹脂からなる層である、請求項1に記載の研磨用構造体。
【請求項3】
前記樹脂層は、25℃における弾性率が1.0×106〜1.0×108Paの樹脂からなる層である、請求項1又は2に記載の研磨用構造体。
【請求項4】
前記樹脂層は、25℃においてタックを有する、請求項1〜3のいずれか一項に記載の研磨用構造体。
【請求項5】
前記樹脂層は、フィルム形状を成して前記伸張性基材及び前記立体要素と接合されている、請求項1〜4のいずれか一項に記載の研磨用構造体。
【請求項6】
請求項2〜5のいずれか一項に記載の研磨用構造体を製造する方法であって、
複数配置された凹部を有する鋳型に、砥粒及び硬化性樹脂を含む研磨材組成物を充填する充填工程と、
前記鋳型に充填された前記研磨材組成物を、前記樹脂層に接着させる接着工程と、
前記研磨材組成物を硬化して、前記樹脂層上に前記砥粒を含む立体要素を形成する硬化工程と、
を備える、研磨用構造体の製造方法。
【請求項7】
前記伸張性基材は、前記樹脂層側の面に空隙部を有しており、
前記空隙部は、前記樹脂層を構成する樹脂で充填されている、請求項1に記載の研磨用構造体。
【請求項8】
請求項7に記載の研磨用構造体を製造する方法であって、
前記伸張性基材の一面上に、前記空隙部を充填するように、硬化性の樹脂組成物を塗布する塗布工程と、
前記塗布工程で塗布された前記樹脂組成物を硬化して、該樹脂組成物の硬化物からなる樹脂層を形成する樹脂層形成工程と、
複数配置された凹部を有する鋳型に、砥粒及び硬化性樹脂を含む研磨材組成物を充填する充填工程と、
前記鋳型に充填された前記研磨材組成物を、前記樹脂層に接着させる接着工程と、
前記研磨材組成物を硬化して、前記樹脂層上に前記砥粒を含む立体要素を形成する硬化工程と、
を備える、研磨用構造体の製造方法。
【請求項9】
請求項7に記載の研磨用構造体を製造する方法であって、
複数配置された凹部を有する鋳型に、砥粒及び硬化性樹脂を含む研磨材組成物を充填する第一充填工程と、
前記研磨材組成物が充填された前記鋳型に、硬化性の樹脂組成物をさらに充填する第二充填工程と、
前記鋳型に充填された樹脂組成物を、前記伸張性基材の一面上に接着させるとともに、前記伸張性基材の前記空隙部に前記樹脂組成物を充填する接着工程と、
前記樹脂組成物及び前記研磨材組成物を硬化して、前記伸張性基材の一面上に、前記樹脂組成物の硬化物からなる樹脂層及び前記砥粒を含む立体要素を形成する硬化工程と、
を備える、研磨用構造体の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−6256(P2013−6256A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2011−142022(P2011−142022)
【出願日】平成23年6月27日(2011.6.27)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成23年6月27日(2011.6.27)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]