
研磨用編物
【課題】磁気記録ディスク等のテクスチャー加工において、十分な加工レートや、テクスチャー痕の均一性を保持しつつ、加工面の微小うねりを抑制できる研磨用編物を提供する。
【解決手段】単糸繊度1dtex以下の極細繊維と前記極細繊維の4倍以上の単糸繊度の太繊度繊維とからなる複合糸で構成されることを特徴とする研磨用編物を用いることことにより、テクスチャー加工時の基板表面の微小うねりを抑制できる。
【解決手段】単糸繊度1dtex以下の極細繊維と前記極細繊維の4倍以上の単糸繊度の太繊度繊維とからなる複合糸で構成されることを特徴とする研磨用編物を用いることことにより、テクスチャー加工時の基板表面の微小うねりを抑制できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、記録メディアや集積回路基板の仕上げ用に用いられる高精密研磨や研磨砥粒を用いた表面研磨加工、さらにはアルミニウムならびにガラス基板などの磁気記録ディスク製造工程においてディスク基板の表面にオングストロームオーダーの溝を付けるテクスチャー加工に使用できる研磨用編物に関する。
【背景技術】
【0002】
近年、光ディスク、磁気ディスク等の記録媒体や集積回路基板は精力的な技術開発が行われているが、さらなる高容量化、高記録密度化への要求は依然として本分野における最重要課題としてあげられている。このような高性能化が進めば進むほど各種基板表面加工の高精度化が要求されるようになってきた。例えば、ハードディスク用の磁気ディスクにおいてはディスク基板としてガラス、あるいはアルミニウム基板が用いられているが、一般的には磁性体薄膜層をスパッタリング法で形成する前にポリッシング加工とよばれる前加工とテクスチャー加工とよばれる後加工がある。ポリッシング加工は基板表面のうねりや凹凸を改善し、表面平滑化を図る工程である。
【0003】
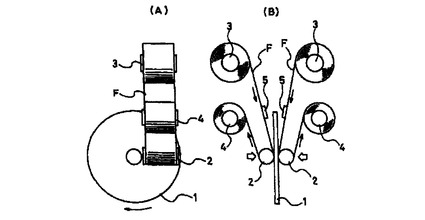
一方、テクスチャー加工は前工程で平滑化した基板表面に、同心円状に近いオングストロームオーダーの溝深さの微小な溝(以下、テクスチャー痕という)を多数形成される工程であり、図1に示すようなテクスチャー加工装置が用いられている。
【0004】
図1において、1は基板、2はゴムローラ、3は供給リール、4は回収リール、5は供給ノズル、Fは研磨用テープであり、テクスチャー加工は、サブミクロン以下の平均粒径の微粒子を含む砥粒スラリーを研磨用テープFと磁気ディスク基板1の間に供給し、ディスク基板1を回転させながら研磨テープF上に分散された砥粒スラリー中の微粒子で研磨する遊離砥粒法が一般的である。
【0005】
テクスチャー加工の目的は、
(1)長手磁気記録方式の場合は磁気異方性を与えることによる磁気記録特性を向上すること、
(2)垂直磁気記録の場合には表面粗さの製品間の差を小さくすること、もしくは、平均表面粗さ(以下、Ra)を低減すること、
(3)コンタクトスタートアンドストップ(CSS)方式を用いたハードディスク装置(以下、HDDという)では、非動作時における磁気ヘッドと磁気ディスク面との吸着を防止すること、
(4)非動作時に磁気ヘッドを磁気ディスクの上から移動するランプロード方式を用いたHDDでは、磁気ディスクから磁気ヘッドに潤滑材が吸い上げられることを防止すること、
(5)そして、全ての方式において表面の有害な凸形状の欠陥の除去をすること、
などにある。
【0006】
HDDでは年々記録密度の向上が求められているが、そのためにはヘッド浮上量を低減させることが重要である。現在ヘッド浮上量は15nm程度もしくはそれ以下になっている。この浮上量を実現するには、表面の平均微小うねり(Wa)を低減させることが必要である。
【0007】
このWaは、テクスチャー加工以前のポリッシング加工段階(基板平滑化研磨段階)で形成されたものである。このポリッシング加工は複数枚のバッチ処理によっているので、円周方向とは無関係な方向に周期性を持つ。微小うねりが大きい場合には、磁気ヘッドの浮上高さに変動が生じてしまい、記録特性が劣化する。更に程度が悪い場合は浮上安定性が損なわれて、磁気ヘッドと磁気ディスクが接触してHDDの損傷につながる。微小うねりが次段階のテクスチャー加工によりさらに大きくなるという問題点に加え、記録密度の向上のほかに、磁気ディスクの小径化、使用環境の拡大があり、微小うねりを小さくすることがテクスチャー加工における非常に重要な要求特性になってきている。
【0008】
テクスチャー加工工程でWaを決定する要素は、砥粒スラリー、研磨テープ、装置加工条件(砥粒スラリー供給量、ディスク回転数、研磨テープをディスクに押し付ける圧力、研磨テープの送り速さ、加工時間)の中で、研磨テープが最も特性に大きく寄与する。また、表面に形成されたテクスチャー痕には、溝の深さ、高さがそろっている均一性が重要である。
【0009】
求められるテクスチャー加工表面を評価する具体的な指標としてはテクスチャー加工後のRa値や、Wa値が重要である。Ra値は全ての特性を満足する適切な値になるように設定される。Ra値の代表的なものは、4オングストローム以下であり、記録密度の向上実現のために浮上高さを低減することを達成する必要から、現在では3オングストローム以下のものが求められている。Ra値の測定には測定分解能が高い原子間力顕微鏡(以下、AFMという)が使用される。
【0010】
これに対し、Wa値は、テクスチャー加工による周期成分が加わることから、テクスチャー加工前後の比較で加工後に増加するが、特性上この増加量(ΔWa)が小さいほど好ましい。Wa値測定には、光学的な測定器または触針式の測定器が用いられるが、非接触の測定器が簡便であるのでよく用いられる。
【0011】
このような低微小うねりへの要求に対し、例えば、ガラスディスク基板においてはテクスチャー加工前の平滑研磨工程において、まず酸化セリウム含有スラリーで研磨後、次にコロイダルシリカで研磨することでテクスチャー工程前のディスク基板の微小うねりを低減化させておくという方法が開示されている(特許文献1)。
【0012】
また、テクスチャー加工工程において、ディスク基板の回転数とディスクの揺動周波数からなる相関式を規定し、その相関式から求められる数値範囲を定めた方法が開示されている(特許文献2)。
【0013】
しかしながら、前者のようにいくらテクスチャー加工前の平滑研磨工程で微小うねりを低減できたとしても、前述のようにテクスチャー工程で微小うねりが再発あるいはさらに増大することがあり、有効な方法ではない。また、後者のようにテクスチャー加工時の条件を最適にできたとしても、用いる研磨テープ(テクスチャーテープ)や研磨スラリーの性状によっては期待した効果を得られないという欠点がある。
【0014】
一方、テクスチャー加工時に用いられる研磨テープ(テクスチャーテープ)に着目し、微小うねりの低減化を達成する方法として、直径8μm以下のプラスチック繊維束を織り込んだ織物テープ、あるいは編み込んだ編物テープにおいて、繊維束の織り目もしくは編み目がテープ長手方向に対して不連続であるテープを用いるという方法が開示されている(特許文献3、4)。
【0015】
ここで、織物とは、タテ糸(あるいはタテ糸束)とヨコ糸(あるいはヨコ糸束)を直角に配列し、互いに上下に交差させることにより布帛にしたものであり、一方、編物とは糸(あるいは糸束)でループを作り、そのループにさらに糸(あるいは糸束)をくぐらせてループを作ることを繰り返すことにより布帛を形成するものである。
【0016】
ところが、これらの場合のように研磨テープを織物とした場合には、実際の研磨に寄与するヨコ糸束の裏側に位置するタテ糸束の影響によりヨコ糸が必要以上にディスク基板表面に押し付けられるため、やはり微小うねりが生じてしまうという欠点があった。他方、研磨テープを編物とした場合には、織物のようなタテ糸の関与は除外できるものの、編物特有の伸縮性の大きさによるテープの伸びや変形の問題が、実際のテクスチャー加工時に問題となったり、編物表面の繊維束の自由度が織物に比べて遙かに大きいため、マクロに柔らかな表面となり、結果としてうねりの発生は抑制できるものの、他のテクスチャー特性、例えば、表面粗さ(Ra)が小さすぎたり、加工レートが極めて低いなどの欠点があった。
【特許文献1】特開2003−187421号公報
【特許文献2】再公表特許WO2004−059619号公報
【特許文献3】特開平10−241156号公報
【特許文献4】特開平6−295432号公報
【発明の開示】
【発明が解決しようとする課題】
【0017】
本発明は、特に磁気ディスク等のテクスチャー加工において、十分な加工レートや、テクスチャー痕の均一性、微小うねりを低減化させることができる研磨用編物を提供するものである。
【課題を解決するための手段】
【0018】
本発明は、上記課題を解決するため下記の構成を有する。
すなわち、本発明は、単糸繊度1dtex以下の極細繊維と前記極細繊維の4倍以上の単糸繊度の太繊度繊維とからなる複合糸で構成される研磨用編物である。
【発明の効果】
【0019】
本発明によれば、編物特有の伸縮性の大きさによるテープの伸びや変形を抑えることができ、例えば、ハードディスク用磁気ディスクのテクスチャー加工において、実用に十分な加工レート、テクスチャー痕の均一性、シャープさを保持しつつ、微小うねりを低減化させることができる研磨用編物を得ることができる。
【発明を実施するための最良の形態】
【0020】
以下、本発明について詳細に説明する。
本発明の研磨用編物は記録メディアや集積回路基板などの半導体関連材料や光学製品、宝飾品など、表面研磨加工や表面汚れの除去などを必要とする各種用途に使用できるものであるが、特に磁気記録ディスク基板のテクスチャー加工用研磨用編物として好適であるので、以下では主にテクスチャー加工用に焦点をあてて説明する。
【0021】
本発明の研磨用編物を構成する素材は、単糸繊度1dtex以下の極細繊維と前記極細繊維の4倍以上の単糸繊度の太繊度繊維とからなる複合糸で構成される編物である。
【0022】
上記の極細繊維、太繊度繊維は、ポリエステルからなるものであることが好ましいが、ポリアミド等の他の合成繊維であってもよい。極細繊維、太繊度繊維ともポリエステルである場合は、ポリアミドまたは炭素繊維などが10%以内の少量であれば含有されても何等差支えない。該繊維の性状は、極細繊維、太繊度繊維のいずれも、フィラメント繊維(連続繊維)、短繊維(ステープル繊維)のいずれであってもよいが、繊維くずを発生することが少ない点で、フィラメント繊維であることが基本である。
【0023】
極細繊維の単糸繊度は1dtex以下であり、0.001〜1dtexの範囲のものが好ましい。さらには0.01〜0.1dtexの範囲のものが好ましい。極細繊維の単糸繊度が1dtexを超えた場合、研磨スラリー中の研磨粒子を編物表面に効率的に捕捉させることができず、研磨レートが低い、あるいはテクスチャー痕がシャープにならず、さらには微小うねりが増大してしまう場合がある。また、極細繊維の単糸繊度が0.001dtex未満では、加工レートの急激な低下とともに、Raも極めて小さなテクスチャー痕となってしまう場合がある。
【0024】
太繊度繊維の単糸繊度は、用いられる極細繊維の単糸繊度よりも4倍以上高いことが必要である。より好ましくは10倍以上であり、さらに50倍以上のものが好ましい。太繊度繊維の単糸繊度が極細繊維の単糸繊度の4倍未満の場合には、編物が細い繊維のみから構成されることになり、ハリ、腰のない風合になり、また、寸法安定性に欠け、編物特有の伸縮性の大きさによる布帛の伸びや変形の問題を生じさせることになる場合がある。
【0025】
また、太繊度繊維の単糸繊度は用いる極細繊維の単糸繊度よりも4倍以上高いものであるとともに、単糸繊度が1dtex以上のものが好ましい。より好ましくは3dtex以上のものである。太繊度繊維の単糸繊度が1dtex未満の場合には、やはり編物が細い繊維のみから構成されることになり、ハリ、腰のない風合になり、また、寸法安定性に欠け、編物特有の伸縮性の大きさによる布帛の伸びや変形の問題を生じさせることになる場合がある。
【0026】
太繊度繊維の単糸繊度の上限は、極細繊維の単糸繊度の5000倍程度までであることが好ましく、より好ましくは2000倍程度までである。また、具体的な単糸繊度としては30dtex以下が好ましく、より好ましくは20dtex以下である。この理由は、太繊度繊維の単糸繊度と極細繊維の極細繊維との単糸繊度の差が大きいものであると、編物表面に凹凸が生じてしまうこととなり、タクスチャー加工を行う際に、磁気ディスク基板に加工面が均一に接することができないことでテクスチャー痕が不均一になり、微小うねりを低減させることができないからであり、また、スクラッチを生じさせるからである。
【0027】
本発明においては、極細繊維と太繊度繊維との複合割合が重要であり、研磨用編物
総重量に対して極細繊維が占める重量%は、少なくとも研磨用編物総重量に対して太繊度繊維の占める重量%よりも高いことが好ましい。布帛の嵩高性、風合い、研磨特性の点から極細繊維が、研磨用編物総重量に対して50〜80重量%含まれていることが好ましく、さらには60〜70重量%含まれていることがより好ましい。
【0028】
太繊度繊維は残りの部分を占めるのが基本である。しかし、必要に応じて炭素繊維などの制電性繊維などが含まれてもなんら差支えない。
【0029】
太繊度繊維は、仮ヨリ加工などされていない生糸(非加工糸)であることが好ましい。また、太繊度繊維は熱処理前の状態において極細繊維よりも高い収縮特性を有する。その収縮率は特に限定されるべきものではないが、重要なことは極細繊維よりも熱に対する収縮特性が大きいことである。極細繊維の沸騰水収縮率4〜8%に対し、太繊度繊維は10〜25%の収縮率のものがよい。特に、極細繊維の沸騰水収縮率より4〜8%大きい収縮率のものがより好ましい。
【0030】
すなわち、熱処理により太繊度繊維が極細繊維より大きな収縮が発現され編組織の繊維束内部を形成する。この収縮差を有することにより、熱処理後、太繊度繊維が比較的に糸の内層部(編物の内層部)を形成し、極細繊維が比較的に糸の表層部(編物の表層部)を形成することになる。また、熱処理前において、両者の糸長差は極細繊維が太繊度繊維よりも3%以上長いものであることが好ましい。
【0031】
さらに極細繊維は仮ヨリ加工によるケン縮が付与されていることが、好ましい。この仮ヨリケン縮により、本来はストレートな1本1本の単繊維配列を乱し、編物表面の嵩高性を大きくすることで表面繊維層がテクスチャー加工時に適度なクッション性を示すことから、微小うねりの低減、スクラッチの発生低減に有効である。
【0032】
本研磨用編物のクッション性を具体的に示す指標としては布帛の圧縮エネルギーおよび圧縮回復エネルギーがある。
【0033】
圧縮エネルギーおよび圧縮回復エネルギーは、カトーテック(株)製自動化圧縮試験機KESFB3により測定した1cm2当たりの布帛の圧縮エネルギーおよび圧縮回復エネルギーを言う。
【0034】
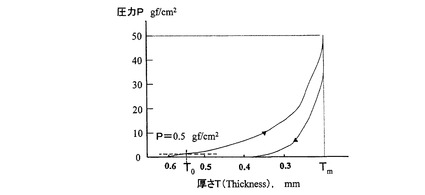
布帛にかける圧縮圧力Pを0gf/cm2から50gf/cm2まで増大させ、続けて50gf/cm2から0gf/cm2まで圧縮力を減少させ、その間の布帛の厚さの変化を測定する。圧縮圧力増大時の圧縮圧力P=0.5gf/cm2における厚さをT0、圧縮圧力P=50gf/cm2における厚さをTmとすると、圧縮エネルギーWCは圧縮力増大時の圧縮圧力P=P(T)の値をT=T0からTmまで積分した値であり、T0からTmの区間における曲線P=P(T)の下側の面積に相当する。一方、圧縮回復エネルギーWC’は圧縮力減少時の圧縮圧力P=P‘(T)の値をT=T0からTmまで積分した値であり、T0からTmの区間における曲線P=P’(T)の下側の面積に相当する。カトーテック(株)製自動化圧縮試験機KESFB3により、圧縮エネルギーおよび圧縮回復エネルギーを算出する際に使用する圧縮サイクル(圧縮増大時および圧縮減少時)における圧力と厚さの関係の1例を図2に示した。
【0035】
かかる圧縮エネルギーの値が大きいこと、および圧縮回復エネルギーの値が大きいことの方が、布帛のクッション性が高く、すなわち微小うねりの低減化やスクラッチ発生低減に効果的である。
【0036】
本発明の研磨用編物においては、上記クッション性の指標である圧縮エネルギーが0.10gf・cm/cm2以上であり、好ましくは0.12gf・cm/cm2以上のものである。また、圧縮回復エネルギーが0.05gf・cm/cm2以上のものであり、より好ましくは0.06gf・cm/cm2以上のものである。また、それら各値の上限は、圧縮エネルギーが3.00gf・cm/cm2、圧縮回復エネルギーが1.50gf・cm/cm2である。圧縮エネルギー、圧縮回復エネルギーを上記値にするには、特に限定されるものではないが、本発明においては前述したように、特に単糸繊度1dtex以下の極細繊維と、該極細繊維の単糸繊度の4倍以上の単糸繊度を有し、かつ極細繊維よりも熱処理における収縮率の大きな太繊度繊維を用いて編物とすることで、編物を熱処理後、太繊度繊維が編物の内層部を形成し、極細繊維が糸の表層部を形成するようにすることや、また、糸を製造する際に仮ヨリ加工を施し、極細繊維に仮ヨリ加工によるケン縮を付与することなどにより実現できる。
【0037】
本発明においては、上述のような仮ヨリ加工された低収縮の極細繊維と高収縮の太繊度繊維とが流体交絡処理され、両者は互いに絡まり合い、複合一体化される。好ましくは、この複合糸は加撚されることなく、交絡により一体化されているため、収縮処理後は、極細繊維が表面にふくらみを持って出現するとともに風合は極めて軟らかいものとなる。
【0038】
編物の密度は、極細繊維がウエル、コースとも25000本/in以上の高密度とすることが好ましい。より好ましくは30000〜50000本/inの密度とする。例えば、80デニールで650フィラメントの極細繊維と、太繊度繊維からなる複合糸が60本/inの密度であれば39000本/inの単繊維から構成されているとするものである。ここで、25000本/in未満であれば、柔らかく腰のない編物になり、テクスチャー加工時に悪影響が出てしまう。研磨特性という観点からは繊維の構成本数は多いほど良いが、風合い、作業性の点から、および糸と糸との隙間の程度から無限に多い密度のものは存在しない。
【0039】
さらに編物を構成する単繊維の配列乱れを付与することにより、テクスチャー加工時に研磨の方向性をもたない研磨用編物になり、微小うねりの低減化に有効である。この配列乱れを付与するには編物表面をウォータージェット加工することにより得ることができる。編物表面をウォータージェット加工することにより、編糸を構成する単繊維が乱れ、表面の極細繊維の一部が糸内部に向かって太繊度繊維と絡み合うとともに、さらに編目の方向性がランダムになり、密度計:ルノメータで編密度が読めないか、または非常に読みにくい形態になり、編物の表面はセーム皮調に変化する。
【0040】
本発明の研磨用編物は編物にもかかわらず寸法安定性が良好である。すなわち、160℃での乾熱処理による収縮率が5%以下、および洗濯による収縮率が5%以下である。好ましくは双方とも3%以下である。
【0041】
編物は通常熱に起因する収縮率が大きく5%以下に抑えることは困難とされてきたが、本発明の編物は160℃での乾熱処理による収縮率および洗濯による収縮率が5%以下である編物とすることにより、繊維相互の絡み合いによる編物でありながら、寸法安定に優れ、かつ裁断面がほつれにくい編物とすることができる。
【0042】
次に、本発明の研磨用編物の製造方法の一例について説明する。
本発明の研磨用編物は、極細繊維の前駆体である島成分が1dtex以下である海島構造を有する低収縮のポリエステル複合繊維フィラメントの仮ヨリ加工糸(A)と太繊度繊維で高収縮のポリエステルフィラメント生糸(B)を引き揃えて、エアーノズルで流体交絡した複合糸を丸編機でインターロック方式で編成した編物を生機とし、この生機を熱水処理し、海成分を除去する。この海成分を除去することにより1dtex以下の極細繊維を得ることができる。海成分の除去はアルカリの存在下での処理が有効であり、通常水酸化ナトリウムが使用される。
【0043】
海島構造の複合繊維に代えて剥離型の分割繊維を使用することも可能である。仮ヨリ加工は通常のウーリー加工などを用いることができる。
【0044】
編物を作る方法はいかなる方法によってもよいが丸編でインターロック方式が生産性、裁断のほつれ防止などで効果的である。
【0045】
極細繊維を絡ませる方法は、本発明の仮ヨリ加工極細繊維と高収縮生糸の流体交絡による複合で達成されるが、さらにウォータージェット加工により、より交絡が促進される。
【0046】
太繊度繊維が熱処理による収縮処理により、極細繊維を浮き上げ、さらにウォータージェット加工による水圧により、1〜3%の収縮が生ずると同時に編糸を構成する単繊維が乱れ、表面の極細繊維の一部が糸内部に向かって太繊度繊維と絡み合うとともに、さらに編目の方向性がランダムになり、見えにくくなる。
【0047】
すなわち、脱海後の布帛を、50〜100kg/cm2 の流体を小孔より布帛の表面に噴射させることにより、布帛内で表面近傍に存在する極細繊維は、ほぼ一本一本が分離し布帛表面に浮き出る形態を示す。この極細繊維が布帛の表面に選択的に浮き出るのは、極細繊維よりも収縮率の大きい太繊度繊維の作用によるものである。すなわち、ウォータージェット加工することにより、繊維は配列を乱し、ランダムな配列となり、単糸繊度の大きい高収縮糸が選択的に内層部を形成し、単糸繊度の小さい極細繊維が表層部を形成し、ボリューム感のある研磨用編物とすることができる。
【0048】
このように本発明の研磨用編物は、特にハードディスク用磁気ディスク基板のテクスチャー加工材料として、問題となっている微小うねりを低減化させることができるとともに、実用に十分な加工レート、テクスチャー痕の均一性を兼ね備えた優れたテクスチャー特性を実現できる。
【実施例】
【0049】
以下、本発明を実施例により具体的に説明する。
[1]布帛の乾熱収縮率、洗濯収縮率の測定
160℃での乾熱処理収縮率の測定はJIS L1042に準じて測定した。但し、乾熱処理温度、時間は160℃×3分とし、熱風式乾燥機中にタテ方向に吊り下げた。
洗濯収縮率の測定は洗濯処理をJIS L0217に記載された方法により行い、40℃×25分、すすぎ10分とした。
【0050】
[2]繊維の沸騰水収縮率の測定
試験繊維(糸)をカセ取り機で10回巻き取り、0.09g/dtexの荷重を掛けて試長aを測定し、100℃の沸騰水中で15分間熱処理し、8時間以上自然乾燥した後0.9g/dtexの荷重を掛け、試長bを測定し、次の式より沸騰水収縮率を算出した。
沸騰水収縮率 (%)=〔(a−b)/a〕×100
【0051】
[3]HD用磁気ディスク基板テクスチャー加工および評価
(1)HD用磁気ディスク基板テクスチャー加工
研磨用編物(または織物)を幅38mmに裁断したものを研磨テープに加工したものを用い、HD用磁気ディスク基板としてはテクスチャー工程前のポリッシング加工された2.5インチガラス基板(外径65mm、内径20mm、板厚0.635mm)を用いた。テクスチャー加工は図1に示すようなテクスチャー加工機を用い、加工テープ評価においては、両面同時加工で実施し、2枚の基板を加工、評価した。
【0052】
テクスチャー加工条件は、以下のとおりである。
装置名 EDC1800(EDC社製)
砥粒スラリー供給量 7.5ml/min
ディスク回転数 400rpm
研磨テープ押し付け力 5.5 ポンド(2.5kg)
テープテンション 5.0 ポンド(2.3kg)
押付ローラ硬度 45duro
ローラサイズ 外径51mm
研磨テープの送り速さ 75 mm/min
加工時間 15秒
オシレーション幅 0.8mm
オシレーション周波数 8Hz
【0053】
加工スラリーは、クラスター粒子(平均粒径0.11マイクロメートル) 0.05重量%、添加剤(グリコール系化合物の界面活性剤)1重量%、純水98.95重量%で構成されているものを使用した。
【0054】
(2)テクスチャー加工後の磁気ディスク基板評価方法
得られたテクスチャー加工後の磁気ディスク基板について、以下の項目を評価した。
【0055】
(A)平均表面粗さ(Ra)
テクスチャー加工後の磁気ディスク基板表面(計4面)の平均表面粗さ(Ra)を測定し、その平均値を求めた。ここで表面算術平均粗さ(Ra値)は、原子間力顕微鏡(AFM)を用いて、テクスチャー加工表面を縦横それぞれ5マイクロメータの領域を測定し、この範囲の傾きを補正し、測定された高さデータからRa値を算出した。測定試料は、測定範囲にテクスチャーラインが横方向に垂直になるよう固定した。測定器は、Veeco社製のDimension3100を用いた。AFMを用いる理由は、触針式の表面粗さ計、光学式の表面粗さ計に比べ、分解能が高いことによる。
【0056】
AFMを用いてテクスチャー加工後の磁気ディスク基板表面(計4面)の平均表面粗さ(Ra)を測定し、その平均値を求めた。Raは、4.3オングストローム以上4.6オングストローム以下のものをA(良い)、この範囲から外れたものをC(悪い)とした。
【0057】
(B)微小うねり(Wa)および、微小うねり増加量(ΔWa)
微小うねり(Wa値)は、白色光干渉型形状測定器を用いた。測定器は、Zygo社製のNew View5000を用いた。測定範囲は縦0.66mm、横0.88mmの範囲で、測定試料は、測定範囲にテクスチャーラインが横方向に垂直になるよう固定した。測定結果から、0.05mmから0.50mmの範囲の周波数成分のみを取り込むフィルタリング処理を実施し、この変動成分をWa値と定義した。
Wa(テクスチャー加工前):テクスチャー加工前のガラス基板のWa
Wa(テクスチャー加工後):テクスチャー加工後のガラス基板Wa
ΔWa :Wa(テクスチャー加工後)−Wa(テクスチャー加工前)
【0058】
ΔWaは、0.4オングストローム以上をC、0.4オングストローム未満0.2オングストローム以上をB(平均的)、0.2オングストローム未満をAと評価した。ここで、評価「A」の意味は磁気ヘッドの浮上高さが変動しない良好な特性であること、評価「B」の意味は磁気ヘッドの浮上高さが変動する点で「A」に劣るものの実用的に耐え得るレベルであるもの、評価「C」の意味は磁気ヘッドの浮上安定性が損なわれて浮上高さに変動が生じて記録特性が劣化するレベルであるものである。
【0059】
(C)加工レート
加工する磁気ディスク基板の重量を、電子天秤により予め測定しておく。テクスチャー加工は重量変化を安定的に測定する必要から、通常の条件に比べ長くし、通常加工の20倍に相当する300秒とした。テクスチャー加工を実施後、磁気ディスク基板表面に残ったスラリー、水等の付着物成分を除去するために精密洗浄を行い、乾燥させる。更に、表面に残存する水分が十分乾燥することを実現するために、3時間を磁気ディスク基板が汚れないようにクリーンベンチなどの大気中のパーティクル等が付着しにくい場所に置いた。加工後の磁気ディスク基板重量を加工前と同様の方法で実施した。
【0060】
この前後の重量変化を加工レート(単位mg)として定義した。測定は、2枚を加工、測定し、その平均値を求めた。
【0061】
加工レートが4mg以上の場合においては、(1)ディスク表面の有害な凸形状の欠陥の除去十分達成される、(2)長手磁気記録方式の場合には磁気異方性を効果的に与えられる、ことから好ましい特性である。一方、0.2mg未満では、(1)、(2)の特性が十分達成されない。そのため、0.4mg以上をA、0.4mg未満0.2mg以上をB、0.2mg未満をCと評価した。
【0062】
実施例1
極細繊維として66dtex、9フィラメント、[70島/フィラメント:東レ(株)製]の海島型ポリエステルで島成分がポリエチレンテレフタレートで海成分がポリエステルの酸成分としてテレフタル酸と5−ナトリウムスルホイソフタル酸の共重合体からなるアルカリ熱水可溶型ポリエステルからなる繊維(海島の比率は20/80。したがって、海成分の除去後の、島成分繊維の単糸繊度は計算上0.084dtex)を用いた。この糸の沸騰水収縮率は5.8%であった。太繊度繊維としては33dtex、6フィラメントのポリエステル糸(東レ(株)製)を用いた。この糸の単糸繊度は5.5dtexで、沸騰水収縮率は21.2%であった。一方、極細繊維は脱海することなく仮ヨリ加工(仮ヨリ数:3000T/m、温度:180℃)し、太繊度繊維と引き揃えてエアー交絡(極細糸のオーバフィード率:2%、空気圧:3kg/cm2 )し、複合糸を得た。さらに丸編機32G、38インチ)を用いてインターロック方式で編成し生機とした。
【0063】
この生機をいったん、130℃×20分の熱処理後、さらに80℃で30分間水酸化ナトリウム1%存在下で処理することにより完全に海成分を除去した。次に通常の方法で染色し、表面から100kg/cm2 の圧力でウォータージェット加工した。その後、135℃でヒートセットし、ウエル、コースを60本/inに設定した。得られた編物の極細繊維の単糸繊度は最終的に、長さと重さの関係を測定して0.07dtexであり、編物に占める極細繊維の割合は65重量%、極細繊維を主体とする単繊維はウエル・コース共約35000本/in以上の高密度編物であった。目付は210g/m2 で、生機に対して、幅:68%、長さ:72%に収縮した。しかし、製品の160℃における乾熱収縮率は1.6%、洗濯収縮率も2%の寸法安定性のある研磨用編物であった。
【0064】
得られた編物の布帛物性をカトーテック(株)製自動化圧縮試験機KESFB3により算出したところ、圧縮エネルギーは、0.150gf・cm/cm2、圧縮回復エネルギーは0.072gf・cm/cm2であった。得られた編物を用い、テクスチャー加工を行ったところ、加工レートは0.4mg、表面粗さ(Ra)4.4オングストローム、Wa(テクスチャー加工前)は1.10オングストロームに対し、Wa(テクスチャー加工後)は1.22オングストロームで、ΔWaは0.12オングストロームとテクスチャー加工後の微小うねりの増大が比較例に比べて格段に抑制されていた。実施例1の評価結果について表1にまとめた。
【0065】
比較例1
タテ糸に56dtex、18フィラメントのポリエステル長繊維(単糸繊度3.1dtex)を用い、ヨコ糸に135dtex、18フィラメントの海島型複合繊維(70島/フィラメント。したがって、海成分の除去後の、島成分繊維の単糸繊度は0.086dtex)であって、島成分がポリエチレンテレフタレートで海成分がポリエステルの酸成分としてテレフタル酸と5−ナトリウムスルホイソフタル酸の共重合体からなるアルカリ熱水可溶性ポリエステルからなる繊維(海島の比率は20/80)を仮ヨリ加工(仮ヨリ数:300T/m、温度:180℃)糸2本引き揃えて用い、5枚バックサテン織物を製織した。
【0066】
織物密度はタテは137本/インチでヨコは119本/インチとし、これを生機とした。
【0067】
この生機をいったん130℃×20分の熱水処理後、さらに80℃で60分間水酸化ナトリウム1%の存在下で処理することにより完全に海成分を除去した。次に湯洗い水洗してから乾燥して仕上げた。極細繊維の単糸繊度は最終的に、長さと重さの関係を測定して0.07dtexであった。得られた織物の布帛物性をカトーテック(株)製自動化圧縮試験機KESFB3により算出したところ、圧縮エネルギーは、0.096gf・cm/cm2、圧縮回復エネルギーは0.047gf・cm/cm2であった。
【0068】
得られた織物を用い、テクスチャー加工を行ったところ、加工レートは0.5mg、表面粗さ(Ra)4.5オングストローム、Wa(テクスチャー前)は1.10オングストロームに対し、Wa(テクスチャー後)は1.55オングストロームで、ΔWaは0.45オングストロームと微小うねりがテクスチャー加工後に増大していた。
比較例1の評価結果についても表1にまとめた。
【0069】
【表1】

【図面の簡単な説明】
【0070】
【図1】図1は本発明の研磨編物を用いてテクスチャー加工する工程を例示し、(A)は正面図、(B)は側面図である。
【図2】図2は圧縮試験における圧縮サイクルでの印加圧力と布帛厚さの関係図の一例である。
【符号の説明】
【0071】
1:基板
2:ゴムローラ
3:供給リール
4:回収リール
5:供給ノズル
F:研磨用テープ
【技術分野】
【0001】
本発明は、記録メディアや集積回路基板の仕上げ用に用いられる高精密研磨や研磨砥粒を用いた表面研磨加工、さらにはアルミニウムならびにガラス基板などの磁気記録ディスク製造工程においてディスク基板の表面にオングストロームオーダーの溝を付けるテクスチャー加工に使用できる研磨用編物に関する。
【背景技術】
【0002】
近年、光ディスク、磁気ディスク等の記録媒体や集積回路基板は精力的な技術開発が行われているが、さらなる高容量化、高記録密度化への要求は依然として本分野における最重要課題としてあげられている。このような高性能化が進めば進むほど各種基板表面加工の高精度化が要求されるようになってきた。例えば、ハードディスク用の磁気ディスクにおいてはディスク基板としてガラス、あるいはアルミニウム基板が用いられているが、一般的には磁性体薄膜層をスパッタリング法で形成する前にポリッシング加工とよばれる前加工とテクスチャー加工とよばれる後加工がある。ポリッシング加工は基板表面のうねりや凹凸を改善し、表面平滑化を図る工程である。
【0003】
一方、テクスチャー加工は前工程で平滑化した基板表面に、同心円状に近いオングストロームオーダーの溝深さの微小な溝(以下、テクスチャー痕という)を多数形成される工程であり、図1に示すようなテクスチャー加工装置が用いられている。
【0004】
図1において、1は基板、2はゴムローラ、3は供給リール、4は回収リール、5は供給ノズル、Fは研磨用テープであり、テクスチャー加工は、サブミクロン以下の平均粒径の微粒子を含む砥粒スラリーを研磨用テープFと磁気ディスク基板1の間に供給し、ディスク基板1を回転させながら研磨テープF上に分散された砥粒スラリー中の微粒子で研磨する遊離砥粒法が一般的である。
【0005】
テクスチャー加工の目的は、
(1)長手磁気記録方式の場合は磁気異方性を与えることによる磁気記録特性を向上すること、
(2)垂直磁気記録の場合には表面粗さの製品間の差を小さくすること、もしくは、平均表面粗さ(以下、Ra)を低減すること、
(3)コンタクトスタートアンドストップ(CSS)方式を用いたハードディスク装置(以下、HDDという)では、非動作時における磁気ヘッドと磁気ディスク面との吸着を防止すること、
(4)非動作時に磁気ヘッドを磁気ディスクの上から移動するランプロード方式を用いたHDDでは、磁気ディスクから磁気ヘッドに潤滑材が吸い上げられることを防止すること、
(5)そして、全ての方式において表面の有害な凸形状の欠陥の除去をすること、
などにある。
【0006】
HDDでは年々記録密度の向上が求められているが、そのためにはヘッド浮上量を低減させることが重要である。現在ヘッド浮上量は15nm程度もしくはそれ以下になっている。この浮上量を実現するには、表面の平均微小うねり(Wa)を低減させることが必要である。
【0007】
このWaは、テクスチャー加工以前のポリッシング加工段階(基板平滑化研磨段階)で形成されたものである。このポリッシング加工は複数枚のバッチ処理によっているので、円周方向とは無関係な方向に周期性を持つ。微小うねりが大きい場合には、磁気ヘッドの浮上高さに変動が生じてしまい、記録特性が劣化する。更に程度が悪い場合は浮上安定性が損なわれて、磁気ヘッドと磁気ディスクが接触してHDDの損傷につながる。微小うねりが次段階のテクスチャー加工によりさらに大きくなるという問題点に加え、記録密度の向上のほかに、磁気ディスクの小径化、使用環境の拡大があり、微小うねりを小さくすることがテクスチャー加工における非常に重要な要求特性になってきている。
【0008】
テクスチャー加工工程でWaを決定する要素は、砥粒スラリー、研磨テープ、装置加工条件(砥粒スラリー供給量、ディスク回転数、研磨テープをディスクに押し付ける圧力、研磨テープの送り速さ、加工時間)の中で、研磨テープが最も特性に大きく寄与する。また、表面に形成されたテクスチャー痕には、溝の深さ、高さがそろっている均一性が重要である。
【0009】
求められるテクスチャー加工表面を評価する具体的な指標としてはテクスチャー加工後のRa値や、Wa値が重要である。Ra値は全ての特性を満足する適切な値になるように設定される。Ra値の代表的なものは、4オングストローム以下であり、記録密度の向上実現のために浮上高さを低減することを達成する必要から、現在では3オングストローム以下のものが求められている。Ra値の測定には測定分解能が高い原子間力顕微鏡(以下、AFMという)が使用される。
【0010】
これに対し、Wa値は、テクスチャー加工による周期成分が加わることから、テクスチャー加工前後の比較で加工後に増加するが、特性上この増加量(ΔWa)が小さいほど好ましい。Wa値測定には、光学的な測定器または触針式の測定器が用いられるが、非接触の測定器が簡便であるのでよく用いられる。
【0011】
このような低微小うねりへの要求に対し、例えば、ガラスディスク基板においてはテクスチャー加工前の平滑研磨工程において、まず酸化セリウム含有スラリーで研磨後、次にコロイダルシリカで研磨することでテクスチャー工程前のディスク基板の微小うねりを低減化させておくという方法が開示されている(特許文献1)。
【0012】
また、テクスチャー加工工程において、ディスク基板の回転数とディスクの揺動周波数からなる相関式を規定し、その相関式から求められる数値範囲を定めた方法が開示されている(特許文献2)。
【0013】
しかしながら、前者のようにいくらテクスチャー加工前の平滑研磨工程で微小うねりを低減できたとしても、前述のようにテクスチャー工程で微小うねりが再発あるいはさらに増大することがあり、有効な方法ではない。また、後者のようにテクスチャー加工時の条件を最適にできたとしても、用いる研磨テープ(テクスチャーテープ)や研磨スラリーの性状によっては期待した効果を得られないという欠点がある。
【0014】
一方、テクスチャー加工時に用いられる研磨テープ(テクスチャーテープ)に着目し、微小うねりの低減化を達成する方法として、直径8μm以下のプラスチック繊維束を織り込んだ織物テープ、あるいは編み込んだ編物テープにおいて、繊維束の織り目もしくは編み目がテープ長手方向に対して不連続であるテープを用いるという方法が開示されている(特許文献3、4)。
【0015】
ここで、織物とは、タテ糸(あるいはタテ糸束)とヨコ糸(あるいはヨコ糸束)を直角に配列し、互いに上下に交差させることにより布帛にしたものであり、一方、編物とは糸(あるいは糸束)でループを作り、そのループにさらに糸(あるいは糸束)をくぐらせてループを作ることを繰り返すことにより布帛を形成するものである。
【0016】
ところが、これらの場合のように研磨テープを織物とした場合には、実際の研磨に寄与するヨコ糸束の裏側に位置するタテ糸束の影響によりヨコ糸が必要以上にディスク基板表面に押し付けられるため、やはり微小うねりが生じてしまうという欠点があった。他方、研磨テープを編物とした場合には、織物のようなタテ糸の関与は除外できるものの、編物特有の伸縮性の大きさによるテープの伸びや変形の問題が、実際のテクスチャー加工時に問題となったり、編物表面の繊維束の自由度が織物に比べて遙かに大きいため、マクロに柔らかな表面となり、結果としてうねりの発生は抑制できるものの、他のテクスチャー特性、例えば、表面粗さ(Ra)が小さすぎたり、加工レートが極めて低いなどの欠点があった。
【特許文献1】特開2003−187421号公報
【特許文献2】再公表特許WO2004−059619号公報
【特許文献3】特開平10−241156号公報
【特許文献4】特開平6−295432号公報
【発明の開示】
【発明が解決しようとする課題】
【0017】
本発明は、特に磁気ディスク等のテクスチャー加工において、十分な加工レートや、テクスチャー痕の均一性、微小うねりを低減化させることができる研磨用編物を提供するものである。
【課題を解決するための手段】
【0018】
本発明は、上記課題を解決するため下記の構成を有する。
すなわち、本発明は、単糸繊度1dtex以下の極細繊維と前記極細繊維の4倍以上の単糸繊度の太繊度繊維とからなる複合糸で構成される研磨用編物である。
【発明の効果】
【0019】
本発明によれば、編物特有の伸縮性の大きさによるテープの伸びや変形を抑えることができ、例えば、ハードディスク用磁気ディスクのテクスチャー加工において、実用に十分な加工レート、テクスチャー痕の均一性、シャープさを保持しつつ、微小うねりを低減化させることができる研磨用編物を得ることができる。
【発明を実施するための最良の形態】
【0020】
以下、本発明について詳細に説明する。
本発明の研磨用編物は記録メディアや集積回路基板などの半導体関連材料や光学製品、宝飾品など、表面研磨加工や表面汚れの除去などを必要とする各種用途に使用できるものであるが、特に磁気記録ディスク基板のテクスチャー加工用研磨用編物として好適であるので、以下では主にテクスチャー加工用に焦点をあてて説明する。
【0021】
本発明の研磨用編物を構成する素材は、単糸繊度1dtex以下の極細繊維と前記極細繊維の4倍以上の単糸繊度の太繊度繊維とからなる複合糸で構成される編物である。
【0022】
上記の極細繊維、太繊度繊維は、ポリエステルからなるものであることが好ましいが、ポリアミド等の他の合成繊維であってもよい。極細繊維、太繊度繊維ともポリエステルである場合は、ポリアミドまたは炭素繊維などが10%以内の少量であれば含有されても何等差支えない。該繊維の性状は、極細繊維、太繊度繊維のいずれも、フィラメント繊維(連続繊維)、短繊維(ステープル繊維)のいずれであってもよいが、繊維くずを発生することが少ない点で、フィラメント繊維であることが基本である。
【0023】
極細繊維の単糸繊度は1dtex以下であり、0.001〜1dtexの範囲のものが好ましい。さらには0.01〜0.1dtexの範囲のものが好ましい。極細繊維の単糸繊度が1dtexを超えた場合、研磨スラリー中の研磨粒子を編物表面に効率的に捕捉させることができず、研磨レートが低い、あるいはテクスチャー痕がシャープにならず、さらには微小うねりが増大してしまう場合がある。また、極細繊維の単糸繊度が0.001dtex未満では、加工レートの急激な低下とともに、Raも極めて小さなテクスチャー痕となってしまう場合がある。
【0024】
太繊度繊維の単糸繊度は、用いられる極細繊維の単糸繊度よりも4倍以上高いことが必要である。より好ましくは10倍以上であり、さらに50倍以上のものが好ましい。太繊度繊維の単糸繊度が極細繊維の単糸繊度の4倍未満の場合には、編物が細い繊維のみから構成されることになり、ハリ、腰のない風合になり、また、寸法安定性に欠け、編物特有の伸縮性の大きさによる布帛の伸びや変形の問題を生じさせることになる場合がある。
【0025】
また、太繊度繊維の単糸繊度は用いる極細繊維の単糸繊度よりも4倍以上高いものであるとともに、単糸繊度が1dtex以上のものが好ましい。より好ましくは3dtex以上のものである。太繊度繊維の単糸繊度が1dtex未満の場合には、やはり編物が細い繊維のみから構成されることになり、ハリ、腰のない風合になり、また、寸法安定性に欠け、編物特有の伸縮性の大きさによる布帛の伸びや変形の問題を生じさせることになる場合がある。
【0026】
太繊度繊維の単糸繊度の上限は、極細繊維の単糸繊度の5000倍程度までであることが好ましく、より好ましくは2000倍程度までである。また、具体的な単糸繊度としては30dtex以下が好ましく、より好ましくは20dtex以下である。この理由は、太繊度繊維の単糸繊度と極細繊維の極細繊維との単糸繊度の差が大きいものであると、編物表面に凹凸が生じてしまうこととなり、タクスチャー加工を行う際に、磁気ディスク基板に加工面が均一に接することができないことでテクスチャー痕が不均一になり、微小うねりを低減させることができないからであり、また、スクラッチを生じさせるからである。
【0027】
本発明においては、極細繊維と太繊度繊維との複合割合が重要であり、研磨用編物
総重量に対して極細繊維が占める重量%は、少なくとも研磨用編物総重量に対して太繊度繊維の占める重量%よりも高いことが好ましい。布帛の嵩高性、風合い、研磨特性の点から極細繊維が、研磨用編物総重量に対して50〜80重量%含まれていることが好ましく、さらには60〜70重量%含まれていることがより好ましい。
【0028】
太繊度繊維は残りの部分を占めるのが基本である。しかし、必要に応じて炭素繊維などの制電性繊維などが含まれてもなんら差支えない。
【0029】
太繊度繊維は、仮ヨリ加工などされていない生糸(非加工糸)であることが好ましい。また、太繊度繊維は熱処理前の状態において極細繊維よりも高い収縮特性を有する。その収縮率は特に限定されるべきものではないが、重要なことは極細繊維よりも熱に対する収縮特性が大きいことである。極細繊維の沸騰水収縮率4〜8%に対し、太繊度繊維は10〜25%の収縮率のものがよい。特に、極細繊維の沸騰水収縮率より4〜8%大きい収縮率のものがより好ましい。
【0030】
すなわち、熱処理により太繊度繊維が極細繊維より大きな収縮が発現され編組織の繊維束内部を形成する。この収縮差を有することにより、熱処理後、太繊度繊維が比較的に糸の内層部(編物の内層部)を形成し、極細繊維が比較的に糸の表層部(編物の表層部)を形成することになる。また、熱処理前において、両者の糸長差は極細繊維が太繊度繊維よりも3%以上長いものであることが好ましい。
【0031】
さらに極細繊維は仮ヨリ加工によるケン縮が付与されていることが、好ましい。この仮ヨリケン縮により、本来はストレートな1本1本の単繊維配列を乱し、編物表面の嵩高性を大きくすることで表面繊維層がテクスチャー加工時に適度なクッション性を示すことから、微小うねりの低減、スクラッチの発生低減に有効である。
【0032】
本研磨用編物のクッション性を具体的に示す指標としては布帛の圧縮エネルギーおよび圧縮回復エネルギーがある。
【0033】
圧縮エネルギーおよび圧縮回復エネルギーは、カトーテック(株)製自動化圧縮試験機KESFB3により測定した1cm2当たりの布帛の圧縮エネルギーおよび圧縮回復エネルギーを言う。
【0034】
布帛にかける圧縮圧力Pを0gf/cm2から50gf/cm2まで増大させ、続けて50gf/cm2から0gf/cm2まで圧縮力を減少させ、その間の布帛の厚さの変化を測定する。圧縮圧力増大時の圧縮圧力P=0.5gf/cm2における厚さをT0、圧縮圧力P=50gf/cm2における厚さをTmとすると、圧縮エネルギーWCは圧縮力増大時の圧縮圧力P=P(T)の値をT=T0からTmまで積分した値であり、T0からTmの区間における曲線P=P(T)の下側の面積に相当する。一方、圧縮回復エネルギーWC’は圧縮力減少時の圧縮圧力P=P‘(T)の値をT=T0からTmまで積分した値であり、T0からTmの区間における曲線P=P’(T)の下側の面積に相当する。カトーテック(株)製自動化圧縮試験機KESFB3により、圧縮エネルギーおよび圧縮回復エネルギーを算出する際に使用する圧縮サイクル(圧縮増大時および圧縮減少時)における圧力と厚さの関係の1例を図2に示した。
【0035】
かかる圧縮エネルギーの値が大きいこと、および圧縮回復エネルギーの値が大きいことの方が、布帛のクッション性が高く、すなわち微小うねりの低減化やスクラッチ発生低減に効果的である。
【0036】
本発明の研磨用編物においては、上記クッション性の指標である圧縮エネルギーが0.10gf・cm/cm2以上であり、好ましくは0.12gf・cm/cm2以上のものである。また、圧縮回復エネルギーが0.05gf・cm/cm2以上のものであり、より好ましくは0.06gf・cm/cm2以上のものである。また、それら各値の上限は、圧縮エネルギーが3.00gf・cm/cm2、圧縮回復エネルギーが1.50gf・cm/cm2である。圧縮エネルギー、圧縮回復エネルギーを上記値にするには、特に限定されるものではないが、本発明においては前述したように、特に単糸繊度1dtex以下の極細繊維と、該極細繊維の単糸繊度の4倍以上の単糸繊度を有し、かつ極細繊維よりも熱処理における収縮率の大きな太繊度繊維を用いて編物とすることで、編物を熱処理後、太繊度繊維が編物の内層部を形成し、極細繊維が糸の表層部を形成するようにすることや、また、糸を製造する際に仮ヨリ加工を施し、極細繊維に仮ヨリ加工によるケン縮を付与することなどにより実現できる。
【0037】
本発明においては、上述のような仮ヨリ加工された低収縮の極細繊維と高収縮の太繊度繊維とが流体交絡処理され、両者は互いに絡まり合い、複合一体化される。好ましくは、この複合糸は加撚されることなく、交絡により一体化されているため、収縮処理後は、極細繊維が表面にふくらみを持って出現するとともに風合は極めて軟らかいものとなる。
【0038】
編物の密度は、極細繊維がウエル、コースとも25000本/in以上の高密度とすることが好ましい。より好ましくは30000〜50000本/inの密度とする。例えば、80デニールで650フィラメントの極細繊維と、太繊度繊維からなる複合糸が60本/inの密度であれば39000本/inの単繊維から構成されているとするものである。ここで、25000本/in未満であれば、柔らかく腰のない編物になり、テクスチャー加工時に悪影響が出てしまう。研磨特性という観点からは繊維の構成本数は多いほど良いが、風合い、作業性の点から、および糸と糸との隙間の程度から無限に多い密度のものは存在しない。
【0039】
さらに編物を構成する単繊維の配列乱れを付与することにより、テクスチャー加工時に研磨の方向性をもたない研磨用編物になり、微小うねりの低減化に有効である。この配列乱れを付与するには編物表面をウォータージェット加工することにより得ることができる。編物表面をウォータージェット加工することにより、編糸を構成する単繊維が乱れ、表面の極細繊維の一部が糸内部に向かって太繊度繊維と絡み合うとともに、さらに編目の方向性がランダムになり、密度計:ルノメータで編密度が読めないか、または非常に読みにくい形態になり、編物の表面はセーム皮調に変化する。
【0040】
本発明の研磨用編物は編物にもかかわらず寸法安定性が良好である。すなわち、160℃での乾熱処理による収縮率が5%以下、および洗濯による収縮率が5%以下である。好ましくは双方とも3%以下である。
【0041】
編物は通常熱に起因する収縮率が大きく5%以下に抑えることは困難とされてきたが、本発明の編物は160℃での乾熱処理による収縮率および洗濯による収縮率が5%以下である編物とすることにより、繊維相互の絡み合いによる編物でありながら、寸法安定に優れ、かつ裁断面がほつれにくい編物とすることができる。
【0042】
次に、本発明の研磨用編物の製造方法の一例について説明する。
本発明の研磨用編物は、極細繊維の前駆体である島成分が1dtex以下である海島構造を有する低収縮のポリエステル複合繊維フィラメントの仮ヨリ加工糸(A)と太繊度繊維で高収縮のポリエステルフィラメント生糸(B)を引き揃えて、エアーノズルで流体交絡した複合糸を丸編機でインターロック方式で編成した編物を生機とし、この生機を熱水処理し、海成分を除去する。この海成分を除去することにより1dtex以下の極細繊維を得ることができる。海成分の除去はアルカリの存在下での処理が有効であり、通常水酸化ナトリウムが使用される。
【0043】
海島構造の複合繊維に代えて剥離型の分割繊維を使用することも可能である。仮ヨリ加工は通常のウーリー加工などを用いることができる。
【0044】
編物を作る方法はいかなる方法によってもよいが丸編でインターロック方式が生産性、裁断のほつれ防止などで効果的である。
【0045】
極細繊維を絡ませる方法は、本発明の仮ヨリ加工極細繊維と高収縮生糸の流体交絡による複合で達成されるが、さらにウォータージェット加工により、より交絡が促進される。
【0046】
太繊度繊維が熱処理による収縮処理により、極細繊維を浮き上げ、さらにウォータージェット加工による水圧により、1〜3%の収縮が生ずると同時に編糸を構成する単繊維が乱れ、表面の極細繊維の一部が糸内部に向かって太繊度繊維と絡み合うとともに、さらに編目の方向性がランダムになり、見えにくくなる。
【0047】
すなわち、脱海後の布帛を、50〜100kg/cm2 の流体を小孔より布帛の表面に噴射させることにより、布帛内で表面近傍に存在する極細繊維は、ほぼ一本一本が分離し布帛表面に浮き出る形態を示す。この極細繊維が布帛の表面に選択的に浮き出るのは、極細繊維よりも収縮率の大きい太繊度繊維の作用によるものである。すなわち、ウォータージェット加工することにより、繊維は配列を乱し、ランダムな配列となり、単糸繊度の大きい高収縮糸が選択的に内層部を形成し、単糸繊度の小さい極細繊維が表層部を形成し、ボリューム感のある研磨用編物とすることができる。
【0048】
このように本発明の研磨用編物は、特にハードディスク用磁気ディスク基板のテクスチャー加工材料として、問題となっている微小うねりを低減化させることができるとともに、実用に十分な加工レート、テクスチャー痕の均一性を兼ね備えた優れたテクスチャー特性を実現できる。
【実施例】
【0049】
以下、本発明を実施例により具体的に説明する。
[1]布帛の乾熱収縮率、洗濯収縮率の測定
160℃での乾熱処理収縮率の測定はJIS L1042に準じて測定した。但し、乾熱処理温度、時間は160℃×3分とし、熱風式乾燥機中にタテ方向に吊り下げた。
洗濯収縮率の測定は洗濯処理をJIS L0217に記載された方法により行い、40℃×25分、すすぎ10分とした。
【0050】
[2]繊維の沸騰水収縮率の測定
試験繊維(糸)をカセ取り機で10回巻き取り、0.09g/dtexの荷重を掛けて試長aを測定し、100℃の沸騰水中で15分間熱処理し、8時間以上自然乾燥した後0.9g/dtexの荷重を掛け、試長bを測定し、次の式より沸騰水収縮率を算出した。
沸騰水収縮率 (%)=〔(a−b)/a〕×100
【0051】
[3]HD用磁気ディスク基板テクスチャー加工および評価
(1)HD用磁気ディスク基板テクスチャー加工
研磨用編物(または織物)を幅38mmに裁断したものを研磨テープに加工したものを用い、HD用磁気ディスク基板としてはテクスチャー工程前のポリッシング加工された2.5インチガラス基板(外径65mm、内径20mm、板厚0.635mm)を用いた。テクスチャー加工は図1に示すようなテクスチャー加工機を用い、加工テープ評価においては、両面同時加工で実施し、2枚の基板を加工、評価した。
【0052】
テクスチャー加工条件は、以下のとおりである。
装置名 EDC1800(EDC社製)
砥粒スラリー供給量 7.5ml/min
ディスク回転数 400rpm
研磨テープ押し付け力 5.5 ポンド(2.5kg)
テープテンション 5.0 ポンド(2.3kg)
押付ローラ硬度 45duro
ローラサイズ 外径51mm
研磨テープの送り速さ 75 mm/min
加工時間 15秒
オシレーション幅 0.8mm
オシレーション周波数 8Hz
【0053】
加工スラリーは、クラスター粒子(平均粒径0.11マイクロメートル) 0.05重量%、添加剤(グリコール系化合物の界面活性剤)1重量%、純水98.95重量%で構成されているものを使用した。
【0054】
(2)テクスチャー加工後の磁気ディスク基板評価方法
得られたテクスチャー加工後の磁気ディスク基板について、以下の項目を評価した。
【0055】
(A)平均表面粗さ(Ra)
テクスチャー加工後の磁気ディスク基板表面(計4面)の平均表面粗さ(Ra)を測定し、その平均値を求めた。ここで表面算術平均粗さ(Ra値)は、原子間力顕微鏡(AFM)を用いて、テクスチャー加工表面を縦横それぞれ5マイクロメータの領域を測定し、この範囲の傾きを補正し、測定された高さデータからRa値を算出した。測定試料は、測定範囲にテクスチャーラインが横方向に垂直になるよう固定した。測定器は、Veeco社製のDimension3100を用いた。AFMを用いる理由は、触針式の表面粗さ計、光学式の表面粗さ計に比べ、分解能が高いことによる。
【0056】
AFMを用いてテクスチャー加工後の磁気ディスク基板表面(計4面)の平均表面粗さ(Ra)を測定し、その平均値を求めた。Raは、4.3オングストローム以上4.6オングストローム以下のものをA(良い)、この範囲から外れたものをC(悪い)とした。
【0057】
(B)微小うねり(Wa)および、微小うねり増加量(ΔWa)
微小うねり(Wa値)は、白色光干渉型形状測定器を用いた。測定器は、Zygo社製のNew View5000を用いた。測定範囲は縦0.66mm、横0.88mmの範囲で、測定試料は、測定範囲にテクスチャーラインが横方向に垂直になるよう固定した。測定結果から、0.05mmから0.50mmの範囲の周波数成分のみを取り込むフィルタリング処理を実施し、この変動成分をWa値と定義した。
Wa(テクスチャー加工前):テクスチャー加工前のガラス基板のWa
Wa(テクスチャー加工後):テクスチャー加工後のガラス基板Wa
ΔWa :Wa(テクスチャー加工後)−Wa(テクスチャー加工前)
【0058】
ΔWaは、0.4オングストローム以上をC、0.4オングストローム未満0.2オングストローム以上をB(平均的)、0.2オングストローム未満をAと評価した。ここで、評価「A」の意味は磁気ヘッドの浮上高さが変動しない良好な特性であること、評価「B」の意味は磁気ヘッドの浮上高さが変動する点で「A」に劣るものの実用的に耐え得るレベルであるもの、評価「C」の意味は磁気ヘッドの浮上安定性が損なわれて浮上高さに変動が生じて記録特性が劣化するレベルであるものである。
【0059】
(C)加工レート
加工する磁気ディスク基板の重量を、電子天秤により予め測定しておく。テクスチャー加工は重量変化を安定的に測定する必要から、通常の条件に比べ長くし、通常加工の20倍に相当する300秒とした。テクスチャー加工を実施後、磁気ディスク基板表面に残ったスラリー、水等の付着物成分を除去するために精密洗浄を行い、乾燥させる。更に、表面に残存する水分が十分乾燥することを実現するために、3時間を磁気ディスク基板が汚れないようにクリーンベンチなどの大気中のパーティクル等が付着しにくい場所に置いた。加工後の磁気ディスク基板重量を加工前と同様の方法で実施した。
【0060】
この前後の重量変化を加工レート(単位mg)として定義した。測定は、2枚を加工、測定し、その平均値を求めた。
【0061】
加工レートが4mg以上の場合においては、(1)ディスク表面の有害な凸形状の欠陥の除去十分達成される、(2)長手磁気記録方式の場合には磁気異方性を効果的に与えられる、ことから好ましい特性である。一方、0.2mg未満では、(1)、(2)の特性が十分達成されない。そのため、0.4mg以上をA、0.4mg未満0.2mg以上をB、0.2mg未満をCと評価した。
【0062】
実施例1
極細繊維として66dtex、9フィラメント、[70島/フィラメント:東レ(株)製]の海島型ポリエステルで島成分がポリエチレンテレフタレートで海成分がポリエステルの酸成分としてテレフタル酸と5−ナトリウムスルホイソフタル酸の共重合体からなるアルカリ熱水可溶型ポリエステルからなる繊維(海島の比率は20/80。したがって、海成分の除去後の、島成分繊維の単糸繊度は計算上0.084dtex)を用いた。この糸の沸騰水収縮率は5.8%であった。太繊度繊維としては33dtex、6フィラメントのポリエステル糸(東レ(株)製)を用いた。この糸の単糸繊度は5.5dtexで、沸騰水収縮率は21.2%であった。一方、極細繊維は脱海することなく仮ヨリ加工(仮ヨリ数:3000T/m、温度:180℃)し、太繊度繊維と引き揃えてエアー交絡(極細糸のオーバフィード率:2%、空気圧:3kg/cm2 )し、複合糸を得た。さらに丸編機32G、38インチ)を用いてインターロック方式で編成し生機とした。
【0063】
この生機をいったん、130℃×20分の熱処理後、さらに80℃で30分間水酸化ナトリウム1%存在下で処理することにより完全に海成分を除去した。次に通常の方法で染色し、表面から100kg/cm2 の圧力でウォータージェット加工した。その後、135℃でヒートセットし、ウエル、コースを60本/inに設定した。得られた編物の極細繊維の単糸繊度は最終的に、長さと重さの関係を測定して0.07dtexであり、編物に占める極細繊維の割合は65重量%、極細繊維を主体とする単繊維はウエル・コース共約35000本/in以上の高密度編物であった。目付は210g/m2 で、生機に対して、幅:68%、長さ:72%に収縮した。しかし、製品の160℃における乾熱収縮率は1.6%、洗濯収縮率も2%の寸法安定性のある研磨用編物であった。
【0064】
得られた編物の布帛物性をカトーテック(株)製自動化圧縮試験機KESFB3により算出したところ、圧縮エネルギーは、0.150gf・cm/cm2、圧縮回復エネルギーは0.072gf・cm/cm2であった。得られた編物を用い、テクスチャー加工を行ったところ、加工レートは0.4mg、表面粗さ(Ra)4.4オングストローム、Wa(テクスチャー加工前)は1.10オングストロームに対し、Wa(テクスチャー加工後)は1.22オングストロームで、ΔWaは0.12オングストロームとテクスチャー加工後の微小うねりの増大が比較例に比べて格段に抑制されていた。実施例1の評価結果について表1にまとめた。
【0065】
比較例1
タテ糸に56dtex、18フィラメントのポリエステル長繊維(単糸繊度3.1dtex)を用い、ヨコ糸に135dtex、18フィラメントの海島型複合繊維(70島/フィラメント。したがって、海成分の除去後の、島成分繊維の単糸繊度は0.086dtex)であって、島成分がポリエチレンテレフタレートで海成分がポリエステルの酸成分としてテレフタル酸と5−ナトリウムスルホイソフタル酸の共重合体からなるアルカリ熱水可溶性ポリエステルからなる繊維(海島の比率は20/80)を仮ヨリ加工(仮ヨリ数:300T/m、温度:180℃)糸2本引き揃えて用い、5枚バックサテン織物を製織した。
【0066】
織物密度はタテは137本/インチでヨコは119本/インチとし、これを生機とした。
【0067】
この生機をいったん130℃×20分の熱水処理後、さらに80℃で60分間水酸化ナトリウム1%の存在下で処理することにより完全に海成分を除去した。次に湯洗い水洗してから乾燥して仕上げた。極細繊維の単糸繊度は最終的に、長さと重さの関係を測定して0.07dtexであった。得られた織物の布帛物性をカトーテック(株)製自動化圧縮試験機KESFB3により算出したところ、圧縮エネルギーは、0.096gf・cm/cm2、圧縮回復エネルギーは0.047gf・cm/cm2であった。
【0068】
得られた織物を用い、テクスチャー加工を行ったところ、加工レートは0.5mg、表面粗さ(Ra)4.5オングストローム、Wa(テクスチャー前)は1.10オングストロームに対し、Wa(テクスチャー後)は1.55オングストロームで、ΔWaは0.45オングストロームと微小うねりがテクスチャー加工後に増大していた。
比較例1の評価結果についても表1にまとめた。
【0069】
【表1】
【図面の簡単な説明】
【0070】
【図1】図1は本発明の研磨編物を用いてテクスチャー加工する工程を例示し、(A)は正面図、(B)は側面図である。
【図2】図2は圧縮試験における圧縮サイクルでの印加圧力と布帛厚さの関係図の一例である。
【符号の説明】
【0071】
1:基板
2:ゴムローラ
3:供給リール
4:回収リール
5:供給ノズル
F:研磨用テープ
【特許請求の範囲】
【請求項1】
単糸繊度1dtex以下の極細繊維と前記極細繊維の4倍以上の単糸繊度の太繊度繊維とからなる複合糸で構成されることを特徴とする研磨用編物。
【請求項2】
前記太繊度繊維の単糸繊度が、前記極細繊維の単糸繊度の10倍以上であることを特徴とする請求項1記載の研磨用編物。
【請求項3】
前記極細繊維の単糸繊度が、0.01〜0.1dtexであることを特徴とする請求項1あるいは2記載の研磨用編物。
【請求項4】
前記極細繊維を50〜80重量%(対研磨用編物総重量比)含むことを特徴とする請求項1〜3のいずれかに記載の記載の研磨用編物。
【請求項5】
圧縮エネルギーが、0.10gf・cm/cm2以上であることを特徴とする請求項1〜4のいずれかに記載の研磨用編物。
【請求項6】
圧縮回復エネルギーが、0.05gf・cm/cm2以上であることを特徴とする請求項1〜5のいずれかに記載の研磨用編物。
【請求項7】
前記極細繊維が、ウエル、コースともに25000本/in以上で用いられて編成されてなることを特徴とする請求項1〜6のいずれかに記載の研磨用編物。
【請求項8】
160℃における乾熱収縮率が5%以下、および洗濯収縮率が5%以下であることを特徴とする請求項1〜7のいずれかに記載の研磨用編物。
【請求項9】
編組織が、丸編であることを特徴とする請求項1〜8のいずれかに記載の研磨用編物。
【請求項10】
極細繊維および太繊度繊維がポリエステルからなることを特徴とする請求項1〜9のいずれかに記載の研磨用編物。
【請求項11】
請求項1〜10のいずれかに記載の研磨用編物を用いて磁気ディスク基板を研磨することを特徴とする磁気ディスク基板の製造方法。
【請求項1】
単糸繊度1dtex以下の極細繊維と前記極細繊維の4倍以上の単糸繊度の太繊度繊維とからなる複合糸で構成されることを特徴とする研磨用編物。
【請求項2】
前記太繊度繊維の単糸繊度が、前記極細繊維の単糸繊度の10倍以上であることを特徴とする請求項1記載の研磨用編物。
【請求項3】
前記極細繊維の単糸繊度が、0.01〜0.1dtexであることを特徴とする請求項1あるいは2記載の研磨用編物。
【請求項4】
前記極細繊維を50〜80重量%(対研磨用編物総重量比)含むことを特徴とする請求項1〜3のいずれかに記載の記載の研磨用編物。
【請求項5】
圧縮エネルギーが、0.10gf・cm/cm2以上であることを特徴とする請求項1〜4のいずれかに記載の研磨用編物。
【請求項6】
圧縮回復エネルギーが、0.05gf・cm/cm2以上であることを特徴とする請求項1〜5のいずれかに記載の研磨用編物。
【請求項7】
前記極細繊維が、ウエル、コースともに25000本/in以上で用いられて編成されてなることを特徴とする請求項1〜6のいずれかに記載の研磨用編物。
【請求項8】
160℃における乾熱収縮率が5%以下、および洗濯収縮率が5%以下であることを特徴とする請求項1〜7のいずれかに記載の研磨用編物。
【請求項9】
編組織が、丸編であることを特徴とする請求項1〜8のいずれかに記載の研磨用編物。
【請求項10】
極細繊維および太繊度繊維がポリエステルからなることを特徴とする請求項1〜9のいずれかに記載の研磨用編物。
【請求項11】
請求項1〜10のいずれかに記載の研磨用編物を用いて磁気ディスク基板を研磨することを特徴とする磁気ディスク基板の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2008−103012(P2008−103012A)
【公開日】平成20年5月1日(2008.5.1)
【国際特許分類】
【出願番号】特願2006−284014(P2006−284014)
【出願日】平成18年10月18日(2006.10.18)
【出願人】(000003159)東レ株式会社 (7,677)
【出願人】(390037165)日本ミクロコーティング株式会社 (79)
【Fターム(参考)】
【公開日】平成20年5月1日(2008.5.1)
【国際特許分類】
【出願日】平成18年10月18日(2006.10.18)
【出願人】(000003159)東レ株式会社 (7,677)
【出願人】(390037165)日本ミクロコーティング株式会社 (79)
【Fターム(参考)】
[ Back to top ]