
研磨装置及び研磨方法
【課題】研磨パッド表面に向けてガスを噴射して研磨パッドの温度を制御しつつ、基板と研磨パッドとの研磨界面への研磨液供給量が不足して研磨レートが低下するのを抑制したり、適正な研磨レートを保つことができるようにする。
【解決手段】研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら、研磨液が供給されている研磨パッドの表面に基板を摺接させて該基板を研磨する研磨方法であって、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される研磨液流量とを互いに連動させる。例えば、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される必要研磨液流量との相関を示すデータを基に、基板の研磨時に研磨パッドに供給される研磨液流量を調整する。
【解決手段】研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら、研磨液が供給されている研磨パッドの表面に基板を摺接させて該基板を研磨する研磨方法であって、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される研磨液流量とを互いに連動させる。例えば、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される必要研磨液流量との相関を示すデータを基に、基板の研磨時に研磨パッドに供給される研磨液流量を調整する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体ウェーハ等の基板の被研磨面(表面)を研磨パッドの研磨面に押圧接触させ、基板の被研磨面と研磨パッドの研磨面との相対運動により該被研磨面を研磨する研磨方法及び研磨装置に関する。
【背景技術】
【0002】
研磨装置として、研磨テーブルの上面に研磨パッドを貼り付けて研磨面を形成し、この研磨面に研磨ヘッド(基板保持機構)で保持した半導体ウェーハ等の基板の被研磨面を押圧接触させ、研磨面に研磨液(スラリ)を供給しながら、研磨テーブルの回転と研磨ヘッドの回転による研磨面と被研磨面との相対運動により、被研磨面を平坦に研磨する化学機械研磨(CMP)装置が知られている。
【0003】
研磨技術においては、単位時間当りの基板処理枚数を最大にするために、最大の研磨レート、即ち、最短の研磨時間で基板を研磨できる条件を適用することが望まれている。そのために、CMP装置においては、基板を研磨パッドの研磨面に押し付けて研磨する時の研磨圧力、研磨ヘッド及び研磨テーブルの回転速度、研磨パッドの研磨面に供給される研磨液流量などを調整して所望の研磨レートを得るようにしている。
【0004】
一方で、基板の研磨時に、基板と研磨パッドとの摺動により摩擦熱が発生し、この摩擦熱によって、研磨パッド、ひいては研磨パッドと基板との研磨界面の温度が過剰に上昇して、最大研磨レートが得られなくなる場合がある。このような場合に、例えば冷却ノズル等のガス噴射部を用いて、冷却ガス等のガスを研磨パッドの表面に向けて噴射して、主に研磨パッド表面から気化熱を奪うことで、研磨パッド表面、ひいては研磨パッドと基板との研磨界面の温度を適正に保つことが研磨レートを最大にするのに有効である。
【0005】
このため、研磨パッド表面を約50℃以下、例えば44℃などの温度に制御することで、ディッシングを低減したり(引用文献1参照)、研磨パッドの表面温度を測定し、研磨パッドの表面温度の変化に応じて、例えば冷却機構を研磨パッド上に配置して冷却したりすること(引用文献2参照)等が提案されている。
【0006】
また、出願人は、研磨面に向けて圧縮ガス等の気体を吹き出す流体吹出機構を備え、研磨面の温度分布の測定結果を基に、研磨面を所定の温度分布にするように、流体吹出機構を制御することを提案している(引用文献3参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2001−308040号公報
【特許文献2】特開2001−62706号公報
【特許文献3】特開2007−181910号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
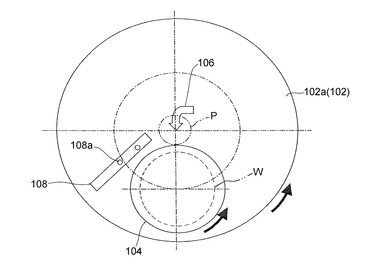
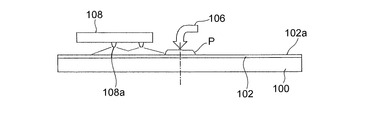
出願人は、図1及び図2に示すように、回転自在な研磨テーブル100と、研磨テーブル100の上面に貼付され上面を研磨面102aとした研磨パッド102と、半導体ウェーハ等の基板Wを着脱自在に保持して研磨面102aに向けて押圧する研磨ヘッド104と、研磨パッド102の中央に研磨液(スラリ)を供給する研磨液供給ノズル(研磨液供給部)106と、研磨パッド102の上方に配置され、複数のガス噴射口108aから研磨パッド102に向けて空気等の冷却ガスを噴射する冷却ノズル(ガス噴射部)108を備えた研磨装置を用意した。
【0009】
そして、研磨パッド102の研磨面102aに研磨ヘッド104で保持した基板Wを押圧接触させ、研磨パッド102のほぼ中央に研磨液を供給しながら、研磨テーブル100及び研磨ヘッド104を共に回転させて、基板Wと研磨パッド102の研磨面102aの相対運動により、基板Wの被研磨面(表面)の研磨を行った。この研磨時に、冷却ノズル108のガス噴射口108aから研磨パッド102に向けて冷却ガスを噴射し、研磨パッド102の温度が50℃となるようにガス噴射口108aからのガス噴射量をPID制御した。
【0010】
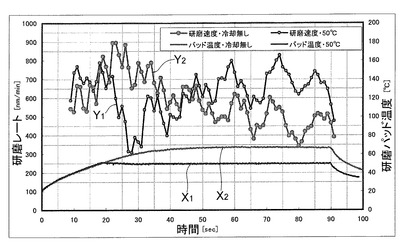
この時の、研磨パッド102の温度と時間との関係を図3に線図X1として、研磨レートと時間との関係を図3に線図Y1としてそれぞれ示す。比較のため、冷却ノズル108のガス噴射口108aから研磨パッド102に向けて冷却ガスを噴射することなく基板の研磨を行った時の研磨パッド102の温度と時間との関係を図3に線図X2として、研磨レートと時間との関係を図3に線図Y2としてそれぞれ示す。
【0011】
図3の研磨レートと時間との関係を示す線図Y1と線図Y2から、冷却ノズル108のガス噴射口108aから研磨パッド102に向けて冷却ガスを噴射して研磨パッド102の温度を制御しながら研磨を行った場合(線図Y1)は、研磨パッド102の温度を制御することなく研磨を行った場合(線図Y2)に比較して、冷却ガスを吹き始める冷却初期の約20〜45s間に研磨レートが低下し、その後、研磨レートが上昇することが判る。
【0012】
このように、冷却初期に研磨レートが低下するのは、冷却ノズル108のガス噴射口108aから研磨パッド102に向けて冷却ガスを噴射すると、研磨液供給ノズル106から研磨パッド102に供給される研磨液が冷却ガスに押されて研磨パッド102のほぼ中央部に溜って、図1及び図2に示すように、研磨液溜りPを形成したり、あるいは研磨パッド102上に供給された研磨液が冷却ガスで研磨パッド102の外に吹き飛ばされたりして、研磨パッド102と基板Wとの研磨界面への研磨液供給量が不足するためである考えられる。
【0013】
また、所定時間経過後に十分な研磨レートが得られるようになるのは、研磨時間の経過とともに研磨液の供給量が増えると、例えば、冷却ガスに押されたり吹き飛ばされたりして研磨パッド102の中央近傍に溜る研磨液量が徐々に増えていき、研磨液量がある程度まで溜ると、溜った研磨液が流れ出して研磨パッド102の全面に拡がり、これによって、研磨パッド102と基板Wとの研磨界面へ十分な量の研磨液が供給されるからであると考えられる。
【0014】
更に、冷却ノズル108のガス噴射口108aから研磨パッド102に向けて冷却ガスを噴射して研磨パッド102の温度を制御すると、冷却ガスの影響を受けて、研磨レートを適正に保つことが一般に困難となる。
【0015】
以上は、ガス噴射部として、研磨パッド102に向けて空気等の冷却ガスを噴射する冷却ノズル108を備えた研磨装置について説明しているが、研磨パッド102の温度を所定の温度に調整するために温度制御されたガスを噴射するガス噴射部を備えた研磨装置にあっても同様である。
【0016】
本発明は上記事情に鑑みて為されたもので、研磨パッド表面に向けて冷却ガス等のガスを噴射して研磨パッドの温度を制御しつつ、基板と研磨パッドとの研磨界面への研磨液供給量が不足して研磨レートが低下するのを抑制したり、適正な研磨レートを保つことができるようにした研磨方法及び研磨装置を提供することを目的とする。
【課題を解決するための手段】
【0017】
請求項1に記載の発明は、研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら、研磨液が供給されている研磨パッドの表面に基板を摺接させて該基板を研磨する研磨方法であって、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される研磨液流量とを互いに連動させることを特徴とする研磨方法である。
【0018】
例えば、冷却初期に研磨パッドに供給される研磨液が研磨パッドに向けて噴射されるガスに押されたり吹き飛ばされたりしたとしても、研磨パッドと基板との研磨界面へ十分な量の研磨液が供給できるように、研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される研磨液流量とを互いに連動させることで、研磨液の供給不足による研磨レートの低下を抑制することができる。
【0019】
請求項2に記載の発明は、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される必要研磨液流量との相関を示すデータを基に、基板の研磨時に研磨パッドに供給される研磨液流量を調整することを特徴とする請求項1に記載の研磨方法である。
【0020】
例えば、冷却初期に研磨パッドに供給される研磨液が研磨パッドに向けて噴射されるガスに押されたり吹き飛ばされたりしたとしても、研磨パッドと基板との研磨界面へ十分な量の研磨液が供給できるように、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される必要研磨液流量との相関を示すデータを予め実験等で求めておき、このデータを基に研磨パッドに供給される研磨液流量を調整することで、研磨液の供給不足による研磨レートの低下を抑制することができる。
【0021】
請求項3に記載の発明は、上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持した基板を摺接させて該基板を研磨する研磨装置において、前記研磨パッドに研磨液を供給する研磨液供給部と、前記研磨パッドに向けてガスを噴射して該研磨パッドの温度を制御するガス噴射部と、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される必要研磨液流量との相関を示すデータを格納し、該データを基に、基板の研磨時に研磨パッドに供給される研磨液流量を調整する制御部を有することを特徴とする研磨装置である。
【0022】
請求項4に記載の発明は、上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持した基板を押圧接触させて該基板を研磨する研磨装置において、前記研磨パッドに研磨液を供給する研磨液供給部と、前記研磨パッドに向けてガスを噴射して該研磨パッドの温度を制御するガス噴射部と、前記ガス噴射部から研磨パッドに向けて噴射されるガスによって研磨パッドに供給される研磨液が吹き飛ばされることを防止する遮蔽部を有することを特徴とする研磨装置である。
【0023】
これにより、研磨パッドに供給される研磨液が研磨パッドに向けて噴射されるガスによって吹き飛ばされることを遮蔽部で防止して、研磨パッドと基板との研磨界面により多量の研磨液を供給することができる。
【0024】
請求項5に記載の発明は、前記遮蔽部は、前記研磨液供給部と前記ガス噴射部との間に設置されていることを特徴とする請求項4に記載の研磨装置である。
請求項6に記載の発明は、前記遮蔽部は、前記ガス噴射部または前記研磨液供給部を囲うように配置されていることを特徴とする請求項4に記載の研磨装置である。
【0025】
請求項7に記載の発明は、上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持した基板を押圧接触させて該基板を研磨する研磨装置において、前記研磨パッドに研磨液を供給する研磨液供給部と、前記研磨パッドの中心部から外周部に向けてガスが流れるように、前記研磨パッドに向けてガスを噴射して該研磨パッドの温度を制御するガス噴射部を有することを特徴とする研磨装置である。
【0026】
研磨パッドの中心部から外周部に向けてガスが流れるように、研磨パッドに向けてガスを噴射することで、研磨パッドの例えば中心部に供給される研磨液を、研磨パッドに向けて噴射されるガスによって研磨パッドの外周部に向けて拡がるように押して、研磨パッドと基板との研磨界面により多量の研磨液を供給できる。
【0027】
請求項8に記載の発明は、上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持した基板を押圧接触させて該基板を研磨する研磨装置において、前記研磨パッドに研磨液を供給する研磨液供給部と、前記研磨パッドの外周部から内側に向けてガスが流れるように、前記研磨パッドに向けてガスを噴射して該研磨パッドの温度を制御するガス噴射部を有することを特徴とする研磨装置である。
【0028】
研磨パッドの外周部から内側に向けてガスが流れるように、研磨パッドに向けてガスを噴射することで、例えば研磨パッドに供給され該研磨パッドの回転に伴う遠心力を受けて研磨パッドから飛び出そうとする研磨液を、研磨パッドに向けて噴射するガスによって研磨パッドの中央部に戻るように押して、研磨パッドと基板との研磨界面により多量の研磨液を供給できる。
【0029】
請求項9に記載の発明は、研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら、研磨液が供給されている研磨パッドの表面に基板を摺接させて該基板を研磨する研磨方法であって、研磨レートまたは該研磨レートに関わる物理量を基板の研磨時にリアルタイムで計測して、研磨レートが適正となるよう研磨液の研磨パッドへの供給を制御することを特徴とする研磨方法である。
【0030】
このように、研磨中の研磨レートに応じて、研磨レートが適正、例えば最大となるように研磨液の研磨パッドへの供給を制御することで、研磨パッドに向けてガスを噴射して研磨パッドの温度を制御することによって、研磨レートが低下したり、あるいは適正な研磨レートから外れてしまうこと防止することができる。
【0031】
請求項10に記載の発明は、前記研磨レートに関わる物理量は、基板の被研磨面に形成された薄膜の膜厚で、渦電流式センサまたは光学式センサによって該膜厚を測定することを特徴とする請求項9に記載の研磨方法である。
【0032】
請求項11に記載の発明は、前記研磨レートに関わる物理量は、前記研磨パッドを貼着した研磨テーブルを回転させるモータのトルクであることを特徴とする請求項9に記載の研磨方法である。
【発明の効果】
【0033】
本発明によれば、研磨パッドの表面に向けてガスを噴射して研磨パッドの温度を制御しつつ、基板と研磨パッドとの研磨界面への研磨液供給量が不足して研磨レートが低下したり、適正な研磨レートを維持できなくなったりすることを防止することができる。
【図面の簡単な説明】
【0034】
【図1】従来の研磨装置の概要を示す平面図である。
【図2】図1の概略正面図である。
【図3】図1に示す研磨装置を使用し、冷却ノズルから研磨パッドに向けて冷却ガスを噴射しながら研磨を行った時の研磨パッド温度と時間との関係、及び研磨レートと時間との関係を、図1に示す研磨装置を使用し、冷却ノズルから研磨パッドに向けて冷却ガスを噴射することなく研磨を行った時の研磨パッド温度と時間との関係、及び研磨レートと時間との関係とともに示すグラフである。
【図4】本発明の実施形態の研磨装置の概要を示す概要図である。
【図5】冷却ノズルから噴射される冷却ガス流量と、その時に最大研磨レートを得るために必要な研磨液流量との相関データを示すグラフである。
【図6】(a)は、基板を研磨する時に発生する摩擦力と研磨レートとの関係を示すグラフで、(b)は、テーブル電流と摩擦力との関係を示すグラフである。
【図7】図4の研磨装置の第1制御を示すフロー図である。
【図8】図4の研磨装置の第2制御を示すフロー図である。
【図9】本発明の他の実施形態の研磨装置の概要を示す平面図である。
【図10】図9の概略正面図である。
【図11】本発明の更に他の実施形態の研磨装置の概要を示す平面図である。
【図12】本発明の更に他の実施形態の研磨装置の要部概要を示す図である。
【図13】本発明の更に他の実施形態の研磨装置の概要を示す平面図である。
【図14】図13の概略正面図である。
【図15】本発明の更に他の実施形態の研磨装置の概要を示す平面図である。
【図16】図15の概略正面図である。
【発明を実施するための形態】
【0035】
以下、本発明の実施形態について図4乃至図16を参照して説明する。なお、以下の図4乃至図16において、同一または相当する部材には同一符号を付して重複した説明を省略する。
【0036】
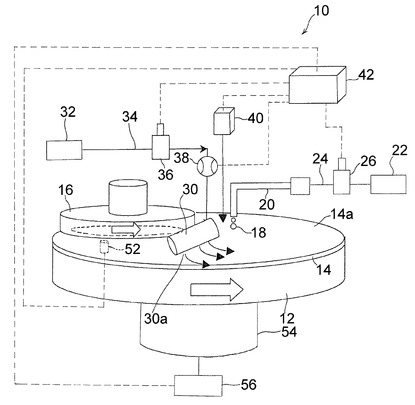
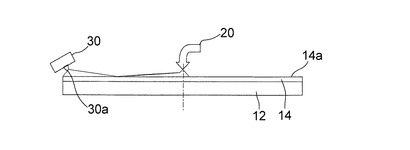
図4は、本発明の実施形態に係る研磨装置の概要を示す概要図である。図4に示すように、研磨装置10は、回転自在な研磨テーブル12と、研磨テーブル12の上面に貼付され上面を研磨面14aとした研磨パッド14と、半導体ウェーハ等の基板Wを保持して研磨面14aに向けて押圧する基板保持機構としての研磨ヘッド16と、研磨パッド14の上方に配置されて該研磨パッド14に研磨液18を供給する研磨液供給部としての研磨液供給ノズル20を備えている。研磨液供給ノズル(研磨液供給部)20は、研磨液供給源22から延びる研磨液供給ライン24に接続され、研磨液供給ライン24には、開度制御可能な研磨液供給弁26が介装されている。
【0037】
これにより、回転する研磨テーブル12の研磨パッド14の研磨面14aに、回転する研磨ヘッド16の下面に保持した基板Wの被研磨面(表面)を押圧接触させ、更に研磨液供給ノズル20から研磨液としての研磨液18を研磨パッド14に供給することで、基板Wと研磨パッド14の研磨面14aの相対運動により、基板Wの被研磨面(表面)を研磨する。この研磨時に、研磨液供給弁26の弁開度を調整することで、研磨パッド14に供給する研磨液量を制御する。
【0038】
この例では、研磨パッド14として、0℃〜80℃の温度範囲で、10GPa〜10MPaまで弾性率が変化するようにしたものが使用されている。例えば、樹脂製の研磨パッドは、一般に冷却によってその硬度を増し、その効果として、段差解消特性が向上する。また、研磨ヘッド16は、上下動自在で、図示しない揺動アームの自由端に連結され、研磨テーブル12の上方の研磨位置と、例えばリニアトランスポータのプッシャとの基板受渡し位置との間を水平移動するようになっている。
【0039】
研磨パッド14の上方に位置して、研磨パッド14の研磨面14aと平行に該研磨パッド14の略半径方向に沿って延びるガス噴射部としての冷却ノズル30が配置され、この冷却ノズル(ガス噴射部)30の下部には、冷却ノズル30の内部と連通し、研磨パッド14に向けて、圧縮空気等の冷却ガスを噴射するガス噴射口30aが備えられている。冷却ノズル30の配置位置や冷却ノズル30に設けられるガス噴射口30aの個数等は、プロセス条件等に応じて任意に設定される。
【0040】
なお、この例は、ガス噴射部として、研磨パッド14に向けて空気等の冷却ガスを噴射する冷却ノズル30を備えた例を示しているが、冷却ノズル30の代わりに、研磨パッド14の温度を所定の温度に調整するために温度制御されたガスを噴射するガス噴射部を備えるようにしてもよい。このことは、以下の各例においても同様である。
【0041】
冷却ノズル30は、ガス供給源32から延びるガス供給ライン34に接続され、このガス供給ライン34には、圧力制御弁36及び流量計38が流れ方向に沿って順に介装されている。これによって、冷却ガス(圧縮空気)は、圧力制御弁36を通過して圧力が制御され、流量計38を通過して流量が計測された後、冷却ノズル30の内部に流入し、ガス噴射口30aから研磨パッド14に向けて噴射される。この時、圧力制御弁36を介して、ガス噴射口30aから研磨パッド14に向けて噴射される冷却ガス流量が制御される。
【0042】
研磨パッド14の上方に位置して、研磨パッド14の温度を検出する、例えば放射温度計からなる温度計40が配置され、この温度計40は、研磨パッド14の設定温度等を設定する制御部42に接続されている。また、制御部42は、圧力制御弁36に接続され、これによって、圧力制御弁36は、制御部42からの出力信号でPID制御される。
【0043】
つまり、制御部42には、複数種のPIDパラメータが記憶されている。そして、制御部42に設定された研磨パッド14の設定温度と温度計40で検知された研磨パッド14の実際の温度との差に応じて、上記複数種のPIDパラメータから所定のPIDパラメータが選択され、温度計40で検出された研磨パッド14の温度情報に基づいて、研磨パッド14が所定の温度となるように、電空レギュレータ(図示せず)を介して、圧力制御弁36の弁開度が制御される。制御部42は、冷却ノズル30のガス噴射口30aから研磨パッド14に向けて噴射される冷却ガス(圧縮空気)流量が、例えば50〜1000L/minとなるように、圧力制御弁36の弁開度を制御する。
【0044】
更に、流量計38及び研磨液供給弁26も制御部42に接続されており、制御部42には、基板の研磨時に研磨パッド14に向けて噴射される冷却ガス流量と研磨パッド14に供給される必要研磨液流量との相関を示すデータが予め実験等によって求められて格納されている。
【0045】
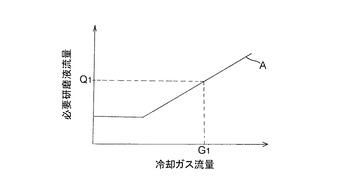
図5は、基板の研磨時に冷却ノズル30から研磨パッド14に向けて噴射される冷却ガス流量と研磨液供給ノズル20から研磨パッド14に供給される必要研磨液流量との相関を示すデータ、この例では、冷却ノズル30からの研磨パッド14に向けて噴射される冷却ガス流量と、その時に最大研磨レートを得るために必要な研磨液流量との相関データAを示す。これにより、制御部42は、制御部42内に格納された前記相関データAと流量計38で測定された冷却ガス流量を基に、研磨液供給弁26の弁開度を制御する。
【0046】
つまり、例えば図5に示すように、流量計38で測定された冷却ガス流量がG1の時、データAのこの冷却ガス流量G1に対応する必要研磨液流量Q1を求め、研磨液供給ノズル20から研磨パッド14に供給される研磨液流量がQ1となるように研磨液供給弁26の弁開度を制御する。
【0047】
研磨テーブル12には、基板Wの被研磨面に形成されて研磨される金属または絶縁性薄膜の膜厚をリアルタイムで測定する渦電流式センサ52が埋設され、研磨テーブル12を回転させるテーブルモータ54は、テーブル電流をモニタするテーブル電流モニタ56に接続されて、渦電流式センサ52及びテーブル電流モニタ56からの出力は制御部42に入力される。これによって、研磨レートをリアルタイムで測定できるようになっている。
【0048】
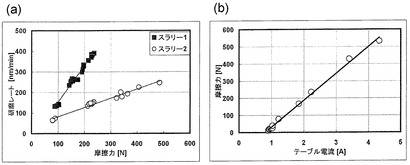
つまり、渦電流式センサ52で測定される膜厚と時間との関係から研磨レートがリアルタイムで求められる。また、図6(a)に示すように、基板を研磨する時に発生する摩擦力と研磨レートは、互いに比例する関係があり、図6(b)に示すように、テーブル電流と摩擦力も互いに比例する関係がある。このため、これらの関係を予め求めておき、テーブル電流モニタ56でテーブルモータ54のテーブル電流をモニタすることで、研磨レートをリアルタイムで測定することができる。
【0049】
なお、渦電流式センサ52の代わりに光学式センサを使用してもよい。また、渦電流式センサ52とテーブル電流モニタ56は択一的に使用され、どちらか一方を備えるようにしてもよい。
【0050】
上記構成の研磨装置で基板の研磨を行う時、研磨装置は、第1制御と第2制御の2つの異なる制御によって制御される。以下、研磨装置の第1制御と第2制御を説明する。
【0051】
(研磨装置の第1制御)
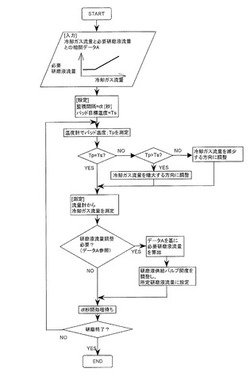
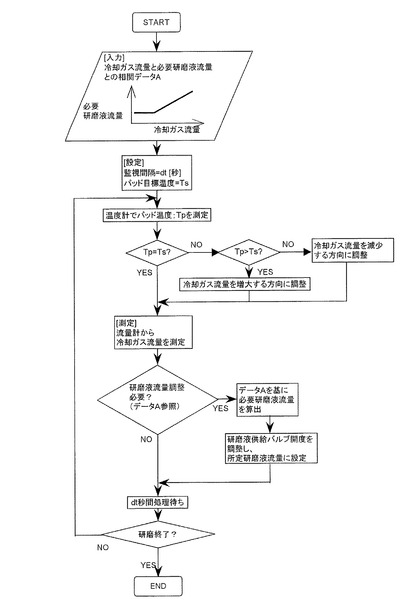
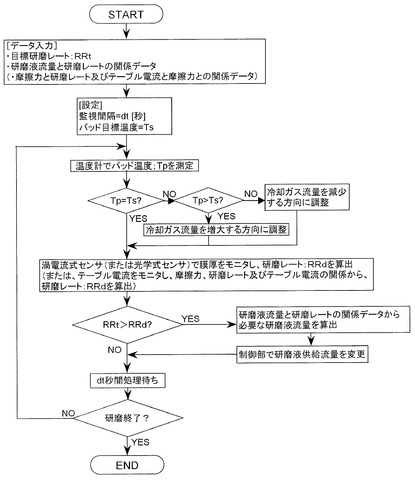
図7を参照して、研磨装置の第1制御を説明する。先ず、基板の研磨時に冷却ノズル30から研磨パッド14に向けて噴射される冷却ガス流量と研磨パッド14に供給される必要研磨液流量との相関を示すデータ、例えば、冷却ノズル30から研磨パッド14に向けて噴射される冷却ガス流量と、その時に最大研磨レートを得るために研磨パッド14に供給される必要研磨液流量との相関データAを実験等により求めて制御部42に格納しておく。そして、監視間隔dt(秒)と研磨パッド14の目標温度Tsを制御部42に入力する。
【0052】
この状態で、研磨ヘッド16で保持した基板Wを研磨パッド14の研磨面14aに押圧接触させ、研磨パッド14のほぼ中央に研磨液供給ノズル20から研磨液18を供給しながら、研磨テーブル12及び研磨パッド14を共に回転させて、基板Wと研磨パッド14の研磨面14aの相対運動により、基板Wの被研磨面(表面)を研磨する。この研磨時に、温度計40で研磨パッド14の温度Tpを測定し、研磨パッド14の温度Tpが目標温度Tsとなるように、圧力制御弁36をPID制御して、研磨パッド14に向けて噴射する冷却ガス流量を調整する。つまり、研磨パッド14の温度Tpが目標温度Tsより高い(Tp>Ts)場合には、研磨パッド14に向けて噴射する冷却ガス流量を増大させ、低い場合には冷却ガス流量を減少させる。
【0053】
このように、冷却ノズル30から研磨パッド14に向けて冷却ガスを噴射しているときに、研磨パッド14に向けて噴射される冷却ガス流量を流量計38で計測し、この例では、この冷却ガス流量と制御部42内に格納しておいた相関データAを基に、その冷却ガス噴出時に最大研磨レートを得るために研磨パッド14に供給される必要研磨液流量を算出し、この研磨液流量が得られるように、研磨液供給弁26の弁開度を制御する。これによって、研磨液供給ノズル20から研磨パッド14に供給される研磨液流量を最大研磨レートが得られるように調整する。上記操作を監視期間dt毎に研磨が終了するまで繰り返す。
【0054】
このように研磨装置を第1制御で制御しながら基板の研磨を行うことで、例えば、冷却初期に研磨パッド14に供給される研磨液が研磨パッド14に向けて噴射される冷却ガスに押されたり吹き飛ばされたりしたとしても、予め求めておいて関連データAを基に、研磨パッド14と基板Wとの研磨界面へ十分な量の研磨液が供給できるように、研磨パッド14に供給される研磨液流量を調整することで、研磨液の供給不足による研磨レートの低下を抑制することができる。
【0055】
(研磨装置の第2制御)
図8を参照して、研磨装置の第2制御について説明する。先ず、目標研磨レートRRtと、研磨液流量と研磨レートの関連データを制御部42に入力する。更に、必要に応じて、図6に示す、摩擦力と研磨レートの関連データ、及びテーブル電流と摩擦力の関連データも制御部42に入力する。そして、前述の第1制御と同様に、監視間隔dt(秒)と研磨パッド14の目標温度Tsを制御部42に入力する。
【0056】
この状態で、前述の第1制御と同様に、研磨ヘッド16で保持した基板Wを研磨パッド14の研磨面14aに押圧接触させ、研磨パッド14のほぼ中央に研磨液供給ノズル20から研磨液を供給しながら、研磨テーブル12及び研磨パッド14を共に回転させて、基板Wと研磨パッド14の研磨面14aの相対運動により、基板Wの被研磨面(表面)を研磨する。この研磨時に、温度計40で研磨パッド14の温度Tpを測定し、研磨パッド14の温度Tpが目標温度Tsとなるように、圧力制御弁36をPID制御する。
【0057】
この研磨中に、渦電流式センサ52(または光学式センサ)で基板Wの被研磨面に形成されている薄膜の膜厚をモニタし、研磨時間との関係から研磨中の実研磨レートRRdを算出するか、または、制御部42に入力した、摩擦力と研磨レートの関連データ、及びテーブル電流と摩擦力の関連データを基に、テーブル電流モニタ56でモニタされたテーブル電流から研磨中の実研磨レートRRdを算出する。
【0058】
そして、目標研磨レートRRtの方が実研磨レートRRdよりも高い(RRt>RRd)時に、研磨レートRRdが目標研磨レートRRtとなるように、制御部42に入力した研磨液流量と研磨レートの関連データを基に、研磨パッド14に供給される必要研磨液流量を算出し、この研磨液流量が得られるように、研磨液供給弁26の弁開度を制御する。これによって、目標研磨レートが得られるように、研磨液供給ノズル20から研磨パッド14への研磨液流量を調整する。上記操作を監視期間dt毎に研磨が終了するまで繰り返す。
【0059】
研磨装置を第1制御(または第2制御)のみで制御して、一枚の基板に対する全ての研磨を行うようにしてもよく、研磨装置を第1制御(または第2制御)で制御した後、第2制御(または第1制御)で制御したり、状況に応じて、第1制御または第2制御の一方を任意に選択したりして、一枚の基板に対する全ての研磨を行うようにしてもよい。
【0060】
例えば、図3に示すように、冷却初期の、例えば冷却ガスを吹き始めてから20〜45(秒)間は、研磨レートが大きく低下する。そこで、この冷却初期の、例えば冷却ガスを吹き始めてから20〜45(秒)間は、研磨レートを考慮しない第1制御で研磨装置を制御し、その後の研磨レートがある程度高くなった時点で、研磨レートを考慮した第2制御で研磨装置を制御するようにしてもよいし、研磨液流量を一定としても良い。なお、図3に示す例では、研磨を開始してから20秒経過した時点で冷却ガスの噴射を開始している。
【0061】
また、リアルタイムで研磨レートを測定し、予め求めた最速研磨レートと、その時に測定した研磨レートの差が所定値以上である時や、研磨レートの変化率(n秒前の研磨レートとの変化率)を見て、この変化率が所定値以上である時等に、研磨レートを考慮することなく、冷却ガス流量と研磨液流量とを連動させた第1制御で研磨装置を制御しても良い。
【0062】
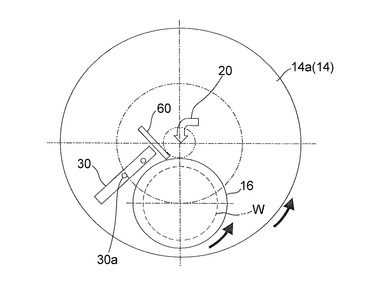
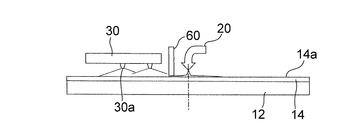
図9は、本発明の他の実施形態の研磨装置の概要を示す平面図で、図10は図9の概略正面図である。図9及び図10に示す研磨装置は、研磨ヘッド16の側方に位置して研磨パッド14のほぼ半径方向延びように配置した冷却ノズル30と、研磨パッド14のほぼ中央に研磨液を供給する研磨液供給ノズル20との間に、冷却ノズル30と直交する方向に延びる平板状の遮蔽部60を配置している。この遮蔽部60は、冷却ノズル30から研磨パッド14に向けて噴射される冷却ガスによって、研磨パッド14に供給される研磨液が吹き飛ばされるのを防止するためのもので、この遮蔽部60の下端面は、研磨パッド14に接触することなく、可能な限り研磨パッド14に近接する位置まで達している。
【0063】
このように、冷却ノズル30と研磨液供給ノズル20との間に遮蔽部60を設け、研磨パッド14に供給される研磨液が研磨パッド14に向けて噴射される冷却ガスによって吹き飛ばされることを該遮蔽部60で防止することで、研磨パッド14と基板Wとの研磨界面により多量の研磨液を供給することができる。
【0064】
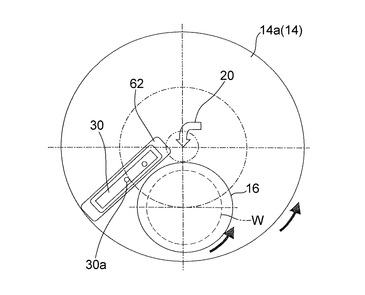
図11は、本発明の更に他の実施形態の研磨装置の概要を示す平面図である。この図11に示す研磨装置は、冷却ノズル30の周囲を包囲する位置に、上下に開口する細長筒状の遮蔽部62を配置し、この遮蔽部62で、冷却ノズル30から研磨パッド14に向けて噴射される冷却ガスによって、研磨パッド14に供給される研磨液が吹き飛ばされるのを防止するようにしている。
【0065】
このように、冷却ノズル30の全周囲を包囲する位置に遮蔽部62を設け、研磨パッド14に供給される研磨液が研磨パッド14に向けて噴射される冷却ガスによって吹き飛ばされることを該遮蔽部62で防止することによっても、研磨パッド14と基板Wとの研磨界面により多量の研磨液を供給することができる。
【0066】
なお、この例では、冷却ノズル30の全周囲を包囲する位置に細長筒状の遮蔽部62を配置しているが、冷却ノズル30の研磨ヘッド16との間に位置する遮蔽部62の部位を残して、遮蔽部62の他の部位を省略するようにしてもよい。
【0067】
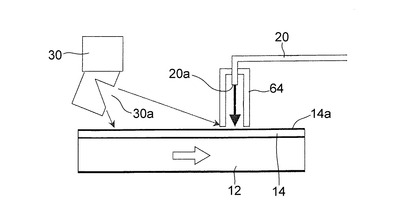
図12は、本発明の更に他の実施形態の研磨装置の要部概要を示す図である。この図12に示す研磨装置は、研磨液供給ノズル20の下方に開口する研磨液滴下口20aの周囲を包囲して研磨パッド14に近接する位置に達する筒状の遮蔽部64を有しており、この遮蔽部64で、冷却ノズル30から研磨パッド14に向けて噴射される冷却ガスによって、研磨パッド14に供給される研磨液が吹き飛ばされるのを防止するようにしている。この遮蔽部64は、研磨液供給ノズル20に直接取り付けられている。
【0068】
このように、研磨液供給ノズル20の研磨液滴下口30の周囲を包囲する位置に遮蔽部64を設け、研磨パッド14に供給される研磨液が研磨パッド14に向けて噴射される冷却ガスによって吹き飛ばされることを該遮蔽部64で防止することによっても、研磨パッド14と基板Wとの研磨界面により多量の研磨液を供給することができる。
【0069】
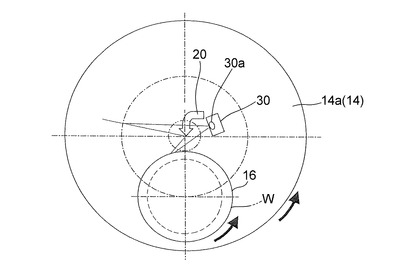
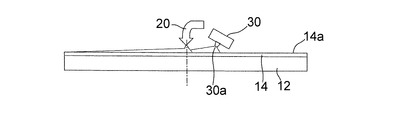
図13は、本発明の更に他の実施形態の研磨装置の概要を示す平面図で、図14は、図13の概略正面図ある。この図13及び図14に示す研磨装置の研磨液供給ノズル20は、研磨パッド14のほぼ中央に研磨液を供給するように配置され、研磨パッド14に向けてガス噴射口30aから冷却ガスを噴射して該研磨パッド14の温度を制御する冷却ノズル30は、ガス噴出口30aから噴射される冷却ガスが研磨パッド14の中心部から外周部に向けて、この例では研磨パッド14の半径方向に沿って流れるように、研磨パッド14の中央付近の上方に配置されている。
【0070】
このように、研磨パッド14の中心部から外周部に向けて冷却ガスが流れるように、研磨パッド14に向けて冷却ノズル30のガス噴射口30aから冷却ガスを噴射することで、研磨パッド14の中心部に供給される研磨液を、研磨パッド14に向けて噴射される冷却ガスによって研磨パッド14の外周部に向けて拡がるように押して、研磨パッド14と基板Wとの研磨界面により多量の研磨液を供給できる。なお、この場合において、図13に示す冷却ノズル30と、図1に示す位置にある冷却ノズル108を併用してもよい。更に、図13に示す冷却ノズル30と、後述する図15に示す冷却ノズル30を併用してもよい。さらに、併用する場合は、図1に示す位置にある冷却ノズル108で主に温度制御を行い、図13、図15に示す冷却ノズル30では温度制御を行わずに、研磨液を押し戻すことを主に行うこととしてもよい。
【0071】
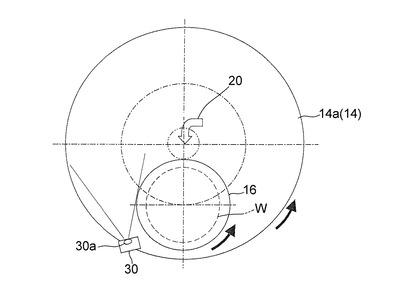
図15は、本発明の更に他の実施形態の研磨装置の概要を示す平面図で、図16は、図15の概略正面図である。この図15及び図16に示す研磨装置の研磨液供給ノズル20は、研磨パッド14のほぼ中央に研磨液を供給するように配置され、研磨パッド14に向けてガス噴射口30aから冷却ガスを噴射して該研磨パッド14の温度を制御する冷却ノズル30は、ガス噴出口30aから噴射される冷却ガスが研磨パッド14の外周部から内方に向けて流れて、この冷却ガスの流れが研磨パッド14上に供給され該研磨パッド14の回転に伴う遠心力で吹き飛ばされる研磨液と衝突するように、研磨パッド14の周縁部上方に配置されている。
【0072】
このように、研磨パッド14の外周部から内側に向けて冷却ガスが流れるように、研磨パッド14に向けて冷却ノズル30のガス噴射口30aから冷却ガスを噴射することで、例えば研磨パッド147に供給され該研磨パッド14の回転に伴う遠心力を受けて研磨パッド14から飛び出そうとする研磨液を、研磨パッド14に向けて噴射する冷却ガスによって研磨パッド14の内側に押し戻して、研磨パッド14と基板Wとの研磨界面により多量の研磨液を供給できる。
【0073】
これまで本発明の一実施形態について説明したが、本発明は上述の実施形態に限定されず、その技術的思想の範囲内において種々異なる形態にて実施されてよいことはいうまでもない。
【符号の説明】
【0074】
10 研磨装置
12 研磨テーブル
14 研磨パッド
14a 研磨面
16 研磨ヘッド
18 研磨液
20 研磨液供給ノズル(研磨液供給部)
24 研磨液供給ライン
26 研磨液供給弁
30 冷却ノズル(ガス噴射部)
30a ガス噴射口
34 ガス供給ライン
36 圧力制御弁
38 流量計、
40 温度計
42 制御部
52 渦電流式膜厚センサ
56 テーブル電流モニタ
60,62,64 遮蔽部
【技術分野】
【0001】
本発明は、半導体ウェーハ等の基板の被研磨面(表面)を研磨パッドの研磨面に押圧接触させ、基板の被研磨面と研磨パッドの研磨面との相対運動により該被研磨面を研磨する研磨方法及び研磨装置に関する。
【背景技術】
【0002】
研磨装置として、研磨テーブルの上面に研磨パッドを貼り付けて研磨面を形成し、この研磨面に研磨ヘッド(基板保持機構)で保持した半導体ウェーハ等の基板の被研磨面を押圧接触させ、研磨面に研磨液(スラリ)を供給しながら、研磨テーブルの回転と研磨ヘッドの回転による研磨面と被研磨面との相対運動により、被研磨面を平坦に研磨する化学機械研磨(CMP)装置が知られている。
【0003】
研磨技術においては、単位時間当りの基板処理枚数を最大にするために、最大の研磨レート、即ち、最短の研磨時間で基板を研磨できる条件を適用することが望まれている。そのために、CMP装置においては、基板を研磨パッドの研磨面に押し付けて研磨する時の研磨圧力、研磨ヘッド及び研磨テーブルの回転速度、研磨パッドの研磨面に供給される研磨液流量などを調整して所望の研磨レートを得るようにしている。
【0004】
一方で、基板の研磨時に、基板と研磨パッドとの摺動により摩擦熱が発生し、この摩擦熱によって、研磨パッド、ひいては研磨パッドと基板との研磨界面の温度が過剰に上昇して、最大研磨レートが得られなくなる場合がある。このような場合に、例えば冷却ノズル等のガス噴射部を用いて、冷却ガス等のガスを研磨パッドの表面に向けて噴射して、主に研磨パッド表面から気化熱を奪うことで、研磨パッド表面、ひいては研磨パッドと基板との研磨界面の温度を適正に保つことが研磨レートを最大にするのに有効である。
【0005】
このため、研磨パッド表面を約50℃以下、例えば44℃などの温度に制御することで、ディッシングを低減したり(引用文献1参照)、研磨パッドの表面温度を測定し、研磨パッドの表面温度の変化に応じて、例えば冷却機構を研磨パッド上に配置して冷却したりすること(引用文献2参照)等が提案されている。
【0006】
また、出願人は、研磨面に向けて圧縮ガス等の気体を吹き出す流体吹出機構を備え、研磨面の温度分布の測定結果を基に、研磨面を所定の温度分布にするように、流体吹出機構を制御することを提案している(引用文献3参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2001−308040号公報
【特許文献2】特開2001−62706号公報
【特許文献3】特開2007−181910号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
出願人は、図1及び図2に示すように、回転自在な研磨テーブル100と、研磨テーブル100の上面に貼付され上面を研磨面102aとした研磨パッド102と、半導体ウェーハ等の基板Wを着脱自在に保持して研磨面102aに向けて押圧する研磨ヘッド104と、研磨パッド102の中央に研磨液(スラリ)を供給する研磨液供給ノズル(研磨液供給部)106と、研磨パッド102の上方に配置され、複数のガス噴射口108aから研磨パッド102に向けて空気等の冷却ガスを噴射する冷却ノズル(ガス噴射部)108を備えた研磨装置を用意した。
【0009】
そして、研磨パッド102の研磨面102aに研磨ヘッド104で保持した基板Wを押圧接触させ、研磨パッド102のほぼ中央に研磨液を供給しながら、研磨テーブル100及び研磨ヘッド104を共に回転させて、基板Wと研磨パッド102の研磨面102aの相対運動により、基板Wの被研磨面(表面)の研磨を行った。この研磨時に、冷却ノズル108のガス噴射口108aから研磨パッド102に向けて冷却ガスを噴射し、研磨パッド102の温度が50℃となるようにガス噴射口108aからのガス噴射量をPID制御した。
【0010】
この時の、研磨パッド102の温度と時間との関係を図3に線図X1として、研磨レートと時間との関係を図3に線図Y1としてそれぞれ示す。比較のため、冷却ノズル108のガス噴射口108aから研磨パッド102に向けて冷却ガスを噴射することなく基板の研磨を行った時の研磨パッド102の温度と時間との関係を図3に線図X2として、研磨レートと時間との関係を図3に線図Y2としてそれぞれ示す。
【0011】
図3の研磨レートと時間との関係を示す線図Y1と線図Y2から、冷却ノズル108のガス噴射口108aから研磨パッド102に向けて冷却ガスを噴射して研磨パッド102の温度を制御しながら研磨を行った場合(線図Y1)は、研磨パッド102の温度を制御することなく研磨を行った場合(線図Y2)に比較して、冷却ガスを吹き始める冷却初期の約20〜45s間に研磨レートが低下し、その後、研磨レートが上昇することが判る。
【0012】
このように、冷却初期に研磨レートが低下するのは、冷却ノズル108のガス噴射口108aから研磨パッド102に向けて冷却ガスを噴射すると、研磨液供給ノズル106から研磨パッド102に供給される研磨液が冷却ガスに押されて研磨パッド102のほぼ中央部に溜って、図1及び図2に示すように、研磨液溜りPを形成したり、あるいは研磨パッド102上に供給された研磨液が冷却ガスで研磨パッド102の外に吹き飛ばされたりして、研磨パッド102と基板Wとの研磨界面への研磨液供給量が不足するためである考えられる。
【0013】
また、所定時間経過後に十分な研磨レートが得られるようになるのは、研磨時間の経過とともに研磨液の供給量が増えると、例えば、冷却ガスに押されたり吹き飛ばされたりして研磨パッド102の中央近傍に溜る研磨液量が徐々に増えていき、研磨液量がある程度まで溜ると、溜った研磨液が流れ出して研磨パッド102の全面に拡がり、これによって、研磨パッド102と基板Wとの研磨界面へ十分な量の研磨液が供給されるからであると考えられる。
【0014】
更に、冷却ノズル108のガス噴射口108aから研磨パッド102に向けて冷却ガスを噴射して研磨パッド102の温度を制御すると、冷却ガスの影響を受けて、研磨レートを適正に保つことが一般に困難となる。
【0015】
以上は、ガス噴射部として、研磨パッド102に向けて空気等の冷却ガスを噴射する冷却ノズル108を備えた研磨装置について説明しているが、研磨パッド102の温度を所定の温度に調整するために温度制御されたガスを噴射するガス噴射部を備えた研磨装置にあっても同様である。
【0016】
本発明は上記事情に鑑みて為されたもので、研磨パッド表面に向けて冷却ガス等のガスを噴射して研磨パッドの温度を制御しつつ、基板と研磨パッドとの研磨界面への研磨液供給量が不足して研磨レートが低下するのを抑制したり、適正な研磨レートを保つことができるようにした研磨方法及び研磨装置を提供することを目的とする。
【課題を解決するための手段】
【0017】
請求項1に記載の発明は、研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら、研磨液が供給されている研磨パッドの表面に基板を摺接させて該基板を研磨する研磨方法であって、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される研磨液流量とを互いに連動させることを特徴とする研磨方法である。
【0018】
例えば、冷却初期に研磨パッドに供給される研磨液が研磨パッドに向けて噴射されるガスに押されたり吹き飛ばされたりしたとしても、研磨パッドと基板との研磨界面へ十分な量の研磨液が供給できるように、研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される研磨液流量とを互いに連動させることで、研磨液の供給不足による研磨レートの低下を抑制することができる。
【0019】
請求項2に記載の発明は、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される必要研磨液流量との相関を示すデータを基に、基板の研磨時に研磨パッドに供給される研磨液流量を調整することを特徴とする請求項1に記載の研磨方法である。
【0020】
例えば、冷却初期に研磨パッドに供給される研磨液が研磨パッドに向けて噴射されるガスに押されたり吹き飛ばされたりしたとしても、研磨パッドと基板との研磨界面へ十分な量の研磨液が供給できるように、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される必要研磨液流量との相関を示すデータを予め実験等で求めておき、このデータを基に研磨パッドに供給される研磨液流量を調整することで、研磨液の供給不足による研磨レートの低下を抑制することができる。
【0021】
請求項3に記載の発明は、上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持した基板を摺接させて該基板を研磨する研磨装置において、前記研磨パッドに研磨液を供給する研磨液供給部と、前記研磨パッドに向けてガスを噴射して該研磨パッドの温度を制御するガス噴射部と、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される必要研磨液流量との相関を示すデータを格納し、該データを基に、基板の研磨時に研磨パッドに供給される研磨液流量を調整する制御部を有することを特徴とする研磨装置である。
【0022】
請求項4に記載の発明は、上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持した基板を押圧接触させて該基板を研磨する研磨装置において、前記研磨パッドに研磨液を供給する研磨液供給部と、前記研磨パッドに向けてガスを噴射して該研磨パッドの温度を制御するガス噴射部と、前記ガス噴射部から研磨パッドに向けて噴射されるガスによって研磨パッドに供給される研磨液が吹き飛ばされることを防止する遮蔽部を有することを特徴とする研磨装置である。
【0023】
これにより、研磨パッドに供給される研磨液が研磨パッドに向けて噴射されるガスによって吹き飛ばされることを遮蔽部で防止して、研磨パッドと基板との研磨界面により多量の研磨液を供給することができる。
【0024】
請求項5に記載の発明は、前記遮蔽部は、前記研磨液供給部と前記ガス噴射部との間に設置されていることを特徴とする請求項4に記載の研磨装置である。
請求項6に記載の発明は、前記遮蔽部は、前記ガス噴射部または前記研磨液供給部を囲うように配置されていることを特徴とする請求項4に記載の研磨装置である。
【0025】
請求項7に記載の発明は、上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持した基板を押圧接触させて該基板を研磨する研磨装置において、前記研磨パッドに研磨液を供給する研磨液供給部と、前記研磨パッドの中心部から外周部に向けてガスが流れるように、前記研磨パッドに向けてガスを噴射して該研磨パッドの温度を制御するガス噴射部を有することを特徴とする研磨装置である。
【0026】
研磨パッドの中心部から外周部に向けてガスが流れるように、研磨パッドに向けてガスを噴射することで、研磨パッドの例えば中心部に供給される研磨液を、研磨パッドに向けて噴射されるガスによって研磨パッドの外周部に向けて拡がるように押して、研磨パッドと基板との研磨界面により多量の研磨液を供給できる。
【0027】
請求項8に記載の発明は、上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持した基板を押圧接触させて該基板を研磨する研磨装置において、前記研磨パッドに研磨液を供給する研磨液供給部と、前記研磨パッドの外周部から内側に向けてガスが流れるように、前記研磨パッドに向けてガスを噴射して該研磨パッドの温度を制御するガス噴射部を有することを特徴とする研磨装置である。
【0028】
研磨パッドの外周部から内側に向けてガスが流れるように、研磨パッドに向けてガスを噴射することで、例えば研磨パッドに供給され該研磨パッドの回転に伴う遠心力を受けて研磨パッドから飛び出そうとする研磨液を、研磨パッドに向けて噴射するガスによって研磨パッドの中央部に戻るように押して、研磨パッドと基板との研磨界面により多量の研磨液を供給できる。
【0029】
請求項9に記載の発明は、研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら、研磨液が供給されている研磨パッドの表面に基板を摺接させて該基板を研磨する研磨方法であって、研磨レートまたは該研磨レートに関わる物理量を基板の研磨時にリアルタイムで計測して、研磨レートが適正となるよう研磨液の研磨パッドへの供給を制御することを特徴とする研磨方法である。
【0030】
このように、研磨中の研磨レートに応じて、研磨レートが適正、例えば最大となるように研磨液の研磨パッドへの供給を制御することで、研磨パッドに向けてガスを噴射して研磨パッドの温度を制御することによって、研磨レートが低下したり、あるいは適正な研磨レートから外れてしまうこと防止することができる。
【0031】
請求項10に記載の発明は、前記研磨レートに関わる物理量は、基板の被研磨面に形成された薄膜の膜厚で、渦電流式センサまたは光学式センサによって該膜厚を測定することを特徴とする請求項9に記載の研磨方法である。
【0032】
請求項11に記載の発明は、前記研磨レートに関わる物理量は、前記研磨パッドを貼着した研磨テーブルを回転させるモータのトルクであることを特徴とする請求項9に記載の研磨方法である。
【発明の効果】
【0033】
本発明によれば、研磨パッドの表面に向けてガスを噴射して研磨パッドの温度を制御しつつ、基板と研磨パッドとの研磨界面への研磨液供給量が不足して研磨レートが低下したり、適正な研磨レートを維持できなくなったりすることを防止することができる。
【図面の簡単な説明】
【0034】
【図1】従来の研磨装置の概要を示す平面図である。
【図2】図1の概略正面図である。
【図3】図1に示す研磨装置を使用し、冷却ノズルから研磨パッドに向けて冷却ガスを噴射しながら研磨を行った時の研磨パッド温度と時間との関係、及び研磨レートと時間との関係を、図1に示す研磨装置を使用し、冷却ノズルから研磨パッドに向けて冷却ガスを噴射することなく研磨を行った時の研磨パッド温度と時間との関係、及び研磨レートと時間との関係とともに示すグラフである。
【図4】本発明の実施形態の研磨装置の概要を示す概要図である。
【図5】冷却ノズルから噴射される冷却ガス流量と、その時に最大研磨レートを得るために必要な研磨液流量との相関データを示すグラフである。
【図6】(a)は、基板を研磨する時に発生する摩擦力と研磨レートとの関係を示すグラフで、(b)は、テーブル電流と摩擦力との関係を示すグラフである。
【図7】図4の研磨装置の第1制御を示すフロー図である。
【図8】図4の研磨装置の第2制御を示すフロー図である。
【図9】本発明の他の実施形態の研磨装置の概要を示す平面図である。
【図10】図9の概略正面図である。
【図11】本発明の更に他の実施形態の研磨装置の概要を示す平面図である。
【図12】本発明の更に他の実施形態の研磨装置の要部概要を示す図である。
【図13】本発明の更に他の実施形態の研磨装置の概要を示す平面図である。
【図14】図13の概略正面図である。
【図15】本発明の更に他の実施形態の研磨装置の概要を示す平面図である。
【図16】図15の概略正面図である。
【発明を実施するための形態】
【0035】
以下、本発明の実施形態について図4乃至図16を参照して説明する。なお、以下の図4乃至図16において、同一または相当する部材には同一符号を付して重複した説明を省略する。
【0036】
図4は、本発明の実施形態に係る研磨装置の概要を示す概要図である。図4に示すように、研磨装置10は、回転自在な研磨テーブル12と、研磨テーブル12の上面に貼付され上面を研磨面14aとした研磨パッド14と、半導体ウェーハ等の基板Wを保持して研磨面14aに向けて押圧する基板保持機構としての研磨ヘッド16と、研磨パッド14の上方に配置されて該研磨パッド14に研磨液18を供給する研磨液供給部としての研磨液供給ノズル20を備えている。研磨液供給ノズル(研磨液供給部)20は、研磨液供給源22から延びる研磨液供給ライン24に接続され、研磨液供給ライン24には、開度制御可能な研磨液供給弁26が介装されている。
【0037】
これにより、回転する研磨テーブル12の研磨パッド14の研磨面14aに、回転する研磨ヘッド16の下面に保持した基板Wの被研磨面(表面)を押圧接触させ、更に研磨液供給ノズル20から研磨液としての研磨液18を研磨パッド14に供給することで、基板Wと研磨パッド14の研磨面14aの相対運動により、基板Wの被研磨面(表面)を研磨する。この研磨時に、研磨液供給弁26の弁開度を調整することで、研磨パッド14に供給する研磨液量を制御する。
【0038】
この例では、研磨パッド14として、0℃〜80℃の温度範囲で、10GPa〜10MPaまで弾性率が変化するようにしたものが使用されている。例えば、樹脂製の研磨パッドは、一般に冷却によってその硬度を増し、その効果として、段差解消特性が向上する。また、研磨ヘッド16は、上下動自在で、図示しない揺動アームの自由端に連結され、研磨テーブル12の上方の研磨位置と、例えばリニアトランスポータのプッシャとの基板受渡し位置との間を水平移動するようになっている。
【0039】
研磨パッド14の上方に位置して、研磨パッド14の研磨面14aと平行に該研磨パッド14の略半径方向に沿って延びるガス噴射部としての冷却ノズル30が配置され、この冷却ノズル(ガス噴射部)30の下部には、冷却ノズル30の内部と連通し、研磨パッド14に向けて、圧縮空気等の冷却ガスを噴射するガス噴射口30aが備えられている。冷却ノズル30の配置位置や冷却ノズル30に設けられるガス噴射口30aの個数等は、プロセス条件等に応じて任意に設定される。
【0040】
なお、この例は、ガス噴射部として、研磨パッド14に向けて空気等の冷却ガスを噴射する冷却ノズル30を備えた例を示しているが、冷却ノズル30の代わりに、研磨パッド14の温度を所定の温度に調整するために温度制御されたガスを噴射するガス噴射部を備えるようにしてもよい。このことは、以下の各例においても同様である。
【0041】
冷却ノズル30は、ガス供給源32から延びるガス供給ライン34に接続され、このガス供給ライン34には、圧力制御弁36及び流量計38が流れ方向に沿って順に介装されている。これによって、冷却ガス(圧縮空気)は、圧力制御弁36を通過して圧力が制御され、流量計38を通過して流量が計測された後、冷却ノズル30の内部に流入し、ガス噴射口30aから研磨パッド14に向けて噴射される。この時、圧力制御弁36を介して、ガス噴射口30aから研磨パッド14に向けて噴射される冷却ガス流量が制御される。
【0042】
研磨パッド14の上方に位置して、研磨パッド14の温度を検出する、例えば放射温度計からなる温度計40が配置され、この温度計40は、研磨パッド14の設定温度等を設定する制御部42に接続されている。また、制御部42は、圧力制御弁36に接続され、これによって、圧力制御弁36は、制御部42からの出力信号でPID制御される。
【0043】
つまり、制御部42には、複数種のPIDパラメータが記憶されている。そして、制御部42に設定された研磨パッド14の設定温度と温度計40で検知された研磨パッド14の実際の温度との差に応じて、上記複数種のPIDパラメータから所定のPIDパラメータが選択され、温度計40で検出された研磨パッド14の温度情報に基づいて、研磨パッド14が所定の温度となるように、電空レギュレータ(図示せず)を介して、圧力制御弁36の弁開度が制御される。制御部42は、冷却ノズル30のガス噴射口30aから研磨パッド14に向けて噴射される冷却ガス(圧縮空気)流量が、例えば50〜1000L/minとなるように、圧力制御弁36の弁開度を制御する。
【0044】
更に、流量計38及び研磨液供給弁26も制御部42に接続されており、制御部42には、基板の研磨時に研磨パッド14に向けて噴射される冷却ガス流量と研磨パッド14に供給される必要研磨液流量との相関を示すデータが予め実験等によって求められて格納されている。
【0045】
図5は、基板の研磨時に冷却ノズル30から研磨パッド14に向けて噴射される冷却ガス流量と研磨液供給ノズル20から研磨パッド14に供給される必要研磨液流量との相関を示すデータ、この例では、冷却ノズル30からの研磨パッド14に向けて噴射される冷却ガス流量と、その時に最大研磨レートを得るために必要な研磨液流量との相関データAを示す。これにより、制御部42は、制御部42内に格納された前記相関データAと流量計38で測定された冷却ガス流量を基に、研磨液供給弁26の弁開度を制御する。
【0046】
つまり、例えば図5に示すように、流量計38で測定された冷却ガス流量がG1の時、データAのこの冷却ガス流量G1に対応する必要研磨液流量Q1を求め、研磨液供給ノズル20から研磨パッド14に供給される研磨液流量がQ1となるように研磨液供給弁26の弁開度を制御する。
【0047】
研磨テーブル12には、基板Wの被研磨面に形成されて研磨される金属または絶縁性薄膜の膜厚をリアルタイムで測定する渦電流式センサ52が埋設され、研磨テーブル12を回転させるテーブルモータ54は、テーブル電流をモニタするテーブル電流モニタ56に接続されて、渦電流式センサ52及びテーブル電流モニタ56からの出力は制御部42に入力される。これによって、研磨レートをリアルタイムで測定できるようになっている。
【0048】
つまり、渦電流式センサ52で測定される膜厚と時間との関係から研磨レートがリアルタイムで求められる。また、図6(a)に示すように、基板を研磨する時に発生する摩擦力と研磨レートは、互いに比例する関係があり、図6(b)に示すように、テーブル電流と摩擦力も互いに比例する関係がある。このため、これらの関係を予め求めておき、テーブル電流モニタ56でテーブルモータ54のテーブル電流をモニタすることで、研磨レートをリアルタイムで測定することができる。
【0049】
なお、渦電流式センサ52の代わりに光学式センサを使用してもよい。また、渦電流式センサ52とテーブル電流モニタ56は択一的に使用され、どちらか一方を備えるようにしてもよい。
【0050】
上記構成の研磨装置で基板の研磨を行う時、研磨装置は、第1制御と第2制御の2つの異なる制御によって制御される。以下、研磨装置の第1制御と第2制御を説明する。
【0051】
(研磨装置の第1制御)
図7を参照して、研磨装置の第1制御を説明する。先ず、基板の研磨時に冷却ノズル30から研磨パッド14に向けて噴射される冷却ガス流量と研磨パッド14に供給される必要研磨液流量との相関を示すデータ、例えば、冷却ノズル30から研磨パッド14に向けて噴射される冷却ガス流量と、その時に最大研磨レートを得るために研磨パッド14に供給される必要研磨液流量との相関データAを実験等により求めて制御部42に格納しておく。そして、監視間隔dt(秒)と研磨パッド14の目標温度Tsを制御部42に入力する。
【0052】
この状態で、研磨ヘッド16で保持した基板Wを研磨パッド14の研磨面14aに押圧接触させ、研磨パッド14のほぼ中央に研磨液供給ノズル20から研磨液18を供給しながら、研磨テーブル12及び研磨パッド14を共に回転させて、基板Wと研磨パッド14の研磨面14aの相対運動により、基板Wの被研磨面(表面)を研磨する。この研磨時に、温度計40で研磨パッド14の温度Tpを測定し、研磨パッド14の温度Tpが目標温度Tsとなるように、圧力制御弁36をPID制御して、研磨パッド14に向けて噴射する冷却ガス流量を調整する。つまり、研磨パッド14の温度Tpが目標温度Tsより高い(Tp>Ts)場合には、研磨パッド14に向けて噴射する冷却ガス流量を増大させ、低い場合には冷却ガス流量を減少させる。
【0053】
このように、冷却ノズル30から研磨パッド14に向けて冷却ガスを噴射しているときに、研磨パッド14に向けて噴射される冷却ガス流量を流量計38で計測し、この例では、この冷却ガス流量と制御部42内に格納しておいた相関データAを基に、その冷却ガス噴出時に最大研磨レートを得るために研磨パッド14に供給される必要研磨液流量を算出し、この研磨液流量が得られるように、研磨液供給弁26の弁開度を制御する。これによって、研磨液供給ノズル20から研磨パッド14に供給される研磨液流量を最大研磨レートが得られるように調整する。上記操作を監視期間dt毎に研磨が終了するまで繰り返す。
【0054】
このように研磨装置を第1制御で制御しながら基板の研磨を行うことで、例えば、冷却初期に研磨パッド14に供給される研磨液が研磨パッド14に向けて噴射される冷却ガスに押されたり吹き飛ばされたりしたとしても、予め求めておいて関連データAを基に、研磨パッド14と基板Wとの研磨界面へ十分な量の研磨液が供給できるように、研磨パッド14に供給される研磨液流量を調整することで、研磨液の供給不足による研磨レートの低下を抑制することができる。
【0055】
(研磨装置の第2制御)
図8を参照して、研磨装置の第2制御について説明する。先ず、目標研磨レートRRtと、研磨液流量と研磨レートの関連データを制御部42に入力する。更に、必要に応じて、図6に示す、摩擦力と研磨レートの関連データ、及びテーブル電流と摩擦力の関連データも制御部42に入力する。そして、前述の第1制御と同様に、監視間隔dt(秒)と研磨パッド14の目標温度Tsを制御部42に入力する。
【0056】
この状態で、前述の第1制御と同様に、研磨ヘッド16で保持した基板Wを研磨パッド14の研磨面14aに押圧接触させ、研磨パッド14のほぼ中央に研磨液供給ノズル20から研磨液を供給しながら、研磨テーブル12及び研磨パッド14を共に回転させて、基板Wと研磨パッド14の研磨面14aの相対運動により、基板Wの被研磨面(表面)を研磨する。この研磨時に、温度計40で研磨パッド14の温度Tpを測定し、研磨パッド14の温度Tpが目標温度Tsとなるように、圧力制御弁36をPID制御する。
【0057】
この研磨中に、渦電流式センサ52(または光学式センサ)で基板Wの被研磨面に形成されている薄膜の膜厚をモニタし、研磨時間との関係から研磨中の実研磨レートRRdを算出するか、または、制御部42に入力した、摩擦力と研磨レートの関連データ、及びテーブル電流と摩擦力の関連データを基に、テーブル電流モニタ56でモニタされたテーブル電流から研磨中の実研磨レートRRdを算出する。
【0058】
そして、目標研磨レートRRtの方が実研磨レートRRdよりも高い(RRt>RRd)時に、研磨レートRRdが目標研磨レートRRtとなるように、制御部42に入力した研磨液流量と研磨レートの関連データを基に、研磨パッド14に供給される必要研磨液流量を算出し、この研磨液流量が得られるように、研磨液供給弁26の弁開度を制御する。これによって、目標研磨レートが得られるように、研磨液供給ノズル20から研磨パッド14への研磨液流量を調整する。上記操作を監視期間dt毎に研磨が終了するまで繰り返す。
【0059】
研磨装置を第1制御(または第2制御)のみで制御して、一枚の基板に対する全ての研磨を行うようにしてもよく、研磨装置を第1制御(または第2制御)で制御した後、第2制御(または第1制御)で制御したり、状況に応じて、第1制御または第2制御の一方を任意に選択したりして、一枚の基板に対する全ての研磨を行うようにしてもよい。
【0060】
例えば、図3に示すように、冷却初期の、例えば冷却ガスを吹き始めてから20〜45(秒)間は、研磨レートが大きく低下する。そこで、この冷却初期の、例えば冷却ガスを吹き始めてから20〜45(秒)間は、研磨レートを考慮しない第1制御で研磨装置を制御し、その後の研磨レートがある程度高くなった時点で、研磨レートを考慮した第2制御で研磨装置を制御するようにしてもよいし、研磨液流量を一定としても良い。なお、図3に示す例では、研磨を開始してから20秒経過した時点で冷却ガスの噴射を開始している。
【0061】
また、リアルタイムで研磨レートを測定し、予め求めた最速研磨レートと、その時に測定した研磨レートの差が所定値以上である時や、研磨レートの変化率(n秒前の研磨レートとの変化率)を見て、この変化率が所定値以上である時等に、研磨レートを考慮することなく、冷却ガス流量と研磨液流量とを連動させた第1制御で研磨装置を制御しても良い。
【0062】
図9は、本発明の他の実施形態の研磨装置の概要を示す平面図で、図10は図9の概略正面図である。図9及び図10に示す研磨装置は、研磨ヘッド16の側方に位置して研磨パッド14のほぼ半径方向延びように配置した冷却ノズル30と、研磨パッド14のほぼ中央に研磨液を供給する研磨液供給ノズル20との間に、冷却ノズル30と直交する方向に延びる平板状の遮蔽部60を配置している。この遮蔽部60は、冷却ノズル30から研磨パッド14に向けて噴射される冷却ガスによって、研磨パッド14に供給される研磨液が吹き飛ばされるのを防止するためのもので、この遮蔽部60の下端面は、研磨パッド14に接触することなく、可能な限り研磨パッド14に近接する位置まで達している。
【0063】
このように、冷却ノズル30と研磨液供給ノズル20との間に遮蔽部60を設け、研磨パッド14に供給される研磨液が研磨パッド14に向けて噴射される冷却ガスによって吹き飛ばされることを該遮蔽部60で防止することで、研磨パッド14と基板Wとの研磨界面により多量の研磨液を供給することができる。
【0064】
図11は、本発明の更に他の実施形態の研磨装置の概要を示す平面図である。この図11に示す研磨装置は、冷却ノズル30の周囲を包囲する位置に、上下に開口する細長筒状の遮蔽部62を配置し、この遮蔽部62で、冷却ノズル30から研磨パッド14に向けて噴射される冷却ガスによって、研磨パッド14に供給される研磨液が吹き飛ばされるのを防止するようにしている。
【0065】
このように、冷却ノズル30の全周囲を包囲する位置に遮蔽部62を設け、研磨パッド14に供給される研磨液が研磨パッド14に向けて噴射される冷却ガスによって吹き飛ばされることを該遮蔽部62で防止することによっても、研磨パッド14と基板Wとの研磨界面により多量の研磨液を供給することができる。
【0066】
なお、この例では、冷却ノズル30の全周囲を包囲する位置に細長筒状の遮蔽部62を配置しているが、冷却ノズル30の研磨ヘッド16との間に位置する遮蔽部62の部位を残して、遮蔽部62の他の部位を省略するようにしてもよい。
【0067】
図12は、本発明の更に他の実施形態の研磨装置の要部概要を示す図である。この図12に示す研磨装置は、研磨液供給ノズル20の下方に開口する研磨液滴下口20aの周囲を包囲して研磨パッド14に近接する位置に達する筒状の遮蔽部64を有しており、この遮蔽部64で、冷却ノズル30から研磨パッド14に向けて噴射される冷却ガスによって、研磨パッド14に供給される研磨液が吹き飛ばされるのを防止するようにしている。この遮蔽部64は、研磨液供給ノズル20に直接取り付けられている。
【0068】
このように、研磨液供給ノズル20の研磨液滴下口30の周囲を包囲する位置に遮蔽部64を設け、研磨パッド14に供給される研磨液が研磨パッド14に向けて噴射される冷却ガスによって吹き飛ばされることを該遮蔽部64で防止することによっても、研磨パッド14と基板Wとの研磨界面により多量の研磨液を供給することができる。
【0069】
図13は、本発明の更に他の実施形態の研磨装置の概要を示す平面図で、図14は、図13の概略正面図ある。この図13及び図14に示す研磨装置の研磨液供給ノズル20は、研磨パッド14のほぼ中央に研磨液を供給するように配置され、研磨パッド14に向けてガス噴射口30aから冷却ガスを噴射して該研磨パッド14の温度を制御する冷却ノズル30は、ガス噴出口30aから噴射される冷却ガスが研磨パッド14の中心部から外周部に向けて、この例では研磨パッド14の半径方向に沿って流れるように、研磨パッド14の中央付近の上方に配置されている。
【0070】
このように、研磨パッド14の中心部から外周部に向けて冷却ガスが流れるように、研磨パッド14に向けて冷却ノズル30のガス噴射口30aから冷却ガスを噴射することで、研磨パッド14の中心部に供給される研磨液を、研磨パッド14に向けて噴射される冷却ガスによって研磨パッド14の外周部に向けて拡がるように押して、研磨パッド14と基板Wとの研磨界面により多量の研磨液を供給できる。なお、この場合において、図13に示す冷却ノズル30と、図1に示す位置にある冷却ノズル108を併用してもよい。更に、図13に示す冷却ノズル30と、後述する図15に示す冷却ノズル30を併用してもよい。さらに、併用する場合は、図1に示す位置にある冷却ノズル108で主に温度制御を行い、図13、図15に示す冷却ノズル30では温度制御を行わずに、研磨液を押し戻すことを主に行うこととしてもよい。
【0071】
図15は、本発明の更に他の実施形態の研磨装置の概要を示す平面図で、図16は、図15の概略正面図である。この図15及び図16に示す研磨装置の研磨液供給ノズル20は、研磨パッド14のほぼ中央に研磨液を供給するように配置され、研磨パッド14に向けてガス噴射口30aから冷却ガスを噴射して該研磨パッド14の温度を制御する冷却ノズル30は、ガス噴出口30aから噴射される冷却ガスが研磨パッド14の外周部から内方に向けて流れて、この冷却ガスの流れが研磨パッド14上に供給され該研磨パッド14の回転に伴う遠心力で吹き飛ばされる研磨液と衝突するように、研磨パッド14の周縁部上方に配置されている。
【0072】
このように、研磨パッド14の外周部から内側に向けて冷却ガスが流れるように、研磨パッド14に向けて冷却ノズル30のガス噴射口30aから冷却ガスを噴射することで、例えば研磨パッド147に供給され該研磨パッド14の回転に伴う遠心力を受けて研磨パッド14から飛び出そうとする研磨液を、研磨パッド14に向けて噴射する冷却ガスによって研磨パッド14の内側に押し戻して、研磨パッド14と基板Wとの研磨界面により多量の研磨液を供給できる。
【0073】
これまで本発明の一実施形態について説明したが、本発明は上述の実施形態に限定されず、その技術的思想の範囲内において種々異なる形態にて実施されてよいことはいうまでもない。
【符号の説明】
【0074】
10 研磨装置
12 研磨テーブル
14 研磨パッド
14a 研磨面
16 研磨ヘッド
18 研磨液
20 研磨液供給ノズル(研磨液供給部)
24 研磨液供給ライン
26 研磨液供給弁
30 冷却ノズル(ガス噴射部)
30a ガス噴射口
34 ガス供給ライン
36 圧力制御弁
38 流量計、
40 温度計
42 制御部
52 渦電流式膜厚センサ
56 テーブル電流モニタ
60,62,64 遮蔽部
【特許請求の範囲】
【請求項1】
研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら、研磨液が供給されている研磨パッドの表面に基板を摺接させて該基板を研磨する研磨方法であって、
基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される研磨液流量とを互いに連動させることを特徴とする研磨方法。
【請求項2】
基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される必要研磨液流量との相関を示すデータを基に、基板の研磨時に研磨パッドに供給される研磨液流量を調整することを特徴とする請求項1に記載の研磨方法。
【請求項3】
上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持した基板を摺接させて該基板を研磨する研磨装置において、
前記研磨パッドに研磨液を供給する研磨液供給部と、
前記研磨パッドに向けてガスを噴射して該研磨パッドの温度を制御するガス噴射部と、
基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される必要研磨液流量との相関を示すデータを格納し、該データを基に、基板の研磨時に研磨パッドに供給される研磨液流量を調整する制御部を有することを特徴とする研磨装置。
【請求項4】
上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持した基板を押圧接触させて該基板を研磨する研磨装置において、
前記研磨パッドに研磨液を供給する研磨液供給部と、
前記研磨パッドに向けてガスを噴射して該研磨パッドの温度を制御するガス噴射部と、
前記ガス噴射部から研磨パッドに向けて噴射されるガスによって研磨パッドに供給される研磨液が吹き飛ばされることを防止する遮蔽部を有することを特徴とする研磨装置。
【請求項5】
前記遮蔽部は、前記研磨液供給部と前記ガス噴射部との間に設置されていることを特徴とする請求項4に記載の研磨装置。
【請求項6】
前記遮蔽部は、前記ガス噴射部または前記研磨液供給部を囲うように配置されていることを特徴とする請求項4に記載の研磨装置。
【請求項7】
上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持した基板を押圧接触させて該基板を研磨する研磨装置において、
前記研磨パッドに研磨液を供給する研磨液供給部と、
前記研磨パッドの中心部から外周部に向けてガスが流れるように、前記研磨パッドに向けてガスを噴射して該研磨パッドの温度を制御するガス噴射部を有することを特徴とする研磨装置。
【請求項8】
上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持した基板を押圧接触させて該基板を研磨する研磨装置において、
前記研磨パッドに研磨液を供給する研磨液供給部と、
前記研磨パッドの外周部から内側に向けてガスが流れるように、前記研磨パッドに向けてガスを噴射して該研磨パッドの温度を制御するガス噴射部を有することを特徴とする研磨装置。
【請求項9】
研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら、研磨液が供給されている研磨パッドの表面に基板を摺接させて該基板を研磨する研磨方法であって、
研磨レートまたは該研磨レートに関わる物理量を基板の研磨時にリアルタイムで計測して、研磨レートが適正となるよう研磨液の研磨パッドへの供給を制御することを特徴とする研磨方法。
【請求項10】
前記研磨レートに関わる物理量は、基板の被研磨面に形成された膜厚で、渦電流式センサまたは光学式センサによって該膜厚を測定することを特徴とする請求項9に記載の研磨方法。
【請求項11】
前記研磨レートに関わる物理量は、前記研磨パッドを貼着した研磨テーブルを回転させるモータのトルクであることを特徴とする請求項9に記載の研磨方法。
【請求項1】
研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら、研磨液が供給されている研磨パッドの表面に基板を摺接させて該基板を研磨する研磨方法であって、
基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される研磨液流量とを互いに連動させることを特徴とする研磨方法。
【請求項2】
基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される必要研磨液流量との相関を示すデータを基に、基板の研磨時に研磨パッドに供給される研磨液流量を調整することを特徴とする請求項1に記載の研磨方法。
【請求項3】
上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持した基板を摺接させて該基板を研磨する研磨装置において、
前記研磨パッドに研磨液を供給する研磨液供給部と、
前記研磨パッドに向けてガスを噴射して該研磨パッドの温度を制御するガス噴射部と、
基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される必要研磨液流量との相関を示すデータを格納し、該データを基に、基板の研磨時に研磨パッドに供給される研磨液流量を調整する制御部を有することを特徴とする研磨装置。
【請求項4】
上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持した基板を押圧接触させて該基板を研磨する研磨装置において、
前記研磨パッドに研磨液を供給する研磨液供給部と、
前記研磨パッドに向けてガスを噴射して該研磨パッドの温度を制御するガス噴射部と、
前記ガス噴射部から研磨パッドに向けて噴射されるガスによって研磨パッドに供給される研磨液が吹き飛ばされることを防止する遮蔽部を有することを特徴とする研磨装置。
【請求項5】
前記遮蔽部は、前記研磨液供給部と前記ガス噴射部との間に設置されていることを特徴とする請求項4に記載の研磨装置。
【請求項6】
前記遮蔽部は、前記ガス噴射部または前記研磨液供給部を囲うように配置されていることを特徴とする請求項4に記載の研磨装置。
【請求項7】
上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持した基板を押圧接触させて該基板を研磨する研磨装置において、
前記研磨パッドに研磨液を供給する研磨液供給部と、
前記研磨パッドの中心部から外周部に向けてガスが流れるように、前記研磨パッドに向けてガスを噴射して該研磨パッドの温度を制御するガス噴射部を有することを特徴とする研磨装置。
【請求項8】
上面に研磨パッドが貼付された研磨テーブルと、基板を保持する研磨ヘッドとを備え、回転する研磨テーブルの研磨パッド面上に回転する前記研磨ヘッドで保持した基板を押圧接触させて該基板を研磨する研磨装置において、
前記研磨パッドに研磨液を供給する研磨液供給部と、
前記研磨パッドの外周部から内側に向けてガスが流れるように、前記研磨パッドに向けてガスを噴射して該研磨パッドの温度を制御するガス噴射部を有することを特徴とする研磨装置。
【請求項9】
研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら、研磨液が供給されている研磨パッドの表面に基板を摺接させて該基板を研磨する研磨方法であって、
研磨レートまたは該研磨レートに関わる物理量を基板の研磨時にリアルタイムで計測して、研磨レートが適正となるよう研磨液の研磨パッドへの供給を制御することを特徴とする研磨方法。
【請求項10】
前記研磨レートに関わる物理量は、基板の被研磨面に形成された膜厚で、渦電流式センサまたは光学式センサによって該膜厚を測定することを特徴とする請求項9に記載の研磨方法。
【請求項11】
前記研磨レートに関わる物理量は、前記研磨パッドを貼着した研磨テーブルを回転させるモータのトルクであることを特徴とする請求項9に記載の研磨方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2012−139739(P2012−139739A)
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願番号】特願2010−291822(P2010−291822)
【出願日】平成22年12月28日(2010.12.28)
【出願人】(000000239)株式会社荏原製作所 (1,477)
【Fターム(参考)】
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願日】平成22年12月28日(2010.12.28)
【出願人】(000000239)株式会社荏原製作所 (1,477)
【Fターム(参考)】
[ Back to top ]