
研磨装置
【目的】本発明は被研磨物にだれが生じる度合いが小さい研磨装置のキャリアを提供することを目的とする。
【構成】対向する一対の定盤と、太陽歯車と、内歯歯車と、太陽歯車と内歯歯車との間に配置され太陽歯車と内歯歯車に形成された各歯に噛合する歯が外周部に有するとともに被研磨物を嵌合保持する保持孔が形成されたキャリアとを具備する研磨装置において、キャリアの保持孔が非真円形であることを特徴とする。
【構成】対向する一対の定盤と、太陽歯車と、内歯歯車と、太陽歯車と内歯歯車との間に配置され太陽歯車と内歯歯車に形成された各歯に噛合する歯が外周部に有するとともに被研磨物を嵌合保持する保持孔が形成されたキャリアとを具備する研磨装置において、キャリアの保持孔が非真円形であることを特徴とする。
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は磁気ディスク装置用磁気ディスクを研磨するためなどに用いられる研磨装置に関する。
【0002】
【従来の技術】磁気ディスク装置に用いる磁気ディスクは、アルミニウム合金からなる円板の表面にニッケルーりん合金などからなる下地層を形成し、この下地層の表面に磁性層を形成したものである。この磁気ディスクでは、磁気記録密度を高めるために磁性層が均一であることが必要であり、このためには円板の表面を平滑に形成して、下地層を平滑に形成することが必要である。特に円板の外周部におけるだれは精密な磁気記録を阻害するので、円板の外周部におけるだれの管理を厳密に行う必要がある。
【0003】一般に円板の表面を平滑に研磨するためには、平坦度や真直度に優れた加工が行え、さらに生産性に優れたる研磨装置が多く用いられている。従来、円板の表面を平滑に研磨するために用いる研磨装置としては、次に述べる構成のものがある。
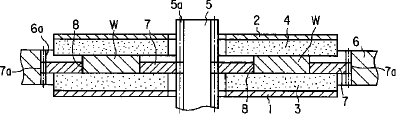
【0004】この研磨装置は、図3に示すように円形の下定盤1と、この下定盤1に対向する円形の上定盤2とを有し、下定盤1の上面には研磨用砥石3が、上定盤2の下面には研磨用砥石4が夫々取り付けてある。下定盤1は定位置の高さにで図示しない回転装置により回転され、上定盤2は図示しない回転装置により回転されるとともに、図示しない昇降装置により昇降される。また、太陽歯車5が下定盤1および上定盤2の形状中心部を貫通して設けられ、下定盤1および上定盤2の周囲を囲んで円環形の内歯歯車6が設けられており、この内歯歯車6は図示しない回転装置により回転される。
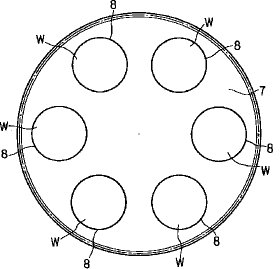
【0005】キャリア7は太陽歯車5と内歯歯車6との間に配置される円形をなすもので、外周部に太陽歯車5の歯部5aと内歯歯車6の歯部6aに噛合する歯部を有している。また、キャリア7は形状中心を中心として描かれる円の上に複数の保持孔8が等間隔を存して並べて形成されている。この保持孔8は被研磨物である磁気ディスク用円板Wを嵌合保持するものである。ディスク用円板Wは真円形をなしている。従来キャリア7に形成される保持孔8は、円板Wを動かないように保持するために図4に示すように円板Wに合わせた大きさの真円形をなしている。
【0006】そして、キャリア7の各保持孔8に円板Wを嵌合保持して、上定盤2を下降して各定盤1,2の砥石3,4を円板Wに接触する。下定盤1と上定盤2を夫々逆方向に回転する。同時に内歯歯車6を回転する。これによりキャリア7を強制的に自転および公転させる。このため、キャリア7の各保持孔8に嵌合保持された円板Wも一緒に移動する。従って、円板Wの下面および上面が下定盤1の砥石3と上定盤2の砥石4に摺接して研磨される。
【0007】
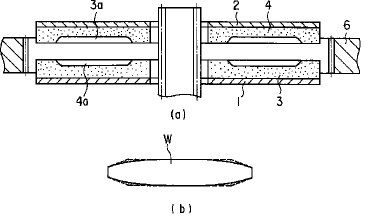
【発明が解決しようとする課題】この従来の研磨装置には次に述べる問題がある。研磨装置では、研磨加工を行うことにより下定盤1と上定盤2の砥石3、4も削られて、砥石3、4の刃先が摩耗する。このため、前述のようにディスク用円板Wの研磨加工を行うと、図5(a)に示すように下定盤1および上定盤2に設けた砥石3、4において円板3aが接触する部分3a、4aは削られて磨耗するが,太陽歯車5と内歯歯車6に近く且つ円板Wが接触しない部分3b、4bは、あまり磨耗しない。
【0008】このように砥石3、4における外周部と他の部分との間に形状の相違が生じた状態で円板Wを研磨すると、砥石3、4の形状の影響により図5(b)に示すように円板Wの外周部にだれを生じ、円板Wの全体にわたり均一に研磨しにくい。このため円板W全体を均一に研磨できず、円板Wにおける良好な磁気記録特性を確保する上で支障を来すという問題がある。本発明は前記事情に基づいてなされたもので、研磨による被研磨物のだれの発生を抑制できる研磨装置を提供することを目的とする。
【0009】
【課題を解決するための手段】前記目的を達成するために本発明の研磨装置は、対向する一対の定盤と、太陽歯車と、この太陽歯車を囲む内歯歯車と、前記太陽歯車と前記内歯歯車との間に配置され前記太陽歯車と前記内歯歯車に形成された各歯に噛合する歯を外周部に有するとともに被研磨物を嵌合保持する保持孔が形成されたキャリアとを具備する研磨装置において、このキャリアの保持孔の形状が非真円形のであることを特徴とする。
【0010】
【作用】被研磨物の研磨に際して、キャリアの保持孔に保持された被研磨物が非真円形をなす保持孔の内部で自由に動き、被研磨物自体の自転も活発になる。このため、被研磨物が上下定盤の各砥石の広い範囲に摺接する。これにより被研磨物が砥石における太陽歯車および内歯歯車に近い部分にも摺接して、これらの砥石における太陽歯車および内歯歯車に近い部分は砥石の他の部分と同様に被研磨物との摺接により磨耗する。従って、上下定盤の各砥石は研磨加工により全体がほぼ均等に磨耗する。この結果、被研磨物は上下定盤の各砥石の形状に応じて研磨されるので、外周部におけるだれの発生が抑制されてほぼ均一に研磨される。
【0011】保持孔の非真円形の形状とは、円板が保持孔の内部で円板の半径に対して1/3以上に自由に動くことが可能な形状をいう。保持孔の非真円形の形状は、例えば楕円形、三角形、四角形、多角形などが挙げられる。本発明の研磨装置は、狭義の研磨装置に止まらず、研削装置やポリッシング加工を行う装置も含む。
【0012】
【実施例】本発明の一実施例について図面を参照して説明する。この実施例の洗浄装置は磁気ディスク用円板Wを研磨加工するもであり、この実施例の洗浄装置について図1を参照して説明する。
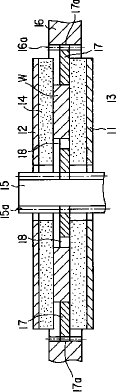
【0013】図1に示すように洗浄装置は、円形の下定盤11と、この下定盤11に対向する円形の上定盤12とを有し、下定盤11の上面には研磨用砥石13が、上定盤12の下面には研磨用砥石14が夫々取り付けてある。下定盤11は定位置の高さで図示しない回転装置により回転され、上定盤12は図示しない回転装置により回転されるとともに、図示しない昇降装置により昇降される。また、太陽歯車15が下定盤11および上定盤12の形状中心部を貫通して設けられ、下定盤11および上定盤12の周囲を囲んで円環形の内歯歯車16が設けられており、この内歯歯車16は図示しない回転装置により回転される。
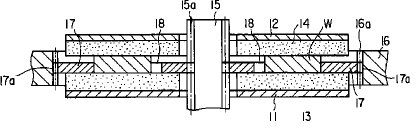
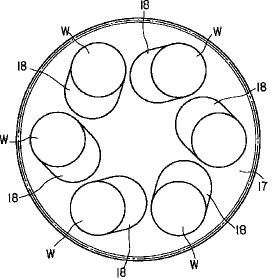
【0014】図2に示すようにキャリア17は太陽歯車15と内歯歯車16との間に配置される円形をなすもので、外周部に太陽歯車15の歯部15aと内歯歯車16の歯部16aに噛合する歯部を有している。また、キャリア17は形状中心を中心として描かれる円の上に複数の保持孔18が等間隔を存して並べて形成されている。この保持孔18は被研磨物である磁気ディスク用円板Wを嵌合保持するものである。
【0015】そして、キャリア17に形成された各保持孔18は、非真円形、例えば楕円形をなしている。すなわち、この楕円形をなす各保持孔18の短軸方向の長さは、真円形をなす円板Wの直径に相当するもので、長軸方向の長さは、円板Wが保持孔18の内部で円板Wの半径に対して1/3以上に自由に動くことが可能な大きさである。各保持孔18はキャリア17の形状中心として中心として渦巻き状に向きを揃えて形成されている。
【0016】この研磨装置を用いて、磁気ディスク用円板Wを研磨加工する場合について述べる。キャリア17の各保持孔18に円板Wを嵌合保持して、上定盤12を下降して各定盤11,12の砥石13,14を円板Wに接触する。下定盤11と上定盤12を夫々逆方向に回転する。同時に内歯歯車16を回転する。これによりキャリア17を強制的に自転および公転させる。このため、キャリア17の各保持孔18に嵌合保持された円板Wも一緒に移動する。これにより円板Wの下面および上面が下定盤11の砥石13と上定盤12の砥石14に摺接して研磨される。
【0017】ここで、円板Wの研磨に際しては、キャリア17の各保持孔18に嵌合保持された円板Wが非真円形をなす保持孔18の内部で自由に動き、円板W自体の自転も活発になる。このため、円板Wが上下定盤11、12の各砥石13、14の広い範囲に摺接する。これにより円板Wが砥石13、14における太陽歯車15および内歯歯車16に近い部分にも摺接して、これらの砥石13、14における太陽歯車15および内歯歯車16に近い部分は砥石13、14の他の部分と同様に円板Wの摺接により磨耗する。従って、上下定盤11、12の各砥石13、14は研磨加工により全体がほぼ均等に磨耗する。この結果、円板Wは上下定盤11、12の各砥石13、14の形状に応じて研磨されるので、外周部におけるだれの発生を抑制されてほぼ均一に研磨される。この結果、全体の均一性が研磨加工製品である磁気ディスク用円板を得ることができ、磁気ディスク磁気記録特性に優れた磁気ディスクを製造するに適した円板を得ることができる。
【0018】具体例について述べる。次に述べる条件で研磨加工を行った。図2に示す楕円形の保持孔が形成されたキャリアを製作し、このキャリアを用いて下記の条件で磁気ディスク用円板を研削した。この円板はアルミニウム合金(JIS5086系合金)からなる3.5″(1.25mm×95mm×25mm)ディスクを25枚(54枚/キャリア1個)を研削した。水溶性研削液使用、仕上げ研削量20〜100μm、加圧圧力10〜1008/cm2 、砥石回転数30〜80rpmで研削時間600〜1000秒の研削サイクルにより連続加工を行った。砥石はPVA樹脂を結合剤としてJIS3000番相当のものを用いた。
【0019】このようにして研削加工を行ったところ、外周縁部のだれ≦0.10μm/4mm(オフセット量0.83mm)の特性を示す円板が得られた。この研削結果は従来に比較して0.02〜0.04μmほど小さい値であり、非常に良い結果であった。
【0020】保持孔の非真円形の形状は前述した実施例では楕円形であった。しかし、保持孔の非真円形の形状はこれに限定されず、三角形、図3に示す四角形、さらに5角形以上の多角形などが挙げられる。要するに保持孔の非真円形の形状とは、円板が保持孔の内部で円板の半径に対して1/3以上に自由に動くことが可能な形状をいう。
【0021】本発明は前述した実施例に限定されずに、種々変形して実施することができる。例えば本発明の研磨装置は、狭義の研磨装置に止まらず、研削装置やポリッシング装置などの研磨装置に広く適用することができる。また、本発明の研磨装置は、磁気ディスク用円板に研磨に研磨に限定されずに広い範囲の製品を研磨することができる。
【0022】
【発明の効果】以上説明したように本発明の研磨装置によれば、キャリアにおける被研磨物を嵌合保持する保持孔が非真円形に形成されているので、被研磨物の研磨に際して、キャリアの保持孔に保持された被研磨物が非真円形をなす保持孔の内部で自由に動き、被研磨物自体の自転も活発になる。このため、被研磨物が上下定盤の各砥石の広い範囲に摺接する。これにより被研磨物が砥石における太陽歯車および内歯歯車に近い部分にも摺接して、これらの砥石における太陽歯車および内歯歯車に近い部分は砥石の他の部分と同様に被研磨物との摺接により磨耗し、上下定盤の各砥石は研磨加工により全体がほぼ均等に磨耗する。従って、被研磨物を外周部におけるだれの発生を抑制してほぼ均一に研磨でき、高精度の研磨加工製品を得ることができる。
【図面の簡単な説明】
【図1】本発明の一実施例の研磨装置を示す断面図。
【図2】同実施例の研磨装置におけるキャリアを示す平面図。
【図3】従来の研磨装置を示す断面図。
【図4】同従来例の研磨装置におけるキャリアを示す平面図。
【図5】同従来例の研磨装置の砥石を示す断面図。
【符号の説明】
11…下円盤、 12…下円盤、13,14…砥石、 15…太陽歯車、16…内歯歯車、 17…キャリア、W…円板。
【0001】
【産業上の利用分野】本発明は磁気ディスク装置用磁気ディスクを研磨するためなどに用いられる研磨装置に関する。
【0002】
【従来の技術】磁気ディスク装置に用いる磁気ディスクは、アルミニウム合金からなる円板の表面にニッケルーりん合金などからなる下地層を形成し、この下地層の表面に磁性層を形成したものである。この磁気ディスクでは、磁気記録密度を高めるために磁性層が均一であることが必要であり、このためには円板の表面を平滑に形成して、下地層を平滑に形成することが必要である。特に円板の外周部におけるだれは精密な磁気記録を阻害するので、円板の外周部におけるだれの管理を厳密に行う必要がある。
【0003】一般に円板の表面を平滑に研磨するためには、平坦度や真直度に優れた加工が行え、さらに生産性に優れたる研磨装置が多く用いられている。従来、円板の表面を平滑に研磨するために用いる研磨装置としては、次に述べる構成のものがある。
【0004】この研磨装置は、図3に示すように円形の下定盤1と、この下定盤1に対向する円形の上定盤2とを有し、下定盤1の上面には研磨用砥石3が、上定盤2の下面には研磨用砥石4が夫々取り付けてある。下定盤1は定位置の高さにで図示しない回転装置により回転され、上定盤2は図示しない回転装置により回転されるとともに、図示しない昇降装置により昇降される。また、太陽歯車5が下定盤1および上定盤2の形状中心部を貫通して設けられ、下定盤1および上定盤2の周囲を囲んで円環形の内歯歯車6が設けられており、この内歯歯車6は図示しない回転装置により回転される。
【0005】キャリア7は太陽歯車5と内歯歯車6との間に配置される円形をなすもので、外周部に太陽歯車5の歯部5aと内歯歯車6の歯部6aに噛合する歯部を有している。また、キャリア7は形状中心を中心として描かれる円の上に複数の保持孔8が等間隔を存して並べて形成されている。この保持孔8は被研磨物である磁気ディスク用円板Wを嵌合保持するものである。ディスク用円板Wは真円形をなしている。従来キャリア7に形成される保持孔8は、円板Wを動かないように保持するために図4に示すように円板Wに合わせた大きさの真円形をなしている。
【0006】そして、キャリア7の各保持孔8に円板Wを嵌合保持して、上定盤2を下降して各定盤1,2の砥石3,4を円板Wに接触する。下定盤1と上定盤2を夫々逆方向に回転する。同時に内歯歯車6を回転する。これによりキャリア7を強制的に自転および公転させる。このため、キャリア7の各保持孔8に嵌合保持された円板Wも一緒に移動する。従って、円板Wの下面および上面が下定盤1の砥石3と上定盤2の砥石4に摺接して研磨される。
【0007】
【発明が解決しようとする課題】この従来の研磨装置には次に述べる問題がある。研磨装置では、研磨加工を行うことにより下定盤1と上定盤2の砥石3、4も削られて、砥石3、4の刃先が摩耗する。このため、前述のようにディスク用円板Wの研磨加工を行うと、図5(a)に示すように下定盤1および上定盤2に設けた砥石3、4において円板3aが接触する部分3a、4aは削られて磨耗するが,太陽歯車5と内歯歯車6に近く且つ円板Wが接触しない部分3b、4bは、あまり磨耗しない。
【0008】このように砥石3、4における外周部と他の部分との間に形状の相違が生じた状態で円板Wを研磨すると、砥石3、4の形状の影響により図5(b)に示すように円板Wの外周部にだれを生じ、円板Wの全体にわたり均一に研磨しにくい。このため円板W全体を均一に研磨できず、円板Wにおける良好な磁気記録特性を確保する上で支障を来すという問題がある。本発明は前記事情に基づいてなされたもので、研磨による被研磨物のだれの発生を抑制できる研磨装置を提供することを目的とする。
【0009】
【課題を解決するための手段】前記目的を達成するために本発明の研磨装置は、対向する一対の定盤と、太陽歯車と、この太陽歯車を囲む内歯歯車と、前記太陽歯車と前記内歯歯車との間に配置され前記太陽歯車と前記内歯歯車に形成された各歯に噛合する歯を外周部に有するとともに被研磨物を嵌合保持する保持孔が形成されたキャリアとを具備する研磨装置において、このキャリアの保持孔の形状が非真円形のであることを特徴とする。
【0010】
【作用】被研磨物の研磨に際して、キャリアの保持孔に保持された被研磨物が非真円形をなす保持孔の内部で自由に動き、被研磨物自体の自転も活発になる。このため、被研磨物が上下定盤の各砥石の広い範囲に摺接する。これにより被研磨物が砥石における太陽歯車および内歯歯車に近い部分にも摺接して、これらの砥石における太陽歯車および内歯歯車に近い部分は砥石の他の部分と同様に被研磨物との摺接により磨耗する。従って、上下定盤の各砥石は研磨加工により全体がほぼ均等に磨耗する。この結果、被研磨物は上下定盤の各砥石の形状に応じて研磨されるので、外周部におけるだれの発生が抑制されてほぼ均一に研磨される。
【0011】保持孔の非真円形の形状とは、円板が保持孔の内部で円板の半径に対して1/3以上に自由に動くことが可能な形状をいう。保持孔の非真円形の形状は、例えば楕円形、三角形、四角形、多角形などが挙げられる。本発明の研磨装置は、狭義の研磨装置に止まらず、研削装置やポリッシング加工を行う装置も含む。
【0012】
【実施例】本発明の一実施例について図面を参照して説明する。この実施例の洗浄装置は磁気ディスク用円板Wを研磨加工するもであり、この実施例の洗浄装置について図1を参照して説明する。
【0013】図1に示すように洗浄装置は、円形の下定盤11と、この下定盤11に対向する円形の上定盤12とを有し、下定盤11の上面には研磨用砥石13が、上定盤12の下面には研磨用砥石14が夫々取り付けてある。下定盤11は定位置の高さで図示しない回転装置により回転され、上定盤12は図示しない回転装置により回転されるとともに、図示しない昇降装置により昇降される。また、太陽歯車15が下定盤11および上定盤12の形状中心部を貫通して設けられ、下定盤11および上定盤12の周囲を囲んで円環形の内歯歯車16が設けられており、この内歯歯車16は図示しない回転装置により回転される。
【0014】図2に示すようにキャリア17は太陽歯車15と内歯歯車16との間に配置される円形をなすもので、外周部に太陽歯車15の歯部15aと内歯歯車16の歯部16aに噛合する歯部を有している。また、キャリア17は形状中心を中心として描かれる円の上に複数の保持孔18が等間隔を存して並べて形成されている。この保持孔18は被研磨物である磁気ディスク用円板Wを嵌合保持するものである。
【0015】そして、キャリア17に形成された各保持孔18は、非真円形、例えば楕円形をなしている。すなわち、この楕円形をなす各保持孔18の短軸方向の長さは、真円形をなす円板Wの直径に相当するもので、長軸方向の長さは、円板Wが保持孔18の内部で円板Wの半径に対して1/3以上に自由に動くことが可能な大きさである。各保持孔18はキャリア17の形状中心として中心として渦巻き状に向きを揃えて形成されている。
【0016】この研磨装置を用いて、磁気ディスク用円板Wを研磨加工する場合について述べる。キャリア17の各保持孔18に円板Wを嵌合保持して、上定盤12を下降して各定盤11,12の砥石13,14を円板Wに接触する。下定盤11と上定盤12を夫々逆方向に回転する。同時に内歯歯車16を回転する。これによりキャリア17を強制的に自転および公転させる。このため、キャリア17の各保持孔18に嵌合保持された円板Wも一緒に移動する。これにより円板Wの下面および上面が下定盤11の砥石13と上定盤12の砥石14に摺接して研磨される。
【0017】ここで、円板Wの研磨に際しては、キャリア17の各保持孔18に嵌合保持された円板Wが非真円形をなす保持孔18の内部で自由に動き、円板W自体の自転も活発になる。このため、円板Wが上下定盤11、12の各砥石13、14の広い範囲に摺接する。これにより円板Wが砥石13、14における太陽歯車15および内歯歯車16に近い部分にも摺接して、これらの砥石13、14における太陽歯車15および内歯歯車16に近い部分は砥石13、14の他の部分と同様に円板Wの摺接により磨耗する。従って、上下定盤11、12の各砥石13、14は研磨加工により全体がほぼ均等に磨耗する。この結果、円板Wは上下定盤11、12の各砥石13、14の形状に応じて研磨されるので、外周部におけるだれの発生を抑制されてほぼ均一に研磨される。この結果、全体の均一性が研磨加工製品である磁気ディスク用円板を得ることができ、磁気ディスク磁気記録特性に優れた磁気ディスクを製造するに適した円板を得ることができる。
【0018】具体例について述べる。次に述べる条件で研磨加工を行った。図2に示す楕円形の保持孔が形成されたキャリアを製作し、このキャリアを用いて下記の条件で磁気ディスク用円板を研削した。この円板はアルミニウム合金(JIS5086系合金)からなる3.5″(1.25mm×95mm×25mm)ディスクを25枚(54枚/キャリア1個)を研削した。水溶性研削液使用、仕上げ研削量20〜100μm、加圧圧力10〜1008/cm2 、砥石回転数30〜80rpmで研削時間600〜1000秒の研削サイクルにより連続加工を行った。砥石はPVA樹脂を結合剤としてJIS3000番相当のものを用いた。
【0019】このようにして研削加工を行ったところ、外周縁部のだれ≦0.10μm/4mm(オフセット量0.83mm)の特性を示す円板が得られた。この研削結果は従来に比較して0.02〜0.04μmほど小さい値であり、非常に良い結果であった。
【0020】保持孔の非真円形の形状は前述した実施例では楕円形であった。しかし、保持孔の非真円形の形状はこれに限定されず、三角形、図3に示す四角形、さらに5角形以上の多角形などが挙げられる。要するに保持孔の非真円形の形状とは、円板が保持孔の内部で円板の半径に対して1/3以上に自由に動くことが可能な形状をいう。
【0021】本発明は前述した実施例に限定されずに、種々変形して実施することができる。例えば本発明の研磨装置は、狭義の研磨装置に止まらず、研削装置やポリッシング装置などの研磨装置に広く適用することができる。また、本発明の研磨装置は、磁気ディスク用円板に研磨に研磨に限定されずに広い範囲の製品を研磨することができる。
【0022】
【発明の効果】以上説明したように本発明の研磨装置によれば、キャリアにおける被研磨物を嵌合保持する保持孔が非真円形に形成されているので、被研磨物の研磨に際して、キャリアの保持孔に保持された被研磨物が非真円形をなす保持孔の内部で自由に動き、被研磨物自体の自転も活発になる。このため、被研磨物が上下定盤の各砥石の広い範囲に摺接する。これにより被研磨物が砥石における太陽歯車および内歯歯車に近い部分にも摺接して、これらの砥石における太陽歯車および内歯歯車に近い部分は砥石の他の部分と同様に被研磨物との摺接により磨耗し、上下定盤の各砥石は研磨加工により全体がほぼ均等に磨耗する。従って、被研磨物を外周部におけるだれの発生を抑制してほぼ均一に研磨でき、高精度の研磨加工製品を得ることができる。
【図面の簡単な説明】
【図1】本発明の一実施例の研磨装置を示す断面図。
【図2】同実施例の研磨装置におけるキャリアを示す平面図。
【図3】従来の研磨装置を示す断面図。
【図4】同従来例の研磨装置におけるキャリアを示す平面図。
【図5】同従来例の研磨装置の砥石を示す断面図。
【符号の説明】
11…下円盤、 12…下円盤、13,14…砥石、 15…太陽歯車、16…内歯歯車、 17…キャリア、W…円板。
【特許請求の範囲】
【請求項1】 対向する一対の定盤と、太陽歯車と、この太陽歯車を囲む内歯歯車と、前記太陽歯車と前記内歯歯車との間に配置され前記太陽歯車と前記内歯歯車に形成された各歯に噛合する歯を外周部に有するとともに被研磨物を嵌合保持する保持孔が形成されたキャリアとを具備する研磨装置において、このキャリアの保持孔の形状が非真円形のであることを特徴とする研磨装置。
【請求項1】 対向する一対の定盤と、太陽歯車と、この太陽歯車を囲む内歯歯車と、前記太陽歯車と前記内歯歯車との間に配置され前記太陽歯車と前記内歯歯車に形成された各歯に噛合する歯を外周部に有するとともに被研磨物を嵌合保持する保持孔が形成されたキャリアとを具備する研磨装置において、このキャリアの保持孔の形状が非真円形のであることを特徴とする研磨装置。
【図1】


【図2】
【図4】
【図3】
【図5】
【図2】
【図4】
【図3】
【図5】
【公開番号】特開平8−112750
【公開日】平成8年(1996)5月7日
【国際特許分類】
【出願番号】特願平6−249204
【出願日】平成6年(1994)10月14日
【出願人】(000005290)古河電気工業株式会社 (4,457)
【公開日】平成8年(1996)5月7日
【国際特許分類】
【出願日】平成6年(1994)10月14日
【出願人】(000005290)古河電気工業株式会社 (4,457)
[ Back to top ]