
砥粒切れ刃分布の測定装置及び方法
【課題】砥石表面の切れ刃分布の定量的な評価を可能とする砥粒切れ刃分布測定装置及び方法を提供する。
【解決手段】回転軸心周りに回転して外周の作業面11aで工作物を研削するための砥石11の切れ刃分布を測定する砥粒切れ刃分布測定装置1であって、長手方向中間部に作業面11aを回転状態で接触させるセンサ本体3と、作業面11aの切れ刃が接触するセンサ本体3の接触点から入力された接触信号がセンサ本体3の両端部3a,3bに伝播された伝播信号を検出する第1、第2センサ5,7と、センサ本体3の接触点から両端部3a,3bに到達する両伝播信号の時間差とセンサ本体3の既知の信号伝播速度Vとにより接触点からセンサ本体3の両端部3a,3bまでの距離を演算して作業面11aの切れ刃分布を求める演算部9とを備えたことを特徴とする。
【解決手段】回転軸心周りに回転して外周の作業面11aで工作物を研削するための砥石11の切れ刃分布を測定する砥粒切れ刃分布測定装置1であって、長手方向中間部に作業面11aを回転状態で接触させるセンサ本体3と、作業面11aの切れ刃が接触するセンサ本体3の接触点から入力された接触信号がセンサ本体3の両端部3a,3bに伝播された伝播信号を検出する第1、第2センサ5,7と、センサ本体3の接触点から両端部3a,3bに到達する両伝播信号の時間差とセンサ本体3の既知の信号伝播速度Vとにより接触点からセンサ本体3の両端部3a,3bまでの距離を演算して作業面11aの切れ刃分布を求める演算部9とを備えたことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、研削加工用の砥石の作業面の切れ刃分布を測定する砥粒切れ刃分布の測定装置及び方法に関する。
【背景技術】
【0002】
研削加工は、図5に示すような砥石101を回転させて工作物に当て、工作物の平面、円筒外面、円筒内面等の主に仕上げ加工を担当する加工法である。かかる研削加工により仕上げ加工を行う場合、研削砥石の切れ味の良さやその幾何学的な形状は工作物の仕上げ面に大きな影響を及ぼす。このため、加工の前に行う砥石作業面のドレッシング作業は最大の注意を持って行われている。
【0003】
最近ではナノメートル領域の表面粗さの研削加工も求められるようになり、砥粒の粒度も細かく、また金属系の結合剤を用いた結合度の高い砥石が製造されるようになったため、ドレッシング技術がより難しくなっている。
【0004】
これに伴ってドレッシング後の砥石表面の幾何学的な形状の評価も難しくなり、砥石表面の切れ味の定量的な評価方法の提案も求められている。
【0005】
これに対し、砥石作業面形状の測定方法および装置が、特許文献1として提案されている。この測定方法は、次のようにして行われている。
【0006】
すなわち、回転している砥石作業面に対し、測定子ガイド手段を経て漸次に送り可能に保持された線状測定子を当接させ、該線状測定子と砥石作業面の被測定点との当接によって生じた接触信号の発生をアコーステックエミッション検知器(AEセンサ)等から成る接触検知手段によって検知する。このとき、線状測定子と砥石作業面との接触位置の二次元座標における座標値を検出し、この座標値に基づいて砥石の回転軸心を含み、砥石の作業面形状を求め得る平面内で直交二次元座標系における砥石作業面の形状を測定するようにしたものである。
【0007】
かかる測定方法および装置では、砥石の作業面の形状は測定できるが、砥石表面の切れ刃分布の定量的な評価はできなかった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平10―244461号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
解決しようとする問題点は、砥石表面の切れ刃分布の定量的な評価ができなかった点である。
【課題を解決するための手段】
【0010】
本発明は、砥石表面の切れ刃分布の定量的な評価を可能とするために、回転軸心周りに回転して外周の作業面で工作物を研削するための砥石の切れ刃分布を測定する砥粒切れ刃分布測定装置であって、長手方向中間部に前記作業面を回転状態で接触させるセンサ本体と、前記作業面の切れ刃が接触する前記センサ本体の接触点から入力された接触信号が前記センサ本体の両端部に伝播された伝播信号を検出する第1、第2センサと、前記センサ本体の接触点から両端部に到達する両伝播信号の時間差と前記センサ本体の既知の信号伝播速度とにより前記接触点から前記センサ本体の両端部までの距離を演算して前記作業面の切れ刃分布を求める演算部とを備えたことを砥粒切れ刃分布測定装置の特徴とする。
【0011】
また、回転軸心周りに回転して外周の作業面で工作物を研削するための砥石の切れ刃分布を測定する砥粒切れ刃分布測定方法であって、センサ本体の長手方向中間部に前記作業面を回転状態で接触させ、前記作業面の切れ刃が接触する前記センサ本体の接触点から入力された接触信号が前記センサ本体の両端部に伝播された両伝播信号の時間差と前記センサ本体の既知の信号伝播速度とにより前記接触点から前記センサ本体の両端部までの距離を演算して前記作業面の切れ刃分布を求めることを砥粒切れ刃分布測定方法の特徴とする。
【発明の効果】
【0012】
本発明の砥粒切れ刃分布測定装置及び方法は、上記構成であるから、砥石の作業面の切れ刃分布を求めることができ、この切れ刃分布により砥石表面の切れ味の定量的な評価を可能とする。
【図面の簡単な説明】
【0013】
【図1】砥粒切れ刃分布測定装置の概略図である。(実施例1)
【図2】砥粒切れ刃分布測定方法を示す説明図である。(実施例1)
【図3】砥粒切れ刃分布測定方法の説明図である。(実施例1)
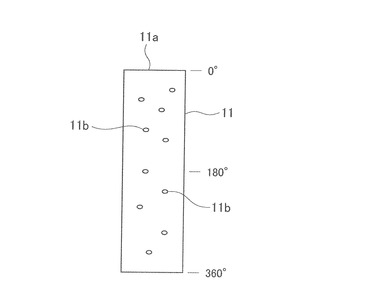
【図4】砥石の切れ刃分布を示す概念図である。(実施例1)
【図5】砥石の概念斜視図である。(実施例1)
【発明を実施するための形態】
【0014】
砥石表面の切れ刃分布の定量的な評価を可能にするという目的を、センサ本体と第1、第2センサと演算部とにより実現した。
【実施例1】
【0015】
[砥粒切れ刃分布測定装置]
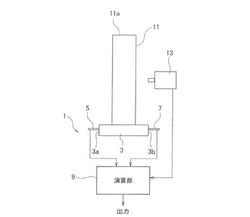
図1は、砥粒切れ刃分布測定装置の概略図である。
【0016】
図1のように、砥粒切れ刃分布測定装置1は、センサ本体3と第1、第2センサ5,7と演算部9とを備え、砥石11の砥粒切れ刃分布を測定する。
【0017】
センサ本体3は、センサ支持台(図示せず。)等に固定され、長手方向中間部に砥石11の作業面11aを回転状態で接触させるものである。このセンサ本体3は、本実施例において金属製であり、長手方向に均一な断面円形の棒状に形成され、砥石11が円筒研削盤用のものとしている。円筒研削としては、外面研削加工、内面研削加工の何れにも適用できる。
【0018】
但し、砥石11が平面研削盤用であれば、センサ本体3を断面矩形として作業面11aを平面に対して接触させる構成にすることもできる。また、接触信号の伝播が可能である限り、樹脂、或いは両端部のみ樹脂で形成し、中間部を金属で一体的に形成することも可能である。さらに、砥石11の作業面11aの形状に合わせて中間部を凹状に形成することもできる。例えば、作業面11aの形状が、半円弧状の曲面であるときは、センサ本体3の接触面を作業面の曲率とほぼ同一の曲率の凹状に形成する。
【0019】
なお、センサ本体3の中間部を凹状に形成しても両端部3a,3bへの接触信号であるAE信号(アコーステックエミッション信号、弾性波)の伝播への影響はない。センサ本体3で捉えたAE信号は、物体内を直線的に進むと考えられ、後述の演算に用いるAE信号は、最初の信号、すなわち直線的に伝播してきた信号だからである。
【0020】
AE信号は、物体表面で反射するが、反射した信号は直進してきた最初の信号よりも両端部3a,3bへ到達するのが遅く、後述の測定方法上、問題はない。
【0021】
第1、第2センサ5,7は、AEセンサ(アコーステックエミッションセンサ)で構成されている。この第1、第2センサ5,7は、センサ本体3の両端部3a,3bに接着などにより取り付けられている。
【0022】
センサ本体3の長手方向中間部に砥石11の回転により切れ刃が接触すると、その接触点から接触により入力されたAE信号がセンサ本体3の両端部3a,3bに伝播され、この伝播信号を第1、第2センサ5,7が検出して演算部9へ入力する。
【0023】
演算部9は、両伝播信号によりセンサ本体3の接触点から両端部3a,3bに到達する時間差を演算し、この時間差とセンサ本体3の既知の信号伝播速度とから前記接触点の前記センサ本体3の両端部3a,3bからの距離を演算する。この距離に基づいて砥石11の作業面11aの切れ刃分布を求める。この分布は、作業面11a上の回転軸心方向での分布として得ることができる。
【0024】
本実施例では、さらに回転角検出センサ13を備えている。回転角検出センサ13は、ロータリーエンコーダで構成され、砥石11の回転角を検出して演算部9に入力する。演算部9は、接触点のセンサ本体3の両端部3a,3bからの距離に回転角検出センサ13が検出する砥石11の回転角を加えて作業面11aの切れ刃分布を求める。この分布は、作業面11a上の回転軸心方向及び周方向双方での分布として得ることができる。演算部9の出力をディスプレイに画像表示させ、或いは結果を印刷出力などさせることが可能である。
【0025】
[砥粒切れ刃分布測定方法]
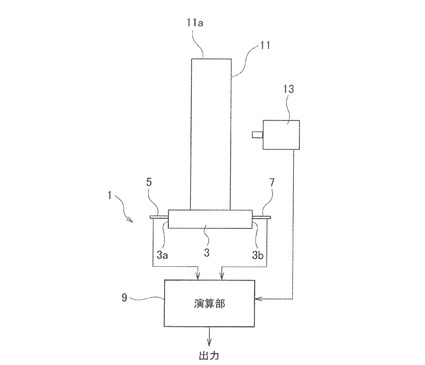
図2は、砥粒切れ刃分布測定方法を示す説明図、図3は、砥粒切れ刃分布測定方法の説明図、図4は、砥石の切れ刃分布を示す概念図である。
【0026】
図2のように、本実施例の砥粒切れ刃分布測定方法は、回転軸心周りに回転して外周の作業面11aで工作物を研削するための砥石11の切れ刃分布を測定する。
【0027】
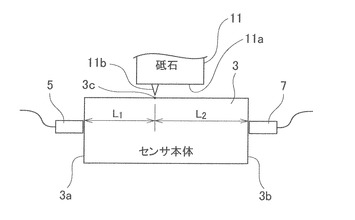
すなわち、センサ本体3の長手方向中間部に作業面11aを回転状態で接触させ、作業面11aの切れ刃11bが接触するセンサ本体3の接触点3cから入力された接触信号(AE信号)がセンサ本体3の両端部3a,3bに伝播された両伝播信号の時間差とセンサ本体3の既知の信号伝播速度Vとにより接触点3cからセンサ本体3の両端部3a,3bまでの距離L1,L2を演算して作業面11aの切れ刃分布を求める、
また、距離L1,L2に砥石11の回転角を加えて作業面11aの切れ刃11bの分布を求める。
【0028】
すなわち、センサ本体3に砥石11を回転状態で接近させると砥石11表面11aの切れ刃11bがセンサ本体3に接触する。このため、この接触点3cでAE波が出力される。このAE波は、センサ本体3内を左右両方に伝播して両端部3a、3bに到達する。
【0029】
両端部3a、3bに到達したAE波は、第1、第2センサ5,7でそれぞれ検出される。接触点3cから両端部3a、3bまでの距離を同図に示すようにL1,L2とし、それぞれの距離をAE波が伝播する時間をt1,t2とすると、
L1=V・t1
L2=V・t2
と表現することができる。Vは、センサ本体3内のAE波の伝播速度である。この伝播速度Vは、センサ本体3の材質等により決まるもので、既知の値となる。
【0030】
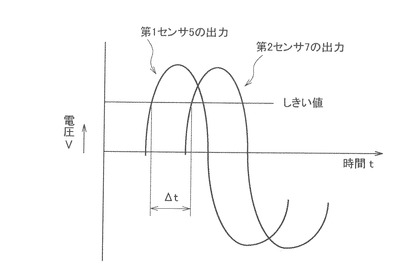
この時に検出されるAE信号は図3のようになる。図3の横軸は時間、縦軸はAEセンサから出力される電圧信号である。図2のように切れ刃11bがセンサ本体3に接触すると、AE信号が発生し、この信号はセンサ本体3内を伝播して二つの第1、第2センサ5,7に到達する。この時第1センサ5の出力と第2センサ7の出力はL1,L2の距離の差があるため時間的に差が生じる。
【0031】
図3に示すように、出力信号に適当な値のしきい値を設け、出力がこの値となったときの時間差Δtを測定すれば、センサ本体3を構成する材料に特有の既知のAE波の伝播速度Vを用いて、図2に示した距離L1,L2を定量的に求めることができる。
【0032】
この作業を連続的に行えば、砥石11の作業面11aに存在する複数の切れ刃11bの各センサ5,7からの距離L1,L2をそれぞれ明らかにすることができる。
【0033】
この距離L1,L2のみによっても、作業面11a上の回転軸心方向での切れ刃11bの分布を得ることができる。
【0034】
さらに、図1に示すように砥石11の回転軸の回転角を回転角検出センサ13で検出し、各切れ刃11bの回転角を考慮することで、図4のように、砥石11の円周上のどの位置に切れ刃11bが存在するのかを特定することができる。
【0035】
このため、砥石11の作業面11a全体にわたって切れ刃11b分布を定量的に示すことができ、ドレッシングの効果の評価もできる。さらには切れ刃11b分布の粗密等から切れ味の良し悪しの評価も可能である。
【符号の説明】
【0036】
1 砥粒切れ刃分布測定装置
3 センサ本体
3a、3b 端部
5 第1センサ(AEセンサ)
7 第2センサ(AEセンサ)
9 演算部
11 砥石
11a 作業面
11b 切れ刃
13 回転角検出センサ(ロータリーエンコーダ)
L1,L2 接触点の各センサからの距離
【技術分野】
【0001】
本発明は、研削加工用の砥石の作業面の切れ刃分布を測定する砥粒切れ刃分布の測定装置及び方法に関する。
【背景技術】
【0002】
研削加工は、図5に示すような砥石101を回転させて工作物に当て、工作物の平面、円筒外面、円筒内面等の主に仕上げ加工を担当する加工法である。かかる研削加工により仕上げ加工を行う場合、研削砥石の切れ味の良さやその幾何学的な形状は工作物の仕上げ面に大きな影響を及ぼす。このため、加工の前に行う砥石作業面のドレッシング作業は最大の注意を持って行われている。
【0003】
最近ではナノメートル領域の表面粗さの研削加工も求められるようになり、砥粒の粒度も細かく、また金属系の結合剤を用いた結合度の高い砥石が製造されるようになったため、ドレッシング技術がより難しくなっている。
【0004】
これに伴ってドレッシング後の砥石表面の幾何学的な形状の評価も難しくなり、砥石表面の切れ味の定量的な評価方法の提案も求められている。
【0005】
これに対し、砥石作業面形状の測定方法および装置が、特許文献1として提案されている。この測定方法は、次のようにして行われている。
【0006】
すなわち、回転している砥石作業面に対し、測定子ガイド手段を経て漸次に送り可能に保持された線状測定子を当接させ、該線状測定子と砥石作業面の被測定点との当接によって生じた接触信号の発生をアコーステックエミッション検知器(AEセンサ)等から成る接触検知手段によって検知する。このとき、線状測定子と砥石作業面との接触位置の二次元座標における座標値を検出し、この座標値に基づいて砥石の回転軸心を含み、砥石の作業面形状を求め得る平面内で直交二次元座標系における砥石作業面の形状を測定するようにしたものである。
【0007】
かかる測定方法および装置では、砥石の作業面の形状は測定できるが、砥石表面の切れ刃分布の定量的な評価はできなかった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平10―244461号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
解決しようとする問題点は、砥石表面の切れ刃分布の定量的な評価ができなかった点である。
【課題を解決するための手段】
【0010】
本発明は、砥石表面の切れ刃分布の定量的な評価を可能とするために、回転軸心周りに回転して外周の作業面で工作物を研削するための砥石の切れ刃分布を測定する砥粒切れ刃分布測定装置であって、長手方向中間部に前記作業面を回転状態で接触させるセンサ本体と、前記作業面の切れ刃が接触する前記センサ本体の接触点から入力された接触信号が前記センサ本体の両端部に伝播された伝播信号を検出する第1、第2センサと、前記センサ本体の接触点から両端部に到達する両伝播信号の時間差と前記センサ本体の既知の信号伝播速度とにより前記接触点から前記センサ本体の両端部までの距離を演算して前記作業面の切れ刃分布を求める演算部とを備えたことを砥粒切れ刃分布測定装置の特徴とする。
【0011】
また、回転軸心周りに回転して外周の作業面で工作物を研削するための砥石の切れ刃分布を測定する砥粒切れ刃分布測定方法であって、センサ本体の長手方向中間部に前記作業面を回転状態で接触させ、前記作業面の切れ刃が接触する前記センサ本体の接触点から入力された接触信号が前記センサ本体の両端部に伝播された両伝播信号の時間差と前記センサ本体の既知の信号伝播速度とにより前記接触点から前記センサ本体の両端部までの距離を演算して前記作業面の切れ刃分布を求めることを砥粒切れ刃分布測定方法の特徴とする。
【発明の効果】
【0012】
本発明の砥粒切れ刃分布測定装置及び方法は、上記構成であるから、砥石の作業面の切れ刃分布を求めることができ、この切れ刃分布により砥石表面の切れ味の定量的な評価を可能とする。
【図面の簡単な説明】
【0013】
【図1】砥粒切れ刃分布測定装置の概略図である。(実施例1)
【図2】砥粒切れ刃分布測定方法を示す説明図である。(実施例1)
【図3】砥粒切れ刃分布測定方法の説明図である。(実施例1)
【図4】砥石の切れ刃分布を示す概念図である。(実施例1)
【図5】砥石の概念斜視図である。(実施例1)
【発明を実施するための形態】
【0014】
砥石表面の切れ刃分布の定量的な評価を可能にするという目的を、センサ本体と第1、第2センサと演算部とにより実現した。
【実施例1】
【0015】
[砥粒切れ刃分布測定装置]
図1は、砥粒切れ刃分布測定装置の概略図である。
【0016】
図1のように、砥粒切れ刃分布測定装置1は、センサ本体3と第1、第2センサ5,7と演算部9とを備え、砥石11の砥粒切れ刃分布を測定する。
【0017】
センサ本体3は、センサ支持台(図示せず。)等に固定され、長手方向中間部に砥石11の作業面11aを回転状態で接触させるものである。このセンサ本体3は、本実施例において金属製であり、長手方向に均一な断面円形の棒状に形成され、砥石11が円筒研削盤用のものとしている。円筒研削としては、外面研削加工、内面研削加工の何れにも適用できる。
【0018】
但し、砥石11が平面研削盤用であれば、センサ本体3を断面矩形として作業面11aを平面に対して接触させる構成にすることもできる。また、接触信号の伝播が可能である限り、樹脂、或いは両端部のみ樹脂で形成し、中間部を金属で一体的に形成することも可能である。さらに、砥石11の作業面11aの形状に合わせて中間部を凹状に形成することもできる。例えば、作業面11aの形状が、半円弧状の曲面であるときは、センサ本体3の接触面を作業面の曲率とほぼ同一の曲率の凹状に形成する。
【0019】
なお、センサ本体3の中間部を凹状に形成しても両端部3a,3bへの接触信号であるAE信号(アコーステックエミッション信号、弾性波)の伝播への影響はない。センサ本体3で捉えたAE信号は、物体内を直線的に進むと考えられ、後述の演算に用いるAE信号は、最初の信号、すなわち直線的に伝播してきた信号だからである。
【0020】
AE信号は、物体表面で反射するが、反射した信号は直進してきた最初の信号よりも両端部3a,3bへ到達するのが遅く、後述の測定方法上、問題はない。
【0021】
第1、第2センサ5,7は、AEセンサ(アコーステックエミッションセンサ)で構成されている。この第1、第2センサ5,7は、センサ本体3の両端部3a,3bに接着などにより取り付けられている。
【0022】
センサ本体3の長手方向中間部に砥石11の回転により切れ刃が接触すると、その接触点から接触により入力されたAE信号がセンサ本体3の両端部3a,3bに伝播され、この伝播信号を第1、第2センサ5,7が検出して演算部9へ入力する。
【0023】
演算部9は、両伝播信号によりセンサ本体3の接触点から両端部3a,3bに到達する時間差を演算し、この時間差とセンサ本体3の既知の信号伝播速度とから前記接触点の前記センサ本体3の両端部3a,3bからの距離を演算する。この距離に基づいて砥石11の作業面11aの切れ刃分布を求める。この分布は、作業面11a上の回転軸心方向での分布として得ることができる。
【0024】
本実施例では、さらに回転角検出センサ13を備えている。回転角検出センサ13は、ロータリーエンコーダで構成され、砥石11の回転角を検出して演算部9に入力する。演算部9は、接触点のセンサ本体3の両端部3a,3bからの距離に回転角検出センサ13が検出する砥石11の回転角を加えて作業面11aの切れ刃分布を求める。この分布は、作業面11a上の回転軸心方向及び周方向双方での分布として得ることができる。演算部9の出力をディスプレイに画像表示させ、或いは結果を印刷出力などさせることが可能である。
【0025】
[砥粒切れ刃分布測定方法]
図2は、砥粒切れ刃分布測定方法を示す説明図、図3は、砥粒切れ刃分布測定方法の説明図、図4は、砥石の切れ刃分布を示す概念図である。
【0026】
図2のように、本実施例の砥粒切れ刃分布測定方法は、回転軸心周りに回転して外周の作業面11aで工作物を研削するための砥石11の切れ刃分布を測定する。
【0027】
すなわち、センサ本体3の長手方向中間部に作業面11aを回転状態で接触させ、作業面11aの切れ刃11bが接触するセンサ本体3の接触点3cから入力された接触信号(AE信号)がセンサ本体3の両端部3a,3bに伝播された両伝播信号の時間差とセンサ本体3の既知の信号伝播速度Vとにより接触点3cからセンサ本体3の両端部3a,3bまでの距離L1,L2を演算して作業面11aの切れ刃分布を求める、
また、距離L1,L2に砥石11の回転角を加えて作業面11aの切れ刃11bの分布を求める。
【0028】
すなわち、センサ本体3に砥石11を回転状態で接近させると砥石11表面11aの切れ刃11bがセンサ本体3に接触する。このため、この接触点3cでAE波が出力される。このAE波は、センサ本体3内を左右両方に伝播して両端部3a、3bに到達する。
【0029】
両端部3a、3bに到達したAE波は、第1、第2センサ5,7でそれぞれ検出される。接触点3cから両端部3a、3bまでの距離を同図に示すようにL1,L2とし、それぞれの距離をAE波が伝播する時間をt1,t2とすると、
L1=V・t1
L2=V・t2
と表現することができる。Vは、センサ本体3内のAE波の伝播速度である。この伝播速度Vは、センサ本体3の材質等により決まるもので、既知の値となる。
【0030】
この時に検出されるAE信号は図3のようになる。図3の横軸は時間、縦軸はAEセンサから出力される電圧信号である。図2のように切れ刃11bがセンサ本体3に接触すると、AE信号が発生し、この信号はセンサ本体3内を伝播して二つの第1、第2センサ5,7に到達する。この時第1センサ5の出力と第2センサ7の出力はL1,L2の距離の差があるため時間的に差が生じる。
【0031】
図3に示すように、出力信号に適当な値のしきい値を設け、出力がこの値となったときの時間差Δtを測定すれば、センサ本体3を構成する材料に特有の既知のAE波の伝播速度Vを用いて、図2に示した距離L1,L2を定量的に求めることができる。
【0032】
この作業を連続的に行えば、砥石11の作業面11aに存在する複数の切れ刃11bの各センサ5,7からの距離L1,L2をそれぞれ明らかにすることができる。
【0033】
この距離L1,L2のみによっても、作業面11a上の回転軸心方向での切れ刃11bの分布を得ることができる。
【0034】
さらに、図1に示すように砥石11の回転軸の回転角を回転角検出センサ13で検出し、各切れ刃11bの回転角を考慮することで、図4のように、砥石11の円周上のどの位置に切れ刃11bが存在するのかを特定することができる。
【0035】
このため、砥石11の作業面11a全体にわたって切れ刃11b分布を定量的に示すことができ、ドレッシングの効果の評価もできる。さらには切れ刃11b分布の粗密等から切れ味の良し悪しの評価も可能である。
【符号の説明】
【0036】
1 砥粒切れ刃分布測定装置
3 センサ本体
3a、3b 端部
5 第1センサ(AEセンサ)
7 第2センサ(AEセンサ)
9 演算部
11 砥石
11a 作業面
11b 切れ刃
13 回転角検出センサ(ロータリーエンコーダ)
L1,L2 接触点の各センサからの距離
【特許請求の範囲】
【請求項1】
回転軸心周りに回転して外周の作業面で工作物を研削するための砥石の切れ刃分布を測定する砥粒切れ刃分布測定装置であって、
長手方向中間部に前記作業面を回転状態で接触させるセンサ本体と、
前記作業面の切れ刃が接触する前記センサ本体の接触点から入力された接触信号が前記センサ本体の両端部に伝播された伝播信号を検出する第1、第2センサと、
前記センサ本体の接触点から両端部に到達する両伝播信号の時間差と前記センサ本体の既知の信号伝播速度とにより前記接触点から前記センサ本体の両端部までの距離を演算して前記作業面の切れ刃分布を求める演算部と、
を備えたことを特徴とする砥粒切れ刃分布測定装置。
【請求項2】
請求項1記載の砥粒切れ刃分布測定装置であって、
前記砥石の回転角を検出する回転角検出センサを備え、
前記演算部は、前記距離に前記回転角検出センサが検出する砥石の回転角を加えて前記作業面の切れ刃分布を求める、
ことを特徴とする砥粒切れ刃分布測定装置。
【請求項3】
請求項1又は2記載の砥粒切れ刃分布測定装置であって、
前記第1、第2センサは、AEセンサで構成された、
ことを特徴とする砥粒切れ刃分布測定装置。
【請求項4】
回転軸心周りに回転して外周の作業面で工作物を研削するための砥石の切れ刃分布を測定する砥粒切れ刃分布測定方法であって、
センサ本体の長手方向中間部に前記作業面を回転状態で接触させ、
前記作業面の切れ刃が接触する前記センサ本体の接触点から入力された接触信号が前記センサ本体の両端部に伝播された両伝播信号の時間差と前記センサ本体の既知の信号伝播速度とにより前記接触点から前記センサ本体の両端部までの距離を演算して前記作業面の切れ刃分布を求める、
ことを特徴とする砥粒切れ刃分布測定方法。
【請求項5】
請求項4記載の砥粒切れ刃分布測定方法であって、
前記距離に前記砥石の回転角を加えて前記作業面の切れ刃分布を求める、
ことを特徴とする砥粒切れ刃分布測定方法。
【請求項1】
回転軸心周りに回転して外周の作業面で工作物を研削するための砥石の切れ刃分布を測定する砥粒切れ刃分布測定装置であって、
長手方向中間部に前記作業面を回転状態で接触させるセンサ本体と、
前記作業面の切れ刃が接触する前記センサ本体の接触点から入力された接触信号が前記センサ本体の両端部に伝播された伝播信号を検出する第1、第2センサと、
前記センサ本体の接触点から両端部に到達する両伝播信号の時間差と前記センサ本体の既知の信号伝播速度とにより前記接触点から前記センサ本体の両端部までの距離を演算して前記作業面の切れ刃分布を求める演算部と、
を備えたことを特徴とする砥粒切れ刃分布測定装置。
【請求項2】
請求項1記載の砥粒切れ刃分布測定装置であって、
前記砥石の回転角を検出する回転角検出センサを備え、
前記演算部は、前記距離に前記回転角検出センサが検出する砥石の回転角を加えて前記作業面の切れ刃分布を求める、
ことを特徴とする砥粒切れ刃分布測定装置。
【請求項3】
請求項1又は2記載の砥粒切れ刃分布測定装置であって、
前記第1、第2センサは、AEセンサで構成された、
ことを特徴とする砥粒切れ刃分布測定装置。
【請求項4】
回転軸心周りに回転して外周の作業面で工作物を研削するための砥石の切れ刃分布を測定する砥粒切れ刃分布測定方法であって、
センサ本体の長手方向中間部に前記作業面を回転状態で接触させ、
前記作業面の切れ刃が接触する前記センサ本体の接触点から入力された接触信号が前記センサ本体の両端部に伝播された両伝播信号の時間差と前記センサ本体の既知の信号伝播速度とにより前記接触点から前記センサ本体の両端部までの距離を演算して前記作業面の切れ刃分布を求める、
ことを特徴とする砥粒切れ刃分布測定方法。
【請求項5】
請求項4記載の砥粒切れ刃分布測定方法であって、
前記距離に前記砥石の回転角を加えて前記作業面の切れ刃分布を求める、
ことを特徴とする砥粒切れ刃分布測定方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−113811(P2013−113811A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−262821(P2011−262821)
【出願日】平成23年11月30日(2011.11.30)
【出願人】(899000057)学校法人日本大学 (650)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月30日(2011.11.30)
【出願人】(899000057)学校法人日本大学 (650)
【Fターム(参考)】
[ Back to top ]