
破裂可能カテーテル
【課題】カテーテルの長さに沿った実質的にいずれかの望ましい点でガイドワイヤにより容易に破裂されることができる薄カバーを備えたガイドワイヤカテーテルルーメンを備えたカテーテルを提供する。
【解決手段】この薄カバーは、カテーテルシャフトと一体であってもよいし、又はガイドワイヤルーメンの外部にすぐ隣接するカテーテルシャフトの部分のみをカバーする別個のコンポーネントであってもよいし、又はカテーテルシャフト全体を包囲する薄チューブ状構成物であってもよい。また、カバーは、好ましくは破裂部位で引き裂きに対して耐性がある。カテーテルシャフトに好適な材料は、当該技術分野で周知の高分子材料であり、カテーテルシャフトは、必要に応じて、カテーテル長さの全部又は一部分に沿ってワイヤ又はハイポチューブ等の金属剛化コンポーネントを備えていてもよい。
【解決手段】この薄カバーは、カテーテルシャフトと一体であってもよいし、又はガイドワイヤルーメンの外部にすぐ隣接するカテーテルシャフトの部分のみをカバーする別個のコンポーネントであってもよいし、又はカテーテルシャフト全体を包囲する薄チューブ状構成物であってもよい。また、カバーは、好ましくは破裂部位で引き裂きに対して耐性がある。カテーテルシャフトに好適な材料は、当該技術分野で周知の高分子材料であり、カテーテルシャフトは、必要に応じて、カテーテル長さの全部又は一部分に沿ってワイヤ又はハイポチューブ等の金属剛化コンポーネントを備えていてもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガイドワイヤとともに使用されるカテーテルの分野に関し、より詳細には治療薬又は装置の供給用のカテーテルに関する。
【背景技術】
【0002】
種々の異なる治療を、カテーテル装置を介してヒトの体内でおこなうことができる。治療装置、例えば拡張バルーン、ステント及び塞栓フィルター並びに治療薬、例えば薬剤及び放射線源を、カテーテルの遠位端又は遠位端付近に位置させて、体内の所望の部位に供給することができる。カテーテルの近位端は、医師により操作される、体外にとどまる端部であるとされている。
【0003】
体内のカテーテルの遠位端を位置しやすくするために、典型的にはガイドワイヤの遠位端を、まず治療領域までナビゲートする。ガイドワイヤを位置させた後、ワイヤを使用して、カテーテルの遠位端を所定の位置に導く。さらに、ガイドカテーテルを使用することにより、ガイドワイヤ及び/又は供給カテーテルの位置決めがさらに容易となる。医師がガイドワイヤの経路に沿ってカテーテルの遠位端を容易にトラッキングする必要があるので、ガイドワイヤとカテーテルとの間の相互関係が極めて重要である。複数の人員を必要とすること、長いワイヤを使用する必要があること、カテーテルの前進がワイヤの位置に影響すること、カテーテルが曲がりくねった組織を通ってワイヤをトラッキングすることができないこと、カテーテルとワイヤとの間に過度の摩擦が生じること、カテーテルの近位端の軸方向の運動量と、カテーテルの遠位端での軸方向の動きの量との間に差があること(これらには限定されない)などから、多数の相互関係についての問題が生じる。
【0004】
これらの問題を解決するための種々の試みとして、ガイドワイヤとカテーテルとの間の相互関係を規定した多数のカテーテルの設計が提案された。カテーテルシステムの主要な用途のうちの2つとして、経血管冠状血管形成(PTCA)及び冠状ステント供給があげられる。2つの主要な種類のカテーテル設計であるオーバー・ザ・ワイヤ(OTW)及び迅速交換(RX)が、これらの用途で主に使用されている。これらの設計には、それぞれの利点と欠点がある。OTWカテーテルは、それらの全長にわたってガイドワイヤ上をトラッキングして、容易にワイヤに追従することができるとともに、ガイドワイヤ上に長さ方向の力を直接伝動できる。さらに、これらのカテーテルでは、カテーテルが所定の位置に進んだらガイドワイヤを交換できる。このことは、異なるガイドワイヤ特性(例えば、先端の湾曲又はラジオパクマーカー)を必要とするときには望ましいことがある。しかしながら、これらのシステムでは、長いガイドワイヤ(例えば、長さ300cm)を使用する必要があり、一人では効果的に操作することができない。
【0005】
RXカテーテルは、典型的にはガイドワイヤの長さが短く(例えば、長さ180cm)、カテーテルを一人の医師により操作することができる。医師は、ガイドカテーテルとガイドワイヤを一方の手で保持し、他方の手を用いてガイドワイヤに沿ってカテーテルを進めたり、引っ込めたりすることができる。しかしながら、RXカテーテルの全長は、ガイドワイヤ上をスライドしないので、ガイドワイヤの経路に沿って長さ方向の力を直接伝動がうまくいかないことがあり、近位カテーテルガイドワイヤポートが患者に進んだときにワイヤの交換を実施することができない。
【0006】
ステント供給用に設計された種々のカテーテルの中には、米国特許第5,534,007号(St.Germain等)により教示されているシステムがある。このシステムは、調整可能な長さ部を有するチューブ状外部スリーブを備えており、軸方向の圧縮下で、調整可能な長さ部を、波形とすることにより短くして、カテーテルの遠位端で別のスリーブを近位方向に引っ込めてステントを解放する。カテーテルの全長は、外部スリーブの軸方向の圧縮中は同じままであり、特にガイドワイヤルーメンの長さは調整できない。
【0007】
米国特許第5,334,147号及び米国特許第5,380,283号(Johnson)は、カテーテルの壁を貫通してガイドワイヤルーメンに延びているアパーチャを備えた近位部を備えたバルーンカテーテルの構成を教示している。アパーチャは、脆性壁により被覆されている(例えば、アパーチャ部を被覆する位置でカテーテル本体に対してシールした薄肉チューブ)。脆性壁は、ガイドワイヤにより破裂させられ、それによりガイドワイヤがアパーチャを介してカテーテルガイドワイヤルーメンから出る。
【0008】
米国特許第5,472,425号(Teirstein)は、カテーテルの実質的に全長に沿って延びており、それにより膜がガイドワイヤによりいずれかの所望の位置で意図的に破裂されることができるようになっている、破裂可能な膜により被覆されたガイドワイヤルーメンを備えたカテーテルを記載している。カテーテルの使用及び一般的な構成は関連しているが、破裂可能な膜についての材料又は具体的な構成については教示されていない。
【発明の概要】
【課題を解決するための手段】
【0009】
本発明は、カテーテル長さに沿った実質的にいずれかの所望の点でガイドワイヤの後部(すなわち、近位端)により容易に破裂させることができる、薄カバーを備えたガイドワイヤカテーテルルーメンを有するカテーテルに関する。この薄カバーは、カテーテルシャフトと一体であってもよいし、又はガイドワイヤルーメンの外部にすぐに隣接しているカテーテルシャフトの部分のみをカバーする別個のコンポーネントであってもよいし、又はカテーテルシャフト全体を包囲する薄チューブ状構成物であってもよい。このカバーは、好ましくは適度に半透明であって、ガイドワイヤの後部の位置が良好に見えるようにして、カテーテルシャフトの長さに沿って所望の位置のカバーを破裂できる。カテーテルシャフトは、オペレーティングフィールドがよくみれる色を有する材料からできていることが好ましく、より好ましくは全体又は一部分が発光性又はリン光性である。カテーテルシャフトに好適な材料は、当該技術分野において周知である高分子材料である。カテーテルシャフトは、必要に応じてカテーテルの長さの全て又は一部分に沿って、ワイヤ、ワイヤブレード又はハイポチューブ等の金属補強コンポーネントを備えることができる。
【0010】
好ましい実施態様によれば、薄カバーは、多孔質延伸ポリテトラフルオロエチレン(ePTFE)の薄テープをカテーテルシャフトの外部の周囲にらせん状に包んで作製されている。最も好ましくは、ラッピングは、2つの反対方向に、カテーテルシャフトの長さに平行におこない、バイアスプライ構成とする。この薄カバーにより、良好な透明性を有し、ガイドワイヤの端部により容易に破裂させることができるが、それでも破裂部位での引き裂き抵抗がある。
【0011】
ポリエチレンテレフタレート(PET)等の他の材料を、破裂可能薄カバーに使用できる。これらの材料も、半透明性が良好であるが、らせんラッピングのePTFE薄カバーよりも引き裂き抵抗が小さいことがある。
【0012】
この薄カバー(カテーテルシャフトと一体であるか、又は別個のカバー)は、必要に応じてカバーの厚さを貫通した多数の小さい開口を予め形成して、これらの開口のいずれかを通ってガイドワイヤの後部が通過できるようにしてもよい。開口は、好ましくはガイドワイヤルーメンの上に直接延びている単一のラインに配列されている。
【0013】
薄カバーは、必要に応じてブレード又はらせん状に巻いたフィラメントの形態でもよい。この場合、ブレード又は巻出しの隣接するフィラメントの間に存在する多数の開口又は隙間のいずれかをガイドワイヤが通ることができるようになっている。ブレード又は巻きは、種々の高分子又は金属材料製であることができる。ブレード又は巻きは、カテーテルシャフトの外部全体の周囲に露出してもよいし、又はカテーテルシャフトの外部に最も近接しているガイドワイヤルーメンの側のみの上に露出することができる。
【0014】
数多くの実施態様について、ガイドワイヤルーメンを、スロットの形態でカテーテルシャフトとし、スロットが薄カバーを備えている。好ましくは、スロットは、カテーテルシャフトの長さのほとんど又は全てにわたって延びている。スロットは、必要に応じてカテーテルの遠位端に位置しているバルーン又は他の装置を介して延ばすことができる。スロットを、カテーテルシャフト全体を同軸で囲む薄チューブ状カバー、又はスロットをカバーし且つスロットの両側にすぐに隣接しているカテーテルシャフトの表面に付着している薄テープ様カバー材料のストリップでカバーする。多数の開口を、上記した薄カバーを貫通して予め形成できる。また、上記したように、スロットカバー材料は、フィラメントからなるブレード又は巻きの形態をとることができる。このフィラメントからなるブレード又は巻きは、必要に応じて薄高分子チューブでカバーしてもよい。但し、この場合、スロットの上部のすぐ上のフィラメントを除く。この場所は、露出したままとしておき、隣接するフィラメントの間の隙間を通ってガイドワイヤの端部が通過できるようにしておくのが好ましい。
【0015】
カテーテルシャフトを用いた他の実施態様によれば、破裂可能なチューブ状物をスロットに挿入して備えていてもよい。このチューブ状物は、フィラメントをチューブ状物に編み込んで作製してもよいし、フィラメントをらせん状に巻いたもので作製しても、又は薄高分子材料から作製したものでもよく、チューブの内径は、所望のサイズのガイドワイヤを収容するのに適切な大きさのものである。これらのチューブは、カテーテルシャフトとして形成されたスロットに嵌め且つ固定して、ブレード又はらせん巻きチューブの外面が、スロットの露出部をカバーし、且つチューブ内に入っているガイドワイヤの後部がブレード又はらせん巻きチューブの隣接するフィラメントの間の隙間を通ることができるようにする。チューブ状物は、薄高分子材料から作製されているとき、カテーテルシャフトスロットに挿入された得られたチューブは、ガイドワイヤの後部によりいずれかの所望の位置で破裂されることができる。
【0016】
ガイドワイヤの後部により破裂されることができる他に、ガイドワイヤカテーテルルーメンは、必要に応じて長さを調整できるようにしてもよい。調整可能な長さのカテーテルガイドワイヤルーメンは、ガイドワイヤを収容するか、又はガイドワイヤが通過するための空間を提供する導管、又はカテーテル、又はチューブ、又は空間である。空間は、さらに説明するように長さが調整可能としてもよい。
【0017】
長さが調整可能とは、長さが調整可能であるガイドワイヤカテーテルルーメンの長さが、容易にかけることができる手動軸力をかけることにより変更できることを意味する。その軸方向に延びるか、又は完全に長くなった状態では、調整可能な長さのガイドワイヤカテーテルルーメンは、長さが軸方向に圧縮され、完全に短くなった状態よりも少なくとも10%長い。より好ましくは、調整可能な長さのガイドワイヤカテーテルルーメンは、少なくとも約20%、又は少なくとも約30%、又は少なくとも約40%、又は少なくとも約50%、又は少なくとも約75%、又は少なくとも約100%、又は少なくとも約200%、又は少なくとも約400%、又は少なくとも約1000%、又は少なくとも約2000%まで調整可能である。
【0018】
調整可能な長さのガイドワイヤカテーテルルーメンは、縮めることができるので長さが調整可能である。このことは、このチューブ状コンポーネントが、重なった同心チューブ状断面を順次スライドすることによりはめ込むようなことをすることなく、軸力下で容易に長さを短くできることを意味している。調整可能な長さのガイドワイヤカテーテルルーメンとして使用するための縮めることができるチューブを提供する種々の手段には、波形(すなわち、ひだ又はアコーデオンプリーツ若しくは折り目)を設けるか、又は総空間を減少させることにより軸方向に縮む多孔質チューブを使用することなどがある。これらについて、以下でさらに説明する。
【0019】
調整可能な長さのルーメンに好適な材料には、ePTFE、ポリエチレンテレフタレート(PET)、ポリアミド、又は他の熱可塑性若しくは熱硬化性ポリマー、又は他のこのような比較的弾力性のない材料などがある。別法として、弾性材料を、調整可能な長さのルーメンに使用することもできる。この材料は、伸長軸力をかけることにより長くすることができるものである。用語「弾性」とは、ポリマーが、エラストマーと同様な伸縮及び回復特性(必ずしも同じ伸縮間及び/又は回復度ではないが)を示す状態を説明するのに使用される。
【0020】
カテーテルの破裂可能断面の長さに沿ったいずれかの所望の位置でガイドワイヤの後部によりカテーテルが破裂できることにより、カテーテルアセンブリが、OTW又はRXモードにおいて所望のように効果的に使用できる。
【図面の簡単な説明】
【0021】
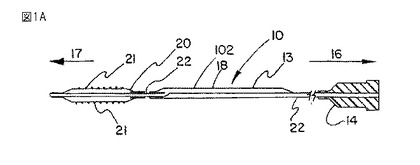
【図1A】破裂可能ガイドワイヤルーメンカバーを備えたカテーテルの縦断面図である。
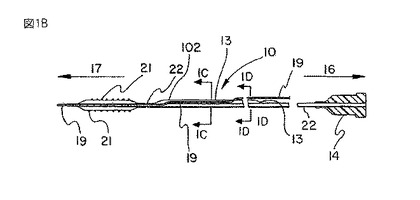
【図1B】カテーテルとともに使用する際の図1Aのカテーテルの縦断面図であり、ガイドワイヤが破裂可能ガイドワイヤルーメンカバーを破裂させた状態を示す。
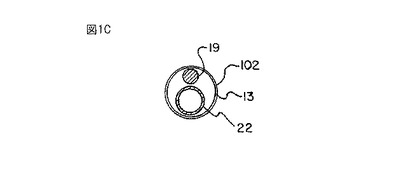
【図1C】図1Bのカテーテルの横断面図であり、ガイドワイヤが破裂可能断面内にある状態を示す。
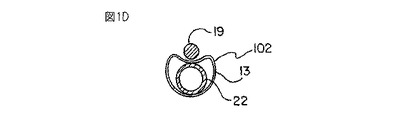
【図1D】図1Bのカテーテルの横断面図であり、ガイドワイヤが破裂可能断面の外側にある状態を示す。
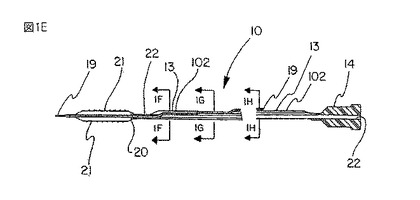
【図1E】図1A及び図1Bに示す設計の変更態様であるカテーテルの縦断面図であり、ガイドワイヤは、カテーテルのルーメンの外部壁に設けられたスロットにおいて動作するものである。
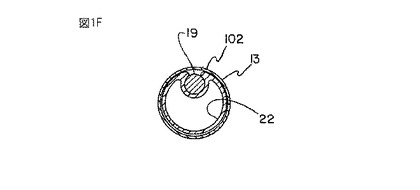
【図1F】図1Eに示すカテーテルの長さに沿ったある位置の横断面図である。
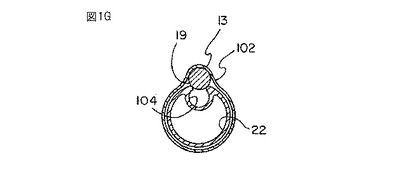
【図1G】図1Eに示すカテーテルの長さに沿った異なる位置の横断面図である。
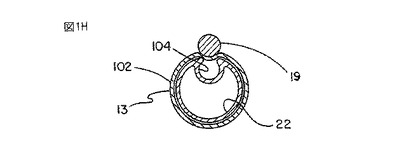
【図1H】図1Eに示すカテーテルの長さに沿った異なる位置の横断面図である。
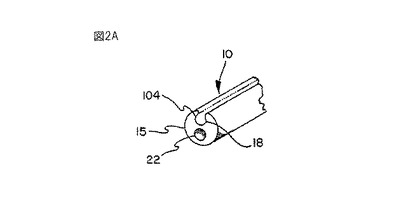
【図2A】好ましいスロットカテーテルシャフトの斜視図である。
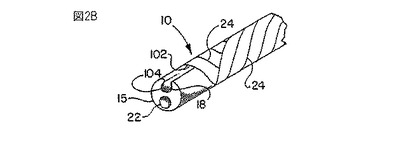
【図2B】スロット上の破裂可能薄カバーを構成する高分子テープのらせんラッピングを備えた図2Aの好ましいスロット付カテーテルシャフトの斜視図である。
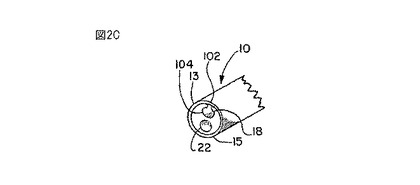
【図2C】薄チューブ状シースの形態の破裂可能薄カバーを備えた図2Aの好ましいスロット付カテーテルシャフトの斜視図である。
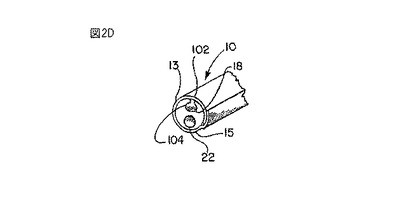
【図2D】薄チューブ状シースがシガレットラッピングにより形成された図2Cのカテーテルシャフトの斜視図である。
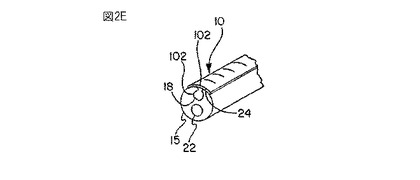
【図2E】スロットの両側にすぐ隣接するカテーテルシャフトの表面上に接着された高分子材料のストリップ又はテープの形態の破裂可能薄カバーを備えた図2Aの好ましいスロット付カテーテルシャフトの斜視図である。
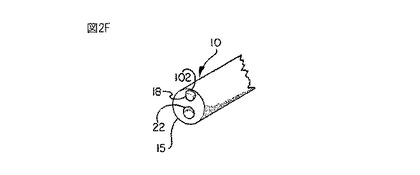
【図2F】破裂可能ガイドワイヤルーメンカバーがカテーテルシャフトと一体である、別の実施態様の斜視図である。
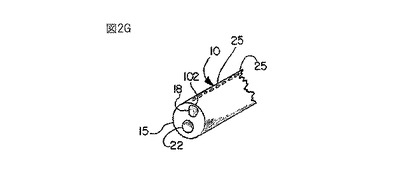
【図2G】ガイドワイヤルーメン上の薄カバーに、ガイドワイヤの後部がユーザーが選択したいずれかの開口を通過できる多数の予め形成された開口を設けた、別の実施態様の斜視図である。
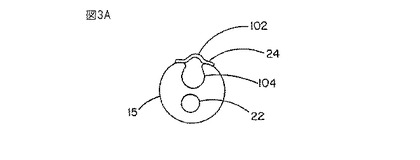
【図3A】図2Eに記載の実施態様の変更態様を示す横断面図である。
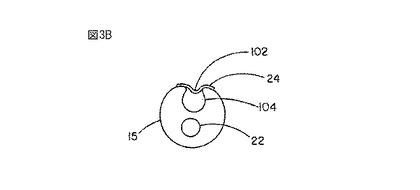
【図3B】図2Eに記載の実施態様の変更態様を示す横断面図である。
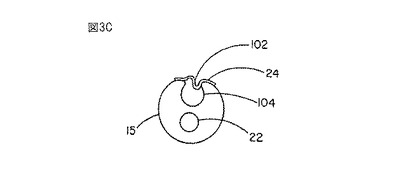
【図3C】図2Eに記載の実施態様の変更態様を示す横断面図である。
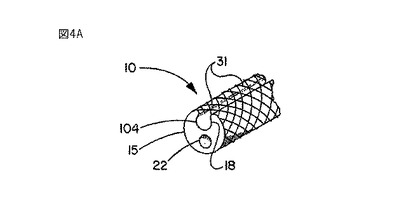
【図4A】ブレードの形態の破裂可能薄カバーを備えた図2Aの好ましいスロット付カテーテルシャフトの斜視図である。
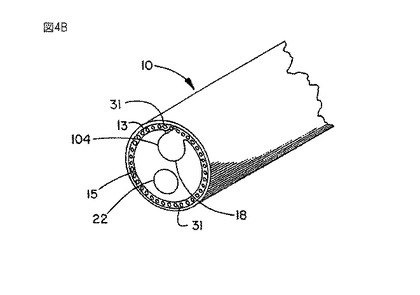
【図4B】ブレード上に薄外部チューブ状シースをさらに備えた図3Aのブレードカバーカテーテルシャフトの斜視図である。
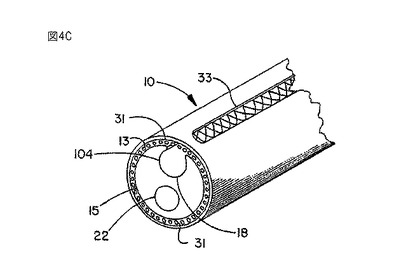
【図4C】カテーテルスロットをカバーするシースの部分が除去された図3Bのブレード・アンド・シースカバー付カテーテルシャフトの斜視図である。
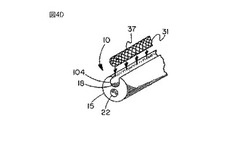
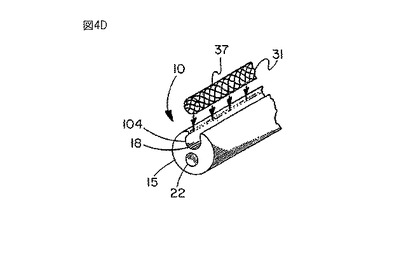
【図4D】ブレード付チューブが嵌め合わされ、スロットに固定された別のブレードカバースロットを備えたカテーテルシャフトの斜視図である。
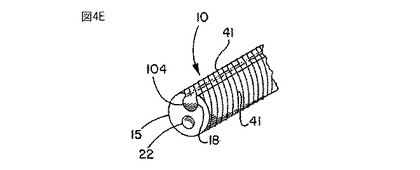
【図4E】ブレード付チューブ状カバーをらせん巻きチューブ状カバーで置き換えた図4Aの変更態様である。
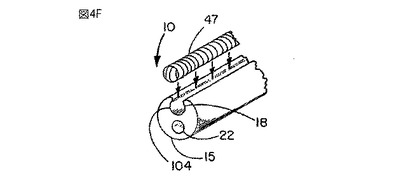
【図4F】ブレード付チューブがらせん巻きチューブで置き換えられた図4Dの変更態様である。
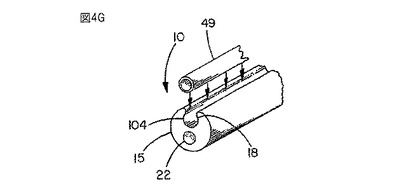
【図4G】チューブ状カバーが薄高分子材料から作製された、図4D及び図4Fの変更態様である。
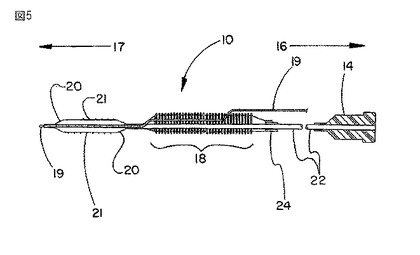
【図5】本発明のカテーテルの基本実施態様の縦断面図であり、yフィッティングがないが、膨張ルーメンの近位端上にハブ、ハブに対して遠位に位置する破裂可能調整可能長さガイドワイヤカテーテルルーメン(その軸方向に圧縮又は短縮した状態)、及び調整可能長さのルーメンの近位端を制御するためのチューブ状スライダーを備えているものである。
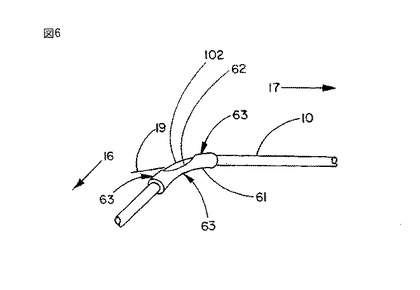
【図6】ガイドワイヤの後部により薄破裂可能カバーを破裂させている間のカテーテルシャフトの曲げに有用なツールの斜視図である。
【発明を実施するための形態】
【0022】
図1A〜図1Hは、ガイドワイヤルーメン18上に薄い破裂可能なカバー102を備えた本発明のカテーテル10を示す。典型的には、カテーテル10は、カテーテルバルーン20及び/又はステント21等の装置をその遠位端17に有し、ハブ14を近位端16に有することができる。図1A〜図1Hに示すように、ガイドワイヤ19の後部により破裂されるように設計された薄い破裂可能なカバー102(この場合、薄肉薄チューブ状シース13(ガイドワイヤルーメン18を構成している))は、膨張ルーメン22の周囲に同軸で配置できる。薄チューブ状シース13の長さは、カテーテルシャフトの長さの全て又は一部分にわたって延びていてよい。
【0023】
ガイドワイヤ19をガイドワイヤルーメン18の遠位断面を通し且つ薄肉チューブ状シース13に供給した後、医師は、薄破裂可能カバー102をガイドワイヤ19で破裂させる、薄肉チューブ状シース13の長さに沿ったいずれかの所望の位置を選ぶことができる。このようにして、医師は、ガイドワイヤルーメン18の好ましい長さを選択することができる。
【0024】
図1Aは、破裂可能ガイドワイヤルーメンカバー102を有するカテーテル10の縦断面図であり、図1Bは、ガイドワイヤ19とともに使用し、ガイドワイヤが破裂可能カバー102を破裂させた状態を示す、図1Aのカテーテルの縦断面図である。図1C及び図1Dは、それぞれガイドワイヤ19が破裂可能断面102内及び外側にある状態を示す、図1Bのカテーテルの横断面図である。
【0025】
図1Eは、図1A及び図1Bに示す設計の変更態様であるカテーテルの縦断面図である。この態様では、ガイドワイヤは、カテーテルのルーメンの外部壁に設けられたスロット104において動作する。薄破裂可能カバー102は、このスロット部上にのみ設けてよく、内カテーテルの全周を包囲する必要がない。図1F、図1G及び図1Hは、図1Eに示すカテーテルの長さに沿った3つの異なる位置の横断面図である。
【0026】
破裂可能ガイドワイヤルーメンは、種々の方法で作製することができる。
【0027】
好ましい実施態様によれば、膨張ルーメン22及びガイドワイヤルーメン18を備えたカテーテル10は、ガイドワイヤルーメン18がスロット104の形態である図2Aの斜視図に示すようなカテーテルシャフト15を用いて作製する。カテーテルシャフト15は、押出し成形(用途に好適な公知の高分子材料を用いる)によりその形態に作製してもよいし、又は完全包囲ルーメンを押し出した後、ガイドワイヤルーメンをカバーしている押出し材料を薄く剥いでもよい。好ましい材料は、オペレーションフィールドと良好なコントラストの色を有するものであり、最も好ましくは、蛍光性又は燐光性である。
【0028】
必要に応じて、このようなカテーテルシャフトは、必要に応じたその長さの全部又は一部に沿って剛化してもよい。この剛化は、剛化ワイヤをカテーテルの縦軸と平行に走らせて組み込むことによるか、又はチューブ状金属補強ブレードをカテーテルシャフトに添加することによるか、又はある長さの金属ハイポチューブ、チューブ状ブレード又はらせん巻きワイヤを膨張ルーメン22に挿入することによりおこなうことができる。これらの剛化法は、必要に応じて組み合わせて使用することができる。便宜上、これらの周知の剛化法は、図示していない。
【0029】
カテーテルシャフトの長さの一部分のみを剛化するためにハイポチューブを使用することが望ましい場合には、カテーテルシャフトの長さ内に位置するハイポチューブの端部の壁を貫通してらせん状にスロットを切断して、未剛化部に剛化部の剛さが急激に移行するのを減少することが望ましいことがある。
【0030】
図2Bの斜視図に示すように、スロット付カテーテルシャフト15は、テープ24をらせん状に包囲したカバーを備えている。好ましくは、ラッピングは、隣接するラッピングが重なり縁を有し、第二層を反対のピッチで第一ラッピング上に設けて2層に設ける。すなわち、2つのラッピングを、カテーテルシャフト15の反対端から開始して設ける。反対方向からテープ24をラッピングして形成した2層を使用することにより、ガイドワイヤ後部により破裂させた後の引き裂きに対して耐性のある強固なカバーが得られる。
【0031】
テープ24には、種々の薄可撓性ポリマー材料、例えばポリエチレン、ポリプロピレン、ポリアミド、ポリエチレンテレフタレート等を使用できる。必要に応じて薄非多孔質コーティングを備えた多孔質ポリマーは、可撓性が優れているので有利に使用できる。テープ24は、熱可塑性フルオロポリマー、好ましくはフッ素化エチレンプロピレン(FEP)等の熱可塑性物質の多孔質又は非多孔質コーティングを設けた、薄多孔質延伸PTFE(ePTFE)フィルムから作製するのが最も好ましい。ePTFEフィルムは、一般的には米国特許第3,953,566号及び米国特許第4,187,390号(Gore)により教示されているようにして作製する。本発明に用いられる最も好ましいePTFEフィルムは、US5,476,589(Bacino)により教示されている。ePTFEフィルム及び熱可塑性物質をコーティングしたePTFEフィルムから作製した薄らせんラッピングチューブの構成、及びePTFEフィルム上にコーティングを設ける方法は、US6,159,565(Campbell等)により教示されている。
【0032】
図2Bに示されるらせんラッピングカテーテルシャフトの一例として、FEPをコーティングしたePTFEテープを用いて作製したものがあげられる。このテープは、幅約6mm、厚さ約0.005mmであった。ePTFEの平均フィブリル長さは約50μmであり、嵩密度は約0.5g/ccであった。このePTFEフィルムは、一方の側にFEPの非多孔質コーティングを備えているものであった。コーティングを施したフィルムを細長テープ状に切断した後、テープを、選択されたカテーテルシャフトの外径よりも大きな直径のステンレス鋼マンドレル上にらせん状にラッピングした。第一層のラッピングは、テープのFEPコーティング側がマンドレルから外方向に向くように適用し、第二層は、コーティングがマンドレル及び第一層に向くようにして、第一層とは反対方向にラッピングした。次に、ラッピングしたマンドレルを、対流オーブン中、320℃で約8分間加熱して、チューブのらせんラッピング層をいっしょに溶融接合した。オーブンから取り出しほぼ室温まで冷却した後、らせんラッピングチューブをマンドレルから取り出し、らせんラッピングチューブの長さよりも短い所望のカテーテルシャフト15の長さ上に嵌め合わせた。らせんラッピングチューブの反対端を、プライヤーを用いてつかみ、張力を加えて、らせんラッピングチューブを細長くし、直径を減少させることにより、カテーテルシャフトの外面にしっかりと追従させた。らせんラッピングチューブの端部を、シアノアクリレート接着剤を用いてカテーテルシャフトの外面に付着させた。次に、カバー付カテーテルシャフト15の端部を、鋭刃で所望の長さに横方向に切断した。必要に応じて、典型的にカテーテルシャフトの近位端に嵌め合わせたハブコンポーネントを、らせんラッピング上に嵌め合わせる。
【0033】
薄チューブ状テープカバー102の厚さは、らせんラッピングカバーを適用する前後にレーザーマイクロメータを用いて、スロット104の向きに対して90度でカテーテルシャフトの直径を測定することにより求めたら、約0.012mmであった。
【0034】
このプロセスから得られたカバー付カテーテル10は、カバーを付ける前のカテーテルシャフト15の良好な可撓性を保持していた。ガイドワイヤ19をガイドワイヤルーメン18に挿入したとき、薄カバー102は、良好な透明性を有していた。このことは、ガイドワイヤ19の後部は、ガイドワイヤルーメン18の全長を通過したときに裸眼でみることができたことを示している。ガイドワイヤルーメンの長さに沿った所望の点でガイドワイヤ後部の前進を停止することは困難ではなく、ガイドワイヤスロットが屈曲の外側に向くようにカテーテルを曲げることにより、カバー102を、ガイドワイヤ19の後部により容易に破裂させることができた。ガイドワイヤの長さの大部分を、破裂部位を貫通して引いても、破裂部位に、引き裂き又は破裂のかなりの拡大は見られなかった。
【0035】
図2Cは、スロット104上に薄破裂可能カバー102として使用するためのチューブ状シース13を備えたカテーテル10の斜視図である。このシースは、例えばPETの薄押出し成形チューブの形態でよい。同様に、カバーされるカテーテルシャフト15の外径よりもわずかに大きな内径のチューブ状シース13を用いて、上記したらせんラッピングチューブに適用できる。カテーテルシャフト15の外面に、必要に応じて好適な接着剤の薄コーティングを設けてもよく、その後に薄チューブ状シース13を、カテーテルシャフト15上に嵌め合わせ、張力をかけて、細長くし、直径を減少させて、カテーテルシャフト15の外面に追従させる。また、シース13を収縮チュービングで作製して、カテーテルシャフト15の外面の周りに嵌め合わせた後に加熱して、そこに追従させてもよい。
【0036】
図2Dは、図2Cのカテーテル10の斜視図であり、薄チューブ状シースを、シガレットラッピングにより形成したものである。ブレードカバー付カテーテルシャフトが、幅がブレードカバー付カテーテルシャフトの周囲と同等か、又はそれよりもわずかに大きい薄高分子材料の適切な長さのストリップによりさらにカバーされている。このストリップは、図示したようにカテーテルシャフト周囲にラッピングされており、熱的接着によるか、又は好適な接着剤を使用することにより付着する。
【0037】
破裂可能薄カバー102についての別の態様を、図2Eの斜視図に示す。この態様では、薄テープ24を、スロット104の端に隣接したカテーテルシャフト15の外面に付着させる。別の実施態様によれば、ガイドワイヤルーメン18を押出しするか、又は成形して図2Fの斜視図により示すように、一体の薄破裂可能カバー102を設けてもよい。図2Gは、図2Fのカテーテル10の斜視図である。ここでは、予め形成された開口25を、破裂可能薄カバー102を貫通して形成し、ユーザーにより選択された予め形成された開口25をガイドワイヤの後部が通過できるようにする。これらの予め形成された開口25は、数多くの種々の記載された実施態様とともに使用できる。
【0038】
図3A〜図3Cは、図2Eの実施態様の変更態様を示す横断面図である。図3Aに示すように、テープカバー24を、ガイドワイヤスロット104の空間を増加するように設けることができる。これは、テープが、追加のテープ幅となるようにスロットをブリッジすることにより、この薄破裂可能カバー102により示される隆起した外観が得られるようにテープを適用することによりなされる。これにより、必要に応じて、より大きなガイドワイヤを使用することができるようになる。スロット104が、ガイドワイヤにより占有されていないときには、薄可撓性テープ24は、不均一な外観を有していてもよく、図3B及び図3Cに示すように、ガイドワイヤルーメン及び薄破裂可能カバー102を不規則断面とすることができる。これらの3つの横断面の各々の外観は、同じカテーテルの長さに沿って異なる位置に存在していてもよい。
【0039】
また、破裂可能カバー102は、スレッド、ワイヤ又は他のフィラメントを用いて作製することもできる。例えば、より糸は、種々の所望のパターンでスロット付カテーテルシャフト15の周囲に巻いて、ガイドワイヤルーメン18上にカバーを形成できる。このカバーは、ガイドワイヤ19を効果的に収容するが、ガイドワイヤ後部が、ラップカバーの隣接するスレッド間の多数の空間のいずれかを通過することができる。スレッドは、例えばらせんラッピングパターン、ブレードパターン又はニット(例えば、ワープニット)パターンとして設けることができる。スレッドを互いに近接して配向することにより、ガイドワイヤは、スレッドが壁の一部を規定しているルーメン内に優先的にとどまる。しかしながら、ワイヤの端部は、ルーメンをスレッド間から出るように操作できる。巻きスレッドを使用することにより、構造体を損傷せず、カテーテルが多数回再使用できる。隣接するスレッドの間の空間を制御することにより、ワイヤの端部がルーメンから出ることの容易さを変更することができる。優先的に、例えば直径が0.012〜0.5mmである小径スレッドを使用できる。種々のスレッド材料、例えば通常の熱可塑性樹脂(例えばポリアミド、ポリプロピレン、ポリエステル等)、熱硬化性樹脂、フッ素樹脂(例えばePTFE)、又はステンレス鋼及びニチノール等の種々の金属ワイヤを使用することができる。
【0040】
図4Aの斜視図に示すように、カテーテルシャフト15を、フィラメント31でオーバーブレードする。ブレードは、フィラメント数、ピックカウント及びピッチ角等を含むがこれらには限定されない非常に数多くの構成が可能である。また、フィラメント31は、円形、正方形又は長方形等の種々の断面を有することができる。
【0041】
図4Bは、図4Aのカテーテル10に、カテーテルシャフト15及びブレード31上に適用してアウターシース13を設け、熱又は接着剤等の種々の方法のいずれかにより結合させた、好ましい実施態様を示す。シース13を付加した後、適当なサイズのマンドレルを、ガイドワイヤルーメン18に挿入する。カテーテルを、レーザービームをスロット104に向けた状態で、レーザー(例えば、20ワットCO2レーザー、オレゴン州BeavertonにあるApplied Laser Technology社製)に取り付ける。レーザーを使用して、カテーテル10の所望の長さに沿ってスロット104をカバーするシース13のポリマー材料を融除することにより、シース13を貫通した切り取りスロット33を形成して、スロット104をブレード31の真下に露出させる。レーザーパワーパラメータは、シース13のポリマー材料が融除されるが、金属ブレードフィラメント31は損傷されない状態となるようにする。内在するマンドレルは、レーザーエネルギーを効果的にブロックして、カテーテルシャフト15の反対側が損傷するのを防止する。得られたカテーテル10では、網状の下に位置する胴体と外側ポリマーシース13がそのまま残されるが、ブレードの「ストリップ」がスロット104上に直接露出され、それにより、ガイドワイヤルーメン18が、露出したブレード31のストリップ33のすぐ下に位置するようになっている。次に、臨床家は、ガイドワイヤの後部を使用して、ストリップ33に沿ったいずれかの好適なユーザーが規定した位置でブレードフィラメントを切断することができる。これにより、ガイドワイヤが選択されたブレード31の隙間を通ってカテーテル10を出る。
【0042】
図4Dは、別の実施態様を示す。この実施態様では、ブレードチューブ37を準備する。このチューブの外径は、カテーテルシャフト15のスロット104の内径に相当する。ブレードチューブ37は、意図するガイドワイヤが通過するのに適当なクリアランスを得るのに好適な内径を有するように作製する。ブレードチューブを、スロット104に、締まりばめによるか、接着剤で接合することにより嵌め込む。使用に際して上記したブレード構成物と同様に、ガイドワイヤがブレード31の所望の隙間を通過してカテーテル10からでるようにすることができる。
【0043】
図4Eは、図4Aの変更態様である。この態様は、ブレード31を、高分子又は金属材料製でよい、らせん状に巻いたフィラメント41に置き換えたものである。図4Fは、図4Dの代替態様である。この態様は、ブレードチューブ37を、らせん状に巻いたチューブ47で置き換えたものである。ここでも、らせん巻きチューブは、高分子又は金属材料であることができる。図4E及び図4Fの実施態様は、カテーテルシャフトが、露出した巻きが曲げの外側となるように曲げられたときに、隣接するらせん巻きの間の空間が広がり、ガイドワイヤの後部が隣接するらせん巻きの間のいずれかの望ましい空間を通って通過することが容易となる点で望ましい。
【0044】
図4Gは、図4D及び4Fに示すものの代替態様の斜視図である。この態様では、スロット104に挿入されるチューブ49が、薄高分子材料から作製されたものである。このチューブは、好ましくは好適な大きさのマンドレルに熱可塑性樹脂をコーティングしたePTFEフィルムをらせん状に巻き付け、ラッピングをいっしょに接着して融着チューブを形成し、チューブとマンドレルをスロット104に挿入し、最後にマンドレルを除去することにより作製される。別法として、必要に応じて、マンドレルをチューブ内から取り出してから、チューブ49をスロット104に挿入してもよい。
【0045】
図5は、カテーテル10の代替態様の縦断面図である。この態様では、ハブ14を、膨張ルーメン22の近位端16上に備えている。この実施態様によれば、カテーテル10には、図示したようにガイドワイヤ19により破裂可能な薄チューブ状シース13の形態である破裂可能調整可能な長さのガイドワイヤルーメン18を有している。チューブスライダー24を、ハブ14に対して遠位に、従来のy嵌合いの代わりに使用して、調整可能な長さのガイドワイヤカテーテルルーメン18の近位端の結合及び制御ができるようになっていく。調整可能な長さのガイドワイヤカテーテルルーメン18は、その軸方向に圧縮又は短縮された状態で示されている。チューブスライダー24は、スライダー24の内径と膨張ルーメン22の外径との間には小さな隙間しかない。調整可能な長さのガイドワイヤカテーテルルーメン18は、種々の薄可撓性ポリマー材料、例えばポリエチレン、ポリプロピレン、ポリアミド、ポリエチレンテレフタレート等から作製できる。必要に応じて薄非多孔質コーティングを備えた多孔質ポリマーが、可撓性が優れていることから有利に使用できる。調整可能な長さのガイドワイヤカテーテルルーメン18は、好ましくは上記したような熱可塑性フルオロポリマーの多孔質又は非多孔質コーティングを施した多孔質延伸PTFE(ePTFE)フィルムから作製される。
【0046】
薄肉チューブは、好ましくはFEPコーティングePTFEフィルムを、テープ状(幅、例えば12.7mm)に切断し、マンドレルにらせん状に、FEPコーティングがラッピングの外側となるように巻いて作製する。らせんラッピング巻きチューブを、次にオーブン中に好適な時間(例えば、温度320℃に設定したオーブン中8分間)入れて、らせんラッピングの重なり合った端をいっしょに熱接着することにより、コヒーレントチューブを形成する。オーブンから取り出し、冷却した後、得られたチューブを、マンドレルから外し、本発明のカテーテルにおける調整可能な長さのルーメンコンポーネントとして使用できる。このチューブの端部は、チューブ端を隣接するコンポーネントとオーバーラップさせ、オーバーラップした領域を接着剤、例えばシアノアクリレート(例えば、Loctite401;コネチカット州ロッキーヒル)又は紫外線接着剤(例えば、Loctite3311)で接着して接合できる。別法として、チューブを裏返して、FEPコーティングをルーメンの方向に向け、適当な熱源を使用して、FEPコーティングを、金属ハイポチューブ等のカテーテルコンポーネントに溶融接着してもよい。
【0047】
カテーテルの破裂可能調整可能な長さのルーメンチューブ状コンポーネントとして使用するために、ePTFEチューブに、種々の方法、例えばUS3,105,492(Jeckel)及びUS6,016,848(Egres,Jr)により教示されている方法により、波形(例えば、アコーデオンプリーツ又は折り目)を設けることができる。別法では、完全に延びた長さから短縮された完全に圧縮された長さへの軸方向圧縮の間、チューブに皺がよって、不均一ではあるが、カテーテル10の調整可能な長さルーメン部18として使用するのに完全に適している方法で波形とするため、予め形成された波形を薄肉チューブに設ける必要がない。別の態様では、調整可能な長さ部18にエラストマーを使用して、ガイドワイヤ上にローディングする前は弛緩状態であり、カテーテルの遠位端を前進させると延びて張力がかかった状態にすることができる。
【0048】
PTFEからなる長さ方向に延び且つ拡張されるチューブ、すなわちシームレスePTFEチューブを、破裂可能調整可能な長さのガイドワイヤカテーテルルーメンとして薄肉の形態で使用できる。軸方向の圧縮下、ePTFEノードアンドフィブリル微細構造の相互接続フィブリルが徐々に曲がり且つ折り曲がる。これにより、チューブ状材料が実質的に均一に軸方向に圧縮し、波形になることなくチューブ壁の長さ方向の均一性(巨視的)を保持できる。軸方向圧縮中のePTFEチューブの壁の微細構造内のフィブリルの屈曲については、米国特許第4,877,661号(House等)に記載されている。圧縮性長さを最大とするためには、より長い平均フィブリル長さのチューブが好ましい(例えば、平均フィブリル長さが約50μm以上のePTFEチューブ)。
【0049】
破裂可能調整可能な長さのガイドワイヤルーメンを備えたカテーテルを、極薄肉(例えば、0.03mm)シース材料を用いて構成した。シース材料は、小さな折り目で波形を形成するのに十分な薄さであり、圧縮して小振幅折り目を形成することにより、シースの長さをその最初の長さの50%未満まで減少させることができるようにすることが必要である。一方の面に非多孔質FEPコーティングを設けた厚さ0.01mmのePTFEフィルムを、シース材料に選択した。このフィルムを、幅6.4mmで細長く切断することにより、テープを形成した。
【0050】
内径約1.6mm、肉厚約0.13mmのePTFEチューブを、直径1.6mm、長さ約180cmのステンレス鋼マンドレル上に嵌め合わせた。次に、幅6.4mmのテープを、50%オーバーラップさせながらePTFEチューブの外面周囲にらせん状に巻くことにより、2層のテープでカバーしたらせんラッピングチューブを得た。次に、得られたアセンブリを、320℃に設定した空気対流オーブン内に8分間配置し、その後、アセンブリをオーブンから取り出し、周囲環境で放冷した。
【0051】
冷却後、らせんラッピングチューブを、マンドレルをチューブから引き抜くことによりマンドレルから取り出した。らせんラッピングしなかった押出しチューブの端部を、万力で固定した。万力に最も近接しているらせんラッピング端部を、両手の親指及び人指し指を用いてチューブの反対側に同時に挟んで締めつけ、らせんラッピングチューブを逆さまにし、それを万力から引き離すことにより、らせんラッピングを、下に位置しているePTFEチューブからはぎ取った。
【0052】
この薄肉チューブは、概略肉厚0.03mm(Mitutoyo Snap Gauge、モデル#1D−C112EBSを用いて測定)、内径約1.7mm(許容差0.01mmの公認マイナスピンゲージを用いて測定)であった。このチューブを、直径1.2mmのマンドレルにローディングしたときに、軽い指圧でその最初の長さの約5%まで容易に圧縮できた。
【0053】
カテーテルを連続的に組み立て、このシースを、次にバルーンに近位での最大外径が約0.040”(1.02mm)未満である通常のPercutaneous Transluminal Coronary Angioplasty(PTCA)カテーテル上に同軸で取り付けた。使用したPTCAカテーテルは、迅速交換型であり、そのハブから顕著に遠位の位置に近位ガイドワイヤ出口ポートを備えたものであった。シースを取り付ける前に、内径9Fr(3.0mm)の止血y腕バルブ(P/N80348;ニューヨーク州EdgewoodにあるQosina社製)を、カテーテルの遠位端からカテーテル上にスライドした(止血バルブは、カテーテルの後部から離れた方向に向いている)。次に、雌ルアー(P/N65206;ニューヨーク州EdgewoodにあるQosina社製)を、カテーテル上にスライドし、これらの2つのコンポーネントのルアー接続部を係合した。次に、内径2.0mm、外径2.1mmの304ステンレス鋼チューブ(マサチューセッツ州MedwayにあるMicrogroup製)を、概略内径1.4mm、外径1.6mmまでスエージングした後、約19mmの長さにトリミングした。
【0054】
このチューブを、カテーテル上に同軸でスライドし、シアノアクリレート接着剤(Loctite401;コネチカット州ロッキーヒルにあるLoctite社製)を用いて、約6mmだけオーバーラップさせながら雌ルアーの遠位端に接着させた。次に、上記したらせんラッピングシースを、それをハイポチューブの露出端上にスライドすることにより、結合されているカテーテルの遠位先端及びその近位端上にスライドした。これらのオーバーラップ表面を、シアノアクリレート接着剤を用いて接着し、その後内径2.3mmポリオレフィン2:1収縮比収縮チュービングを、接合部上に嵌め合わせ、加熱して接合表面に追従させた。次に、シースの遠位端を、カテーテルの所望の動作長さ(すなわち、カテーテルの遠位先端から、カテーテルハブ上の歪み解放の遠位端までの長さ)に等しい約135cmの長さまでトリミングした。次に、シースの遠位端を、PTCAカテーテルの壁における近位ガイドワイヤポートの約2mm遠位の位置に結合させた。この結合は、シースとカテーテルとの間のシアノアクリレート接着剤を用い、次にこの結合点をシアノアクリレート接着剤でオーバーラッピングし、直径0.13mmePTFE縫合(CV−8;アリゾナ州フラッグスタッフにあるWL Gore and Associates社製)することによりおこなった。
【0055】
カテーテルを完成させるために、止血yフィッティングを、それが最初のPTCAカテーテルの近位穴の直近位となるまで、カテーテル上を遠心スライドした。これにより、シースが最初の長さ約135mmの約15%まで圧縮された。次に、ガイドワイヤを、カテーテルの遠位先端に供給し、シースコンポーネントを含むカテーテルを介して注意深くスレッディングし、yフィッティングの側腕を介してカテーテルの近位端から出した。
【0056】
ガイドワイヤを挿入した状態で、ユーザーは、ガイドワイヤに関連してカテーテルの遠位端を前進させながら、固定位置にガイドワイヤ及び止血yフィッティングを保持することができた。近位ガイドワイヤ側ポートを近位ハブの遠位に固定した状態の標準カテーテルと比較して、本発明のカテーテルは、止血yフィッティングに遠位のカテーテルの断面が、ガイドワイヤをトラッキングする能力及びカテーテルシャフトの近位部に加えられた押力がカテーテルの遠位先端に直接移行できる能力を顕著に改善できた。
【0057】
図6は、ガイドワイヤ19の後部によりカバー102を破裂できる穿刺ツール63とともに使用するカテーテル10の斜視図である。このようなツールは、数多くの用途で不必要であると思われるが、他の用途では、それが有利なことがある。図示されているように、ツール63は、単に高分子チュービング又は金属チュービングでよい短い長さのチュービングである。これは、短い長さのチュービングを曲げ(カテーテルの周囲に嵌め合う前に)、チューブの長さの中央の領域においてチューブの一方の側に沿って壁の一部分を切り取ることにより開口62を形成することにより最も容易に作製できる。使用に際して、ツール61を、カテーテル10の周りに同軸に嵌め合い、カテーテル10の長さに沿って、ガイドワイヤ19の後部でカバー102を破裂させることが望ましい位置まで移動させる。ツール61を、開口62がガイドワイヤが収容される又は収容されるであろうカテーテルの側にカバー102を露出させるように向ける。ガイドワイヤ19を、カテーテル10に、カテーテルを破裂させることが望ましい位置まで挿入する。この位置は開口62のところでツール61で露出され、カテーテル10及びツール61の両方を、図6に示すように曲げる。この曲げにより、ガイドワイヤ19の後部によりカバー102が破裂する。カテーテル10の曲げは、3点63に力をかけた結果であり、中央点は、曲げの長さの中央に沿った曲げの内側にあり、2つの外点は、曲げの2つの反対端での曲げの外側になる。ツールは、曲げ中にこの3点接触が可能であるいずれかの好適な形態をとることができ、曲げにより、ガイドワイヤ19の後部により所望の位置でカバー102を破裂させることができるか、又は破裂を生じる。破裂後、ツールを、それをガイドワイヤの長さに沿って同軸でスライドさせることにより、経路からはずれさせる。
【0058】
本発明の原理を、本明細書に記載の具体的な実施態様で明瞭にしたが、本発明の実施で使用される構造、配置、比率、要素、材料及びコンポーネントに対する種々の修正をおこなえることは、当業者には明らかであろう。これらの種々の修正は、添付の請求の範囲の精神及び範囲から逸脱しないかぎりは、これらの修正は、本発明に含まれる。
【技術分野】
【0001】
本発明は、ガイドワイヤとともに使用されるカテーテルの分野に関し、より詳細には治療薬又は装置の供給用のカテーテルに関する。
【背景技術】
【0002】
種々の異なる治療を、カテーテル装置を介してヒトの体内でおこなうことができる。治療装置、例えば拡張バルーン、ステント及び塞栓フィルター並びに治療薬、例えば薬剤及び放射線源を、カテーテルの遠位端又は遠位端付近に位置させて、体内の所望の部位に供給することができる。カテーテルの近位端は、医師により操作される、体外にとどまる端部であるとされている。
【0003】
体内のカテーテルの遠位端を位置しやすくするために、典型的にはガイドワイヤの遠位端を、まず治療領域までナビゲートする。ガイドワイヤを位置させた後、ワイヤを使用して、カテーテルの遠位端を所定の位置に導く。さらに、ガイドカテーテルを使用することにより、ガイドワイヤ及び/又は供給カテーテルの位置決めがさらに容易となる。医師がガイドワイヤの経路に沿ってカテーテルの遠位端を容易にトラッキングする必要があるので、ガイドワイヤとカテーテルとの間の相互関係が極めて重要である。複数の人員を必要とすること、長いワイヤを使用する必要があること、カテーテルの前進がワイヤの位置に影響すること、カテーテルが曲がりくねった組織を通ってワイヤをトラッキングすることができないこと、カテーテルとワイヤとの間に過度の摩擦が生じること、カテーテルの近位端の軸方向の運動量と、カテーテルの遠位端での軸方向の動きの量との間に差があること(これらには限定されない)などから、多数の相互関係についての問題が生じる。
【0004】
これらの問題を解決するための種々の試みとして、ガイドワイヤとカテーテルとの間の相互関係を規定した多数のカテーテルの設計が提案された。カテーテルシステムの主要な用途のうちの2つとして、経血管冠状血管形成(PTCA)及び冠状ステント供給があげられる。2つの主要な種類のカテーテル設計であるオーバー・ザ・ワイヤ(OTW)及び迅速交換(RX)が、これらの用途で主に使用されている。これらの設計には、それぞれの利点と欠点がある。OTWカテーテルは、それらの全長にわたってガイドワイヤ上をトラッキングして、容易にワイヤに追従することができるとともに、ガイドワイヤ上に長さ方向の力を直接伝動できる。さらに、これらのカテーテルでは、カテーテルが所定の位置に進んだらガイドワイヤを交換できる。このことは、異なるガイドワイヤ特性(例えば、先端の湾曲又はラジオパクマーカー)を必要とするときには望ましいことがある。しかしながら、これらのシステムでは、長いガイドワイヤ(例えば、長さ300cm)を使用する必要があり、一人では効果的に操作することができない。
【0005】
RXカテーテルは、典型的にはガイドワイヤの長さが短く(例えば、長さ180cm)、カテーテルを一人の医師により操作することができる。医師は、ガイドカテーテルとガイドワイヤを一方の手で保持し、他方の手を用いてガイドワイヤに沿ってカテーテルを進めたり、引っ込めたりすることができる。しかしながら、RXカテーテルの全長は、ガイドワイヤ上をスライドしないので、ガイドワイヤの経路に沿って長さ方向の力を直接伝動がうまくいかないことがあり、近位カテーテルガイドワイヤポートが患者に進んだときにワイヤの交換を実施することができない。
【0006】
ステント供給用に設計された種々のカテーテルの中には、米国特許第5,534,007号(St.Germain等)により教示されているシステムがある。このシステムは、調整可能な長さ部を有するチューブ状外部スリーブを備えており、軸方向の圧縮下で、調整可能な長さ部を、波形とすることにより短くして、カテーテルの遠位端で別のスリーブを近位方向に引っ込めてステントを解放する。カテーテルの全長は、外部スリーブの軸方向の圧縮中は同じままであり、特にガイドワイヤルーメンの長さは調整できない。
【0007】
米国特許第5,334,147号及び米国特許第5,380,283号(Johnson)は、カテーテルの壁を貫通してガイドワイヤルーメンに延びているアパーチャを備えた近位部を備えたバルーンカテーテルの構成を教示している。アパーチャは、脆性壁により被覆されている(例えば、アパーチャ部を被覆する位置でカテーテル本体に対してシールした薄肉チューブ)。脆性壁は、ガイドワイヤにより破裂させられ、それによりガイドワイヤがアパーチャを介してカテーテルガイドワイヤルーメンから出る。
【0008】
米国特許第5,472,425号(Teirstein)は、カテーテルの実質的に全長に沿って延びており、それにより膜がガイドワイヤによりいずれかの所望の位置で意図的に破裂されることができるようになっている、破裂可能な膜により被覆されたガイドワイヤルーメンを備えたカテーテルを記載している。カテーテルの使用及び一般的な構成は関連しているが、破裂可能な膜についての材料又は具体的な構成については教示されていない。
【発明の概要】
【課題を解決するための手段】
【0009】
本発明は、カテーテル長さに沿った実質的にいずれかの所望の点でガイドワイヤの後部(すなわち、近位端)により容易に破裂させることができる、薄カバーを備えたガイドワイヤカテーテルルーメンを有するカテーテルに関する。この薄カバーは、カテーテルシャフトと一体であってもよいし、又はガイドワイヤルーメンの外部にすぐに隣接しているカテーテルシャフトの部分のみをカバーする別個のコンポーネントであってもよいし、又はカテーテルシャフト全体を包囲する薄チューブ状構成物であってもよい。このカバーは、好ましくは適度に半透明であって、ガイドワイヤの後部の位置が良好に見えるようにして、カテーテルシャフトの長さに沿って所望の位置のカバーを破裂できる。カテーテルシャフトは、オペレーティングフィールドがよくみれる色を有する材料からできていることが好ましく、より好ましくは全体又は一部分が発光性又はリン光性である。カテーテルシャフトに好適な材料は、当該技術分野において周知である高分子材料である。カテーテルシャフトは、必要に応じてカテーテルの長さの全て又は一部分に沿って、ワイヤ、ワイヤブレード又はハイポチューブ等の金属補強コンポーネントを備えることができる。
【0010】
好ましい実施態様によれば、薄カバーは、多孔質延伸ポリテトラフルオロエチレン(ePTFE)の薄テープをカテーテルシャフトの外部の周囲にらせん状に包んで作製されている。最も好ましくは、ラッピングは、2つの反対方向に、カテーテルシャフトの長さに平行におこない、バイアスプライ構成とする。この薄カバーにより、良好な透明性を有し、ガイドワイヤの端部により容易に破裂させることができるが、それでも破裂部位での引き裂き抵抗がある。
【0011】
ポリエチレンテレフタレート(PET)等の他の材料を、破裂可能薄カバーに使用できる。これらの材料も、半透明性が良好であるが、らせんラッピングのePTFE薄カバーよりも引き裂き抵抗が小さいことがある。
【0012】
この薄カバー(カテーテルシャフトと一体であるか、又は別個のカバー)は、必要に応じてカバーの厚さを貫通した多数の小さい開口を予め形成して、これらの開口のいずれかを通ってガイドワイヤの後部が通過できるようにしてもよい。開口は、好ましくはガイドワイヤルーメンの上に直接延びている単一のラインに配列されている。
【0013】
薄カバーは、必要に応じてブレード又はらせん状に巻いたフィラメントの形態でもよい。この場合、ブレード又は巻出しの隣接するフィラメントの間に存在する多数の開口又は隙間のいずれかをガイドワイヤが通ることができるようになっている。ブレード又は巻きは、種々の高分子又は金属材料製であることができる。ブレード又は巻きは、カテーテルシャフトの外部全体の周囲に露出してもよいし、又はカテーテルシャフトの外部に最も近接しているガイドワイヤルーメンの側のみの上に露出することができる。
【0014】
数多くの実施態様について、ガイドワイヤルーメンを、スロットの形態でカテーテルシャフトとし、スロットが薄カバーを備えている。好ましくは、スロットは、カテーテルシャフトの長さのほとんど又は全てにわたって延びている。スロットは、必要に応じてカテーテルの遠位端に位置しているバルーン又は他の装置を介して延ばすことができる。スロットを、カテーテルシャフト全体を同軸で囲む薄チューブ状カバー、又はスロットをカバーし且つスロットの両側にすぐに隣接しているカテーテルシャフトの表面に付着している薄テープ様カバー材料のストリップでカバーする。多数の開口を、上記した薄カバーを貫通して予め形成できる。また、上記したように、スロットカバー材料は、フィラメントからなるブレード又は巻きの形態をとることができる。このフィラメントからなるブレード又は巻きは、必要に応じて薄高分子チューブでカバーしてもよい。但し、この場合、スロットの上部のすぐ上のフィラメントを除く。この場所は、露出したままとしておき、隣接するフィラメントの間の隙間を通ってガイドワイヤの端部が通過できるようにしておくのが好ましい。
【0015】
カテーテルシャフトを用いた他の実施態様によれば、破裂可能なチューブ状物をスロットに挿入して備えていてもよい。このチューブ状物は、フィラメントをチューブ状物に編み込んで作製してもよいし、フィラメントをらせん状に巻いたもので作製しても、又は薄高分子材料から作製したものでもよく、チューブの内径は、所望のサイズのガイドワイヤを収容するのに適切な大きさのものである。これらのチューブは、カテーテルシャフトとして形成されたスロットに嵌め且つ固定して、ブレード又はらせん巻きチューブの外面が、スロットの露出部をカバーし、且つチューブ内に入っているガイドワイヤの後部がブレード又はらせん巻きチューブの隣接するフィラメントの間の隙間を通ることができるようにする。チューブ状物は、薄高分子材料から作製されているとき、カテーテルシャフトスロットに挿入された得られたチューブは、ガイドワイヤの後部によりいずれかの所望の位置で破裂されることができる。
【0016】
ガイドワイヤの後部により破裂されることができる他に、ガイドワイヤカテーテルルーメンは、必要に応じて長さを調整できるようにしてもよい。調整可能な長さのカテーテルガイドワイヤルーメンは、ガイドワイヤを収容するか、又はガイドワイヤが通過するための空間を提供する導管、又はカテーテル、又はチューブ、又は空間である。空間は、さらに説明するように長さが調整可能としてもよい。
【0017】
長さが調整可能とは、長さが調整可能であるガイドワイヤカテーテルルーメンの長さが、容易にかけることができる手動軸力をかけることにより変更できることを意味する。その軸方向に延びるか、又は完全に長くなった状態では、調整可能な長さのガイドワイヤカテーテルルーメンは、長さが軸方向に圧縮され、完全に短くなった状態よりも少なくとも10%長い。より好ましくは、調整可能な長さのガイドワイヤカテーテルルーメンは、少なくとも約20%、又は少なくとも約30%、又は少なくとも約40%、又は少なくとも約50%、又は少なくとも約75%、又は少なくとも約100%、又は少なくとも約200%、又は少なくとも約400%、又は少なくとも約1000%、又は少なくとも約2000%まで調整可能である。
【0018】
調整可能な長さのガイドワイヤカテーテルルーメンは、縮めることができるので長さが調整可能である。このことは、このチューブ状コンポーネントが、重なった同心チューブ状断面を順次スライドすることによりはめ込むようなことをすることなく、軸力下で容易に長さを短くできることを意味している。調整可能な長さのガイドワイヤカテーテルルーメンとして使用するための縮めることができるチューブを提供する種々の手段には、波形(すなわち、ひだ又はアコーデオンプリーツ若しくは折り目)を設けるか、又は総空間を減少させることにより軸方向に縮む多孔質チューブを使用することなどがある。これらについて、以下でさらに説明する。
【0019】
調整可能な長さのルーメンに好適な材料には、ePTFE、ポリエチレンテレフタレート(PET)、ポリアミド、又は他の熱可塑性若しくは熱硬化性ポリマー、又は他のこのような比較的弾力性のない材料などがある。別法として、弾性材料を、調整可能な長さのルーメンに使用することもできる。この材料は、伸長軸力をかけることにより長くすることができるものである。用語「弾性」とは、ポリマーが、エラストマーと同様な伸縮及び回復特性(必ずしも同じ伸縮間及び/又は回復度ではないが)を示す状態を説明するのに使用される。
【0020】
カテーテルの破裂可能断面の長さに沿ったいずれかの所望の位置でガイドワイヤの後部によりカテーテルが破裂できることにより、カテーテルアセンブリが、OTW又はRXモードにおいて所望のように効果的に使用できる。
【図面の簡単な説明】
【0021】
【図1A】破裂可能ガイドワイヤルーメンカバーを備えたカテーテルの縦断面図である。
【図1B】カテーテルとともに使用する際の図1Aのカテーテルの縦断面図であり、ガイドワイヤが破裂可能ガイドワイヤルーメンカバーを破裂させた状態を示す。
【図1C】図1Bのカテーテルの横断面図であり、ガイドワイヤが破裂可能断面内にある状態を示す。
【図1D】図1Bのカテーテルの横断面図であり、ガイドワイヤが破裂可能断面の外側にある状態を示す。
【図1E】図1A及び図1Bに示す設計の変更態様であるカテーテルの縦断面図であり、ガイドワイヤは、カテーテルのルーメンの外部壁に設けられたスロットにおいて動作するものである。
【図1F】図1Eに示すカテーテルの長さに沿ったある位置の横断面図である。
【図1G】図1Eに示すカテーテルの長さに沿った異なる位置の横断面図である。
【図1H】図1Eに示すカテーテルの長さに沿った異なる位置の横断面図である。
【図2A】好ましいスロットカテーテルシャフトの斜視図である。
【図2B】スロット上の破裂可能薄カバーを構成する高分子テープのらせんラッピングを備えた図2Aの好ましいスロット付カテーテルシャフトの斜視図である。
【図2C】薄チューブ状シースの形態の破裂可能薄カバーを備えた図2Aの好ましいスロット付カテーテルシャフトの斜視図である。
【図2D】薄チューブ状シースがシガレットラッピングにより形成された図2Cのカテーテルシャフトの斜視図である。
【図2E】スロットの両側にすぐ隣接するカテーテルシャフトの表面上に接着された高分子材料のストリップ又はテープの形態の破裂可能薄カバーを備えた図2Aの好ましいスロット付カテーテルシャフトの斜視図である。
【図2F】破裂可能ガイドワイヤルーメンカバーがカテーテルシャフトと一体である、別の実施態様の斜視図である。
【図2G】ガイドワイヤルーメン上の薄カバーに、ガイドワイヤの後部がユーザーが選択したいずれかの開口を通過できる多数の予め形成された開口を設けた、別の実施態様の斜視図である。
【図3A】図2Eに記載の実施態様の変更態様を示す横断面図である。
【図3B】図2Eに記載の実施態様の変更態様を示す横断面図である。
【図3C】図2Eに記載の実施態様の変更態様を示す横断面図である。
【図4A】ブレードの形態の破裂可能薄カバーを備えた図2Aの好ましいスロット付カテーテルシャフトの斜視図である。
【図4B】ブレード上に薄外部チューブ状シースをさらに備えた図3Aのブレードカバーカテーテルシャフトの斜視図である。
【図4C】カテーテルスロットをカバーするシースの部分が除去された図3Bのブレード・アンド・シースカバー付カテーテルシャフトの斜視図である。
【図4D】ブレード付チューブが嵌め合わされ、スロットに固定された別のブレードカバースロットを備えたカテーテルシャフトの斜視図である。
【図4E】ブレード付チューブ状カバーをらせん巻きチューブ状カバーで置き換えた図4Aの変更態様である。
【図4F】ブレード付チューブがらせん巻きチューブで置き換えられた図4Dの変更態様である。
【図4G】チューブ状カバーが薄高分子材料から作製された、図4D及び図4Fの変更態様である。
【図5】本発明のカテーテルの基本実施態様の縦断面図であり、yフィッティングがないが、膨張ルーメンの近位端上にハブ、ハブに対して遠位に位置する破裂可能調整可能長さガイドワイヤカテーテルルーメン(その軸方向に圧縮又は短縮した状態)、及び調整可能長さのルーメンの近位端を制御するためのチューブ状スライダーを備えているものである。
【図6】ガイドワイヤの後部により薄破裂可能カバーを破裂させている間のカテーテルシャフトの曲げに有用なツールの斜視図である。
【発明を実施するための形態】
【0022】
図1A〜図1Hは、ガイドワイヤルーメン18上に薄い破裂可能なカバー102を備えた本発明のカテーテル10を示す。典型的には、カテーテル10は、カテーテルバルーン20及び/又はステント21等の装置をその遠位端17に有し、ハブ14を近位端16に有することができる。図1A〜図1Hに示すように、ガイドワイヤ19の後部により破裂されるように設計された薄い破裂可能なカバー102(この場合、薄肉薄チューブ状シース13(ガイドワイヤルーメン18を構成している))は、膨張ルーメン22の周囲に同軸で配置できる。薄チューブ状シース13の長さは、カテーテルシャフトの長さの全て又は一部分にわたって延びていてよい。
【0023】
ガイドワイヤ19をガイドワイヤルーメン18の遠位断面を通し且つ薄肉チューブ状シース13に供給した後、医師は、薄破裂可能カバー102をガイドワイヤ19で破裂させる、薄肉チューブ状シース13の長さに沿ったいずれかの所望の位置を選ぶことができる。このようにして、医師は、ガイドワイヤルーメン18の好ましい長さを選択することができる。
【0024】
図1Aは、破裂可能ガイドワイヤルーメンカバー102を有するカテーテル10の縦断面図であり、図1Bは、ガイドワイヤ19とともに使用し、ガイドワイヤが破裂可能カバー102を破裂させた状態を示す、図1Aのカテーテルの縦断面図である。図1C及び図1Dは、それぞれガイドワイヤ19が破裂可能断面102内及び外側にある状態を示す、図1Bのカテーテルの横断面図である。
【0025】
図1Eは、図1A及び図1Bに示す設計の変更態様であるカテーテルの縦断面図である。この態様では、ガイドワイヤは、カテーテルのルーメンの外部壁に設けられたスロット104において動作する。薄破裂可能カバー102は、このスロット部上にのみ設けてよく、内カテーテルの全周を包囲する必要がない。図1F、図1G及び図1Hは、図1Eに示すカテーテルの長さに沿った3つの異なる位置の横断面図である。
【0026】
破裂可能ガイドワイヤルーメンは、種々の方法で作製することができる。
【0027】
好ましい実施態様によれば、膨張ルーメン22及びガイドワイヤルーメン18を備えたカテーテル10は、ガイドワイヤルーメン18がスロット104の形態である図2Aの斜視図に示すようなカテーテルシャフト15を用いて作製する。カテーテルシャフト15は、押出し成形(用途に好適な公知の高分子材料を用いる)によりその形態に作製してもよいし、又は完全包囲ルーメンを押し出した後、ガイドワイヤルーメンをカバーしている押出し材料を薄く剥いでもよい。好ましい材料は、オペレーションフィールドと良好なコントラストの色を有するものであり、最も好ましくは、蛍光性又は燐光性である。
【0028】
必要に応じて、このようなカテーテルシャフトは、必要に応じたその長さの全部又は一部に沿って剛化してもよい。この剛化は、剛化ワイヤをカテーテルの縦軸と平行に走らせて組み込むことによるか、又はチューブ状金属補強ブレードをカテーテルシャフトに添加することによるか、又はある長さの金属ハイポチューブ、チューブ状ブレード又はらせん巻きワイヤを膨張ルーメン22に挿入することによりおこなうことができる。これらの剛化法は、必要に応じて組み合わせて使用することができる。便宜上、これらの周知の剛化法は、図示していない。
【0029】
カテーテルシャフトの長さの一部分のみを剛化するためにハイポチューブを使用することが望ましい場合には、カテーテルシャフトの長さ内に位置するハイポチューブの端部の壁を貫通してらせん状にスロットを切断して、未剛化部に剛化部の剛さが急激に移行するのを減少することが望ましいことがある。
【0030】
図2Bの斜視図に示すように、スロット付カテーテルシャフト15は、テープ24をらせん状に包囲したカバーを備えている。好ましくは、ラッピングは、隣接するラッピングが重なり縁を有し、第二層を反対のピッチで第一ラッピング上に設けて2層に設ける。すなわち、2つのラッピングを、カテーテルシャフト15の反対端から開始して設ける。反対方向からテープ24をラッピングして形成した2層を使用することにより、ガイドワイヤ後部により破裂させた後の引き裂きに対して耐性のある強固なカバーが得られる。
【0031】
テープ24には、種々の薄可撓性ポリマー材料、例えばポリエチレン、ポリプロピレン、ポリアミド、ポリエチレンテレフタレート等を使用できる。必要に応じて薄非多孔質コーティングを備えた多孔質ポリマーは、可撓性が優れているので有利に使用できる。テープ24は、熱可塑性フルオロポリマー、好ましくはフッ素化エチレンプロピレン(FEP)等の熱可塑性物質の多孔質又は非多孔質コーティングを設けた、薄多孔質延伸PTFE(ePTFE)フィルムから作製するのが最も好ましい。ePTFEフィルムは、一般的には米国特許第3,953,566号及び米国特許第4,187,390号(Gore)により教示されているようにして作製する。本発明に用いられる最も好ましいePTFEフィルムは、US5,476,589(Bacino)により教示されている。ePTFEフィルム及び熱可塑性物質をコーティングしたePTFEフィルムから作製した薄らせんラッピングチューブの構成、及びePTFEフィルム上にコーティングを設ける方法は、US6,159,565(Campbell等)により教示されている。
【0032】
図2Bに示されるらせんラッピングカテーテルシャフトの一例として、FEPをコーティングしたePTFEテープを用いて作製したものがあげられる。このテープは、幅約6mm、厚さ約0.005mmであった。ePTFEの平均フィブリル長さは約50μmであり、嵩密度は約0.5g/ccであった。このePTFEフィルムは、一方の側にFEPの非多孔質コーティングを備えているものであった。コーティングを施したフィルムを細長テープ状に切断した後、テープを、選択されたカテーテルシャフトの外径よりも大きな直径のステンレス鋼マンドレル上にらせん状にラッピングした。第一層のラッピングは、テープのFEPコーティング側がマンドレルから外方向に向くように適用し、第二層は、コーティングがマンドレル及び第一層に向くようにして、第一層とは反対方向にラッピングした。次に、ラッピングしたマンドレルを、対流オーブン中、320℃で約8分間加熱して、チューブのらせんラッピング層をいっしょに溶融接合した。オーブンから取り出しほぼ室温まで冷却した後、らせんラッピングチューブをマンドレルから取り出し、らせんラッピングチューブの長さよりも短い所望のカテーテルシャフト15の長さ上に嵌め合わせた。らせんラッピングチューブの反対端を、プライヤーを用いてつかみ、張力を加えて、らせんラッピングチューブを細長くし、直径を減少させることにより、カテーテルシャフトの外面にしっかりと追従させた。らせんラッピングチューブの端部を、シアノアクリレート接着剤を用いてカテーテルシャフトの外面に付着させた。次に、カバー付カテーテルシャフト15の端部を、鋭刃で所望の長さに横方向に切断した。必要に応じて、典型的にカテーテルシャフトの近位端に嵌め合わせたハブコンポーネントを、らせんラッピング上に嵌め合わせる。
【0033】
薄チューブ状テープカバー102の厚さは、らせんラッピングカバーを適用する前後にレーザーマイクロメータを用いて、スロット104の向きに対して90度でカテーテルシャフトの直径を測定することにより求めたら、約0.012mmであった。
【0034】
このプロセスから得られたカバー付カテーテル10は、カバーを付ける前のカテーテルシャフト15の良好な可撓性を保持していた。ガイドワイヤ19をガイドワイヤルーメン18に挿入したとき、薄カバー102は、良好な透明性を有していた。このことは、ガイドワイヤ19の後部は、ガイドワイヤルーメン18の全長を通過したときに裸眼でみることができたことを示している。ガイドワイヤルーメンの長さに沿った所望の点でガイドワイヤ後部の前進を停止することは困難ではなく、ガイドワイヤスロットが屈曲の外側に向くようにカテーテルを曲げることにより、カバー102を、ガイドワイヤ19の後部により容易に破裂させることができた。ガイドワイヤの長さの大部分を、破裂部位を貫通して引いても、破裂部位に、引き裂き又は破裂のかなりの拡大は見られなかった。
【0035】
図2Cは、スロット104上に薄破裂可能カバー102として使用するためのチューブ状シース13を備えたカテーテル10の斜視図である。このシースは、例えばPETの薄押出し成形チューブの形態でよい。同様に、カバーされるカテーテルシャフト15の外径よりもわずかに大きな内径のチューブ状シース13を用いて、上記したらせんラッピングチューブに適用できる。カテーテルシャフト15の外面に、必要に応じて好適な接着剤の薄コーティングを設けてもよく、その後に薄チューブ状シース13を、カテーテルシャフト15上に嵌め合わせ、張力をかけて、細長くし、直径を減少させて、カテーテルシャフト15の外面に追従させる。また、シース13を収縮チュービングで作製して、カテーテルシャフト15の外面の周りに嵌め合わせた後に加熱して、そこに追従させてもよい。
【0036】
図2Dは、図2Cのカテーテル10の斜視図であり、薄チューブ状シースを、シガレットラッピングにより形成したものである。ブレードカバー付カテーテルシャフトが、幅がブレードカバー付カテーテルシャフトの周囲と同等か、又はそれよりもわずかに大きい薄高分子材料の適切な長さのストリップによりさらにカバーされている。このストリップは、図示したようにカテーテルシャフト周囲にラッピングされており、熱的接着によるか、又は好適な接着剤を使用することにより付着する。
【0037】
破裂可能薄カバー102についての別の態様を、図2Eの斜視図に示す。この態様では、薄テープ24を、スロット104の端に隣接したカテーテルシャフト15の外面に付着させる。別の実施態様によれば、ガイドワイヤルーメン18を押出しするか、又は成形して図2Fの斜視図により示すように、一体の薄破裂可能カバー102を設けてもよい。図2Gは、図2Fのカテーテル10の斜視図である。ここでは、予め形成された開口25を、破裂可能薄カバー102を貫通して形成し、ユーザーにより選択された予め形成された開口25をガイドワイヤの後部が通過できるようにする。これらの予め形成された開口25は、数多くの種々の記載された実施態様とともに使用できる。
【0038】
図3A〜図3Cは、図2Eの実施態様の変更態様を示す横断面図である。図3Aに示すように、テープカバー24を、ガイドワイヤスロット104の空間を増加するように設けることができる。これは、テープが、追加のテープ幅となるようにスロットをブリッジすることにより、この薄破裂可能カバー102により示される隆起した外観が得られるようにテープを適用することによりなされる。これにより、必要に応じて、より大きなガイドワイヤを使用することができるようになる。スロット104が、ガイドワイヤにより占有されていないときには、薄可撓性テープ24は、不均一な外観を有していてもよく、図3B及び図3Cに示すように、ガイドワイヤルーメン及び薄破裂可能カバー102を不規則断面とすることができる。これらの3つの横断面の各々の外観は、同じカテーテルの長さに沿って異なる位置に存在していてもよい。
【0039】
また、破裂可能カバー102は、スレッド、ワイヤ又は他のフィラメントを用いて作製することもできる。例えば、より糸は、種々の所望のパターンでスロット付カテーテルシャフト15の周囲に巻いて、ガイドワイヤルーメン18上にカバーを形成できる。このカバーは、ガイドワイヤ19を効果的に収容するが、ガイドワイヤ後部が、ラップカバーの隣接するスレッド間の多数の空間のいずれかを通過することができる。スレッドは、例えばらせんラッピングパターン、ブレードパターン又はニット(例えば、ワープニット)パターンとして設けることができる。スレッドを互いに近接して配向することにより、ガイドワイヤは、スレッドが壁の一部を規定しているルーメン内に優先的にとどまる。しかしながら、ワイヤの端部は、ルーメンをスレッド間から出るように操作できる。巻きスレッドを使用することにより、構造体を損傷せず、カテーテルが多数回再使用できる。隣接するスレッドの間の空間を制御することにより、ワイヤの端部がルーメンから出ることの容易さを変更することができる。優先的に、例えば直径が0.012〜0.5mmである小径スレッドを使用できる。種々のスレッド材料、例えば通常の熱可塑性樹脂(例えばポリアミド、ポリプロピレン、ポリエステル等)、熱硬化性樹脂、フッ素樹脂(例えばePTFE)、又はステンレス鋼及びニチノール等の種々の金属ワイヤを使用することができる。
【0040】
図4Aの斜視図に示すように、カテーテルシャフト15を、フィラメント31でオーバーブレードする。ブレードは、フィラメント数、ピックカウント及びピッチ角等を含むがこれらには限定されない非常に数多くの構成が可能である。また、フィラメント31は、円形、正方形又は長方形等の種々の断面を有することができる。
【0041】
図4Bは、図4Aのカテーテル10に、カテーテルシャフト15及びブレード31上に適用してアウターシース13を設け、熱又は接着剤等の種々の方法のいずれかにより結合させた、好ましい実施態様を示す。シース13を付加した後、適当なサイズのマンドレルを、ガイドワイヤルーメン18に挿入する。カテーテルを、レーザービームをスロット104に向けた状態で、レーザー(例えば、20ワットCO2レーザー、オレゴン州BeavertonにあるApplied Laser Technology社製)に取り付ける。レーザーを使用して、カテーテル10の所望の長さに沿ってスロット104をカバーするシース13のポリマー材料を融除することにより、シース13を貫通した切り取りスロット33を形成して、スロット104をブレード31の真下に露出させる。レーザーパワーパラメータは、シース13のポリマー材料が融除されるが、金属ブレードフィラメント31は損傷されない状態となるようにする。内在するマンドレルは、レーザーエネルギーを効果的にブロックして、カテーテルシャフト15の反対側が損傷するのを防止する。得られたカテーテル10では、網状の下に位置する胴体と外側ポリマーシース13がそのまま残されるが、ブレードの「ストリップ」がスロット104上に直接露出され、それにより、ガイドワイヤルーメン18が、露出したブレード31のストリップ33のすぐ下に位置するようになっている。次に、臨床家は、ガイドワイヤの後部を使用して、ストリップ33に沿ったいずれかの好適なユーザーが規定した位置でブレードフィラメントを切断することができる。これにより、ガイドワイヤが選択されたブレード31の隙間を通ってカテーテル10を出る。
【0042】
図4Dは、別の実施態様を示す。この実施態様では、ブレードチューブ37を準備する。このチューブの外径は、カテーテルシャフト15のスロット104の内径に相当する。ブレードチューブ37は、意図するガイドワイヤが通過するのに適当なクリアランスを得るのに好適な内径を有するように作製する。ブレードチューブを、スロット104に、締まりばめによるか、接着剤で接合することにより嵌め込む。使用に際して上記したブレード構成物と同様に、ガイドワイヤがブレード31の所望の隙間を通過してカテーテル10からでるようにすることができる。
【0043】
図4Eは、図4Aの変更態様である。この態様は、ブレード31を、高分子又は金属材料製でよい、らせん状に巻いたフィラメント41に置き換えたものである。図4Fは、図4Dの代替態様である。この態様は、ブレードチューブ37を、らせん状に巻いたチューブ47で置き換えたものである。ここでも、らせん巻きチューブは、高分子又は金属材料であることができる。図4E及び図4Fの実施態様は、カテーテルシャフトが、露出した巻きが曲げの外側となるように曲げられたときに、隣接するらせん巻きの間の空間が広がり、ガイドワイヤの後部が隣接するらせん巻きの間のいずれかの望ましい空間を通って通過することが容易となる点で望ましい。
【0044】
図4Gは、図4D及び4Fに示すものの代替態様の斜視図である。この態様では、スロット104に挿入されるチューブ49が、薄高分子材料から作製されたものである。このチューブは、好ましくは好適な大きさのマンドレルに熱可塑性樹脂をコーティングしたePTFEフィルムをらせん状に巻き付け、ラッピングをいっしょに接着して融着チューブを形成し、チューブとマンドレルをスロット104に挿入し、最後にマンドレルを除去することにより作製される。別法として、必要に応じて、マンドレルをチューブ内から取り出してから、チューブ49をスロット104に挿入してもよい。
【0045】
図5は、カテーテル10の代替態様の縦断面図である。この態様では、ハブ14を、膨張ルーメン22の近位端16上に備えている。この実施態様によれば、カテーテル10には、図示したようにガイドワイヤ19により破裂可能な薄チューブ状シース13の形態である破裂可能調整可能な長さのガイドワイヤルーメン18を有している。チューブスライダー24を、ハブ14に対して遠位に、従来のy嵌合いの代わりに使用して、調整可能な長さのガイドワイヤカテーテルルーメン18の近位端の結合及び制御ができるようになっていく。調整可能な長さのガイドワイヤカテーテルルーメン18は、その軸方向に圧縮又は短縮された状態で示されている。チューブスライダー24は、スライダー24の内径と膨張ルーメン22の外径との間には小さな隙間しかない。調整可能な長さのガイドワイヤカテーテルルーメン18は、種々の薄可撓性ポリマー材料、例えばポリエチレン、ポリプロピレン、ポリアミド、ポリエチレンテレフタレート等から作製できる。必要に応じて薄非多孔質コーティングを備えた多孔質ポリマーが、可撓性が優れていることから有利に使用できる。調整可能な長さのガイドワイヤカテーテルルーメン18は、好ましくは上記したような熱可塑性フルオロポリマーの多孔質又は非多孔質コーティングを施した多孔質延伸PTFE(ePTFE)フィルムから作製される。
【0046】
薄肉チューブは、好ましくはFEPコーティングePTFEフィルムを、テープ状(幅、例えば12.7mm)に切断し、マンドレルにらせん状に、FEPコーティングがラッピングの外側となるように巻いて作製する。らせんラッピング巻きチューブを、次にオーブン中に好適な時間(例えば、温度320℃に設定したオーブン中8分間)入れて、らせんラッピングの重なり合った端をいっしょに熱接着することにより、コヒーレントチューブを形成する。オーブンから取り出し、冷却した後、得られたチューブを、マンドレルから外し、本発明のカテーテルにおける調整可能な長さのルーメンコンポーネントとして使用できる。このチューブの端部は、チューブ端を隣接するコンポーネントとオーバーラップさせ、オーバーラップした領域を接着剤、例えばシアノアクリレート(例えば、Loctite401;コネチカット州ロッキーヒル)又は紫外線接着剤(例えば、Loctite3311)で接着して接合できる。別法として、チューブを裏返して、FEPコーティングをルーメンの方向に向け、適当な熱源を使用して、FEPコーティングを、金属ハイポチューブ等のカテーテルコンポーネントに溶融接着してもよい。
【0047】
カテーテルの破裂可能調整可能な長さのルーメンチューブ状コンポーネントとして使用するために、ePTFEチューブに、種々の方法、例えばUS3,105,492(Jeckel)及びUS6,016,848(Egres,Jr)により教示されている方法により、波形(例えば、アコーデオンプリーツ又は折り目)を設けることができる。別法では、完全に延びた長さから短縮された完全に圧縮された長さへの軸方向圧縮の間、チューブに皺がよって、不均一ではあるが、カテーテル10の調整可能な長さルーメン部18として使用するのに完全に適している方法で波形とするため、予め形成された波形を薄肉チューブに設ける必要がない。別の態様では、調整可能な長さ部18にエラストマーを使用して、ガイドワイヤ上にローディングする前は弛緩状態であり、カテーテルの遠位端を前進させると延びて張力がかかった状態にすることができる。
【0048】
PTFEからなる長さ方向に延び且つ拡張されるチューブ、すなわちシームレスePTFEチューブを、破裂可能調整可能な長さのガイドワイヤカテーテルルーメンとして薄肉の形態で使用できる。軸方向の圧縮下、ePTFEノードアンドフィブリル微細構造の相互接続フィブリルが徐々に曲がり且つ折り曲がる。これにより、チューブ状材料が実質的に均一に軸方向に圧縮し、波形になることなくチューブ壁の長さ方向の均一性(巨視的)を保持できる。軸方向圧縮中のePTFEチューブの壁の微細構造内のフィブリルの屈曲については、米国特許第4,877,661号(House等)に記載されている。圧縮性長さを最大とするためには、より長い平均フィブリル長さのチューブが好ましい(例えば、平均フィブリル長さが約50μm以上のePTFEチューブ)。
【0049】
破裂可能調整可能な長さのガイドワイヤルーメンを備えたカテーテルを、極薄肉(例えば、0.03mm)シース材料を用いて構成した。シース材料は、小さな折り目で波形を形成するのに十分な薄さであり、圧縮して小振幅折り目を形成することにより、シースの長さをその最初の長さの50%未満まで減少させることができるようにすることが必要である。一方の面に非多孔質FEPコーティングを設けた厚さ0.01mmのePTFEフィルムを、シース材料に選択した。このフィルムを、幅6.4mmで細長く切断することにより、テープを形成した。
【0050】
内径約1.6mm、肉厚約0.13mmのePTFEチューブを、直径1.6mm、長さ約180cmのステンレス鋼マンドレル上に嵌め合わせた。次に、幅6.4mmのテープを、50%オーバーラップさせながらePTFEチューブの外面周囲にらせん状に巻くことにより、2層のテープでカバーしたらせんラッピングチューブを得た。次に、得られたアセンブリを、320℃に設定した空気対流オーブン内に8分間配置し、その後、アセンブリをオーブンから取り出し、周囲環境で放冷した。
【0051】
冷却後、らせんラッピングチューブを、マンドレルをチューブから引き抜くことによりマンドレルから取り出した。らせんラッピングしなかった押出しチューブの端部を、万力で固定した。万力に最も近接しているらせんラッピング端部を、両手の親指及び人指し指を用いてチューブの反対側に同時に挟んで締めつけ、らせんラッピングチューブを逆さまにし、それを万力から引き離すことにより、らせんラッピングを、下に位置しているePTFEチューブからはぎ取った。
【0052】
この薄肉チューブは、概略肉厚0.03mm(Mitutoyo Snap Gauge、モデル#1D−C112EBSを用いて測定)、内径約1.7mm(許容差0.01mmの公認マイナスピンゲージを用いて測定)であった。このチューブを、直径1.2mmのマンドレルにローディングしたときに、軽い指圧でその最初の長さの約5%まで容易に圧縮できた。
【0053】
カテーテルを連続的に組み立て、このシースを、次にバルーンに近位での最大外径が約0.040”(1.02mm)未満である通常のPercutaneous Transluminal Coronary Angioplasty(PTCA)カテーテル上に同軸で取り付けた。使用したPTCAカテーテルは、迅速交換型であり、そのハブから顕著に遠位の位置に近位ガイドワイヤ出口ポートを備えたものであった。シースを取り付ける前に、内径9Fr(3.0mm)の止血y腕バルブ(P/N80348;ニューヨーク州EdgewoodにあるQosina社製)を、カテーテルの遠位端からカテーテル上にスライドした(止血バルブは、カテーテルの後部から離れた方向に向いている)。次に、雌ルアー(P/N65206;ニューヨーク州EdgewoodにあるQosina社製)を、カテーテル上にスライドし、これらの2つのコンポーネントのルアー接続部を係合した。次に、内径2.0mm、外径2.1mmの304ステンレス鋼チューブ(マサチューセッツ州MedwayにあるMicrogroup製)を、概略内径1.4mm、外径1.6mmまでスエージングした後、約19mmの長さにトリミングした。
【0054】
このチューブを、カテーテル上に同軸でスライドし、シアノアクリレート接着剤(Loctite401;コネチカット州ロッキーヒルにあるLoctite社製)を用いて、約6mmだけオーバーラップさせながら雌ルアーの遠位端に接着させた。次に、上記したらせんラッピングシースを、それをハイポチューブの露出端上にスライドすることにより、結合されているカテーテルの遠位先端及びその近位端上にスライドした。これらのオーバーラップ表面を、シアノアクリレート接着剤を用いて接着し、その後内径2.3mmポリオレフィン2:1収縮比収縮チュービングを、接合部上に嵌め合わせ、加熱して接合表面に追従させた。次に、シースの遠位端を、カテーテルの所望の動作長さ(すなわち、カテーテルの遠位先端から、カテーテルハブ上の歪み解放の遠位端までの長さ)に等しい約135cmの長さまでトリミングした。次に、シースの遠位端を、PTCAカテーテルの壁における近位ガイドワイヤポートの約2mm遠位の位置に結合させた。この結合は、シースとカテーテルとの間のシアノアクリレート接着剤を用い、次にこの結合点をシアノアクリレート接着剤でオーバーラッピングし、直径0.13mmePTFE縫合(CV−8;アリゾナ州フラッグスタッフにあるWL Gore and Associates社製)することによりおこなった。
【0055】
カテーテルを完成させるために、止血yフィッティングを、それが最初のPTCAカテーテルの近位穴の直近位となるまで、カテーテル上を遠心スライドした。これにより、シースが最初の長さ約135mmの約15%まで圧縮された。次に、ガイドワイヤを、カテーテルの遠位先端に供給し、シースコンポーネントを含むカテーテルを介して注意深くスレッディングし、yフィッティングの側腕を介してカテーテルの近位端から出した。
【0056】
ガイドワイヤを挿入した状態で、ユーザーは、ガイドワイヤに関連してカテーテルの遠位端を前進させながら、固定位置にガイドワイヤ及び止血yフィッティングを保持することができた。近位ガイドワイヤ側ポートを近位ハブの遠位に固定した状態の標準カテーテルと比較して、本発明のカテーテルは、止血yフィッティングに遠位のカテーテルの断面が、ガイドワイヤをトラッキングする能力及びカテーテルシャフトの近位部に加えられた押力がカテーテルの遠位先端に直接移行できる能力を顕著に改善できた。
【0057】
図6は、ガイドワイヤ19の後部によりカバー102を破裂できる穿刺ツール63とともに使用するカテーテル10の斜視図である。このようなツールは、数多くの用途で不必要であると思われるが、他の用途では、それが有利なことがある。図示されているように、ツール63は、単に高分子チュービング又は金属チュービングでよい短い長さのチュービングである。これは、短い長さのチュービングを曲げ(カテーテルの周囲に嵌め合う前に)、チューブの長さの中央の領域においてチューブの一方の側に沿って壁の一部分を切り取ることにより開口62を形成することにより最も容易に作製できる。使用に際して、ツール61を、カテーテル10の周りに同軸に嵌め合い、カテーテル10の長さに沿って、ガイドワイヤ19の後部でカバー102を破裂させることが望ましい位置まで移動させる。ツール61を、開口62がガイドワイヤが収容される又は収容されるであろうカテーテルの側にカバー102を露出させるように向ける。ガイドワイヤ19を、カテーテル10に、カテーテルを破裂させることが望ましい位置まで挿入する。この位置は開口62のところでツール61で露出され、カテーテル10及びツール61の両方を、図6に示すように曲げる。この曲げにより、ガイドワイヤ19の後部によりカバー102が破裂する。カテーテル10の曲げは、3点63に力をかけた結果であり、中央点は、曲げの長さの中央に沿った曲げの内側にあり、2つの外点は、曲げの2つの反対端での曲げの外側になる。ツールは、曲げ中にこの3点接触が可能であるいずれかの好適な形態をとることができ、曲げにより、ガイドワイヤ19の後部により所望の位置でカバー102を破裂させることができるか、又は破裂を生じる。破裂後、ツールを、それをガイドワイヤの長さに沿って同軸でスライドさせることにより、経路からはずれさせる。
【0058】
本発明の原理を、本明細書に記載の具体的な実施態様で明瞭にしたが、本発明の実施で使用される構造、配置、比率、要素、材料及びコンポーネントに対する種々の修正をおこなえることは、当業者には明らかであろう。これらの種々の修正は、添付の請求の範囲の精神及び範囲から逸脱しないかぎりは、これらの修正は、本発明に含まれる。
【特許請求の範囲】
【請求項1】
ある長さのカテーテルシャフトを備え、前記カテーテルシャフトの長さの少なくとも一部分に沿って少なくとも一つのスロットを有するカテーテルアセンブリであって、前記スロットが、多孔質ポリテトラフルオロエチレンからなる破裂可能カバーを備えている、カテーテルアセンブリ。
【請求項2】
前記多孔質ポリテトラフルオロエチレンがテープを構成している、請求項1に記載のカテーテルアセンブリ。
【請求項3】
前記テープがらせん状ラッピングを構成している、請求項2に記載のカテーテルアセンブリ。
【請求項4】
前記多孔質ポリテトラフルオロエチレンが非多孔質コーティングを有している、請求項1に記載のカテーテルアセンブリ。
【請求項5】
前記薄破裂可能カバーが半透明である、請求項4に記載のカテーテルアセンブリ。
【請求項6】
前記薄破裂可能カバーが半透明である、請求項1に記載のカテーテルアセンブリ。
【請求項7】
ある長さのカテーテルシャフトを備え、前記カテーテルシャフトの長さの少なくとも一部分に沿って少なくとも一つのスロットを有するカテーテルアセンブリであって、前記スロットが、半透明破裂可能カバーを備えている、カテーテルアセンブリ。
【請求項8】
前記カバーがテープのらせん状ラッピングを構成している、請求項7に記載のカテーテルアセンブリ。
【請求項9】
ある長さのカテーテルシャフトを備え、前記カテーテルシャフトの長さの少なくとも一部分に沿って少なくとも一つのスロットを有するカテーテルアセンブリであって、前記スロットが、複数のフィラメントを含むカバーを備えている、カテーテルアセンブリ。
【請求項10】
前記複数のフィラメントが金属ワイヤを構成している、請求項9に記載のカテーテルアセンブリ。
【請求項11】
前記ワイヤがブレード状に配列されている、請求項10に記載のカテーテルアセンブリ。
【請求項12】
前記ブレードがカテーテルシャフトの周囲に同軸的に延びている、請求項11に記載のカテーテルアセンブリ。
【請求項13】
前記ワイヤがらせん状ラッピングに配列されている、請求項10に記載のカテーテルアセンブリ。
【請求項14】
前記フィラメントが高分子フィラメントである、請求項9に記載のカテーテルアセンブリ。
【請求項15】
前記高分子フィラメントが多孔質延伸ポリテトラフルオロエチレンフィラメントである、請求項14に記載のカテーテルアセンブリ。
【請求項16】
前記フィラメントがブレード状に配列されている、請求項14に記載のカテーテルアセンブリ。
【請求項17】
前記フィラメントがらせんラッピング状に配列されている、請求項16に記載のカテーテルアセンブリ。
【請求項18】
ある長さのカテーテルシャフトを備え、前記カテーテルシャフトの長さの少なくとも一部分に沿って少なくとも一つのスロットを有するカテーテルアセンブリであって、前記スロットが、チューブ状物を前記スロットに挿入して有している破裂可能カバーを備えている、カテーテルアセンブリ。
【請求項19】
前記チューブ状物がブレードを構成している、請求項18に記載のカテーテルアセンブリ。
【請求項20】
前記チューブ状物がらせん巻を構成している、請求項18に記載のカテーテルアセンブリ。
【請求項21】
前記チューブ状物が薄高分子材料を含む、請求項18に記載のカテーテルアセンブリ。
【請求項22】
前記高分子材料がらせんラッピング多孔質ポリテトラフルオロエチレンテープを構成している、請求項21に記載のカテーテルアセンブリ。
【請求項1】
ある長さのカテーテルシャフトを備え、前記カテーテルシャフトの長さの少なくとも一部分に沿って少なくとも一つのスロットを有するカテーテルアセンブリであって、前記スロットが、多孔質ポリテトラフルオロエチレンからなる破裂可能カバーを備えている、カテーテルアセンブリ。
【請求項2】
前記多孔質ポリテトラフルオロエチレンがテープを構成している、請求項1に記載のカテーテルアセンブリ。
【請求項3】
前記テープがらせん状ラッピングを構成している、請求項2に記載のカテーテルアセンブリ。
【請求項4】
前記多孔質ポリテトラフルオロエチレンが非多孔質コーティングを有している、請求項1に記載のカテーテルアセンブリ。
【請求項5】
前記薄破裂可能カバーが半透明である、請求項4に記載のカテーテルアセンブリ。
【請求項6】
前記薄破裂可能カバーが半透明である、請求項1に記載のカテーテルアセンブリ。
【請求項7】
ある長さのカテーテルシャフトを備え、前記カテーテルシャフトの長さの少なくとも一部分に沿って少なくとも一つのスロットを有するカテーテルアセンブリであって、前記スロットが、半透明破裂可能カバーを備えている、カテーテルアセンブリ。
【請求項8】
前記カバーがテープのらせん状ラッピングを構成している、請求項7に記載のカテーテルアセンブリ。
【請求項9】
ある長さのカテーテルシャフトを備え、前記カテーテルシャフトの長さの少なくとも一部分に沿って少なくとも一つのスロットを有するカテーテルアセンブリであって、前記スロットが、複数のフィラメントを含むカバーを備えている、カテーテルアセンブリ。
【請求項10】
前記複数のフィラメントが金属ワイヤを構成している、請求項9に記載のカテーテルアセンブリ。
【請求項11】
前記ワイヤがブレード状に配列されている、請求項10に記載のカテーテルアセンブリ。
【請求項12】
前記ブレードがカテーテルシャフトの周囲に同軸的に延びている、請求項11に記載のカテーテルアセンブリ。
【請求項13】
前記ワイヤがらせん状ラッピングに配列されている、請求項10に記載のカテーテルアセンブリ。
【請求項14】
前記フィラメントが高分子フィラメントである、請求項9に記載のカテーテルアセンブリ。
【請求項15】
前記高分子フィラメントが多孔質延伸ポリテトラフルオロエチレンフィラメントである、請求項14に記載のカテーテルアセンブリ。
【請求項16】
前記フィラメントがブレード状に配列されている、請求項14に記載のカテーテルアセンブリ。
【請求項17】
前記フィラメントがらせんラッピング状に配列されている、請求項16に記載のカテーテルアセンブリ。
【請求項18】
ある長さのカテーテルシャフトを備え、前記カテーテルシャフトの長さの少なくとも一部分に沿って少なくとも一つのスロットを有するカテーテルアセンブリであって、前記スロットが、チューブ状物を前記スロットに挿入して有している破裂可能カバーを備えている、カテーテルアセンブリ。
【請求項19】
前記チューブ状物がブレードを構成している、請求項18に記載のカテーテルアセンブリ。
【請求項20】
前記チューブ状物がらせん巻を構成している、請求項18に記載のカテーテルアセンブリ。
【請求項21】
前記チューブ状物が薄高分子材料を含む、請求項18に記載のカテーテルアセンブリ。
【請求項22】
前記高分子材料がらせんラッピング多孔質ポリテトラフルオロエチレンテープを構成している、請求項21に記載のカテーテルアセンブリ。
【図1A】


【図1B】
【図1C】
【図1D】
【図1E】
【図1F】
【図1G】
【図1H】
【図2A】
【図2B】
【図2C】
【図2D】
【図2E】
【図2F】
【図2G】
【図3A】
【図3B】
【図3C】
【図4A】
【図4B】
【図4C】
【図4D】
【図4E】
【図4F】
【図4G】
【図5】
【図6】
【図1B】
【図1C】
【図1D】
【図1E】
【図1F】
【図1G】
【図1H】
【図2A】
【図2B】
【図2C】
【図2D】
【図2E】
【図2F】
【図2G】
【図3A】
【図3B】
【図3C】
【図4A】
【図4B】
【図4C】
【図4D】
【図4E】
【図4F】
【図4G】
【図5】
【図6】
【公開番号】特開2010−155117(P2010−155117A)
【公開日】平成22年7月15日(2010.7.15)
【国際特許分類】
【外国語出願】
【出願番号】特願2010−74823(P2010−74823)
【出願日】平成22年3月29日(2010.3.29)
【分割の表示】特願2006−501012(P2006−501012)の分割
【原出願日】平成16年1月15日(2004.1.15)
【出願人】(598123677)ゴア エンタープライズ ホールディングス,インコーポレイティド (279)
【Fターム(参考)】
【公開日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願番号】特願2010−74823(P2010−74823)
【出願日】平成22年3月29日(2010.3.29)
【分割の表示】特願2006−501012(P2006−501012)の分割
【原出願日】平成16年1月15日(2004.1.15)
【出願人】(598123677)ゴア エンタープライズ ホールディングス,インコーポレイティド (279)
【Fターム(参考)】
[ Back to top ]