
硬質材料膜
【課題】改善されたアーク蒸着プロセスよって良好な性質を有する酸化硬質皮膜を経済的に析出させて提供する。
【解決手段】 本発明は、機能膜(32)として加工物(30)上でアーク−PVD法によって析出される硬質材料膜において、この膜が本質的に、周期系の亜族IV、V、VIの遷移金属およびAl、Si、Fe、Co、Ni、Co、Yの金属(Me)の少なくとも1つからなる電気的に絶縁する酸化物として形成され、かつ前記機能膜(32)が希ガスおよびハロゲンを含有しない硬質材料膜に関する。
【解決手段】 本発明は、機能膜(32)として加工物(30)上でアーク−PVD法によって析出される硬質材料膜において、この膜が本質的に、周期系の亜族IV、V、VIの遷移金属およびAl、Si、Fe、Co、Ni、Co、Yの金属(Me)の少なくとも1つからなる電気的に絶縁する酸化物として形成され、かつ前記機能膜(32)が希ガスおよびハロゲンを含有しない硬質材料膜に関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特許請求項1の上位概念に従った加工物(30)上の酸化アーク−PVD機能膜(32)として析出された硬質材料膜に関する。
【背景技術】
【0002】
電子パルスの供給による、アークカソードとしても知られているアーク蒸着ソースの操作は従来技術ですでにかなり以前から公知である。アーク蒸着ソースを用いて効率性の高い蒸着速度およびしたがって高い析出速度をコーティングの際に達成することができる。さらに、この種のソースの構造は技術的に比較的簡単に実現される。このソースは、比較的安価な直流電源で実現されうる電流では通常約100A以上の範囲でかつ電圧では数ボルトから10ボルトまでで動作する。これらソースにおける本質的な欠点は、陰極点の範囲内でターゲット表面におけるきわめて早く進行する溶融が生じることであり、このことによって滴、いわゆるドロップレットが形成され、このドロップレットは飛沫として飛ばされ、さらに加工物上で凝縮しかつしたがって膜性質に不利に影響を及ぼす。例えばそれにより膜構造が不均一になり、表面あらさが悪化する。膜品質に対する要求が高い場合にはこのようにして得られた膜はしばしば商品としては使用することはできない。したがってこの問題を軽減することが、アーク蒸着ソースを電源の純粋なパルス運転で動作させることによって既に試みられている。但し、それによってこれまで飛沫形成において一義的な改善のみを達成することができた。
【0003】
反応性プラズマ中の金属ターゲットから化合物の析出のための反応ガスの使用は、これまで電気的に伝導性の膜の製造にのみ制限されていた。非伝導性の、つまりたとえば反応ガスとして酸素の使用下の酸化物のような誘電性の膜の製造において飛沫形成の問題が増大している。この場合のプロセスに必ず伴うアーク蒸着装置のターゲットの表面および対向電極、例えばアノードおよびまた真空処理装置のその他の部分の不導体膜による再被覆(Wiederbelegung)は、アーク放電の完全に不安定な状況および、それどころか消失をもたらす。このケースではアーク放電はそのような場合には繰り返し改めて点弧されなければならないだろうし、あるいはプロセスの実施がそのことによってまったく不可能になる。
【0004】
欧州特許第0666335号明細書ではアーク蒸着装置を用いた純粋に金属の材料の析出について、飛沫形成を減少させるために直流にパルス化された電流を重ねることによってこの直流の基本電流を低下させることができることが提案されている。この場合には、100Hz〜50kHzの範囲内の比較的低いパルス周波数でコンデンサ放電によって生成しなければならない5000Aまでのパルス電流が必要である。この処置は、アーク蒸着ソースを用いた純粋に金属のターゲットの非反応性の蒸着の場合にドロップレット形成を防止するために提案されている。不導体の、つまり誘電体の皮膜に対する解決はこの文献には示されていない。
【0005】
アーク蒸着ソースを用いた反応性のコーティングの場合には、特に絶縁膜の製造の際に反応性およびプロセス安定性が不足する。他のPVDプロセス(例えばスパッタ)と異なり、絶縁膜は導電性ターゲットのみを用いたアーク蒸着により製造されることができる。例えばスパッタの場合にそうであるように高周波を用いた動作はこれまで、高周波を有する大電流電源を動作させることができる技術の欠陥で失敗する。パルス化された電源を用いた動作は1つの選択であるようである。ただし、その場合には前述したようなアークが繰り返し点弧されなければならないか、あるいはパルス周波数がアークが消える程度に大きく選択されなければならない。これは特殊材料のための、たとえばドイツ連邦共和国特許第3,901,401号明細書のようにグラファイトを用いる適用において機能するとみられる。但し、グラファイトは絶縁体ではなく、たとえ普通の金属よりも粗悪な伝導性であっても電気的に伝導性である。
【0006】
酸化されたターゲット表面の場合には機械的な接触を介しかつ直流電源を用いた新たな点弧が不可能である。反応性アーク蒸着における本来の問題はターゲットおよびアノードもしくはアノードとして接続されたコーティングチャンバ上の絶縁膜による被覆である。この絶縁被覆は、その形成の経過中に火花放電のバーニング電圧を増大し、増加した飛沫およびフラッシオーバ、火花放電の中断で終了する不安定なプロセスを引き起こす。ターゲットの被覆は、導電性表面を減少させる島の成長を伴う。著しく希薄な反応ガス(例えばアルゴン/酸素混合物)はターゲットでの成長を遅らせることはできるが、しかしプロセス不安定性の根本的な問題は解消されない。カソードとアノードを交互にそのつど新たに点弧しながら動作させる米国特許第5,103,766号明細書による提案はプロセス安定性に十分に寄与するが、しかし飛沫を増大させる。
【0007】
例えば反応スパッタの場合に可能であるパルス化された電源による打開策は、典型的なアーク蒸着では行うことができない。それは、電源供給が中断される場合にグロー放電がアークより「長く生きる」ことに起因している。絶縁膜によるターゲットの被覆の問題を回避するために、絶縁膜を生成するための反応性プロセスの場合には反応ガス入口がターゲットから場所的に分離される(その際、プロセスの反応性は基板の温度も酸化/反応を可能にする場合に保証されているだけである)かあるいは飛沫とイオン化された部分の分離が行なわれ(いわゆるフィルタードアーク)、かつ反応ガスはフィルタリング後にイオン化蒸気に添加される。
【0008】
さらに、基板の熱負荷のそれ以上の削減の可能性もしくは適応の可能性の要望があり、かつ陰極アークコーティングにおいて低温プロセスを実施する可能性がある。国際公開第03018862号パンフレットにはプラズマソースのパルス運転が、基板の熱負荷を削減する1つの可能な方法として記載されている。ただし、その文献ではスパッタ法の領域の根拠は十分に有効である。それはアーク蒸着とは関係なく製造される。
【0009】
硬質材料コーティングの適用範囲に対して、特に以前から対応する硬度、付着強度および制御された所望のトライボロジ特性を有する酸化硬質材料を製造できることへのニーズがある。一つの重要な役割は、ここで酸化アルミニウム、特に酸化アルミニウムクロムが果たすことができよう。PVD(Physical Vapor Deposition物理蒸着法)の分野におけるこれまでの従来の技術は、ここで大抵γ−酸化アルミニウムおよびα−酸化アルミニウムの製造のみに取り組んでいる。大抵挙げられる方法は、プロセス信頼性およびコストに関してこの適用の場合に大きい欠点を有するデュアルマグネトロンスパッタリングである。日本国特許は、工具と接続される皮膜システムに集中しており、かつ製造方法としてアークイオンプレーティング法を挙げている。一般的な要望はα−酸化アルミニウムを析出できることである。しかしそのために慣用のPVD法は、この構造を得るために約700℃またはそれ以上の基板温度を必要とする。幾つかの利用者はこの高い温度を核生成膜によって洗練された方法で回避することを試行している(TiAlN、Al−Cr−O−系の酸化)。しかしこれは、このプロセスを必ずしも比較的廉価および迅速にしない。今日までアーク蒸着を用いてα−酸化アルミニウム膜を満足のいくように製造できることは不可能とみられていた。
【0010】
従来の技術に関して特に反応性プロセスによる酸化膜の製造に関して、要約して以下の欠点が記載される。
1.アーク放電のアーク蒸着カソードもしくはアノードと反応ガス入口を有する基板領域との間の空間的析出が付与されていない場合、絶縁膜の析出のための安定したプロセスの実施が不可能である。
2.飛沫問題の根本的な解決策は無い:集成物(飛沫)は完全に反応が完了されず、膜内の金属成分を生じ、膜表面の増大した粗さおよび化学量論が妨げられる。
3.基板の熱負荷が高温相による酸化物の製造に対して不充分に大きすぎるので、低温プロセスを実現する不充分な可能性。
4.アーク蒸着による絶縁膜のための平坦に蒸発させた中間膜の製造はこれまで不可能であった。
【0011】
スパッタと異なり、カソードアークによるコーティングは本質的に蒸着プロセスである。高温の陰極点とその周辺部との移行部で原子サイズではない部分が飛沫となって同伴されると推測される。この集成物(Konglomerate)は、飛沫の中で完全に反応しつくされることはできないものとして基板にぶつかって結果的に粗い表面を生じさせる。この飛沫の回避ないしは分解はこれまで成功しておらず、反応性のコーティングプロセスにとってはいまだまったく成功していない。この場合にはアークカソード上に、例えば酸素雰囲気下で、付加的に、飛沫形成を増大させる傾向のある酸化物薄膜がなお形成される。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】欧州特許第0666335号明細書
【特許文献2】ドイツ連邦共和国特許第3,901,401号明細書
【特許文献3】米国特許第5,103,766号明細書
【特許文献4】国際公開第03018862号パンフレット
【特許文献5】特開2000−129445号公報
【特許文献6】特開2002−254228号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明の課題は、従来技術の上記欠点を取り除くことである。殊にこの課題は、蒸着した材料および、プロセスに関与する、反応ガスのより良好なイオン化によってプロセスにおける反応性が高められるように少なくとも1つのアーク蒸着ソースを用いてより良好な性質をもつ皮膜を経済的に析出させることである。この反応プロセスの場合には飛沫の大きさと頻度が、殊に絶縁膜を生成するための反応性プロセスの場合には、本質的に減少されるべきである。さらにより良好なプロセス制御、例えば蒸着速度の制御、膜品質の向上、膜性質の調整可能性、反応の均一性の改善ならびに析出膜の表面粗さの削減を可能にすべきである。これら改善は殊に傾斜膜および/または合金の製造の場合にも重要である。絶縁膜の製造のための反応プロセスにおけるプロセス安定性は一般的に高められるべきである。特に、酸化硬質材料膜、好ましくは本質的にαおよび/またはγ構造を有する酸化アルミニウム膜および/または酸化アルミニウムクロム膜の経済的な析出を可能にするアーク蒸着プロセスが可能になるべきである。
【0014】
さらに低温プロセスは、好ましくは700℃以下で、また方法の高い経済性でも実現できるべきである。そのうえ低温プロセスが方法の高い経済性とともに実施することもできなければならない。さらに装置および殊にパルス化された運転のための電源のための費用が少なく維持されることができなければならない。上記課題は、そのつどの必要とされる使用分野に応じて個別あるいはそれらの組み合わせででも生じる。
【0015】
この課題は本発明によりアーク蒸着PVD法によって製造された、特許請求項1に従った硬質材料膜によって解決される。従属請求項はその他の有利な実施形態を定義する。
【課題を解決するための手段】
【0016】
この課題は、本発明により硬質材料膜がアークPVD機能膜として加工物上に析出されることによって解決され、この膜が本質的に金属(Me)Al、Cr、Fe、Ni、Co、Zr、Mo、Yの少なくとも1つからなり、かつ機能膜が2%未満の希ガスおよび/またはハロゲンの濃度を有する電気的に絶縁する酸化物として形成されている。但し、希ガスの濃度は0.1%未満、特に0.05%以下、またはより良くは零であり、および/またはハロゲンの濃度は0.5%以下、特に0.1%以下またはより良くは零である。これらのガスは可能な限り少ない量で膜の中に取り込まれ、かつそのためアーク蒸着プロセスは排他的に純反応ガスまたは純反応ガス混合物を用いてHe、Ne、Arのような希ガス成分またはF2、Cl2、Br2、I2のようなハロゲンガスもしくはCF6または類似物のようなハロゲン含有化合物なしに実施される。
【0017】
公知のCVD法は、望ましくない約1100℃の高い温度で1つの膜が析出されるハロゲンガスを使用する。公知のスパッタプロセスは、反応プロセス条件でも、アルゴンのような高い割合の希ガスを用いて運転される。この膜内のこの種のガスの濃度は前記値を下回り、または好ましくは零にするべきである。本発明に従ったパルスアーク蒸着プロセスは、この種のプロセスガスなしでも済ませることを可能にする。
【0018】
出願番号CH00518/05をもつ先行の特許出願明細書は本質的にこの問題についてすでに解決策アプローチを指摘する。完全に反応したターゲット表面に対して特に良好に適しており、かつ直流駆動アーク蒸着ターゲットに対して飛沫形成の明らかな低減を示す第1の解決策が記載されている。この出願明細書において、これは図2に模式的に示されているように、パルス電源を有するアーク蒸着ソースの直流給電に大電流パルスを重ね合わせることが提案される。より高い経済性で飛沫およびその大きさのさらなる低減は、CH00518/05への優先権を取得し、かつ発展的開発を表す後続の特許出願CH01289/05に従った処置によって達成される。この出願明細書において、直流電源に接続される第1電極を含む、少なくとも1つのアーク蒸着ソースを有する加工物の表面加工のための真空処理装置が設けられており、付加的に1つの、アーク蒸着ソースから分離して配置された、第2電極を設けており、かつ両方の電極は個々のパルス電源に接続されている。従って、両方の電極の間でプロセスの非常に良好な可制御性で関与した材料の特に高いイオン化を可能にするただ1つの個々のパルス電源を有する付加的な放電区間が作動される。第2電極は、この場合もう1つのアーク蒸着ソース、加工物ホルダもしくは加工物自体とすることができ、それによって第2電極がこの場合バイアス電極として駆動される、または第2電極は低電圧アーク蒸着装置のアノードを形成する蒸着坩堝として構成することもできる。
【0019】
特に好ましい形成は、両方の電極がそれぞれ1つのアーク蒸着ソースのカソードであり、かつこのアーク蒸着ソースが保持電流の維持のために、自体直接直流電源に接続され、かつ両方のソースのアークもしくはアーク放電が運転中に消弧されないように、両方のカソードが個々のパルス電源に接続されている。したがってこのコンフィギュレーションの場合には1つだけのパルス電源が必要である、というのもこのパルス電源はアーク蒸着装置の両電極間に直接接続されているからである。高いイオン化度およびプロセスの良好な可制御性のほかに装置の高い効率も調整される。これら2つの電極およびそれにより付加的に生成されるパルス放電ギャップの間にこの放電ギャップに対して電気的に、負および正の部分からなるバイポーラパルスが生成され、そのことによりこの供給された交流電圧の全周期時間がプロセスに利用されることができる。事実上、利用されないパルスブレークは発生せずかつ負ならびに正のパルスが中断なく全体としてプロセスに寄与する。析出速度はそれによって付加的に増大させることができ、付加的な高価なパルス電源を使用する必要がない。2つのアーク蒸着ソースを有するこの装置は、反応ガスを使用した金属ターゲットからの皮膜の析出に特に適当である。この配列は、その上完全にアルゴンのようなシールド希ガスを省くことが可能になり、かつ純反応ガスを用いて、その上驚くべきことに純酸素を用いて作業することができる。蒸着した材料も、またたとえば酸素のような反応ガスの高い達成可能の絶縁率は、バルク材料の品質へ近づける高い品質を有する非伝導性の膜が発生される。プロセスはこの場合にはきわめて安定して進行し、意外にもこの場合にはさらに飛沫形成も劇的に削減されるかまたはほぼ完全に回避される。しかしまた前記長所は、2つのアーク蒸着装置を有する配列の形成時のような前記の好ましい影響が同じ程度で達成されないにもかかわらず、たとえばバイアス電極または低電圧アーク蒸着坩堝のような第2電極としての別のソースの使用によって達成することもできる。
【0020】
本出願は、本質的に電気的に非伝導性の酸化膜の析出の前記課題に対して第1の解決策アプローチを提示する両方の前記先行出願CH00518/05および01289/05に対する優先権を取得する。本特許出願明細書で紹介された発明は、プロセスの実施および適用に関する発展的開発である。これら両方の出願は、それによって本出願の組み込まれた構成要素である。
【図面の簡単な説明】
【0021】
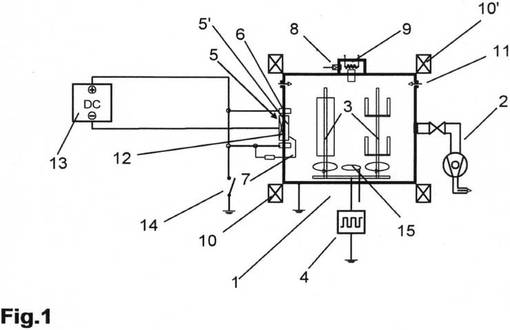
【図1】従来の技術に相当するアーク蒸着コーティング装置の模式図である。
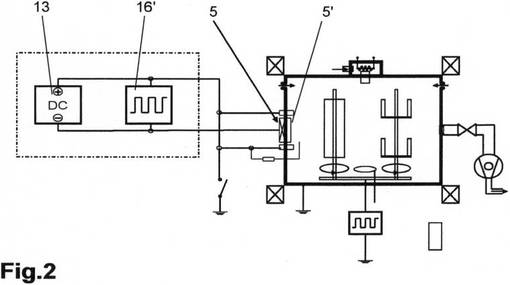
【図2】重ね合わされた大電流パルスによる運転時の1つの直流給電式アーク蒸着ソースを有する第1の本発明に従った配列である。
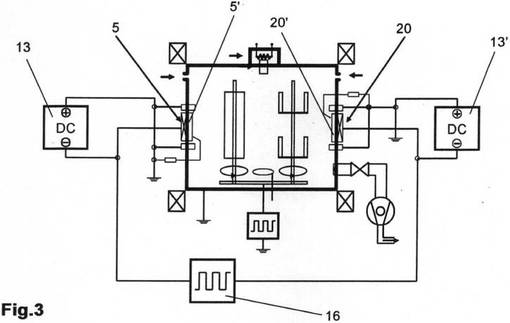
【図3】本発明に従った2つの直流給電式アーク蒸着ソースと中間に接続された大電流パルス電源とを有する第2の配列、デュアルパルスアーク蒸着配列である。
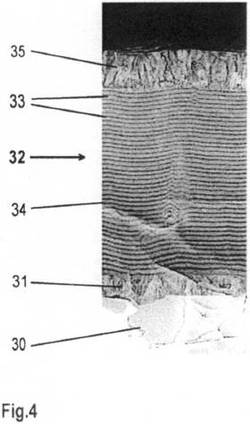
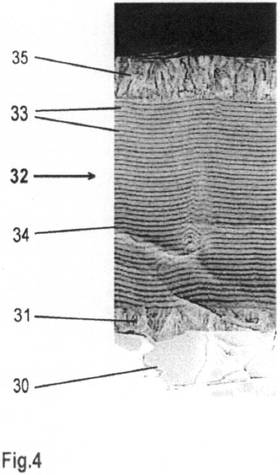
【図4】本発明に従った多重膜として析出された膜の断面図である。
【図5】図4による膜の拡大断面図である。
【発明を実施するための形態】
【0022】
次に本発明を図により例としてかつ図示しながら詳説する。
図1には、直流電源13を備えたアーク蒸着ソース5を動作させるための、従来技術で公知の装置を示す真空処理装置が示されている。該装置1に、この真空処理装置1のチャンバ内に必要な真空を生成するためのポンプシステム2が備えられている。ポンプシステム2は、圧力<10−1mbarでのコーティング装置の運転を可能にし、かつ典型的な反応ガス、例えばO2、N2、SiH4、炭化水素などを用いた運転も保証する。反応ガスは、ガス入口を介してチャンバへ流入し、かつそこで対応して分配される。さらに別のガス入口を通して付加的な反応ガスを流入させ、しかしまたはアルゴンのような希ガスも、これがたとえば非反応性膜のエッチングプロセスまたは析出に対して必要になる場合、ガスを単独でおよび/または混合物で利用するために流入させることも可能である。装置に配置された加工物ホルダ3は、通常金属材料から製造されるここでそれ以上図示しない加工物の収容および電気的接触と、この種のプロセスを有する硬質材料膜の析出とに利用される。加工物に基板電圧あるいはバイアス電圧を励起するためにバイアス電源4が電気的に加工物ホルダ3と接続されている。バイアス電源4はDC、ACまたはバイポーラパルスもしくは単極性パルス―基板電源であることができる。処理チャンバ内のプロセス圧力およびガス組成物を設定および制御するために、プロセスガス入口11経由で希ガスもしくは反応ガスが入れられてもよい。
【0023】
アーク蒸着ソース5の構成要素は、背後にある冷却板を備えるターゲット5’と、ターゲット表面の周辺領域に配置された、点弧フィンガ7ならびにターゲットを取り囲むアノード6である。スイッチ14を用いて、電源13の陽極のアノード6の非接地の運転と定義された零電位あるいは大地電位を有する運転との間で選択することができる。点弧フィンガ7を用いて例えばアーク蒸着ソース5のアーク放電の点弧の際にカソードとの短時間の接触が行なわれ、続いてカソードは引き離され、そのことによりアークが点弧される。点弧フィンガ7はこのために例えば限流抵抗器を介してアノード電位と接続されている。
【0024】
真空処理装置1に任意に、プロセスの実施がそれを必要とする場合には、付加的なプラズマソース9がさらに装備されてもよい。この場合にはプラズマソース9は、熱陰極を用いた低電圧アークを生成するためのソースとして形成されている。熱陰極は例えば小さなイオン化室中に配置されたフィラメントとして形成されており、このイオン化室中にガス入口8を用いて作動ガス、例えばアルゴンが、真空処理装置1の主チャンバ内にまで及ぶ低電圧アーク放電の生成のために入れられる。低電圧アーク放電の形成のためのアノード15は蒸着プロセス装置1のチャンバの中に対応して位置決めして配置されており、公知の方法でカソードとプラズマソース9とアノード15との間にある直流電源によって駆動される。必要な場合には、低電圧アークプラズマの磁界集束ないしは磁気案内のために真空処理装置(1)の周囲に置かれたコイル(10,10’)、例えばヘルムホルツ様装置(helmholzartige Anordnungen)が付加的に備えられていてもよい。
【0025】
対応して本発明に従って、図2に示したアーク蒸着ソース5が付加的にパルス大電流供給装置16’によって給電されて駆動される。このパルス電源16’は、好ましくは直接直流電源に重ね合わされる。もちろん両方の供給装置はその保護のために互いに電気的に結合して運転されなければならない。これは通常の方式で、電気当事者に良く知られているように、インダクタンスのようなフィルタを用いて行うことができる。すでにこの配列によって、本発明に従って、たとえばPVDスパッタプロセスにおけるアルゴンまたはCVDプロセスにおける前駆体のハロゲンのような望ましくないシールドガス成分なしに酸化物、窒化物等のような純反応ガスまたは反応ガス混合物を用いて膜を析出することが可能になる。特にそれによって、非常に困難に経済的に得られる、電気的に非伝導性の、純酸化物を所望の結晶形態で生成し、かつ膜として析出することが可能である。この反応性パルスアーク蒸着法はそれによってRPAE法と呼ばれる。
【0026】
もう1つの改善されたかつ好ましい真空処理配列の本発明に従った構成において、ここでターゲット電極5’を有する第1のアーク蒸着ソース5のほかに、これを図3に示したように、第2のターゲット電極20’を有する第2のアーク蒸着ソース20が設けられている。両方のアーク蒸着ソース5、20は、直流電源が基本電流によってアーク放電の維持を保証するように、それぞれ1つの直流電源13および13’によって駆動される。直流電源13、13’は今日の技術水準に相当し、かつコスト好適に実現することができる。両方のアーク蒸着ソース5、20のカソードを形成する両方の電極5’、20’は本発明に従って、両方の電極5’、20’にパルスの一定の形状および立上りしゅん度を有する高いパルス電流を引き渡すことができる個々のパルス電源16に接続されている。図3による図示した配列において両方のアーク蒸着ソース5、20のアノード6はプロセス装置1のアースの電位に引き込まれている。これはそれによってデュアルパルスアーク蒸着(DPAE)法とも呼ばれる。
【0027】
アースを引込みまたはアースなしで火花放電を駆動することが可能である。好ましいアースなしの場合において、第1の直流電源13はその負極と共に第1のアーク蒸着ソース5のカソード5’に接続され、かつその正極で対向する第2のアーク蒸着ソース20のアノードに接続されている。第2のアーク蒸着ソース20は同様に駆動され、かつ第2の電源13’は、第1のアーク蒸着ソース5のアノードの正極に接続されている。アーク蒸着ソースのアノードのこの対向する運転はプロセス中の材料の良好な絶縁をもたらす。アーク蒸着ソース5、20のアースなしの運転もしくは浮動または浮遊運転は、しかしまた対向するアノード給電の使用なしでも実行することができる。さらに、選択的にアースなしおよびアース接続された運転の間で切り換えできるようにするため、図1に示したようにスイッチ14を設けることが可能である。
【0028】
この「デュアル・パルスド・モード」のための電源は種々のインピーダンス範囲を網羅できなければならず、かつそれにもかかわらず電圧がかかった状態でなお「堅固」でなければならない。それはつまり、該電源が大電流を提供しなければならないが、しかしその場合にそれにもかかわらず十分に電圧安定に動作することができるということである。このような供給の一例は、番号CH518/05をもつ前記特許出願番号CH1289/05と同じ日付で平行に出願された。
【0029】
本発明の第1の、そして有利な使用分野は、例えば図3に示されている2つのパルス化されたアーク蒸着ソース(5,20)を用いた陰極アーク蒸着の使用分野である。この使用についてはインターバルにおけるインピーダンスは約0.01Ω〜1Ωである。なおここで、ソース、これらソース間で「デュアルでパルス化」される、のインピーダンスが通常さまざまであることが注記されなければならない。それは、これらが異なる材料もしくは合金から成るか、かつソースの磁界が異なるか、またはソースの材料の除去が異なる段階であることが原因である可能性がある。この「デュアル・パルスド・モード」によって、2つのソースが同じ電流を消費するようなパルス幅の調整についての均等化がこれからは可能となる。結果として種々の電圧がソースにもたらされる。プロセスの実施にとって望ましいと思われる場合には、当然のことながら電源は電流に関して非対称にも負荷されてもよく、このことは例えば種々の材料の傾斜膜について該当する。供給の電圧安定性は各プラズマのインピーダンスが小さくなるほど、実現はますます困難になる。従って、種々の出力インピーダンスへの供給の可切換性もしくは可追従制御性は、その出力の全領域を利用したい場合、つまりたとえば範囲500V/100Aから50V/1000Aへまたは平行出願番号CH518/05で実現されているように特に長所となる。
【0030】
殊に2つのアーク蒸着ソースから成る、このようなデュアルでパルス化されたカソード装置の利点は次のようにまとめられる。
【0031】
1.急傾斜のパルスにおける高められた電子放出がより大きな電流(基板電流とも)および蒸発した材料および反応ガスの高められたイオン化度をもたらす。
【0032】
2.絶縁膜の生成の場合の高められた電子密度が基板表面のより速い放電にも寄与し、すなわち基板における比較的小さな再負荷時間(Umladezeiten)(あるいはまたバイアス電圧のパルスブレークのみ)が生成する絶縁膜を放電するのに十分である。
【0033】
3.2つの陰極アーク蒸着ソース間のバイポーラ運転によってほぼ100%のパルスブレーク比率(デューティサイクル)が可能となり、それに対し1つだけのソースのパルスは必然的に常に休止を必要とし、したがって効率はそれほど高くない。
【0034】
4.互いに向かい合わせになっている2つの陰極アークソースのデュアルでパルス化された運転によって基板領域が濃密なプラズマに浸され、この領域における、また反応ガスの、反応性が高められる。基板電流の増大が明らかである。
【0035】
5.酸素雰囲気下の反応プロセスの場合にパルス化運転でなお高められた電子放出値が達成されることができ、かつ金属ターゲットからの従来の蒸着の場合に該当するような火花領域の溶融が十分に回避されることができる。その他の外部ガスまたはシールドガスなしの純酸化反応モードにおける作業はここで難なく可能である。
【0036】
本発明の先に述べた種々の可能な実施の形態において上記の有利なプロセス特性を達成できるようにするために、パルス電源16、16’は種々の条件を満たさなければならない。バイポーラのパルス表現の場合にはプロセスは、10Hz〜500kHzの範囲内である周波数で操作することができる。イオン化特性のために、ここで停止可能のパルスの立上りしゅん度が重要である。立上りエッジU2/(t2−t1)、U1(t6−t5)量も、立下りエッジU2/(t4−t3)およびU1(t8−t7)の量も、0.02V/ns〜2V/nsの範囲にある急峻度を有するべきであり、かつ、これは少なくとも無負荷運転でつまり負荷なしに、しかし好ましくは負荷の場合でも有するべきである。もちろん立上りしゅん度は、それぞれ対応する負荷もしくは印加されるインピーダンスの大きさまたは対応する調整の高さに応じて運転時に影響を受ける。バイポーラ表示におけるパルス幅は、t4〜t1およびt8〜t5に対して≧1μsが有利であり、休止t5〜t4およびt9〜t8は有利に本質的に0とすることができ、しかし一定の前提条件下に≧0μsとすることができる。パルスブレークが>0である場合には、この運転は間隙があると呼ばれ、かつ例えばパルス間隙幅の可変の時間シフトによってプラズマへのエネルギーの適切な入力およびその安定性を調整することができる。パルスモードが1000Vで500Aまで可能であるようにパルス電源が設計される場合に特に有利であり、この場合パルス断続比(デューティサイクル)は、設計された可能な供給出力に対して対応して考慮もしくは適合されなければならない。パルス電圧の立上がりしゅん度のほかに好ましくは、パルス電源(16)が500Aへの電流増大を少なくとも1μ秒で克服することができることに注意が払われる。
【0037】
直流給電および重ね合わせた大電流パルス給電(RPAE、DPAE)を有するアーク蒸着ソースのここに紹介した運転によって、1つまたは複数の金属ターゲットから反応ガス雰囲気を用いて対応する金属化合物を加工物30上へ析出することが可能である。これは特に、この方法が希ガス、通常はアルゴンのような付加的なシールドガスが不要なので、純酸化膜の生成に好適である。それによってアーク蒸着装置5、20のプラズマ放電は、たとえばおよび好ましくは純酸素雰囲気中で所望の動作圧力で放電が不安定になることなく実施することができ、または強すぎる飛沫形成または粗悪な膜特性のような役立たない結果を提供することを阻止できる。またCVD法の場合のようにハロゲン化合物を使用する必要もない。これは、初めて低いプロセス温度、好ましくは500℃以下で、結果においてそれにもかかわらず耐熱性であり、好ましくは800℃以上であり、かつたとえば高い耐酸化性のような化学的に非常に耐性がある高い品質を有する耐摩耗性の酸化硬質材料膜を経済的に製造することを可能にする。さらに安定した膜系の達成のためにそれと結合した酸化による酸素の拡散は、より低い膜系および/または加工物で可能な限り回避されるべきである。
【0038】
ここで酸化膜は難なく反応ガスとして純酸素中で周期系の亜族IV、V、VIの遷移金属およびAl、Si、Fe、Co、Ni、Yから製造することができ、その際にAl、Cr、Mo、ZrならびにFe、Co、Ni、Yが好ましい。機能膜32は前記金属の1つまたはそれ以上の酸化物として希ガスおよび/またはClのようなハロゲンを全く含んではならず、しかし少なくとも0.1%未満またはより良くは0.05%未満の希ガスおよび0.5%未満またはより良くは0.1%未満のハロゲンを、所望の膜品質を達成するために含有する。
【0039】
この種の機能膜32または多重膜系33(マルチレイヤ)は、特に硬質材料膜として0.5〜12μm、好ましくは1.0〜5.0μmの範囲の厚さを有するべきである。機能膜として直接加工物30上で析出させることができ、これは工具、機械部材、好ましくは割出差込工具のような切削工具である。この膜と加工物30との間に少なくとも1つの別の膜または膜系を、特に付着膜を形成し、かつ好ましくは周期系の亜族IVa,VaおよびVIaの金属の1つを含有し、および/またはAlまたはSIを含有し、またはこれらの混合物を含有する中間膜31の形成のために析出することができる。良好な付着性質は、この金属の化合物、N、C、O、Bまたはこれらの混合物によって達成され、化合物はNを有すると有利になる。中間膜31の膜厚は、0.05〜5μm、好ましくは0.1〜0.5μmの範囲におくべきである。機能膜32および/または中間膜31の少なくとも1つは有利に延伸膜34として形成することができ、それによって各膜の性質の良好な移行部が生ぜしめられる。この延伸は金属から窒化物を経て窒素酸化物へ、かつ純酸化物にまで及ぶことができる。つまり、延伸領域34が形成され、そこで相互突合せ膜の材料、または中間膜が無い場合は、加工物材料が互いに混合される。
【0040】
機能膜32上に、必要である場合は、もう1つの膜または膜系35を被覆層として析出することができる。被覆層35は、被覆された加工物30のトライボロジ挙動のさらなる改善のために付加的な摩擦低減膜として析出することができる。
【0041】
それぞれの要件に応じて、これが延伸膜34として隣接部が形成される領域で、または個々の膜の内部で任意の形式の濃度勾配が発生される領域で前記膜または膜系の1つまたは複数の膜を形成できる。本発明において、これは、それぞれそのために必要なガスの種類および反応性アークプラズマプロセスのガス量を調整するために蒸着プロセス装置1の中へ反応ガスを制御して吹付けることによって簡単に可能である。
【0042】
ここで難なく機能膜32としての所望の硬質材料性質で、さらに本質的に化学量論の組成物を有する酸化アルミニウム膜(Al2O3)膜を製造することができる。機能膜32として特に好ましい硬質材料膜は本質的に式(AlxMe1−x)yOz(式中、Meは好ましくは金属Cr、Fe、Ni,Co、Zr、Mo、Yの1つであり、個別的または混合物でも関与物質のそれぞれ所望の割合x、yおよびzに応じて調整可能である)のアルミニウム金属(Me)金属酸化膜からなる。さらに特に好ましくには、それによって式(AlxCr1−x)yOzまたは(AlCr)yOzを形成する(AlxMe1−x)yOzの金属混合酸化物中の金属Meとしてのクロムである。この場合、膜中の金属クロムの割合1−xは5〜80At%、好ましくは10〜60At%を有するべきである。硬質材料機能膜32として、金属窒化物、特にアルミニウムクロム窒化物(AlCr)yNzまたは必要であれば(AlTi)yNzが非常に好適である。
【0043】
プロセスの実施の標定した可能性によって、ここで酸化アルミニウムおよび酸化アルミニウムクロムの場合も特に所望のα構造および/またはγ構造を達成できることも可能である。
【0044】
反応ガスの供給の制御を介した該反応ガスの組成物を有する膜条件の前記の簡単な調整可能性のために、かつ安定したプロセスの実施のために、初めて多重膜系(マルチレイヤ)33を任意に多くのレイヤーで、かつ任意の組成物で、かつさらに延伸性をもたせて製造できることも可能である。この場合、複数のレイヤーを種々の材料から、またはしばしば有利であるが、交互に等しい材料でサンドイッチ形式として製造することができる。硬質材料機能膜32の場合、材料組成物が周期的に変わる繰返しの膜順対33を有する膜系が有利である。特に、Me1からMe2酸化物へ、および/またはMe1窒化物からMe1酸化物へ、および/またはMe1窒化物からMe2酸化物への構造は、機能膜もしくはこの膜系の耐用期間およびより少ない割れ形成に関して卓越した結果を提供する。多重膜33として機能膜32の一例は図4に示し、かつ図5に拡大断面図を示す。交互の窒化アルミニウムクロム(AlCr)xNyの好ましい材料対は本発明に従った方法、好ましくは化学量論の材料組成物により酸化アルミニウムクロム(AlCr)xOyによって製造されたことを示している。膜パッケージは本例42において上述のように交互の材料を有する膜対を含む。この機能膜32の全膜厚は、多重膜系33として約4.1μmになり、それによって膜対の厚さ、つまり2つのレイヤーは98nmになる。その他の好ましい材料対は、本発明に従った方法により、好ましくは化学量論の材料組成物で、交互に窒化アルミニウムジルコニウム(AlZr)xNyが酸化アルミニウムジルコニウム(AlZr)xOyで製造される。機能膜32としての硬質材料層に対して、多重膜系33が少なくとも20レイヤー、好ましくは500レイヤーを有する場合に有利である。この場合、レイヤーあたりの厚さは0.01〜0.5μmの範囲、好ましくは0.2〜0.1μmの範囲にあるべきである。膜の個別的に隣接するレイヤーの領域で延伸部34も明らかに移行部の良好な挙動に配慮されている。図4による例において例として被覆層35も摩擦低減膜として機能膜32、33を介して析出される。被覆層は窒化チタンからなり、厚さ約0.83μmである。機能膜の下に例として付加的に1つの中間膜31が付着膜として配置されており、この中間膜は厚さ約1.31μmであり、かつAl−Cr−N中間膜をRPAEで加工物30上へ析出された。
【0045】
ここに紹介されたコーティングは、単一膜または多重膜系かにかかわらず、好ましくは2μm未満にならないRz値および/または0.2μm未満にならないRa値を有するべきである。これらの値はそれぞれ直接刷毛かけ、サンドブラスト、研削等のような可能な後処理前に直接表面で測定される。それによってこの値は純粋にプロセスに制約された表面粗さを示す。RaのもとにDIN4768に準じる平均粗さが理解されている。これは全測定区間lm内部の平均ラインから粗さ特性の全偏差の算術平均値である。RzのもとにDIN4768に準じる平均粗さ深さが理解されている。これは粗さ特性において連続する5つの個別測定区間leの個別粗さからの平均値である。Rzは、最も深い谷と最高ピークの間隔に依存する。平均値形成によって個々のピーク(谷)の影響が緩和され、かつR特性が含まれているバンドの平均幅が計算される。
【0046】
本発明に従った紹介したコーティングは、特に切削工具、成形工具、射出成形金型または打抜工具である加工物に、しかし完全に特に割出差込工具に好適である。
【0047】
以下、基板処理の典型的経過は、本発明の使用下に、反応性パルスアーク蒸着コーティングプロセスは記載されている。本発明が実現される本来のコーティングプロセスのほかに、加工物の前処理および後処理に関係する他のプロセスステップについても詳述する。全てのこれらのステップは、幅広い変形を許容し、幾つかは特別の条件下に廃止、短縮または伸長またはその他も組合せることができる。第1のステップで加工物は通常湿式化学洗浄にかけられ、この洗浄はそれぞれの材料および前履歴に応じて様々に実施される。
実施例1:
切削工具、好ましくは割出差込工具のような、加工物30のコーティングのためのRPAE(反応性パルスアーク蒸着)によるAl−Cr−O膜32、(ならびにAL−Cr−N/Al−Cr−O−マルチレイヤ33)およびAl−Cr−N中間膜31の製造のための典型的なプロセス経過の説明。
【0048】
1.当業者に知られているような加工物(30)(基板)の前処理(洗浄等)
2.そのために設けたホルダへの基板の挿入およびコーティングシステムへの取り込み 3.当業者に知られているように、ポンプシステムによる約10−4mbarの圧力でのコーティングチャンバのポンプ排出(プレポンピング/拡散ポンプ、プレポンピング/ターボモレキュラーポンプ、最終圧力約10−7mbarを達成可能)
4.アルゴン水素プラズマまたはその他の公知のプラズマ処理における加熱ステップを有する真空中の基板前処理の開始。制限なしにこの前処理は以下のパラメータで実施することができる。
約100Aの放電電流、200Aまで、400Aまでの低電圧アーク放電のプラズマは、好ましくは基板がこの低電圧アーク放電のためのアノードとして接続されている。
アルゴン流50sccm
水素流300sccm
基板温度500℃(一部プラズマ加熱、一部輻射加熱による)
プロセス時間45分
好ましくは、このステップ中に基板30およびアースまたは基板が直流(好ましくは正)または直流パルス(単極性、双極性)またはMF(中間周波数)またはRF(高周波)として印加できるその他の基準電位の間の供給部に印加される。
【0049】
5.次のプロセスステップとしてエッチングがスタートする。そのために低電圧アークがフィラメントと補助アノードとの間で運転される。DC、パルス化されたDC、MFまたはRF電源が基板およびアースの間に接続されており、かつ基板が好ましくは負電圧で印加される。パルス化された電源およびMF、RF電源において正の電圧も基板に印加される。この電源は単極性または双極性に運転することができる。このステップ中の典型的な、しかし非排他的なプロセスパラメータ:
アルゴン流60sccm
放電電流 低電圧アーク150A
基板温度500℃(一部プラズマ加熱による、一部輻射加熱による)
プロセス時間30分
絶縁膜の製造時の低電圧アーク放電の安定性を保証するために、高温の伝導性の補助アノードを用いて処理されるかまたはパルス化された大電源が補助電極とアースとの間に接続されている。
【0050】
6.中間膜31を有する被覆の開始(約15分)
火花蒸着(ソース電流140A、Ar80sccm、N2 1200sccm、−80Vまたは−100Vから下げて−60Vもしくは40VへのバイアスによるCrN中間膜300nm。
被覆は低電圧アーク有りまたは無しで行うことができる。
【0051】
7.機能膜32への移行(約5分)
本来の機能膜への移行において、アークソースは付加的に50kHzで運転できる第2電源の単極性直流パルスに重畳される(図2)。さらにAlCrを膜として製造するために、Alターゲットが同じ方法で駆動される。たとえば10μsでパルス/10μs休止が作動され、この休止で150Aまでの電流が発生される。次いで200sccmの酸素の流入が実施される。
【0052】
8.AlCrNコーティングの帰還
酸素ガス流が安定化した後、AlCrNコーティングの減速が実施される。そのためにN2ガス流が低減される。このランプは約10分にわたって実施される。それに続きAr流が零に運転される(低電圧アークで作業されない場合)。
【0053】
9.機能膜32によるコーティング
本来の機能膜による基板のコーティングは純反応ガスで実施される(この場合は酸素)。最も重要なプロセスパラメータ:
酸素流400sccm
基板温度500℃
直流ソース電流60A
直流ソース電流に、50kHzのパルス周波数および10μsパルス/10μs休止のパルス特性を有する150Aのパルス直流電流(単極性)が重畳される。コーティングチャンバ内のプロセス圧力9×10−3mbar。基板でのバイアスが−40Vに戻される。酸化アルミニウムは絶縁膜であるため直流パルスまたはMF(50kHz−350kHz)として駆動されるバイアス供給が使用される。コーティングは低電圧アークと同時に実施することができる。この場合はより高い反応性が得られる。さらに低電圧アークの同時利用はコーティング中に直流成分をソースで低減できる長所も有する。
【0054】
これはアーク電流をより高くして、さらに低減することができる。このように案内されたコーティングプロセスは、数時間にわたっても安定している。ターゲット5、5’は薄い平坦な酸化膜で覆われる。しかしターゲット表面が酸素によって変化するにもかかわらず絶縁する島が発生せず、これはバーニング電圧の高さにも現れる。ターゲット表面は本質的により平坦になる。アークはより粗く進行し、かつ複数のより小さいアークに分割される。飛沫数は本質的に低減される。
【0055】
前記プロセスは、このプロセスがパルス電源に対する要件を少なくするので、基本的な好ましいバージョンである。直流給電は、アークのための最小電流または保持電流を供給し、かつパルス最大電源16、16’は飛沫の回避に利用され、プロセスをより安定化する。
【0056】
マルチレイヤ系33つまり多重膜系33を上記膜列に対して発生するための可能性は、ここで膜析出中の酸素流が減少または完全に遮断され、他方、窒素流が接続されることである。これは周期的にも非周期的にも排他的または混合された酸素窒素濃度の膜によって実施できる。この方法によりマルチレイヤ33が、図4と、図5に拡大して、例として断面図で示したように製造される。多くの場合、この機能膜32は、コーティングを外方へ閉鎖し、もう1つ別の膜がその上に続かない。
【0057】
摩耗特性はそれぞれの適用に応じておよび必要に応じて1つまたはそれ以上の被覆層35により「直留」(“getopt”)することができる。すでに上記のTiNトップコートを有するAlCrN/AlCrOマルチレイヤの例は、同様に図4に示されている。少なくとも1つの被覆層35はこの場合たとえば摩擦低減膜とすることができ、次に硬質材料膜32もしくは機能膜または多重膜が摩擦低減膜35のための保護膜として利用される。
【0058】
特に薄い酸化物含有の膜厚をもつマルチレイヤ機能膜33またはマルチレイヤ中間膜を製造する要望がある場合、好ましいプロセス変形は、まさにターゲットが第1被毒現象を示し(電圧上昇、大抵数分後)および次にそのつど再びたとえば窒素流に切り換えられるまでの間、酸化物を形成するターゲットの運転が酸素流下に実施されることによっても実施することができる。このプロセス変形は特に簡単であり、かつ存在する従来の技術(図1)つまりターゲットパルス運転によって実現できる。しかしこれは、それぞれの要件への膜厚の自由整合を可能にしない。
【0059】
2つまたはそれ以上のアーク蒸着ソースによるデュアルパルス運転中の前記例の態様はプロセスの実施および経済性に関して付加的な長所を提供する。
実施例2:
DPAE(デュアルパルスアーク蒸着装置)によるAl−Cr−O硬質材料膜系32およびCr−N中間膜31を有する切削工具、好ましくは割出差込工具のような加工物30のコーティング。
【0060】
実施例1に準じるステップ1ないし5を含む。
6.中間膜によるコーティングの開始(約15分)
−180V(36μsマイナス、4μsプラス)の双極性バイアスを有する、火花蒸着(ターゲット材料AlCr(50%、50%)、ソース電流180A、N2 800sccmによるAlCrN中間膜300nm。コーティングは低電圧アーク有りおよび無しで実施できる。この点まで、この方法は従来の技術に例として図1に記載しているように、この従来の技術に従う。
【0061】
7.機能膜32への移行(約5分)
本来の機能膜32への移行において、窒素は800sccmから約600sccmへ傾斜させて下げられ、それに続き400sccmの酸素流が入れられる。ここで窒素流は遮断される。
【0062】
8.機能膜32を有するコーティング
ここで、図3に示したように、双極性パルス最大電源16は、両方のアーク蒸着カソード5、20の間で運転される。前記プロセスにおいて約50Aの電流の時間的に正もしくは負の平均値で作動される。パルス時間はそれぞれ10μs休止を有する正および負の電圧領域に対してその中間の160Vの電圧でそれぞれ10μsになる。双極性パルス電源16による電流のピーク値はそれぞれのパルス形状に左右される。双極性パルス電流の各アーク蒸着カソード5、20およびピーク値による直流電流からの差分は、さもないとアーク(火花)が消弧されるので、いわゆるアーク蒸着カソード5、20の保持電流を下回ってはならない。コーティングの最初10分間にバイアスが−180Vから−60Vへ傾斜される。二重に回転する加工物30の典型的なコーティング率は3μm/hおよび6μm/hになる。つまり本来の機能膜32を有する加工物30のコーティングは、純反応ガス(この例の場合は酸素)で実施される。最も重要なプロセスパラメータを再度要約する。
酸素流400sccm
加工物温度500℃
AlソースおよびCrソース両者用の直流ソース電流180A
両方のカソード間の双極性パルス直流電流は周波数25kHzを有する。
プロセス圧力約9×10−3mbar
上述のように、コーティングは低電圧アークの運転と同時に実施できる。この場合に反応性のさらなる増加が特に加工物近傍で達成される。さらにコーティング中の低電圧アークの同時利用は、DC成分をソースで低減できる長所も有する。より高いアーク電流により、これはさらに低減することができる。
【0063】
このように案内されたコーティングプロセスは数時間にわたっても安定している。アーク蒸着装置5、20ターゲット5’、20’は薄く平坦な酸化膜で覆われる。これは望ましくかつ広範囲に飛沫がなくかつ安定したプロセスの前提条件でもある。この被覆はターゲットでの電圧上昇に体現されている。
【0064】
加工物は種々のコーティングで被覆され、かつ同じ条件下で実質的な比較試験にかけられる。
回転試験の試験条件:
この試験の基準として公知のTiAlN膜および公知のCVDにより析出されたα酸化アルミニウム膜を考慮した。全ての試験膜で4μmの膜厚を調査した。試験材料としてステンレス鋼(1.1192)を利用した。回転サイクルとしてそれぞれ1、2および4分を選択した。この切削速度は350m/min、送り0.3mm/rev、食い込み深さ2mmになる。この条件は、短い試験時間が加工物の切削エッジの高い温度で達成可能であるように選択された。自由面および切削面の摩耗および加工された鋼の表面粗さを調査し、かつ一定の増大した粗さが生じるまでの持続時間を算出した。摩耗に対する定量的基準としてこの耐久時間を算出した。
結果:
a)CVD膜α酸化アルミニウム(従来の技術)
膜厚d=4μm。
工具は4分間試験に耐えた。しかしながらSEMで試験後に膜材料がもはや切削面上に無かった。
【0065】
b)TiAlN膜(従来の技術)、d=4μm
この膜は、すでに2分未満後に第1の破壊を示し、かつ加工物に粗い表面を残した。
発明:
c)AlCrN中間膜、d=0.4μm
AlCrN/AlCrOマルチレイヤ、d=3.6μm
TiNトップコート、d=0.8μm
耐久時間4分
d)AlCrN中間膜、d=0.4μm
AlCrN/AlCrOマルチレイヤ、d=3.6μm
3分40秒
e)AlCrN中間膜、d=0.3μm
AlCrOシングルレイヤ、d=2.9μm
TiNトップコート、d=0.9μm
4分
f)AlCrN中間膜、d=0.35μm
AlCrOシングルレイヤ、d=3.5μm
3分20秒
g)ZrN中間膜、d=0.3μm
ZrN/AlCrOマルチレイヤ、d=3.8μm
ZrNトップコート、d=0.5μm
3分10秒
h)ZrN中間膜、d=0.2μm
ZrO/AlCrOマルチレイヤ、d=6.4μm
ZrNトップコート、d=0.8μm
4分
i)AlCrN中間膜、d=0.5μm
AlCrO/αアルミナマルチレイヤ、d=8.2μm
4分
k)(Ti、AlCrN)中間膜、d=0.4μm
AlCrO/TiAlCrNマルチレイヤ、d=4.5μm
3分50秒
表示された材料からなる膜もしくは酸化膜を含有するマルチレイヤは、明らかに高い切削速度でより少ない摩耗を示す。従来の技術に従って伝導性の膜(TiAlN)は高い切削速度で摩耗に関して本発明に従った酸化物系より明らかに劣っている。(AlCr)yOzおよび(AlZr)yOzからなる本発明に従った系は公知のα酸化アルミニウムからなるCVD膜と類似の少ない摩耗を示すが、コーティングプロセス中の加工物の高い温度負荷もしくは腐食性化学薬品による負荷のそれらの欠点がない。さらに、プロセスの実施は本質的により簡単にたとえばガスの切換もしくはガス成分の制御された変更(たとえばO2からN2へ)および/またはターゲットの切換もしくは他方へのターゲット給電の成分の制御された変化によって実施することができ、他方、CVDプロセスではマルチレイヤの膜系の個々の膜のための中間洗浄ならびに温度レベルの適合が必要である。
【符号の説明】
【0066】
1 真空処理装置、2 ポンプシステム、3 ホルダ、4 バイアス電源、5 アーク蒸着ソース、5’ ターゲット、6 アノード、7 点弧フィンガ、8 ガス、9 プラズマソース、10、10’ コイル、11 プロセスガス入口、13 直流電源、14 スイッチ、15 アノード、16、16’ パルス電源、20 アーク蒸着ソース、20’ ターゲット。
【技術分野】
【0001】
本発明は、特許請求項1の上位概念に従った加工物(30)上の酸化アーク−PVD機能膜(32)として析出された硬質材料膜に関する。
【背景技術】
【0002】
電子パルスの供給による、アークカソードとしても知られているアーク蒸着ソースの操作は従来技術ですでにかなり以前から公知である。アーク蒸着ソースを用いて効率性の高い蒸着速度およびしたがって高い析出速度をコーティングの際に達成することができる。さらに、この種のソースの構造は技術的に比較的簡単に実現される。このソースは、比較的安価な直流電源で実現されうる電流では通常約100A以上の範囲でかつ電圧では数ボルトから10ボルトまでで動作する。これらソースにおける本質的な欠点は、陰極点の範囲内でターゲット表面におけるきわめて早く進行する溶融が生じることであり、このことによって滴、いわゆるドロップレットが形成され、このドロップレットは飛沫として飛ばされ、さらに加工物上で凝縮しかつしたがって膜性質に不利に影響を及ぼす。例えばそれにより膜構造が不均一になり、表面あらさが悪化する。膜品質に対する要求が高い場合にはこのようにして得られた膜はしばしば商品としては使用することはできない。したがってこの問題を軽減することが、アーク蒸着ソースを電源の純粋なパルス運転で動作させることによって既に試みられている。但し、それによってこれまで飛沫形成において一義的な改善のみを達成することができた。
【0003】
反応性プラズマ中の金属ターゲットから化合物の析出のための反応ガスの使用は、これまで電気的に伝導性の膜の製造にのみ制限されていた。非伝導性の、つまりたとえば反応ガスとして酸素の使用下の酸化物のような誘電性の膜の製造において飛沫形成の問題が増大している。この場合のプロセスに必ず伴うアーク蒸着装置のターゲットの表面および対向電極、例えばアノードおよびまた真空処理装置のその他の部分の不導体膜による再被覆(Wiederbelegung)は、アーク放電の完全に不安定な状況および、それどころか消失をもたらす。このケースではアーク放電はそのような場合には繰り返し改めて点弧されなければならないだろうし、あるいはプロセスの実施がそのことによってまったく不可能になる。
【0004】
欧州特許第0666335号明細書ではアーク蒸着装置を用いた純粋に金属の材料の析出について、飛沫形成を減少させるために直流にパルス化された電流を重ねることによってこの直流の基本電流を低下させることができることが提案されている。この場合には、100Hz〜50kHzの範囲内の比較的低いパルス周波数でコンデンサ放電によって生成しなければならない5000Aまでのパルス電流が必要である。この処置は、アーク蒸着ソースを用いた純粋に金属のターゲットの非反応性の蒸着の場合にドロップレット形成を防止するために提案されている。不導体の、つまり誘電体の皮膜に対する解決はこの文献には示されていない。
【0005】
アーク蒸着ソースを用いた反応性のコーティングの場合には、特に絶縁膜の製造の際に反応性およびプロセス安定性が不足する。他のPVDプロセス(例えばスパッタ)と異なり、絶縁膜は導電性ターゲットのみを用いたアーク蒸着により製造されることができる。例えばスパッタの場合にそうであるように高周波を用いた動作はこれまで、高周波を有する大電流電源を動作させることができる技術の欠陥で失敗する。パルス化された電源を用いた動作は1つの選択であるようである。ただし、その場合には前述したようなアークが繰り返し点弧されなければならないか、あるいはパルス周波数がアークが消える程度に大きく選択されなければならない。これは特殊材料のための、たとえばドイツ連邦共和国特許第3,901,401号明細書のようにグラファイトを用いる適用において機能するとみられる。但し、グラファイトは絶縁体ではなく、たとえ普通の金属よりも粗悪な伝導性であっても電気的に伝導性である。
【0006】
酸化されたターゲット表面の場合には機械的な接触を介しかつ直流電源を用いた新たな点弧が不可能である。反応性アーク蒸着における本来の問題はターゲットおよびアノードもしくはアノードとして接続されたコーティングチャンバ上の絶縁膜による被覆である。この絶縁被覆は、その形成の経過中に火花放電のバーニング電圧を増大し、増加した飛沫およびフラッシオーバ、火花放電の中断で終了する不安定なプロセスを引き起こす。ターゲットの被覆は、導電性表面を減少させる島の成長を伴う。著しく希薄な反応ガス(例えばアルゴン/酸素混合物)はターゲットでの成長を遅らせることはできるが、しかしプロセス不安定性の根本的な問題は解消されない。カソードとアノードを交互にそのつど新たに点弧しながら動作させる米国特許第5,103,766号明細書による提案はプロセス安定性に十分に寄与するが、しかし飛沫を増大させる。
【0007】
例えば反応スパッタの場合に可能であるパルス化された電源による打開策は、典型的なアーク蒸着では行うことができない。それは、電源供給が中断される場合にグロー放電がアークより「長く生きる」ことに起因している。絶縁膜によるターゲットの被覆の問題を回避するために、絶縁膜を生成するための反応性プロセスの場合には反応ガス入口がターゲットから場所的に分離される(その際、プロセスの反応性は基板の温度も酸化/反応を可能にする場合に保証されているだけである)かあるいは飛沫とイオン化された部分の分離が行なわれ(いわゆるフィルタードアーク)、かつ反応ガスはフィルタリング後にイオン化蒸気に添加される。
【0008】
さらに、基板の熱負荷のそれ以上の削減の可能性もしくは適応の可能性の要望があり、かつ陰極アークコーティングにおいて低温プロセスを実施する可能性がある。国際公開第03018862号パンフレットにはプラズマソースのパルス運転が、基板の熱負荷を削減する1つの可能な方法として記載されている。ただし、その文献ではスパッタ法の領域の根拠は十分に有効である。それはアーク蒸着とは関係なく製造される。
【0009】
硬質材料コーティングの適用範囲に対して、特に以前から対応する硬度、付着強度および制御された所望のトライボロジ特性を有する酸化硬質材料を製造できることへのニーズがある。一つの重要な役割は、ここで酸化アルミニウム、特に酸化アルミニウムクロムが果たすことができよう。PVD(Physical Vapor Deposition物理蒸着法)の分野におけるこれまでの従来の技術は、ここで大抵γ−酸化アルミニウムおよびα−酸化アルミニウムの製造のみに取り組んでいる。大抵挙げられる方法は、プロセス信頼性およびコストに関してこの適用の場合に大きい欠点を有するデュアルマグネトロンスパッタリングである。日本国特許は、工具と接続される皮膜システムに集中しており、かつ製造方法としてアークイオンプレーティング法を挙げている。一般的な要望はα−酸化アルミニウムを析出できることである。しかしそのために慣用のPVD法は、この構造を得るために約700℃またはそれ以上の基板温度を必要とする。幾つかの利用者はこの高い温度を核生成膜によって洗練された方法で回避することを試行している(TiAlN、Al−Cr−O−系の酸化)。しかしこれは、このプロセスを必ずしも比較的廉価および迅速にしない。今日までアーク蒸着を用いてα−酸化アルミニウム膜を満足のいくように製造できることは不可能とみられていた。
【0010】
従来の技術に関して特に反応性プロセスによる酸化膜の製造に関して、要約して以下の欠点が記載される。
1.アーク放電のアーク蒸着カソードもしくはアノードと反応ガス入口を有する基板領域との間の空間的析出が付与されていない場合、絶縁膜の析出のための安定したプロセスの実施が不可能である。
2.飛沫問題の根本的な解決策は無い:集成物(飛沫)は完全に反応が完了されず、膜内の金属成分を生じ、膜表面の増大した粗さおよび化学量論が妨げられる。
3.基板の熱負荷が高温相による酸化物の製造に対して不充分に大きすぎるので、低温プロセスを実現する不充分な可能性。
4.アーク蒸着による絶縁膜のための平坦に蒸発させた中間膜の製造はこれまで不可能であった。
【0011】
スパッタと異なり、カソードアークによるコーティングは本質的に蒸着プロセスである。高温の陰極点とその周辺部との移行部で原子サイズではない部分が飛沫となって同伴されると推測される。この集成物(Konglomerate)は、飛沫の中で完全に反応しつくされることはできないものとして基板にぶつかって結果的に粗い表面を生じさせる。この飛沫の回避ないしは分解はこれまで成功しておらず、反応性のコーティングプロセスにとってはいまだまったく成功していない。この場合にはアークカソード上に、例えば酸素雰囲気下で、付加的に、飛沫形成を増大させる傾向のある酸化物薄膜がなお形成される。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】欧州特許第0666335号明細書
【特許文献2】ドイツ連邦共和国特許第3,901,401号明細書
【特許文献3】米国特許第5,103,766号明細書
【特許文献4】国際公開第03018862号パンフレット
【特許文献5】特開2000−129445号公報
【特許文献6】特開2002−254228号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明の課題は、従来技術の上記欠点を取り除くことである。殊にこの課題は、蒸着した材料および、プロセスに関与する、反応ガスのより良好なイオン化によってプロセスにおける反応性が高められるように少なくとも1つのアーク蒸着ソースを用いてより良好な性質をもつ皮膜を経済的に析出させることである。この反応プロセスの場合には飛沫の大きさと頻度が、殊に絶縁膜を生成するための反応性プロセスの場合には、本質的に減少されるべきである。さらにより良好なプロセス制御、例えば蒸着速度の制御、膜品質の向上、膜性質の調整可能性、反応の均一性の改善ならびに析出膜の表面粗さの削減を可能にすべきである。これら改善は殊に傾斜膜および/または合金の製造の場合にも重要である。絶縁膜の製造のための反応プロセスにおけるプロセス安定性は一般的に高められるべきである。特に、酸化硬質材料膜、好ましくは本質的にαおよび/またはγ構造を有する酸化アルミニウム膜および/または酸化アルミニウムクロム膜の経済的な析出を可能にするアーク蒸着プロセスが可能になるべきである。
【0014】
さらに低温プロセスは、好ましくは700℃以下で、また方法の高い経済性でも実現できるべきである。そのうえ低温プロセスが方法の高い経済性とともに実施することもできなければならない。さらに装置および殊にパルス化された運転のための電源のための費用が少なく維持されることができなければならない。上記課題は、そのつどの必要とされる使用分野に応じて個別あるいはそれらの組み合わせででも生じる。
【0015】
この課題は本発明によりアーク蒸着PVD法によって製造された、特許請求項1に従った硬質材料膜によって解決される。従属請求項はその他の有利な実施形態を定義する。
【課題を解決するための手段】
【0016】
この課題は、本発明により硬質材料膜がアークPVD機能膜として加工物上に析出されることによって解決され、この膜が本質的に金属(Me)Al、Cr、Fe、Ni、Co、Zr、Mo、Yの少なくとも1つからなり、かつ機能膜が2%未満の希ガスおよび/またはハロゲンの濃度を有する電気的に絶縁する酸化物として形成されている。但し、希ガスの濃度は0.1%未満、特に0.05%以下、またはより良くは零であり、および/またはハロゲンの濃度は0.5%以下、特に0.1%以下またはより良くは零である。これらのガスは可能な限り少ない量で膜の中に取り込まれ、かつそのためアーク蒸着プロセスは排他的に純反応ガスまたは純反応ガス混合物を用いてHe、Ne、Arのような希ガス成分またはF2、Cl2、Br2、I2のようなハロゲンガスもしくはCF6または類似物のようなハロゲン含有化合物なしに実施される。
【0017】
公知のCVD法は、望ましくない約1100℃の高い温度で1つの膜が析出されるハロゲンガスを使用する。公知のスパッタプロセスは、反応プロセス条件でも、アルゴンのような高い割合の希ガスを用いて運転される。この膜内のこの種のガスの濃度は前記値を下回り、または好ましくは零にするべきである。本発明に従ったパルスアーク蒸着プロセスは、この種のプロセスガスなしでも済ませることを可能にする。
【0018】
出願番号CH00518/05をもつ先行の特許出願明細書は本質的にこの問題についてすでに解決策アプローチを指摘する。完全に反応したターゲット表面に対して特に良好に適しており、かつ直流駆動アーク蒸着ターゲットに対して飛沫形成の明らかな低減を示す第1の解決策が記載されている。この出願明細書において、これは図2に模式的に示されているように、パルス電源を有するアーク蒸着ソースの直流給電に大電流パルスを重ね合わせることが提案される。より高い経済性で飛沫およびその大きさのさらなる低減は、CH00518/05への優先権を取得し、かつ発展的開発を表す後続の特許出願CH01289/05に従った処置によって達成される。この出願明細書において、直流電源に接続される第1電極を含む、少なくとも1つのアーク蒸着ソースを有する加工物の表面加工のための真空処理装置が設けられており、付加的に1つの、アーク蒸着ソースから分離して配置された、第2電極を設けており、かつ両方の電極は個々のパルス電源に接続されている。従って、両方の電極の間でプロセスの非常に良好な可制御性で関与した材料の特に高いイオン化を可能にするただ1つの個々のパルス電源を有する付加的な放電区間が作動される。第2電極は、この場合もう1つのアーク蒸着ソース、加工物ホルダもしくは加工物自体とすることができ、それによって第2電極がこの場合バイアス電極として駆動される、または第2電極は低電圧アーク蒸着装置のアノードを形成する蒸着坩堝として構成することもできる。
【0019】
特に好ましい形成は、両方の電極がそれぞれ1つのアーク蒸着ソースのカソードであり、かつこのアーク蒸着ソースが保持電流の維持のために、自体直接直流電源に接続され、かつ両方のソースのアークもしくはアーク放電が運転中に消弧されないように、両方のカソードが個々のパルス電源に接続されている。したがってこのコンフィギュレーションの場合には1つだけのパルス電源が必要である、というのもこのパルス電源はアーク蒸着装置の両電極間に直接接続されているからである。高いイオン化度およびプロセスの良好な可制御性のほかに装置の高い効率も調整される。これら2つの電極およびそれにより付加的に生成されるパルス放電ギャップの間にこの放電ギャップに対して電気的に、負および正の部分からなるバイポーラパルスが生成され、そのことによりこの供給された交流電圧の全周期時間がプロセスに利用されることができる。事実上、利用されないパルスブレークは発生せずかつ負ならびに正のパルスが中断なく全体としてプロセスに寄与する。析出速度はそれによって付加的に増大させることができ、付加的な高価なパルス電源を使用する必要がない。2つのアーク蒸着ソースを有するこの装置は、反応ガスを使用した金属ターゲットからの皮膜の析出に特に適当である。この配列は、その上完全にアルゴンのようなシールド希ガスを省くことが可能になり、かつ純反応ガスを用いて、その上驚くべきことに純酸素を用いて作業することができる。蒸着した材料も、またたとえば酸素のような反応ガスの高い達成可能の絶縁率は、バルク材料の品質へ近づける高い品質を有する非伝導性の膜が発生される。プロセスはこの場合にはきわめて安定して進行し、意外にもこの場合にはさらに飛沫形成も劇的に削減されるかまたはほぼ完全に回避される。しかしまた前記長所は、2つのアーク蒸着装置を有する配列の形成時のような前記の好ましい影響が同じ程度で達成されないにもかかわらず、たとえばバイアス電極または低電圧アーク蒸着坩堝のような第2電極としての別のソースの使用によって達成することもできる。
【0020】
本出願は、本質的に電気的に非伝導性の酸化膜の析出の前記課題に対して第1の解決策アプローチを提示する両方の前記先行出願CH00518/05および01289/05に対する優先権を取得する。本特許出願明細書で紹介された発明は、プロセスの実施および適用に関する発展的開発である。これら両方の出願は、それによって本出願の組み込まれた構成要素である。
【図面の簡単な説明】
【0021】
【図1】従来の技術に相当するアーク蒸着コーティング装置の模式図である。
【図2】重ね合わされた大電流パルスによる運転時の1つの直流給電式アーク蒸着ソースを有する第1の本発明に従った配列である。
【図3】本発明に従った2つの直流給電式アーク蒸着ソースと中間に接続された大電流パルス電源とを有する第2の配列、デュアルパルスアーク蒸着配列である。
【図4】本発明に従った多重膜として析出された膜の断面図である。
【図5】図4による膜の拡大断面図である。
【発明を実施するための形態】
【0022】
次に本発明を図により例としてかつ図示しながら詳説する。
図1には、直流電源13を備えたアーク蒸着ソース5を動作させるための、従来技術で公知の装置を示す真空処理装置が示されている。該装置1に、この真空処理装置1のチャンバ内に必要な真空を生成するためのポンプシステム2が備えられている。ポンプシステム2は、圧力<10−1mbarでのコーティング装置の運転を可能にし、かつ典型的な反応ガス、例えばO2、N2、SiH4、炭化水素などを用いた運転も保証する。反応ガスは、ガス入口を介してチャンバへ流入し、かつそこで対応して分配される。さらに別のガス入口を通して付加的な反応ガスを流入させ、しかしまたはアルゴンのような希ガスも、これがたとえば非反応性膜のエッチングプロセスまたは析出に対して必要になる場合、ガスを単独でおよび/または混合物で利用するために流入させることも可能である。装置に配置された加工物ホルダ3は、通常金属材料から製造されるここでそれ以上図示しない加工物の収容および電気的接触と、この種のプロセスを有する硬質材料膜の析出とに利用される。加工物に基板電圧あるいはバイアス電圧を励起するためにバイアス電源4が電気的に加工物ホルダ3と接続されている。バイアス電源4はDC、ACまたはバイポーラパルスもしくは単極性パルス―基板電源であることができる。処理チャンバ内のプロセス圧力およびガス組成物を設定および制御するために、プロセスガス入口11経由で希ガスもしくは反応ガスが入れられてもよい。
【0023】
アーク蒸着ソース5の構成要素は、背後にある冷却板を備えるターゲット5’と、ターゲット表面の周辺領域に配置された、点弧フィンガ7ならびにターゲットを取り囲むアノード6である。スイッチ14を用いて、電源13の陽極のアノード6の非接地の運転と定義された零電位あるいは大地電位を有する運転との間で選択することができる。点弧フィンガ7を用いて例えばアーク蒸着ソース5のアーク放電の点弧の際にカソードとの短時間の接触が行なわれ、続いてカソードは引き離され、そのことによりアークが点弧される。点弧フィンガ7はこのために例えば限流抵抗器を介してアノード電位と接続されている。
【0024】
真空処理装置1に任意に、プロセスの実施がそれを必要とする場合には、付加的なプラズマソース9がさらに装備されてもよい。この場合にはプラズマソース9は、熱陰極を用いた低電圧アークを生成するためのソースとして形成されている。熱陰極は例えば小さなイオン化室中に配置されたフィラメントとして形成されており、このイオン化室中にガス入口8を用いて作動ガス、例えばアルゴンが、真空処理装置1の主チャンバ内にまで及ぶ低電圧アーク放電の生成のために入れられる。低電圧アーク放電の形成のためのアノード15は蒸着プロセス装置1のチャンバの中に対応して位置決めして配置されており、公知の方法でカソードとプラズマソース9とアノード15との間にある直流電源によって駆動される。必要な場合には、低電圧アークプラズマの磁界集束ないしは磁気案内のために真空処理装置(1)の周囲に置かれたコイル(10,10’)、例えばヘルムホルツ様装置(helmholzartige Anordnungen)が付加的に備えられていてもよい。
【0025】
対応して本発明に従って、図2に示したアーク蒸着ソース5が付加的にパルス大電流供給装置16’によって給電されて駆動される。このパルス電源16’は、好ましくは直接直流電源に重ね合わされる。もちろん両方の供給装置はその保護のために互いに電気的に結合して運転されなければならない。これは通常の方式で、電気当事者に良く知られているように、インダクタンスのようなフィルタを用いて行うことができる。すでにこの配列によって、本発明に従って、たとえばPVDスパッタプロセスにおけるアルゴンまたはCVDプロセスにおける前駆体のハロゲンのような望ましくないシールドガス成分なしに酸化物、窒化物等のような純反応ガスまたは反応ガス混合物を用いて膜を析出することが可能になる。特にそれによって、非常に困難に経済的に得られる、電気的に非伝導性の、純酸化物を所望の結晶形態で生成し、かつ膜として析出することが可能である。この反応性パルスアーク蒸着法はそれによってRPAE法と呼ばれる。
【0026】
もう1つの改善されたかつ好ましい真空処理配列の本発明に従った構成において、ここでターゲット電極5’を有する第1のアーク蒸着ソース5のほかに、これを図3に示したように、第2のターゲット電極20’を有する第2のアーク蒸着ソース20が設けられている。両方のアーク蒸着ソース5、20は、直流電源が基本電流によってアーク放電の維持を保証するように、それぞれ1つの直流電源13および13’によって駆動される。直流電源13、13’は今日の技術水準に相当し、かつコスト好適に実現することができる。両方のアーク蒸着ソース5、20のカソードを形成する両方の電極5’、20’は本発明に従って、両方の電極5’、20’にパルスの一定の形状および立上りしゅん度を有する高いパルス電流を引き渡すことができる個々のパルス電源16に接続されている。図3による図示した配列において両方のアーク蒸着ソース5、20のアノード6はプロセス装置1のアースの電位に引き込まれている。これはそれによってデュアルパルスアーク蒸着(DPAE)法とも呼ばれる。
【0027】
アースを引込みまたはアースなしで火花放電を駆動することが可能である。好ましいアースなしの場合において、第1の直流電源13はその負極と共に第1のアーク蒸着ソース5のカソード5’に接続され、かつその正極で対向する第2のアーク蒸着ソース20のアノードに接続されている。第2のアーク蒸着ソース20は同様に駆動され、かつ第2の電源13’は、第1のアーク蒸着ソース5のアノードの正極に接続されている。アーク蒸着ソースのアノードのこの対向する運転はプロセス中の材料の良好な絶縁をもたらす。アーク蒸着ソース5、20のアースなしの運転もしくは浮動または浮遊運転は、しかしまた対向するアノード給電の使用なしでも実行することができる。さらに、選択的にアースなしおよびアース接続された運転の間で切り換えできるようにするため、図1に示したようにスイッチ14を設けることが可能である。
【0028】
この「デュアル・パルスド・モード」のための電源は種々のインピーダンス範囲を網羅できなければならず、かつそれにもかかわらず電圧がかかった状態でなお「堅固」でなければならない。それはつまり、該電源が大電流を提供しなければならないが、しかしその場合にそれにもかかわらず十分に電圧安定に動作することができるということである。このような供給の一例は、番号CH518/05をもつ前記特許出願番号CH1289/05と同じ日付で平行に出願された。
【0029】
本発明の第1の、そして有利な使用分野は、例えば図3に示されている2つのパルス化されたアーク蒸着ソース(5,20)を用いた陰極アーク蒸着の使用分野である。この使用についてはインターバルにおけるインピーダンスは約0.01Ω〜1Ωである。なおここで、ソース、これらソース間で「デュアルでパルス化」される、のインピーダンスが通常さまざまであることが注記されなければならない。それは、これらが異なる材料もしくは合金から成るか、かつソースの磁界が異なるか、またはソースの材料の除去が異なる段階であることが原因である可能性がある。この「デュアル・パルスド・モード」によって、2つのソースが同じ電流を消費するようなパルス幅の調整についての均等化がこれからは可能となる。結果として種々の電圧がソースにもたらされる。プロセスの実施にとって望ましいと思われる場合には、当然のことながら電源は電流に関して非対称にも負荷されてもよく、このことは例えば種々の材料の傾斜膜について該当する。供給の電圧安定性は各プラズマのインピーダンスが小さくなるほど、実現はますます困難になる。従って、種々の出力インピーダンスへの供給の可切換性もしくは可追従制御性は、その出力の全領域を利用したい場合、つまりたとえば範囲500V/100Aから50V/1000Aへまたは平行出願番号CH518/05で実現されているように特に長所となる。
【0030】
殊に2つのアーク蒸着ソースから成る、このようなデュアルでパルス化されたカソード装置の利点は次のようにまとめられる。
【0031】
1.急傾斜のパルスにおける高められた電子放出がより大きな電流(基板電流とも)および蒸発した材料および反応ガスの高められたイオン化度をもたらす。
【0032】
2.絶縁膜の生成の場合の高められた電子密度が基板表面のより速い放電にも寄与し、すなわち基板における比較的小さな再負荷時間(Umladezeiten)(あるいはまたバイアス電圧のパルスブレークのみ)が生成する絶縁膜を放電するのに十分である。
【0033】
3.2つの陰極アーク蒸着ソース間のバイポーラ運転によってほぼ100%のパルスブレーク比率(デューティサイクル)が可能となり、それに対し1つだけのソースのパルスは必然的に常に休止を必要とし、したがって効率はそれほど高くない。
【0034】
4.互いに向かい合わせになっている2つの陰極アークソースのデュアルでパルス化された運転によって基板領域が濃密なプラズマに浸され、この領域における、また反応ガスの、反応性が高められる。基板電流の増大が明らかである。
【0035】
5.酸素雰囲気下の反応プロセスの場合にパルス化運転でなお高められた電子放出値が達成されることができ、かつ金属ターゲットからの従来の蒸着の場合に該当するような火花領域の溶融が十分に回避されることができる。その他の外部ガスまたはシールドガスなしの純酸化反応モードにおける作業はここで難なく可能である。
【0036】
本発明の先に述べた種々の可能な実施の形態において上記の有利なプロセス特性を達成できるようにするために、パルス電源16、16’は種々の条件を満たさなければならない。バイポーラのパルス表現の場合にはプロセスは、10Hz〜500kHzの範囲内である周波数で操作することができる。イオン化特性のために、ここで停止可能のパルスの立上りしゅん度が重要である。立上りエッジU2/(t2−t1)、U1(t6−t5)量も、立下りエッジU2/(t4−t3)およびU1(t8−t7)の量も、0.02V/ns〜2V/nsの範囲にある急峻度を有するべきであり、かつ、これは少なくとも無負荷運転でつまり負荷なしに、しかし好ましくは負荷の場合でも有するべきである。もちろん立上りしゅん度は、それぞれ対応する負荷もしくは印加されるインピーダンスの大きさまたは対応する調整の高さに応じて運転時に影響を受ける。バイポーラ表示におけるパルス幅は、t4〜t1およびt8〜t5に対して≧1μsが有利であり、休止t5〜t4およびt9〜t8は有利に本質的に0とすることができ、しかし一定の前提条件下に≧0μsとすることができる。パルスブレークが>0である場合には、この運転は間隙があると呼ばれ、かつ例えばパルス間隙幅の可変の時間シフトによってプラズマへのエネルギーの適切な入力およびその安定性を調整することができる。パルスモードが1000Vで500Aまで可能であるようにパルス電源が設計される場合に特に有利であり、この場合パルス断続比(デューティサイクル)は、設計された可能な供給出力に対して対応して考慮もしくは適合されなければならない。パルス電圧の立上がりしゅん度のほかに好ましくは、パルス電源(16)が500Aへの電流増大を少なくとも1μ秒で克服することができることに注意が払われる。
【0037】
直流給電および重ね合わせた大電流パルス給電(RPAE、DPAE)を有するアーク蒸着ソースのここに紹介した運転によって、1つまたは複数の金属ターゲットから反応ガス雰囲気を用いて対応する金属化合物を加工物30上へ析出することが可能である。これは特に、この方法が希ガス、通常はアルゴンのような付加的なシールドガスが不要なので、純酸化膜の生成に好適である。それによってアーク蒸着装置5、20のプラズマ放電は、たとえばおよび好ましくは純酸素雰囲気中で所望の動作圧力で放電が不安定になることなく実施することができ、または強すぎる飛沫形成または粗悪な膜特性のような役立たない結果を提供することを阻止できる。またCVD法の場合のようにハロゲン化合物を使用する必要もない。これは、初めて低いプロセス温度、好ましくは500℃以下で、結果においてそれにもかかわらず耐熱性であり、好ましくは800℃以上であり、かつたとえば高い耐酸化性のような化学的に非常に耐性がある高い品質を有する耐摩耗性の酸化硬質材料膜を経済的に製造することを可能にする。さらに安定した膜系の達成のためにそれと結合した酸化による酸素の拡散は、より低い膜系および/または加工物で可能な限り回避されるべきである。
【0038】
ここで酸化膜は難なく反応ガスとして純酸素中で周期系の亜族IV、V、VIの遷移金属およびAl、Si、Fe、Co、Ni、Yから製造することができ、その際にAl、Cr、Mo、ZrならびにFe、Co、Ni、Yが好ましい。機能膜32は前記金属の1つまたはそれ以上の酸化物として希ガスおよび/またはClのようなハロゲンを全く含んではならず、しかし少なくとも0.1%未満またはより良くは0.05%未満の希ガスおよび0.5%未満またはより良くは0.1%未満のハロゲンを、所望の膜品質を達成するために含有する。
【0039】
この種の機能膜32または多重膜系33(マルチレイヤ)は、特に硬質材料膜として0.5〜12μm、好ましくは1.0〜5.0μmの範囲の厚さを有するべきである。機能膜として直接加工物30上で析出させることができ、これは工具、機械部材、好ましくは割出差込工具のような切削工具である。この膜と加工物30との間に少なくとも1つの別の膜または膜系を、特に付着膜を形成し、かつ好ましくは周期系の亜族IVa,VaおよびVIaの金属の1つを含有し、および/またはAlまたはSIを含有し、またはこれらの混合物を含有する中間膜31の形成のために析出することができる。良好な付着性質は、この金属の化合物、N、C、O、Bまたはこれらの混合物によって達成され、化合物はNを有すると有利になる。中間膜31の膜厚は、0.05〜5μm、好ましくは0.1〜0.5μmの範囲におくべきである。機能膜32および/または中間膜31の少なくとも1つは有利に延伸膜34として形成することができ、それによって各膜の性質の良好な移行部が生ぜしめられる。この延伸は金属から窒化物を経て窒素酸化物へ、かつ純酸化物にまで及ぶことができる。つまり、延伸領域34が形成され、そこで相互突合せ膜の材料、または中間膜が無い場合は、加工物材料が互いに混合される。
【0040】
機能膜32上に、必要である場合は、もう1つの膜または膜系35を被覆層として析出することができる。被覆層35は、被覆された加工物30のトライボロジ挙動のさらなる改善のために付加的な摩擦低減膜として析出することができる。
【0041】
それぞれの要件に応じて、これが延伸膜34として隣接部が形成される領域で、または個々の膜の内部で任意の形式の濃度勾配が発生される領域で前記膜または膜系の1つまたは複数の膜を形成できる。本発明において、これは、それぞれそのために必要なガスの種類および反応性アークプラズマプロセスのガス量を調整するために蒸着プロセス装置1の中へ反応ガスを制御して吹付けることによって簡単に可能である。
【0042】
ここで難なく機能膜32としての所望の硬質材料性質で、さらに本質的に化学量論の組成物を有する酸化アルミニウム膜(Al2O3)膜を製造することができる。機能膜32として特に好ましい硬質材料膜は本質的に式(AlxMe1−x)yOz(式中、Meは好ましくは金属Cr、Fe、Ni,Co、Zr、Mo、Yの1つであり、個別的または混合物でも関与物質のそれぞれ所望の割合x、yおよびzに応じて調整可能である)のアルミニウム金属(Me)金属酸化膜からなる。さらに特に好ましくには、それによって式(AlxCr1−x)yOzまたは(AlCr)yOzを形成する(AlxMe1−x)yOzの金属混合酸化物中の金属Meとしてのクロムである。この場合、膜中の金属クロムの割合1−xは5〜80At%、好ましくは10〜60At%を有するべきである。硬質材料機能膜32として、金属窒化物、特にアルミニウムクロム窒化物(AlCr)yNzまたは必要であれば(AlTi)yNzが非常に好適である。
【0043】
プロセスの実施の標定した可能性によって、ここで酸化アルミニウムおよび酸化アルミニウムクロムの場合も特に所望のα構造および/またはγ構造を達成できることも可能である。
【0044】
反応ガスの供給の制御を介した該反応ガスの組成物を有する膜条件の前記の簡単な調整可能性のために、かつ安定したプロセスの実施のために、初めて多重膜系(マルチレイヤ)33を任意に多くのレイヤーで、かつ任意の組成物で、かつさらに延伸性をもたせて製造できることも可能である。この場合、複数のレイヤーを種々の材料から、またはしばしば有利であるが、交互に等しい材料でサンドイッチ形式として製造することができる。硬質材料機能膜32の場合、材料組成物が周期的に変わる繰返しの膜順対33を有する膜系が有利である。特に、Me1からMe2酸化物へ、および/またはMe1窒化物からMe1酸化物へ、および/またはMe1窒化物からMe2酸化物への構造は、機能膜もしくはこの膜系の耐用期間およびより少ない割れ形成に関して卓越した結果を提供する。多重膜33として機能膜32の一例は図4に示し、かつ図5に拡大断面図を示す。交互の窒化アルミニウムクロム(AlCr)xNyの好ましい材料対は本発明に従った方法、好ましくは化学量論の材料組成物により酸化アルミニウムクロム(AlCr)xOyによって製造されたことを示している。膜パッケージは本例42において上述のように交互の材料を有する膜対を含む。この機能膜32の全膜厚は、多重膜系33として約4.1μmになり、それによって膜対の厚さ、つまり2つのレイヤーは98nmになる。その他の好ましい材料対は、本発明に従った方法により、好ましくは化学量論の材料組成物で、交互に窒化アルミニウムジルコニウム(AlZr)xNyが酸化アルミニウムジルコニウム(AlZr)xOyで製造される。機能膜32としての硬質材料層に対して、多重膜系33が少なくとも20レイヤー、好ましくは500レイヤーを有する場合に有利である。この場合、レイヤーあたりの厚さは0.01〜0.5μmの範囲、好ましくは0.2〜0.1μmの範囲にあるべきである。膜の個別的に隣接するレイヤーの領域で延伸部34も明らかに移行部の良好な挙動に配慮されている。図4による例において例として被覆層35も摩擦低減膜として機能膜32、33を介して析出される。被覆層は窒化チタンからなり、厚さ約0.83μmである。機能膜の下に例として付加的に1つの中間膜31が付着膜として配置されており、この中間膜は厚さ約1.31μmであり、かつAl−Cr−N中間膜をRPAEで加工物30上へ析出された。
【0045】
ここに紹介されたコーティングは、単一膜または多重膜系かにかかわらず、好ましくは2μm未満にならないRz値および/または0.2μm未満にならないRa値を有するべきである。これらの値はそれぞれ直接刷毛かけ、サンドブラスト、研削等のような可能な後処理前に直接表面で測定される。それによってこの値は純粋にプロセスに制約された表面粗さを示す。RaのもとにDIN4768に準じる平均粗さが理解されている。これは全測定区間lm内部の平均ラインから粗さ特性の全偏差の算術平均値である。RzのもとにDIN4768に準じる平均粗さ深さが理解されている。これは粗さ特性において連続する5つの個別測定区間leの個別粗さからの平均値である。Rzは、最も深い谷と最高ピークの間隔に依存する。平均値形成によって個々のピーク(谷)の影響が緩和され、かつR特性が含まれているバンドの平均幅が計算される。
【0046】
本発明に従った紹介したコーティングは、特に切削工具、成形工具、射出成形金型または打抜工具である加工物に、しかし完全に特に割出差込工具に好適である。
【0047】
以下、基板処理の典型的経過は、本発明の使用下に、反応性パルスアーク蒸着コーティングプロセスは記載されている。本発明が実現される本来のコーティングプロセスのほかに、加工物の前処理および後処理に関係する他のプロセスステップについても詳述する。全てのこれらのステップは、幅広い変形を許容し、幾つかは特別の条件下に廃止、短縮または伸長またはその他も組合せることができる。第1のステップで加工物は通常湿式化学洗浄にかけられ、この洗浄はそれぞれの材料および前履歴に応じて様々に実施される。
実施例1:
切削工具、好ましくは割出差込工具のような、加工物30のコーティングのためのRPAE(反応性パルスアーク蒸着)によるAl−Cr−O膜32、(ならびにAL−Cr−N/Al−Cr−O−マルチレイヤ33)およびAl−Cr−N中間膜31の製造のための典型的なプロセス経過の説明。
【0048】
1.当業者に知られているような加工物(30)(基板)の前処理(洗浄等)
2.そのために設けたホルダへの基板の挿入およびコーティングシステムへの取り込み 3.当業者に知られているように、ポンプシステムによる約10−4mbarの圧力でのコーティングチャンバのポンプ排出(プレポンピング/拡散ポンプ、プレポンピング/ターボモレキュラーポンプ、最終圧力約10−7mbarを達成可能)
4.アルゴン水素プラズマまたはその他の公知のプラズマ処理における加熱ステップを有する真空中の基板前処理の開始。制限なしにこの前処理は以下のパラメータで実施することができる。
約100Aの放電電流、200Aまで、400Aまでの低電圧アーク放電のプラズマは、好ましくは基板がこの低電圧アーク放電のためのアノードとして接続されている。
アルゴン流50sccm
水素流300sccm
基板温度500℃(一部プラズマ加熱、一部輻射加熱による)
プロセス時間45分
好ましくは、このステップ中に基板30およびアースまたは基板が直流(好ましくは正)または直流パルス(単極性、双極性)またはMF(中間周波数)またはRF(高周波)として印加できるその他の基準電位の間の供給部に印加される。
【0049】
5.次のプロセスステップとしてエッチングがスタートする。そのために低電圧アークがフィラメントと補助アノードとの間で運転される。DC、パルス化されたDC、MFまたはRF電源が基板およびアースの間に接続されており、かつ基板が好ましくは負電圧で印加される。パルス化された電源およびMF、RF電源において正の電圧も基板に印加される。この電源は単極性または双極性に運転することができる。このステップ中の典型的な、しかし非排他的なプロセスパラメータ:
アルゴン流60sccm
放電電流 低電圧アーク150A
基板温度500℃(一部プラズマ加熱による、一部輻射加熱による)
プロセス時間30分
絶縁膜の製造時の低電圧アーク放電の安定性を保証するために、高温の伝導性の補助アノードを用いて処理されるかまたはパルス化された大電源が補助電極とアースとの間に接続されている。
【0050】
6.中間膜31を有する被覆の開始(約15分)
火花蒸着(ソース電流140A、Ar80sccm、N2 1200sccm、−80Vまたは−100Vから下げて−60Vもしくは40VへのバイアスによるCrN中間膜300nm。
被覆は低電圧アーク有りまたは無しで行うことができる。
【0051】
7.機能膜32への移行(約5分)
本来の機能膜への移行において、アークソースは付加的に50kHzで運転できる第2電源の単極性直流パルスに重畳される(図2)。さらにAlCrを膜として製造するために、Alターゲットが同じ方法で駆動される。たとえば10μsでパルス/10μs休止が作動され、この休止で150Aまでの電流が発生される。次いで200sccmの酸素の流入が実施される。
【0052】
8.AlCrNコーティングの帰還
酸素ガス流が安定化した後、AlCrNコーティングの減速が実施される。そのためにN2ガス流が低減される。このランプは約10分にわたって実施される。それに続きAr流が零に運転される(低電圧アークで作業されない場合)。
【0053】
9.機能膜32によるコーティング
本来の機能膜による基板のコーティングは純反応ガスで実施される(この場合は酸素)。最も重要なプロセスパラメータ:
酸素流400sccm
基板温度500℃
直流ソース電流60A
直流ソース電流に、50kHzのパルス周波数および10μsパルス/10μs休止のパルス特性を有する150Aのパルス直流電流(単極性)が重畳される。コーティングチャンバ内のプロセス圧力9×10−3mbar。基板でのバイアスが−40Vに戻される。酸化アルミニウムは絶縁膜であるため直流パルスまたはMF(50kHz−350kHz)として駆動されるバイアス供給が使用される。コーティングは低電圧アークと同時に実施することができる。この場合はより高い反応性が得られる。さらに低電圧アークの同時利用はコーティング中に直流成分をソースで低減できる長所も有する。
【0054】
これはアーク電流をより高くして、さらに低減することができる。このように案内されたコーティングプロセスは、数時間にわたっても安定している。ターゲット5、5’は薄い平坦な酸化膜で覆われる。しかしターゲット表面が酸素によって変化するにもかかわらず絶縁する島が発生せず、これはバーニング電圧の高さにも現れる。ターゲット表面は本質的により平坦になる。アークはより粗く進行し、かつ複数のより小さいアークに分割される。飛沫数は本質的に低減される。
【0055】
前記プロセスは、このプロセスがパルス電源に対する要件を少なくするので、基本的な好ましいバージョンである。直流給電は、アークのための最小電流または保持電流を供給し、かつパルス最大電源16、16’は飛沫の回避に利用され、プロセスをより安定化する。
【0056】
マルチレイヤ系33つまり多重膜系33を上記膜列に対して発生するための可能性は、ここで膜析出中の酸素流が減少または完全に遮断され、他方、窒素流が接続されることである。これは周期的にも非周期的にも排他的または混合された酸素窒素濃度の膜によって実施できる。この方法によりマルチレイヤ33が、図4と、図5に拡大して、例として断面図で示したように製造される。多くの場合、この機能膜32は、コーティングを外方へ閉鎖し、もう1つ別の膜がその上に続かない。
【0057】
摩耗特性はそれぞれの適用に応じておよび必要に応じて1つまたはそれ以上の被覆層35により「直留」(“getopt”)することができる。すでに上記のTiNトップコートを有するAlCrN/AlCrOマルチレイヤの例は、同様に図4に示されている。少なくとも1つの被覆層35はこの場合たとえば摩擦低減膜とすることができ、次に硬質材料膜32もしくは機能膜または多重膜が摩擦低減膜35のための保護膜として利用される。
【0058】
特に薄い酸化物含有の膜厚をもつマルチレイヤ機能膜33またはマルチレイヤ中間膜を製造する要望がある場合、好ましいプロセス変形は、まさにターゲットが第1被毒現象を示し(電圧上昇、大抵数分後)および次にそのつど再びたとえば窒素流に切り換えられるまでの間、酸化物を形成するターゲットの運転が酸素流下に実施されることによっても実施することができる。このプロセス変形は特に簡単であり、かつ存在する従来の技術(図1)つまりターゲットパルス運転によって実現できる。しかしこれは、それぞれの要件への膜厚の自由整合を可能にしない。
【0059】
2つまたはそれ以上のアーク蒸着ソースによるデュアルパルス運転中の前記例の態様はプロセスの実施および経済性に関して付加的な長所を提供する。
実施例2:
DPAE(デュアルパルスアーク蒸着装置)によるAl−Cr−O硬質材料膜系32およびCr−N中間膜31を有する切削工具、好ましくは割出差込工具のような加工物30のコーティング。
【0060】
実施例1に準じるステップ1ないし5を含む。
6.中間膜によるコーティングの開始(約15分)
−180V(36μsマイナス、4μsプラス)の双極性バイアスを有する、火花蒸着(ターゲット材料AlCr(50%、50%)、ソース電流180A、N2 800sccmによるAlCrN中間膜300nm。コーティングは低電圧アーク有りおよび無しで実施できる。この点まで、この方法は従来の技術に例として図1に記載しているように、この従来の技術に従う。
【0061】
7.機能膜32への移行(約5分)
本来の機能膜32への移行において、窒素は800sccmから約600sccmへ傾斜させて下げられ、それに続き400sccmの酸素流が入れられる。ここで窒素流は遮断される。
【0062】
8.機能膜32を有するコーティング
ここで、図3に示したように、双極性パルス最大電源16は、両方のアーク蒸着カソード5、20の間で運転される。前記プロセスにおいて約50Aの電流の時間的に正もしくは負の平均値で作動される。パルス時間はそれぞれ10μs休止を有する正および負の電圧領域に対してその中間の160Vの電圧でそれぞれ10μsになる。双極性パルス電源16による電流のピーク値はそれぞれのパルス形状に左右される。双極性パルス電流の各アーク蒸着カソード5、20およびピーク値による直流電流からの差分は、さもないとアーク(火花)が消弧されるので、いわゆるアーク蒸着カソード5、20の保持電流を下回ってはならない。コーティングの最初10分間にバイアスが−180Vから−60Vへ傾斜される。二重に回転する加工物30の典型的なコーティング率は3μm/hおよび6μm/hになる。つまり本来の機能膜32を有する加工物30のコーティングは、純反応ガス(この例の場合は酸素)で実施される。最も重要なプロセスパラメータを再度要約する。
酸素流400sccm
加工物温度500℃
AlソースおよびCrソース両者用の直流ソース電流180A
両方のカソード間の双極性パルス直流電流は周波数25kHzを有する。
プロセス圧力約9×10−3mbar
上述のように、コーティングは低電圧アークの運転と同時に実施できる。この場合に反応性のさらなる増加が特に加工物近傍で達成される。さらにコーティング中の低電圧アークの同時利用は、DC成分をソースで低減できる長所も有する。より高いアーク電流により、これはさらに低減することができる。
【0063】
このように案内されたコーティングプロセスは数時間にわたっても安定している。アーク蒸着装置5、20ターゲット5’、20’は薄く平坦な酸化膜で覆われる。これは望ましくかつ広範囲に飛沫がなくかつ安定したプロセスの前提条件でもある。この被覆はターゲットでの電圧上昇に体現されている。
【0064】
加工物は種々のコーティングで被覆され、かつ同じ条件下で実質的な比較試験にかけられる。
回転試験の試験条件:
この試験の基準として公知のTiAlN膜および公知のCVDにより析出されたα酸化アルミニウム膜を考慮した。全ての試験膜で4μmの膜厚を調査した。試験材料としてステンレス鋼(1.1192)を利用した。回転サイクルとしてそれぞれ1、2および4分を選択した。この切削速度は350m/min、送り0.3mm/rev、食い込み深さ2mmになる。この条件は、短い試験時間が加工物の切削エッジの高い温度で達成可能であるように選択された。自由面および切削面の摩耗および加工された鋼の表面粗さを調査し、かつ一定の増大した粗さが生じるまでの持続時間を算出した。摩耗に対する定量的基準としてこの耐久時間を算出した。
結果:
a)CVD膜α酸化アルミニウム(従来の技術)
膜厚d=4μm。
工具は4分間試験に耐えた。しかしながらSEMで試験後に膜材料がもはや切削面上に無かった。
【0065】
b)TiAlN膜(従来の技術)、d=4μm
この膜は、すでに2分未満後に第1の破壊を示し、かつ加工物に粗い表面を残した。
発明:
c)AlCrN中間膜、d=0.4μm
AlCrN/AlCrOマルチレイヤ、d=3.6μm
TiNトップコート、d=0.8μm
耐久時間4分
d)AlCrN中間膜、d=0.4μm
AlCrN/AlCrOマルチレイヤ、d=3.6μm
3分40秒
e)AlCrN中間膜、d=0.3μm
AlCrOシングルレイヤ、d=2.9μm
TiNトップコート、d=0.9μm
4分
f)AlCrN中間膜、d=0.35μm
AlCrOシングルレイヤ、d=3.5μm
3分20秒
g)ZrN中間膜、d=0.3μm
ZrN/AlCrOマルチレイヤ、d=3.8μm
ZrNトップコート、d=0.5μm
3分10秒
h)ZrN中間膜、d=0.2μm
ZrO/AlCrOマルチレイヤ、d=6.4μm
ZrNトップコート、d=0.8μm
4分
i)AlCrN中間膜、d=0.5μm
AlCrO/αアルミナマルチレイヤ、d=8.2μm
4分
k)(Ti、AlCrN)中間膜、d=0.4μm
AlCrO/TiAlCrNマルチレイヤ、d=4.5μm
3分50秒
表示された材料からなる膜もしくは酸化膜を含有するマルチレイヤは、明らかに高い切削速度でより少ない摩耗を示す。従来の技術に従って伝導性の膜(TiAlN)は高い切削速度で摩耗に関して本発明に従った酸化物系より明らかに劣っている。(AlCr)yOzおよび(AlZr)yOzからなる本発明に従った系は公知のα酸化アルミニウムからなるCVD膜と類似の少ない摩耗を示すが、コーティングプロセス中の加工物の高い温度負荷もしくは腐食性化学薬品による負荷のそれらの欠点がない。さらに、プロセスの実施は本質的により簡単にたとえばガスの切換もしくはガス成分の制御された変更(たとえばO2からN2へ)および/またはターゲットの切換もしくは他方へのターゲット給電の成分の制御された変化によって実施することができ、他方、CVDプロセスではマルチレイヤの膜系の個々の膜のための中間洗浄ならびに温度レベルの適合が必要である。
【符号の説明】
【0066】
1 真空処理装置、2 ポンプシステム、3 ホルダ、4 バイアス電源、5 アーク蒸着ソース、5’ ターゲット、6 アノード、7 点弧フィンガ、8 ガス、9 プラズマソース、10、10’ コイル、11 プロセスガス入口、13 直流電源、14 スイッチ、15 アノード、16、16’ パルス電源、20 アーク蒸着ソース、20’ ターゲット。
【特許請求の範囲】
【請求項1】
不完全に反応した集合物を伴うアークPVD機能膜(32)としての硬質材料膜であって、前記集合物は加工物(30)上に析出された前記膜中に金属部分を形成し、前記膜は遷移金属であるZr、Cr、MoおよびAl、Si、Fe、Co、Ni、Yからなる少なくとも1つの金属(Me)から電気的絶縁性の酸化物として形成された硬質材料膜であって、前記機能膜(32)は2%未満の希ガスおよびハロゲンの濃度を有する硬質材料膜。
【請求項2】
前記加工物(30)は、金属材料から作られる加工品(30)であることを特徴とする請求項1に記載の硬質材料膜。
【請求項3】
前記加工物(30)は、切削工具、成形工具、射出成形工具または打ち抜き工具であることを特徴とする請求項1または2に記載の硬質材料膜。
【請求項4】
前記加工物(30)は、割出差込工具であることを特徴とする請求項1から3のいずれか1項に記載の硬質材料膜。
【請求項5】
前記膜の平均粗さ値Raは、0.2μm以上であることを特徴とする請求項1から4のいずれか1項に記載の硬質材料膜。
【請求項6】
機能膜(32)内の希ガスの濃度が最大0.1%であり、および/またはハロゲンの濃度が最大0.5%であることを特徴とする請求項1から5のいずれか1項に記載の硬質材料膜。
【請求項7】
機能膜(32)内の希ガスの濃度が最大0.05%であり、および/またはハロゲンの濃度が最大0.1%であることを特徴とする請求項1から5のいずれか1項に記載の硬質材料膜。
【請求項8】
機能膜(32)が本質的に希ガスおよび/またはハロゲンを含有しないことを特徴とする請求項1から5のいずれか1項に記載の硬質材料膜。
【請求項9】
機能膜(32)が0.5〜12μmの範囲の厚さを有することを特徴とする請求項1から8のいずれか1項に記載の硬質材料膜。
好ましくは
【請求項10】
機能膜(32)が1.0〜5μmの範囲の厚さを有することを特徴とする請求項1から8のいずれか1項に記載の硬質材料膜。
【請求項11】
機能膜(32)が本質的に、式(AlxMe1−x)yOz、(式中、Meは、金属Al、Cr、Mo、Zr、Fe、Co、Ni,Yの1つであり、単独または該金属の混合物である)のアルミニウム金属混合酸化物であることを特徴とする請求項1から10のいずれか1項に記載の硬質材料膜。
【請求項12】
Meが金属クロムであり、かつ式(AlxCr1−x)yOzを形成することを特徴とする請求項11記載の硬質材料膜。
【請求項13】
膜中の金属クロムの割合1−xが5〜80At%であることを特徴とする請求項12記載の硬質材料膜。
【請求項14】
膜中の金属クロムの割合1−xが10〜60At%であることを特徴とする請求項12記載の硬質材料膜。
【請求項15】
機能膜(32)が本質的に式Al2O3の化学量論の酸化アルミニウム膜であることを特徴とする請求項1から10のいずれか1項に記載の硬質材料膜。
【請求項16】
機能膜(32)が、摩擦低減膜(35)のような少なくとも1つのその上に置かれる被覆層(35)を有する、最も外側の層または1つの付加的な保護膜を形成することを特徴とする請求項1から15のいずれか1項に記載の硬質材料膜。
【請求項17】
機能膜(32)が800℃以上の耐熱性を有し、かつ化学的に耐性があることを特徴とする請求項1から16のいずれか1項に記載の硬質材料膜。
【請求項18】
加工物(30)が工具または機械部材であることを特徴とする請求項1から17のいずれか1項に記載の硬質材料膜を備えた加工物。
【請求項19】
加工物(30)が割出差込工具であることを特徴とする請求項1から17のいずれか1項に記載の硬質材料膜を備えた加工物。
【請求項20】
機能膜(32)と加工物(30)との間に中間膜(31)を形成する1つの別の膜が配置され、かつこの膜が1つの付着膜(31)を形成することを特徴とする請求項18または19に記載の加工物。
【請求項21】
機能膜(32)と加工物(30)との間に中間膜(31)を形成する1つの別の膜が配置され、かつこの膜が特に1つの付着膜(31)を形成し、かつ周期系の亜族IV、VおよびVIおよび/またはAl、Si、Fe、Co、Ni、Co、Yの金属の1つまたはこれら金属の混合物を含有することを特徴とする請求項18または19に記載の加工物。
【請求項22】
中間膜(31)の金属がN、C、O、Bを有する化合物または該化合物の混合物であり、Nを有する化合物が有利であることを特徴とする請求項20または21に記載の加工物。
【請求項23】
中間膜(31)の膜厚が0.05〜5μmの範囲になることを特徴とする請求項20から22のいずれか1項に記載の加工物。
【請求項24】
中間膜(31)の膜厚が0.1〜0.5μmの範囲になることを特徴とする請求項20から22のいずれか1項に記載の加工物。
【請求項25】
機能膜(32)および/または中間膜(31)のような膜の少なくとも1つが金属から窒化物を経ておよび/または窒化物から窒素酸化物へおよび酸化物までに至るような延伸膜(34)として形成されていることを特徴とする請求項18から24のいずれか1項に記載の加工物。
【請求項26】
機能膜(32)のような膜の少なくとも1つが種々の材料組成物を有する多重膜系(33)として形成されていることを特徴とする請求項18から25のいずれか1項に記載の加工物。
【請求項27】
機能膜(32)のような膜の少なくとも1つが種々の材料組成物を有する多重膜系(33)として形成され、前記多重膜系において複数のレイヤー(33)がその本質的な組成物に関して交互に繰り返していることを特徴とする請求項18から25のいずれか1項に記載の加工物。
【請求項28】
機能膜(32)のような膜の少なくとも1つが種々の材料組成物を有する多重膜系(33)として形成され、前記多重膜系において複数のレイヤー(33)がその本質的な組成物に関して交互に繰り返し、かつ多重膜系(33)が少なくとも3レイヤーを含むことを特徴とする請求項18から25のいずれか1項に記載の加工物。
【請求項29】
膜系の繰返しの膜順対が、Me1からMe2酸化物へ、および/またはMe1窒化物からMe1酸化物へ、および/またはMe1窒化物からMe2酸化物へのように交互に材料組成物を変えることを特徴とする請求項26から28のいずれか1項に記載の加工物。
【請求項30】
膜系の繰返しの膜順対が交互に(AlxCr1−x)yNzおよび(AlxCr1−x)yOzの材料組成物を含有することを特徴とする請求項26から29のいずれか1項に記載の加工物。
【請求項31】
膜系の繰返しの膜順対が交互に(AlxCr1−x)yNzおよび(AlxCr1−x)yOzの材料組成物を含有し、かつ該材料組成物を(AlxCr1−x)Nおよび(AlxCr1−x)2O3のような化学量論の組成物で含有することを特徴とする請求項26から29のいずれか1項に記載の加工物。
【請求項32】
膜系の繰返しの膜順対が交互に(AlZr)xNyおよび(AlZr)xOyの材料組成物を含有することを特徴とする請求項26から29のいずれか1項に記載の加工物。
【請求項33】
膜系の繰返しの膜順対が交互に(AlZr)xNyおよび(AlZr)xOyの材料組成物を含有し、かつ該材料組成物を(AlxZr1−x)Nおよび(AlxZr1−x)2O3のような化学量論の組成物で含有することを特徴とする請求項26から29のいずれか1項に記載の加工物。
【請求項34】
多重膜系(33)が少なくとも20レイヤーを含むことを特徴とする請求項26から33のいずれか1項に記載の加工物。
【請求項35】
多重膜系(33)が500レイヤーを含むことを特徴とする請求項26から33のいずれか1項に記載の加工物。
【請求項36】
多重膜系(33)の1つのレイヤーの膜厚が0.01〜0.5μmの範囲にあることを特徴とする請求項26から35のいずれか1項に記載の加工物。
【請求項37】
多重膜系(33)の1つのレイヤーの膜厚が0.02〜0.1μmの範囲にあることを特徴とする請求項26から35のいずれか1項に記載の加工物。
【請求項1】
不完全に反応した集合物を伴うアークPVD機能膜(32)としての硬質材料膜であって、前記集合物は加工物(30)上に析出された前記膜中に金属部分を形成し、前記膜は遷移金属であるZr、Cr、MoおよびAl、Si、Fe、Co、Ni、Yからなる少なくとも1つの金属(Me)から電気的絶縁性の酸化物として形成された硬質材料膜であって、前記機能膜(32)は2%未満の希ガスおよびハロゲンの濃度を有する硬質材料膜。
【請求項2】
前記加工物(30)は、金属材料から作られる加工品(30)であることを特徴とする請求項1に記載の硬質材料膜。
【請求項3】
前記加工物(30)は、切削工具、成形工具、射出成形工具または打ち抜き工具であることを特徴とする請求項1または2に記載の硬質材料膜。
【請求項4】
前記加工物(30)は、割出差込工具であることを特徴とする請求項1から3のいずれか1項に記載の硬質材料膜。
【請求項5】
前記膜の平均粗さ値Raは、0.2μm以上であることを特徴とする請求項1から4のいずれか1項に記載の硬質材料膜。
【請求項6】
機能膜(32)内の希ガスの濃度が最大0.1%であり、および/またはハロゲンの濃度が最大0.5%であることを特徴とする請求項1から5のいずれか1項に記載の硬質材料膜。
【請求項7】
機能膜(32)内の希ガスの濃度が最大0.05%であり、および/またはハロゲンの濃度が最大0.1%であることを特徴とする請求項1から5のいずれか1項に記載の硬質材料膜。
【請求項8】
機能膜(32)が本質的に希ガスおよび/またはハロゲンを含有しないことを特徴とする請求項1から5のいずれか1項に記載の硬質材料膜。
【請求項9】
機能膜(32)が0.5〜12μmの範囲の厚さを有することを特徴とする請求項1から8のいずれか1項に記載の硬質材料膜。
好ましくは
【請求項10】
機能膜(32)が1.0〜5μmの範囲の厚さを有することを特徴とする請求項1から8のいずれか1項に記載の硬質材料膜。
【請求項11】
機能膜(32)が本質的に、式(AlxMe1−x)yOz、(式中、Meは、金属Al、Cr、Mo、Zr、Fe、Co、Ni,Yの1つであり、単独または該金属の混合物である)のアルミニウム金属混合酸化物であることを特徴とする請求項1から10のいずれか1項に記載の硬質材料膜。
【請求項12】
Meが金属クロムであり、かつ式(AlxCr1−x)yOzを形成することを特徴とする請求項11記載の硬質材料膜。
【請求項13】
膜中の金属クロムの割合1−xが5〜80At%であることを特徴とする請求項12記載の硬質材料膜。
【請求項14】
膜中の金属クロムの割合1−xが10〜60At%であることを特徴とする請求項12記載の硬質材料膜。
【請求項15】
機能膜(32)が本質的に式Al2O3の化学量論の酸化アルミニウム膜であることを特徴とする請求項1から10のいずれか1項に記載の硬質材料膜。
【請求項16】
機能膜(32)が、摩擦低減膜(35)のような少なくとも1つのその上に置かれる被覆層(35)を有する、最も外側の層または1つの付加的な保護膜を形成することを特徴とする請求項1から15のいずれか1項に記載の硬質材料膜。
【請求項17】
機能膜(32)が800℃以上の耐熱性を有し、かつ化学的に耐性があることを特徴とする請求項1から16のいずれか1項に記載の硬質材料膜。
【請求項18】
加工物(30)が工具または機械部材であることを特徴とする請求項1から17のいずれか1項に記載の硬質材料膜を備えた加工物。
【請求項19】
加工物(30)が割出差込工具であることを特徴とする請求項1から17のいずれか1項に記載の硬質材料膜を備えた加工物。
【請求項20】
機能膜(32)と加工物(30)との間に中間膜(31)を形成する1つの別の膜が配置され、かつこの膜が1つの付着膜(31)を形成することを特徴とする請求項18または19に記載の加工物。
【請求項21】
機能膜(32)と加工物(30)との間に中間膜(31)を形成する1つの別の膜が配置され、かつこの膜が特に1つの付着膜(31)を形成し、かつ周期系の亜族IV、VおよびVIおよび/またはAl、Si、Fe、Co、Ni、Co、Yの金属の1つまたはこれら金属の混合物を含有することを特徴とする請求項18または19に記載の加工物。
【請求項22】
中間膜(31)の金属がN、C、O、Bを有する化合物または該化合物の混合物であり、Nを有する化合物が有利であることを特徴とする請求項20または21に記載の加工物。
【請求項23】
中間膜(31)の膜厚が0.05〜5μmの範囲になることを特徴とする請求項20から22のいずれか1項に記載の加工物。
【請求項24】
中間膜(31)の膜厚が0.1〜0.5μmの範囲になることを特徴とする請求項20から22のいずれか1項に記載の加工物。
【請求項25】
機能膜(32)および/または中間膜(31)のような膜の少なくとも1つが金属から窒化物を経ておよび/または窒化物から窒素酸化物へおよび酸化物までに至るような延伸膜(34)として形成されていることを特徴とする請求項18から24のいずれか1項に記載の加工物。
【請求項26】
機能膜(32)のような膜の少なくとも1つが種々の材料組成物を有する多重膜系(33)として形成されていることを特徴とする請求項18から25のいずれか1項に記載の加工物。
【請求項27】
機能膜(32)のような膜の少なくとも1つが種々の材料組成物を有する多重膜系(33)として形成され、前記多重膜系において複数のレイヤー(33)がその本質的な組成物に関して交互に繰り返していることを特徴とする請求項18から25のいずれか1項に記載の加工物。
【請求項28】
機能膜(32)のような膜の少なくとも1つが種々の材料組成物を有する多重膜系(33)として形成され、前記多重膜系において複数のレイヤー(33)がその本質的な組成物に関して交互に繰り返し、かつ多重膜系(33)が少なくとも3レイヤーを含むことを特徴とする請求項18から25のいずれか1項に記載の加工物。
【請求項29】
膜系の繰返しの膜順対が、Me1からMe2酸化物へ、および/またはMe1窒化物からMe1酸化物へ、および/またはMe1窒化物からMe2酸化物へのように交互に材料組成物を変えることを特徴とする請求項26から28のいずれか1項に記載の加工物。
【請求項30】
膜系の繰返しの膜順対が交互に(AlxCr1−x)yNzおよび(AlxCr1−x)yOzの材料組成物を含有することを特徴とする請求項26から29のいずれか1項に記載の加工物。
【請求項31】
膜系の繰返しの膜順対が交互に(AlxCr1−x)yNzおよび(AlxCr1−x)yOzの材料組成物を含有し、かつ該材料組成物を(AlxCr1−x)Nおよび(AlxCr1−x)2O3のような化学量論の組成物で含有することを特徴とする請求項26から29のいずれか1項に記載の加工物。
【請求項32】
膜系の繰返しの膜順対が交互に(AlZr)xNyおよび(AlZr)xOyの材料組成物を含有することを特徴とする請求項26から29のいずれか1項に記載の加工物。
【請求項33】
膜系の繰返しの膜順対が交互に(AlZr)xNyおよび(AlZr)xOyの材料組成物を含有し、かつ該材料組成物を(AlxZr1−x)Nおよび(AlxZr1−x)2O3のような化学量論の組成物で含有することを特徴とする請求項26から29のいずれか1項に記載の加工物。
【請求項34】
多重膜系(33)が少なくとも20レイヤーを含むことを特徴とする請求項26から33のいずれか1項に記載の加工物。
【請求項35】
多重膜系(33)が500レイヤーを含むことを特徴とする請求項26から33のいずれか1項に記載の加工物。
【請求項36】
多重膜系(33)の1つのレイヤーの膜厚が0.01〜0.5μmの範囲にあることを特徴とする請求項26から35のいずれか1項に記載の加工物。
【請求項37】
多重膜系(33)の1つのレイヤーの膜厚が0.02〜0.1μmの範囲にあることを特徴とする請求項26から35のいずれか1項に記載の加工物。
【図1】


【図2】
【図3】
【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−79452(P2013−79452A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2012−270287(P2012−270287)
【出願日】平成24年12月11日(2012.12.11)
【分割の表示】特願2008−502210(P2008−502210)の分割
【原出願日】平成18年1月19日(2006.1.19)
【出願人】(598051691)エリコン・トレーディング・アクチェンゲゼルシャフト,トリュープバッハ (44)
【氏名又は名称原語表記】Oerlikon Trading AG,Truebbach
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成24年12月11日(2012.12.11)
【分割の表示】特願2008−502210(P2008−502210)の分割
【原出願日】平成18年1月19日(2006.1.19)
【出願人】(598051691)エリコン・トレーディング・アクチェンゲゼルシャフト,トリュープバッハ (44)
【氏名又は名称原語表記】Oerlikon Trading AG,Truebbach
【Fターム(参考)】
[ Back to top ]