
硬質炭素膜およびその形成方法

【課題】 耐面圧性を含め密着性の高い硬質炭素膜を実現する。
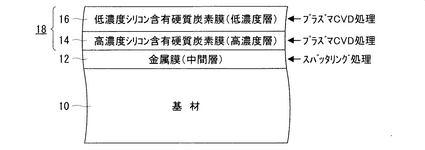
【解決手段】 基材10上に、当該基材10と相性の良い中間層としての金属膜12が、スパッタリング処理によって形成される。そして、この中間層12上に、シリコンを含有する高濃度シリコン含有硬質炭素膜(高濃度層)14が、プラズマCVD処理によって形成される。さらに、この高濃度層14上に、当該高濃度層14よりも少なめのシリコンを含有する低濃度シリコン含有硬質炭素膜(低濃度層と言う)16が、同プラズマCVD処理により形成される。そして、高濃度層14および低濃度層16が、一連の硬質炭素膜18を成す。このように硬質炭素膜18に含まれるシリコンの量が基材10から遠くなるに連れて減少することで、当該硬質炭素膜18の耐面圧性を含めた密着性が向上する。
【解決手段】 基材10上に、当該基材10と相性の良い中間層としての金属膜12が、スパッタリング処理によって形成される。そして、この中間層12上に、シリコンを含有する高濃度シリコン含有硬質炭素膜(高濃度層)14が、プラズマCVD処理によって形成される。さらに、この高濃度層14上に、当該高濃度層14よりも少なめのシリコンを含有する低濃度シリコン含有硬質炭素膜(低濃度層と言う)16が、同プラズマCVD処理により形成される。そして、高濃度層14および低濃度層16が、一連の硬質炭素膜18を成す。このように硬質炭素膜18に含まれるシリコンの量が基材10から遠くなるに連れて減少することで、当該硬質炭素膜18の耐面圧性を含めた密着性が向上する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、硬質炭素膜およびその形成方法に関し、特に例えばDLC(Diamond Like Carbon)膜等の非晶質硬質炭素膜であって、基材上に当該基材と密着性の良い中間層を介して形成される硬質炭素膜およびその形成方法に関する。
【背景技術】
【0002】
この種の硬質炭素膜として、従来、例えば特許文献1に開示されたものがある。この従来技術によれば、基材上に、第1層としてチタン(Ti)膜またはクロム(Cr)膜がPVD(Physical Vapor Deposition)法によって形成され、この第1層上に、第2層としてシリコン(Si)膜が同PVD法によって形成される。これら第1層および第2層は、中間層を成す。そして、この中間層の上に、第3層として硬質カーボン膜がプラズマCVD(Chemical Vapor Deposition)法によって形成される。このようにチタン(またはクロム)およびシリコンという単体元素から成る中間層を設けることで、硬質カーボン膜の内部応力が緩和され、当該硬質カーボン膜の密着性が向上する、とされている。
【特許文献1】特開平8−60365号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、上述の従来技術では、硬質カーボン膜の密着性を証明するための具体例として、スクラッチ試験による評価結果が開示されているが、当該スクラッチ試験で使用されている荷重は、200g〜400gと比較的に小さい。また、摺動部品や金型等の用途においては、被膜の表面に高い面圧が掛かるため、当該面圧に対する被膜の強度(耐面圧性)も重要視されるが、従来技術には、かかる耐面圧性について何ら開示されていない。つまり、従来技術では、耐面圧性を含め高い密着性を得られるかどうかが、不明である。
【0004】
そこで、この発明は、耐面圧性を含め従来よりも高い密着性を得ることができる硬質炭素膜およびその形成方法を提供することを、目的とする。
【課題を解決するための手段】
【0005】
かかる目的を達成するために、第1の発明は、基材上に当該基材と密着性のある中間層を介して形成された硬質炭素膜において、シリコンおよび水素(H2)を含み、基材から遠い部分ほど当該シリコンの含有量が少ないことを特徴とするものである。
【0006】
即ち、この第1の発明の硬質炭素膜は、シリコンおよび水素を含む。かかる硬質炭素膜においては、これらシリコンおよび水素の含有量によって、その特性が大きく異なる。例えば、シリコンの含有量が多いほど、当該硬質炭素膜の内部応力が小さくなり、中間層との密着性が向上する。ただし、当該シリコンの含有量が多いほど、硬質炭素膜の耐磨耗性(硬度)は低下し、言わば脆弱化する。この第1の発明では、基材から遠い部分ほど、つまり硬質炭素膜の最表面に近い部分ほど、シリコンの含有量が少ないため、当該最表面において高い耐磨耗性が得られる。一方、基板に近い部分、つまり中間層に近い部分ほど、シリコンの含有量が多いため、当該中間層との密着性が保たれる。
【0007】
そして、水素の含有量もまた、内部応力および耐摩耗性に影響する。例えば、当該水素の含有量が多いほど、硬質炭素膜の内部応力は小さくなり、耐摩耗性は低下する。そこで、かかる水素の含有量についても、基材から遠い部分ほど少なくするのが、望ましい。このようにすれば、硬質炭素膜の最表面においてさらに高い耐摩耗性を得ることができると共に、中間層との密着性がさらに向上する。
【0008】
なお、硬質炭素膜の最表面におけるシリコンの含有量は、略零であってもよい。このようにすれば、当該最表面における硬度がより一層向上する。また、例えば摺動部品または金型としての用途であって、相手方の素材がアルミニウムまたはアルミニウム合金である場合は、相手方との凝着を防止するためにも、最表面におけるシリコンの含有量を零とするのが、望ましい。なぜなら、シリコンは、アルミニウムおよびアルミニウム合金と凝着し易いからである。
【0009】
ただし、このように最表面におけるシリコンの含有量が零になると、当該最表面の摩擦係数が上昇し、いわゆる潤滑性が低下する。そこで、かかる摩擦係数の上昇を補うべく、最表面に酸素(O2)を含ませてもよい。これは、摺動部品としての用途に、特に有効である。即ち、摺動部品としての用途では、相手方と摺動することで、当該相手方の摺動面に大気中の酸素と反応することによる化合物が形成される。そこで、硬質炭素膜の最表面に予め酸素を含ませておけば、当該化合物が形成された相手方の摺動面との整合性(言わば馴染み易さ)を図ることができ、特に摺動初期における摩擦係数を低減することができる。
【0010】
また、この第1の発明の硬質炭素膜は、シリコンおよび水素の含有量が互いに異なる複数の硬質炭素層が積層されたものであってもよい。
【0011】
そして、中間層としては、例えばチタン膜,チタン−シリコン(Ti−Si)合金膜,炭化チタン(TiC)膜,クロム膜,クロム−シリコン(Cr−Si)合金膜等がある。いずれを採用するかは、例えば当該中間層の上に形成される硬質炭素膜の組成、或いは基材の種類等に応じて、適宜選択される。
【0012】
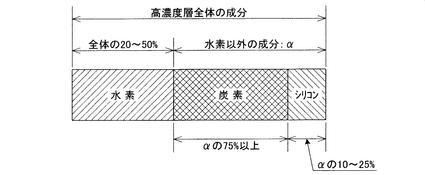
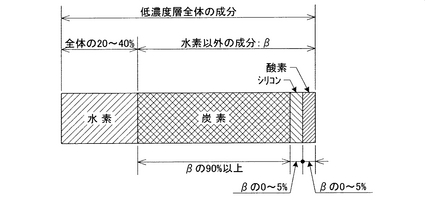
第2の発明は、基材上に当該基材と密着性のある中間層を介して形成された硬質炭素膜において、中間層の上に、高濃度層と低濃度層とが、この順番で形成されたことを特徴とするものである。このうち、高濃度層は、原子比で20%ないし50%の水素を含み、かつ当該水素を除く成分のうち原子比で10%ないし25%のシリコンを含み、残りの主成分が炭素とされたものである。一方、低濃度層は、原子比で20%ないし40%の水素を含み、かつ当該水素を除く成分のうち原子比で0%ないし5%のシリコンおよび0%ないし5%の酸素を含み、残りの主成分が炭素とされたものである。
【0013】
即ち、この第2の発明は、言わば第1の発明の具体例であって、シリコンの含有量が比較的に多い高濃度層と、当該高濃度層よりもシリコンの含有量が少ない低濃度層とが、この順番で中間層の上に形成されたものである。なお、低濃度層においては、シリコンの含有量は零(0%)であってもよい。また、当該低濃度層は、酸素を含んでもよい。
【0014】
そして、この第2の発明においては、高濃度層と低濃度層との間に傾斜層が形成されてもよい。ここで、傾斜層とは、炭素を主成分とし、高濃度層以上かつ低濃度層以下の量のシリコンを含み、当該シリコンの含有量が高濃度層から低濃度層に向かうに連れて徐々に減少するように形成されたものである。かかる傾斜層が形成されることで、高濃度層と低濃度層との密着力がさらに向上し、ひいては当該高濃度層および低濃度層を含む被膜全体の密着性がさらに向上する。
【0015】
第3の発明は、基材上に当該基材と密着性のある中間層を介して硬質炭素膜を形成する方法において、基材上に中間層を形成する中間層形成過程と、この中間層上にシリコンおよび水素を含む硬質炭素膜を形成する炭素膜形成過程と、を備える。そして、当該炭素膜形成過程において、基材から遠くなるに連れて硬質炭素膜に含有させるシリコンの量を減少させることを特徴とするものである。
【0016】
即ち、この第3の発明によれば、第1の発明または第2の発明の硬質炭素膜を形成することができる。
【0017】
なお、中間層形成過程においては、スパッタリング法、特にマグネトロンスパッタリング法によって、中間層を形成するのが、望ましい。
【0018】
また、炭素膜形成過程においては、プラズマCVD法によって硬質炭素膜を形成するのが、望ましい。
【0019】
そして、このようにプラズマCVD法を採用する場合には、硬質炭素膜の材料となる材料ガスとして、比較的に入手し易くかつ安価なTMS(Tetramethyl
silane;Si(CH3)4)ガスおよびアセチレン(C2H2)ガスを用いると共に、これらのガスの使用比率、例えば真空槽内への流量比を、時間の経過と共に徐々に変化させるのが、望ましい。
【0020】
具体的には、当該TMSガスおよびアセチレンガスの真空槽内への流量比をγとし、この流量比γを次のように定義する。
γ=TMSガス流量/(アセチレンガス流量+TMSガス流量)
そして、かかる流量比γが時間の経過と共に小さくなるように、それぞれのガスの流量を調整する。このようにすれば、基材から遠くなるに連れてシリコンの含有量が徐々に減少する硬質炭素膜を、形成することができる。
【0021】
なお、当該流量比γの最大値γmaxは、γmax=1であってもよい。つまり、炭素膜形成過程の開始時において、アセチレンガスの流量は零であってもよい。
【0022】
そして、当該流量比γの最小値γminは、γmin=0であってもよい。つまり、炭素膜形成過程の終了時において、TMSガスの流量は零であってもよい。この場合、硬質炭素膜の最表面におけるシリコンの含有量は、零になる。
【0023】
また、当該硬質炭素膜の最表面に、酸素を含ませてもよい。
【0024】
さらに、炭素膜形成過程においては、基材から遠くなるに連れて水素の含有量をも徐々に減少させてもよい。
【0025】
そして、シリコンおよび水素の含有量が互いに異なる複数の硬質炭素層を積層することによって、硬質炭素膜を形成してもよい。
【発明の効果】
【0026】
この発明によれば、最表面において高い耐磨耗性が得られると共に、中間層との密着性が保たれる。そして、比較的に高い面圧にも耐えられることが、実験により確認された。つまり、耐面圧性を含め従来よりも密着性の高い硬質炭素膜を実現することができる。
【発明を実施するための最良の形態】
【0027】
この発明の第1実施形態について、図1〜図4を参照して説明する。
【0028】
この第1実施形態に係る硬質炭素膜は、摺動部品や金型等のように比較的に高い面圧が掛かる用途に適用されるものであり、基材上に当該基材と密着性の良い中間層を介して形成される。具体的には、図1に示すように、基材10上に、当該中間層としての金属膜12が、例えばスパッタリング処理によって形成される。そして、この金属膜(中間層)12の上に、シリコンを含有する高濃度シリコン含有硬質炭素膜(以下、高濃度層と言う。)14が、例えばプラズマCVD処理によって形成される。さらに、この高濃度層14の上に、当該高濃度層14よりも少なめのシリコンを含有する低濃度シリコン含有硬質炭素膜(以下、低濃度層と言う)16が、同プラズマCVD処理により形成される。そして、高濃度層14および低濃度層16が、一連の硬質炭素膜18を成す。
【0029】
基材10は、金属系またはセラミックス系のものであり、例えば鉄,熱処理鋼,超硬合金,ステンレス,ニッケル,銅,アルミニウム合金,チタン合金,アルミナ,窒化珪素,炭化珪素製のものである。そして、当該基材10の表面粗さ(十点平均粗さ)Rzは、例えば摺動部品用の場合は、[μm]以下であるのが好ましく、より好ましくは0.5[μm]以下であるのがよい。また、金型用の場合には、アンカー効果を考慮して、当該表面粗さRzは、例えば0.85[μm]〜1.5[μm]程度であるのが望ましい。
【0030】
中間層12は、基材10と高濃度層14との密着力を向上させるためのものであり、これら基材10および高濃度層14の両方と密着性の良い素材、例えばチタン、またはチタン−シリコン(Ti−Si)合金によって形成される。かかる中間層12は、後述するスパッタリング処理によって形成され、その膜厚は、0.05[μm]〜1.5[μm]程度が適当であり、好ましくは0.2[μm]〜0.3[μm]であるのがよい。
【0031】
なお、当該中間層12がチタン−シリコン合金によって形成される場合には、シリコンの含有量(含有率)は、原子比で5[%]〜70[%]であるのが好ましく、より好ましくは10[%]〜50[%]であるのがよい。当該シリコンの含有量が5[%]よりも少ないと、純チタンによって中間層12が形成されるのと差異がなくなり、つまり当該チタン−シリコン合金が採用される意味がなくなる(基材12の材料によってはチタン−シリコン合金の方が純チタンよりも相性が良い場合がある)。そして、シリコンの含有量が70[%]を超えると、シリコンの性質である脆弱さが顕著になり、皮膜(中間層12および硬質炭素膜18)全体の機械的強度が低下するからである。
【0032】
高濃度層14は、中間層12と低濃度層16との密着力を向上させるためのものであり、図2に示すように、水素およびシリコンを含む。ここで、この高濃度層14に含まれる水素およびシリコンの量は、当該高濃度層14の特性に大きく影響する。例えば、水素の含有量は、高濃度層14の内部応力と略逆比例の関係にある。即ち、水素の含有量が多いほど、高濃度層14の内部応力が小さくなり、中間層12との密着性が向上する。ただし、当該水素の含有量が多いほど、高濃度層14が機械的に脆くなり(硬度が低下し)、皮膜全体の機械的強度が低下する。従って、この高濃度層14における水素の含有量は、中間層12との間で高い密着性が得られ、かつ適当な硬度が維持される程度の量に設定される。具体的には、原子比で高濃度層14全体の20[%]〜50[%]に設定され、好ましくは30[%]〜40[%]とされる。なお、当該水素の含有量が30[%]以上のとき、高濃度層14の圧縮内部圧力は、(次に説明するシリコンの含有量にもよるが)約−1.0[GPa]以下となる。
【0033】
一方、シリコンについても、同様に、その含有量が多いほど、高濃度層14の内部応力が小さくなる。そして、当該高濃度層14の硬度は低下する。従って、このシリコンの含有量もまた、中間層12との間で高い密着性が得られ、かつ適当な硬度が維持される程度の量に設定される。具体的には、水素を除く成分αのうち、原子比で10[%]〜25[%]に設定され、好ましくは15[%]〜20[%]とされる。
【0034】
そして、これら水素およびシリコンを除く残りの成分が、炭素とされる。つまり、水素以外の成分αのうち、原子比で75[%]以上(90[%]未満)の成分が、当該炭素とされる。このような組成比率とすることで、中間層12との間で高い密着性が得られ、かつ適当な高度を有する高濃度層14が、形成される。なお、この高濃度層14の膜厚は、例えば0.05[μm]〜0.5[μm]とされ、好ましくは0.1[μm]〜0.2[μm]とされる。
【0035】
そして、低濃度層16は、いわゆるトップコートであり、例えば摺動部品用途では相手方との摺動面に当たる。従って、高い耐磨耗性(硬度)および低い摩擦係数(高い潤滑性)が、要求される。また、当然ながら、高濃度層14との密着性が高いことも、要求される。このため、当該低濃度層16もまた、高濃度層14と同様に、図3に示すように、水素およびシリコンを含む。さらに、場合によっては、少量の酸素を含む。
【0036】
具体的には、高い耐磨耗性を得るべく、水素の含有量は、高濃度層14よりも少なめに設定されており、例えば原子比で低濃度層16全体の20[%]〜40[%]、好ましくは25[%]〜30[%]とされている。このように水素の含有量が25[%]〜30[%]とされることで、低濃度層16の硬度は、(次に説明するシリコンの含有量にもよるが)1000[HK]〜1500[HK]という摺動部品や金型等の用途に十分に対応可能な高い値になる。なお、水素の含有量が例えば20[%]よりも少ないと、当該硬度は2000[HK]〜2500[HK]とさらに高くなるが、その反面、圧縮内部応力が−3[GPa]と大きくなり、密着性が低下する。また、圧膜化が困難になるという不都合も生じる。
【0037】
一方、シリコンの含有量もまた、高濃度層14よりも少なめに設定されており、例えば水素を除く成分βのうち、原子比で0[%]〜5[%]に設定され、好ましくは3[%]以下とされる。このようにシリコンの含有量を低減することで、当該低濃度層16の硬度を向上させることができる。また、例えば摺動部品或いは金型としての用途であって、相手方の素材がアルミニウムまたはアルミニウム合金である場合は、相手方との凝着を防止するためにも、当該シリコンの含有量を零とするのが、望ましい。
【0038】
ただし、シリコンは、摩擦係数を低減させる作用を有するので、上述の如く当該シリコンの含有量が零となる、つまりシリコンが全く含まれない場合には、低濃度層16の摩擦抵抗が上昇し、潤滑性が低下する。そこで、かかる摩擦係数の上昇分を補うべく、上述したように少量の酸素を含有させてもよい。これは、特に摺動部品としての用途に有効である。即ち、摺動部品としての用途では、相手方と摺動することで、当該相手方の摺動面に大気中の酸素との化合物が形成される。従って、トップコートである低濃度層16に予め酸素を含ませておけば、当該化合物が形成された相手方の摺動面と馴染み易くなり、特に摺動初期における摩擦係数を早期に安定化させることができる。なお、この酸素の含有量は、シリコンの含有量にもよるが、例えば水素を除く成分βのうち、原子比で0[%]〜5[%]、好ましくは3[%]以下が、適当である。
【0039】
そして、これら水素,シリコンおよび場合によっては酸素を除く残りの成分が、炭素とされる。つまり、水素以外の成分βのうち、原子比で90[%]以上の成分が、当該炭素とされる。このような組成比率とすることで、高硬度かつ低摩擦係数であり、しかも高濃度層14との密着性が良好な低濃度層16が、形成される。なお、この低濃度層16の膜厚は、用途にもよるが、例えば1[μm]〜20[μm]とされ、中間層12および高濃度層14の膜厚よりも大きめとされる。
【0040】
このように、この第1実施形態では、基材10の上に、当該基材10と密着性のよい中間層12が形成され、この中間層12の上に、硬質炭素膜18を構成する高濃度層14および低濃度層16が形成される。そして、高濃度層14および低濃度層16のそれぞれは、水素およびシリコンを含み、当該水素およびシリコンの含有量は、高濃度層14に比べて低濃度層16の方が少なめに設定されている。つまり、中間層から遠いほどこれら水素およびシリコンの含有量が少なくなるように設定されている。かかる構成によって、4[GPa]以上という高面圧に十分耐え得る極めて高い密着性を得られることが、実験により確認された。この実験については、後述する実施例において詳しく説明する。
【0041】
さて、かかる中間層12,高濃度層14および低濃度層16は、図4に示す表面処理装置20によって順次連続的に形成される。
【0042】
即ち、この表面処理装置20は、概略円筒形の真空槽22を備えており、当該真空槽22は、その両端面を上下に位置させた状態で設けられている。なお、この真空槽22の直径は、約1[m]であり、高さ寸法は、約0.8[m]である。また、当該真空槽22は、例えばSUS304等のステンレス製とされており、その壁部は、基準電位としての接地電位(GND)に接続されている。
【0043】
そして、真空槽22の底部(図4において下側の壁部)の周縁寄りの部分には、排気口24が設けられており、この排気口24は、図示しない排気管を介して、真空槽22の外部に設けられた排気手段としての真空ポンプ26に結合されている。さらに、真空槽22の上部(図4において上側の壁部)の略中央には、開口部28が設けられており、この開口部28を覆うようにプラズマ発生手段としてのプラズマガン30が設けられている。
【0044】
プラズマガン30は、後述する反射電極32,1対の電磁コイル34および36と共に、熱陰極PIG(Penning Ionization Gauge)方式のプラズマ発生源を構成する。具体的には、プラズマガン30は、概略円筒形の形状をしており、その壁部は、真空槽22の壁部と電気的に絶縁されている。そして、このプラズマガン30の底部(図4において下側の壁部)の略中央には、円形のプラズマ出力口(アパーチャ)38が設けられており、上部(図4において上側の壁部)は、閉鎖されている。そして、当該プラズマガン30の内部空間には、熱陰極40,陽極42および電子注入電極44が設けられている。
【0045】
このうち、熱陰極40は、プラズマガン30内の上部に設けられている。この熱陰極40は、直径が0.8[mm]〜1.0[mm]程度のタングステン製フィラメントで構成されており、その両端は、プラズマガン30(真空槽22)の外部に設けられた直流電源装置46に接続されている。熱陰極40は、この直流電源装置46からの直流電力の供給によって千数百[℃]〜二千数百[℃]に加熱され、熱電子を放出する。
【0046】
一方、陽極42は、モリブデン製の扁平な環状体であり、その中空部をプラズマ出力口38に対向させた状態で、熱陰極40の下方に設けられている。この陽極42は、熱陰極40から放出された熱電子を加速させるためのものであり、プラズマガン30(真空槽22)の外部に設けられた別の直流電源装置50によって、熱陰極40に対して+40[V]〜+70[V]の電位に維持される。この陽極42の電位(陽極電圧)および当該陽極42に流れる電流(放電電流:厳密には次に説明する電子注入電極44に流れる電流を含む)の大きさによって、後述するプラズマ48のパワー(プラズマガン出力)が決定される。この表面処理装置20では、最大で3[kW]のプラズマガン出力が得られる。なお、プラズマガン出力は、熱陰極40に供給される直流電力の大きさ(熱陰極40の温度)にも依存する。
【0047】
電子注入電極44もまた、陽極42と同様のモリブデン製の環状体であり、その中空部をプラズマ出力口38に対向させた状態で、当該陽極42の下方に設けられている。この電子注入電極44は、プラズマガン30内の空間電位を安定させ、ひいては真空槽22内の異常放電を抑制するためのものであり、プラズマガン30(真空槽20)の外部に設けられた更に別の直流電源装置52によって、陽極42よりも10[V]ほど低い電位に維持される。なお、この電子注入電極44は、接地電位に接続されている。
【0048】
さらに、プラズマガン30の側壁には、当該プラズマガン30内に放電用ガスとしてのアルゴン(Ar)ガスおよび水素ガスを個別に導入するためのガス供給手段としてのガス供給口54が設けられている。すなわち、このガス供給口54には、アルゴンガス導入用のガス供給管56および水素ガス導入用のガス供給管58が、並列に結合されている。そして、これらのガス供給管56および58には、それぞれを開閉するための開閉手段としてのバルブ60および62が、設けられている。また、図には示さないが、各ガス供給管56および58には、それぞれを流れるガスの流量を調整するための流量調整手段としてのマスフローコントローラも、設けられている。
【0049】
そして、プラズマガン30と対向するように、真空槽22内の底部側に、円盤状の反射電極32が設けられている。この反射電極32は、プラズマガン30から流れてくる電子を反射させるためのものであり、電気的に絶縁電位とされている。
【0050】
そしてさらに、真空槽22の外部であって、当該真空槽22の上方側に、一方の電磁コイル34が、プラズマガン30の周囲を取り巻くように設けられている。この電磁コイル34は、プラズマガン30内の放電を助長するためのものであり、真空槽22の外部に設けられた図示しない磁界発生用電源装置からの直流電力の供給によって、当該プラズマガン30内に所定の磁界を発生する。この磁界は、真空槽22内にも作用する。
【0051】
これに対して、他方の電磁コイル36は、一方の電磁コイル34と対向するように、真空槽22の下方側に設けられている。この電磁コイル36は、プラズマ48を真空槽22の中央にビーム状に閉じ込めるためのものであり、真空槽22の外部に設けられた別の磁界発生用電源装置からの直流電力の供給によって、上述の電磁コイル34から発生される磁界と共に、真空槽22内にミラー磁場を形成する。このようにプラズマ48をビーム状に閉じ込めることで、当該プラズマ48が高密度化される。なお、これらの電磁コイル34および36によって真空槽22の中央に発生する磁界の磁束密度は、20[G]〜100[G]の範囲で任意に調整できる。
【0052】
このような構成の熱陰極PIG方式のプラズマ発生源によれば、真空ポンプ26によって真空槽22内およびプラズマガン30内が減圧されると共に、ガス供給口54を介してプラズマガン30内にアルゴンガスまたは水素ガスが導入された状態で、熱陰極40,陽極42,電子注入電極44,電磁コイル34および36のそれぞれに直流電力が供給されると、熱陰極40から熱電子が放出され、この熱電子は陽極42に向かって加速される。この加速された熱電子は、プラズマガン30内に導入されたガスの分子に衝突し、その衝撃によって当該ガス分子は電離する。つまり、プラズマ48が発生する。
【0053】
そして、プラズマ48内の電子は、上述の熱電子と共に、電磁コイル34および36によって形成された磁界に案内されて反射電極32に向かって流れる。しかし、反射電極32は絶縁電位とされているため、当該反射電極32に向かって流れた電子は、ここで反射されて、当該反射電極32とプラズマガン30との間で電界振動する。これによって、当該電子がガス分子と衝突する確率および回数が増大し、プラズマ48の発生効率が向上する。この表面処理装置20では、例えば真空槽22内(プラズマガン30内を含む)の圧力が0.1[Pa]であるときに、1011[cm−3]台という高密度のプラズマ48が発生する。なお、上述したように、プラズマガン30内の空間電位は電子注入電極44によって安定しているので、当該プラズマガン30内、ひいては真空槽22内での異常放電が抑制される。従って、上述の如く高密度でありながら、安定したプラズマ48が得られる。
【0054】
さらに、真空槽22内において、ビーム状のプラズマ48の外側、換言すれば放電領域の外側の位置に、被処理物としての上述した基材10,10,…を支持するための複数(たとえば数個〜十数個)のホルダ64,64,…が設けられている。これらのホルダ64,64,…は、ギア機構66,66,…を介して、円盤状の公転台68の周縁部分に結合されている。公転台68の底面(図4において下側の面)の中央には、回転軸70の一端が固定されている。そして、この回転軸70の他端は、真空槽22の外部に設けられたモータ72のシャフト74に結合されている。
【0055】
つまり、モータ72のシャフト74が図4に矢印76で示す方向に回転すると、公転台68も同方向に回転し、これによって基材10,10,…がプラズマ48の周囲を回転し、言わば公転する。さらに、ギア機構66,66,…による回転伝達作用によって、基材10,10,…自体が図4に矢印78,78,…で示す方向に回転し、言わば自転する。このように基材10,10,…が自公転することで、当該基材10,10,…に対するプラズマ48の影響力が均一化される。
【0056】
また、それぞれの基材10には、ホルダ64,ギア機構66,公転台68および回転軸70を介して、真空槽22の外部に設けられたバイアス印加手段としてのパルス電源装置80から、バイアス電圧としての非対称パルス電圧が印加される。この非対称パルス電圧は、周波数が50[kHz]〜250[kHz]の負パルス電圧である。そして、当該周波数,デューティ比,ハイ(H)レベル電圧およびロー(L)レベル電圧を調整することで、その平均電圧を例えば0[V]〜−1000[V]の範囲で任意に可変できる。
【0057】
そして、真空槽22内の側壁の近傍であって、公転台68の外周縁(基材10,10,…)よりも外側の或る位置に、温度制御手段としての電熱ヒータ82が設けられている。この電熱ヒータ82は、基材10,10,…を加熱するためのものであり、その加熱温度は、真空槽22の外部に設けられた図示しないヒータ用電源装置によって制御される。
【0058】
さらに、真空槽22内の側壁の近傍であって、電熱ヒータ82と対向する位置に、上述した中間層12の素材となる純度が99.9[%]以上(いわゆる3N)のチタン製のスパッタカソード84が配置されている。このスパッタカソード84は、当該中間層12を形成するためのスパッタリング処理においてターゲットとなるものであり、当該スパッタリング処理の際、このスパッタカソード84には、真空槽22の外部に設けられた図示しないスパッタ用電源装置から負電圧の直流電力が供給される。なお、このスパッタカソード84に供給される当該直流電力の密度A(パワー密度)は、1[W/cm2]〜70[W/cm2]の範囲で任意に可変できる。そして、このスパッタカソード8図示しない4の背面(図1において右側の面)に近接して、当該スパッタリング処理におけるスパッタ効率を向上させるためのマグネット86が、配置されている。なお、このマグネット86を含むスパッタカソード84は、1つに限らず、例えば生産性を向上させるために複数設けてもよい。
【0059】
そしてさらに、真空槽22の側壁には、上述した高濃度層14および低濃度層16を形成するためのプラズマCVD処理において当該真空槽22内に材料(反応)ガスとしてのTMSガス,アセチレンガスおよび酸素ガスを導入するためのガス供給口88が設けられている。このため、このガス供給口88には、これらTMSガス,アセチレンガスおよび酸素ガスを個別に導入するための3本のガス供給管90,92および94が、並列に結合されている。そして、これらのガス供給管90,92および94にも、開閉手段としてのバルブ96,98および100が、設けられている。また、図には示さないが、流量調整手段としてのマスフローコントローラも、設けられている。なお、このように材料ガスについては上述したプラズマガン30内ではなく真空槽22内に導入することとしたのは、当該材料ガスによってプラズマガン30内の熱陰極40が反応(炭化)するのを防止するためである。
【0060】
このように構成された表面処理装置22によって上述した中間層12,高濃度層14および低濃度層16を形成する手順は、次の通りである。
【0061】
即ち、まず、真空ポンプ26によって真空槽22内が10−3[Pa]程度にまで排気される。そして、電熱ヒータ82によって、基材10,10,…が、100[℃]〜200[℃]程度に加熱される。これにより、基材10,10,…に含まれる不純物ガスを取り除くための脱ガス処理が、行われる。この脱ガス処理は、30分間〜60分間ほど掛けて行われる。
【0062】
この脱ガス処理の終了後、電熱ヒータ82への通電が停止される。そして、プラズマガン30内にアルゴンガスおよび水素ガスが、導入される。これらアルゴンガスおよび水素ガスの導入比率(流量比率)は、アルゴンガスが1に対して、水素ガスは0.5〜4とされる。また、このときの真空槽22内の圧力は、0.05[Pa]〜0.5[Pa]に調整される。そして、プラズマガン出力が500[W]とされ、プラズマ48が発生する。さらに、各基材10,10,…に−300[V]〜−700[V]のバイアス電圧が印加される。これによって、プラズマ48内のアルゴンイオンおよび水素イオンが基材10,10,…の表面に衝突し、当該基材10,10,…の表面が洗浄され、いわゆる放電洗浄処理(イオンボンバード処理)が施される。この放電洗浄処理は、約10分間〜30分間にわたって行われる。
【0063】
この放電洗浄処理の後、中間層12を形成するためのスパッタリング処理、厳密にはマグネトロンスパッタリング処理が、行われる。即ち、水素ガスの導入が停止されて、アルゴンガスのみが継続して導入される。このとき、真空槽22内の圧力は、0.1[Pa]〜1[Pa]程度に調整される。そして、図示しないシャッタが閉じられた状態で数分間のプレスパッタが行われた後、本番のスパッタリング処理が行われる。このスパッタリング処理においては、スパッタターゲット84上における電力密度が7[W/cm2]〜70[W/cm2]程度になるように、当該スパッタターゲット84に供給される直流電力が適宜調整される。そして、例えば10分間程度のスパッタリング処理によって、約0.2[μm]の膜厚の中間層(チタン膜)12が形成される。
【0064】
続いて、高濃度層14を形成するためのプラズマCVD処理が行われる。即ち、スパッタターゲット84への直流電力の供給が停止される。そして、アルゴンガスに加えて、TMSガスおよびアセチレンガスが、真空槽22内に導入される。このTMSガスおよびアセチレンガスの導入比率は、例えばTMSガスが1に対して、アセチレンガスは0〜2.5とされる。また、このときの真空槽22内の圧力は、0.1[Pa]〜1[Pa]の範囲に調整される。さらに、プラズマガン出力が500[W]〜1000[W]の範囲に調整されると共に、基材10,10,…に印加されるバイアス電圧が−400[V]〜−600[V]の範囲に調整される。これらプラズマガン出力およびバイアス電圧(絶対値)が高いほど、当該高濃度槽14の耐磨耗性および中間層12に対する密着力が向上する。かかるプラズマCVD処理によって、上述の図2に示した組成比率の高濃度層14が形成される。なお、この高濃度層14を形成するためのプラズマCVD処理に掛かる時間は、3分間〜10分間程度である。
【0065】
そして、この高濃度層14に続いて、低濃度層16を形成するためのプラズマCVD処理が行われる。即ち、TMSガスおよびアセチレンガスの導入比率が、変更される。例えば、アセチレンガスが1に対して、TMSガスが0〜0.1とされる。また、場合によっては、酸素ガスも導入される。この酸素ガスの導入比率は、アセチレンガスが1に対して、0〜0.1とされる。そして、このときの真空槽22内の圧力は、0.1[Pa]〜1[Pa]の範囲に保たれる。さらに、プラズマガン出力が1500[W]〜3000[W]に上昇される。そして、基材10,10,…には、上述と同様の−400[V]〜−600[V]のバイアス電圧が印加される。これによって、上述の図3に示した組成比率の低濃度層16が形成される。なお、この低濃度層16を形成するためのプラズマCVD処理は、約30分間〜120分間にわたって行われる。
【0066】
このような一連の表面処理によって、図1に示した中間層12,高濃度層14および低濃度層16の積層構造が形成される。この間、真空槽22内から基材10,10,…は取り出されず、言わば真空は破られない。つまり、脱ガス処理から放電洗浄処理,中間層12を形成するためのスパッタリング処理,高濃度層14を形成するためのプラズマCVD処理および低濃度層16を形成するためのプラズマCVD処理に至る一連の処理が連続して行われるので、生産性が向上する。なお、かかる一連の処理が終了した後は、例えば数十分にわたって基材10,10,…が冷却された後、真空槽22内が大気に開放され、当該基材10,10,…が取り出される。
【0067】
次に、この発明の第2実施形態について、図5〜図9を参照して説明する。
【0068】
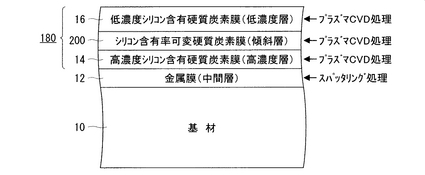
図5に示すように、この第2実施形態に係る硬質炭素膜180は、上述した第1実施形態(図1)における硬質炭素膜18の構造に対してシリコン含有率可変硬質炭素膜(以下、傾斜層と言う。)200が追加されたものである。即ち、この傾斜層200は、シリコンおよび水素を含む。そして、この傾斜層200におけるシリコンの含有量は、高濃度層14から低濃度層16に向かうに従って徐々に減少する。
【0069】
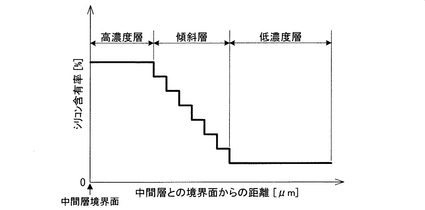
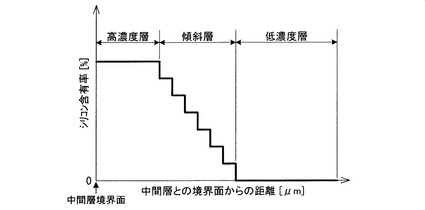
具体的には、例えば図6に示すように、高濃度層14から低濃度層16に向かうに従って連続的(概略直線状)に当該傾斜層200におけるシリコンの含有量が減少するようにしてもよい。また、高濃度層14におけるシリコンの含有量が零である場合には、図7に示すように、当該傾斜層200におけるシリコンの含有量も、高濃度層14との境界面において零になるようにする。さらに、図8に示すように、当該傾斜層200におけるシリコンの含有量が、高濃度層14から低濃度層16に向かうに従って段階的(階段状)に減少するようにしてもよい。この場合も、高濃度層14におけるシリコンの含有量が零であるときは、図9に示すように、当該傾斜層200におけるシリコンの含有量は、高濃度層14との境界面において零になる。
【0070】
かかる傾斜層200は、上述した表面処理装置20による高濃度層14を形成するためのプラズマCVD処理から低濃度層16を形成するためのプラズマCVD処理に移行する際に、時間を掛けて、例えば3分間〜10分間程度にわたって、TMSガスとアセチレンガスとの流量比γが徐々に(連続的または段階的に)変化することによって、形成される。なお、流量比γは、次の数1で表される。
【0071】
《数1》
γ=TMSガス流量/(アセチレンガス流量+TMSガス流量)
【0072】
なお、このガス流量比γが例えば1のときは、傾斜層200におけるシリコンの含有量は、原子比で約22[%]になる。また、当該ガス流量比率γが例えば0.1のときは、傾斜層200におけるシリコンの含有比率は、原子比で約4[%]となる。そして、このガス流量比率γの変化に伴って、傾斜層200における水素の含有量も、高濃度層14から低濃度層16に向かうに従って徐々に減少する。
【0073】
このように、この第2実施形態では、高濃度層14と低濃度層16との間に、シリコンおよび水素の含有量が徐々に変化する傾斜層200が設けられているので、これら高濃度層14と低濃度層16との密着性がさらに向上し、ひいては皮膜全体としての密着力がさらに増強される。従って、第1実施形態にくらべて、耐面圧性を含めより高い密着性を得ることができる。
【実施例】
【0074】
基材10,10,…として、直径が31[mm]で、厚さ寸法が3[mm]の円盤状のSCM415浸炭鋼を用い、当該基材10,10,…の一方主面のみに、図10に示す条件で中間層12,高濃度層14および低濃度層16を形成する実験を行った。なお、基材の表面粗さRmaxは、0.1[μm]以下である。また、高濃度層14を形成するためのプラズマCVD処理から低濃度層16を形成するためのプラズマCVD処理に移行する際に、5分間という時間を掛けて上述のガス流量比γを連続的に変化させた。従って、高濃度層14と低濃度層16との間には、図6または図7の如くシリコン含有率が連続的に変化する傾斜層200が形成される。つまり、完成品として、図5に示すような皮膜が形成される。そして、かかる皮膜に対して、一般に知られているボールオンディスク試験を行うことで、当該皮膜の剥離荷重(焼付き荷重)を測定すると共に、耐面圧性を含めた密着強度を評価した。
【0075】
なお、上述の脱ガス処理においては、真空槽22内の圧力が2×10−3[Pa]以下になるまで、当該真空槽22内を排気する。そして、加熱ヒータ82により各基材10,10,…を150[℃]にまで加熱する。この条件下で、当該脱ガス処理を40分間にわたって行う。
【0076】
また、放電洗浄処理においては、アルゴンガスおよび水素ガスの導入比率(Ar:H2)を40[SCCM]:150[SCCM]とする。そして、真空槽22内の圧力を0.15[Pa]に維持し、プラズマガン出力を500[W]とすると共に、基材10,10,…に印加するバイアス電圧を−600[V]とする。かかる条件下で、当該放電洗浄処理を20分間にわたって行う。
【0077】
さらに、中間層12を形成するためのスパッタリング処理においては、アルゴンガスの流量を80[SCCM]とし、真空槽22内の圧力を0.5[Pa]に調整する。そして、スパッタターゲット84に4[kW]の直流電力を与えて3分間プレスパッタを行った後、本番のスパッタリング処理を15分〜20分間にわたって行う。これによって、当該中間層12の膜厚を0.2[μm]とした。なお、参考用として、中間層12を形成しない場合についても、実験してみた(図10の試料1)。また、クロム製の中間層12をも形成してみた(図10の試料3)。そして、チタン−シリコン合金製の中間層12については、シリコンの含有量が原子比で20[%]のものを使用した(図10の試料7)。
【0078】
そして、高濃度層14を形成するためのプラズマCVD処理においては、アルゴンガスの流量を40[SCCM]とし、真空槽22内の圧力を0.3[Pa]とした。そして、プラズマガン出力を500[W]にすると共に、基材10,10,…に印加するバイアス電圧を、−550[V]とした。かかる条件によるプラズマCVD処理を5分間にわたって行うことによって、膜厚が0.2[μm]の高濃度層14が形成された。
【0079】
この高濃度層14の形成後、上述したように5分間という時間を掛けてTMSガスおよびアセチレンガスの流量を連続的に変化させる。また、プラズマガン出力についても、同時間を掛けて500[W]から2[kW]に徐々に上昇させる。ただし、アルゴンガスの流量は、40[SCCM]のままとし、基材10,10,…に印加するバイアス電圧もまた、−550[V]のままとする。この条件によって、膜厚が0.3[μm]の傾斜層200が形成された。
【0080】
そしてさらに、低濃度層16を形成するためのプラズマCVD処理においては、アルゴンガスの流量を40[SCCM]とし、真空槽22内の圧力を0.2[Pa]とした。そして、プラズマガン出力を2[kW]一定とすると共に、基材10,10,…に印加するバイアス電圧もまた、−550[V]一定とした。かかる条件によるプラズマCVD処理を60分間にわたって行うことによって、膜厚が3[μm]の低濃度層14が形成された。つまり、高濃度層12,傾斜層200および低濃度層14を合わせて計3.5[μm]の硬質炭素膜180が形成された。
【0081】
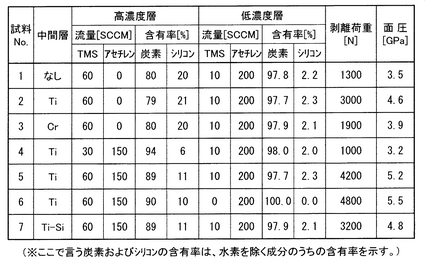
さて、図10に示す実験結果によれば、例えば試料1のように中間層12が形成されない場合には、皮膜の剥離荷重が1300[N]と比較的に低いことが判る。これに対して、試料2のようにチタン膜の中間層12が形成されている場合は、剥離荷重は3000[N]という高い値に上昇する。この場合、耐面圧値も4.6[GPa]という極めて高い値になる。つまり、耐面圧性を含め高い密着性を得ることができる。なお、試料3のように中間層12がクロム膜である場合には、チタン膜の中間層ほど高い剥離荷重および耐面圧値を得ることができない。このことから、中間層12としては、クロム膜よりもチタン膜の方が好適であることが判る。
【0082】
ただし、試料4のように高濃度層14におけるシリコンの含有量が少ない(6[%])場合には、当該高濃度層14の内部応力が大きくなるため、皮膜全体の剥離荷重は1000[N]と極端に低下する。従って、高濃度層14におけるシリコンの含有量は適度に設定する必要があり、例えば試料5のように約10[%](11[%])とすることで、皮膜全体としての剥離荷重が4200[N]という極めて高い値となる。この場合、耐面厚値も5.2[GPa]となる。さらに、試料6に示すように、低濃度層16におけるシリコンの含有量を零とすることで、皮膜全体の剥離荷重および耐面圧値がさらに上昇する。なお、中間層12としてチタン−シリコン合金膜を形成した場合にも、3200[N]という高い剥離荷重および4.8[GPa]という高い耐面圧値を示す。
【0083】
以上のことを総合すると、中間層12としてはチタン膜またはチタン−シリコン合金膜が好適である。そして、高濃度層14および低濃度層16におけるシリコンおよび水素の含有量を上述した図2および図3に示す量に設定することで、4[GPa]以上の高面圧に耐え得る密着性の高い皮膜を形成することができることが、判る。なお、この実施例では、傾斜層200を形成する場合について実験を行ったが、当該傾斜層200を形成しない場合にも、同様の結果が得られる。また、低濃度層16に酸素を含ませた場合も、同様である。
【0084】
なお、上述とは別の実験により、硬質炭素膜18(または180)の膜厚が大きいほど、中間層12の膜厚を大きくすれば、より高い密着性が得られることが、判った。従って、硬質炭素膜18(または180)の膜厚に応じて、中間層12の膜厚を決定するのが、望ましい。
【0085】
また、中間層12としてクロム膜を用いた場合でも、当該クロム膜の膜厚を大きくすることで、高い密着性が得られることも、確認された。特に、基材10がアルマイト処理されたものである場合には、中間層12としてクロム膜を採用した方が、チタン膜またはチタン−シリコン合金膜を採用する場合よりも、高い密着力が得られることが、判明した。さらに、中間層12をクロム−シリコン合金膜とした場合も、同様に、その膜厚を大きくすることで、高い密着性が得られることが、確認された。そして、炭化チタン膜を採用した場合も、基材10の種類によっては高い密着性を得られることが、判った。即ち、基材10の種類や状態、或いは硬質炭素膜18(または180)の組成や膜厚等に応じて、中間層12の素材を選択するのが、望ましい。
【0086】
さらに、上述した第1実施形態では、高濃度層14および低濃度層16という2つの層によって硬質炭素膜18を構成したが、これ以上の層数によって当該硬質炭素膜18を構成してもよい。第2実施形態についても同様に、高濃度層14,傾斜層200および低濃度層16という3つの層によって硬質炭素膜180を構成したが、これ以上の層数によって当該硬質炭素膜180を構成してもよい。また、低濃度層16のようにその深さ方向においてシリコンおよび水素の含有量が徐々に変化する層のみによって、硬質炭素膜を構成してもよい。
【0087】
そして、中間層12をスパッタリング処理によって形成し、高濃度層14および低濃度層16並びに傾斜層200をプラズマCVD処理によって形成したが、これ以外の表面処理法を用いてもよい。
【0088】
また、硬質炭素膜18(または180)を形成する際の材料ガスとして、TMSガスおよびアセチレンガスを用いたが、これに限らない。例えば、TMSガスに代えて、モノシラン(SiH4)等のシラン系のガスを用いてもよい。そして、アセチレンガスに代えて、メタン(CH4)ガス等の別の炭化水素系ガスを用いてもよい。
【0089】
さらに、基材10,10,…に印加されるバイアス電圧として、非対称パルス電圧を用いたが、これに限らない。例えば、高周波電圧の非直流電圧、或いは直流電圧を用いてもよい。ただし、いずれの場合でも、その平均電圧は負電圧(0[V]以下)であるのが、望ましい。
【図面の簡単な説明】
【0090】
【図1】この発明の第1実施形態に係る硬質炭素膜の断面を示す図解図である。
【図2】同第1実施形態における高濃度層の組成を示す図解図である。
【図3】同第1実施形態における低濃度層の組成を示す図解図である。
【図4】同第1実施形態に係る硬質炭素膜を形成するための表面処理装置の概略構成を示す図解図である。
【図5】この発明の第2実施形態に係る硬質炭素膜の断面を示す図解図である。
【図6】同第2実施形態における硬質炭素膜の厚さ方向におけるシリコン含有量の変移を示すグラフである。
【図7】図6とは異なる例を示すグラフである。
【図8】図7とはさらに異なる例を示すグラフである。
【図9】図8とはさらに異なる例を示すグラフである。
【図10】この発明の具体的実施例としての実験結果を表す一覧である。
【符号の説明】
【0091】
10 基材
12 中間層
14 高濃度層
16 低濃度層
18 硬質炭素膜
【技術分野】
【0001】
この発明は、硬質炭素膜およびその形成方法に関し、特に例えばDLC(Diamond Like Carbon)膜等の非晶質硬質炭素膜であって、基材上に当該基材と密着性の良い中間層を介して形成される硬質炭素膜およびその形成方法に関する。
【背景技術】
【0002】
この種の硬質炭素膜として、従来、例えば特許文献1に開示されたものがある。この従来技術によれば、基材上に、第1層としてチタン(Ti)膜またはクロム(Cr)膜がPVD(Physical Vapor Deposition)法によって形成され、この第1層上に、第2層としてシリコン(Si)膜が同PVD法によって形成される。これら第1層および第2層は、中間層を成す。そして、この中間層の上に、第3層として硬質カーボン膜がプラズマCVD(Chemical Vapor Deposition)法によって形成される。このようにチタン(またはクロム)およびシリコンという単体元素から成る中間層を設けることで、硬質カーボン膜の内部応力が緩和され、当該硬質カーボン膜の密着性が向上する、とされている。
【特許文献1】特開平8−60365号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、上述の従来技術では、硬質カーボン膜の密着性を証明するための具体例として、スクラッチ試験による評価結果が開示されているが、当該スクラッチ試験で使用されている荷重は、200g〜400gと比較的に小さい。また、摺動部品や金型等の用途においては、被膜の表面に高い面圧が掛かるため、当該面圧に対する被膜の強度(耐面圧性)も重要視されるが、従来技術には、かかる耐面圧性について何ら開示されていない。つまり、従来技術では、耐面圧性を含め高い密着性を得られるかどうかが、不明である。
【0004】
そこで、この発明は、耐面圧性を含め従来よりも高い密着性を得ることができる硬質炭素膜およびその形成方法を提供することを、目的とする。
【課題を解決するための手段】
【0005】
かかる目的を達成するために、第1の発明は、基材上に当該基材と密着性のある中間層を介して形成された硬質炭素膜において、シリコンおよび水素(H2)を含み、基材から遠い部分ほど当該シリコンの含有量が少ないことを特徴とするものである。
【0006】
即ち、この第1の発明の硬質炭素膜は、シリコンおよび水素を含む。かかる硬質炭素膜においては、これらシリコンおよび水素の含有量によって、その特性が大きく異なる。例えば、シリコンの含有量が多いほど、当該硬質炭素膜の内部応力が小さくなり、中間層との密着性が向上する。ただし、当該シリコンの含有量が多いほど、硬質炭素膜の耐磨耗性(硬度)は低下し、言わば脆弱化する。この第1の発明では、基材から遠い部分ほど、つまり硬質炭素膜の最表面に近い部分ほど、シリコンの含有量が少ないため、当該最表面において高い耐磨耗性が得られる。一方、基板に近い部分、つまり中間層に近い部分ほど、シリコンの含有量が多いため、当該中間層との密着性が保たれる。
【0007】
そして、水素の含有量もまた、内部応力および耐摩耗性に影響する。例えば、当該水素の含有量が多いほど、硬質炭素膜の内部応力は小さくなり、耐摩耗性は低下する。そこで、かかる水素の含有量についても、基材から遠い部分ほど少なくするのが、望ましい。このようにすれば、硬質炭素膜の最表面においてさらに高い耐摩耗性を得ることができると共に、中間層との密着性がさらに向上する。
【0008】
なお、硬質炭素膜の最表面におけるシリコンの含有量は、略零であってもよい。このようにすれば、当該最表面における硬度がより一層向上する。また、例えば摺動部品または金型としての用途であって、相手方の素材がアルミニウムまたはアルミニウム合金である場合は、相手方との凝着を防止するためにも、最表面におけるシリコンの含有量を零とするのが、望ましい。なぜなら、シリコンは、アルミニウムおよびアルミニウム合金と凝着し易いからである。
【0009】
ただし、このように最表面におけるシリコンの含有量が零になると、当該最表面の摩擦係数が上昇し、いわゆる潤滑性が低下する。そこで、かかる摩擦係数の上昇を補うべく、最表面に酸素(O2)を含ませてもよい。これは、摺動部品としての用途に、特に有効である。即ち、摺動部品としての用途では、相手方と摺動することで、当該相手方の摺動面に大気中の酸素と反応することによる化合物が形成される。そこで、硬質炭素膜の最表面に予め酸素を含ませておけば、当該化合物が形成された相手方の摺動面との整合性(言わば馴染み易さ)を図ることができ、特に摺動初期における摩擦係数を低減することができる。
【0010】
また、この第1の発明の硬質炭素膜は、シリコンおよび水素の含有量が互いに異なる複数の硬質炭素層が積層されたものであってもよい。
【0011】
そして、中間層としては、例えばチタン膜,チタン−シリコン(Ti−Si)合金膜,炭化チタン(TiC)膜,クロム膜,クロム−シリコン(Cr−Si)合金膜等がある。いずれを採用するかは、例えば当該中間層の上に形成される硬質炭素膜の組成、或いは基材の種類等に応じて、適宜選択される。
【0012】
第2の発明は、基材上に当該基材と密着性のある中間層を介して形成された硬質炭素膜において、中間層の上に、高濃度層と低濃度層とが、この順番で形成されたことを特徴とするものである。このうち、高濃度層は、原子比で20%ないし50%の水素を含み、かつ当該水素を除く成分のうち原子比で10%ないし25%のシリコンを含み、残りの主成分が炭素とされたものである。一方、低濃度層は、原子比で20%ないし40%の水素を含み、かつ当該水素を除く成分のうち原子比で0%ないし5%のシリコンおよび0%ないし5%の酸素を含み、残りの主成分が炭素とされたものである。
【0013】
即ち、この第2の発明は、言わば第1の発明の具体例であって、シリコンの含有量が比較的に多い高濃度層と、当該高濃度層よりもシリコンの含有量が少ない低濃度層とが、この順番で中間層の上に形成されたものである。なお、低濃度層においては、シリコンの含有量は零(0%)であってもよい。また、当該低濃度層は、酸素を含んでもよい。
【0014】
そして、この第2の発明においては、高濃度層と低濃度層との間に傾斜層が形成されてもよい。ここで、傾斜層とは、炭素を主成分とし、高濃度層以上かつ低濃度層以下の量のシリコンを含み、当該シリコンの含有量が高濃度層から低濃度層に向かうに連れて徐々に減少するように形成されたものである。かかる傾斜層が形成されることで、高濃度層と低濃度層との密着力がさらに向上し、ひいては当該高濃度層および低濃度層を含む被膜全体の密着性がさらに向上する。
【0015】
第3の発明は、基材上に当該基材と密着性のある中間層を介して硬質炭素膜を形成する方法において、基材上に中間層を形成する中間層形成過程と、この中間層上にシリコンおよび水素を含む硬質炭素膜を形成する炭素膜形成過程と、を備える。そして、当該炭素膜形成過程において、基材から遠くなるに連れて硬質炭素膜に含有させるシリコンの量を減少させることを特徴とするものである。
【0016】
即ち、この第3の発明によれば、第1の発明または第2の発明の硬質炭素膜を形成することができる。
【0017】
なお、中間層形成過程においては、スパッタリング法、特にマグネトロンスパッタリング法によって、中間層を形成するのが、望ましい。
【0018】
また、炭素膜形成過程においては、プラズマCVD法によって硬質炭素膜を形成するのが、望ましい。
【0019】
そして、このようにプラズマCVD法を採用する場合には、硬質炭素膜の材料となる材料ガスとして、比較的に入手し易くかつ安価なTMS(Tetramethyl
silane;Si(CH3)4)ガスおよびアセチレン(C2H2)ガスを用いると共に、これらのガスの使用比率、例えば真空槽内への流量比を、時間の経過と共に徐々に変化させるのが、望ましい。
【0020】
具体的には、当該TMSガスおよびアセチレンガスの真空槽内への流量比をγとし、この流量比γを次のように定義する。
γ=TMSガス流量/(アセチレンガス流量+TMSガス流量)
そして、かかる流量比γが時間の経過と共に小さくなるように、それぞれのガスの流量を調整する。このようにすれば、基材から遠くなるに連れてシリコンの含有量が徐々に減少する硬質炭素膜を、形成することができる。
【0021】
なお、当該流量比γの最大値γmaxは、γmax=1であってもよい。つまり、炭素膜形成過程の開始時において、アセチレンガスの流量は零であってもよい。
【0022】
そして、当該流量比γの最小値γminは、γmin=0であってもよい。つまり、炭素膜形成過程の終了時において、TMSガスの流量は零であってもよい。この場合、硬質炭素膜の最表面におけるシリコンの含有量は、零になる。
【0023】
また、当該硬質炭素膜の最表面に、酸素を含ませてもよい。
【0024】
さらに、炭素膜形成過程においては、基材から遠くなるに連れて水素の含有量をも徐々に減少させてもよい。
【0025】
そして、シリコンおよび水素の含有量が互いに異なる複数の硬質炭素層を積層することによって、硬質炭素膜を形成してもよい。
【発明の効果】
【0026】
この発明によれば、最表面において高い耐磨耗性が得られると共に、中間層との密着性が保たれる。そして、比較的に高い面圧にも耐えられることが、実験により確認された。つまり、耐面圧性を含め従来よりも密着性の高い硬質炭素膜を実現することができる。
【発明を実施するための最良の形態】
【0027】
この発明の第1実施形態について、図1〜図4を参照して説明する。
【0028】
この第1実施形態に係る硬質炭素膜は、摺動部品や金型等のように比較的に高い面圧が掛かる用途に適用されるものであり、基材上に当該基材と密着性の良い中間層を介して形成される。具体的には、図1に示すように、基材10上に、当該中間層としての金属膜12が、例えばスパッタリング処理によって形成される。そして、この金属膜(中間層)12の上に、シリコンを含有する高濃度シリコン含有硬質炭素膜(以下、高濃度層と言う。)14が、例えばプラズマCVD処理によって形成される。さらに、この高濃度層14の上に、当該高濃度層14よりも少なめのシリコンを含有する低濃度シリコン含有硬質炭素膜(以下、低濃度層と言う)16が、同プラズマCVD処理により形成される。そして、高濃度層14および低濃度層16が、一連の硬質炭素膜18を成す。
【0029】
基材10は、金属系またはセラミックス系のものであり、例えば鉄,熱処理鋼,超硬合金,ステンレス,ニッケル,銅,アルミニウム合金,チタン合金,アルミナ,窒化珪素,炭化珪素製のものである。そして、当該基材10の表面粗さ(十点平均粗さ)Rzは、例えば摺動部品用の場合は、[μm]以下であるのが好ましく、より好ましくは0.5[μm]以下であるのがよい。また、金型用の場合には、アンカー効果を考慮して、当該表面粗さRzは、例えば0.85[μm]〜1.5[μm]程度であるのが望ましい。
【0030】
中間層12は、基材10と高濃度層14との密着力を向上させるためのものであり、これら基材10および高濃度層14の両方と密着性の良い素材、例えばチタン、またはチタン−シリコン(Ti−Si)合金によって形成される。かかる中間層12は、後述するスパッタリング処理によって形成され、その膜厚は、0.05[μm]〜1.5[μm]程度が適当であり、好ましくは0.2[μm]〜0.3[μm]であるのがよい。
【0031】
なお、当該中間層12がチタン−シリコン合金によって形成される場合には、シリコンの含有量(含有率)は、原子比で5[%]〜70[%]であるのが好ましく、より好ましくは10[%]〜50[%]であるのがよい。当該シリコンの含有量が5[%]よりも少ないと、純チタンによって中間層12が形成されるのと差異がなくなり、つまり当該チタン−シリコン合金が採用される意味がなくなる(基材12の材料によってはチタン−シリコン合金の方が純チタンよりも相性が良い場合がある)。そして、シリコンの含有量が70[%]を超えると、シリコンの性質である脆弱さが顕著になり、皮膜(中間層12および硬質炭素膜18)全体の機械的強度が低下するからである。
【0032】
高濃度層14は、中間層12と低濃度層16との密着力を向上させるためのものであり、図2に示すように、水素およびシリコンを含む。ここで、この高濃度層14に含まれる水素およびシリコンの量は、当該高濃度層14の特性に大きく影響する。例えば、水素の含有量は、高濃度層14の内部応力と略逆比例の関係にある。即ち、水素の含有量が多いほど、高濃度層14の内部応力が小さくなり、中間層12との密着性が向上する。ただし、当該水素の含有量が多いほど、高濃度層14が機械的に脆くなり(硬度が低下し)、皮膜全体の機械的強度が低下する。従って、この高濃度層14における水素の含有量は、中間層12との間で高い密着性が得られ、かつ適当な硬度が維持される程度の量に設定される。具体的には、原子比で高濃度層14全体の20[%]〜50[%]に設定され、好ましくは30[%]〜40[%]とされる。なお、当該水素の含有量が30[%]以上のとき、高濃度層14の圧縮内部圧力は、(次に説明するシリコンの含有量にもよるが)約−1.0[GPa]以下となる。
【0033】
一方、シリコンについても、同様に、その含有量が多いほど、高濃度層14の内部応力が小さくなる。そして、当該高濃度層14の硬度は低下する。従って、このシリコンの含有量もまた、中間層12との間で高い密着性が得られ、かつ適当な硬度が維持される程度の量に設定される。具体的には、水素を除く成分αのうち、原子比で10[%]〜25[%]に設定され、好ましくは15[%]〜20[%]とされる。
【0034】
そして、これら水素およびシリコンを除く残りの成分が、炭素とされる。つまり、水素以外の成分αのうち、原子比で75[%]以上(90[%]未満)の成分が、当該炭素とされる。このような組成比率とすることで、中間層12との間で高い密着性が得られ、かつ適当な高度を有する高濃度層14が、形成される。なお、この高濃度層14の膜厚は、例えば0.05[μm]〜0.5[μm]とされ、好ましくは0.1[μm]〜0.2[μm]とされる。
【0035】
そして、低濃度層16は、いわゆるトップコートであり、例えば摺動部品用途では相手方との摺動面に当たる。従って、高い耐磨耗性(硬度)および低い摩擦係数(高い潤滑性)が、要求される。また、当然ながら、高濃度層14との密着性が高いことも、要求される。このため、当該低濃度層16もまた、高濃度層14と同様に、図3に示すように、水素およびシリコンを含む。さらに、場合によっては、少量の酸素を含む。
【0036】
具体的には、高い耐磨耗性を得るべく、水素の含有量は、高濃度層14よりも少なめに設定されており、例えば原子比で低濃度層16全体の20[%]〜40[%]、好ましくは25[%]〜30[%]とされている。このように水素の含有量が25[%]〜30[%]とされることで、低濃度層16の硬度は、(次に説明するシリコンの含有量にもよるが)1000[HK]〜1500[HK]という摺動部品や金型等の用途に十分に対応可能な高い値になる。なお、水素の含有量が例えば20[%]よりも少ないと、当該硬度は2000[HK]〜2500[HK]とさらに高くなるが、その反面、圧縮内部応力が−3[GPa]と大きくなり、密着性が低下する。また、圧膜化が困難になるという不都合も生じる。
【0037】
一方、シリコンの含有量もまた、高濃度層14よりも少なめに設定されており、例えば水素を除く成分βのうち、原子比で0[%]〜5[%]に設定され、好ましくは3[%]以下とされる。このようにシリコンの含有量を低減することで、当該低濃度層16の硬度を向上させることができる。また、例えば摺動部品或いは金型としての用途であって、相手方の素材がアルミニウムまたはアルミニウム合金である場合は、相手方との凝着を防止するためにも、当該シリコンの含有量を零とするのが、望ましい。
【0038】
ただし、シリコンは、摩擦係数を低減させる作用を有するので、上述の如く当該シリコンの含有量が零となる、つまりシリコンが全く含まれない場合には、低濃度層16の摩擦抵抗が上昇し、潤滑性が低下する。そこで、かかる摩擦係数の上昇分を補うべく、上述したように少量の酸素を含有させてもよい。これは、特に摺動部品としての用途に有効である。即ち、摺動部品としての用途では、相手方と摺動することで、当該相手方の摺動面に大気中の酸素との化合物が形成される。従って、トップコートである低濃度層16に予め酸素を含ませておけば、当該化合物が形成された相手方の摺動面と馴染み易くなり、特に摺動初期における摩擦係数を早期に安定化させることができる。なお、この酸素の含有量は、シリコンの含有量にもよるが、例えば水素を除く成分βのうち、原子比で0[%]〜5[%]、好ましくは3[%]以下が、適当である。
【0039】
そして、これら水素,シリコンおよび場合によっては酸素を除く残りの成分が、炭素とされる。つまり、水素以外の成分βのうち、原子比で90[%]以上の成分が、当該炭素とされる。このような組成比率とすることで、高硬度かつ低摩擦係数であり、しかも高濃度層14との密着性が良好な低濃度層16が、形成される。なお、この低濃度層16の膜厚は、用途にもよるが、例えば1[μm]〜20[μm]とされ、中間層12および高濃度層14の膜厚よりも大きめとされる。
【0040】
このように、この第1実施形態では、基材10の上に、当該基材10と密着性のよい中間層12が形成され、この中間層12の上に、硬質炭素膜18を構成する高濃度層14および低濃度層16が形成される。そして、高濃度層14および低濃度層16のそれぞれは、水素およびシリコンを含み、当該水素およびシリコンの含有量は、高濃度層14に比べて低濃度層16の方が少なめに設定されている。つまり、中間層から遠いほどこれら水素およびシリコンの含有量が少なくなるように設定されている。かかる構成によって、4[GPa]以上という高面圧に十分耐え得る極めて高い密着性を得られることが、実験により確認された。この実験については、後述する実施例において詳しく説明する。
【0041】
さて、かかる中間層12,高濃度層14および低濃度層16は、図4に示す表面処理装置20によって順次連続的に形成される。
【0042】
即ち、この表面処理装置20は、概略円筒形の真空槽22を備えており、当該真空槽22は、その両端面を上下に位置させた状態で設けられている。なお、この真空槽22の直径は、約1[m]であり、高さ寸法は、約0.8[m]である。また、当該真空槽22は、例えばSUS304等のステンレス製とされており、その壁部は、基準電位としての接地電位(GND)に接続されている。
【0043】
そして、真空槽22の底部(図4において下側の壁部)の周縁寄りの部分には、排気口24が設けられており、この排気口24は、図示しない排気管を介して、真空槽22の外部に設けられた排気手段としての真空ポンプ26に結合されている。さらに、真空槽22の上部(図4において上側の壁部)の略中央には、開口部28が設けられており、この開口部28を覆うようにプラズマ発生手段としてのプラズマガン30が設けられている。
【0044】
プラズマガン30は、後述する反射電極32,1対の電磁コイル34および36と共に、熱陰極PIG(Penning Ionization Gauge)方式のプラズマ発生源を構成する。具体的には、プラズマガン30は、概略円筒形の形状をしており、その壁部は、真空槽22の壁部と電気的に絶縁されている。そして、このプラズマガン30の底部(図4において下側の壁部)の略中央には、円形のプラズマ出力口(アパーチャ)38が設けられており、上部(図4において上側の壁部)は、閉鎖されている。そして、当該プラズマガン30の内部空間には、熱陰極40,陽極42および電子注入電極44が設けられている。
【0045】
このうち、熱陰極40は、プラズマガン30内の上部に設けられている。この熱陰極40は、直径が0.8[mm]〜1.0[mm]程度のタングステン製フィラメントで構成されており、その両端は、プラズマガン30(真空槽22)の外部に設けられた直流電源装置46に接続されている。熱陰極40は、この直流電源装置46からの直流電力の供給によって千数百[℃]〜二千数百[℃]に加熱され、熱電子を放出する。
【0046】
一方、陽極42は、モリブデン製の扁平な環状体であり、その中空部をプラズマ出力口38に対向させた状態で、熱陰極40の下方に設けられている。この陽極42は、熱陰極40から放出された熱電子を加速させるためのものであり、プラズマガン30(真空槽22)の外部に設けられた別の直流電源装置50によって、熱陰極40に対して+40[V]〜+70[V]の電位に維持される。この陽極42の電位(陽極電圧)および当該陽極42に流れる電流(放電電流:厳密には次に説明する電子注入電極44に流れる電流を含む)の大きさによって、後述するプラズマ48のパワー(プラズマガン出力)が決定される。この表面処理装置20では、最大で3[kW]のプラズマガン出力が得られる。なお、プラズマガン出力は、熱陰極40に供給される直流電力の大きさ(熱陰極40の温度)にも依存する。
【0047】
電子注入電極44もまた、陽極42と同様のモリブデン製の環状体であり、その中空部をプラズマ出力口38に対向させた状態で、当該陽極42の下方に設けられている。この電子注入電極44は、プラズマガン30内の空間電位を安定させ、ひいては真空槽22内の異常放電を抑制するためのものであり、プラズマガン30(真空槽20)の外部に設けられた更に別の直流電源装置52によって、陽極42よりも10[V]ほど低い電位に維持される。なお、この電子注入電極44は、接地電位に接続されている。
【0048】
さらに、プラズマガン30の側壁には、当該プラズマガン30内に放電用ガスとしてのアルゴン(Ar)ガスおよび水素ガスを個別に導入するためのガス供給手段としてのガス供給口54が設けられている。すなわち、このガス供給口54には、アルゴンガス導入用のガス供給管56および水素ガス導入用のガス供給管58が、並列に結合されている。そして、これらのガス供給管56および58には、それぞれを開閉するための開閉手段としてのバルブ60および62が、設けられている。また、図には示さないが、各ガス供給管56および58には、それぞれを流れるガスの流量を調整するための流量調整手段としてのマスフローコントローラも、設けられている。
【0049】
そして、プラズマガン30と対向するように、真空槽22内の底部側に、円盤状の反射電極32が設けられている。この反射電極32は、プラズマガン30から流れてくる電子を反射させるためのものであり、電気的に絶縁電位とされている。
【0050】
そしてさらに、真空槽22の外部であって、当該真空槽22の上方側に、一方の電磁コイル34が、プラズマガン30の周囲を取り巻くように設けられている。この電磁コイル34は、プラズマガン30内の放電を助長するためのものであり、真空槽22の外部に設けられた図示しない磁界発生用電源装置からの直流電力の供給によって、当該プラズマガン30内に所定の磁界を発生する。この磁界は、真空槽22内にも作用する。
【0051】
これに対して、他方の電磁コイル36は、一方の電磁コイル34と対向するように、真空槽22の下方側に設けられている。この電磁コイル36は、プラズマ48を真空槽22の中央にビーム状に閉じ込めるためのものであり、真空槽22の外部に設けられた別の磁界発生用電源装置からの直流電力の供給によって、上述の電磁コイル34から発生される磁界と共に、真空槽22内にミラー磁場を形成する。このようにプラズマ48をビーム状に閉じ込めることで、当該プラズマ48が高密度化される。なお、これらの電磁コイル34および36によって真空槽22の中央に発生する磁界の磁束密度は、20[G]〜100[G]の範囲で任意に調整できる。
【0052】
このような構成の熱陰極PIG方式のプラズマ発生源によれば、真空ポンプ26によって真空槽22内およびプラズマガン30内が減圧されると共に、ガス供給口54を介してプラズマガン30内にアルゴンガスまたは水素ガスが導入された状態で、熱陰極40,陽極42,電子注入電極44,電磁コイル34および36のそれぞれに直流電力が供給されると、熱陰極40から熱電子が放出され、この熱電子は陽極42に向かって加速される。この加速された熱電子は、プラズマガン30内に導入されたガスの分子に衝突し、その衝撃によって当該ガス分子は電離する。つまり、プラズマ48が発生する。
【0053】
そして、プラズマ48内の電子は、上述の熱電子と共に、電磁コイル34および36によって形成された磁界に案内されて反射電極32に向かって流れる。しかし、反射電極32は絶縁電位とされているため、当該反射電極32に向かって流れた電子は、ここで反射されて、当該反射電極32とプラズマガン30との間で電界振動する。これによって、当該電子がガス分子と衝突する確率および回数が増大し、プラズマ48の発生効率が向上する。この表面処理装置20では、例えば真空槽22内(プラズマガン30内を含む)の圧力が0.1[Pa]であるときに、1011[cm−3]台という高密度のプラズマ48が発生する。なお、上述したように、プラズマガン30内の空間電位は電子注入電極44によって安定しているので、当該プラズマガン30内、ひいては真空槽22内での異常放電が抑制される。従って、上述の如く高密度でありながら、安定したプラズマ48が得られる。
【0054】
さらに、真空槽22内において、ビーム状のプラズマ48の外側、換言すれば放電領域の外側の位置に、被処理物としての上述した基材10,10,…を支持するための複数(たとえば数個〜十数個)のホルダ64,64,…が設けられている。これらのホルダ64,64,…は、ギア機構66,66,…を介して、円盤状の公転台68の周縁部分に結合されている。公転台68の底面(図4において下側の面)の中央には、回転軸70の一端が固定されている。そして、この回転軸70の他端は、真空槽22の外部に設けられたモータ72のシャフト74に結合されている。
【0055】
つまり、モータ72のシャフト74が図4に矢印76で示す方向に回転すると、公転台68も同方向に回転し、これによって基材10,10,…がプラズマ48の周囲を回転し、言わば公転する。さらに、ギア機構66,66,…による回転伝達作用によって、基材10,10,…自体が図4に矢印78,78,…で示す方向に回転し、言わば自転する。このように基材10,10,…が自公転することで、当該基材10,10,…に対するプラズマ48の影響力が均一化される。
【0056】
また、それぞれの基材10には、ホルダ64,ギア機構66,公転台68および回転軸70を介して、真空槽22の外部に設けられたバイアス印加手段としてのパルス電源装置80から、バイアス電圧としての非対称パルス電圧が印加される。この非対称パルス電圧は、周波数が50[kHz]〜250[kHz]の負パルス電圧である。そして、当該周波数,デューティ比,ハイ(H)レベル電圧およびロー(L)レベル電圧を調整することで、その平均電圧を例えば0[V]〜−1000[V]の範囲で任意に可変できる。
【0057】
そして、真空槽22内の側壁の近傍であって、公転台68の外周縁(基材10,10,…)よりも外側の或る位置に、温度制御手段としての電熱ヒータ82が設けられている。この電熱ヒータ82は、基材10,10,…を加熱するためのものであり、その加熱温度は、真空槽22の外部に設けられた図示しないヒータ用電源装置によって制御される。
【0058】
さらに、真空槽22内の側壁の近傍であって、電熱ヒータ82と対向する位置に、上述した中間層12の素材となる純度が99.9[%]以上(いわゆる3N)のチタン製のスパッタカソード84が配置されている。このスパッタカソード84は、当該中間層12を形成するためのスパッタリング処理においてターゲットとなるものであり、当該スパッタリング処理の際、このスパッタカソード84には、真空槽22の外部に設けられた図示しないスパッタ用電源装置から負電圧の直流電力が供給される。なお、このスパッタカソード84に供給される当該直流電力の密度A(パワー密度)は、1[W/cm2]〜70[W/cm2]の範囲で任意に可変できる。そして、このスパッタカソード8図示しない4の背面(図1において右側の面)に近接して、当該スパッタリング処理におけるスパッタ効率を向上させるためのマグネット86が、配置されている。なお、このマグネット86を含むスパッタカソード84は、1つに限らず、例えば生産性を向上させるために複数設けてもよい。
【0059】
そしてさらに、真空槽22の側壁には、上述した高濃度層14および低濃度層16を形成するためのプラズマCVD処理において当該真空槽22内に材料(反応)ガスとしてのTMSガス,アセチレンガスおよび酸素ガスを導入するためのガス供給口88が設けられている。このため、このガス供給口88には、これらTMSガス,アセチレンガスおよび酸素ガスを個別に導入するための3本のガス供給管90,92および94が、並列に結合されている。そして、これらのガス供給管90,92および94にも、開閉手段としてのバルブ96,98および100が、設けられている。また、図には示さないが、流量調整手段としてのマスフローコントローラも、設けられている。なお、このように材料ガスについては上述したプラズマガン30内ではなく真空槽22内に導入することとしたのは、当該材料ガスによってプラズマガン30内の熱陰極40が反応(炭化)するのを防止するためである。
【0060】
このように構成された表面処理装置22によって上述した中間層12,高濃度層14および低濃度層16を形成する手順は、次の通りである。
【0061】
即ち、まず、真空ポンプ26によって真空槽22内が10−3[Pa]程度にまで排気される。そして、電熱ヒータ82によって、基材10,10,…が、100[℃]〜200[℃]程度に加熱される。これにより、基材10,10,…に含まれる不純物ガスを取り除くための脱ガス処理が、行われる。この脱ガス処理は、30分間〜60分間ほど掛けて行われる。
【0062】
この脱ガス処理の終了後、電熱ヒータ82への通電が停止される。そして、プラズマガン30内にアルゴンガスおよび水素ガスが、導入される。これらアルゴンガスおよび水素ガスの導入比率(流量比率)は、アルゴンガスが1に対して、水素ガスは0.5〜4とされる。また、このときの真空槽22内の圧力は、0.05[Pa]〜0.5[Pa]に調整される。そして、プラズマガン出力が500[W]とされ、プラズマ48が発生する。さらに、各基材10,10,…に−300[V]〜−700[V]のバイアス電圧が印加される。これによって、プラズマ48内のアルゴンイオンおよび水素イオンが基材10,10,…の表面に衝突し、当該基材10,10,…の表面が洗浄され、いわゆる放電洗浄処理(イオンボンバード処理)が施される。この放電洗浄処理は、約10分間〜30分間にわたって行われる。
【0063】
この放電洗浄処理の後、中間層12を形成するためのスパッタリング処理、厳密にはマグネトロンスパッタリング処理が、行われる。即ち、水素ガスの導入が停止されて、アルゴンガスのみが継続して導入される。このとき、真空槽22内の圧力は、0.1[Pa]〜1[Pa]程度に調整される。そして、図示しないシャッタが閉じられた状態で数分間のプレスパッタが行われた後、本番のスパッタリング処理が行われる。このスパッタリング処理においては、スパッタターゲット84上における電力密度が7[W/cm2]〜70[W/cm2]程度になるように、当該スパッタターゲット84に供給される直流電力が適宜調整される。そして、例えば10分間程度のスパッタリング処理によって、約0.2[μm]の膜厚の中間層(チタン膜)12が形成される。
【0064】
続いて、高濃度層14を形成するためのプラズマCVD処理が行われる。即ち、スパッタターゲット84への直流電力の供給が停止される。そして、アルゴンガスに加えて、TMSガスおよびアセチレンガスが、真空槽22内に導入される。このTMSガスおよびアセチレンガスの導入比率は、例えばTMSガスが1に対して、アセチレンガスは0〜2.5とされる。また、このときの真空槽22内の圧力は、0.1[Pa]〜1[Pa]の範囲に調整される。さらに、プラズマガン出力が500[W]〜1000[W]の範囲に調整されると共に、基材10,10,…に印加されるバイアス電圧が−400[V]〜−600[V]の範囲に調整される。これらプラズマガン出力およびバイアス電圧(絶対値)が高いほど、当該高濃度槽14の耐磨耗性および中間層12に対する密着力が向上する。かかるプラズマCVD処理によって、上述の図2に示した組成比率の高濃度層14が形成される。なお、この高濃度層14を形成するためのプラズマCVD処理に掛かる時間は、3分間〜10分間程度である。
【0065】
そして、この高濃度層14に続いて、低濃度層16を形成するためのプラズマCVD処理が行われる。即ち、TMSガスおよびアセチレンガスの導入比率が、変更される。例えば、アセチレンガスが1に対して、TMSガスが0〜0.1とされる。また、場合によっては、酸素ガスも導入される。この酸素ガスの導入比率は、アセチレンガスが1に対して、0〜0.1とされる。そして、このときの真空槽22内の圧力は、0.1[Pa]〜1[Pa]の範囲に保たれる。さらに、プラズマガン出力が1500[W]〜3000[W]に上昇される。そして、基材10,10,…には、上述と同様の−400[V]〜−600[V]のバイアス電圧が印加される。これによって、上述の図3に示した組成比率の低濃度層16が形成される。なお、この低濃度層16を形成するためのプラズマCVD処理は、約30分間〜120分間にわたって行われる。
【0066】
このような一連の表面処理によって、図1に示した中間層12,高濃度層14および低濃度層16の積層構造が形成される。この間、真空槽22内から基材10,10,…は取り出されず、言わば真空は破られない。つまり、脱ガス処理から放電洗浄処理,中間層12を形成するためのスパッタリング処理,高濃度層14を形成するためのプラズマCVD処理および低濃度層16を形成するためのプラズマCVD処理に至る一連の処理が連続して行われるので、生産性が向上する。なお、かかる一連の処理が終了した後は、例えば数十分にわたって基材10,10,…が冷却された後、真空槽22内が大気に開放され、当該基材10,10,…が取り出される。
【0067】
次に、この発明の第2実施形態について、図5〜図9を参照して説明する。
【0068】
図5に示すように、この第2実施形態に係る硬質炭素膜180は、上述した第1実施形態(図1)における硬質炭素膜18の構造に対してシリコン含有率可変硬質炭素膜(以下、傾斜層と言う。)200が追加されたものである。即ち、この傾斜層200は、シリコンおよび水素を含む。そして、この傾斜層200におけるシリコンの含有量は、高濃度層14から低濃度層16に向かうに従って徐々に減少する。
【0069】
具体的には、例えば図6に示すように、高濃度層14から低濃度層16に向かうに従って連続的(概略直線状)に当該傾斜層200におけるシリコンの含有量が減少するようにしてもよい。また、高濃度層14におけるシリコンの含有量が零である場合には、図7に示すように、当該傾斜層200におけるシリコンの含有量も、高濃度層14との境界面において零になるようにする。さらに、図8に示すように、当該傾斜層200におけるシリコンの含有量が、高濃度層14から低濃度層16に向かうに従って段階的(階段状)に減少するようにしてもよい。この場合も、高濃度層14におけるシリコンの含有量が零であるときは、図9に示すように、当該傾斜層200におけるシリコンの含有量は、高濃度層14との境界面において零になる。
【0070】
かかる傾斜層200は、上述した表面処理装置20による高濃度層14を形成するためのプラズマCVD処理から低濃度層16を形成するためのプラズマCVD処理に移行する際に、時間を掛けて、例えば3分間〜10分間程度にわたって、TMSガスとアセチレンガスとの流量比γが徐々に(連続的または段階的に)変化することによって、形成される。なお、流量比γは、次の数1で表される。
【0071】
《数1》
γ=TMSガス流量/(アセチレンガス流量+TMSガス流量)
【0072】
なお、このガス流量比γが例えば1のときは、傾斜層200におけるシリコンの含有量は、原子比で約22[%]になる。また、当該ガス流量比率γが例えば0.1のときは、傾斜層200におけるシリコンの含有比率は、原子比で約4[%]となる。そして、このガス流量比率γの変化に伴って、傾斜層200における水素の含有量も、高濃度層14から低濃度層16に向かうに従って徐々に減少する。
【0073】
このように、この第2実施形態では、高濃度層14と低濃度層16との間に、シリコンおよび水素の含有量が徐々に変化する傾斜層200が設けられているので、これら高濃度層14と低濃度層16との密着性がさらに向上し、ひいては皮膜全体としての密着力がさらに増強される。従って、第1実施形態にくらべて、耐面圧性を含めより高い密着性を得ることができる。
【実施例】
【0074】
基材10,10,…として、直径が31[mm]で、厚さ寸法が3[mm]の円盤状のSCM415浸炭鋼を用い、当該基材10,10,…の一方主面のみに、図10に示す条件で中間層12,高濃度層14および低濃度層16を形成する実験を行った。なお、基材の表面粗さRmaxは、0.1[μm]以下である。また、高濃度層14を形成するためのプラズマCVD処理から低濃度層16を形成するためのプラズマCVD処理に移行する際に、5分間という時間を掛けて上述のガス流量比γを連続的に変化させた。従って、高濃度層14と低濃度層16との間には、図6または図7の如くシリコン含有率が連続的に変化する傾斜層200が形成される。つまり、完成品として、図5に示すような皮膜が形成される。そして、かかる皮膜に対して、一般に知られているボールオンディスク試験を行うことで、当該皮膜の剥離荷重(焼付き荷重)を測定すると共に、耐面圧性を含めた密着強度を評価した。
【0075】
なお、上述の脱ガス処理においては、真空槽22内の圧力が2×10−3[Pa]以下になるまで、当該真空槽22内を排気する。そして、加熱ヒータ82により各基材10,10,…を150[℃]にまで加熱する。この条件下で、当該脱ガス処理を40分間にわたって行う。
【0076】
また、放電洗浄処理においては、アルゴンガスおよび水素ガスの導入比率(Ar:H2)を40[SCCM]:150[SCCM]とする。そして、真空槽22内の圧力を0.15[Pa]に維持し、プラズマガン出力を500[W]とすると共に、基材10,10,…に印加するバイアス電圧を−600[V]とする。かかる条件下で、当該放電洗浄処理を20分間にわたって行う。
【0077】
さらに、中間層12を形成するためのスパッタリング処理においては、アルゴンガスの流量を80[SCCM]とし、真空槽22内の圧力を0.5[Pa]に調整する。そして、スパッタターゲット84に4[kW]の直流電力を与えて3分間プレスパッタを行った後、本番のスパッタリング処理を15分〜20分間にわたって行う。これによって、当該中間層12の膜厚を0.2[μm]とした。なお、参考用として、中間層12を形成しない場合についても、実験してみた(図10の試料1)。また、クロム製の中間層12をも形成してみた(図10の試料3)。そして、チタン−シリコン合金製の中間層12については、シリコンの含有量が原子比で20[%]のものを使用した(図10の試料7)。
【0078】
そして、高濃度層14を形成するためのプラズマCVD処理においては、アルゴンガスの流量を40[SCCM]とし、真空槽22内の圧力を0.3[Pa]とした。そして、プラズマガン出力を500[W]にすると共に、基材10,10,…に印加するバイアス電圧を、−550[V]とした。かかる条件によるプラズマCVD処理を5分間にわたって行うことによって、膜厚が0.2[μm]の高濃度層14が形成された。
【0079】
この高濃度層14の形成後、上述したように5分間という時間を掛けてTMSガスおよびアセチレンガスの流量を連続的に変化させる。また、プラズマガン出力についても、同時間を掛けて500[W]から2[kW]に徐々に上昇させる。ただし、アルゴンガスの流量は、40[SCCM]のままとし、基材10,10,…に印加するバイアス電圧もまた、−550[V]のままとする。この条件によって、膜厚が0.3[μm]の傾斜層200が形成された。
【0080】
そしてさらに、低濃度層16を形成するためのプラズマCVD処理においては、アルゴンガスの流量を40[SCCM]とし、真空槽22内の圧力を0.2[Pa]とした。そして、プラズマガン出力を2[kW]一定とすると共に、基材10,10,…に印加するバイアス電圧もまた、−550[V]一定とした。かかる条件によるプラズマCVD処理を60分間にわたって行うことによって、膜厚が3[μm]の低濃度層14が形成された。つまり、高濃度層12,傾斜層200および低濃度層14を合わせて計3.5[μm]の硬質炭素膜180が形成された。
【0081】
さて、図10に示す実験結果によれば、例えば試料1のように中間層12が形成されない場合には、皮膜の剥離荷重が1300[N]と比較的に低いことが判る。これに対して、試料2のようにチタン膜の中間層12が形成されている場合は、剥離荷重は3000[N]という高い値に上昇する。この場合、耐面圧値も4.6[GPa]という極めて高い値になる。つまり、耐面圧性を含め高い密着性を得ることができる。なお、試料3のように中間層12がクロム膜である場合には、チタン膜の中間層ほど高い剥離荷重および耐面圧値を得ることができない。このことから、中間層12としては、クロム膜よりもチタン膜の方が好適であることが判る。
【0082】
ただし、試料4のように高濃度層14におけるシリコンの含有量が少ない(6[%])場合には、当該高濃度層14の内部応力が大きくなるため、皮膜全体の剥離荷重は1000[N]と極端に低下する。従って、高濃度層14におけるシリコンの含有量は適度に設定する必要があり、例えば試料5のように約10[%](11[%])とすることで、皮膜全体としての剥離荷重が4200[N]という極めて高い値となる。この場合、耐面厚値も5.2[GPa]となる。さらに、試料6に示すように、低濃度層16におけるシリコンの含有量を零とすることで、皮膜全体の剥離荷重および耐面圧値がさらに上昇する。なお、中間層12としてチタン−シリコン合金膜を形成した場合にも、3200[N]という高い剥離荷重および4.8[GPa]という高い耐面圧値を示す。
【0083】
以上のことを総合すると、中間層12としてはチタン膜またはチタン−シリコン合金膜が好適である。そして、高濃度層14および低濃度層16におけるシリコンおよび水素の含有量を上述した図2および図3に示す量に設定することで、4[GPa]以上の高面圧に耐え得る密着性の高い皮膜を形成することができることが、判る。なお、この実施例では、傾斜層200を形成する場合について実験を行ったが、当該傾斜層200を形成しない場合にも、同様の結果が得られる。また、低濃度層16に酸素を含ませた場合も、同様である。
【0084】
なお、上述とは別の実験により、硬質炭素膜18(または180)の膜厚が大きいほど、中間層12の膜厚を大きくすれば、より高い密着性が得られることが、判った。従って、硬質炭素膜18(または180)の膜厚に応じて、中間層12の膜厚を決定するのが、望ましい。
【0085】
また、中間層12としてクロム膜を用いた場合でも、当該クロム膜の膜厚を大きくすることで、高い密着性が得られることも、確認された。特に、基材10がアルマイト処理されたものである場合には、中間層12としてクロム膜を採用した方が、チタン膜またはチタン−シリコン合金膜を採用する場合よりも、高い密着力が得られることが、判明した。さらに、中間層12をクロム−シリコン合金膜とした場合も、同様に、その膜厚を大きくすることで、高い密着性が得られることが、確認された。そして、炭化チタン膜を採用した場合も、基材10の種類によっては高い密着性を得られることが、判った。即ち、基材10の種類や状態、或いは硬質炭素膜18(または180)の組成や膜厚等に応じて、中間層12の素材を選択するのが、望ましい。
【0086】
さらに、上述した第1実施形態では、高濃度層14および低濃度層16という2つの層によって硬質炭素膜18を構成したが、これ以上の層数によって当該硬質炭素膜18を構成してもよい。第2実施形態についても同様に、高濃度層14,傾斜層200および低濃度層16という3つの層によって硬質炭素膜180を構成したが、これ以上の層数によって当該硬質炭素膜180を構成してもよい。また、低濃度層16のようにその深さ方向においてシリコンおよび水素の含有量が徐々に変化する層のみによって、硬質炭素膜を構成してもよい。
【0087】
そして、中間層12をスパッタリング処理によって形成し、高濃度層14および低濃度層16並びに傾斜層200をプラズマCVD処理によって形成したが、これ以外の表面処理法を用いてもよい。
【0088】
また、硬質炭素膜18(または180)を形成する際の材料ガスとして、TMSガスおよびアセチレンガスを用いたが、これに限らない。例えば、TMSガスに代えて、モノシラン(SiH4)等のシラン系のガスを用いてもよい。そして、アセチレンガスに代えて、メタン(CH4)ガス等の別の炭化水素系ガスを用いてもよい。
【0089】
さらに、基材10,10,…に印加されるバイアス電圧として、非対称パルス電圧を用いたが、これに限らない。例えば、高周波電圧の非直流電圧、或いは直流電圧を用いてもよい。ただし、いずれの場合でも、その平均電圧は負電圧(0[V]以下)であるのが、望ましい。
【図面の簡単な説明】
【0090】
【図1】この発明の第1実施形態に係る硬質炭素膜の断面を示す図解図である。
【図2】同第1実施形態における高濃度層の組成を示す図解図である。
【図3】同第1実施形態における低濃度層の組成を示す図解図である。
【図4】同第1実施形態に係る硬質炭素膜を形成するための表面処理装置の概略構成を示す図解図である。
【図5】この発明の第2実施形態に係る硬質炭素膜の断面を示す図解図である。
【図6】同第2実施形態における硬質炭素膜の厚さ方向におけるシリコン含有量の変移を示すグラフである。
【図7】図6とは異なる例を示すグラフである。
【図8】図7とはさらに異なる例を示すグラフである。
【図9】図8とはさらに異なる例を示すグラフである。
【図10】この発明の具体的実施例としての実験結果を表す一覧である。
【符号の説明】
【0091】
10 基材
12 中間層
14 高濃度層
16 低濃度層
18 硬質炭素膜
【特許請求の範囲】
【請求項1】
基材上に該基材と密着性のある中間層を介して形成された硬質炭素膜において、
シリコンおよび水素を含み、上記基材から遠い部分ほど該シリコンの含有量が少ないことを特徴とする、硬質炭素膜。
【請求項2】
上記基材から遠い部分ほど上記水素の含有量が少ない、請求項1に記載の硬質炭素膜。
【請求項3】
上記基材から最も遠い部分の上記シリコンの含有量が略零である、請求項1または2に記載の硬質炭素膜。
【請求項4】
上記基材から最も遠い部分は酸素を含む、請求項1ないし3に記載の硬質炭素膜。
【請求項5】
積層された複数の硬質炭素層から成る、請求項1ないし4のいずれかに記載の硬質炭素膜。
【請求項6】
基材上に該基材と密着性のある中間層を介して形成された硬質炭素膜において、
上記中間層の上に形成され、原子比で20%ないし50%の水素を含み、かつ該水素を除く成分のうち原子比で10%ないし25%のシリコンを含み、残りの主成分が炭素である高濃度層と、
上記高濃度層の上に形成され、原子比で20%ないし40%の水素を含み、かつ該水素を除く成分のうち原子比で0%ないし5%のシリコンおよび0%ないし5%の酸素を含み、残りの主成分が炭素である低濃度層と、
を具備することを特徴とする、硬質炭素膜。
【請求項7】
上記高濃度層と上記低濃度層との間に形成され、該高濃度層以上かつ該低濃度層以下の量のシリコンを含み、該シリコンの含有量が該高濃度層から該低濃度層に向かうに連れて減少する主成分が炭素の傾斜層をさらに備える、請求項6に記載の硬質炭素膜。
【請求項8】
上記中間層はチタン、チタン−シリコン合金、炭化チタン、クロムおよびクロム−シリコン合金のいずれかによって形成された、請求項1ないし7のいずれかに記載の硬質炭素膜。
【請求項9】
基材上に該基材と密着性のある中間層を介して硬質炭素膜を形成する方法において、
上記基材上に上記中間層を形成する中間層形成過程と、
上記中間層上にシリコンおよび水素を含む上記硬質炭素膜を形成する炭素膜形成過程と、
を備え、
上記炭素膜形成過程において上記基材から遠くなるに連れて上記硬質炭素膜に含有させる上記シリコンの量を減少させることを特徴とする、硬質炭素膜の形成方法。
【請求項10】
上記中間層形成過程においてスパッタリング法により上記中間層が形成される、請求項9に記載の硬質炭素膜の形成方法。
【請求項11】
上記炭素膜形成過程においてプラズマCVD法により上記硬質炭素膜が形成される、請求項9または10に記載の硬質炭素膜の形成方法。
【請求項12】
上記炭素膜形成過程において上記硬質炭素膜の材料となる材料ガスとしてTMSガスおよびアセチレンガスを使用すると共に該TMSガスおよび該アセチレンガスの使用比率を時間が経過するに連れて変化させる、請求項11に記載の硬質炭素膜の形成方法。
【請求項13】
上記TMSガスおよびアセチレンガスの使用比率をγとすると、該使用比率γは、
γ=TMSガスの使用量/(アセチレンガスの使用量+TMSガスの使用)
で表され、時間が経過するに連れて該使用比率γの値が小さくなる、請求項12に記載の硬質炭素膜の形成方法。
【請求項1】
基材上に該基材と密着性のある中間層を介して形成された硬質炭素膜において、
シリコンおよび水素を含み、上記基材から遠い部分ほど該シリコンの含有量が少ないことを特徴とする、硬質炭素膜。
【請求項2】
上記基材から遠い部分ほど上記水素の含有量が少ない、請求項1に記載の硬質炭素膜。
【請求項3】
上記基材から最も遠い部分の上記シリコンの含有量が略零である、請求項1または2に記載の硬質炭素膜。
【請求項4】
上記基材から最も遠い部分は酸素を含む、請求項1ないし3に記載の硬質炭素膜。
【請求項5】
積層された複数の硬質炭素層から成る、請求項1ないし4のいずれかに記載の硬質炭素膜。
【請求項6】
基材上に該基材と密着性のある中間層を介して形成された硬質炭素膜において、
上記中間層の上に形成され、原子比で20%ないし50%の水素を含み、かつ該水素を除く成分のうち原子比で10%ないし25%のシリコンを含み、残りの主成分が炭素である高濃度層と、
上記高濃度層の上に形成され、原子比で20%ないし40%の水素を含み、かつ該水素を除く成分のうち原子比で0%ないし5%のシリコンおよび0%ないし5%の酸素を含み、残りの主成分が炭素である低濃度層と、
を具備することを特徴とする、硬質炭素膜。
【請求項7】
上記高濃度層と上記低濃度層との間に形成され、該高濃度層以上かつ該低濃度層以下の量のシリコンを含み、該シリコンの含有量が該高濃度層から該低濃度層に向かうに連れて減少する主成分が炭素の傾斜層をさらに備える、請求項6に記載の硬質炭素膜。
【請求項8】
上記中間層はチタン、チタン−シリコン合金、炭化チタン、クロムおよびクロム−シリコン合金のいずれかによって形成された、請求項1ないし7のいずれかに記載の硬質炭素膜。
【請求項9】
基材上に該基材と密着性のある中間層を介して硬質炭素膜を形成する方法において、
上記基材上に上記中間層を形成する中間層形成過程と、
上記中間層上にシリコンおよび水素を含む上記硬質炭素膜を形成する炭素膜形成過程と、
を備え、
上記炭素膜形成過程において上記基材から遠くなるに連れて上記硬質炭素膜に含有させる上記シリコンの量を減少させることを特徴とする、硬質炭素膜の形成方法。
【請求項10】
上記中間層形成過程においてスパッタリング法により上記中間層が形成される、請求項9に記載の硬質炭素膜の形成方法。
【請求項11】
上記炭素膜形成過程においてプラズマCVD法により上記硬質炭素膜が形成される、請求項9または10に記載の硬質炭素膜の形成方法。
【請求項12】
上記炭素膜形成過程において上記硬質炭素膜の材料となる材料ガスとしてTMSガスおよびアセチレンガスを使用すると共に該TMSガスおよび該アセチレンガスの使用比率を時間が経過するに連れて変化させる、請求項11に記載の硬質炭素膜の形成方法。
【請求項13】
上記TMSガスおよびアセチレンガスの使用比率をγとすると、該使用比率γは、
γ=TMSガスの使用量/(アセチレンガスの使用量+TMSガスの使用)
で表され、時間が経過するに連れて該使用比率γの値が小さくなる、請求項12に記載の硬質炭素膜の形成方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】

【図7】

【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2006−161075(P2006−161075A)
【公開日】平成18年6月22日(2006.6.22)
【国際特許分類】
【出願番号】特願2004−351073(P2004−351073)
【出願日】平成16年12月3日(2004.12.3)
【出願人】(000192567)神港精機株式会社 (54)
【Fターム(参考)】
【公開日】平成18年6月22日(2006.6.22)
【国際特許分類】
【出願日】平成16年12月3日(2004.12.3)
【出願人】(000192567)神港精機株式会社 (54)
【Fターム(参考)】
[ Back to top ]