
硬質難削材の高速高送り切削加工で硬質被覆層がすぐれた耐剥離性とすぐれた耐チッピング性を発揮する表面被覆切削工具
【課題】硬質難削材の高速高送り切削加工で硬質被覆層がすぐれた耐剥離性とすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
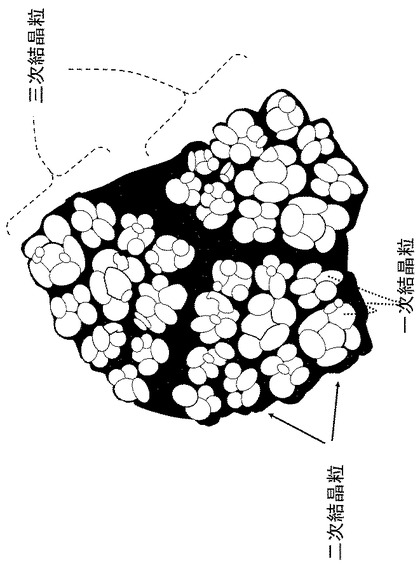
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットからなる工具基体の最表面に、少なくとも、0.5〜5μmの平均層厚を有するCr硼化物層を被覆してなる切削工具であって、前記Cr硼化物層は、複数の平均粒径を有する結晶粒組織の複合組織として構成され、該複合組織は、5〜15nmの平均粒径を有する一次結晶粒の集合体からなる平均粒径30〜70nmの二次結晶粒と、該二次結晶粒の集合体からなる平均粒径100〜600nmの三次結晶粒とから構成されている。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットからなる工具基体の最表面に、少なくとも、0.5〜5μmの平均層厚を有するCr硼化物層を被覆してなる切削工具であって、前記Cr硼化物層は、複数の平均粒径を有する結晶粒組織の複合組織として構成され、該複合組織は、5〜15nmの平均粒径を有する一次結晶粒の集合体からなる平均粒径30〜70nmの二次結晶粒と、該二次結晶粒の集合体からなる平均粒径100〜600nmの三次結晶粒とから構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、硬質被覆層がすぐれた耐溶着性とすぐれた密着力を有する表面層によって構成され、したがって、特に各種のNi系合金やTi系合金などの硬質難削材の切削加工をより剥離やチッピングが起きやすい高速高送り切削条件で行った場合にも、溶着が発生することによる硬質被覆層の剥離を抑制し、長期に亘ってすぐれた耐剥離性と耐チッピング性を発揮する表面被覆切削工具(以下、被覆工具という)に関するものである。
【背景技術】
【0002】
一般に、被覆工具には、各種の鋼や鋳鉄などの被削材の旋削加工や平削り加工にバイトの先端部に着脱自在に取り付けて用いられるスローアウエイチップ、前記被削材の穴あけ切削加工などに用いられるドリルやミニチュアドリル、さらに前記被削材の面削加工や溝加工、肩加工などに用いられるソリッドタイプのエンドミルなどがあり、また前記スローアウエイチップを着脱自在に取り付けて前記ソリッドタイプのエンドミルと同様に切削加工を行うスローアウエイエンドミル工具などが知られている。
【0003】
また、被覆工具として、炭化タングステン(以下、WCで示す)基超硬合金または炭窒化チタン(以下、TiCNで示す)基サーメットで構成された工具基体の表面に、
(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1−XAlX)N(ただし、原子比で、Xは0.40〜0.75を示す)を満足する(Ti,Al)N層からなる下部層、
(b)0.1〜0.5μmの平均層厚を有するCrN(窒化クロム)層からなる密着接合層、
(c)0.8〜5μmの平均層厚を有するCrB2(硼化クロム)層からなる上部層、
前記(a)〜(c)で構成された硬質被覆層を形成した被覆工具(以下、従来被覆工具という)が知られており、そして、この従来被覆工具は、Ti系合金や高Si含有Al−Si系合金などの硬質難削材の切削加工を高熱発生を伴う高速切削条件で行った場合にも、長期に亘ってすぐれた耐摩耗性を発揮することが知られている。
【0004】
さらに、前記従来被覆工具は、アークイオンプレーティング装置と直流スパッタリング装置を併設した物理蒸着装置に上記の工具基体を装入し、まず、ヒーターで装置内を加熱した状態で、装置内に反応ガスとして窒素ガスを導入し、アークイオンプレーティング装置のアノード電極と所定組成を有するTi−Al合金がセットされたカソード電極(蒸発源)との間にアーク放電を発生させることにより前記(a)の(Ti,Al)N層からなる下部層を成膜し、次いで、直流スパッタリング装置の装置内の雰囲気を、窒素雰囲気としたまま、カソード電極(蒸発源)として配置した金属Crのスパッタリングを開始することによって、前記(b)の密着接合層としてCrN層を成膜し、次いで、装置内の雰囲気をAr雰囲気として所定時間、CrB2焼結体のスパッタリングを行うことにより、前記CrN層上に重ねて前記(c)のCrB2層からなる上部層を成膜することにより製造されることも知られている。
【0005】
また、硬質被覆層を成膜する手段としては、アークイオンプレーティング、直流スパッタリングばかりでなく、高出力パルススパッタリングを利用した成膜も提案されており、例えば、特許文献2、3に示されるように、パルスの瞬間印加電力を200W/cm2以上、パルスの一波長長さを100μsec以下という条件で高出力パルススパッタリングを行うことにより(Al,M)2O3(但し、Mは、Mg、Zn、Mn、Fe等)あるいはα−Al2O3を、高成膜速度で成膜できることも知られている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−159340号公報
【特許文献2】国際公開第2008/148673号
【特許文献3】国際公開第2009/010330号
【発明の概要】
【発明が解決しようとする課題】
【0007】
近年の切削加工装置の高性能化および自動化はめざましく、一方で切削加工に対する省力化および省エネ化、さらに低コスト化の要求は強く、これに伴い、切削加工は高速化し、かつ被削材の種類に限定されない汎用性のある被覆工具が強く望まれる傾向にあるが、前記従来被覆工具においては、これをTi系合金や高Si含有Al−Si系合金などの硬質難削材の切削加工を高熱発生を伴う高速切削条件で行った場合にはすぐれた耐摩耗性を発揮するものの、これを各種のNi系合金やTi系合金などの硬質難削材の切削加工を高速高送り切削条件で行った場合には、切削時に発生するきわめて高い発熱によって溶着が生じやすく、これを原因として硬質被覆層の剥離が起こり、比較的短時間で使用寿命に至るのが現状である。
【課題を解決するための手段】
【0008】
そこで、本発明者らは、前述のような観点から、前記の硬質難削材の高速高送り切削加工で硬質層がすぐれた耐溶着性、耐剥離性を発揮する被覆工具を開発すべく、鋭意研究を行った結果、次のような知見を得た。
まず、従来被覆工具(特許文献1)においては、CrB2層を直流スパッタリングで成膜しており、これをTi系合金や高Si含有Al−Si系合金などの硬質難削材などの高速切削加工に用いた場合には特段の問題も生じないが、これを特に各種のNi系合金やTi系合金などの硬質難削材の切削加工を高速高送り切削条件で行うのに用いた場合には、表面組織が密であることから被削材との接触面積が大きく、きわめて高い発熱によって溶着が生じ、また、CrB2層の結晶粒子間の結合も弱かったために、その溶着による硬質被覆層の剥離が起こることを突き止めた。
そこで、本発明者らは、溶着発生が起こりにくく、かつ、結晶粒相互の結合強度の高いCrB2層組織に着目して研究を行ったところ、CrB2層を成膜するに当たり、特許文献1に示される直流スパッタリングではなく、特定条件の高出力パルススパッタリングを採用することによって、各種のNi系合金やTi系合金などの硬質難削材の高速高送り切削条件における切削加工においても、表面組織がポーラスであることから、被削材との接触面積が小さいために発熱しにくく、溶着も生じにくい上に、CrB2層の結晶粒相互の結合強度が強いために硬質被覆層の剥離が生じにくいCrB2層を成膜し得ることを見出したのである。
【0009】
具体的に言うならば、図1に、高出力パルススパッタリング装置の概略平面図を示すが、高出力パルススパッタリング装置にCr硼化物(以下、CrB2で示す)粉末の焼結体(以下、CrB2焼結体という)ターゲットを配置し、装置内雰囲気を、Ar雰囲気にし、6kW以上の高い平均投入電力で高出力パルススパッタリングを行い、工具基体の表面にCrB2層を蒸着成膜すると、溶着が生じにくいためすぐれた耐溶着性を有するとともに、結晶粒相互の結合強度が強く、膜硬度が高い(例えば、荷重200mgで測定した場合のナノインデンテーション硬さが3800kgf/mm2以上)、CrB2層が成膜されることを見出したのである。
それにより、この結果の被覆工具は、特に著しい高熱発生を伴う各種のNi系合金やTi系合金などの硬質難削材の高速高送り切削において、すぐれた耐溶着性、結晶粒相互の結合強度、硬さを有するCrB2層からなる表面層によって、特に、溶着に起因する硬質被覆層の剥離が抑制されることで、すぐれた耐剥離性と耐摩耗性を長期に亘って発揮するようになる、ということを見出したのである。
【0010】
本発明は、前記知見に基づいてなされたものであって、
「 炭化タングステン基超硬合金または炭窒化チタン基サーメットからなる工具基体の最表面に、少なくとも、0.5〜5μmの平均層厚を有するCr硼化物層を被覆してなる切削工具であって、
前記Cr硼化物層は、複数の平均粒径を有する結晶粒組織の複合組織として構成され、該複合組織は、5〜15nmの平均粒径を有する一次結晶粒の集合体からなる平均粒径30〜70nmの二次結晶粒と、該二次結晶粒の集合体からなる平均粒径100〜600nmの三次結晶粒とから構成されていることを特徴とする表面被覆切削工具。」
に特徴を有するものである。
【0011】
つぎに、本発明の被覆工具について、詳細に説明する。
【0012】
硬質被覆層の平均層厚
炭化タングステン基超硬合金または炭窒化チタン基サーメットからなる工具基体の最表面に形成するCr硼化物層は、その平均層厚が0.5μm未満では、自身のもつすぐれた耐摩耗性を長期に亘って発揮するには不十分であり、一方、その平均層厚が5μmを越えると、Ni系合金やTi系合金などの硬質難削材の高速高送り切削では溶着に起因する剥離は抑制できるが、高出力パルススパッタリングが有する皮膜への高い打ち込み効果に起因する大きな圧縮残留応力により、切刃部にチッピングが発生し易くなることから、その平均層厚を0.5〜5μmと定めた。
【0013】
複合組織の効果及び結晶粒の平均粒径
該複合組織の効果は結晶粒の集合体をなすことにより、該一次結晶粒同士はもとより該二次結晶粒同士の結合力を利用することが出来る点である。該複合組織を構成する一次結晶粒の平均粒径は、5nm未満の結晶粒を有する被膜を成膜することは難しく、一方、その平均粒径が15nmを超えると転位運動を阻害する粒界が減ってしまうために、高い硬さを維持することが出来ない。また、該一次結晶粒の集合体からなる二次結晶粒の平均粒径が30nm未満であると複合組織の長所である結晶粒同士の強い結合力を得るための二次結晶粒を構成する一次結晶粒の数が十分ではなく、70nmを超えると三次結晶粒を構成する二次結晶粒の数が十分ではない。さらに、該二次結晶粒の集合体からなる三次結晶粒の平均粒径は100nm未満では切削時に被削材と接触する面積が大きくなるために、溶着が起きやすく、該複合組織ごと剥離してしまい、一方、600nmを超えると切削時の負荷に耐えることが出来なくなってしまう。
【0014】
本発明の被覆工具の製造方法を次に説明する。
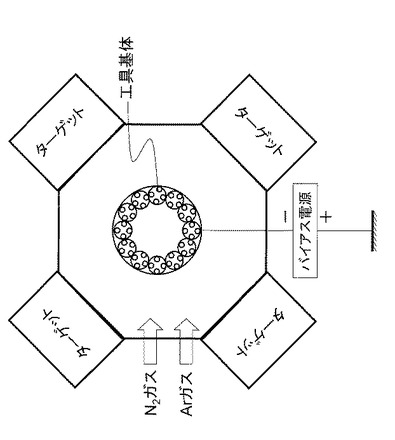
図1に、本発明の被覆工具を製造するための装置の一例として、高出力パルススパッタリング装置を示す。
即ち、図1に示す高出力パルススパッタリング装置において、該高出力パルススパッタリング装置の中央部に工具基体装着用回転テーブルを設け、回転テーブルを挟んで対向する2か所に、CrB2粉末の焼結体(CrB2焼結体)ターゲットを配置し、前記回転テーブル上の中心軸から半径方向に所定距離離れた位置に外周部に沿って複数の工具基体をリング状に装着し、この状態で装置内雰囲気をAr雰囲気として前記回転テーブルを回転させると共に、蒸着形成される耐摩耗硬質層の層厚均一化を図る目的で工具基体自体も自転させながら、CrB2焼結体ターゲットに対し、6kW以上の高い平均投入電力で高出力パルススパッタリングを行い、0.5〜5μmの平均層厚でCrB2層を蒸着成膜することによって製造することができる。
また、該CrB2層の下地層として耐摩耗層である(Ti,Al)N層を被覆することも有効である。
例えば、この場合の製造方法は、前記回転テーブルを挟んで対向する2か所に、所定の組成を有するTi−Al合金ターゲットを配置し、また、Ti−Al合金ターゲットとは90度ずれた位置で、回転テーブルを挟んで対向する2か所にCrB2粉末の焼結体(CrB2焼結体)ターゲットを配置する。そして、装置内雰囲気を窒素雰囲気として前記回転テーブルを回転させると共に、蒸着形成される耐摩耗硬質層の層厚均一化を図る目的で工具基体自体も自転させながら、Ti−Al合金ターゲットに対する6kW以上の高い平均投入電力の高出力パルススパッタリングを行い、前記工具基体の表面に(Ti,Al)N層を0.5〜0.8μmの平均層厚で耐摩耗硬質層として蒸着成膜し、ついで、装置内の雰囲気を実質的にAr雰囲気に変え、該CrB2層を蒸着成膜することによって製造することができる。
特に、前記特定の条件下の高出力パルススパッタリングによって成膜されたCrB2層は、従来被覆工具のように密着接合層(CrN層)を介さずとも(Ti,Al)N層に対してすぐれた密着強度を有し、さらに、膜硬度が高まる。
【0015】
さらに、前記高出力パルススパッタリングにおいては、そのスパッタリング条件として、好ましくは、パルス印加時の発生プラズマ密度が1018m−3以上となるようにし、また、パルスの一波長の長さは200μsec以上でかつ一周期毎のパルスの非印加時間は10μsec以上となるスパッタリング条件でスパッタリングすることが好ましい。
【0016】
前記エネルギーレベルを高めた矩形パルスによる高出力パルススパッタリングでは、ターゲットに対する熱負荷を減ずることができるためターゲットの無用な温度上昇を抑制することができる。
また、前記高出力パルススパッタリングによって成膜された(Ti,Al)N層、CrB2層は、何れも密着強度が大であり、高硬度を有している。
【発明の効果】
【0017】
本発明の被覆工具は、硬質被覆層として、被削材との接触面積が小さくなるポーラスな表面組織を有するとともに結晶粒相互の結合強度が強い結晶粒組織の複合組織であり、高い硬さを有するCrB2層からなることから、硬質難削材の高熱発生を伴う高速高送り切削条件加工を行った場合に、溶着に起因する硬質被覆層の剥離を抑制でき、長期の使用に亘って、すぐれた耐摩耗性を発揮するものである。
【図面の簡単な説明】
【0018】
【図1】本発明被覆工具の表面被覆層を成膜するのに用いた高出力パルススパッタリング装置の概略平面図である。
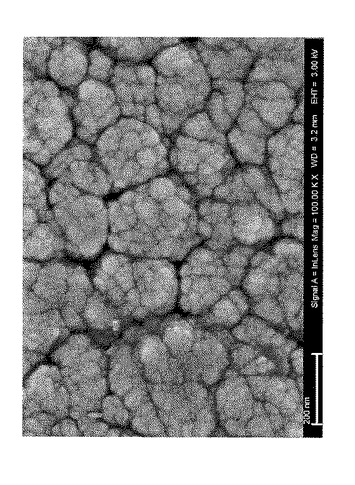
【図2】本発明被覆インサート9のCr硼化物層の水平断面の走査型電子顕微鏡写真(倍率:10万倍)を示す。
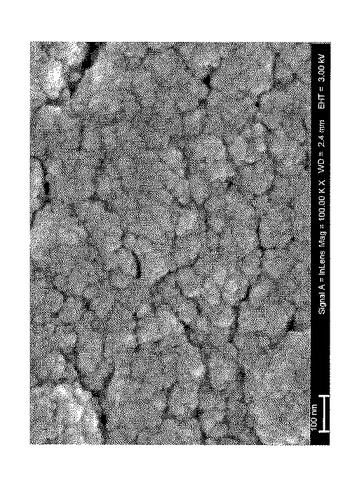
【図3】従来被覆インサート9のCr硼化物層の水平断面の走査型電子顕微鏡写真(倍率:10万倍)を示す。
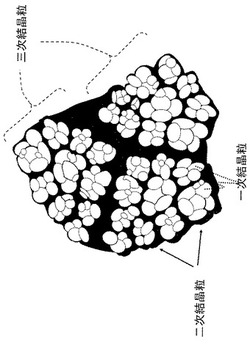
【図4】本発明被覆インサートの複合組織からなるCr硼化物層の水平断面模式図を示す。
【発明を実施するための形態】
【0019】
つぎに、本発明による被覆工具およびその製造方法を、実施例により具体的に説明する。
【実施例1】
【0020】
原料粉末として、いずれも1〜3μmの平均粒径を有するWC粉末、TiC粉末、ZrC粉末、VC粉末、TaC粉末、NbC粉末、Cr3C2粉末、TiN粉末、TaN粉末、およびCo粉末を用意し、これら原料粉末を、表1に示される配合組成に配合し、ボールミルで72時間湿式混合し、乾燥した後、100MPa の圧力で圧粉体にプレス成形し、この圧粉体を6Paの真空中、温度:1400℃に1時間保持の条件で焼結し、焼結後、切刃部分にR:0.03のホーニング加工を施してISO規格・CNMG120408のインサート形状をもったWC基超硬合金製の工具基体A−1〜A−10を形成した。
【0021】
また、原料粉末として、いずれも0.5〜2μmの平均粒径を有するTiCN(重量比でTiC/TiN=50/50)粉末、Mo2C粉末、ZrC粉末、NbC粉末、TaC粉末、WC粉末、Co粉末、およびNi粉末を用意し、これら原料粉末を、表2に示される配合組成に配合し、ボールミルで24時間湿式混合し、乾燥した後、100MPaの圧力で圧粉体にプレス成形し、この圧粉体を2kPaの窒素雰囲気中、温度:1500℃に1時間保持の条件で焼結し、焼結後、切刃部分にR:0.03のホーニング加工を施してISO規格・CNMG120408のインサート形状をもったTiCN基サーメット製の工具基体B−1〜B−6を形成した。
【0022】
(a)ついで、前記工具基体A−1〜A−8のそれぞれを、アセトン中で超音波洗浄し、乾燥した状態で、図1に示される高出力パルススパッタリング装置内の回転テーブル上の中心軸から半径方向に所定距離離れた位置に外周部に沿って装着し、一方、高出力パルススパッタリング装置内には、回転テーブルを挟んで対向する4か所にCrB2焼結体ターゲットを配置し、
(b)まず、装置内を排気して0.1Pa以下の真空に保持しながら、ヒーターで装置内を400℃に加熱した後、前記回転テーブル上で自転しながら回転する工具基体に−200Vの直流バイアス電圧を印加することによって、前記工具基体を1時間Arボンバード処理し、
(c)装置内に反応ガスとしてArガスを導入して、装置内雰囲気を0.5Paとし、表3に示される所定のパルススパッタ条件で層厚に対応した時間でスパッタリングを行い、同じく表4に示される目標層厚のCrB2層を硬質被覆層の表面層として成膜することにより、本発明被覆工具としての本発明表面被覆インサート(以下、本発明被覆インサートという)1〜8をそれぞれ製造した。
(d)また、下地層として(Ti,Al)N層を導入した本発明被覆インサートインサート9〜16を、前記工具基体A−9〜A−10及びB−1〜B−6のそれぞれを、アセトン中で超音波洗浄し、乾燥した状態で、図1に示される高出力パルススパッタリング装置内の回転テーブル上の中心軸から半径方向に所定距離離れた位置に外周部に沿って装着し、一方、高出力パルススパッタリング装置内には、回転テーブルを挟んで対向する4か所に所定組成のTi−Al合金ターゲットとCrB2焼結体ターゲットを配置し、
(e)まず、装置内を排気して0.1Pa以下の真空に保持しながら、ヒーターで装置内を400℃に加熱した後、前記回転テーブル上で自転しながら回転する工具基体に−200Vの直流バイアス電圧を印加することによって、前記工具基体を1時間Arボンバード処理し、装置内に反応ガスとして窒素ガスを導入して0.6Paの反応雰囲気とすると共に、前記Ti−Al合金ターゲットに表3の条件記号aに示される所定のパルススパッタ条件で高出力パルススパッタを行い、もって前記工具基体の表面に、表4に示される目標組成および目標層厚の(Ti,Al)N層を硬質被覆層の耐摩耗硬質層として成膜し、
(f)CrB2焼結体ターゲットに表3に示される所定のパルススパッタ条件で高出力パルススパッタを行い、装置内に導入するガスを窒素ガスからArガスに切り替えると共に、装置内雰囲気を0.5Paとし、この条件で層厚に対応した時間でスパッタリングを行い、同じく表4に示される目標層厚のCrB2層を硬質被覆層の表面層として成膜することにより製造した。
【0023】
また、比較の目的で、これら工具基体A−1〜A−10およびB−1〜B−6を、アセトン中で超音波洗浄し、乾燥した状態で、それぞれアークイオンプレーティング装置と直流スパッタリング装置を併設した物理蒸着装置に装入し、装置内には、種々の成分組成をもったTi−Al合金ターゲット、金属Crターゲット、CrB2焼結体ターゲットを装着し、
まず、装置内を排気して0.1Pa以下の真空に保持しながら、ヒーターで装置内を400℃に加熱した後、回転テーブル上で自転しながら回転する工具基体に−200Vの直流バイアス電圧を印加することによって、前記工具基体を1時間Arボンバード処理し、装置内に反応ガスとして窒素ガスを導入して0.6Paの反応雰囲気とすると共に、ヒーターで装置内を500℃に加熱した後、前記Ti−Al合金ターゲットとアノード電極との間にアーク放電を発生させ、前記工具基体の表面に下部層として表6に示される目標組成および目標層厚の(Ti,Al)N層を硬質被覆層の耐摩耗硬質層として成膜する。ついで、前記Ti−Al合金のカソード電極(蒸発源)とアノード電極との間のアーク放電を停止し、前記直流スパッタリング装置のカソード電極(蒸発源)として配置した金属Crの直流スパッタリングを開始し、目標組成および目標層厚のCrN層を硬質被覆層の密着接合層として成膜する。そして、金属Crのカソード電極(蒸発源)とアノード電極との間のアーク放電を停止し、前記直流スパッタリング装置内の雰囲気をAr雰囲気として、前記直流スパッタリング装置のカソード電極(蒸発源)として配置したCrB2焼結体の直流スパッタリングを開始し、もって前記CrN層に重ねて上部層として表5に示される所定の直流スパッタ条件で、表6に示す平均層厚のCrB2層を蒸着することにより従来被覆工具としての従来表面被覆インサート(以下、従来被覆インサートという)1〜16をそれぞれ製造した。
【0024】
なお、参考のため、図1に示される本発明被覆インサート1〜16を製造した装置と同じ装置で、本発明被覆インサート1〜16と異なる組成、膜厚、スパッタ条件で成膜することにより、表6に示される参考被覆工具としての参考表面被覆インサート(以下、参考被覆インサートという)1〜4をそれぞれ製造した。
【0025】
前記本発明被覆インサート1〜16、従来被覆インサート1〜16および参考被覆インサート1〜4のCrB2層について、その結晶粒組織を走査型電子顕微鏡(Carl zeiss社製、ultra55)により10万倍の視野で観察し、その結果を平面と仮定し、該結晶粒の面積を粒子断面の面積として算出する。さらに、一次結晶粒、二次結晶粒および三次結晶粒の平均粒径を該結晶粒の粒子断面面積を円の面積として算出した場合の直径を10点測定し、その平均値とした。
表4、表6に、その測定値を示す。
また、図2に、本発明被覆インサート9のCrB2層の水平断面の走査型電子顕微鏡写真(倍率:10万倍)を、図3に、従来被覆インサート9のCrB2層の水平断面の走査型電子顕微鏡写真(倍率:10万倍)を、図4に、本発明被覆インサートの複合組織からなるCr硼化物層の水平断面模式図を示す。
【0026】
前記本発明被覆インサート1〜16、従来被覆インサート1〜16および参考被覆インサート1〜4のCrB2層について、その表面硬さを超微小押し込み硬さ試験機(エリオニクス社製、ENT-1100a)により測定した。
表4、表6に、その測定値を示す。
【0027】
また、前記本発明被覆インサート1〜16、従来被覆インサート1〜16および参考被覆インサート1〜4の硬質被覆層を構成する耐摩耗硬質層の組成を、透過型電子顕微鏡を用いてのエネルギー分散X線分析法により測定したところ、それぞれ目標組成と実質的に同じ組成を示した。
さらに、前記硬質被覆層のCrB2層および耐摩耗硬質層の平均層厚を走査型電子顕微鏡を用いて断面測定したところ、いずれも目標層厚と実質的に同じ平均値(5ヶ所の平均値)を示した。
【0028】
つぎに、前記の各種被覆インサートを、いずれも工具鋼製バイトの先端部に固定治具にてネジ止めした状態で、本発明被覆インサート1〜16、従来被覆インサート1〜16および参考被覆インサート1〜4について、
被削材:質量%で、Ti−6%Al−4%V合金の丸棒、
切削速度:100m/min.、
切り込み:1.5mm、
送り:0.4mm/rev.、
切削時間:5分、
の条件(切削条件Aという)でのTi系合金の乾式高速高送り切削加工試験(通常の切削速度は50m/min.切削送りは0.2mm/rev.)、
を行い、切刃の逃げ面摩耗幅を測定した。
この測定結果を表7に示した。
【0029】
【表1】

【0030】
【表2】
【0031】
【表3】
【0032】
【表4】
【0033】
【表5】
【0034】
【表6】
【0035】
【表7】
【実施例2】
【0036】
原料粉末として、平均粒径:5.5μmを有するWC粉末、同0.8μmの微粒WC粉末、同1.3μmのTaC粉末、同1.2μmのNbC粉末、同1.2μmのZrC粉末、同2.3μmのCr3C2粉末、同1.5μmのVC粉末、同1.0μmの(Ti,W)C[質量比で、TiC/WC=50/50]粉末、および同1.8μmのCo粉末を用意し、これら原料粉末をそれぞれ表8に示される配合組成に配合し、さらにワックスを加えてアセトン中で24時間ボールミル混合し、減圧乾燥した後、100MPaの圧力で所定形状の各種の圧粉体にプレス成形し、これらの圧粉体を、6Paの真空雰囲気中、7℃/分の昇温速度で1370〜1470℃の範囲内の所定の温度に昇温し、この温度に1時間保持後、炉冷の条件で焼結して、直径が6mmの工具基体形成用丸棒焼結体を形成し、さらに前記丸棒焼結体から、研削加工にて、切刃部の直径×長さがそれぞれ6mm×12mmの寸法並びにねじれ角30度の2枚刃スクエア形状をもった工具基体(エンドミル)C−1〜C−8をそれぞれ製造した。
【0037】
ついで、これらの工具基体(エンドミル)C−1〜C−8の表面をアセトン中で超音波洗浄し、乾燥した状態で、同じく図1に示される蒸着装置に装入し、前記実施例1と同一の条件で、C−1〜C−4に表9に示される目標層厚のCrB2層からなる表面層で構成された硬質被覆層を蒸着形成することにより、本発明被覆工具としての本発明表面被覆エンドミル(以下、本発明被覆エンドミルという)1〜4を、C−5〜C−8に表9に示される目標組成および目標層厚の(Ti,Al)N層からなる耐摩耗硬質層と、同じく表9に示される目標層厚のCrB2層からなる表面層で構成された硬質被覆層を蒸着形成することにより、本発明被覆エンドミル5〜8をそれぞれ製造した。
【0038】
また、比較の目的で、前記工具基体(エンドミル)C−1〜C−8の表面をアセトン中で超音波洗浄し、乾燥した状態で、前記実施例1と同一の条件で、同じく表10に示される目標組成および目標層厚の(Ti,Al)N層からなる耐摩耗硬質層を硬質被覆層として蒸着することにより、従来被覆工具としての従来表面被覆エンドミル(以下、従来被覆エンドミルという)1〜8をそれぞれ製造した。
さらに、参考のため、前記工具基体(エンドミル)C−1,C−3,C−5,C−7の表面をアセトン中で超音波洗浄し、乾燥した状態で、前記実施例1と同一の条件で、本発明被覆エンドミル1〜8と異なる組成、膜厚、スパッタ条件で成膜することにより、表10に示される参考被覆工具としての参考表面被覆エンドミル(以下、参考被覆エンドミルという)1〜4をそれぞれ製造した。
【0039】
前記本発明被覆エンドミル1〜8、従来被覆エンドミル1〜8および参考被覆エンドミル1〜4のCrB2層について、その結晶粒組織を走査型電子顕微鏡(Curl zeiss社製、ultra55)により10万倍の視野で観察し、その結果を平面と仮定し、該結晶粒の面積を粒子断面の面積として算出する。さらに、一次結晶粒、二次結晶粒および三次結晶粒の平均粒径を該結晶粒の粒子断面面積を円の面積として算出した場合の直径を10点測定し、その平均値とした。
表9、表10に、その測定値を示す。
【0040】
前記本発明被覆エンドミル1〜8、従来被覆エンドミル1〜8および参考被覆エンドミル1〜4のCrB2層について、その表面硬さを超微小押し込み硬さ試験機(エリオニクス社製、ENT-1100a)により測定した。
表9、表10に、その測定値を示す。
【0041】
また、前記本発明被覆エンドミル1〜8、従来被覆エンドミル1〜8および参考被覆エンドミル1〜4の硬質被覆層を構成する耐摩耗硬質層の組成を、透過型電子顕微鏡を用いてのエネルギー分散X線分析法により測定したところ、それぞれ目標組成と実質的に同じ組成を示した。
さらに、前記硬質被覆層のCrB2層および耐摩耗硬質層の平均層厚を走査型電子顕微鏡を用いて断面測定したところ、いずれも目標層厚と実質的に同じ平均値(5ヶ所の平均値)を示した。
【0042】
つぎに、前記本発明被覆エンドミル1〜8、従来被覆エンドミル1〜8および参考被覆エンドミル1〜4について、
被削材−平面:100mm×250mm、厚さ:50mmの寸法をもったTi系合金(質量%で、Ti−6%Al−4%V合金)の板材、
切削速度:150m/min.、
溝深さ(切り込み):4mm、
テーブル送り:1400mm/分、
の条件(切削条件Bという)でのTi系合金の乾式高速高送り溝切削加工試験(通常の切削速度は75m/min.テーブル送りは960mm/分、.)、
を行い、溝切削加工試験における切刃部の外周刃の逃げ面摩耗幅が使用寿命の目安とされる0.1mmに至るまでの切削溝長を測定した。
この測定結果を表11にそれぞれ示した。
【0043】
【表8】
【0044】
【表9】
【0045】
【表10】
【0046】
【表11】
【0047】
表3〜11に示される結果から、CrB2層がすぐれた耐溶着性と硬さを有する本発明被覆工具は、各種のNi系合金やTi系合金などの硬質難削材の高熱発生を伴う高速高送り切削で、すぐれた耐剥離性と耐摩耗性を発揮する。
これに対して、従来被覆工具では、表6、表10に示されるように、該複合組織を形成していないため耐溶着性に劣り、硬質難削材の高熱発生を伴う高速高送り切削条件で硬質被覆層の剥離を抑制することができず、硬さも十分でないために耐摩耗性に劣る。また、本発明で規定する範囲から外れるCrB2層を有する参考被覆工具においては、硬質難削材の高熱発生を伴う高速高送り切削加工では切刃部の摩耗進行が速く、比較的短時間で使用寿命に至ることが明らかである。
【産業上の利用可能性】
【0048】
前述のように、本発明の被覆工具およびその製造方法によれば、各種の鋼や鋳鉄などの通常の切削条件での切削加工は勿論のこと、特に高い発熱を伴う前記硬質難削材の高速高送り切削加工でもすぐれた耐剥離性と耐摩耗性を発揮し、長期に亘ってすぐれた切削性能を示すものであるから、切削加工装置の高性能化および自動化、並びに切削加工の省力化および省エネ化、さらに低コスト化に十分満足に対応できるものである。
【技術分野】
【0001】
本発明は、硬質被覆層がすぐれた耐溶着性とすぐれた密着力を有する表面層によって構成され、したがって、特に各種のNi系合金やTi系合金などの硬質難削材の切削加工をより剥離やチッピングが起きやすい高速高送り切削条件で行った場合にも、溶着が発生することによる硬質被覆層の剥離を抑制し、長期に亘ってすぐれた耐剥離性と耐チッピング性を発揮する表面被覆切削工具(以下、被覆工具という)に関するものである。
【背景技術】
【0002】
一般に、被覆工具には、各種の鋼や鋳鉄などの被削材の旋削加工や平削り加工にバイトの先端部に着脱自在に取り付けて用いられるスローアウエイチップ、前記被削材の穴あけ切削加工などに用いられるドリルやミニチュアドリル、さらに前記被削材の面削加工や溝加工、肩加工などに用いられるソリッドタイプのエンドミルなどがあり、また前記スローアウエイチップを着脱自在に取り付けて前記ソリッドタイプのエンドミルと同様に切削加工を行うスローアウエイエンドミル工具などが知られている。
【0003】
また、被覆工具として、炭化タングステン(以下、WCで示す)基超硬合金または炭窒化チタン(以下、TiCNで示す)基サーメットで構成された工具基体の表面に、
(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1−XAlX)N(ただし、原子比で、Xは0.40〜0.75を示す)を満足する(Ti,Al)N層からなる下部層、
(b)0.1〜0.5μmの平均層厚を有するCrN(窒化クロム)層からなる密着接合層、
(c)0.8〜5μmの平均層厚を有するCrB2(硼化クロム)層からなる上部層、
前記(a)〜(c)で構成された硬質被覆層を形成した被覆工具(以下、従来被覆工具という)が知られており、そして、この従来被覆工具は、Ti系合金や高Si含有Al−Si系合金などの硬質難削材の切削加工を高熱発生を伴う高速切削条件で行った場合にも、長期に亘ってすぐれた耐摩耗性を発揮することが知られている。
【0004】
さらに、前記従来被覆工具は、アークイオンプレーティング装置と直流スパッタリング装置を併設した物理蒸着装置に上記の工具基体を装入し、まず、ヒーターで装置内を加熱した状態で、装置内に反応ガスとして窒素ガスを導入し、アークイオンプレーティング装置のアノード電極と所定組成を有するTi−Al合金がセットされたカソード電極(蒸発源)との間にアーク放電を発生させることにより前記(a)の(Ti,Al)N層からなる下部層を成膜し、次いで、直流スパッタリング装置の装置内の雰囲気を、窒素雰囲気としたまま、カソード電極(蒸発源)として配置した金属Crのスパッタリングを開始することによって、前記(b)の密着接合層としてCrN層を成膜し、次いで、装置内の雰囲気をAr雰囲気として所定時間、CrB2焼結体のスパッタリングを行うことにより、前記CrN層上に重ねて前記(c)のCrB2層からなる上部層を成膜することにより製造されることも知られている。
【0005】
また、硬質被覆層を成膜する手段としては、アークイオンプレーティング、直流スパッタリングばかりでなく、高出力パルススパッタリングを利用した成膜も提案されており、例えば、特許文献2、3に示されるように、パルスの瞬間印加電力を200W/cm2以上、パルスの一波長長さを100μsec以下という条件で高出力パルススパッタリングを行うことにより(Al,M)2O3(但し、Mは、Mg、Zn、Mn、Fe等)あるいはα−Al2O3を、高成膜速度で成膜できることも知られている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−159340号公報
【特許文献2】国際公開第2008/148673号
【特許文献3】国際公開第2009/010330号
【発明の概要】
【発明が解決しようとする課題】
【0007】
近年の切削加工装置の高性能化および自動化はめざましく、一方で切削加工に対する省力化および省エネ化、さらに低コスト化の要求は強く、これに伴い、切削加工は高速化し、かつ被削材の種類に限定されない汎用性のある被覆工具が強く望まれる傾向にあるが、前記従来被覆工具においては、これをTi系合金や高Si含有Al−Si系合金などの硬質難削材の切削加工を高熱発生を伴う高速切削条件で行った場合にはすぐれた耐摩耗性を発揮するものの、これを各種のNi系合金やTi系合金などの硬質難削材の切削加工を高速高送り切削条件で行った場合には、切削時に発生するきわめて高い発熱によって溶着が生じやすく、これを原因として硬質被覆層の剥離が起こり、比較的短時間で使用寿命に至るのが現状である。
【課題を解決するための手段】
【0008】
そこで、本発明者らは、前述のような観点から、前記の硬質難削材の高速高送り切削加工で硬質層がすぐれた耐溶着性、耐剥離性を発揮する被覆工具を開発すべく、鋭意研究を行った結果、次のような知見を得た。
まず、従来被覆工具(特許文献1)においては、CrB2層を直流スパッタリングで成膜しており、これをTi系合金や高Si含有Al−Si系合金などの硬質難削材などの高速切削加工に用いた場合には特段の問題も生じないが、これを特に各種のNi系合金やTi系合金などの硬質難削材の切削加工を高速高送り切削条件で行うのに用いた場合には、表面組織が密であることから被削材との接触面積が大きく、きわめて高い発熱によって溶着が生じ、また、CrB2層の結晶粒子間の結合も弱かったために、その溶着による硬質被覆層の剥離が起こることを突き止めた。
そこで、本発明者らは、溶着発生が起こりにくく、かつ、結晶粒相互の結合強度の高いCrB2層組織に着目して研究を行ったところ、CrB2層を成膜するに当たり、特許文献1に示される直流スパッタリングではなく、特定条件の高出力パルススパッタリングを採用することによって、各種のNi系合金やTi系合金などの硬質難削材の高速高送り切削条件における切削加工においても、表面組織がポーラスであることから、被削材との接触面積が小さいために発熱しにくく、溶着も生じにくい上に、CrB2層の結晶粒相互の結合強度が強いために硬質被覆層の剥離が生じにくいCrB2層を成膜し得ることを見出したのである。
【0009】
具体的に言うならば、図1に、高出力パルススパッタリング装置の概略平面図を示すが、高出力パルススパッタリング装置にCr硼化物(以下、CrB2で示す)粉末の焼結体(以下、CrB2焼結体という)ターゲットを配置し、装置内雰囲気を、Ar雰囲気にし、6kW以上の高い平均投入電力で高出力パルススパッタリングを行い、工具基体の表面にCrB2層を蒸着成膜すると、溶着が生じにくいためすぐれた耐溶着性を有するとともに、結晶粒相互の結合強度が強く、膜硬度が高い(例えば、荷重200mgで測定した場合のナノインデンテーション硬さが3800kgf/mm2以上)、CrB2層が成膜されることを見出したのである。
それにより、この結果の被覆工具は、特に著しい高熱発生を伴う各種のNi系合金やTi系合金などの硬質難削材の高速高送り切削において、すぐれた耐溶着性、結晶粒相互の結合強度、硬さを有するCrB2層からなる表面層によって、特に、溶着に起因する硬質被覆層の剥離が抑制されることで、すぐれた耐剥離性と耐摩耗性を長期に亘って発揮するようになる、ということを見出したのである。
【0010】
本発明は、前記知見に基づいてなされたものであって、
「 炭化タングステン基超硬合金または炭窒化チタン基サーメットからなる工具基体の最表面に、少なくとも、0.5〜5μmの平均層厚を有するCr硼化物層を被覆してなる切削工具であって、
前記Cr硼化物層は、複数の平均粒径を有する結晶粒組織の複合組織として構成され、該複合組織は、5〜15nmの平均粒径を有する一次結晶粒の集合体からなる平均粒径30〜70nmの二次結晶粒と、該二次結晶粒の集合体からなる平均粒径100〜600nmの三次結晶粒とから構成されていることを特徴とする表面被覆切削工具。」
に特徴を有するものである。
【0011】
つぎに、本発明の被覆工具について、詳細に説明する。
【0012】
硬質被覆層の平均層厚
炭化タングステン基超硬合金または炭窒化チタン基サーメットからなる工具基体の最表面に形成するCr硼化物層は、その平均層厚が0.5μm未満では、自身のもつすぐれた耐摩耗性を長期に亘って発揮するには不十分であり、一方、その平均層厚が5μmを越えると、Ni系合金やTi系合金などの硬質難削材の高速高送り切削では溶着に起因する剥離は抑制できるが、高出力パルススパッタリングが有する皮膜への高い打ち込み効果に起因する大きな圧縮残留応力により、切刃部にチッピングが発生し易くなることから、その平均層厚を0.5〜5μmと定めた。
【0013】
複合組織の効果及び結晶粒の平均粒径
該複合組織の効果は結晶粒の集合体をなすことにより、該一次結晶粒同士はもとより該二次結晶粒同士の結合力を利用することが出来る点である。該複合組織を構成する一次結晶粒の平均粒径は、5nm未満の結晶粒を有する被膜を成膜することは難しく、一方、その平均粒径が15nmを超えると転位運動を阻害する粒界が減ってしまうために、高い硬さを維持することが出来ない。また、該一次結晶粒の集合体からなる二次結晶粒の平均粒径が30nm未満であると複合組織の長所である結晶粒同士の強い結合力を得るための二次結晶粒を構成する一次結晶粒の数が十分ではなく、70nmを超えると三次結晶粒を構成する二次結晶粒の数が十分ではない。さらに、該二次結晶粒の集合体からなる三次結晶粒の平均粒径は100nm未満では切削時に被削材と接触する面積が大きくなるために、溶着が起きやすく、該複合組織ごと剥離してしまい、一方、600nmを超えると切削時の負荷に耐えることが出来なくなってしまう。
【0014】
本発明の被覆工具の製造方法を次に説明する。
図1に、本発明の被覆工具を製造するための装置の一例として、高出力パルススパッタリング装置を示す。
即ち、図1に示す高出力パルススパッタリング装置において、該高出力パルススパッタリング装置の中央部に工具基体装着用回転テーブルを設け、回転テーブルを挟んで対向する2か所に、CrB2粉末の焼結体(CrB2焼結体)ターゲットを配置し、前記回転テーブル上の中心軸から半径方向に所定距離離れた位置に外周部に沿って複数の工具基体をリング状に装着し、この状態で装置内雰囲気をAr雰囲気として前記回転テーブルを回転させると共に、蒸着形成される耐摩耗硬質層の層厚均一化を図る目的で工具基体自体も自転させながら、CrB2焼結体ターゲットに対し、6kW以上の高い平均投入電力で高出力パルススパッタリングを行い、0.5〜5μmの平均層厚でCrB2層を蒸着成膜することによって製造することができる。
また、該CrB2層の下地層として耐摩耗層である(Ti,Al)N層を被覆することも有効である。
例えば、この場合の製造方法は、前記回転テーブルを挟んで対向する2か所に、所定の組成を有するTi−Al合金ターゲットを配置し、また、Ti−Al合金ターゲットとは90度ずれた位置で、回転テーブルを挟んで対向する2か所にCrB2粉末の焼結体(CrB2焼結体)ターゲットを配置する。そして、装置内雰囲気を窒素雰囲気として前記回転テーブルを回転させると共に、蒸着形成される耐摩耗硬質層の層厚均一化を図る目的で工具基体自体も自転させながら、Ti−Al合金ターゲットに対する6kW以上の高い平均投入電力の高出力パルススパッタリングを行い、前記工具基体の表面に(Ti,Al)N層を0.5〜0.8μmの平均層厚で耐摩耗硬質層として蒸着成膜し、ついで、装置内の雰囲気を実質的にAr雰囲気に変え、該CrB2層を蒸着成膜することによって製造することができる。
特に、前記特定の条件下の高出力パルススパッタリングによって成膜されたCrB2層は、従来被覆工具のように密着接合層(CrN層)を介さずとも(Ti,Al)N層に対してすぐれた密着強度を有し、さらに、膜硬度が高まる。
【0015】
さらに、前記高出力パルススパッタリングにおいては、そのスパッタリング条件として、好ましくは、パルス印加時の発生プラズマ密度が1018m−3以上となるようにし、また、パルスの一波長の長さは200μsec以上でかつ一周期毎のパルスの非印加時間は10μsec以上となるスパッタリング条件でスパッタリングすることが好ましい。
【0016】
前記エネルギーレベルを高めた矩形パルスによる高出力パルススパッタリングでは、ターゲットに対する熱負荷を減ずることができるためターゲットの無用な温度上昇を抑制することができる。
また、前記高出力パルススパッタリングによって成膜された(Ti,Al)N層、CrB2層は、何れも密着強度が大であり、高硬度を有している。
【発明の効果】
【0017】
本発明の被覆工具は、硬質被覆層として、被削材との接触面積が小さくなるポーラスな表面組織を有するとともに結晶粒相互の結合強度が強い結晶粒組織の複合組織であり、高い硬さを有するCrB2層からなることから、硬質難削材の高熱発生を伴う高速高送り切削条件加工を行った場合に、溶着に起因する硬質被覆層の剥離を抑制でき、長期の使用に亘って、すぐれた耐摩耗性を発揮するものである。
【図面の簡単な説明】
【0018】
【図1】本発明被覆工具の表面被覆層を成膜するのに用いた高出力パルススパッタリング装置の概略平面図である。
【図2】本発明被覆インサート9のCr硼化物層の水平断面の走査型電子顕微鏡写真(倍率:10万倍)を示す。
【図3】従来被覆インサート9のCr硼化物層の水平断面の走査型電子顕微鏡写真(倍率:10万倍)を示す。
【図4】本発明被覆インサートの複合組織からなるCr硼化物層の水平断面模式図を示す。
【発明を実施するための形態】
【0019】
つぎに、本発明による被覆工具およびその製造方法を、実施例により具体的に説明する。
【実施例1】
【0020】
原料粉末として、いずれも1〜3μmの平均粒径を有するWC粉末、TiC粉末、ZrC粉末、VC粉末、TaC粉末、NbC粉末、Cr3C2粉末、TiN粉末、TaN粉末、およびCo粉末を用意し、これら原料粉末を、表1に示される配合組成に配合し、ボールミルで72時間湿式混合し、乾燥した後、100MPa の圧力で圧粉体にプレス成形し、この圧粉体を6Paの真空中、温度:1400℃に1時間保持の条件で焼結し、焼結後、切刃部分にR:0.03のホーニング加工を施してISO規格・CNMG120408のインサート形状をもったWC基超硬合金製の工具基体A−1〜A−10を形成した。
【0021】
また、原料粉末として、いずれも0.5〜2μmの平均粒径を有するTiCN(重量比でTiC/TiN=50/50)粉末、Mo2C粉末、ZrC粉末、NbC粉末、TaC粉末、WC粉末、Co粉末、およびNi粉末を用意し、これら原料粉末を、表2に示される配合組成に配合し、ボールミルで24時間湿式混合し、乾燥した後、100MPaの圧力で圧粉体にプレス成形し、この圧粉体を2kPaの窒素雰囲気中、温度:1500℃に1時間保持の条件で焼結し、焼結後、切刃部分にR:0.03のホーニング加工を施してISO規格・CNMG120408のインサート形状をもったTiCN基サーメット製の工具基体B−1〜B−6を形成した。
【0022】
(a)ついで、前記工具基体A−1〜A−8のそれぞれを、アセトン中で超音波洗浄し、乾燥した状態で、図1に示される高出力パルススパッタリング装置内の回転テーブル上の中心軸から半径方向に所定距離離れた位置に外周部に沿って装着し、一方、高出力パルススパッタリング装置内には、回転テーブルを挟んで対向する4か所にCrB2焼結体ターゲットを配置し、
(b)まず、装置内を排気して0.1Pa以下の真空に保持しながら、ヒーターで装置内を400℃に加熱した後、前記回転テーブル上で自転しながら回転する工具基体に−200Vの直流バイアス電圧を印加することによって、前記工具基体を1時間Arボンバード処理し、
(c)装置内に反応ガスとしてArガスを導入して、装置内雰囲気を0.5Paとし、表3に示される所定のパルススパッタ条件で層厚に対応した時間でスパッタリングを行い、同じく表4に示される目標層厚のCrB2層を硬質被覆層の表面層として成膜することにより、本発明被覆工具としての本発明表面被覆インサート(以下、本発明被覆インサートという)1〜8をそれぞれ製造した。
(d)また、下地層として(Ti,Al)N層を導入した本発明被覆インサートインサート9〜16を、前記工具基体A−9〜A−10及びB−1〜B−6のそれぞれを、アセトン中で超音波洗浄し、乾燥した状態で、図1に示される高出力パルススパッタリング装置内の回転テーブル上の中心軸から半径方向に所定距離離れた位置に外周部に沿って装着し、一方、高出力パルススパッタリング装置内には、回転テーブルを挟んで対向する4か所に所定組成のTi−Al合金ターゲットとCrB2焼結体ターゲットを配置し、
(e)まず、装置内を排気して0.1Pa以下の真空に保持しながら、ヒーターで装置内を400℃に加熱した後、前記回転テーブル上で自転しながら回転する工具基体に−200Vの直流バイアス電圧を印加することによって、前記工具基体を1時間Arボンバード処理し、装置内に反応ガスとして窒素ガスを導入して0.6Paの反応雰囲気とすると共に、前記Ti−Al合金ターゲットに表3の条件記号aに示される所定のパルススパッタ条件で高出力パルススパッタを行い、もって前記工具基体の表面に、表4に示される目標組成および目標層厚の(Ti,Al)N層を硬質被覆層の耐摩耗硬質層として成膜し、
(f)CrB2焼結体ターゲットに表3に示される所定のパルススパッタ条件で高出力パルススパッタを行い、装置内に導入するガスを窒素ガスからArガスに切り替えると共に、装置内雰囲気を0.5Paとし、この条件で層厚に対応した時間でスパッタリングを行い、同じく表4に示される目標層厚のCrB2層を硬質被覆層の表面層として成膜することにより製造した。
【0023】
また、比較の目的で、これら工具基体A−1〜A−10およびB−1〜B−6を、アセトン中で超音波洗浄し、乾燥した状態で、それぞれアークイオンプレーティング装置と直流スパッタリング装置を併設した物理蒸着装置に装入し、装置内には、種々の成分組成をもったTi−Al合金ターゲット、金属Crターゲット、CrB2焼結体ターゲットを装着し、
まず、装置内を排気して0.1Pa以下の真空に保持しながら、ヒーターで装置内を400℃に加熱した後、回転テーブル上で自転しながら回転する工具基体に−200Vの直流バイアス電圧を印加することによって、前記工具基体を1時間Arボンバード処理し、装置内に反応ガスとして窒素ガスを導入して0.6Paの反応雰囲気とすると共に、ヒーターで装置内を500℃に加熱した後、前記Ti−Al合金ターゲットとアノード電極との間にアーク放電を発生させ、前記工具基体の表面に下部層として表6に示される目標組成および目標層厚の(Ti,Al)N層を硬質被覆層の耐摩耗硬質層として成膜する。ついで、前記Ti−Al合金のカソード電極(蒸発源)とアノード電極との間のアーク放電を停止し、前記直流スパッタリング装置のカソード電極(蒸発源)として配置した金属Crの直流スパッタリングを開始し、目標組成および目標層厚のCrN層を硬質被覆層の密着接合層として成膜する。そして、金属Crのカソード電極(蒸発源)とアノード電極との間のアーク放電を停止し、前記直流スパッタリング装置内の雰囲気をAr雰囲気として、前記直流スパッタリング装置のカソード電極(蒸発源)として配置したCrB2焼結体の直流スパッタリングを開始し、もって前記CrN層に重ねて上部層として表5に示される所定の直流スパッタ条件で、表6に示す平均層厚のCrB2層を蒸着することにより従来被覆工具としての従来表面被覆インサート(以下、従来被覆インサートという)1〜16をそれぞれ製造した。
【0024】
なお、参考のため、図1に示される本発明被覆インサート1〜16を製造した装置と同じ装置で、本発明被覆インサート1〜16と異なる組成、膜厚、スパッタ条件で成膜することにより、表6に示される参考被覆工具としての参考表面被覆インサート(以下、参考被覆インサートという)1〜4をそれぞれ製造した。
【0025】
前記本発明被覆インサート1〜16、従来被覆インサート1〜16および参考被覆インサート1〜4のCrB2層について、その結晶粒組織を走査型電子顕微鏡(Carl zeiss社製、ultra55)により10万倍の視野で観察し、その結果を平面と仮定し、該結晶粒の面積を粒子断面の面積として算出する。さらに、一次結晶粒、二次結晶粒および三次結晶粒の平均粒径を該結晶粒の粒子断面面積を円の面積として算出した場合の直径を10点測定し、その平均値とした。
表4、表6に、その測定値を示す。
また、図2に、本発明被覆インサート9のCrB2層の水平断面の走査型電子顕微鏡写真(倍率:10万倍)を、図3に、従来被覆インサート9のCrB2層の水平断面の走査型電子顕微鏡写真(倍率:10万倍)を、図4に、本発明被覆インサートの複合組織からなるCr硼化物層の水平断面模式図を示す。
【0026】
前記本発明被覆インサート1〜16、従来被覆インサート1〜16および参考被覆インサート1〜4のCrB2層について、その表面硬さを超微小押し込み硬さ試験機(エリオニクス社製、ENT-1100a)により測定した。
表4、表6に、その測定値を示す。
【0027】
また、前記本発明被覆インサート1〜16、従来被覆インサート1〜16および参考被覆インサート1〜4の硬質被覆層を構成する耐摩耗硬質層の組成を、透過型電子顕微鏡を用いてのエネルギー分散X線分析法により測定したところ、それぞれ目標組成と実質的に同じ組成を示した。
さらに、前記硬質被覆層のCrB2層および耐摩耗硬質層の平均層厚を走査型電子顕微鏡を用いて断面測定したところ、いずれも目標層厚と実質的に同じ平均値(5ヶ所の平均値)を示した。
【0028】
つぎに、前記の各種被覆インサートを、いずれも工具鋼製バイトの先端部に固定治具にてネジ止めした状態で、本発明被覆インサート1〜16、従来被覆インサート1〜16および参考被覆インサート1〜4について、
被削材:質量%で、Ti−6%Al−4%V合金の丸棒、
切削速度:100m/min.、
切り込み:1.5mm、
送り:0.4mm/rev.、
切削時間:5分、
の条件(切削条件Aという)でのTi系合金の乾式高速高送り切削加工試験(通常の切削速度は50m/min.切削送りは0.2mm/rev.)、
を行い、切刃の逃げ面摩耗幅を測定した。
この測定結果を表7に示した。
【0029】
【表1】
【0030】
【表2】
【0031】
【表3】
【0032】
【表4】
【0033】
【表5】
【0034】
【表6】
【0035】
【表7】
【実施例2】
【0036】
原料粉末として、平均粒径:5.5μmを有するWC粉末、同0.8μmの微粒WC粉末、同1.3μmのTaC粉末、同1.2μmのNbC粉末、同1.2μmのZrC粉末、同2.3μmのCr3C2粉末、同1.5μmのVC粉末、同1.0μmの(Ti,W)C[質量比で、TiC/WC=50/50]粉末、および同1.8μmのCo粉末を用意し、これら原料粉末をそれぞれ表8に示される配合組成に配合し、さらにワックスを加えてアセトン中で24時間ボールミル混合し、減圧乾燥した後、100MPaの圧力で所定形状の各種の圧粉体にプレス成形し、これらの圧粉体を、6Paの真空雰囲気中、7℃/分の昇温速度で1370〜1470℃の範囲内の所定の温度に昇温し、この温度に1時間保持後、炉冷の条件で焼結して、直径が6mmの工具基体形成用丸棒焼結体を形成し、さらに前記丸棒焼結体から、研削加工にて、切刃部の直径×長さがそれぞれ6mm×12mmの寸法並びにねじれ角30度の2枚刃スクエア形状をもった工具基体(エンドミル)C−1〜C−8をそれぞれ製造した。
【0037】
ついで、これらの工具基体(エンドミル)C−1〜C−8の表面をアセトン中で超音波洗浄し、乾燥した状態で、同じく図1に示される蒸着装置に装入し、前記実施例1と同一の条件で、C−1〜C−4に表9に示される目標層厚のCrB2層からなる表面層で構成された硬質被覆層を蒸着形成することにより、本発明被覆工具としての本発明表面被覆エンドミル(以下、本発明被覆エンドミルという)1〜4を、C−5〜C−8に表9に示される目標組成および目標層厚の(Ti,Al)N層からなる耐摩耗硬質層と、同じく表9に示される目標層厚のCrB2層からなる表面層で構成された硬質被覆層を蒸着形成することにより、本発明被覆エンドミル5〜8をそれぞれ製造した。
【0038】
また、比較の目的で、前記工具基体(エンドミル)C−1〜C−8の表面をアセトン中で超音波洗浄し、乾燥した状態で、前記実施例1と同一の条件で、同じく表10に示される目標組成および目標層厚の(Ti,Al)N層からなる耐摩耗硬質層を硬質被覆層として蒸着することにより、従来被覆工具としての従来表面被覆エンドミル(以下、従来被覆エンドミルという)1〜8をそれぞれ製造した。
さらに、参考のため、前記工具基体(エンドミル)C−1,C−3,C−5,C−7の表面をアセトン中で超音波洗浄し、乾燥した状態で、前記実施例1と同一の条件で、本発明被覆エンドミル1〜8と異なる組成、膜厚、スパッタ条件で成膜することにより、表10に示される参考被覆工具としての参考表面被覆エンドミル(以下、参考被覆エンドミルという)1〜4をそれぞれ製造した。
【0039】
前記本発明被覆エンドミル1〜8、従来被覆エンドミル1〜8および参考被覆エンドミル1〜4のCrB2層について、その結晶粒組織を走査型電子顕微鏡(Curl zeiss社製、ultra55)により10万倍の視野で観察し、その結果を平面と仮定し、該結晶粒の面積を粒子断面の面積として算出する。さらに、一次結晶粒、二次結晶粒および三次結晶粒の平均粒径を該結晶粒の粒子断面面積を円の面積として算出した場合の直径を10点測定し、その平均値とした。
表9、表10に、その測定値を示す。
【0040】
前記本発明被覆エンドミル1〜8、従来被覆エンドミル1〜8および参考被覆エンドミル1〜4のCrB2層について、その表面硬さを超微小押し込み硬さ試験機(エリオニクス社製、ENT-1100a)により測定した。
表9、表10に、その測定値を示す。
【0041】
また、前記本発明被覆エンドミル1〜8、従来被覆エンドミル1〜8および参考被覆エンドミル1〜4の硬質被覆層を構成する耐摩耗硬質層の組成を、透過型電子顕微鏡を用いてのエネルギー分散X線分析法により測定したところ、それぞれ目標組成と実質的に同じ組成を示した。
さらに、前記硬質被覆層のCrB2層および耐摩耗硬質層の平均層厚を走査型電子顕微鏡を用いて断面測定したところ、いずれも目標層厚と実質的に同じ平均値(5ヶ所の平均値)を示した。
【0042】
つぎに、前記本発明被覆エンドミル1〜8、従来被覆エンドミル1〜8および参考被覆エンドミル1〜4について、
被削材−平面:100mm×250mm、厚さ:50mmの寸法をもったTi系合金(質量%で、Ti−6%Al−4%V合金)の板材、
切削速度:150m/min.、
溝深さ(切り込み):4mm、
テーブル送り:1400mm/分、
の条件(切削条件Bという)でのTi系合金の乾式高速高送り溝切削加工試験(通常の切削速度は75m/min.テーブル送りは960mm/分、.)、
を行い、溝切削加工試験における切刃部の外周刃の逃げ面摩耗幅が使用寿命の目安とされる0.1mmに至るまでの切削溝長を測定した。
この測定結果を表11にそれぞれ示した。
【0043】
【表8】
【0044】
【表9】
【0045】
【表10】
【0046】
【表11】
【0047】
表3〜11に示される結果から、CrB2層がすぐれた耐溶着性と硬さを有する本発明被覆工具は、各種のNi系合金やTi系合金などの硬質難削材の高熱発生を伴う高速高送り切削で、すぐれた耐剥離性と耐摩耗性を発揮する。
これに対して、従来被覆工具では、表6、表10に示されるように、該複合組織を形成していないため耐溶着性に劣り、硬質難削材の高熱発生を伴う高速高送り切削条件で硬質被覆層の剥離を抑制することができず、硬さも十分でないために耐摩耗性に劣る。また、本発明で規定する範囲から外れるCrB2層を有する参考被覆工具においては、硬質難削材の高熱発生を伴う高速高送り切削加工では切刃部の摩耗進行が速く、比較的短時間で使用寿命に至ることが明らかである。
【産業上の利用可能性】
【0048】
前述のように、本発明の被覆工具およびその製造方法によれば、各種の鋼や鋳鉄などの通常の切削条件での切削加工は勿論のこと、特に高い発熱を伴う前記硬質難削材の高速高送り切削加工でもすぐれた耐剥離性と耐摩耗性を発揮し、長期に亘ってすぐれた切削性能を示すものであるから、切削加工装置の高性能化および自動化、並びに切削加工の省力化および省エネ化、さらに低コスト化に十分満足に対応できるものである。
【特許請求の範囲】
【請求項1】
炭化タングステン基超硬合金または炭窒化チタン基サーメットからなる工具基体の最表面に、少なくとも、0.5〜5μmの平均層厚を有するCr硼化物層を被覆してなる切削工具であって、
前記Cr硼化物層は、複数の平均粒径を有する結晶粒組織の複合組織として構成され、該複合組織は、5〜15nmの平均粒径を有する一次結晶粒の集合体からなる平均粒径30〜70nmの二次結晶粒と、該二次結晶粒の集合体からなる平均粒径100〜600nmの三次結晶粒とから構成されていることを特徴とする表面被覆切削工具。
【請求項1】
炭化タングステン基超硬合金または炭窒化チタン基サーメットからなる工具基体の最表面に、少なくとも、0.5〜5μmの平均層厚を有するCr硼化物層を被覆してなる切削工具であって、
前記Cr硼化物層は、複数の平均粒径を有する結晶粒組織の複合組織として構成され、該複合組織は、5〜15nmの平均粒径を有する一次結晶粒の集合体からなる平均粒径30〜70nmの二次結晶粒と、該二次結晶粒の集合体からなる平均粒径100〜600nmの三次結晶粒とから構成されていることを特徴とする表面被覆切削工具。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−110998(P2012−110998A)
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願番号】特願2010−262061(P2010−262061)
【出願日】平成22年11月25日(2010.11.25)
【出願人】(000006264)三菱マテリアル株式会社 (4,417)
【Fターム(参考)】
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願日】平成22年11月25日(2010.11.25)
【出願人】(000006264)三菱マテリアル株式会社 (4,417)
【Fターム(参考)】
[ Back to top ]