
磁性成形品及びその製造方法
【課題】通常の使用において磁性成形品に引っ張りや曲げ等を加えた場合に、磁性成形品の亀裂、破断、内層部の折れ、外層部の剥離等の発生を防ぐことができ、また、肌に直接接触させて使用しても皮膚トラブルを引き起こす恐れがなく、肌感触が良好である磁性成形品及びその製造方法を提供する。
【解決手段】Sm−Fe−N系磁性粉を含むシリコーンゴム組成物により形成された内層部と、該内層部を被覆する外層部とを有する少なくとも二層構造の磁性成形品であって、該外層部がシリコーンゴム組成物により形成されており、該磁性成形品の引張強度が3〜10MPa、伸びが100〜600%である磁性成形品とする。
【解決手段】Sm−Fe−N系磁性粉を含むシリコーンゴム組成物により形成された内層部と、該内層部を被覆する外層部とを有する少なくとも二層構造の磁性成形品であって、該外層部がシリコーンゴム組成物により形成されており、該磁性成形品の引張強度が3〜10MPa、伸びが100〜600%である磁性成形品とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、磁気治療器等に使用される磁性成形品及びその製造方法に関する。
【背景技術】
【0002】
近年、日常生活におけるストレスや運動不足等により、肩こり、腰痛等の症状を訴える人が増加してきており、そうした状況を反映して、小型磁石を皮膚等に直接接触させて該磁石の磁気効果を利用して上記症状を改善させる磁気治療器への関心が高まっている。磁気治療器は磁場を付与することによって首や肩等の血行を良くし、皮膚温度を上げて上記症状を改善させると一般に考えられている。この磁気治療器は、熱硬化性樹脂や熱可塑性樹脂等に磁性材料を混合し、磁性成形品を得ることによって製造されており、現在に至るまで様々なものが開発されている。通常、磁気治療器に使用される磁性成形品は、磁性材料と樹脂等の混合材料で形成された内層部と、この内層部の保護、意匠性の向上、肌感触の向上等のために、内層部の表面を被覆する外層部を有しており、この外層部において患部に接触させている。
【0003】
従来の磁性成形品には、磁性材料として主にフェライト系磁性粉が用いられており、また、最近では、フェライト系磁性粉に代わるものとして、Sm−Fe−N系磁性粉、Sm−Co系磁性粉、Nd−Fe−B系磁性粉等を用いた磁性成形品が開発されている。これらの磁性材料は、フェライト系磁性粉よりも少ない充填量で高い磁力が得られるという利点がある。
【0004】
そのような磁性材料を用いた磁性成形品としては、たとえば、Sm−Co系希土類磁石、Nd−Fe−B系磁石、Sm−Fe−N系磁石、アルニコ系磁石、Fe−Cr−Co系磁石等の金属系永久磁石もしくは前記金属系永久磁石材料と、樹脂の混和物からなる複合永久磁石の表面に所定形状にポリプロピレン系、ナイロン系、ポリウレタン系、ABS系、エラストマ系、アクリル系、スチロール系、シリコーン系、PPS系、フッ素系、PBT系、PET系、エポキシ系等の樹脂のモールド成形を施してなることを特徴とする磁気治療用永久磁石が知られている(特許文献1参照)。
また、そのほかには、たとえば、ゴム樹脂,ポリエチレン系樹脂並びにポリオレフィン系樹脂のいずれかと、Sm−Fe−N系粉体等の希土類磁性材料を混合して生成される成形材料を用いて形成されることを特徴とする健康促進器具が提案されている(特許文献2参照)。
【特許文献1】特開2000−126313号公報
【特許文献2】特開2002−102363号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の磁性成形品には以下に述べるような問題点があった。
(1)磁性材料として、特にフェライト系磁性粉を用いた場合、磁気治療器に必要とされる磁力を得るには、フェライト系磁性粉の充填率を高くする必要がある。そのため、特にフェライト系磁性粉を用いた磁性成形品は一般的に柔軟性が欠けており、通常の使用において、磁性粉と樹脂等の混合材料で形成されている内層部が折れたり、破損したりする場合があった。
(2)従来の磁性成形品の中には、通常の使用において、磁性成形品に引っ張りや曲げ等を加えて変形させると、内層部と外層部とが簡単に剥離するものがあり、内層部と外層部との間の密着度が十分とはいえなかった。
(3)従来の磁性成形品の中には、通常の使用において、引っ張りや曲げ等を加えて変形させると、簡単に亀裂、破断等を生じるものがあり、強度が十分とはいえなかった。
(4)従来の上記磁性成形品の中には、肌に直接接触させて使用した場合に、かぶれや肌荒れ等の皮膚トラブルを引き起こすものがあった。また、肌感触が良好であるとは必ずしもいえなかった。
(5)従来の磁性成形品は、一般に、内層部を先に製造し、後から内層部の形状、大きさ等に応じて、内層部を構成する樹脂とは異なる樹脂を用いて外層部を成形して製造していたが、この方法は手間がかかり、長い製造時間と多くの製造コストを必要とした。
【0006】
本発明は、上記(1)〜(5)に述べた問題を全て解決することを課題とするものであり、すなわち、通常の使用において磁性成形品に引っ張りや曲げ等を加えて変形させた場合に、磁性成形品の亀裂、破断、内層部の折れ、内層部と外層部との間の剥離等の発生を防ぐことができ、また、肌に直接接触させて使用しても皮膚トラブルを引き起こす恐れが少なく、肌感触が良好である磁性成形品及びその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
上記課題を解決する本発明は、Sm−Fe−N系磁性粉を含むシリコーンゴム組成物により形成された内層部と、該内層部を被覆する外層部とを有する少なくとも二層構造の磁性成形品であって、該外層部がシリコーンゴム組成物により形成されており、該磁性成形品の引張強度が3〜10MPa、伸びが100〜600%であることを特徴とする磁性成形品である。
また、本発明の製造方法は、Sm−Fe−N系磁性粉を含む内層部用シリコーンゴム組成物と、外層部用シリコーンゴム組成物とを押出機から共押出した後、二次加硫を50〜120℃の温度で1分〜24時間行うか、又は二次加硫を行わないことを特徴とする上記磁性成形品の製造方法である。
【発明の効果】
【0008】
本発明の磁性成形品は、内層部と外層部の密着性が高く、磁性成形品に引っ張りや曲げ等を加えて変形させた場合に、磁性成形品の亀裂、破断、内層部の折れ、内層部と外層部との間の剥離等の発生を防ぐことができる。また、肌に直接接触させて使用しても、肌荒れ、かぶれ等の皮膚トラブルを引き起こす恐れが少なく、安心して使用することができる。また、さらさら感のある心地良い肌感触を得ることができ、快適に使用することができる。したがって、本発明の磁性成形品により、磁気治療器としての磁気特性を保持しつつ、柔軟性、安全性、快適性等に優れた磁気治療器を提供することができる。
また、本発明の製造方法は、内層部の酸化劣化による強度低下を招くことなく、内層部と外層部との密着性に優れた本発明の磁性成形品を連続的に製造することができる方法であり、作業性、生産性、経済性等の点で優れる。
【発明を実施するための最良の形態】
【0009】
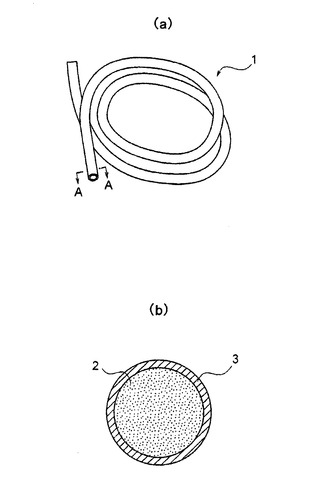
以下、本発明について図面を参照しつつ詳細に説明する。図1は本発明の磁性成形品の一例として、円形の断面を呈する長尺体を示すものであり、(a)は該長尺体の概略全体図、(b)は該長尺体のA−A線における断面図であり、図1中、1は長尺体、2は内層部、3は外層部を表す。本発明の磁性成形品は、内層部とこれを被覆する外層部を有する少なくとも二層構造の成形体であり、したがって、図1に示すように、内層部の表面に直接外層部を設けた二層構造の成形品だけに限定されず、本発明の効果を妨げない限りにおいて、さらに構成する層を追加することができる。たとえば、内層部の内側に基底層を設ける三層構造である。追加する層は、内層部や外層部と同様の材料を用いて形成することができる。また、本発明の磁性成形品には、内層部の全体を外層部で被覆した成形品だけでなく、内層部の一部分を被覆した成形品も含む。
本発明の磁性成形品の形状については、図1に示した例では、断面形状が円形であるが、これに限定されるものではなく、四角形、三角形、楕円形、中空形等の所望する形状とすればよい。また、内層部と外層部の厚さについても限定されるものではないが、本発明の磁性成形品を磁気治療器として使用する場合、内層部の直径と外層部の厚さの比は5:1〜50:1となるように、それぞれの厚さを決定することが好ましい。
【0010】
内層部2は、Sm−Fe−N系磁性粉を含むシリコーンゴム組成物により形成される。Sm−Fe−N系磁性粉は、一般にSm2Fe17N3で表される硬質磁性材料であり、錆び難くて高温時での減磁が少なく、比較的少ない量でも高磁力を発生することができ、また、粒子径の小さいものが得られるという特徴がある。したがって、Sm−Fe−N系磁性粉は、フェライト系磁性粉と比べて配合量を少なくすることができるため、内層部の柔軟性を保ち、内層部の折れ等を防ぐことができる。
本発明で用いるSm−Fe−N系磁性粉は、平均粒径が10μm以下、特に1〜5μmの範囲のものが好適である。平均粒径が10μmよりも大きいと、内層部表面に凹凸等が生じて外層部の被覆に悪影響を及ぼし、その結果、成形品の表面に凹凸部や亀裂等が発生して外観的に劣る成形品になる恐れがある。
また、本発明の磁性成形品においては、Sm−Fe−N系磁性粉の各元素の配合量はSm元素100質量部に対し、Fe元素が207〜375質量部、N元素が6〜25質量部を含むことが好ましく、特にはSm元素100質量部に対し、Fe元素が272〜327質量部、N元素が12〜18質量部を含むことが好ましい。なお、Sm−Fe−N系磁性粉は、異方性又は等方性のいずれでもよい。
【0011】
外層部3は、通常、肌に直接接触する最も外側の部分を構成し、Sm−Fe−N系磁性粉を含まないシリコーンゴム組成物を用いて形成される。内層部のみからなる磁性成形品では、肌に直接接触させて使用した場合、色や外観といった意匠性や肌感触等が劣り、また、肌荒れ等の皮膚トラブルを引き起こす恐れがあるが、本発明の磁性成形品は、生理的に不活性な材料であるシリコーンゴムの外層部を設けたことによって意匠性、肌感触等が改善され、皮膚トラブルの発生が防止される。
【0012】
また、本発明の磁性成形品は、外層部の材質として内層部と同様にシリコーンゴム系材料を採用しており、これにより内層部と外層部間の密着性が高くなり、内層部と外層部との剥離を防ぐことができる。
【0013】
本発明の磁性成形品における外層部の表面粗さ(Ra)は、0.5〜3μmの範囲が好ましく、より好ましくは1〜2.5μm、さらに好ましくは1.3〜2.2μmである。0.5〜3μmの範囲にすると、さらさら感のある心地良い肌感触の成形品となる。ここで、表面粗さ(Ra)は、表面粗さ計(Surfcom554A、東京精密株式会社製)を使用して、引張速度0.3mm/sec、測定距離2.5mmの条件で測定した数値である。なお、外層部の表面粗さについては、押出用金型面にブラスト処理を行うことにより所望の表面粗さを得ることができる。
【0014】
本発明の磁性成形品は、引張強度が3〜10MPaの範囲であることが好ましく、より好ましくは3.5〜7MPa、特に好ましくは4〜6MPaであり、伸びが100〜600%の範囲であることが好ましく、より好ましくは200〜550%、特に好ましくは250〜500%である。引張強度及び伸びを上記範囲にすることで、磁気治療器として必要な磁気特性を保持しつつ、十分な柔軟性を得ることができる。これらの数値は、JIS K−6301に準じて、引張試験機(株式会社 エー・アンド・デイ製)を使用して、試験体10cm、引張速度500m/minの速度の条件で測定して求めたものである。なお、引張強度及び伸びについては、シリカ等の種類や配合量を調整することにより所望の引張強度及び伸びを得ることができる。
【0015】
本発明の磁性成形品は、磁気治療器として使用することができ、磁気ネックレス、磁気ブレスレット等の装身具;磁気枕、磁気マットレス等の寝具;貼付型磁気治療器;磁気サポーター等の幅広い磁気治療器製品に適用することができる。
本発明の磁性成形品は、主として磁気治療器に使用するものであることから、表面における磁束密度が30mT以上、通常は、30〜200mT程度であることが必要である。Sm−Fe−N系磁性粉の各原子の配合割合を上記範囲内で変えること、Sm−Fe−N系磁性粉の配合量を変えること等によって所望する強さの磁束密度とすることができる。なお磁束密度は、テスラメーター(HGM−3000P 株式会社エーデーエス製)にて、2層磁性品の外層表面から放出される磁束密度を測定したものである。
【0016】
次に、本発明の磁性成形品の製造方法について述べるが、以下に示す製造方法は一例であって限定されるものではない。本発明の磁性成形品は押出成形、射出成形、圧縮成形、トランスファー成形等の通常の方法で成形、加工して製造することができるが、内層部と外層部の高い密着度の成形品が得られ、また、様々な形状(特に長尺体)、大きさを有する少なくとも二層構造の成形品を連続的に製造することができるという点で押出成形が好適である。
内層部及び外層部を形成するシリコーンゴム組成物は、ラジカル反応型、付加反応型等のいずれであってもよいが、本発明の磁性成形品の物理的強度や圧縮歪み特性の低下の防止、着色による黄変の防止、可使時間の長さ、成形加工性等の点を考慮すると、付加反応型シリコーンゴム組成物が好適である。
【0017】
内層部及び外層部を形成するシリコーンゴム組成物は、主成分であるシリコーンゴム、架橋剤、充填剤等の成分で構成される。シリコーンゴムの種類は特に制限されず、汎用されるジメチル系、メチルビニル系、メチルビニルフェニル系、メチルフロロアルキル系等のいずれをも使用することができる。付加反応型シリコーンゴム組成物の場合、シリコーンゴムは、1分子中に少なくとも2個のビニル基、アリル基、プロペニル基等のアルケニル基を含むアルケニル基含有シリコーンゴムであることが必要とされる。
また、シリコーンゴムの性状についても特に限定されないが、重合度が3,000未満では押出加工性が劣るようになり、得られる成形品の機械的強度が弱く、成形加工性の劣るものとなるので、重合度が3,000以上であって、本質的に直線状のジオルガノポリシロキサンとすることが必要とされるが、一部に分枝構造を含むものであってもよい。
【0018】
上記シリコーンゴム組成物を構成する硬化剤は、シリコーンゴムの硬化に使用される公知のものでよく、したがって、ラジカル反応に使用されるジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン等の有機過酸化物、付加反応硬化剤としてオルガノハイドロジェンポリシロキサンと白金系触媒とからなるもの、縮合硬化剤として多官能のアルコキシシラン又はシロキサンと有機金属酸塩等が例示されるが、この添加量は通常公知のシリコーンゴムと同様にすればよい。
【0019】
付加反応型シリコーンゴム組成物の場合、硬化剤として使用するオルガノハイドロジェンポリシロキサンは、通常、1分子中にヒドロシリル基を平均2個以上、好ましくは3個以上有することを必要とする。具体的には、メチルハイドロジェンポリシロキサンとジメチルハイドロジェンポリシロキサンとの共重合体、メチルハイドロジェンポリシロキサンとメチルフェニルポリシロキサンとの共重合体、メチルハイドロジェンポリシロキサン、ジメチルポリシロキサン及びジフェニルポリシロキサンとの共重合体等が例示される。
オルガノハイドロジェンポリシロキサンの配合量は、シリコーンゴム成分中に存在するけい素原子に結合したアルケニル基の合計1個に対し、ヒドロシリル結合を0.5〜4個供給するに足りる量であり、本発明においては、通常、シリコーンゴム100質量部に対して、0.5〜6.6質量部の範囲である。
【0020】
付加反応型シリコーンゴム組成物に配合される白金系触媒は、シリコーンゴムに含まれるアルケニル基とオルガノハイドロジェンポリシロキサンに含まれるヒドロシリル結合との付加反応を促進させるための硬化触媒であるが、これは公知の白金系触媒とすればよい。白金系触媒としては、塩化白金酸、アルコール変性塩化白金酸、白金とオレフィン、白金とケトン、白金とビニルシロキサンとの錯塩、アルミナ又はシリカ等の担体に白金を担持させたもの、白金黒等が例示される。本発明においては、通常、シリコーンゴム100質量部に対して、白金系触媒は0.1〜1.7質量部の範囲である。
【0021】
内層部及び外層部を形成するシリコーンゴム組成物を構成する充填剤は、シリコーンゴム成形品の補強に使用されるものであることから、通常、比表面積が50m2/g以上のものとすることが必要とされる。この充填剤としては、煙霧質シリカ、フュームドシリカ、沈降性シリカ、炭酸カルシウム、けいそう土、二酸化チタン、クレイ等が例示されるが、これらはその表面をジメチルジクロロシラン、シラン、シロキサン、シラザン等で予め疎水化処理したものでもよい。
この充填剤の配合量は、シリコーンゴム100質量部に対して25質量部未満では少なすぎて所望の強度、加工性が得られず、65質量部より多くすると組成物への配合が困難であり、また、組成物が硬くなって成形加工性が低下し、硬化物の強度が劣るようになるので、一般的には、25〜65質量部の範囲とすることが必要とされるが、好ましい範囲は33〜53質量部とされる。
【0022】
さらに、内層部を形成するシリコーンゴム組成物には、前述したSm−Fe−N系磁性粉が配合される。Sm−Fe−N系磁性粉の配合量は、シリコーンゴム100質量部に対し、一般には100〜800質量部であり、特に330〜600質量部とするのが好ましい。Sm−Fe−N系磁性粉が100質量部よりも少ないと磁気特性が非常に低くなり、本発明の磁性成形品を磁気治療器として使用した場合、磁気による効果がほとんど期待できなくなる。一方、800質量部よりも多いと、内層部の柔軟性、強度が低下して折れやすくなり、成形も困難になる等の問題が生じる。
【0023】
上記シリコーンゴム組成物には、本発明の効果を妨げない限りにおいて、Sm−Fe−N系磁性粉以外の磁性粉、シリコーンゴム以外のゴム、熱可塑性樹脂、低分子シロキサンエステル、シラノール等の分散剤、酸化鉄、酸化セリウム、オクチル酸鉄等の耐熱性向上剤、着色用の顔料、難燃性を付与させる白金化合物等を必要に応じて適宜配合することができる。
【0024】
外層部及び内層部を構成する成分の種類及び配合割合については、外層部及び内層部との間で同一にする必要はなく、適宜変更することができる。本発明品の引張時において、先に外層部に亀裂等が発生しないようにするには、少なくとも外層部の強度及び伸びが内層部の強度及び伸びよりも高くなるように、内層部と外層部の成分の種類及び配合割合を選定することが好ましい。
【0025】
内層部及び外層部を形成するシリコーンゴム組成物は、上記成分の所定量を均一に混練することによって得ることができ、この混練はミキシングロール、ニーダー、バンバリーミキサー等の混練機を用いて行えばよいが、この混練は一般にはシリコーンゴムに充填剤やシリカ分散剤等を予め均一に混練してから120〜200℃で30分〜6時間程度加熱処理したのち、150〜200メッシュのスクリーンでろ過してベースコンパウンドを作製し、次いで、これに架橋剤やSm−Fe−N系磁性粉を混練するようにすればよい。
この場合、Sm−Fe−N系磁性粉は可燃性固体であるため混練中に着火する危険性があるが、これは窒素パージ下で混練を行うことによって回避することができる。
【0026】
Sm−Fe−N系磁性粉は、一般に平均粒径が10μm以下程度と非常に細かく、また、凝集しやすい傾向があるため、混練作業に時間をかけても完全に均一分散させた状態にすることは困難である。
しかしながら、Sm−Fe−N系磁性粉の凝集物(平均粒径100〜1000μm程度)が点在しているシリコーンゴム組成物をそのまま用いて押出成形すると、該凝集物により内層部の表面に凹凸部が生じて外層部の被覆に悪影響を及ぼし、その結果、成形品の表面に凹凸部や亀裂等が発生して外観的に劣る成形品となる恐れがある。このような事態を避けるためには、たとえば、シリコーンゴム組成物を押し出すときに、押出機のスクリュー先端に取り付けたスクリーンで磁性粉凝集物を除去することが考えられる。しかし、この方法によると磁性粉凝集物が次第に蓄積してスクリーンが破けることになるので成形品を長時間、連続的に製造することができない。そこで、押出成形する前にSm−Fe−N系磁性粉の凝集物を除去する処理を前処理として行うことが好ましく、これにより外層部表面に凹凸部や亀裂等がない成形品を得ることができる。この前処理は、たとえば、内層部を構成する成分を混練した後、30〜150メッシュのスクリーンを備えたストレーナー装置を使用して押出成形前にシリコーンゴム組成物中に含まれる磁性粉凝集物を除去すればよい。
【0027】
次いで、内層部及び外層部を形成する上記シリコーンゴム組成物を、それぞれ別個の押出機に投入して混練し、多層ダイを通じて一体的に共押出する。内層部及び外層部を形成するシリコーンゴム組成物を多層ダイに同時に合流させ、それらのシリコーンゴム組成物を同時に一体的に共押出することにより、内層部と外層部が強固に密着した磁性成形品が得られる。
【0028】
共押出後、加硫を行うが、加硫方法も特に制限されず、通常のシリコーンゴムの場合と同様に、常圧熱気加硫、蒸気連続加硫、電子線加硫、プレス熱加硫、高周波加硫等により行うことができる。その中でも特に常圧熱気加硫(HAV)は本発明の磁性成形品の製造に対して好適である。その場合、400〜700℃程度に設定された加熱筒内に5〜60秒間滞留させて加硫硬化させる。
【0029】
Sm−Fe−N系磁性粉の着磁については、押出成形後の成形品に対して適当な着磁装置を用いて、成形品の形状に応じた方向に30kOe程度の磁場を付与して行ってもよいし、たとえば押出成形機の金型内に磁界装置を内蔵させて、これにより押出成形中に着磁を行ってもよい。
【0030】
通常、シリコーンゴムの押出成形品は、圧縮永久歪みを小さくするため、200℃×4時間の条件下で二次加硫が行われるが、このような条件下で上記成形品に二次加硫を行うと、内層部、特に内層部の外周部分で酸化劣化が進行して変色部が発生しやすくなり、また、引張強度や伸び等の強度が著しく低下することを本発明者は見出した。
そこで、本発明の磁性成形品の製造方法においては、上記押出成形後の成形品に対して二次加硫を50〜120℃の温度で1分間〜24時間、特に好ましくは、二次加硫を80〜100℃の温度で1〜6時間行うか、又は二次加硫を行わないという方法を採用している。二次加硫を行う場合には、50℃未満の温度では常温との区別がつかなくなり、二次加硫を行わない場合との差が明確でなくなるため好ましくない。120℃を超える温度では内層部における酸化劣化の進行が進み易くなり、引張強度や伸び等の強度低下が発生し易いという問題が生じる。また1分未満の時間では、磁性成形品の温度が設定温度まで上昇し難いため、二次加硫を行わない場合との差が明確でなくなるため好ましくない。24時間を越える温度では、内層部における酸化劣化の進行が進み易くなり、引張強度や伸び等の強度低下が発生し易くなり、また生産性が低下するため好ましくない。また、二次加硫を行わない場合には、内層部における酸化劣化の進行による引張強度や伸び等の強度の著しい低下を防止することができ、また磁性成形品の生産性も向上する。以上の方法により、本発明の磁性成形品を得ることができる。
【実施例】
【0031】
以下、実施例及び比較例を示し、本発明を具体的に説明するが、本発明は下記の実施例に制限されるものではない。
【0032】
(実施例1)
シリコーン生ゴム(商品名「KE−78VBS」、信越化学工業株式会社製)100質量部に対して、疎水性フュームドシリカ(商品名「アエロジルR974」、日本アエロジル株式会社製)33質量部、シリカ分散剤として両末端シラノール基を有するジメチルポリシロキサンを3質量部を配合し、ニーダーミキサーを用いて均一に混合し、150℃で2時間熱処理してシリコーンゴムコンパウンドを作製した。
次いで、このシリコーンゴムコンパウンド100質量部に平均粒径5μmの異方性Sm2Fe17N3磁性粉(Sm元素100質量部に対し、Fe元素272〜327質量部、N元素12〜18質量部を含む、住友金属鉱山株式会社製)400質量部を配合し、これらを窒素パージ下で、ニーダーミキサーを用いて混練した。そして、得られた混練物を80メッシュのスクリーンを備えたストレーナー装置を使用して、上記混練物を油圧シリンダーで押し出し、該スクリーンを通過させて磁性粉凝集物を除去した。次いで、この磁性粉凝集物を除去した混練物に白金系触媒(商品名「C−25A」、信越化学工業株式会社製)0.5質量部、オルガノハイドロジェンポリシロキサン(商品名「C−25B」、信越化学工業株式会社製)2質量部を配合し、ミキシングロールを用いて混練し内層部用の付加反応型シリコーンゴム組成物を得た。
一方、シリコ−ン生ゴム(商品名「KE−78VBS」、信越化学工業株式会社製)100質量部に対して、疎水性フュームドシリカ(商品名「アエロジルR974」、日本アエロジル株式会社製)43質量部を配合し、ニーダーミキサーを用いて均一に混合し、150℃で2時間熱処理してシリコ−ンゴムコンパウンドを作製した。
次いで、このシリコ−ンゴムコンパウンド100質量部にオルガノハイドロジェンポリシロキサン(商品名「C−25B」、信越化学工業株式会社製)2.0質量部、白金系触媒(商品名「C−25A」、信越化学工業株式会社製)0.5質量部、顔料(商品名「KE−カラーBB」、信越化学工業株式会社製)2質量部を配合し、ミキシングロールで混練して外層部用の付加反応型シリコーンゴム組成物を得た。
その後、得られた外層部用及び内層部用の付加反応型シリコーンゴム組成物をそれぞれ外層部用押出機(φ50mm、一軸押出機)、内層部用押出機(φ60mm、一軸押出機)に投入して押出し、クロスヘッド型押出機のダイス(二層クロスヘッド)において内層部を外層部で被覆しながら二層共押出成形を行った。580℃のオーブン中で10秒間加熱して常圧熱気加硫(HAV)硬化させることにより、図1に示すような、内層部の表面を外層部で被覆した二層構造の長尺体を得た。
そして、上記長尺体に対し、100℃で4時間加熱して二次加硫を行い、次いで着磁装置にて30kOeの磁場を付与して着磁を行い、内層部の直径が約3.5mm、外層部の厚さが約0.25mmの磁性成形品を得た。
この磁性成形品について、前述した方法により、「表面粗さ(Ra)、引張強度、伸び、磁束密度」を測定した。結果を表1に示す。
【0033】
(実施例2)
二次加硫を120℃で24時間行った以外は、実施例1と同様の方法、条件によって本発明の磁性成形品を作製し、これに対し、実施例1と同様の評価を行った。結果を表1に示す。
【0034】
(実施例3)
二次加硫を行わなかった以外は、実施例1と同様の方法、条件によって本発明の磁性成形品を作製し、これに対し、実施例1と同様の評価を行った。結果を表1に示す。
【0035】
(実施例4)
内層部の配合処方における疎水性フュームドシリカの配合量を25質量部に変更した以外は、実施例1と同様の方法、条件によって本発明の磁性成形品を作製し、これに対し、実施例1と同様の評価を行った。結果を表1に示す。
【0036】
(実施例5)
内層部の配合処方における疎水性フュームドシリカの配合量を66質量部に変更した以外は、実施例1と同様の方法、条件によって本発明の磁性成形品を作製し、これに対し、実施例1と同様の評価を行った。結果を表1に示す。
【0037】
(比較例1)
二次加硫を200℃で4時間行った以外は、実施例1と同様の方法、条件によって磁性成形品を作製し、これに対し、実施例1と同様の評価を行った。結果を表1に示す。
【0038】
(比較例2)
二次加硫を130℃で24時間行った以外は、実施例1と同様の方法、条件によって磁性成形品を作製し、これに対し、実施例1と同様の評価を行った。結果を表1に示す。
【0039】
【表1】

【0040】
(結果)
表1の結果から、実施例1〜5で得られた本発明の磁性成形品は、比較例1〜2の磁性成形品よりも、高い引張強度及び伸びを示すことが分かる。
【図面の簡単な説明】
【0041】
【図1】本発明の磁性成形品の一例として、円形の断面を呈する長尺体を示すものであり、(a)は該長尺体の概略全体図、(b)は該長尺体のA−A線における断面図である。
【符号の説明】
【0042】
1 長尺体
2 内層部
3 外層部
【技術分野】
【0001】
本発明は、磁気治療器等に使用される磁性成形品及びその製造方法に関する。
【背景技術】
【0002】
近年、日常生活におけるストレスや運動不足等により、肩こり、腰痛等の症状を訴える人が増加してきており、そうした状況を反映して、小型磁石を皮膚等に直接接触させて該磁石の磁気効果を利用して上記症状を改善させる磁気治療器への関心が高まっている。磁気治療器は磁場を付与することによって首や肩等の血行を良くし、皮膚温度を上げて上記症状を改善させると一般に考えられている。この磁気治療器は、熱硬化性樹脂や熱可塑性樹脂等に磁性材料を混合し、磁性成形品を得ることによって製造されており、現在に至るまで様々なものが開発されている。通常、磁気治療器に使用される磁性成形品は、磁性材料と樹脂等の混合材料で形成された内層部と、この内層部の保護、意匠性の向上、肌感触の向上等のために、内層部の表面を被覆する外層部を有しており、この外層部において患部に接触させている。
【0003】
従来の磁性成形品には、磁性材料として主にフェライト系磁性粉が用いられており、また、最近では、フェライト系磁性粉に代わるものとして、Sm−Fe−N系磁性粉、Sm−Co系磁性粉、Nd−Fe−B系磁性粉等を用いた磁性成形品が開発されている。これらの磁性材料は、フェライト系磁性粉よりも少ない充填量で高い磁力が得られるという利点がある。
【0004】
そのような磁性材料を用いた磁性成形品としては、たとえば、Sm−Co系希土類磁石、Nd−Fe−B系磁石、Sm−Fe−N系磁石、アルニコ系磁石、Fe−Cr−Co系磁石等の金属系永久磁石もしくは前記金属系永久磁石材料と、樹脂の混和物からなる複合永久磁石の表面に所定形状にポリプロピレン系、ナイロン系、ポリウレタン系、ABS系、エラストマ系、アクリル系、スチロール系、シリコーン系、PPS系、フッ素系、PBT系、PET系、エポキシ系等の樹脂のモールド成形を施してなることを特徴とする磁気治療用永久磁石が知られている(特許文献1参照)。
また、そのほかには、たとえば、ゴム樹脂,ポリエチレン系樹脂並びにポリオレフィン系樹脂のいずれかと、Sm−Fe−N系粉体等の希土類磁性材料を混合して生成される成形材料を用いて形成されることを特徴とする健康促進器具が提案されている(特許文献2参照)。
【特許文献1】特開2000−126313号公報
【特許文献2】特開2002−102363号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の磁性成形品には以下に述べるような問題点があった。
(1)磁性材料として、特にフェライト系磁性粉を用いた場合、磁気治療器に必要とされる磁力を得るには、フェライト系磁性粉の充填率を高くする必要がある。そのため、特にフェライト系磁性粉を用いた磁性成形品は一般的に柔軟性が欠けており、通常の使用において、磁性粉と樹脂等の混合材料で形成されている内層部が折れたり、破損したりする場合があった。
(2)従来の磁性成形品の中には、通常の使用において、磁性成形品に引っ張りや曲げ等を加えて変形させると、内層部と外層部とが簡単に剥離するものがあり、内層部と外層部との間の密着度が十分とはいえなかった。
(3)従来の磁性成形品の中には、通常の使用において、引っ張りや曲げ等を加えて変形させると、簡単に亀裂、破断等を生じるものがあり、強度が十分とはいえなかった。
(4)従来の上記磁性成形品の中には、肌に直接接触させて使用した場合に、かぶれや肌荒れ等の皮膚トラブルを引き起こすものがあった。また、肌感触が良好であるとは必ずしもいえなかった。
(5)従来の磁性成形品は、一般に、内層部を先に製造し、後から内層部の形状、大きさ等に応じて、内層部を構成する樹脂とは異なる樹脂を用いて外層部を成形して製造していたが、この方法は手間がかかり、長い製造時間と多くの製造コストを必要とした。
【0006】
本発明は、上記(1)〜(5)に述べた問題を全て解決することを課題とするものであり、すなわち、通常の使用において磁性成形品に引っ張りや曲げ等を加えて変形させた場合に、磁性成形品の亀裂、破断、内層部の折れ、内層部と外層部との間の剥離等の発生を防ぐことができ、また、肌に直接接触させて使用しても皮膚トラブルを引き起こす恐れが少なく、肌感触が良好である磁性成形品及びその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
上記課題を解決する本発明は、Sm−Fe−N系磁性粉を含むシリコーンゴム組成物により形成された内層部と、該内層部を被覆する外層部とを有する少なくとも二層構造の磁性成形品であって、該外層部がシリコーンゴム組成物により形成されており、該磁性成形品の引張強度が3〜10MPa、伸びが100〜600%であることを特徴とする磁性成形品である。
また、本発明の製造方法は、Sm−Fe−N系磁性粉を含む内層部用シリコーンゴム組成物と、外層部用シリコーンゴム組成物とを押出機から共押出した後、二次加硫を50〜120℃の温度で1分〜24時間行うか、又は二次加硫を行わないことを特徴とする上記磁性成形品の製造方法である。
【発明の効果】
【0008】
本発明の磁性成形品は、内層部と外層部の密着性が高く、磁性成形品に引っ張りや曲げ等を加えて変形させた場合に、磁性成形品の亀裂、破断、内層部の折れ、内層部と外層部との間の剥離等の発生を防ぐことができる。また、肌に直接接触させて使用しても、肌荒れ、かぶれ等の皮膚トラブルを引き起こす恐れが少なく、安心して使用することができる。また、さらさら感のある心地良い肌感触を得ることができ、快適に使用することができる。したがって、本発明の磁性成形品により、磁気治療器としての磁気特性を保持しつつ、柔軟性、安全性、快適性等に優れた磁気治療器を提供することができる。
また、本発明の製造方法は、内層部の酸化劣化による強度低下を招くことなく、内層部と外層部との密着性に優れた本発明の磁性成形品を連続的に製造することができる方法であり、作業性、生産性、経済性等の点で優れる。
【発明を実施するための最良の形態】
【0009】
以下、本発明について図面を参照しつつ詳細に説明する。図1は本発明の磁性成形品の一例として、円形の断面を呈する長尺体を示すものであり、(a)は該長尺体の概略全体図、(b)は該長尺体のA−A線における断面図であり、図1中、1は長尺体、2は内層部、3は外層部を表す。本発明の磁性成形品は、内層部とこれを被覆する外層部を有する少なくとも二層構造の成形体であり、したがって、図1に示すように、内層部の表面に直接外層部を設けた二層構造の成形品だけに限定されず、本発明の効果を妨げない限りにおいて、さらに構成する層を追加することができる。たとえば、内層部の内側に基底層を設ける三層構造である。追加する層は、内層部や外層部と同様の材料を用いて形成することができる。また、本発明の磁性成形品には、内層部の全体を外層部で被覆した成形品だけでなく、内層部の一部分を被覆した成形品も含む。
本発明の磁性成形品の形状については、図1に示した例では、断面形状が円形であるが、これに限定されるものではなく、四角形、三角形、楕円形、中空形等の所望する形状とすればよい。また、内層部と外層部の厚さについても限定されるものではないが、本発明の磁性成形品を磁気治療器として使用する場合、内層部の直径と外層部の厚さの比は5:1〜50:1となるように、それぞれの厚さを決定することが好ましい。
【0010】
内層部2は、Sm−Fe−N系磁性粉を含むシリコーンゴム組成物により形成される。Sm−Fe−N系磁性粉は、一般にSm2Fe17N3で表される硬質磁性材料であり、錆び難くて高温時での減磁が少なく、比較的少ない量でも高磁力を発生することができ、また、粒子径の小さいものが得られるという特徴がある。したがって、Sm−Fe−N系磁性粉は、フェライト系磁性粉と比べて配合量を少なくすることができるため、内層部の柔軟性を保ち、内層部の折れ等を防ぐことができる。
本発明で用いるSm−Fe−N系磁性粉は、平均粒径が10μm以下、特に1〜5μmの範囲のものが好適である。平均粒径が10μmよりも大きいと、内層部表面に凹凸等が生じて外層部の被覆に悪影響を及ぼし、その結果、成形品の表面に凹凸部や亀裂等が発生して外観的に劣る成形品になる恐れがある。
また、本発明の磁性成形品においては、Sm−Fe−N系磁性粉の各元素の配合量はSm元素100質量部に対し、Fe元素が207〜375質量部、N元素が6〜25質量部を含むことが好ましく、特にはSm元素100質量部に対し、Fe元素が272〜327質量部、N元素が12〜18質量部を含むことが好ましい。なお、Sm−Fe−N系磁性粉は、異方性又は等方性のいずれでもよい。
【0011】
外層部3は、通常、肌に直接接触する最も外側の部分を構成し、Sm−Fe−N系磁性粉を含まないシリコーンゴム組成物を用いて形成される。内層部のみからなる磁性成形品では、肌に直接接触させて使用した場合、色や外観といった意匠性や肌感触等が劣り、また、肌荒れ等の皮膚トラブルを引き起こす恐れがあるが、本発明の磁性成形品は、生理的に不活性な材料であるシリコーンゴムの外層部を設けたことによって意匠性、肌感触等が改善され、皮膚トラブルの発生が防止される。
【0012】
また、本発明の磁性成形品は、外層部の材質として内層部と同様にシリコーンゴム系材料を採用しており、これにより内層部と外層部間の密着性が高くなり、内層部と外層部との剥離を防ぐことができる。
【0013】
本発明の磁性成形品における外層部の表面粗さ(Ra)は、0.5〜3μmの範囲が好ましく、より好ましくは1〜2.5μm、さらに好ましくは1.3〜2.2μmである。0.5〜3μmの範囲にすると、さらさら感のある心地良い肌感触の成形品となる。ここで、表面粗さ(Ra)は、表面粗さ計(Surfcom554A、東京精密株式会社製)を使用して、引張速度0.3mm/sec、測定距離2.5mmの条件で測定した数値である。なお、外層部の表面粗さについては、押出用金型面にブラスト処理を行うことにより所望の表面粗さを得ることができる。
【0014】
本発明の磁性成形品は、引張強度が3〜10MPaの範囲であることが好ましく、より好ましくは3.5〜7MPa、特に好ましくは4〜6MPaであり、伸びが100〜600%の範囲であることが好ましく、より好ましくは200〜550%、特に好ましくは250〜500%である。引張強度及び伸びを上記範囲にすることで、磁気治療器として必要な磁気特性を保持しつつ、十分な柔軟性を得ることができる。これらの数値は、JIS K−6301に準じて、引張試験機(株式会社 エー・アンド・デイ製)を使用して、試験体10cm、引張速度500m/minの速度の条件で測定して求めたものである。なお、引張強度及び伸びについては、シリカ等の種類や配合量を調整することにより所望の引張強度及び伸びを得ることができる。
【0015】
本発明の磁性成形品は、磁気治療器として使用することができ、磁気ネックレス、磁気ブレスレット等の装身具;磁気枕、磁気マットレス等の寝具;貼付型磁気治療器;磁気サポーター等の幅広い磁気治療器製品に適用することができる。
本発明の磁性成形品は、主として磁気治療器に使用するものであることから、表面における磁束密度が30mT以上、通常は、30〜200mT程度であることが必要である。Sm−Fe−N系磁性粉の各原子の配合割合を上記範囲内で変えること、Sm−Fe−N系磁性粉の配合量を変えること等によって所望する強さの磁束密度とすることができる。なお磁束密度は、テスラメーター(HGM−3000P 株式会社エーデーエス製)にて、2層磁性品の外層表面から放出される磁束密度を測定したものである。
【0016】
次に、本発明の磁性成形品の製造方法について述べるが、以下に示す製造方法は一例であって限定されるものではない。本発明の磁性成形品は押出成形、射出成形、圧縮成形、トランスファー成形等の通常の方法で成形、加工して製造することができるが、内層部と外層部の高い密着度の成形品が得られ、また、様々な形状(特に長尺体)、大きさを有する少なくとも二層構造の成形品を連続的に製造することができるという点で押出成形が好適である。
内層部及び外層部を形成するシリコーンゴム組成物は、ラジカル反応型、付加反応型等のいずれであってもよいが、本発明の磁性成形品の物理的強度や圧縮歪み特性の低下の防止、着色による黄変の防止、可使時間の長さ、成形加工性等の点を考慮すると、付加反応型シリコーンゴム組成物が好適である。
【0017】
内層部及び外層部を形成するシリコーンゴム組成物は、主成分であるシリコーンゴム、架橋剤、充填剤等の成分で構成される。シリコーンゴムの種類は特に制限されず、汎用されるジメチル系、メチルビニル系、メチルビニルフェニル系、メチルフロロアルキル系等のいずれをも使用することができる。付加反応型シリコーンゴム組成物の場合、シリコーンゴムは、1分子中に少なくとも2個のビニル基、アリル基、プロペニル基等のアルケニル基を含むアルケニル基含有シリコーンゴムであることが必要とされる。
また、シリコーンゴムの性状についても特に限定されないが、重合度が3,000未満では押出加工性が劣るようになり、得られる成形品の機械的強度が弱く、成形加工性の劣るものとなるので、重合度が3,000以上であって、本質的に直線状のジオルガノポリシロキサンとすることが必要とされるが、一部に分枝構造を含むものであってもよい。
【0018】
上記シリコーンゴム組成物を構成する硬化剤は、シリコーンゴムの硬化に使用される公知のものでよく、したがって、ラジカル反応に使用されるジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン等の有機過酸化物、付加反応硬化剤としてオルガノハイドロジェンポリシロキサンと白金系触媒とからなるもの、縮合硬化剤として多官能のアルコキシシラン又はシロキサンと有機金属酸塩等が例示されるが、この添加量は通常公知のシリコーンゴムと同様にすればよい。
【0019】
付加反応型シリコーンゴム組成物の場合、硬化剤として使用するオルガノハイドロジェンポリシロキサンは、通常、1分子中にヒドロシリル基を平均2個以上、好ましくは3個以上有することを必要とする。具体的には、メチルハイドロジェンポリシロキサンとジメチルハイドロジェンポリシロキサンとの共重合体、メチルハイドロジェンポリシロキサンとメチルフェニルポリシロキサンとの共重合体、メチルハイドロジェンポリシロキサン、ジメチルポリシロキサン及びジフェニルポリシロキサンとの共重合体等が例示される。
オルガノハイドロジェンポリシロキサンの配合量は、シリコーンゴム成分中に存在するけい素原子に結合したアルケニル基の合計1個に対し、ヒドロシリル結合を0.5〜4個供給するに足りる量であり、本発明においては、通常、シリコーンゴム100質量部に対して、0.5〜6.6質量部の範囲である。
【0020】
付加反応型シリコーンゴム組成物に配合される白金系触媒は、シリコーンゴムに含まれるアルケニル基とオルガノハイドロジェンポリシロキサンに含まれるヒドロシリル結合との付加反応を促進させるための硬化触媒であるが、これは公知の白金系触媒とすればよい。白金系触媒としては、塩化白金酸、アルコール変性塩化白金酸、白金とオレフィン、白金とケトン、白金とビニルシロキサンとの錯塩、アルミナ又はシリカ等の担体に白金を担持させたもの、白金黒等が例示される。本発明においては、通常、シリコーンゴム100質量部に対して、白金系触媒は0.1〜1.7質量部の範囲である。
【0021】
内層部及び外層部を形成するシリコーンゴム組成物を構成する充填剤は、シリコーンゴム成形品の補強に使用されるものであることから、通常、比表面積が50m2/g以上のものとすることが必要とされる。この充填剤としては、煙霧質シリカ、フュームドシリカ、沈降性シリカ、炭酸カルシウム、けいそう土、二酸化チタン、クレイ等が例示されるが、これらはその表面をジメチルジクロロシラン、シラン、シロキサン、シラザン等で予め疎水化処理したものでもよい。
この充填剤の配合量は、シリコーンゴム100質量部に対して25質量部未満では少なすぎて所望の強度、加工性が得られず、65質量部より多くすると組成物への配合が困難であり、また、組成物が硬くなって成形加工性が低下し、硬化物の強度が劣るようになるので、一般的には、25〜65質量部の範囲とすることが必要とされるが、好ましい範囲は33〜53質量部とされる。
【0022】
さらに、内層部を形成するシリコーンゴム組成物には、前述したSm−Fe−N系磁性粉が配合される。Sm−Fe−N系磁性粉の配合量は、シリコーンゴム100質量部に対し、一般には100〜800質量部であり、特に330〜600質量部とするのが好ましい。Sm−Fe−N系磁性粉が100質量部よりも少ないと磁気特性が非常に低くなり、本発明の磁性成形品を磁気治療器として使用した場合、磁気による効果がほとんど期待できなくなる。一方、800質量部よりも多いと、内層部の柔軟性、強度が低下して折れやすくなり、成形も困難になる等の問題が生じる。
【0023】
上記シリコーンゴム組成物には、本発明の効果を妨げない限りにおいて、Sm−Fe−N系磁性粉以外の磁性粉、シリコーンゴム以外のゴム、熱可塑性樹脂、低分子シロキサンエステル、シラノール等の分散剤、酸化鉄、酸化セリウム、オクチル酸鉄等の耐熱性向上剤、着色用の顔料、難燃性を付与させる白金化合物等を必要に応じて適宜配合することができる。
【0024】
外層部及び内層部を構成する成分の種類及び配合割合については、外層部及び内層部との間で同一にする必要はなく、適宜変更することができる。本発明品の引張時において、先に外層部に亀裂等が発生しないようにするには、少なくとも外層部の強度及び伸びが内層部の強度及び伸びよりも高くなるように、内層部と外層部の成分の種類及び配合割合を選定することが好ましい。
【0025】
内層部及び外層部を形成するシリコーンゴム組成物は、上記成分の所定量を均一に混練することによって得ることができ、この混練はミキシングロール、ニーダー、バンバリーミキサー等の混練機を用いて行えばよいが、この混練は一般にはシリコーンゴムに充填剤やシリカ分散剤等を予め均一に混練してから120〜200℃で30分〜6時間程度加熱処理したのち、150〜200メッシュのスクリーンでろ過してベースコンパウンドを作製し、次いで、これに架橋剤やSm−Fe−N系磁性粉を混練するようにすればよい。
この場合、Sm−Fe−N系磁性粉は可燃性固体であるため混練中に着火する危険性があるが、これは窒素パージ下で混練を行うことによって回避することができる。
【0026】
Sm−Fe−N系磁性粉は、一般に平均粒径が10μm以下程度と非常に細かく、また、凝集しやすい傾向があるため、混練作業に時間をかけても完全に均一分散させた状態にすることは困難である。
しかしながら、Sm−Fe−N系磁性粉の凝集物(平均粒径100〜1000μm程度)が点在しているシリコーンゴム組成物をそのまま用いて押出成形すると、該凝集物により内層部の表面に凹凸部が生じて外層部の被覆に悪影響を及ぼし、その結果、成形品の表面に凹凸部や亀裂等が発生して外観的に劣る成形品となる恐れがある。このような事態を避けるためには、たとえば、シリコーンゴム組成物を押し出すときに、押出機のスクリュー先端に取り付けたスクリーンで磁性粉凝集物を除去することが考えられる。しかし、この方法によると磁性粉凝集物が次第に蓄積してスクリーンが破けることになるので成形品を長時間、連続的に製造することができない。そこで、押出成形する前にSm−Fe−N系磁性粉の凝集物を除去する処理を前処理として行うことが好ましく、これにより外層部表面に凹凸部や亀裂等がない成形品を得ることができる。この前処理は、たとえば、内層部を構成する成分を混練した後、30〜150メッシュのスクリーンを備えたストレーナー装置を使用して押出成形前にシリコーンゴム組成物中に含まれる磁性粉凝集物を除去すればよい。
【0027】
次いで、内層部及び外層部を形成する上記シリコーンゴム組成物を、それぞれ別個の押出機に投入して混練し、多層ダイを通じて一体的に共押出する。内層部及び外層部を形成するシリコーンゴム組成物を多層ダイに同時に合流させ、それらのシリコーンゴム組成物を同時に一体的に共押出することにより、内層部と外層部が強固に密着した磁性成形品が得られる。
【0028】
共押出後、加硫を行うが、加硫方法も特に制限されず、通常のシリコーンゴムの場合と同様に、常圧熱気加硫、蒸気連続加硫、電子線加硫、プレス熱加硫、高周波加硫等により行うことができる。その中でも特に常圧熱気加硫(HAV)は本発明の磁性成形品の製造に対して好適である。その場合、400〜700℃程度に設定された加熱筒内に5〜60秒間滞留させて加硫硬化させる。
【0029】
Sm−Fe−N系磁性粉の着磁については、押出成形後の成形品に対して適当な着磁装置を用いて、成形品の形状に応じた方向に30kOe程度の磁場を付与して行ってもよいし、たとえば押出成形機の金型内に磁界装置を内蔵させて、これにより押出成形中に着磁を行ってもよい。
【0030】
通常、シリコーンゴムの押出成形品は、圧縮永久歪みを小さくするため、200℃×4時間の条件下で二次加硫が行われるが、このような条件下で上記成形品に二次加硫を行うと、内層部、特に内層部の外周部分で酸化劣化が進行して変色部が発生しやすくなり、また、引張強度や伸び等の強度が著しく低下することを本発明者は見出した。
そこで、本発明の磁性成形品の製造方法においては、上記押出成形後の成形品に対して二次加硫を50〜120℃の温度で1分間〜24時間、特に好ましくは、二次加硫を80〜100℃の温度で1〜6時間行うか、又は二次加硫を行わないという方法を採用している。二次加硫を行う場合には、50℃未満の温度では常温との区別がつかなくなり、二次加硫を行わない場合との差が明確でなくなるため好ましくない。120℃を超える温度では内層部における酸化劣化の進行が進み易くなり、引張強度や伸び等の強度低下が発生し易いという問題が生じる。また1分未満の時間では、磁性成形品の温度が設定温度まで上昇し難いため、二次加硫を行わない場合との差が明確でなくなるため好ましくない。24時間を越える温度では、内層部における酸化劣化の進行が進み易くなり、引張強度や伸び等の強度低下が発生し易くなり、また生産性が低下するため好ましくない。また、二次加硫を行わない場合には、内層部における酸化劣化の進行による引張強度や伸び等の強度の著しい低下を防止することができ、また磁性成形品の生産性も向上する。以上の方法により、本発明の磁性成形品を得ることができる。
【実施例】
【0031】
以下、実施例及び比較例を示し、本発明を具体的に説明するが、本発明は下記の実施例に制限されるものではない。
【0032】
(実施例1)
シリコーン生ゴム(商品名「KE−78VBS」、信越化学工業株式会社製)100質量部に対して、疎水性フュームドシリカ(商品名「アエロジルR974」、日本アエロジル株式会社製)33質量部、シリカ分散剤として両末端シラノール基を有するジメチルポリシロキサンを3質量部を配合し、ニーダーミキサーを用いて均一に混合し、150℃で2時間熱処理してシリコーンゴムコンパウンドを作製した。
次いで、このシリコーンゴムコンパウンド100質量部に平均粒径5μmの異方性Sm2Fe17N3磁性粉(Sm元素100質量部に対し、Fe元素272〜327質量部、N元素12〜18質量部を含む、住友金属鉱山株式会社製)400質量部を配合し、これらを窒素パージ下で、ニーダーミキサーを用いて混練した。そして、得られた混練物を80メッシュのスクリーンを備えたストレーナー装置を使用して、上記混練物を油圧シリンダーで押し出し、該スクリーンを通過させて磁性粉凝集物を除去した。次いで、この磁性粉凝集物を除去した混練物に白金系触媒(商品名「C−25A」、信越化学工業株式会社製)0.5質量部、オルガノハイドロジェンポリシロキサン(商品名「C−25B」、信越化学工業株式会社製)2質量部を配合し、ミキシングロールを用いて混練し内層部用の付加反応型シリコーンゴム組成物を得た。
一方、シリコ−ン生ゴム(商品名「KE−78VBS」、信越化学工業株式会社製)100質量部に対して、疎水性フュームドシリカ(商品名「アエロジルR974」、日本アエロジル株式会社製)43質量部を配合し、ニーダーミキサーを用いて均一に混合し、150℃で2時間熱処理してシリコ−ンゴムコンパウンドを作製した。
次いで、このシリコ−ンゴムコンパウンド100質量部にオルガノハイドロジェンポリシロキサン(商品名「C−25B」、信越化学工業株式会社製)2.0質量部、白金系触媒(商品名「C−25A」、信越化学工業株式会社製)0.5質量部、顔料(商品名「KE−カラーBB」、信越化学工業株式会社製)2質量部を配合し、ミキシングロールで混練して外層部用の付加反応型シリコーンゴム組成物を得た。
その後、得られた外層部用及び内層部用の付加反応型シリコーンゴム組成物をそれぞれ外層部用押出機(φ50mm、一軸押出機)、内層部用押出機(φ60mm、一軸押出機)に投入して押出し、クロスヘッド型押出機のダイス(二層クロスヘッド)において内層部を外層部で被覆しながら二層共押出成形を行った。580℃のオーブン中で10秒間加熱して常圧熱気加硫(HAV)硬化させることにより、図1に示すような、内層部の表面を外層部で被覆した二層構造の長尺体を得た。
そして、上記長尺体に対し、100℃で4時間加熱して二次加硫を行い、次いで着磁装置にて30kOeの磁場を付与して着磁を行い、内層部の直径が約3.5mm、外層部の厚さが約0.25mmの磁性成形品を得た。
この磁性成形品について、前述した方法により、「表面粗さ(Ra)、引張強度、伸び、磁束密度」を測定した。結果を表1に示す。
【0033】
(実施例2)
二次加硫を120℃で24時間行った以外は、実施例1と同様の方法、条件によって本発明の磁性成形品を作製し、これに対し、実施例1と同様の評価を行った。結果を表1に示す。
【0034】
(実施例3)
二次加硫を行わなかった以外は、実施例1と同様の方法、条件によって本発明の磁性成形品を作製し、これに対し、実施例1と同様の評価を行った。結果を表1に示す。
【0035】
(実施例4)
内層部の配合処方における疎水性フュームドシリカの配合量を25質量部に変更した以外は、実施例1と同様の方法、条件によって本発明の磁性成形品を作製し、これに対し、実施例1と同様の評価を行った。結果を表1に示す。
【0036】
(実施例5)
内層部の配合処方における疎水性フュームドシリカの配合量を66質量部に変更した以外は、実施例1と同様の方法、条件によって本発明の磁性成形品を作製し、これに対し、実施例1と同様の評価を行った。結果を表1に示す。
【0037】
(比較例1)
二次加硫を200℃で4時間行った以外は、実施例1と同様の方法、条件によって磁性成形品を作製し、これに対し、実施例1と同様の評価を行った。結果を表1に示す。
【0038】
(比較例2)
二次加硫を130℃で24時間行った以外は、実施例1と同様の方法、条件によって磁性成形品を作製し、これに対し、実施例1と同様の評価を行った。結果を表1に示す。
【0039】
【表1】
【0040】
(結果)
表1の結果から、実施例1〜5で得られた本発明の磁性成形品は、比較例1〜2の磁性成形品よりも、高い引張強度及び伸びを示すことが分かる。
【図面の簡単な説明】
【0041】
【図1】本発明の磁性成形品の一例として、円形の断面を呈する長尺体を示すものであり、(a)は該長尺体の概略全体図、(b)は該長尺体のA−A線における断面図である。
【符号の説明】
【0042】
1 長尺体
2 内層部
3 外層部
【特許請求の範囲】
【請求項1】
Sm−Fe−N系磁性粉を含むシリコーンゴム組成物により形成された内層部と、該内層部を被覆する外層部とを有する少なくとも二層構造の磁性成形品であって、該外層部がシリコーンゴム組成物により形成されており、該磁性成形品の引張強度が3〜10MPa、伸びが100〜600%であることを特徴とする磁性成形品。
【請求項2】
内層部を形成するシリコーンゴム組成物が、シリコーンゴム100質量部に対し、平均粒径10μm以下のSm−Fe−N系磁性粉100〜800質量部を含む付加反応型シリコーンゴム組成物である請求項1記載の磁性成形品。
【請求項3】
外層部の表面粗さ(Ra)が0.5〜3μmである請求項1又は2に記載の磁性成形品。
【請求項4】
請求項1〜3のいずれか1項に記載の磁性成形品を用いた磁気治療器。
【請求項5】
Sm−Fe−N系磁性粉を含む内層部用シリコーンゴム組成物と、外層部用シリコーンゴム組成物とを押出機から共押出した後、二次加硫を50〜120℃の温度で1分〜24時間行うか、又は二次加硫を行わないことを特徴とする請求項1〜3のいずれか1項に記載の磁性成形品の製造方法。
【請求項1】
Sm−Fe−N系磁性粉を含むシリコーンゴム組成物により形成された内層部と、該内層部を被覆する外層部とを有する少なくとも二層構造の磁性成形品であって、該外層部がシリコーンゴム組成物により形成されており、該磁性成形品の引張強度が3〜10MPa、伸びが100〜600%であることを特徴とする磁性成形品。
【請求項2】
内層部を形成するシリコーンゴム組成物が、シリコーンゴム100質量部に対し、平均粒径10μm以下のSm−Fe−N系磁性粉100〜800質量部を含む付加反応型シリコーンゴム組成物である請求項1記載の磁性成形品。
【請求項3】
外層部の表面粗さ(Ra)が0.5〜3μmである請求項1又は2に記載の磁性成形品。
【請求項4】
請求項1〜3のいずれか1項に記載の磁性成形品を用いた磁気治療器。
【請求項5】
Sm−Fe−N系磁性粉を含む内層部用シリコーンゴム組成物と、外層部用シリコーンゴム組成物とを押出機から共押出した後、二次加硫を50〜120℃の温度で1分〜24時間行うか、又は二次加硫を行わないことを特徴とする請求項1〜3のいずれか1項に記載の磁性成形品の製造方法。
【図1】

【公開番号】特開2009−22341(P2009−22341A)
【公開日】平成21年2月5日(2009.2.5)
【国際特許分類】
【出願番号】特願2007−185546(P2007−185546)
【出願日】平成19年7月17日(2007.7.17)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成21年2月5日(2009.2.5)
【国際特許分類】
【出願日】平成19年7月17日(2007.7.17)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]