
磁性部材用粉末、粉末成形体、磁性部材、及び磁性部材の製造方法
【課題】成形性に優れる磁性部材用粉末、この粉末から得られる粉末成形体、希土類冷凍材に適した磁性部材、及び磁性部材の製造方法を提供する。
【解決手段】磁性部材用粉末を構成する各磁性粒子1が、40体積%未満のランタンの水素化合物(LaH2)3と、残部がFe-Si合金を含む鉄含有物2から構成されている。鉄含有物2の相中にランタンの水素化合物3の相が離散して存在している。磁性粒子1中に鉄含有物2の相が均一的に存在することで、この粉末は成形性に優れる上に、粉末成形体やこの粉末成形体から製造される磁性部材の形状の自由度を高められる。
【解決手段】磁性部材用粉末を構成する各磁性粒子1が、40体積%未満のランタンの水素化合物(LaH2)3と、残部がFe-Si合金を含む鉄含有物2から構成されている。鉄含有物2の相中にランタンの水素化合物3の相が離散して存在している。磁性粒子1中に鉄含有物2の相が均一的に存在することで、この粉末は成形性に優れる上に、粉末成形体やこの粉末成形体から製造される磁性部材の形状の自由度を高められる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、磁気冷凍材といった磁性部材及びその製造方法、この磁性部材の原料に利用される磁性部材用粉末、粉末成形体に関する。特に、成形性に優れる磁性部材用粉末に関するものである。
【背景技術】
【0002】
希土類鉄系の磁気冷凍材として、高い磁気熱量効果を有するLa(FexSi1−x)13合金が検討されている。特許文献1は、希土類冷凍材に利用される焼結体として、La(FexSi1−x)13合金の溶湯を急冷凝固させて作製した薄片に熱処理を施した後、粉砕して粉末を作製し、この粉末を成形して焼結し、更に熱処理を施すことで、La(FexSi1−x)13相とα-Fe相とを含有する組織を有するものを開示している。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005-036302号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記La(FexSi1−x)13合金は、高硬度で脆弱な合金であるため、塑性加工による変形が難しく、当該合金からなる磁性部材は形状の自由度が小さい。
【0005】
特許文献1に記載されるように焼結体とすると、上記La(FexSi1−x)13合金自体を塑性変形する場合に比較して、比較的簡易な形状のものを形成できると考えられる。しかし、特許文献1に記載される粉末を構成する粒子は、La(FexSi1−x)13相を有することで、この粉末も高硬度で脆弱であり成形性に劣る。また、このような粉末では、高密度な粉末成形体を形成することが難しく、磁性相の密度が高い磁性部材を得ようとすると、焼結が必要となるが、この焼結により大きな体積収縮を伴うことから、寸法精度を考慮すると形状が制約される。このように上記La(FexSi1−x)13相を有する粉末を用いることで、磁性部材の形状の自由度を高められない。従って、成形性に優れ、複雑な形状の磁性部材を容易に製造可能な原料の開発が望まれる。
【0006】
また、希土類元素は、酸化され易く、その酸化物から酸素を除去することが非常に困難である。そして、希土類冷凍材といった磁性部材中に、製造時に生成された希土類元素の酸化物が存在すると、磁性相の低下を招く。従って、上記磁性部材の製造時に、酸化し難い原料の開発も望まれる。
【0007】
そこで、本発明の目的の一つは、成形性に優れる磁性部材用粉末を提供することにある。本発明の他の目的は、更に、酸化し難い磁性部材用粉末を提供することにある。
【0008】
また、本発明の他の目的は、希土類冷凍材といった磁性部材、及びその製造方法、並びにこの磁性部材の原料に適した粉末成形体を提供することにある。
【課題を解決するための手段】
【0009】
本発明者は、複雑な形状の磁性部材が得られるように、原料粉末の成形性を高めることを種々検討した。その結果、ランタン-鉄-ケイ素合金のようにランタンと鉄とが結合した状態ではなく、ランタンと鉄とが結合せず、言わば鉄成分や鉄-ケイ素合金成分がランタンと独立的に存在する組織の粉末とすると、変形能が高く成形性に優れて、複雑な形状の粉末成形体や相対密度が高い粉末成形体が得られる、との知見を得た。また、上記特定の組織を有する粉末は、ランタン-鉄-ケイ素合金からなる合金粉末に特定の熱処理、具体的には水素を含む雰囲気下での熱処理を施すことで製造できる、との知見を得た。そして、得られた粉末を圧縮成形した粉末成形体に特定の熱処理、具体的には独立的に存在している各相を一体の合金組織とするための熱処理を施すことで、磁性部材が得られるとの知見を得た。特に、相対密度が高い粉末成形体から得られた磁性部材を用いることで、磁性相の密度が高い磁性部材が得られる、との知見を得た。本発明は、上記知見に基づくものである。
【0010】
本発明の磁性部材用粉末は、希土類冷凍材といった磁性部材の原料に用いられる粉末であり、当該磁性部材用粉末を構成する各磁性粒子は、40体積%未満のランタンの水素化合物と、残部が鉄-ケイ素合金を少なくとも含む鉄含有物とから構成されている。上記各磁性粒子中では、上記ランタンの水素化合物の相と上記鉄含有物の相とが隣接して存在しており、上記鉄含有物の相を介して隣り合う上記ランタンの水素化合物の相間の間隔が3μm以下である。
【0011】
本発明磁性部材用粉末を構成する各磁性粒子は、La(FexSi1−x)13合金のように単一相の希土類合金から構成されず、かつLa-Fe-Si合金の相を含有せず、鉄含有物の相とランタンの水素化合物からなる相との複数相から構成される。上記鉄含有物の相は、上記La-Fe-Si合金やランタンの水素化合物に比較して、柔らかく成形性に富む。また、上記各磁性粒子は、鉄含有物を主成分(60体積%以上)とすることで、本発明粉末を圧縮成形するとき、当該磁性粒子中の鉄含有物の相が十分に変形できる。更に、上記鉄含有物の相中にランタンの水素化合物が離散しているため、圧縮成形時、各磁性粒子の変形が均一的に行われる。
【0012】
これらのことから、本発明磁性部材用粉末を用いることで、例えば、円筒状や円柱状、ポット形状(有底筒形状)といった複雑な形状の粉末成形体を成形可能であり、当該粉末成形体や磁性部材の形状の自由度を高められる。また、本発明粉末を用いることで、相対密度が高い粉末成形体をも成形可能であり、このような相対密度が高い粉末成形体を利用することで、焼結することなく、磁性相が高密度な希土類冷凍材といった磁性部材が得られる。焼結を行わない場合、特に、焼結時に生じる収縮の異方性に起因する形状の制約がなく、形状の自由度を更に高められる。従って、本発明粉末を用いることで、切削加工などの後加工を実質的に行うことなく、複雑形状の粉末成形体を容易に形成できる。また、切削加工を不要とすることで、原料の歩留まりを飛躍的に向上したり、磁性部材の生産性を向上したりすることができる。
【0013】
一方、焼結を行う場合でも、本発明磁性部材用粉末を用いることで、上述のように高密度の粉末成形体を得ることが可能なため、焼結時の収縮度合いを低減することができる。従って、本発明磁性部材用粉末は、低収縮化による寸法精度の向上、及び複雑形状の場合における細部の破損に対する耐性の向上、といった効果も得られると期待される。
【0014】
加えて、本発明磁性部材用粉末は、圧縮成形時に鉄含有物が十分に変形することで、磁性粒子同士が互いに噛み合って結合されるため、接合性に優れる。従って、本発明粉末を利用することで、別途結合剤を介在させることなく、相対密度が高い粉末成形体が得られ、引いては磁性部材の磁性相の密度も高められる。具体的には、磁性相の密度が80体積%以上、好ましくは90体積%以上といった磁性部材を製造することができる。
【0015】
本発明磁性部材用粉末は、磁性部材や当該磁性部材の原料に用いられる粉末成形体の原料に好適に利用することができ、本発明粉末成形体は、当該粉末を圧縮成形することで製造されたものである。本発明磁性部材は、上記本発明粉末成形体を不活性雰囲気中、又は減圧雰囲気中で熱処理することで製造されたものである。
【0016】
本発明磁性部材は、上述のように粉末成形体に特定の熱処理を施して製造する他、焼結体とすることができる。この場合、例えば、以下の本発明磁性部材の製造方法を利用することができる。本発明の磁性部材の製造方法は、原料粉末を圧縮成形して粉末成形体を形成し、この粉末成形体を焼結して焼結体からなる磁性部材を製造する方法であり、以下の成形工程と脱水素工程と、焼結工程とを具え、上記原料粉末に上述した本発明磁性部材用粉末を利用する。
成形工程:原料粉末を圧縮成形して、相対密度が85%未満の粉末成形体を形成する工程。
脱水素工程:上記粉末成形体を不活性雰囲気中、又は減圧雰囲気中で900℃未満で熱処理を施して熱処理材を形成する工程。
焼結工程:上記熱処理材に、更に900℃以上の熱処理を施して焼結体を形成する工程。
【発明の効果】
【0017】
本発明磁性部材用粉末は、成形性に優れる。本発明粉末成形体及び本発明磁性部材は、形状の自由度が大きい。本発明磁性部材の製造方法は、上記磁性部材の製造に好適に利用することができる。
【図面の簡単な説明】
【0018】
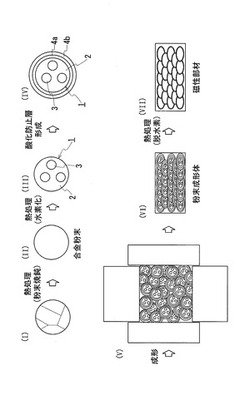
【図1】図1は、実施形態1の磁性部材用粉末を用いて磁性部材を製造する工程の一例を説明する工程説明図である。
【発明を実施するための形態】
【0019】
以下、本発明をより詳細に説明する。
[磁性部材用粉末]
≪磁性粒子≫
本発明粉末を構成する各磁性粒子は、鉄含有物を主成分とし、その含有量を60体積%以上とする。鉄含有物の含有量が60体積%未満であると、硬質であるランタンの水素化合物が相対的に多くなり、圧縮成形時、鉄含有物成分を十分に変形することが難しく、多過ぎると最終的に得られる磁性部材の磁気特性の低下を招くことから90体積%以下が好ましい。一方、ランタンの水素化合物を含有しないと、希土類冷凍材といった希土類磁性部材が得られないことから、その含有量は、0体積%超とし、10体積%以上が好ましく、40体積%未満とする。なお、上記各磁性粒子は、不可避不純物の含有を許容する。
【0020】
上記鉄含有物は少なくとも、鉄-ケイ素合金(Fe-Si合金)を含む。鉄-ケイ素合金において、Siは主としてFe中に固溶して存在する固溶元素であり、その含有量は、5原子%〜20原子%が好ましい。鉄-ケイ素合金に加えて、純鉄(Fe)を含有する形態とすることもできる。Feを含む形態は、Feを含有することで成形性に更に優れる。鉄-ケイ素合金の含有量は、鉄含有物を100%とするとき、40質量%〜100質量%が好ましく、鉄含有物の実質的に全てが鉄-ケイ素合金でもよい。鉄-ケイ素合金と鉄との割合は、例えば、X線回折のピーク強度(ピーク面積)を測定し、測定したピーク強度を比較することで求められる。鉄含有物の含有量、ランタンの水素化合物の含有量、鉄-ケイ素合金と鉄との存在比率は、本発明粉末の原料となるランタン-鉄-ケイ素合金の組成や本発明粉末を製造する際の熱処理条件(主に温度)を適宜変化させることで調整できる。例えば、ランタン-鉄-ケイ素合金粉末に施す熱処理時の温度を高めると、鉄-ケイ素合金の存在比率が高くなる傾向にある。
【0021】
上記各磁性粒子は、ランタンの水素化合物、例えば、LaH2を含み、上記鉄含有物の相と当該ランタンの水素化合物の相とが均一的に離散して存在した組織を有する。代表的には、上記両相が多層構造となっている層状形態、上記ランタンの水素化合物の相が粒状であり、上記鉄含有物の相を母相として、この母相中に上記粒状のランタンの水素化合物が存在する粒状形態が挙げられる。
【0022】
上記両相の存在形態は、本発明磁性部材用粉末を製造する際の熱処理条件(主に温度)に依存し、上記温度を高めると粒状形態になり、上記温度を後述する不均化温度近傍にすると、層状形態となる傾向にある。
【0023】
上記層状形態の粉末を用いた場合、例えば、磁性相の密度が80体積%程度の磁性部材を得ることができる。なお、上記層状形態の場合、ランタンの水素化合物の相と鉄含有物の相とが隣接するとは、上記磁性粒子の断面をとったとき、各相が実質的に交互に積層された状態を言う。また、上記層状形態の場合、隣り合うランタンの水素化合物の相間の間隔とは、上記断面において鉄含有物の相を介して隣り合う二つの上記ランタンの水素化合物の相の中心間の距離を言う。
【0024】
上記粒状形態は、上記ランタンの水素化合物の粒子の周囲に鉄含有物成分が均一的に存在することで、上記層状形態よりも鉄含有物成分を変形させ易く、例えば、円筒状や円柱状、ポット形状といった複雑な形状の粉末成形体や、相対密度が85%以上、特に90%以上といった高密度の粉末成形体を得易い。上記粒状形態の場合、ランタンの水素化合物の相と鉄含有物の相とが隣接するとは、代表的には、上記磁性粒子の断面をとったとき、上記ランタンの水素化合物の粒子の周囲を覆うように鉄含有物が存在し、隣り合う上記各ランタンの水素化合物の粒子間に鉄含有物が存在する状態を言う。また、上記粒状形態の場合、隣り合うランタンの水素化合物の相間の間隔とは、上記断面において隣り合う二つの上記ランタンの水素化合物の粒子の中心間の距離を言う。
【0025】
上記間隔の測定は、例えば、上記断面をエッチングして鉄含有物の相を除去して上記ランタンの水素化合物を抽出したり、或いは溶液の種類によっては希土類元素の水素化合物を除去して上記鉄含有物を抽出したり、上記断面をEDX(エネルギー分散型X線分光法)装置により組成分析したりすることで測定することができる。上記間隔が3μm以下であることで、上記粉末成形体に適宜熱処理を施して磁性部材を形成する場合に、過度なエネルギーを投入しなくて済む上に、ランタン-鉄-ケイ素合金の結晶の粗大化による特性の低下を抑制できる。上記ランタンの水素化合物の相間に鉄含有物が十分に存在するためには、上記間隔は、0.5μm以上、特に1μm以上が好ましい。上記間隔は、原料に用いるランタン-鉄-ケイ素合金粉末の組成を調整したり、本発明磁性部材用粉末を製造する際の熱処理条件、特に温度を特定の範囲にしたりすることで調整できる。例えば、上記ランタン-鉄-ケイ素合金粉末において、鉄又はケイ素の比率(原子比)を多くしたり、上記特定の範囲において上記熱処理時の温度を高くすると、上記間隔が大きくなる傾向にある。
【0026】
上記磁性粒子の平均粒径が10μm以上500μm以下であると、各磁性粒子の表面においてランタンの水素化合物が占める割合を相対的に小さくでき、当該磁性粒子の酸化の抑制にある程度効果があると期待される。また、上記磁性粒子は上述のように鉄含有物の相を有して成形性に優れることで、例えば、平均粒径が100μm以上といった粗大な粉末であっても、気孔が少なく、相対密度が高い粉末成形体を形成できる。平均粒径が大き過ぎると、粉末成形体の相対密度の低下を招くことから500μm以下が好ましい。上記平均粒径は、50μm以上200μm以下がより好ましい。
【0027】
上記磁性粒子は、その断面における円形度が0.5以上1.0以下である形態が挙げられる。円形度が上記範囲を満たすことで、後述する酸化防止層を均一的な厚さで形成し易い、圧縮成形時に酸化防止層の破損を抑制できる、といった効果が得られる。上記磁性粒子が真球に近い、即ち、円形度が1に近いほど、上記効果が得られる。
【0028】
≪酸化防止層:酸素低透過層、湿気低透過層≫
本発明磁性部材用粉末を圧縮成形すると、当該成形時の圧力により上記各磁性粒子に新生面が形成される。上記各磁性粒子内にはランタンの水素化合物が存在しており、上記新生面に露出したランタンの水素化合物が酸化されることで、新生面が酸化される恐れがある。この酸化を防止するための手段として、例えば、非酸化性雰囲気下で成形を行うことが挙げられる。
【0029】
上記酸化を防止するための別の手段として、上記各磁性粒子の外周に酸化防止層を設けることが挙げられる。酸化防止層を具える、好ましくは当該磁性粒子の全周を覆うように酸化防止層を具えることで、雰囲気中の酸素を十分に遮断できることから、大気雰囲気といった酸素を含む雰囲気下で圧縮成形を行っても、圧縮成形時に上記磁性粒子に形成された新生面が酸化されることを効果的に防止できる。従って、ランタンの酸化物が存在することによる磁性相の低下を抑制することができ、磁性相の密度が高い希土類冷凍材といった磁性部材を製造できる。また、上述のように大気雰囲気などで圧縮成形が行えることで、非酸化性雰囲気で圧縮成形を行う場合のような大掛かりな設備が不要であり、上記磁性部材を生産性よく製造できる。
【0030】
上記酸化防止層は、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満を満たすことが好ましい。酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)以上では、圧縮成形時の雰囲気を例えば、大気雰囲気などの酸素を含む雰囲気とした場合に、上記新生面が酸化されて酸化物が生成され、この酸化物の存在により、磁性部材の磁性相の低下を招く。酸素の透過係数(30℃)は小さいほど好ましく、0.01×10-11m3・m/(s・m2・Pa)以下がより好ましく、下限は設けない。
【0031】
或いは、上記酸化防止層は、透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満を満たすことが好ましい。大気雰囲気中に水分(代表的には水蒸気)が比較的多く存在する多湿状態(例えば、気温30℃程度/湿度80%など程度)では、水分と接触して上記磁性粒子の新生面が酸化する恐れがある。従って、酸化防止層として、透湿率が低いものとすれば、湿気による酸化を効果的に防止できる。透湿率も小さいほど好ましく、10×10-13kg/(m・s・MPa)以下がより好ましく、下限は設けない。
【0032】
上記酸化防止層は、酸素の透過係数や透湿率が上記範囲を満たす種々の材料、例えば、樹脂、セラミックス(酸素透過性でないもの)、金属、ガラス質材料などにより構成することができる。特に、樹脂の場合、(1)圧縮成形時、上記各磁性粒子の変形に十分に追従して、変形中に磁性粒子の新生面が露出されることを効果的に防止できる、(2)粉末成形体を熱処理する際などに焼失させられ、酸化防止層の残滓による磁性相の低下を抑制できる、といった効果を有する。
【0033】
上記酸化防止層は、単層でも多層でもよい。例えば、上記酸化防止層は、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満である材料から構成された酸素低透過層のみを具える単層形態、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満であり、かつ透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満である材料から構成された酸素・湿気低透過層を具える単層形態、上記酸素低透過層と、透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満である材料から構成された湿気低透過層とを積層して具える多層形態が挙げられる。
【0034】
上記酸素低透過層の構成材料は、樹脂では、ポリアミド系樹脂、ポリエステル、及びポリ塩化ビニルから選択される1種が挙げられる。ポリアミド系樹脂は、代表的にはナイロン6が挙げられる。ナイロン6は、酸素の透過係数(30℃)が0.0011×10-11m3・m/(s・m2・MPa)と非常に小さく好ましい。上記湿気低透過層の構成材料は、樹脂では、ポリエチレン、フッ素樹脂、及びポリプロピレンから選択される一種が挙げられる。ポリエチレンは、透湿率(30℃)が7×10-13kg/(m・s・MPa)〜60×10-13kg/(m・s・MPa)と非常に小さく好ましい。
【0035】
上記酸化防止層として上記酸素低透過層と湿気低透過層とを積層して具える形態とする場合、いずれの層が内側(上記磁性粒子側)、外側(最表面側)に配置されていてもよいが、酸素低透過層を内側、湿気低透過層を外側に配置させると、酸化をより効果的に防止できると期待される。また、酸素低透過層と湿気低透過層との両層が上述のように樹脂で構成される場合、両層の密着性に優れて好ましい。
【0036】
上記酸化防止層の厚さは適宜選択することができるが、薄過ぎると酸化防止効果を十分に得られず、厚過ぎると、粉末成形体の密度の低下を招き、例えば、相対密度が85%以上の粉末成形体を形成したり、焼失により除去したりすることが困難になる。酸化防止層が上述のように二層構造といった多層構造である場合、或いは上記酸素低透過層のみ、又は上記湿気低透過層のみを具える単層構造である場合、各層の厚さは10nm以上500nm以下が好ましく、合計厚さは20nm以上1000nm以下が好ましい。特に、各層の厚さは、磁性粒子の直径の2倍以下、更に100nm以上300nm以下であると、酸化や密度の低下を抑えられる上に、成形性に優れて好ましい。
【0037】
≪絶縁被覆≫
更に、上記本発明磁性部材用粉末は、その外周に絶縁材料からなる絶縁被覆を具える形態とすることができる。絶縁被覆を具える粉末を用いることで、電気抵抗が高い磁性部材を得られ、例えば、渦電流損を低減できる。この渦電流損の抑制により、磁場高速応答が可能になる。絶縁被覆は、例えば、Si,Al,Tiなどの酸化物の結晶性被膜や非晶質のガラス被膜、Me-Fe-O(Me=Ba,Sr,Ni,Mnなどの金属元素)といったフェライトやマグネタイト(Fe3O4)、Dy2O3といった金属酸化物、シリコーン樹脂といった樹脂、シルセスキオキサン化合物などといった有機-無機ハイブリッド材からなる被膜が挙げられる。また、熱伝導性を向上する目的で、Si-N、Si-C系のセラミックス被覆を施してもよい。上記結晶性被膜やガラス被膜、酸化物被膜、セラミックス被膜などは、酸化防止機能を有する場合があり、この場合、酸化防止層に加えてこれらの被膜を具えることで、酸化をより防止することができる。これら絶縁被覆やセラミックス被覆を具える形態では、上記磁性粒子の表面に接するように絶縁被覆を具え、その上にセラミックス被膜や上記酸化防止層を具えることが好ましい。上記酸化防止層が絶縁材料から構成されている場合、この酸化防止層が絶縁被覆として機能し、上記渦電流損の抑制といった効果を奏することができる。
【0038】
[磁性部材用粉末の製造方法]
上記磁性部材用粉末は、例えば、以下の準備工程と、水素化工程とを具える製造方法により製造することができる。
準備工程:ランタン-鉄-ケイ素合金からなる合金粉末を準備する工程。
水素化工程:上記合金粉末を、水素を含む雰囲気中、上記ランタン-鉄-ケイ素合金の不均化温度以上の温度で熱処理して、ランタンの水素化合物の相と鉄-ケイ素合金を少なくとも含む鉄含有物の相とを生成し、上記鉄含有物の相中に上記ランタンの水素化合物の相が離散して存在するベース粉末を形成する工程。
【0039】
上述した酸素低透過層といった酸化防止層を具える形態とする場合、例えば、以下の被覆工程を更に具えるとよい。
被覆工程:上記ベース粉末を構成する各磁性粒子の外周に、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満である樹脂から構成された酸素低透過層を形成する工程。
【0040】
≪準備工程≫
上記合金粉末は、例えば、ランタン-鉄-ケイ素合金からなる溶解鋳造インゴットや急冷凝固法で得られる箔状体をジョークラッシャー、ジェットミルやボールミルなどの粉砕装置により粉砕したり、ガスアトマイズ法といったアトマイズ法を利用して製造することができる。特に、ガスアトマイズ法を利用する場合、非酸化性雰囲気で粉末を形成することで、実質的に酸素が含有されない粉末(酸素濃度:500質量ppm以下)とすることができる。即ち、合金粉末を構成する粒子中の酸素濃度が500質量ppm以下であることは、非酸化性雰囲気のガスアトマイズ法により製造された粉末であることを示す指標の一つとなる。その他、公知の粉末の製造方法を利用したり、アトマイズ法により製造した粉末を更に粉砕することもできる。粉砕条件や製造条件を適宜変更することで、粉末の粒度分布や磁性粒子の形状を調整することができる。例えば、アトマイズ法を利用すると、円形度が0.5〜1.0である球形に近い粉末が得られ易い。換言すれば、円形度が上記範囲を満たすことは、アトマイズ法により製造された粉末であることを示す指標の一つとなる。上記合金粉末を構成する各粒子は多結晶体でも単結晶体でもよい。多結晶体からなる粒子に適宜熱処理を加えて単結晶体からなる粒子とすることができる。
【0041】
この準備工程で用意する合金粉末の大きさは、実質的に本発明磁性部材用粉末の大きさになる。そして、本発明粉末は上述の特定の形態であって成形性に優れることから、平均粒径が100μm程度の比較的粗大なものとすることができる。従って、上記合金粉末も平均粒径を100μm程度にすることができる。このような粗大な合金粉末は、例えば、溶解鋳造インゴットに粗粉砕のみを行ったり、溶湯噴霧法といったアトマイズ法によって製造できる。このような粗大な合金粉末を利用できることから、製造工程の短縮などにより、製造コストの低減を図ることができる。
【0042】
≪水素化工程≫
この工程は、用意した上記合金粉末を、水素を含む雰囲気中で熱処理して、当該合金中のランタンと鉄-ケイ素合金とを分離する、或いはランタンと鉄と鉄-ケイ素合金とを分離すると共に、ランタンと水素とを化合してベース粉末を作製する工程である。
【0043】
上記水素を含む雰囲気は、水素(H2)のみの単一雰囲気、或いは水素とArやN2といった不活性ガスとの混合雰囲気が挙げられる。上記水素化工程の熱処理時の温度は、上記ランタン-鉄-ケイ素合金の不均化反応が進行する温度、即ち不均化温度以上とする。不均化反応とは、ランタンの優先水素化により、ランタンの水素化合物と鉄-ケイ素合金とに分離する反応、或いはランタンと鉄と鉄-ケイ素合金とに分離する反応であり、この反応が生じる下限温度を不均化温度と呼ぶ。上記不均化温度は、上記ランタン-鉄-ケイ素合金の組成により異なる。例えば、ランタン-鉄-ケイ素合金がLa(Fe0.9Si0.1)13の場合、700℃以上が挙げられる。熱処理時の温度を不均化温度近傍とすると、上述した層状形態が得られ、温度を不均化温度+100℃以上に高めると、上述した粒状形態が得られる。上記水素化工程の熱処理時の温度を高めるほど、鉄の相や鉄-ケイ素合金の相を出現させ易く、粉末の成形性を高められるが、高過ぎると粉末の溶融固着などの不具合が発生するため、上記熱処理時の温度は1100℃以下が好ましい。特に、上記ランタン-鉄-ケイ素合金がLa(Fe0.9Si0.1)13の場合、上記水素化工程の熱処理時の温度を700℃以上800℃以下の比較的低めにすると、上記間隔が小さい微細な組織となり、このような粉末を利用することで、例えば、吸熱量が高い希土類冷凍材が得られ易い。保持時間は、0.5時間以上5時間以下が挙げられる。
【0044】
≪被覆工程≫
この工程は、得られた上記ベース粉末を構成する上記各磁性粒子の表面に、上述した酸素低透過層といった酸化防止層を形成する工程である。
【0045】
上記酸化防止層の形成には、乾式法及び湿式法のいずれもが利用できる。乾式法では、上記磁性粒子が雰囲気中の酸素に接触して表面が酸化することを防止するために、非酸化性雰囲気、例えば、ArやN2などの不活性雰囲気、減圧雰囲気などとすることが好ましい。湿式法では、上記磁性粒子の表面が雰囲気中の酸素に実質的に接触しないため、上述の不活性雰囲気などとする必要が無く、例えば、大気雰囲気で酸化防止層を形成できる。従って、湿式法は、酸化防止層の形成の作業性に優れる上に、上記磁性粒子の表面に酸化防止層を均一的な厚さに形成し易く好ましい。
【0046】
例えば、上記酸化防止層を樹脂やガラス質材料で湿式法により形成する場合、湿式乾燥塗膜法やゾルゲル法を利用することができる。より具体的には、適宜な溶媒に原料を溶解・混合などして作製した溶液と上記ベース粉末とを混合して、上記原料の硬化・上記溶媒の乾燥を行うことで酸化防止層を形成することができる。上記酸化防止層を樹脂で乾式法により形成する場合、例えば、粉体塗装を利用することができる。上記酸化防止層をセラミックスや金属で乾式法により形成する場合、スパッタなどのPVD法やCVD法といった蒸着法やメカニカルアロイング法を利用することができる。上記酸化防止層を金属で湿式法により形成する場合、各種のめっき法を利用することができる。
【0047】
[粉末成形体]
上記本発明磁性部材用粉末を圧縮成形することで、本発明粉末成形体が得られる。上述のように本発明粉末は、成形性に優れることから相対密度(粉末成形体の真密度に対する実際の密度)が高い粉末成形体を形成できる。例えば、本発明粉末成形体の一形態として、相対密度が85%以上のものが挙げられる。このような高密度の粉末成形体を利用することで、例えば、焼結することなく、磁性相の密度が高い希土類冷凍材といった磁性部材が得られる。相対密度が高いほど、磁性相が高められ、例えば、吸熱量が大きい希土類冷凍材を得ることができる。しかし、上記酸化防止層の構成成分を後述する磁性部材を形成するための熱処理工程や別途除去のための熱処理で焼失させる場合、相対密度が高過ぎると、上記酸化防止層の構成成分を十分に焼失させることが難しくなる。従って、上記酸化防止層を具える粉末を利用する場合、粉末成形体の相対密度は、90%〜95%程度が好ましいと考えられる。また、粉末成形体の相対密度を高める場合は、酸化防止層の厚さを薄めにしたり、後述するように別途熱処理(被覆除去)を行うと、酸化防止層を除去し易く好ましい。
【0048】
また、本発明磁性部材用粉末は、成形性に優れることから、圧縮成形時の圧力を比較的小さくすることができ、例えば、8ton/cm2以上15ton/cm2以下とすることができる。更に、本発明粉末は、成形性に優れることから、円柱状、円筒状、ポット形状といった複雑な形状の粉末成形体であっても、容易に形成できる。加えて、本発明粉末は、当該粉末を構成する上記各磁性粒子が十分に変形できることで、磁性粒子同士の接合性に優れ(磁性粒子表面の凹凸の噛み合いによって生じる強度(所謂ネッキング強度)の発現)、強度が高く、製造中に崩壊し難い粉末成形体が得られる。
【0049】
上述した酸化防止層を具える形態とする場合、圧縮成形時に当該粉末を構成する磁性粒子に形成された新生面の酸化を十分に防止できるため、当該成形は、大気雰囲気といった酸素含有雰囲気で行ってもよい。この場合、作業性に優れて好ましい。非酸化性雰囲気で成形することもできる。
【0050】
その他、圧縮成形時、成形用金型を適宜加熱することで、変形を促進することができ、高密度の粉末成形体が得られ易くなる。
【0051】
[磁性部材及びその製造方法]
上記粉末成形体を不活性雰囲気中、又は減圧雰囲気中で熱処理して、上記ランタンの水素化合物から水素を除去すると共に、鉄-ケイ素合金(或いは鉄と鉄-ケイ素合金)と、水素が除去された希土類元素とを化合することで、本発明磁性部材が得られる。本発明磁性部材は、実質的に、ランタン-鉄-ケイ素合金の相から構成される単一形態、実質的に、鉄相、鉄-ケイ素合金相、及びランタン-鉄合金相から選択される少なくとも一種の相と、ランタン-鉄-ケイ素合金の相との組み合わせで構成される混合形態、例えば、鉄相とランタン-鉄-ケイ素合金の相との形態、鉄-ケイ素合金相とランタン-鉄-ケイ素合金の相との形態、ランタン-鉄合金相とランタン-鉄-ケイ素合金の相との形態が挙げられる。上記単一形態は、例えば、上記本発明磁性部材用粉末の原料に用いたランタン-鉄-ケイ素合金と実質的に同じ組成からなるものが挙げられる。上記混合形態は、代表的には、原料に用いるランタン-鉄-ケイ素合金の組成により変化し、例えば、鉄の比率(原子比)が高いものを用いると、鉄相とランタン-鉄-ケイ素合金の相との形態を形成することができる。
【0052】
上記熱処理(脱水素)は、上記ランタンの水素化合物から水素を除去するため、非水素雰囲気で行う。非水素雰囲気は、上述のように不活性雰囲気や減圧雰囲気が挙げられる。不活性雰囲気は、例えば、ArやN2が挙げられる。減圧雰囲気は、標準の大気雰囲気よりも圧力を低下させた真空状態を言い、最終真空度が10Pa以下が好ましい。減圧雰囲気とすることで、上記ランタンの水素化合物の残存を抑制して、ランタン-鉄-ケイ素合金化を完全に起こさせて、磁気特性に優れる磁性部材(代表的には希土類冷凍材)を製造することができる。
【0053】
上記脱水素処理時の温度は、上記粉末成形体の再結合温度(分離していた鉄含有物と希土類元素とが化合する温度)以上とする。再結合温度は、粉末成形体(磁性粒子)の組成により異なるものの、代表的には、700℃以上が挙げられる。この温度が高いと水素を十分に除去できる。但し、上記脱水素処理時の温度は、高過ぎると蒸気圧の高いランタンが揮発して減少したり、ランタン-鉄-ケイ素合金の結晶の粗大化により磁気特性が低下する恐れがあるため、950℃以下が好ましい。保持時間は、10分以上600分(10時間)以下が挙げられる。
【0054】
上述した酸化防止層を具える形態であって、当該酸化防止層が樹脂といった高熱により焼失可能な材質から構成されている場合、上記脱水素処理は、当該酸化防止層の除去も兼ねることができる。上記酸化防止層を除去するための熱処理(被覆除去)を別途施してもよい。この熱処理(被覆除去)は、上記酸化防止層の構成材料にもよるが、加熱温度:200℃以上400℃以下、保持時間:30分以上300分以下が利用し易い。上記加熱温度や保持時間は、使用する樹脂の分解特性に応じて適宜変更することができる。この熱処理(被覆除去)は、特に、粉末成形体の密度が高い場合や後述するように高密度な焼結体を得る場合に行うと、上記酸化防止層が脱水素処理のための加熱温度に急激に昇温されて不完全燃焼を起こし、残滓が発生することを効果的に防止できて好ましい。
【0055】
上述した本発明粉末成形体を利用することで、上記熱処理(脱水素)前後で体積の変化度合い(熱処理後の収縮量)が少ない。具体的には、上記熱処理(脱水素)の前の粉末成形体と、上記熱処理(脱水素)の後の磁性部材との体積変化率が5%以下である。このように本発明磁性部材は、熱処理(脱水素)前後の体積変化が小さい、即ち、ネットシェイプであることで、最終形状にするための加工(例えば、切断、切削加工)が不要であり、磁性部材の生産性に優れる。なお、熱処理後に得られた磁性部材は、焼結体と異なり、粉末の粒界が確認できる。従って、粉末の粒界が存在することが粉末成形体に熱処理を施したものであって、焼結体ではないことを示す指標の一つとなり、切削加工などの加工痕が無いことが熱処理前後における体積変化率が小さいことを示す指標の一つになる。
【0056】
本発明磁性部材を焼結体とする場合、上述した成形工程と、脱水素工程と、焼結工程とを具える本発明製造方法を利用することができる。この脱水素工程は、上述した熱処理(脱水素)と同様である。但し、脱水素時の熱処理温度は上述した再結合温度以上900℃未満とする。
【0057】
上記焼結工程の焼結条件は、例えば、焼結温度は900℃以上、特に1100℃以上1250℃以下、保持時間は60分以上1200分以下が挙げられる。
【0058】
上述した酸化防止層を具える形態であって、当該酸化防止層が樹脂といった高熱により焼失可能な材質から構成されている場合に上記焼結を行うときには、上述した被覆除去のための熱処理工程を具えることが好ましい。即ち、本発明磁性部材の製造方法として、上記原料粉末とする上記本発明磁性部材用粉末が、当該粉末を構成する各磁性粒子の外周に酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満である樹脂から構成された酸素低透過層及び透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満である樹脂から構成された湿気低透過層の少なくとも一方を具え、上記焼結工程前に、上記熱処理材に200℃以上400℃以下の熱処理を施して、上記樹脂を除去する被覆除去工程を更に具える形態が挙げられる。
【0059】
上記被覆除去工程を具えることで、焼結により緻密化する前に上記樹脂を除去し易く、上記酸化防止層の残滓が磁性部材に存在することを効果的に防止できる。
【0060】
[希土類冷凍材]
上記本発明磁性部材は、希土類冷凍材に好適に利用することができる。特に、上述した相対密度が高い粉末成形体を利用したり、上述した焼結を行うことで、磁性相の密度が80体積%以上、更に90体積%以上といった希土類冷凍材が得られる。また、本発明磁性部材用粉末を利用することで、酸化物による磁性相の低下を抑制できるため、この点からも磁性相の密度が高い希土類冷凍材が得られる。
【0061】
以下、図面を参照して、本発明の具体的な実施形態を説明する。図中の同一符号は同一名称物を示す。なお、図1では、分かり易いようにランタンの水素化合物や酸化防止層などを誇張して示す。
【0062】
[実施形態1]
希土類元素と鉄とケイ素とを含む粉末を作製し、得られた粉末を圧縮成形して、粉末の成形性、酸化状態を調べた。
【0063】
上記粉末は、準備工程:合金粉末の準備→水素化工程:水素雰囲気中での熱処理→被覆工程:酸化防止層の形成という手順で作製した。
【0064】
まず、ランタン-鉄-ケイ素合金(La(Fe0.9Si0.1)13)からなり、平均粒径100μmの粉末(図1(I))をガスアトマイズ法(Ar雰囲気)により作製した。上記平均粒径は、レーザ回折式粒度分布装置により、積算重量が50%となる粒径(50%粒径)を測定した。また、ここでは、ガスアトマイズ法により、上記合金粉末を構成する各粒子が多結晶体からなるものを作製し、この粉末に熱処理(粉末焼鈍:1050℃×300分)を施して単結晶体(図1(II))からなる合金粉末を用意した。
【0065】
上記合金粉末を水素(H2)雰囲気中、850℃×2時間で熱処理した。この熱処理(水素化)後に得られたベース粉末にポリアミド系樹脂(ここではナイロン6、酸素の透過係数(30℃):0.0011×10-11m3・m/(s・m2・Pa)からなる酸素低透過層を形成した。具体的には、有機溶媒に溶かした上記ポリアミド系樹脂に上記ベース粉末を混合した後、上記溶媒を乾燥させると共に、当該樹脂を硬化して、上記酸素低透過層を形成した。なお、上記酸素低透過層の平均厚さが200nmとなるように上記樹脂量を調整した。この厚さは、上記ベース粉末を構成する各磁性粒子の表面に上記酸素低透過層が均一的に形成されたと想定した平均厚さ(上記樹脂の体積/上記各磁性粒子の表面積の総和)とする。磁性粒子の表面積は、例えば、BET法で測定することができる。
【0066】
上記酸素低透過層を具える磁性粒子の外周に、更に、ポリエチレン(透湿率(30℃):50×10-13kg/(m・s・MPa))からなる湿気低透過層を形成した。具体的には、溶媒:キシレンに溶かしたポリエチレンに、上記ポリアミド系樹脂による被覆を有する粉末を混合した後、この溶媒を乾燥させると共に、ポリエチレンを硬化した。ここでは、ポリエチレンからなる被覆の平均厚さが250nmとなるようにポリエチレンの量を調整した。この厚さは、用意した粉末を構成する各粒子の表面にポリエチレンからなる層が均一的に形成されたと想定した平均厚さ(ポリエチレンの体積/上記各粒子の表面積の総和)とする。上記各粒子の表面積は、例えば、BET法で測定することができる。
【0067】
上記工程により、磁性部材用粉末を構成する磁性粒子1の外周に、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満であるポリアミド系樹脂からなる酸素低透過層4aと、この酸素低透過層4aの外周に、透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満であるポリエチレンからなる湿気低透過層4bとが積層された多層構造の酸化防止層を具える磁性部材用粉末が得られる(図1(IV))。上記磁性粒子の実質的に全周が上記酸化防止層により覆われて、外気と遮断されている。
【0068】
得られた磁性部材用粉末をエポキシ樹脂で固めて、組織観察用のサンプルを作製した。上記サンプルの内部の粉末が酸化しないようにして、当該サンプルを任意の位置で切断又は研磨し、この切断面(又は研磨面)に存在する上記磁性部材用粉末を構成する各磁性粒子の組成をEDX装置により調べた。また、上記切断面(又は研磨面)を光学顕微鏡又は走査電子顕微鏡(100倍〜10,000倍)で観察し、上記各磁性粒子の形態を調べた。すると、図1(III),(IV)に示すように、上記各磁性粒子1は、鉄含有物2の相、具体的には鉄(Fe)及び鉄-ケイ素合金(Fe-Si合金)の相を母相とし、この母相中に複数の粒状のランタンの水素化合物(LaH2)3が分散して存在しており、隣り合うランタンの水素化合物3の粒子間に鉄含有物2の相が介在していることを確認した。また、図1(IV)に示すように磁性粒子1の表面の実質的に全面が酸素低透過層4a及び湿気低透過層4bに順に覆われて、外気と遮断されていることを確認した。更に、磁性粒子1からはランタンの酸化物の明瞭な回折ピークは検出されなかった。
【0069】
上記EDX装置により、得られた磁性部材用粉末の組成の面分析(マッピングデータ)を利用して、隣り合うランタンの水素化合物の粒子間の間隔を測定したところ、0.4μmであった。ここでは、上記切断面に面分析を行って、LaH2のピーク位置を抽出し、隣り合うLaH2のピーク位置間の間隔を測定し、全ての間隔の平均値を求めた。
【0070】
上記エポキシ樹脂を混錬して作製したサンプルを用いて、各磁性粒子のLaH2,鉄含有物(Fe,Fe-Si合金)の含有量(体積%)を求めたところ、LaH2:23体積%、鉄含有物:77体積%であった。上記含有量は、ここでは、原料に用いた合金粉末の組成、及びLaH2,Fe-Si合金の原子量を用いて、体積比を演算により求めた。その他、上記含有量は、例えば、上記ベース粉末を用いて作製した成形体の切断面(或いは研磨面)の面積におけるLaH2,Fe-Si合金の面積割合をそれぞれ求め、得られた面積割合を体積割合に換算したり、X線分析を行ってピーク強度比を利用したりすることで求められる。
【0071】
上記エポキシ樹脂を混錬して作製したサンプルを用いて、磁性粒子の円形度を求めたところ、0.82であった。ここでは、円形度は、以下のようにして求める。光学顕微鏡やSEMなどで粉末の断面の投影像を得て、各粒子についてそれぞれ、実際の断面積Sr及び実際の周囲長を求め、上記実際の断面積Srと、上記実際の周囲長と同じ周長を有する真円の面積Scとの比率:Sr/Scを当該粒子の円形度とする。n=50のサンプリングを行い、n=50の粒子の円形度の平均値を磁性粒子の円形度とする。
【0072】
上述のようにして作製した多層構造の酸化防止層を具える磁性部材用粉末を面圧11ton/cm2で油圧プレス装置により圧縮成形した(図1(V))。ここでは、成形は、大気雰囲気(気温:25℃、湿度:75%(多湿))で行った。その結果、面圧11ton/cm2で十分に圧縮することができ、外径10mmφ×高さ10mmの円柱状の粉末成形体(図1(VI))を形成できた。
【0073】
得られた粉末成形体の相対密度(真密度に対する実際の密度)を求めたところ、94%であった。実際の密度は、市販の密度測定装置を利用して測定した。真密度は、LaH2の密度:4.7g/cm3,Feの密度:7.874g/cm3,Fe-Si合金の密度:7.7g/cm3とし、上述したLaH2や鉄含有物の体積比を利用して演算により求めた。得られた粉末成形体をX線分析したところ、ランタンの酸化物の明瞭な回折ピークは検出されなかった。
【0074】
上述のようにランタンの水素化合物が40体積%未満で、残部が実質的にFeやFe-Si合金といった鉄含有物であり、鉄含有物の相中に上記ランタンの水素化合物が離散して存在する粉末を利用することで、円柱状といった複雑な形状の粉末成形体や、相対密度が85%以上といった高密度な粉末成形体が得られることが分かる。また、酸化防止層を具える粉末を利用することで、ランタンといった希土類元素の酸化物の生成を抑制し、当該酸化物が実質的に存在しない粉末成形体が得られることが分かる。
【0075】
得られた粉末成形体を窒素雰囲気で300℃×120分保持した後に、H2雰囲気中で750℃まで昇温し、その後、真空(VAC)に切り替えて、真空(VAC)中(最終真空度:1.0Pa)、750℃×60minで熱処理した。昇温を水素雰囲気とすることで、十分に高い温度になってから脱水素反応を開始することができ、反応斑を抑制することができる。この熱処理後に得られた円柱状部材(磁性部材(図1(VII)))の組成をEDX装置により調べたところ、La(Fe0.9Si0.1)13が主相(86体積%以上)であり、上記熱処理により水素が除去されたことが分かる。
【0076】
また、円柱状部材をX線分析したところ、ランタンの酸化物や酸化防止層の残滓の明瞭な回折ピークは検出されなかった。このように酸化防止層を具える磁性部材用粉末を用いることで、磁性相の低下を招く希土類元素の酸化物の生成を抑制できることが分かる。特に、酸素低透過層に加えて、湿気低透過層を具えることで、水分が比較的多く存在する多湿状態で圧縮成形した場合であっても、ランタンの酸化物の発生を効果的に抑制できることが分かる。更に、実施形態1では、酸素低透過層及び湿気低透過層のいずれも樹脂で形成されていることから、圧縮成形時、これらの樹脂層が上記粉末を構成する磁性粒子の変形に十分に追従でき、成形性に優れると共に、両層の密着性に優れる。
【0077】
また、上記熱処理前の粉末成形体の体積と、熱処理後に得られた円柱状部材(磁性部材)の体積とを比較すると、当該熱処理前後の体積変化率が5%以下であった。従って、このような磁性部材を希土類冷凍材に利用する場合、所望の外形にするための切削加工などの加工が別途不要であり、希土類冷凍材といった磁性部材の生産性の向上に寄与することができると期待される。
【0078】
[変形例1]
上記実施形態1では、磁性部材の表面に、酸素低透過層及び湿気低透過層を具える形態を説明したが、いずれも具えていない形態とすることができる。この場合、例えば、圧縮成形時の雰囲気を非酸化性雰囲気とすることで、圧縮成形時、磁性部材用粉末を構成する各磁性粒子に形成された新生面が酸化されることを効果的に防止できる。
【0079】
[変形例2]
上記実施形態1では、磁性部材の表面に、酸素低透過層及び湿気低透過層を具える形態を説明したが、酸素低透過層のみを具える形態とすることができる。この場合、圧縮成形時の雰囲気がある程度乾燥状態であれば、圧縮成形時、磁性部材用粉末を構成する各磁性粒子に形成された新生面が雰囲気中の水分に接触して酸化されることを効果的に防止できる。
【0080】
[変形例3]
上記実施形態1では、粉末成形体に脱水素熱処理を施すことで磁性部材を製造する形態を説明したが、脱水素処理を施した素材を更に焼結して、焼結体からなる磁性部材とすることができる。焼結することで、磁性部材の磁性相の割合を更に高められる。特に、焼結前に、酸化防止層を構成する樹脂を除去するための熱処理工程(被覆除去工程)を具えると、焼結体をより緻密化することができる。このとき、脱水素処理の熱処理温度は、900℃未満とし、焼結温度は900℃以上が好ましい。
【0081】
なお、上述した実施形態は、本発明の要旨を逸脱することなく、適宜変更することが可能であり、上述した構成に限定されるものではない。例えば、磁性粒子の組成(ランタンの水素化合物や鉄含有物の割合、各元素の原子比など)・円形度、磁性部材用粉末の平均粒径、酸素低透過層及び湿気低透過層の材質・厚さ・酸素の透過係数・透湿率、粉末成形体の相対密度、各種の熱処理条件(加熱温度、保持時間)、原料に用いるランタン-鉄-ケイ素合金の組成などを適宜変更することができる。
【産業上の利用可能性】
【0082】
本発明磁性部材は、例えば、希土類冷凍材に好適に利用することができる。本発明磁性部材用粉末、この粉末から得られた本発明粉末成形体は、上記本発明磁性部材の原料に好適に利用することができる。本発明磁性部材の製造方法は、上記本発明磁性部材の製造に好適に利用することができる。
【符号の説明】
【0083】
1 磁性粒子 2 鉄含有物 3 ランタンの水素化合物 4a 酸素低透過層
4b 湿気低透過層
【技術分野】
【0001】
本発明は、磁気冷凍材といった磁性部材及びその製造方法、この磁性部材の原料に利用される磁性部材用粉末、粉末成形体に関する。特に、成形性に優れる磁性部材用粉末に関するものである。
【背景技術】
【0002】
希土類鉄系の磁気冷凍材として、高い磁気熱量効果を有するLa(FexSi1−x)13合金が検討されている。特許文献1は、希土類冷凍材に利用される焼結体として、La(FexSi1−x)13合金の溶湯を急冷凝固させて作製した薄片に熱処理を施した後、粉砕して粉末を作製し、この粉末を成形して焼結し、更に熱処理を施すことで、La(FexSi1−x)13相とα-Fe相とを含有する組織を有するものを開示している。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005-036302号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記La(FexSi1−x)13合金は、高硬度で脆弱な合金であるため、塑性加工による変形が難しく、当該合金からなる磁性部材は形状の自由度が小さい。
【0005】
特許文献1に記載されるように焼結体とすると、上記La(FexSi1−x)13合金自体を塑性変形する場合に比較して、比較的簡易な形状のものを形成できると考えられる。しかし、特許文献1に記載される粉末を構成する粒子は、La(FexSi1−x)13相を有することで、この粉末も高硬度で脆弱であり成形性に劣る。また、このような粉末では、高密度な粉末成形体を形成することが難しく、磁性相の密度が高い磁性部材を得ようとすると、焼結が必要となるが、この焼結により大きな体積収縮を伴うことから、寸法精度を考慮すると形状が制約される。このように上記La(FexSi1−x)13相を有する粉末を用いることで、磁性部材の形状の自由度を高められない。従って、成形性に優れ、複雑な形状の磁性部材を容易に製造可能な原料の開発が望まれる。
【0006】
また、希土類元素は、酸化され易く、その酸化物から酸素を除去することが非常に困難である。そして、希土類冷凍材といった磁性部材中に、製造時に生成された希土類元素の酸化物が存在すると、磁性相の低下を招く。従って、上記磁性部材の製造時に、酸化し難い原料の開発も望まれる。
【0007】
そこで、本発明の目的の一つは、成形性に優れる磁性部材用粉末を提供することにある。本発明の他の目的は、更に、酸化し難い磁性部材用粉末を提供することにある。
【0008】
また、本発明の他の目的は、希土類冷凍材といった磁性部材、及びその製造方法、並びにこの磁性部材の原料に適した粉末成形体を提供することにある。
【課題を解決するための手段】
【0009】
本発明者は、複雑な形状の磁性部材が得られるように、原料粉末の成形性を高めることを種々検討した。その結果、ランタン-鉄-ケイ素合金のようにランタンと鉄とが結合した状態ではなく、ランタンと鉄とが結合せず、言わば鉄成分や鉄-ケイ素合金成分がランタンと独立的に存在する組織の粉末とすると、変形能が高く成形性に優れて、複雑な形状の粉末成形体や相対密度が高い粉末成形体が得られる、との知見を得た。また、上記特定の組織を有する粉末は、ランタン-鉄-ケイ素合金からなる合金粉末に特定の熱処理、具体的には水素を含む雰囲気下での熱処理を施すことで製造できる、との知見を得た。そして、得られた粉末を圧縮成形した粉末成形体に特定の熱処理、具体的には独立的に存在している各相を一体の合金組織とするための熱処理を施すことで、磁性部材が得られるとの知見を得た。特に、相対密度が高い粉末成形体から得られた磁性部材を用いることで、磁性相の密度が高い磁性部材が得られる、との知見を得た。本発明は、上記知見に基づくものである。
【0010】
本発明の磁性部材用粉末は、希土類冷凍材といった磁性部材の原料に用いられる粉末であり、当該磁性部材用粉末を構成する各磁性粒子は、40体積%未満のランタンの水素化合物と、残部が鉄-ケイ素合金を少なくとも含む鉄含有物とから構成されている。上記各磁性粒子中では、上記ランタンの水素化合物の相と上記鉄含有物の相とが隣接して存在しており、上記鉄含有物の相を介して隣り合う上記ランタンの水素化合物の相間の間隔が3μm以下である。
【0011】
本発明磁性部材用粉末を構成する各磁性粒子は、La(FexSi1−x)13合金のように単一相の希土類合金から構成されず、かつLa-Fe-Si合金の相を含有せず、鉄含有物の相とランタンの水素化合物からなる相との複数相から構成される。上記鉄含有物の相は、上記La-Fe-Si合金やランタンの水素化合物に比較して、柔らかく成形性に富む。また、上記各磁性粒子は、鉄含有物を主成分(60体積%以上)とすることで、本発明粉末を圧縮成形するとき、当該磁性粒子中の鉄含有物の相が十分に変形できる。更に、上記鉄含有物の相中にランタンの水素化合物が離散しているため、圧縮成形時、各磁性粒子の変形が均一的に行われる。
【0012】
これらのことから、本発明磁性部材用粉末を用いることで、例えば、円筒状や円柱状、ポット形状(有底筒形状)といった複雑な形状の粉末成形体を成形可能であり、当該粉末成形体や磁性部材の形状の自由度を高められる。また、本発明粉末を用いることで、相対密度が高い粉末成形体をも成形可能であり、このような相対密度が高い粉末成形体を利用することで、焼結することなく、磁性相が高密度な希土類冷凍材といった磁性部材が得られる。焼結を行わない場合、特に、焼結時に生じる収縮の異方性に起因する形状の制約がなく、形状の自由度を更に高められる。従って、本発明粉末を用いることで、切削加工などの後加工を実質的に行うことなく、複雑形状の粉末成形体を容易に形成できる。また、切削加工を不要とすることで、原料の歩留まりを飛躍的に向上したり、磁性部材の生産性を向上したりすることができる。
【0013】
一方、焼結を行う場合でも、本発明磁性部材用粉末を用いることで、上述のように高密度の粉末成形体を得ることが可能なため、焼結時の収縮度合いを低減することができる。従って、本発明磁性部材用粉末は、低収縮化による寸法精度の向上、及び複雑形状の場合における細部の破損に対する耐性の向上、といった効果も得られると期待される。
【0014】
加えて、本発明磁性部材用粉末は、圧縮成形時に鉄含有物が十分に変形することで、磁性粒子同士が互いに噛み合って結合されるため、接合性に優れる。従って、本発明粉末を利用することで、別途結合剤を介在させることなく、相対密度が高い粉末成形体が得られ、引いては磁性部材の磁性相の密度も高められる。具体的には、磁性相の密度が80体積%以上、好ましくは90体積%以上といった磁性部材を製造することができる。
【0015】
本発明磁性部材用粉末は、磁性部材や当該磁性部材の原料に用いられる粉末成形体の原料に好適に利用することができ、本発明粉末成形体は、当該粉末を圧縮成形することで製造されたものである。本発明磁性部材は、上記本発明粉末成形体を不活性雰囲気中、又は減圧雰囲気中で熱処理することで製造されたものである。
【0016】
本発明磁性部材は、上述のように粉末成形体に特定の熱処理を施して製造する他、焼結体とすることができる。この場合、例えば、以下の本発明磁性部材の製造方法を利用することができる。本発明の磁性部材の製造方法は、原料粉末を圧縮成形して粉末成形体を形成し、この粉末成形体を焼結して焼結体からなる磁性部材を製造する方法であり、以下の成形工程と脱水素工程と、焼結工程とを具え、上記原料粉末に上述した本発明磁性部材用粉末を利用する。
成形工程:原料粉末を圧縮成形して、相対密度が85%未満の粉末成形体を形成する工程。
脱水素工程:上記粉末成形体を不活性雰囲気中、又は減圧雰囲気中で900℃未満で熱処理を施して熱処理材を形成する工程。
焼結工程:上記熱処理材に、更に900℃以上の熱処理を施して焼結体を形成する工程。
【発明の効果】
【0017】
本発明磁性部材用粉末は、成形性に優れる。本発明粉末成形体及び本発明磁性部材は、形状の自由度が大きい。本発明磁性部材の製造方法は、上記磁性部材の製造に好適に利用することができる。
【図面の簡単な説明】
【0018】
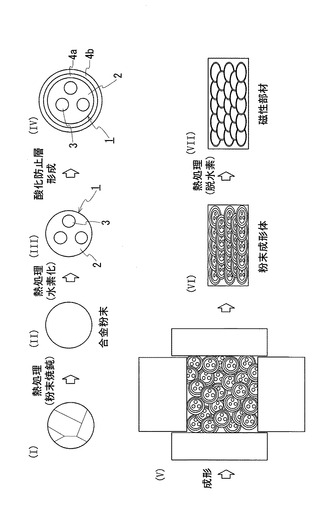
【図1】図1は、実施形態1の磁性部材用粉末を用いて磁性部材を製造する工程の一例を説明する工程説明図である。
【発明を実施するための形態】
【0019】
以下、本発明をより詳細に説明する。
[磁性部材用粉末]
≪磁性粒子≫
本発明粉末を構成する各磁性粒子は、鉄含有物を主成分とし、その含有量を60体積%以上とする。鉄含有物の含有量が60体積%未満であると、硬質であるランタンの水素化合物が相対的に多くなり、圧縮成形時、鉄含有物成分を十分に変形することが難しく、多過ぎると最終的に得られる磁性部材の磁気特性の低下を招くことから90体積%以下が好ましい。一方、ランタンの水素化合物を含有しないと、希土類冷凍材といった希土類磁性部材が得られないことから、その含有量は、0体積%超とし、10体積%以上が好ましく、40体積%未満とする。なお、上記各磁性粒子は、不可避不純物の含有を許容する。
【0020】
上記鉄含有物は少なくとも、鉄-ケイ素合金(Fe-Si合金)を含む。鉄-ケイ素合金において、Siは主としてFe中に固溶して存在する固溶元素であり、その含有量は、5原子%〜20原子%が好ましい。鉄-ケイ素合金に加えて、純鉄(Fe)を含有する形態とすることもできる。Feを含む形態は、Feを含有することで成形性に更に優れる。鉄-ケイ素合金の含有量は、鉄含有物を100%とするとき、40質量%〜100質量%が好ましく、鉄含有物の実質的に全てが鉄-ケイ素合金でもよい。鉄-ケイ素合金と鉄との割合は、例えば、X線回折のピーク強度(ピーク面積)を測定し、測定したピーク強度を比較することで求められる。鉄含有物の含有量、ランタンの水素化合物の含有量、鉄-ケイ素合金と鉄との存在比率は、本発明粉末の原料となるランタン-鉄-ケイ素合金の組成や本発明粉末を製造する際の熱処理条件(主に温度)を適宜変化させることで調整できる。例えば、ランタン-鉄-ケイ素合金粉末に施す熱処理時の温度を高めると、鉄-ケイ素合金の存在比率が高くなる傾向にある。
【0021】
上記各磁性粒子は、ランタンの水素化合物、例えば、LaH2を含み、上記鉄含有物の相と当該ランタンの水素化合物の相とが均一的に離散して存在した組織を有する。代表的には、上記両相が多層構造となっている層状形態、上記ランタンの水素化合物の相が粒状であり、上記鉄含有物の相を母相として、この母相中に上記粒状のランタンの水素化合物が存在する粒状形態が挙げられる。
【0022】
上記両相の存在形態は、本発明磁性部材用粉末を製造する際の熱処理条件(主に温度)に依存し、上記温度を高めると粒状形態になり、上記温度を後述する不均化温度近傍にすると、層状形態となる傾向にある。
【0023】
上記層状形態の粉末を用いた場合、例えば、磁性相の密度が80体積%程度の磁性部材を得ることができる。なお、上記層状形態の場合、ランタンの水素化合物の相と鉄含有物の相とが隣接するとは、上記磁性粒子の断面をとったとき、各相が実質的に交互に積層された状態を言う。また、上記層状形態の場合、隣り合うランタンの水素化合物の相間の間隔とは、上記断面において鉄含有物の相を介して隣り合う二つの上記ランタンの水素化合物の相の中心間の距離を言う。
【0024】
上記粒状形態は、上記ランタンの水素化合物の粒子の周囲に鉄含有物成分が均一的に存在することで、上記層状形態よりも鉄含有物成分を変形させ易く、例えば、円筒状や円柱状、ポット形状といった複雑な形状の粉末成形体や、相対密度が85%以上、特に90%以上といった高密度の粉末成形体を得易い。上記粒状形態の場合、ランタンの水素化合物の相と鉄含有物の相とが隣接するとは、代表的には、上記磁性粒子の断面をとったとき、上記ランタンの水素化合物の粒子の周囲を覆うように鉄含有物が存在し、隣り合う上記各ランタンの水素化合物の粒子間に鉄含有物が存在する状態を言う。また、上記粒状形態の場合、隣り合うランタンの水素化合物の相間の間隔とは、上記断面において隣り合う二つの上記ランタンの水素化合物の粒子の中心間の距離を言う。
【0025】
上記間隔の測定は、例えば、上記断面をエッチングして鉄含有物の相を除去して上記ランタンの水素化合物を抽出したり、或いは溶液の種類によっては希土類元素の水素化合物を除去して上記鉄含有物を抽出したり、上記断面をEDX(エネルギー分散型X線分光法)装置により組成分析したりすることで測定することができる。上記間隔が3μm以下であることで、上記粉末成形体に適宜熱処理を施して磁性部材を形成する場合に、過度なエネルギーを投入しなくて済む上に、ランタン-鉄-ケイ素合金の結晶の粗大化による特性の低下を抑制できる。上記ランタンの水素化合物の相間に鉄含有物が十分に存在するためには、上記間隔は、0.5μm以上、特に1μm以上が好ましい。上記間隔は、原料に用いるランタン-鉄-ケイ素合金粉末の組成を調整したり、本発明磁性部材用粉末を製造する際の熱処理条件、特に温度を特定の範囲にしたりすることで調整できる。例えば、上記ランタン-鉄-ケイ素合金粉末において、鉄又はケイ素の比率(原子比)を多くしたり、上記特定の範囲において上記熱処理時の温度を高くすると、上記間隔が大きくなる傾向にある。
【0026】
上記磁性粒子の平均粒径が10μm以上500μm以下であると、各磁性粒子の表面においてランタンの水素化合物が占める割合を相対的に小さくでき、当該磁性粒子の酸化の抑制にある程度効果があると期待される。また、上記磁性粒子は上述のように鉄含有物の相を有して成形性に優れることで、例えば、平均粒径が100μm以上といった粗大な粉末であっても、気孔が少なく、相対密度が高い粉末成形体を形成できる。平均粒径が大き過ぎると、粉末成形体の相対密度の低下を招くことから500μm以下が好ましい。上記平均粒径は、50μm以上200μm以下がより好ましい。
【0027】
上記磁性粒子は、その断面における円形度が0.5以上1.0以下である形態が挙げられる。円形度が上記範囲を満たすことで、後述する酸化防止層を均一的な厚さで形成し易い、圧縮成形時に酸化防止層の破損を抑制できる、といった効果が得られる。上記磁性粒子が真球に近い、即ち、円形度が1に近いほど、上記効果が得られる。
【0028】
≪酸化防止層:酸素低透過層、湿気低透過層≫
本発明磁性部材用粉末を圧縮成形すると、当該成形時の圧力により上記各磁性粒子に新生面が形成される。上記各磁性粒子内にはランタンの水素化合物が存在しており、上記新生面に露出したランタンの水素化合物が酸化されることで、新生面が酸化される恐れがある。この酸化を防止するための手段として、例えば、非酸化性雰囲気下で成形を行うことが挙げられる。
【0029】
上記酸化を防止するための別の手段として、上記各磁性粒子の外周に酸化防止層を設けることが挙げられる。酸化防止層を具える、好ましくは当該磁性粒子の全周を覆うように酸化防止層を具えることで、雰囲気中の酸素を十分に遮断できることから、大気雰囲気といった酸素を含む雰囲気下で圧縮成形を行っても、圧縮成形時に上記磁性粒子に形成された新生面が酸化されることを効果的に防止できる。従って、ランタンの酸化物が存在することによる磁性相の低下を抑制することができ、磁性相の密度が高い希土類冷凍材といった磁性部材を製造できる。また、上述のように大気雰囲気などで圧縮成形が行えることで、非酸化性雰囲気で圧縮成形を行う場合のような大掛かりな設備が不要であり、上記磁性部材を生産性よく製造できる。
【0030】
上記酸化防止層は、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満を満たすことが好ましい。酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)以上では、圧縮成形時の雰囲気を例えば、大気雰囲気などの酸素を含む雰囲気とした場合に、上記新生面が酸化されて酸化物が生成され、この酸化物の存在により、磁性部材の磁性相の低下を招く。酸素の透過係数(30℃)は小さいほど好ましく、0.01×10-11m3・m/(s・m2・Pa)以下がより好ましく、下限は設けない。
【0031】
或いは、上記酸化防止層は、透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満を満たすことが好ましい。大気雰囲気中に水分(代表的には水蒸気)が比較的多く存在する多湿状態(例えば、気温30℃程度/湿度80%など程度)では、水分と接触して上記磁性粒子の新生面が酸化する恐れがある。従って、酸化防止層として、透湿率が低いものとすれば、湿気による酸化を効果的に防止できる。透湿率も小さいほど好ましく、10×10-13kg/(m・s・MPa)以下がより好ましく、下限は設けない。
【0032】
上記酸化防止層は、酸素の透過係数や透湿率が上記範囲を満たす種々の材料、例えば、樹脂、セラミックス(酸素透過性でないもの)、金属、ガラス質材料などにより構成することができる。特に、樹脂の場合、(1)圧縮成形時、上記各磁性粒子の変形に十分に追従して、変形中に磁性粒子の新生面が露出されることを効果的に防止できる、(2)粉末成形体を熱処理する際などに焼失させられ、酸化防止層の残滓による磁性相の低下を抑制できる、といった効果を有する。
【0033】
上記酸化防止層は、単層でも多層でもよい。例えば、上記酸化防止層は、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満である材料から構成された酸素低透過層のみを具える単層形態、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満であり、かつ透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満である材料から構成された酸素・湿気低透過層を具える単層形態、上記酸素低透過層と、透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満である材料から構成された湿気低透過層とを積層して具える多層形態が挙げられる。
【0034】
上記酸素低透過層の構成材料は、樹脂では、ポリアミド系樹脂、ポリエステル、及びポリ塩化ビニルから選択される1種が挙げられる。ポリアミド系樹脂は、代表的にはナイロン6が挙げられる。ナイロン6は、酸素の透過係数(30℃)が0.0011×10-11m3・m/(s・m2・MPa)と非常に小さく好ましい。上記湿気低透過層の構成材料は、樹脂では、ポリエチレン、フッ素樹脂、及びポリプロピレンから選択される一種が挙げられる。ポリエチレンは、透湿率(30℃)が7×10-13kg/(m・s・MPa)〜60×10-13kg/(m・s・MPa)と非常に小さく好ましい。
【0035】
上記酸化防止層として上記酸素低透過層と湿気低透過層とを積層して具える形態とする場合、いずれの層が内側(上記磁性粒子側)、外側(最表面側)に配置されていてもよいが、酸素低透過層を内側、湿気低透過層を外側に配置させると、酸化をより効果的に防止できると期待される。また、酸素低透過層と湿気低透過層との両層が上述のように樹脂で構成される場合、両層の密着性に優れて好ましい。
【0036】
上記酸化防止層の厚さは適宜選択することができるが、薄過ぎると酸化防止効果を十分に得られず、厚過ぎると、粉末成形体の密度の低下を招き、例えば、相対密度が85%以上の粉末成形体を形成したり、焼失により除去したりすることが困難になる。酸化防止層が上述のように二層構造といった多層構造である場合、或いは上記酸素低透過層のみ、又は上記湿気低透過層のみを具える単層構造である場合、各層の厚さは10nm以上500nm以下が好ましく、合計厚さは20nm以上1000nm以下が好ましい。特に、各層の厚さは、磁性粒子の直径の2倍以下、更に100nm以上300nm以下であると、酸化や密度の低下を抑えられる上に、成形性に優れて好ましい。
【0037】
≪絶縁被覆≫
更に、上記本発明磁性部材用粉末は、その外周に絶縁材料からなる絶縁被覆を具える形態とすることができる。絶縁被覆を具える粉末を用いることで、電気抵抗が高い磁性部材を得られ、例えば、渦電流損を低減できる。この渦電流損の抑制により、磁場高速応答が可能になる。絶縁被覆は、例えば、Si,Al,Tiなどの酸化物の結晶性被膜や非晶質のガラス被膜、Me-Fe-O(Me=Ba,Sr,Ni,Mnなどの金属元素)といったフェライトやマグネタイト(Fe3O4)、Dy2O3といった金属酸化物、シリコーン樹脂といった樹脂、シルセスキオキサン化合物などといった有機-無機ハイブリッド材からなる被膜が挙げられる。また、熱伝導性を向上する目的で、Si-N、Si-C系のセラミックス被覆を施してもよい。上記結晶性被膜やガラス被膜、酸化物被膜、セラミックス被膜などは、酸化防止機能を有する場合があり、この場合、酸化防止層に加えてこれらの被膜を具えることで、酸化をより防止することができる。これら絶縁被覆やセラミックス被覆を具える形態では、上記磁性粒子の表面に接するように絶縁被覆を具え、その上にセラミックス被膜や上記酸化防止層を具えることが好ましい。上記酸化防止層が絶縁材料から構成されている場合、この酸化防止層が絶縁被覆として機能し、上記渦電流損の抑制といった効果を奏することができる。
【0038】
[磁性部材用粉末の製造方法]
上記磁性部材用粉末は、例えば、以下の準備工程と、水素化工程とを具える製造方法により製造することができる。
準備工程:ランタン-鉄-ケイ素合金からなる合金粉末を準備する工程。
水素化工程:上記合金粉末を、水素を含む雰囲気中、上記ランタン-鉄-ケイ素合金の不均化温度以上の温度で熱処理して、ランタンの水素化合物の相と鉄-ケイ素合金を少なくとも含む鉄含有物の相とを生成し、上記鉄含有物の相中に上記ランタンの水素化合物の相が離散して存在するベース粉末を形成する工程。
【0039】
上述した酸素低透過層といった酸化防止層を具える形態とする場合、例えば、以下の被覆工程を更に具えるとよい。
被覆工程:上記ベース粉末を構成する各磁性粒子の外周に、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満である樹脂から構成された酸素低透過層を形成する工程。
【0040】
≪準備工程≫
上記合金粉末は、例えば、ランタン-鉄-ケイ素合金からなる溶解鋳造インゴットや急冷凝固法で得られる箔状体をジョークラッシャー、ジェットミルやボールミルなどの粉砕装置により粉砕したり、ガスアトマイズ法といったアトマイズ法を利用して製造することができる。特に、ガスアトマイズ法を利用する場合、非酸化性雰囲気で粉末を形成することで、実質的に酸素が含有されない粉末(酸素濃度:500質量ppm以下)とすることができる。即ち、合金粉末を構成する粒子中の酸素濃度が500質量ppm以下であることは、非酸化性雰囲気のガスアトマイズ法により製造された粉末であることを示す指標の一つとなる。その他、公知の粉末の製造方法を利用したり、アトマイズ法により製造した粉末を更に粉砕することもできる。粉砕条件や製造条件を適宜変更することで、粉末の粒度分布や磁性粒子の形状を調整することができる。例えば、アトマイズ法を利用すると、円形度が0.5〜1.0である球形に近い粉末が得られ易い。換言すれば、円形度が上記範囲を満たすことは、アトマイズ法により製造された粉末であることを示す指標の一つとなる。上記合金粉末を構成する各粒子は多結晶体でも単結晶体でもよい。多結晶体からなる粒子に適宜熱処理を加えて単結晶体からなる粒子とすることができる。
【0041】
この準備工程で用意する合金粉末の大きさは、実質的に本発明磁性部材用粉末の大きさになる。そして、本発明粉末は上述の特定の形態であって成形性に優れることから、平均粒径が100μm程度の比較的粗大なものとすることができる。従って、上記合金粉末も平均粒径を100μm程度にすることができる。このような粗大な合金粉末は、例えば、溶解鋳造インゴットに粗粉砕のみを行ったり、溶湯噴霧法といったアトマイズ法によって製造できる。このような粗大な合金粉末を利用できることから、製造工程の短縮などにより、製造コストの低減を図ることができる。
【0042】
≪水素化工程≫
この工程は、用意した上記合金粉末を、水素を含む雰囲気中で熱処理して、当該合金中のランタンと鉄-ケイ素合金とを分離する、或いはランタンと鉄と鉄-ケイ素合金とを分離すると共に、ランタンと水素とを化合してベース粉末を作製する工程である。
【0043】
上記水素を含む雰囲気は、水素(H2)のみの単一雰囲気、或いは水素とArやN2といった不活性ガスとの混合雰囲気が挙げられる。上記水素化工程の熱処理時の温度は、上記ランタン-鉄-ケイ素合金の不均化反応が進行する温度、即ち不均化温度以上とする。不均化反応とは、ランタンの優先水素化により、ランタンの水素化合物と鉄-ケイ素合金とに分離する反応、或いはランタンと鉄と鉄-ケイ素合金とに分離する反応であり、この反応が生じる下限温度を不均化温度と呼ぶ。上記不均化温度は、上記ランタン-鉄-ケイ素合金の組成により異なる。例えば、ランタン-鉄-ケイ素合金がLa(Fe0.9Si0.1)13の場合、700℃以上が挙げられる。熱処理時の温度を不均化温度近傍とすると、上述した層状形態が得られ、温度を不均化温度+100℃以上に高めると、上述した粒状形態が得られる。上記水素化工程の熱処理時の温度を高めるほど、鉄の相や鉄-ケイ素合金の相を出現させ易く、粉末の成形性を高められるが、高過ぎると粉末の溶融固着などの不具合が発生するため、上記熱処理時の温度は1100℃以下が好ましい。特に、上記ランタン-鉄-ケイ素合金がLa(Fe0.9Si0.1)13の場合、上記水素化工程の熱処理時の温度を700℃以上800℃以下の比較的低めにすると、上記間隔が小さい微細な組織となり、このような粉末を利用することで、例えば、吸熱量が高い希土類冷凍材が得られ易い。保持時間は、0.5時間以上5時間以下が挙げられる。
【0044】
≪被覆工程≫
この工程は、得られた上記ベース粉末を構成する上記各磁性粒子の表面に、上述した酸素低透過層といった酸化防止層を形成する工程である。
【0045】
上記酸化防止層の形成には、乾式法及び湿式法のいずれもが利用できる。乾式法では、上記磁性粒子が雰囲気中の酸素に接触して表面が酸化することを防止するために、非酸化性雰囲気、例えば、ArやN2などの不活性雰囲気、減圧雰囲気などとすることが好ましい。湿式法では、上記磁性粒子の表面が雰囲気中の酸素に実質的に接触しないため、上述の不活性雰囲気などとする必要が無く、例えば、大気雰囲気で酸化防止層を形成できる。従って、湿式法は、酸化防止層の形成の作業性に優れる上に、上記磁性粒子の表面に酸化防止層を均一的な厚さに形成し易く好ましい。
【0046】
例えば、上記酸化防止層を樹脂やガラス質材料で湿式法により形成する場合、湿式乾燥塗膜法やゾルゲル法を利用することができる。より具体的には、適宜な溶媒に原料を溶解・混合などして作製した溶液と上記ベース粉末とを混合して、上記原料の硬化・上記溶媒の乾燥を行うことで酸化防止層を形成することができる。上記酸化防止層を樹脂で乾式法により形成する場合、例えば、粉体塗装を利用することができる。上記酸化防止層をセラミックスや金属で乾式法により形成する場合、スパッタなどのPVD法やCVD法といった蒸着法やメカニカルアロイング法を利用することができる。上記酸化防止層を金属で湿式法により形成する場合、各種のめっき法を利用することができる。
【0047】
[粉末成形体]
上記本発明磁性部材用粉末を圧縮成形することで、本発明粉末成形体が得られる。上述のように本発明粉末は、成形性に優れることから相対密度(粉末成形体の真密度に対する実際の密度)が高い粉末成形体を形成できる。例えば、本発明粉末成形体の一形態として、相対密度が85%以上のものが挙げられる。このような高密度の粉末成形体を利用することで、例えば、焼結することなく、磁性相の密度が高い希土類冷凍材といった磁性部材が得られる。相対密度が高いほど、磁性相が高められ、例えば、吸熱量が大きい希土類冷凍材を得ることができる。しかし、上記酸化防止層の構成成分を後述する磁性部材を形成するための熱処理工程や別途除去のための熱処理で焼失させる場合、相対密度が高過ぎると、上記酸化防止層の構成成分を十分に焼失させることが難しくなる。従って、上記酸化防止層を具える粉末を利用する場合、粉末成形体の相対密度は、90%〜95%程度が好ましいと考えられる。また、粉末成形体の相対密度を高める場合は、酸化防止層の厚さを薄めにしたり、後述するように別途熱処理(被覆除去)を行うと、酸化防止層を除去し易く好ましい。
【0048】
また、本発明磁性部材用粉末は、成形性に優れることから、圧縮成形時の圧力を比較的小さくすることができ、例えば、8ton/cm2以上15ton/cm2以下とすることができる。更に、本発明粉末は、成形性に優れることから、円柱状、円筒状、ポット形状といった複雑な形状の粉末成形体であっても、容易に形成できる。加えて、本発明粉末は、当該粉末を構成する上記各磁性粒子が十分に変形できることで、磁性粒子同士の接合性に優れ(磁性粒子表面の凹凸の噛み合いによって生じる強度(所謂ネッキング強度)の発現)、強度が高く、製造中に崩壊し難い粉末成形体が得られる。
【0049】
上述した酸化防止層を具える形態とする場合、圧縮成形時に当該粉末を構成する磁性粒子に形成された新生面の酸化を十分に防止できるため、当該成形は、大気雰囲気といった酸素含有雰囲気で行ってもよい。この場合、作業性に優れて好ましい。非酸化性雰囲気で成形することもできる。
【0050】
その他、圧縮成形時、成形用金型を適宜加熱することで、変形を促進することができ、高密度の粉末成形体が得られ易くなる。
【0051】
[磁性部材及びその製造方法]
上記粉末成形体を不活性雰囲気中、又は減圧雰囲気中で熱処理して、上記ランタンの水素化合物から水素を除去すると共に、鉄-ケイ素合金(或いは鉄と鉄-ケイ素合金)と、水素が除去された希土類元素とを化合することで、本発明磁性部材が得られる。本発明磁性部材は、実質的に、ランタン-鉄-ケイ素合金の相から構成される単一形態、実質的に、鉄相、鉄-ケイ素合金相、及びランタン-鉄合金相から選択される少なくとも一種の相と、ランタン-鉄-ケイ素合金の相との組み合わせで構成される混合形態、例えば、鉄相とランタン-鉄-ケイ素合金の相との形態、鉄-ケイ素合金相とランタン-鉄-ケイ素合金の相との形態、ランタン-鉄合金相とランタン-鉄-ケイ素合金の相との形態が挙げられる。上記単一形態は、例えば、上記本発明磁性部材用粉末の原料に用いたランタン-鉄-ケイ素合金と実質的に同じ組成からなるものが挙げられる。上記混合形態は、代表的には、原料に用いるランタン-鉄-ケイ素合金の組成により変化し、例えば、鉄の比率(原子比)が高いものを用いると、鉄相とランタン-鉄-ケイ素合金の相との形態を形成することができる。
【0052】
上記熱処理(脱水素)は、上記ランタンの水素化合物から水素を除去するため、非水素雰囲気で行う。非水素雰囲気は、上述のように不活性雰囲気や減圧雰囲気が挙げられる。不活性雰囲気は、例えば、ArやN2が挙げられる。減圧雰囲気は、標準の大気雰囲気よりも圧力を低下させた真空状態を言い、最終真空度が10Pa以下が好ましい。減圧雰囲気とすることで、上記ランタンの水素化合物の残存を抑制して、ランタン-鉄-ケイ素合金化を完全に起こさせて、磁気特性に優れる磁性部材(代表的には希土類冷凍材)を製造することができる。
【0053】
上記脱水素処理時の温度は、上記粉末成形体の再結合温度(分離していた鉄含有物と希土類元素とが化合する温度)以上とする。再結合温度は、粉末成形体(磁性粒子)の組成により異なるものの、代表的には、700℃以上が挙げられる。この温度が高いと水素を十分に除去できる。但し、上記脱水素処理時の温度は、高過ぎると蒸気圧の高いランタンが揮発して減少したり、ランタン-鉄-ケイ素合金の結晶の粗大化により磁気特性が低下する恐れがあるため、950℃以下が好ましい。保持時間は、10分以上600分(10時間)以下が挙げられる。
【0054】
上述した酸化防止層を具える形態であって、当該酸化防止層が樹脂といった高熱により焼失可能な材質から構成されている場合、上記脱水素処理は、当該酸化防止層の除去も兼ねることができる。上記酸化防止層を除去するための熱処理(被覆除去)を別途施してもよい。この熱処理(被覆除去)は、上記酸化防止層の構成材料にもよるが、加熱温度:200℃以上400℃以下、保持時間:30分以上300分以下が利用し易い。上記加熱温度や保持時間は、使用する樹脂の分解特性に応じて適宜変更することができる。この熱処理(被覆除去)は、特に、粉末成形体の密度が高い場合や後述するように高密度な焼結体を得る場合に行うと、上記酸化防止層が脱水素処理のための加熱温度に急激に昇温されて不完全燃焼を起こし、残滓が発生することを効果的に防止できて好ましい。
【0055】
上述した本発明粉末成形体を利用することで、上記熱処理(脱水素)前後で体積の変化度合い(熱処理後の収縮量)が少ない。具体的には、上記熱処理(脱水素)の前の粉末成形体と、上記熱処理(脱水素)の後の磁性部材との体積変化率が5%以下である。このように本発明磁性部材は、熱処理(脱水素)前後の体積変化が小さい、即ち、ネットシェイプであることで、最終形状にするための加工(例えば、切断、切削加工)が不要であり、磁性部材の生産性に優れる。なお、熱処理後に得られた磁性部材は、焼結体と異なり、粉末の粒界が確認できる。従って、粉末の粒界が存在することが粉末成形体に熱処理を施したものであって、焼結体ではないことを示す指標の一つとなり、切削加工などの加工痕が無いことが熱処理前後における体積変化率が小さいことを示す指標の一つになる。
【0056】
本発明磁性部材を焼結体とする場合、上述した成形工程と、脱水素工程と、焼結工程とを具える本発明製造方法を利用することができる。この脱水素工程は、上述した熱処理(脱水素)と同様である。但し、脱水素時の熱処理温度は上述した再結合温度以上900℃未満とする。
【0057】
上記焼結工程の焼結条件は、例えば、焼結温度は900℃以上、特に1100℃以上1250℃以下、保持時間は60分以上1200分以下が挙げられる。
【0058】
上述した酸化防止層を具える形態であって、当該酸化防止層が樹脂といった高熱により焼失可能な材質から構成されている場合に上記焼結を行うときには、上述した被覆除去のための熱処理工程を具えることが好ましい。即ち、本発明磁性部材の製造方法として、上記原料粉末とする上記本発明磁性部材用粉末が、当該粉末を構成する各磁性粒子の外周に酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満である樹脂から構成された酸素低透過層及び透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満である樹脂から構成された湿気低透過層の少なくとも一方を具え、上記焼結工程前に、上記熱処理材に200℃以上400℃以下の熱処理を施して、上記樹脂を除去する被覆除去工程を更に具える形態が挙げられる。
【0059】
上記被覆除去工程を具えることで、焼結により緻密化する前に上記樹脂を除去し易く、上記酸化防止層の残滓が磁性部材に存在することを効果的に防止できる。
【0060】
[希土類冷凍材]
上記本発明磁性部材は、希土類冷凍材に好適に利用することができる。特に、上述した相対密度が高い粉末成形体を利用したり、上述した焼結を行うことで、磁性相の密度が80体積%以上、更に90体積%以上といった希土類冷凍材が得られる。また、本発明磁性部材用粉末を利用することで、酸化物による磁性相の低下を抑制できるため、この点からも磁性相の密度が高い希土類冷凍材が得られる。
【0061】
以下、図面を参照して、本発明の具体的な実施形態を説明する。図中の同一符号は同一名称物を示す。なお、図1では、分かり易いようにランタンの水素化合物や酸化防止層などを誇張して示す。
【0062】
[実施形態1]
希土類元素と鉄とケイ素とを含む粉末を作製し、得られた粉末を圧縮成形して、粉末の成形性、酸化状態を調べた。
【0063】
上記粉末は、準備工程:合金粉末の準備→水素化工程:水素雰囲気中での熱処理→被覆工程:酸化防止層の形成という手順で作製した。
【0064】
まず、ランタン-鉄-ケイ素合金(La(Fe0.9Si0.1)13)からなり、平均粒径100μmの粉末(図1(I))をガスアトマイズ法(Ar雰囲気)により作製した。上記平均粒径は、レーザ回折式粒度分布装置により、積算重量が50%となる粒径(50%粒径)を測定した。また、ここでは、ガスアトマイズ法により、上記合金粉末を構成する各粒子が多結晶体からなるものを作製し、この粉末に熱処理(粉末焼鈍:1050℃×300分)を施して単結晶体(図1(II))からなる合金粉末を用意した。
【0065】
上記合金粉末を水素(H2)雰囲気中、850℃×2時間で熱処理した。この熱処理(水素化)後に得られたベース粉末にポリアミド系樹脂(ここではナイロン6、酸素の透過係数(30℃):0.0011×10-11m3・m/(s・m2・Pa)からなる酸素低透過層を形成した。具体的には、有機溶媒に溶かした上記ポリアミド系樹脂に上記ベース粉末を混合した後、上記溶媒を乾燥させると共に、当該樹脂を硬化して、上記酸素低透過層を形成した。なお、上記酸素低透過層の平均厚さが200nmとなるように上記樹脂量を調整した。この厚さは、上記ベース粉末を構成する各磁性粒子の表面に上記酸素低透過層が均一的に形成されたと想定した平均厚さ(上記樹脂の体積/上記各磁性粒子の表面積の総和)とする。磁性粒子の表面積は、例えば、BET法で測定することができる。
【0066】
上記酸素低透過層を具える磁性粒子の外周に、更に、ポリエチレン(透湿率(30℃):50×10-13kg/(m・s・MPa))からなる湿気低透過層を形成した。具体的には、溶媒:キシレンに溶かしたポリエチレンに、上記ポリアミド系樹脂による被覆を有する粉末を混合した後、この溶媒を乾燥させると共に、ポリエチレンを硬化した。ここでは、ポリエチレンからなる被覆の平均厚さが250nmとなるようにポリエチレンの量を調整した。この厚さは、用意した粉末を構成する各粒子の表面にポリエチレンからなる層が均一的に形成されたと想定した平均厚さ(ポリエチレンの体積/上記各粒子の表面積の総和)とする。上記各粒子の表面積は、例えば、BET法で測定することができる。
【0067】
上記工程により、磁性部材用粉末を構成する磁性粒子1の外周に、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満であるポリアミド系樹脂からなる酸素低透過層4aと、この酸素低透過層4aの外周に、透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満であるポリエチレンからなる湿気低透過層4bとが積層された多層構造の酸化防止層を具える磁性部材用粉末が得られる(図1(IV))。上記磁性粒子の実質的に全周が上記酸化防止層により覆われて、外気と遮断されている。
【0068】
得られた磁性部材用粉末をエポキシ樹脂で固めて、組織観察用のサンプルを作製した。上記サンプルの内部の粉末が酸化しないようにして、当該サンプルを任意の位置で切断又は研磨し、この切断面(又は研磨面)に存在する上記磁性部材用粉末を構成する各磁性粒子の組成をEDX装置により調べた。また、上記切断面(又は研磨面)を光学顕微鏡又は走査電子顕微鏡(100倍〜10,000倍)で観察し、上記各磁性粒子の形態を調べた。すると、図1(III),(IV)に示すように、上記各磁性粒子1は、鉄含有物2の相、具体的には鉄(Fe)及び鉄-ケイ素合金(Fe-Si合金)の相を母相とし、この母相中に複数の粒状のランタンの水素化合物(LaH2)3が分散して存在しており、隣り合うランタンの水素化合物3の粒子間に鉄含有物2の相が介在していることを確認した。また、図1(IV)に示すように磁性粒子1の表面の実質的に全面が酸素低透過層4a及び湿気低透過層4bに順に覆われて、外気と遮断されていることを確認した。更に、磁性粒子1からはランタンの酸化物の明瞭な回折ピークは検出されなかった。
【0069】
上記EDX装置により、得られた磁性部材用粉末の組成の面分析(マッピングデータ)を利用して、隣り合うランタンの水素化合物の粒子間の間隔を測定したところ、0.4μmであった。ここでは、上記切断面に面分析を行って、LaH2のピーク位置を抽出し、隣り合うLaH2のピーク位置間の間隔を測定し、全ての間隔の平均値を求めた。
【0070】
上記エポキシ樹脂を混錬して作製したサンプルを用いて、各磁性粒子のLaH2,鉄含有物(Fe,Fe-Si合金)の含有量(体積%)を求めたところ、LaH2:23体積%、鉄含有物:77体積%であった。上記含有量は、ここでは、原料に用いた合金粉末の組成、及びLaH2,Fe-Si合金の原子量を用いて、体積比を演算により求めた。その他、上記含有量は、例えば、上記ベース粉末を用いて作製した成形体の切断面(或いは研磨面)の面積におけるLaH2,Fe-Si合金の面積割合をそれぞれ求め、得られた面積割合を体積割合に換算したり、X線分析を行ってピーク強度比を利用したりすることで求められる。
【0071】
上記エポキシ樹脂を混錬して作製したサンプルを用いて、磁性粒子の円形度を求めたところ、0.82であった。ここでは、円形度は、以下のようにして求める。光学顕微鏡やSEMなどで粉末の断面の投影像を得て、各粒子についてそれぞれ、実際の断面積Sr及び実際の周囲長を求め、上記実際の断面積Srと、上記実際の周囲長と同じ周長を有する真円の面積Scとの比率:Sr/Scを当該粒子の円形度とする。n=50のサンプリングを行い、n=50の粒子の円形度の平均値を磁性粒子の円形度とする。
【0072】
上述のようにして作製した多層構造の酸化防止層を具える磁性部材用粉末を面圧11ton/cm2で油圧プレス装置により圧縮成形した(図1(V))。ここでは、成形は、大気雰囲気(気温:25℃、湿度:75%(多湿))で行った。その結果、面圧11ton/cm2で十分に圧縮することができ、外径10mmφ×高さ10mmの円柱状の粉末成形体(図1(VI))を形成できた。
【0073】
得られた粉末成形体の相対密度(真密度に対する実際の密度)を求めたところ、94%であった。実際の密度は、市販の密度測定装置を利用して測定した。真密度は、LaH2の密度:4.7g/cm3,Feの密度:7.874g/cm3,Fe-Si合金の密度:7.7g/cm3とし、上述したLaH2や鉄含有物の体積比を利用して演算により求めた。得られた粉末成形体をX線分析したところ、ランタンの酸化物の明瞭な回折ピークは検出されなかった。
【0074】
上述のようにランタンの水素化合物が40体積%未満で、残部が実質的にFeやFe-Si合金といった鉄含有物であり、鉄含有物の相中に上記ランタンの水素化合物が離散して存在する粉末を利用することで、円柱状といった複雑な形状の粉末成形体や、相対密度が85%以上といった高密度な粉末成形体が得られることが分かる。また、酸化防止層を具える粉末を利用することで、ランタンといった希土類元素の酸化物の生成を抑制し、当該酸化物が実質的に存在しない粉末成形体が得られることが分かる。
【0075】
得られた粉末成形体を窒素雰囲気で300℃×120分保持した後に、H2雰囲気中で750℃まで昇温し、その後、真空(VAC)に切り替えて、真空(VAC)中(最終真空度:1.0Pa)、750℃×60minで熱処理した。昇温を水素雰囲気とすることで、十分に高い温度になってから脱水素反応を開始することができ、反応斑を抑制することができる。この熱処理後に得られた円柱状部材(磁性部材(図1(VII)))の組成をEDX装置により調べたところ、La(Fe0.9Si0.1)13が主相(86体積%以上)であり、上記熱処理により水素が除去されたことが分かる。
【0076】
また、円柱状部材をX線分析したところ、ランタンの酸化物や酸化防止層の残滓の明瞭な回折ピークは検出されなかった。このように酸化防止層を具える磁性部材用粉末を用いることで、磁性相の低下を招く希土類元素の酸化物の生成を抑制できることが分かる。特に、酸素低透過層に加えて、湿気低透過層を具えることで、水分が比較的多く存在する多湿状態で圧縮成形した場合であっても、ランタンの酸化物の発生を効果的に抑制できることが分かる。更に、実施形態1では、酸素低透過層及び湿気低透過層のいずれも樹脂で形成されていることから、圧縮成形時、これらの樹脂層が上記粉末を構成する磁性粒子の変形に十分に追従でき、成形性に優れると共に、両層の密着性に優れる。
【0077】
また、上記熱処理前の粉末成形体の体積と、熱処理後に得られた円柱状部材(磁性部材)の体積とを比較すると、当該熱処理前後の体積変化率が5%以下であった。従って、このような磁性部材を希土類冷凍材に利用する場合、所望の外形にするための切削加工などの加工が別途不要であり、希土類冷凍材といった磁性部材の生産性の向上に寄与することができると期待される。
【0078】
[変形例1]
上記実施形態1では、磁性部材の表面に、酸素低透過層及び湿気低透過層を具える形態を説明したが、いずれも具えていない形態とすることができる。この場合、例えば、圧縮成形時の雰囲気を非酸化性雰囲気とすることで、圧縮成形時、磁性部材用粉末を構成する各磁性粒子に形成された新生面が酸化されることを効果的に防止できる。
【0079】
[変形例2]
上記実施形態1では、磁性部材の表面に、酸素低透過層及び湿気低透過層を具える形態を説明したが、酸素低透過層のみを具える形態とすることができる。この場合、圧縮成形時の雰囲気がある程度乾燥状態であれば、圧縮成形時、磁性部材用粉末を構成する各磁性粒子に形成された新生面が雰囲気中の水分に接触して酸化されることを効果的に防止できる。
【0080】
[変形例3]
上記実施形態1では、粉末成形体に脱水素熱処理を施すことで磁性部材を製造する形態を説明したが、脱水素処理を施した素材を更に焼結して、焼結体からなる磁性部材とすることができる。焼結することで、磁性部材の磁性相の割合を更に高められる。特に、焼結前に、酸化防止層を構成する樹脂を除去するための熱処理工程(被覆除去工程)を具えると、焼結体をより緻密化することができる。このとき、脱水素処理の熱処理温度は、900℃未満とし、焼結温度は900℃以上が好ましい。
【0081】
なお、上述した実施形態は、本発明の要旨を逸脱することなく、適宜変更することが可能であり、上述した構成に限定されるものではない。例えば、磁性粒子の組成(ランタンの水素化合物や鉄含有物の割合、各元素の原子比など)・円形度、磁性部材用粉末の平均粒径、酸素低透過層及び湿気低透過層の材質・厚さ・酸素の透過係数・透湿率、粉末成形体の相対密度、各種の熱処理条件(加熱温度、保持時間)、原料に用いるランタン-鉄-ケイ素合金の組成などを適宜変更することができる。
【産業上の利用可能性】
【0082】
本発明磁性部材は、例えば、希土類冷凍材に好適に利用することができる。本発明磁性部材用粉末、この粉末から得られた本発明粉末成形体は、上記本発明磁性部材の原料に好適に利用することができる。本発明磁性部材の製造方法は、上記本発明磁性部材の製造に好適に利用することができる。
【符号の説明】
【0083】
1 磁性粒子 2 鉄含有物 3 ランタンの水素化合物 4a 酸素低透過層
4b 湿気低透過層
【特許請求の範囲】
【請求項1】
磁性部材の原料に用いられる磁性部材用粉末であって、
前記磁性部材用粉末を構成する各磁性粒子は、
40体積%未満のランタンの水素化合物と、残部が鉄-ケイ素合金を少なくとも含む鉄含有物とからなり、
前記ランタンの水素化合物の相と前記鉄含有物の相とが隣接して存在しており、
前記鉄含有物の相を介して隣り合う前記ランタンの水素化合物の相間の間隔が3μm以下であることを特徴とする磁性部材用粉末。
【請求項2】
前記磁性粒子の外周に、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満である樹脂から構成された酸素低透過層を具えることを特徴とする請求項1に記載の磁性部材用粉末。
【請求項3】
前記磁性粒子は、円形度が0.5以上1.0以下であることを特徴とする請求項1又は2に記載の磁性部材用粉末。
【請求項4】
前記磁性粒子の外周に、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満であるポリアミド系樹脂、ポリエステル、及びポリ塩化ビニルから選択される1種から構成された酸素低透過層を具えることを特徴とする請求項1〜3のいずれか1項に記載の磁性部材用粉末。
【請求項5】
前記酸素低透過層の厚さが10nm以上500nm以下であることを特徴とする請求項2又は4に記載の磁性部材用粉末。
【請求項6】
前記磁性粒子の外周に、透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満である樹脂から構成された湿気低透過層を具えることを特徴とする請求項1〜5のいずれか1項に記載の磁性部材用粉末。
【請求項7】
前記磁性粒子の外周に、透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満であるポリエチレン、フッ素樹脂及びポリプロピレンから選択される1種から構成された湿気低透過層を具えることを特徴とする請求項1〜6のいずれか1項に記載の磁性部材用粉末。
【請求項8】
前記磁性粒子の外周に、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満である樹脂から構成された酸素低透過層と、透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満である樹脂から構成された湿気低透過層とを積層して具えることを特徴とする請求項1〜7のいずれか1項に記載の磁性部材用粉末。
【請求項9】
磁性部材の原料に用いられる粉末成形体であって、
請求項1〜8のいずれか1項に記載の磁性部材用粉末を圧縮成形して製造されたことを特徴とする粉末成形体。
【請求項10】
前記粉末成形体の相対密度が85%以上であることを特徴とする請求項9に記載の粉末成形体。
【請求項11】
請求項9又は10に記載の粉末成形体を不活性雰囲気中、又は減圧雰囲気中で熱処理して製造されたことを特徴とする磁性部材。
【請求項12】
前記熱処理の前の粉末成形体と、前記熱処理の後の磁性部材との体積変化率が5%以下であることを特徴とする請求項11に記載の磁性部材。
【請求項13】
原料粉末を圧縮成形して粉末成形体を形成し、この粉末成形体を焼結して焼結体からなる磁性部材を製造する磁性部材の製造方法であって、
原料粉末を圧縮成形して、相対密度が85%未満の粉末成形体を形成する成形工程と、
前記粉末成形体を不活性雰囲気中、又は減圧雰囲気中で900℃未満で熱処理を施して熱処理材を形成する脱水素工程と、
前記熱処理材に、更に900℃以上の熱処理を施して焼結体を形成する焼結工程とを具え、
前記原料粉末は、請求項1〜8のいずれか1項に記載の磁性部材用粉末であることを特徴とする磁性部材の製造方法。
【請求項14】
前記原料粉末を構成する各磁性粒子の外周に、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満である樹脂から構成された酸素低透過層及び透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満である樹脂から構成された湿気低透過層の少なくとも一方を具え、
前記焼結工程前に、前記熱処理材に200℃以上400℃以下の熱処理を施して、前記樹脂を除去する被覆除去工程を更に具えることを特徴とする請求項13に記載の磁性部材の製造方法。
【請求項1】
磁性部材の原料に用いられる磁性部材用粉末であって、
前記磁性部材用粉末を構成する各磁性粒子は、
40体積%未満のランタンの水素化合物と、残部が鉄-ケイ素合金を少なくとも含む鉄含有物とからなり、
前記ランタンの水素化合物の相と前記鉄含有物の相とが隣接して存在しており、
前記鉄含有物の相を介して隣り合う前記ランタンの水素化合物の相間の間隔が3μm以下であることを特徴とする磁性部材用粉末。
【請求項2】
前記磁性粒子の外周に、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満である樹脂から構成された酸素低透過層を具えることを特徴とする請求項1に記載の磁性部材用粉末。
【請求項3】
前記磁性粒子は、円形度が0.5以上1.0以下であることを特徴とする請求項1又は2に記載の磁性部材用粉末。
【請求項4】
前記磁性粒子の外周に、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満であるポリアミド系樹脂、ポリエステル、及びポリ塩化ビニルから選択される1種から構成された酸素低透過層を具えることを特徴とする請求項1〜3のいずれか1項に記載の磁性部材用粉末。
【請求項5】
前記酸素低透過層の厚さが10nm以上500nm以下であることを特徴とする請求項2又は4に記載の磁性部材用粉末。
【請求項6】
前記磁性粒子の外周に、透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満である樹脂から構成された湿気低透過層を具えることを特徴とする請求項1〜5のいずれか1項に記載の磁性部材用粉末。
【請求項7】
前記磁性粒子の外周に、透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満であるポリエチレン、フッ素樹脂及びポリプロピレンから選択される1種から構成された湿気低透過層を具えることを特徴とする請求項1〜6のいずれか1項に記載の磁性部材用粉末。
【請求項8】
前記磁性粒子の外周に、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満である樹脂から構成された酸素低透過層と、透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満である樹脂から構成された湿気低透過層とを積層して具えることを特徴とする請求項1〜7のいずれか1項に記載の磁性部材用粉末。
【請求項9】
磁性部材の原料に用いられる粉末成形体であって、
請求項1〜8のいずれか1項に記載の磁性部材用粉末を圧縮成形して製造されたことを特徴とする粉末成形体。
【請求項10】
前記粉末成形体の相対密度が85%以上であることを特徴とする請求項9に記載の粉末成形体。
【請求項11】
請求項9又は10に記載の粉末成形体を不活性雰囲気中、又は減圧雰囲気中で熱処理して製造されたことを特徴とする磁性部材。
【請求項12】
前記熱処理の前の粉末成形体と、前記熱処理の後の磁性部材との体積変化率が5%以下であることを特徴とする請求項11に記載の磁性部材。
【請求項13】
原料粉末を圧縮成形して粉末成形体を形成し、この粉末成形体を焼結して焼結体からなる磁性部材を製造する磁性部材の製造方法であって、
原料粉末を圧縮成形して、相対密度が85%未満の粉末成形体を形成する成形工程と、
前記粉末成形体を不活性雰囲気中、又は減圧雰囲気中で900℃未満で熱処理を施して熱処理材を形成する脱水素工程と、
前記熱処理材に、更に900℃以上の熱処理を施して焼結体を形成する焼結工程とを具え、
前記原料粉末は、請求項1〜8のいずれか1項に記載の磁性部材用粉末であることを特徴とする磁性部材の製造方法。
【請求項14】
前記原料粉末を構成する各磁性粒子の外周に、酸素の透過係数(30℃)が1.0×10-11m3・m/(s・m2・Pa)未満である樹脂から構成された酸素低透過層及び透湿率(30℃)が1000×10-13kg/(m・s・MPa)未満である樹脂から構成された湿気低透過層の少なくとも一方を具え、
前記焼結工程前に、前記熱処理材に200℃以上400℃以下の熱処理を施して、前記樹脂を除去する被覆除去工程を更に具えることを特徴とする請求項13に記載の磁性部材の製造方法。
【図1】


【公開番号】特開2012−23223(P2012−23223A)
【公開日】平成24年2月2日(2012.2.2)
【国際特許分類】
【出願番号】特願2010−160322(P2010−160322)
【出願日】平成22年7月15日(2010.7.15)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成24年2月2日(2012.2.2)
【国際特許分類】
【出願日】平成22年7月15日(2010.7.15)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]