
磁気カード
【課題】熱転写層との密着性が良く、且つ、可塑剤の影響を受け難い磁気カードを提供する。
【解決手段】本実施形態の磁気カードは、絵柄層(6)を有する面側に保護層(5)が設けられており、その保護層(5)は、ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂とを含むブレンド樹脂で構成しており、ポリエステル樹脂のガラス転移点(Tg)は、70℃より大きく、ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂との質量比は、ポリエステル樹脂:塩化ビニル−酢酸ビニル共重合体樹脂=70:30〜90:10の範囲であることを特徴とする。
【解決手段】本実施形態の磁気カードは、絵柄層(6)を有する面側に保護層(5)が設けられており、その保護層(5)は、ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂とを含むブレンド樹脂で構成しており、ポリエステル樹脂のガラス転移点(Tg)は、70℃より大きく、ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂との質量比は、ポリエステル樹脂:塩化ビニル−酢酸ビニル共重合体樹脂=70:30〜90:10の範囲であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、絵柄層と磁気記録層を有して構成する磁気カードに関する。
【背景技術】
【0002】
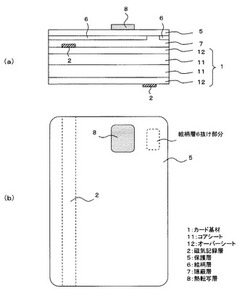
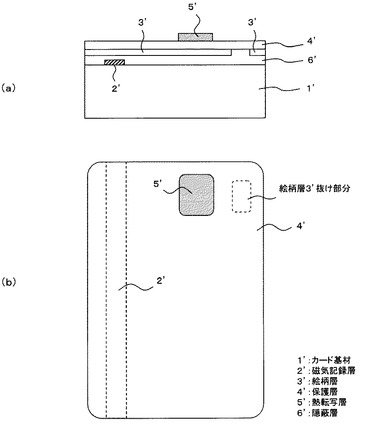
従来、図6に示すように、塩化ビニル−酢酸ビニル共重合体樹脂を主成分とする保護層4'を有して構成する磁気カードがある。図6(a)は、磁気カードの断面構成例を示し、図6(b)は、磁気カードの表面構成例を示す。図6(b)に示す磁気記録層2'は、図6(a)に示すように、磁気カードの表面から熱転写層5'、保護層4'、絵柄層3'、隠蔽層6’、の下の内部に隠蔽している。また、絵柄層3'は、図6(b)に示す絵柄層3'抜け部分を除き、カード全面に設けられている。
【0003】
図6に示す従来の保護層4'は、塩化ビニル−酢酸ビニル共重合体樹脂を主成分として構成していたため、ホログラム箔等の熱転写層5'を保護層4'上に密着することができた。
【0004】
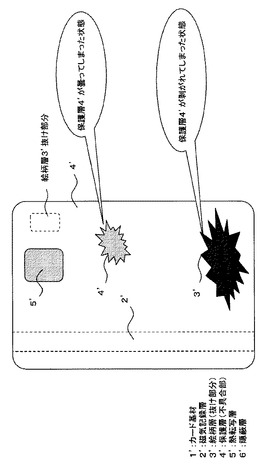
しかし、図6に示す従来の磁気カードを、可塑剤を含む塩化ビニル製のカードケースに挿入し、高温、多湿の環境下で放置しておくと、カードケースの可塑剤が保護層4'に拡散し、保護層4'が軟化し、保護層4'に不具合部が発生してしまうことになる。
【0005】
可塑剤は、一般的に、柔軟性を付与したり、加工をし易くしたりするために添加するものであり、主に、塩化ビニルを中心としたプラスチック樹脂を柔らかくするために用いられ、殆どが、酸とアルコールとを合成して構成している。
【0006】
このため、カードケースの可塑剤が保護層4'に拡散すると、保護層4'を構成する塩化ビニル−酢酸ビニル共重合体樹脂が軟化し、保護層4'に不具合部が発生してしまうことになる。不具合部とは、カードケースから磁気カードを取り出す際に、図7に示すように、磁気カードの保護層4'が剥がれてしまったり、図7に示すように、保護層4'が曇ってしまったりする等の問題を発生する部分である。なお、図6に示す磁気カードのように、保護層4'の下側に絵柄層3'が設けられている場合は、保護層4'と共に絵柄層3'が剥がれたり、絵柄層3'が歪んだりしてしまう場合もある。
【0007】
このようなことから、熱転写層5'との密着性が良く、且つ、可塑剤の影響を受け難い保護層4'の開発が必要視されることになる。
【0008】
なお、本発明より先に出願された技術文献として、所望の品質あるいは特性を備えた画像や文字、記号等の情報を有する偽造防止性に優れたカードであって高耐久性のカードについて開示された文献がある(例えば、特許文献1:特開平9−11674号公報参照)。
【0009】
上記特許文献1は、アクリル樹脂、ワックス、塩化ビニル−酢酸ビニル共重合体樹脂およびポリエステル樹脂を主成分とした保護層を、カード基材の少なくとも一方の面に形成された画像、文字、記号等の情報の少なくとも一部を覆うように設けてカードを構成し、偽造防止性に優れ、かつ、高耐久性のカードを可能にしている。
【0010】
また、印刷画像の耐光性、耐可塑剤性、耐脂性等の保存に優れたICカードについて開示された文献がある(例えば、特許文献2:特開2004−30434号公報参照)。
【0011】
上記特許文献2は、印刷画像を保護層によって保護し、印刷画像の耐光性、耐可塑剤性、耐脂性等の保存に優れたICカードを可能にしている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開平9−11674号公報
【特許文献2】特開2004−30434号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
上記特許文献1の段落番号0017〜0023等には、アクリル樹脂、ワックス、塩化ビニル−酢酸ビニル共重合体樹脂およびポリエステル樹脂を主成分とした保護層について開示されており、また、段落番号0085等には、保護層の組成についても開示されている。
【0014】
しかし、上記特許文献1には、保護層を構成する上記樹脂のガラス転移点(Tg)については何ら記載も示唆もされていない。保護層を構成する樹脂のガラス転移点(Tg)によっては、熱転写層との密着性が悪くなったり、また、可塑剤の影響を受け易くなったりしてしまう場合が考えられるが、上記特許文献1では、その点については何ら考慮されていない。
【0015】
また、上記特許文献2には、ポリエステル樹脂を主成分とした保護層について開示されており、その保護層に各種熱可塑性樹脂を添加する点についても開示されている。しかし、上記特許文献2には、上記特許文献1と同様に、保護層を構成する樹脂のガラス転移点(Tg)については何ら記載も示唆もされていない。また、上記特許文献2に開示されている保護層は、10μm〜100μmであることを前提としている。このため、磁気記録層の上に上記特許文献2の保護層を設けた場合には、保護層の層厚が厚くなり、保護層の上からでは磁気記録層の情報を読み取り難くなってしまう。その結果、上記特許文献2の保護層は、磁気カードの磁気特性に支障をきたすことになる。
【0016】
本発明は、上記事情に鑑みてなされたものであり、保護層を構成する樹脂のガラス転移点(Tg)を規定し、熱転写層との密着性が良く、且つ、可塑剤の影響を受け難い磁気カードを提供することを目的とする。
【課題を解決するための手段】
【0017】
かかる目的を達成するために、本発明は、以下の特徴を有することとする。
【0018】
本発明にかかる磁気カードは、
絵柄層と少なくとも1ヶ所に磁気記録層を有して構成する磁気カードであって、
前記絵柄層を有する面側最外層に保護層が設けられており、
前記保護層は、
ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂とを含むブレンド樹脂で構成し、
前記ポリエステル樹脂のガラス転移点(Tg)は、70℃より大きく、
前記ポリエステル樹脂と前記塩化ビニル−酢酸ビニル共重合体樹脂との質量比は、前記ポリエステル樹脂:前記塩化ビニル−酢酸ビニル共重合体樹脂=70:30〜90:10の範囲であることを特徴とする。
【発明の効果】
【0019】
本発明によれば、熱転写層との密着性が良く、且つ、可塑剤の影響を受け難くすることができる。
【図面の簡単な説明】
【0020】
【図1】本施形態の磁気カードの構成例を示す図である。
【図2】本実施形態の磁気カードの製造方法を説明するための第1の図であり、カード基材100の形成工程例を示す図である。
【図3】本実施形態の磁気カードの製造方法を説明するための第2の図であり、転写シート200の形成工程例を示す図である。
【図4】本実施形態の磁気カードの製造方法を説明するための第3の図であり、磁気カードの形成工程例を示す図である。
【図5】本実施例の磁気カードに形成した保護層5の試験結果を示す図である。
【図6】従来の磁気カードの構成例を示す図である。
【図7】従来の磁気カードの問題点を説明するための図である。
【発明を実施するための形態】
【0021】
<本実施形態の磁気カードの概要>
まず、図1を参照しながら、本実施形態の磁気カードの概要について説明する。
【0022】
本実施形態の磁気カードは、絵柄層6と少なくとも1ヶ所に磁気記録層2を有して構成する磁気カードである。
【0023】
本実施形態の磁気カードは、絵柄層6を有する面側最外層に保護層5が設けられており、その保護層5は、ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂とを含むブレンド樹脂で構成しており、ポリエステル樹脂のガラス転移点(Tg)は、70℃より大きく、ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂との質量比は、ポリエステル樹脂:塩化ビニル−酢酸ビニル共重合体樹脂=70:30〜90:10の範囲であることを特徴とする。
【0024】
本実施形態の磁気カードは、保護層5を構成するポリエステル樹脂のガラス転移点(Tg)と、保護層5を構成するポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂との質量比を規定している。これにより、本実施形態の磁気カードは、熱転写層8との密着性が良く、且つ、可塑剤の影響を受け難くすることができる。以下、添付図面を参照しながら、本実施形態の磁気カードについて詳細に説明する。
【0025】
<本実施形態の磁気カードの構成例>
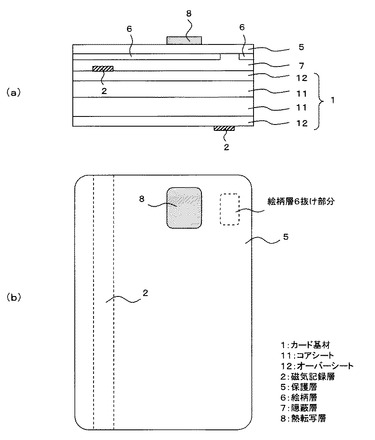
まず、図1を参照しながら、本実施形態の磁気カードの構成例について説明する。図1(a)は、磁気カードの断面構成例を示し、図1(b)は、磁気カードの表面構成例を示す。図1(b)に示す磁気記録層2は、カード基材1の表側(図1(a)の上方向)に設けられた磁気記録層2を示し、図1(a)に示すように、保護層5、絵柄層6、隠蔽層7の次の層構成に配置されており、磁気カードの内部に隠蔽している。更に、別の箇所として磁気カードの裏面(図1(a)の下方向)にも別の磁気記録層2が形成されている。また、絵柄層6は、図1(b)に示す絵柄層6抜け部分を除き、カード全面に設けられている。
【0026】
本実施形態の磁気カードは、カード基材1と、磁気記録層2と、隠蔽層7と、絵柄層6と、保護層5と、熱転写層8と、を有して構成する。
【0027】
<カード基材1>
カード基材1は、2つのコアシート11を貼り合わせると共に、その貼り合わせたコアシート11の両面にオーバーシート12を貼り合わせて構成する。本実施形態のカード基材1は、コアシート11を白色シートで構成し、オーバーシート12を透明シートで構成する。なお、カード基材1を構成するコアシート11やオーバーシート12の材料は、特に限定するものではなく公知の材料が適用可能である。例えば、コアシート11、オーバーシート12共に、PVCシート、PET−Gシートなどを用いることができる。また、カード基材1の層構成も特に限定するものではなく、あらゆる層構成で構成することが可能である。例えば、2つのコアシート11を貼り合わせた後に、その貼り合わせたコアシート11の裏面側に印刷を施し、コアシート11に印刷層を設けることも可能である。また、カード基材1の中にICチップやアンテナコイルなどの公知のICモジュールを設けることも可能である。
【0028】
<磁気記録層2>
磁気記録層2は、カード基材1の表側と裏側との少なくとも一方に設けられる。図2では、カード基材1の表側と裏側との両方に磁気記録層2を設けている。なお、磁気記録層2をカード基材1に設ける方法は特に限定するものではなく、公知の方法が適用可能である。また、磁気記録層2を構成する磁性体も公知の磁性体が適用可能であり、例えば、γ−Fe2O3(γ酸化鉄、マグへマイト)、バリウムフェライト等が適用可能であり、また、公知の磁気テープを設けることも可能である。
【0029】
<隠蔽層7>
隠蔽層7は、磁気記録層2を含むカード基材1上に設けられる。隠蔽層7は、磁気記録層2を外部から目視不能に隠蔽する。隠蔽層7の厚みとしては、1〜2μmで構成することが好ましい。なお、隠蔽層7は、隠蔽効果の高いインキを用いて形成することが好ましい。例えば、アルミニウム粉、金粉、銀粉等を含む隠蔽性のあるインキを用いてシルクスクリーン印刷、オフセット印刷などの汎用の印刷法により形成できる。
【0030】
<絵柄層6>
絵柄層6は、隠蔽層7上に設けられる。絵柄層6は、例えば、アクリル系樹脂等のインキを用いて形成する。絵柄層6の層厚としては、1〜5μmで構成することが好ましい。なお、絵柄層6を設ける位置は特に限定せず、任意の位置に設けることが可能であり、全面に設けることも可能である。絵柄層6は、シルクスクリーン印刷、オフセット印刷、グラビア印刷、フレキソ印刷などの汎用の印刷法により形成できる。
【0031】
<保護層5>
保護層5は、隠蔽層7上と絵柄層6上の全面に設けられる。本実施形態の保護層5は、ポリエステル樹脂と塩化ビニル−酢ビニル共重合体樹脂とを含むブレンド樹脂で構成する。ポリエステル樹脂は、耐光性、耐可塑剤性、耐摩耗性等の耐久性を付与することができる。また、塩化ビニル−酢酸ビニル共重合体樹脂は、保護層5に可撓性を付与することができる。なお、塩化ビニル−酢酸ビニル共重合体樹脂は、酢酸ビニルの配合量が多すぎるとブロッキング現象が生じやすく、反対に、酢酸ビニルの配合量が少なすぎるとコーティングするときに使用する溶剤に対する溶解性が低くなり、コーティングしにくくなる。このため、塩化ビニル−酢酸ビニル共重合体樹脂は、酢酸ビニルモノマーを5〜40重量%配合して構成することが好ましい。
【0032】
なお、上述したブレンド樹脂で構成する保護層5の層厚を厚くすると、耐可塑剤性の効果を高くすることができる。しかし、保護層5の層厚を厚くしてしまうと、磁気記録層2の情報を読み取り難くなり、磁気カードの磁気特性を低下させてしまうことになる。このため、本実施形態の磁気カードは、保護層5を構成するポリエステル樹脂と塩化ビニル−酢ビニル共重合体樹脂との質量比と、保護層5を構成するポリエステル樹脂のガラス転移点(Tg)と、を規定した上で、その保護層5の層厚を1〜3μmで構成することにしている。保護層5は、シルクスクリーン印刷、オフセット印刷、グラビア印刷などの汎用の印刷法やバーコート、ロールコートなどの汎用のコーティング方法により形成できる。
【0033】
具体的には、保護層5を構成するポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂との質量比を、ポリエステル樹脂:前記塩化ビニル−酢酸ビニル共重合体樹脂=70:30〜90:10の範囲とし、ポリエステル樹脂のガラス転移点(Tg)を、70℃より大きくするように規定する。これにより、熱転写層8との密着性が良く、且つ、可塑剤の影響を受け難くすることができると共に、磁気カードの磁気特性も良好にすることができる。なお、ポリエステル樹脂のガラス転移点(Tg)を、79℃より大きくするように規定すると、可塑剤の影響をより受け難くすることができる。
【0034】
<熱転写層8>
熱転写層8は、保護層5上に設けられる。熱転写層8は、公知の熱転写方式(感熱昇華転写方式、感熱溶融転写方式等)を用いて形成する層であれば、あらゆる材料が適用可能であり、例えば、ホログラム等の熱転写箔が適用可能である。
【0035】
<本実施形態の磁気カードの製造方法>
次に、本実施形態の磁気カードの製造方法について説明する。
【0036】
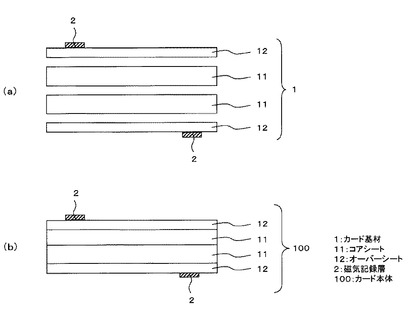
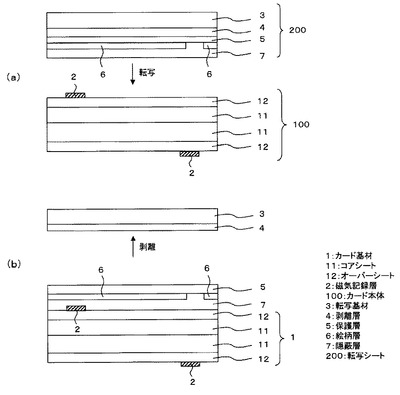
本実施形態の磁気カードは、図2に示すように、カード基材1の表側と裏側とに磁気記録層2を設けたカード本体100を作成する。また、図3に示すように、転写基材3に剥離層4、保護層5、絵柄層6、隠蔽層7が積層された転写シート200を作成する。そして、図4に示すように、カード本体100に転写シート200を貼り付け、転写基材3と剥離層4とを除去すると、磁気記録層2を有するカード基材1上に隠蔽層7、絵柄層6、保護層5を形成できる。そして、磁気カードの保護層5上に熱転写層8を形成し、図1に示す熱転写層8を設けた磁気カードを作成する。以下、具体的な磁気カードの製造方法例について説明する。
【0037】
まず、図2(a)に示すように、カード基材1を構成する2枚のオーバーシート12に磁気記録層2をそれぞれ設け、磁気記録層2を設けた2枚のオーバーシート12で、2枚のコアシート11を挟み込み、オーバーシート12、コアシート11を所定の条件下で加熱、加圧し、図2(b)に示すように、表側と裏側とに磁気記録層2を設けたカード本体100を作成する。
【0038】
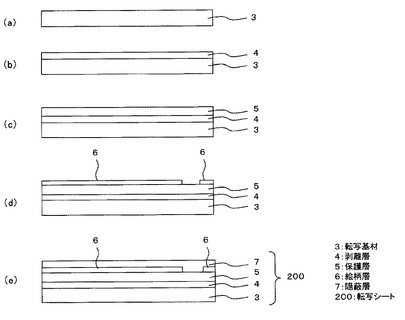
次に、図3(a)〜(e)に示すように、転写基材3上に剥離層4、保護層5、絵柄層6、隠蔽層7を順次形成し、転写シート200を作成する。
【0039】
次に、図4(a)に示すように、カード本体100の表面側と、転写シート200の隠蔽層7と、が接するようにカード本体100に転写シート200を貼り付け、カード本体100に転写シート200を接着した後に、図4(b)に示すように、転写基材3と剥離層4とを除去する。これにより、磁気記録層2を有するカード基材1上に隠蔽層7、絵柄層6、保護層5を形成できる。次に、磁気カードの保護層5上に熱転写層8を形成し、図1に示す熱転写層8を設けた磁気カードを作成する。これにより、図1に示す磁気カードを製造することができる。
【0040】
<実施例>
次に、本実施形態の磁気カードの具体的な構成例について説明する。但し、以下に説明する実施例は一例であり、以下の実施例に限定するものではない。
【0041】
<カード本体100>
カード基材1を構成するコアシート11は、厚み350μmのPVCフィルム(太平化学社製8527)を適用し、2枚のコアシート11を熱融着で貼り合わせて総厚700μmとした。
【0042】
また、カード基材1を構成するオーバーシート12は、厚み50μmのPVCフィルム(三菱樹脂社製VSS−3701)を適用し、1枚目のオーバーシート12の表面側と2枚目のオーバーシート12の裏面側とに磁気記録層2を貼った。
【0043】
1枚目のオーバーシート12の表面側に貼り付けた磁気記録層2は、JIS X6302−2付属書仕様の磁気テープ(トッパンTDKレーベル製:NTT-GE07-6R065、6.5mm幅)を適用した。
また、2枚目のオーバーシート12の裏面側に貼り付けた磁気記録層2は、JIS X6302−6仕様の磁気テープ(ダイニック製:TSP407NR、7.3mm幅)を適用した。
【0044】
カード本体100を製造する際は、まず、2枚のオーバーシート12に磁気記録層2を貼り付け、磁気記録層2を貼り付けた2枚のオーバーシート12で、2層のコアシート11を挟み込み、オーバーシート12、コアシート11を所定の条件下で加熱、加圧し、JIS規格の厚みのカード本体100を作成した。
【0045】
JIS規格の厚みは、例えば、一般カードの場合は、700〜800μmであり、接触ICカードの場合は、760〜840μmである。なお、本実施例では、カード本体100内にICチップ、アンテナなどの電子部品を実装せず、総厚800μmのカード本体100を作成した。
【0046】
<転写シート200>
転写基材3は、PETフィルム(三菱樹脂社製T−100、厚み188μm)を適用した。
【0047】
剥離層4は、剥離剤としてシリコーン樹脂(信越化学社製エポキシ変性シリコーンオイル)を有機混合溶媒(MEK:トルエン=1:1)で溶解し、その溶解した溶液をグラビア印刷で転写基材3上に塗布、乾燥して形成した。剥離層4の乾燥後の層厚は1μmであった。
【0048】
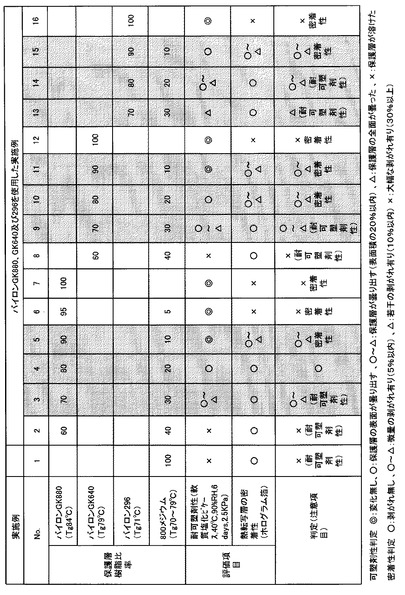
保護層5は、図5の表に示した質量比率のブレンド樹脂を、MEK:トルエン=1:1の混合溶媒で固形分濃度20wt%に調整した塗料100重量部に対し、滑剤として固形分濃度20wt%のポリエチレンWAX(三井化学社製ハイワックス)を3質量部添加して溶解し、その溶解した溶液をグラビア印刷で剥離層4上に塗布し、120℃、30秒間乾燥して形成した。保護層5の乾燥後の層厚は2μmとした。
【0049】
図5では、ポリエステル樹脂は、東洋紡社製バイロンGK880(ガラス転移点:Tg84℃)、東洋紡社製バイロンGK640(ガラス転移点:Tg79℃)、東洋紡社製バイロン296(ガラス転移点:Tg71℃)を使用した。また、塩化ビニル−酢酸ビニル共重合体を含むインキは、東洋インキ社製SS8−800メジウム(ガラス転移点:Tg70〜79℃)を使用した。
【0050】
本実施例では、以下のNo.1〜No.16までのブレンド樹脂を用いた。
No.1 800メジウム=100
No.2 バイロンGK880(Tg84℃):800メジウム=60:40
No.3 バイロンGK880(Tg84℃):800メジウム=70:30
No.4 バイロンGK880(Tg84℃):800メジウム=80:20
No.5 バイロンGK880(Tg84℃):800メジウム=90:10
No.6 バイロンGK880(Tg84℃):800メジウム=95:5
No.7 バイロンGK880(Tg84℃)=100
No.8 バイロンGK640(Tg79℃):800メジウム=60:40
No.9 バイロンGK640(Tg79℃):800メジウム=70:30
No.10 バイロンGK640(Tg79℃):800メジウム=80:20
No.11 バイロンGK640(Tg79℃):800メジウム=90:10
No.12 バイロンGK640(Tg79℃)=100
No.13 バイロン296(Tg71℃):800メジウム=70:30
No.14 バイロン296(Tg71℃):800メジウム=80:20
No.15 バイロン296(Tg71℃):800メジウム=90:10
No.16 バイロン296(Tg71℃)=100
【0051】
絵柄層6は、保護層5上にオフセット印刷機で絵柄を印刷して形成した。
【0052】
隠蔽層7は、アルミニウム粉含有のシルバー塗料(ダウ・ケミカル社製樹脂VMCHにアルミペーストを混ぜた塗料)をシルクスクリーン印刷で、絵柄層6上に塗布して乾燥して形成した。隠蔽層7の乾燥後の層厚は、2μmであった。
【0053】
これにより、転写基材3上に、剥離層4、保護層5、絵柄層6、隠蔽層7を順次積層した転写シート200を形成することができた。
【0054】
<磁気カード>
磁気カードを作成する際は、まず、カード本体100の表面側と、転写シート200の隠蔽層7側と、が接するようにカード本体100に転写シート200を貼り付け、所定の製造条件(温度130℃、圧力12.5kg/cm2(1.2MPa))で北川精機製真空
プレス機を用いて熱融着し、カード本体100と転写シート200とを一体化する。そして、転写基材3を剥離し、抜き加工を行い、磁気カードを作成した。磁気カードのカードサイズは、54.0×85.5mmであった。
【0055】
次に、磁気カードの保護層5上に熱転写層(クルツ社製ホログラム箔)8を、箔押機を用いて温度135℃で転写する。熱転写層8のサイズは、13.0×21.0mmとした。これにより、保護層5上に熱転写層8を有する磁気カードが得られた。
【0056】
<密着試験評価>
次に、上記方法により製造した磁気カードの密着試験を行った。
【0057】
まず、消しゴム(トンボ鉛筆社製MONO)を用いて熱転写層8の表面にセロハンテープ(ニチバン社製)を圧着した。その直後に、セロハンテープを熱転写層8の表面から垂直方向(真上)に人力で剥がし、熱転写層8の剥離状態を目視で確認した。熱転写層8の密着性を図5に示す。なお、図5に示す熱転写層8の密着性は、以下のように評価した。
【0058】
○→熱転写層8の剥がれ無し。
○〜△→微量の熱転写層8の剥がれ有り(熱転写層8の表面積の5%以内)。
△→若干の熱転写層8の剥がれ有り(熱転写層8の表面積の10%以内)。
×→大幅な熱転写層8の剥がれ有り(熱転写層8の表面積の30%以上)。
【0059】
図5に示す試験結果から明らかなように、保護層5のブレンド樹脂がNo.6、7、12、16の場合は、熱転写層8との密着性が劣った。このため、ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂との質量比が、ポリエステル樹脂:塩化ビニル−酢酸ビニル共重合体樹脂=90:10を超えた場合は、熱転写層8との密着性が劣ってしまうことが判明した。
【0060】
<耐可塑剤性評価試験>
次に、上記方法により製造した磁気カードの耐可塑剤性試験を行った。
【0061】
まず、軟質塩化ビニルケース(三内社製ソフトケース)に磁気カードを挿入し、40℃、湿度90%、6日間、2.5KPaの荷重をかけた。その後、磁気カードをビニルケースより取り出し、保護層5の状態を目視で確認した。保護層5の耐可塑剤性を図5に示す。なお、図5に示す保護層5の耐可塑剤性は、以下のように評価した。
【0062】
◎→保護層5に変化無し。
○→ビニルケース入り口付近の保護層5の表面が曇り出す。
○〜△→ビニルケースの中の保護層5が曇り出す(保護層5の表面積の20%以内)。
△→保護層5の全面が曇った。
×→保護層5が溶け、絵柄層6が剥がれた。
【0063】
図5に示す試験結果から明らかなように、保護層5のブレンド樹脂がNo.1、2、8の場合は、耐可塑剤性が劣った。このため、ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂との質量比が、ポリエステル樹脂:塩化ビニル−酢酸ビニル共重合体樹脂=70:30未満の場合は、耐可塑剤性が劣ってしまうことが判明した。
【0064】
また、図5に示す試験結果から明らかなように、ポリエステル樹脂のガラス転移(Tg)が70℃より大きく、且つ、ポリエステル樹脂:塩化ビニル−酢酸ビニル共重合体樹脂=70:30〜90:10の場合は、耐可塑剤性に優れ、且つ、熱転写層8との密着性が良好であることが判明した。特に、ポリエステル樹脂のガラス転移(Tg)が79℃以上の場合は、より耐可塑剤性に優れていることが判明した。
【0065】
<本実施形態の磁気カードの作用・効果>
このように、本実施形態の磁気カードは、絵柄層6を有する面側に保護層5が設けられており、その保護層5は、ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂とを含むブレンド樹脂で構成し、ポリエステル樹脂のガラス転移点(Tg)を70℃以上より大きくし、ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂との質量比を、ポリエステル樹脂:塩化ビニル−酢酸ビニル共重合体樹脂=70:30〜90:10の範囲に規定することで、熱転写層8との密着性が良く、且つ、可塑剤の影響を受け難くすることができる。また、ポリエステル樹脂のガラス転移(Tg)を79℃以上に規定することで、可塑剤の影響をより受け難くすることができる。
【0066】
なお、上述する実施形態は、本発明の好適な実施形態であり、上記実施形態のみに本発明の範囲を限定するものではなく、本発明の要旨を逸脱しない範囲において種々の変更を施した形態での実施が可能である。
【0067】
例えば、図1に示す磁気カードは、表面側と裏面側とに磁気記録層2を設け、表面側の磁気記録層2上に保護層5を設けることにした。しかし、表面側のみに磁気記録層2を設け、その表面側の磁気記録層2上に保護層5を設けることも可能である。また、保護層5を磁気カードの表裏両面に設けても良い。
【産業上の利用可能性】
【0068】
本発明は、各種交通機関での定期券、回数券、電話カード、特定領域への入退出用のカード、IDカード、免許証、パチンコ,遊園地,映画館などに使用されるカード、クレジットカード等に適用可能である。
【符号の説明】
【0069】
100 カード本体
1 カード基材
11 コアシート
12 オーバーシート
2 磁気記録層
200 転写シート
3 転写基材
4 剥離層
5 保護層
6 絵柄層
7 隠蔽層
【技術分野】
【0001】
本発明は、絵柄層と磁気記録層を有して構成する磁気カードに関する。
【背景技術】
【0002】
従来、図6に示すように、塩化ビニル−酢酸ビニル共重合体樹脂を主成分とする保護層4'を有して構成する磁気カードがある。図6(a)は、磁気カードの断面構成例を示し、図6(b)は、磁気カードの表面構成例を示す。図6(b)に示す磁気記録層2'は、図6(a)に示すように、磁気カードの表面から熱転写層5'、保護層4'、絵柄層3'、隠蔽層6’、の下の内部に隠蔽している。また、絵柄層3'は、図6(b)に示す絵柄層3'抜け部分を除き、カード全面に設けられている。
【0003】
図6に示す従来の保護層4'は、塩化ビニル−酢酸ビニル共重合体樹脂を主成分として構成していたため、ホログラム箔等の熱転写層5'を保護層4'上に密着することができた。
【0004】
しかし、図6に示す従来の磁気カードを、可塑剤を含む塩化ビニル製のカードケースに挿入し、高温、多湿の環境下で放置しておくと、カードケースの可塑剤が保護層4'に拡散し、保護層4'が軟化し、保護層4'に不具合部が発生してしまうことになる。
【0005】
可塑剤は、一般的に、柔軟性を付与したり、加工をし易くしたりするために添加するものであり、主に、塩化ビニルを中心としたプラスチック樹脂を柔らかくするために用いられ、殆どが、酸とアルコールとを合成して構成している。
【0006】
このため、カードケースの可塑剤が保護層4'に拡散すると、保護層4'を構成する塩化ビニル−酢酸ビニル共重合体樹脂が軟化し、保護層4'に不具合部が発生してしまうことになる。不具合部とは、カードケースから磁気カードを取り出す際に、図7に示すように、磁気カードの保護層4'が剥がれてしまったり、図7に示すように、保護層4'が曇ってしまったりする等の問題を発生する部分である。なお、図6に示す磁気カードのように、保護層4'の下側に絵柄層3'が設けられている場合は、保護層4'と共に絵柄層3'が剥がれたり、絵柄層3'が歪んだりしてしまう場合もある。
【0007】
このようなことから、熱転写層5'との密着性が良く、且つ、可塑剤の影響を受け難い保護層4'の開発が必要視されることになる。
【0008】
なお、本発明より先に出願された技術文献として、所望の品質あるいは特性を備えた画像や文字、記号等の情報を有する偽造防止性に優れたカードであって高耐久性のカードについて開示された文献がある(例えば、特許文献1:特開平9−11674号公報参照)。
【0009】
上記特許文献1は、アクリル樹脂、ワックス、塩化ビニル−酢酸ビニル共重合体樹脂およびポリエステル樹脂を主成分とした保護層を、カード基材の少なくとも一方の面に形成された画像、文字、記号等の情報の少なくとも一部を覆うように設けてカードを構成し、偽造防止性に優れ、かつ、高耐久性のカードを可能にしている。
【0010】
また、印刷画像の耐光性、耐可塑剤性、耐脂性等の保存に優れたICカードについて開示された文献がある(例えば、特許文献2:特開2004−30434号公報参照)。
【0011】
上記特許文献2は、印刷画像を保護層によって保護し、印刷画像の耐光性、耐可塑剤性、耐脂性等の保存に優れたICカードを可能にしている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開平9−11674号公報
【特許文献2】特開2004−30434号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
上記特許文献1の段落番号0017〜0023等には、アクリル樹脂、ワックス、塩化ビニル−酢酸ビニル共重合体樹脂およびポリエステル樹脂を主成分とした保護層について開示されており、また、段落番号0085等には、保護層の組成についても開示されている。
【0014】
しかし、上記特許文献1には、保護層を構成する上記樹脂のガラス転移点(Tg)については何ら記載も示唆もされていない。保護層を構成する樹脂のガラス転移点(Tg)によっては、熱転写層との密着性が悪くなったり、また、可塑剤の影響を受け易くなったりしてしまう場合が考えられるが、上記特許文献1では、その点については何ら考慮されていない。
【0015】
また、上記特許文献2には、ポリエステル樹脂を主成分とした保護層について開示されており、その保護層に各種熱可塑性樹脂を添加する点についても開示されている。しかし、上記特許文献2には、上記特許文献1と同様に、保護層を構成する樹脂のガラス転移点(Tg)については何ら記載も示唆もされていない。また、上記特許文献2に開示されている保護層は、10μm〜100μmであることを前提としている。このため、磁気記録層の上に上記特許文献2の保護層を設けた場合には、保護層の層厚が厚くなり、保護層の上からでは磁気記録層の情報を読み取り難くなってしまう。その結果、上記特許文献2の保護層は、磁気カードの磁気特性に支障をきたすことになる。
【0016】
本発明は、上記事情に鑑みてなされたものであり、保護層を構成する樹脂のガラス転移点(Tg)を規定し、熱転写層との密着性が良く、且つ、可塑剤の影響を受け難い磁気カードを提供することを目的とする。
【課題を解決するための手段】
【0017】
かかる目的を達成するために、本発明は、以下の特徴を有することとする。
【0018】
本発明にかかる磁気カードは、
絵柄層と少なくとも1ヶ所に磁気記録層を有して構成する磁気カードであって、
前記絵柄層を有する面側最外層に保護層が設けられており、
前記保護層は、
ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂とを含むブレンド樹脂で構成し、
前記ポリエステル樹脂のガラス転移点(Tg)は、70℃より大きく、
前記ポリエステル樹脂と前記塩化ビニル−酢酸ビニル共重合体樹脂との質量比は、前記ポリエステル樹脂:前記塩化ビニル−酢酸ビニル共重合体樹脂=70:30〜90:10の範囲であることを特徴とする。
【発明の効果】
【0019】
本発明によれば、熱転写層との密着性が良く、且つ、可塑剤の影響を受け難くすることができる。
【図面の簡単な説明】
【0020】
【図1】本施形態の磁気カードの構成例を示す図である。
【図2】本実施形態の磁気カードの製造方法を説明するための第1の図であり、カード基材100の形成工程例を示す図である。
【図3】本実施形態の磁気カードの製造方法を説明するための第2の図であり、転写シート200の形成工程例を示す図である。
【図4】本実施形態の磁気カードの製造方法を説明するための第3の図であり、磁気カードの形成工程例を示す図である。
【図5】本実施例の磁気カードに形成した保護層5の試験結果を示す図である。
【図6】従来の磁気カードの構成例を示す図である。
【図7】従来の磁気カードの問題点を説明するための図である。
【発明を実施するための形態】
【0021】
<本実施形態の磁気カードの概要>
まず、図1を参照しながら、本実施形態の磁気カードの概要について説明する。
【0022】
本実施形態の磁気カードは、絵柄層6と少なくとも1ヶ所に磁気記録層2を有して構成する磁気カードである。
【0023】
本実施形態の磁気カードは、絵柄層6を有する面側最外層に保護層5が設けられており、その保護層5は、ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂とを含むブレンド樹脂で構成しており、ポリエステル樹脂のガラス転移点(Tg)は、70℃より大きく、ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂との質量比は、ポリエステル樹脂:塩化ビニル−酢酸ビニル共重合体樹脂=70:30〜90:10の範囲であることを特徴とする。
【0024】
本実施形態の磁気カードは、保護層5を構成するポリエステル樹脂のガラス転移点(Tg)と、保護層5を構成するポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂との質量比を規定している。これにより、本実施形態の磁気カードは、熱転写層8との密着性が良く、且つ、可塑剤の影響を受け難くすることができる。以下、添付図面を参照しながら、本実施形態の磁気カードについて詳細に説明する。
【0025】
<本実施形態の磁気カードの構成例>
まず、図1を参照しながら、本実施形態の磁気カードの構成例について説明する。図1(a)は、磁気カードの断面構成例を示し、図1(b)は、磁気カードの表面構成例を示す。図1(b)に示す磁気記録層2は、カード基材1の表側(図1(a)の上方向)に設けられた磁気記録層2を示し、図1(a)に示すように、保護層5、絵柄層6、隠蔽層7の次の層構成に配置されており、磁気カードの内部に隠蔽している。更に、別の箇所として磁気カードの裏面(図1(a)の下方向)にも別の磁気記録層2が形成されている。また、絵柄層6は、図1(b)に示す絵柄層6抜け部分を除き、カード全面に設けられている。
【0026】
本実施形態の磁気カードは、カード基材1と、磁気記録層2と、隠蔽層7と、絵柄層6と、保護層5と、熱転写層8と、を有して構成する。
【0027】
<カード基材1>
カード基材1は、2つのコアシート11を貼り合わせると共に、その貼り合わせたコアシート11の両面にオーバーシート12を貼り合わせて構成する。本実施形態のカード基材1は、コアシート11を白色シートで構成し、オーバーシート12を透明シートで構成する。なお、カード基材1を構成するコアシート11やオーバーシート12の材料は、特に限定するものではなく公知の材料が適用可能である。例えば、コアシート11、オーバーシート12共に、PVCシート、PET−Gシートなどを用いることができる。また、カード基材1の層構成も特に限定するものではなく、あらゆる層構成で構成することが可能である。例えば、2つのコアシート11を貼り合わせた後に、その貼り合わせたコアシート11の裏面側に印刷を施し、コアシート11に印刷層を設けることも可能である。また、カード基材1の中にICチップやアンテナコイルなどの公知のICモジュールを設けることも可能である。
【0028】
<磁気記録層2>
磁気記録層2は、カード基材1の表側と裏側との少なくとも一方に設けられる。図2では、カード基材1の表側と裏側との両方に磁気記録層2を設けている。なお、磁気記録層2をカード基材1に設ける方法は特に限定するものではなく、公知の方法が適用可能である。また、磁気記録層2を構成する磁性体も公知の磁性体が適用可能であり、例えば、γ−Fe2O3(γ酸化鉄、マグへマイト)、バリウムフェライト等が適用可能であり、また、公知の磁気テープを設けることも可能である。
【0029】
<隠蔽層7>
隠蔽層7は、磁気記録層2を含むカード基材1上に設けられる。隠蔽層7は、磁気記録層2を外部から目視不能に隠蔽する。隠蔽層7の厚みとしては、1〜2μmで構成することが好ましい。なお、隠蔽層7は、隠蔽効果の高いインキを用いて形成することが好ましい。例えば、アルミニウム粉、金粉、銀粉等を含む隠蔽性のあるインキを用いてシルクスクリーン印刷、オフセット印刷などの汎用の印刷法により形成できる。
【0030】
<絵柄層6>
絵柄層6は、隠蔽層7上に設けられる。絵柄層6は、例えば、アクリル系樹脂等のインキを用いて形成する。絵柄層6の層厚としては、1〜5μmで構成することが好ましい。なお、絵柄層6を設ける位置は特に限定せず、任意の位置に設けることが可能であり、全面に設けることも可能である。絵柄層6は、シルクスクリーン印刷、オフセット印刷、グラビア印刷、フレキソ印刷などの汎用の印刷法により形成できる。
【0031】
<保護層5>
保護層5は、隠蔽層7上と絵柄層6上の全面に設けられる。本実施形態の保護層5は、ポリエステル樹脂と塩化ビニル−酢ビニル共重合体樹脂とを含むブレンド樹脂で構成する。ポリエステル樹脂は、耐光性、耐可塑剤性、耐摩耗性等の耐久性を付与することができる。また、塩化ビニル−酢酸ビニル共重合体樹脂は、保護層5に可撓性を付与することができる。なお、塩化ビニル−酢酸ビニル共重合体樹脂は、酢酸ビニルの配合量が多すぎるとブロッキング現象が生じやすく、反対に、酢酸ビニルの配合量が少なすぎるとコーティングするときに使用する溶剤に対する溶解性が低くなり、コーティングしにくくなる。このため、塩化ビニル−酢酸ビニル共重合体樹脂は、酢酸ビニルモノマーを5〜40重量%配合して構成することが好ましい。
【0032】
なお、上述したブレンド樹脂で構成する保護層5の層厚を厚くすると、耐可塑剤性の効果を高くすることができる。しかし、保護層5の層厚を厚くしてしまうと、磁気記録層2の情報を読み取り難くなり、磁気カードの磁気特性を低下させてしまうことになる。このため、本実施形態の磁気カードは、保護層5を構成するポリエステル樹脂と塩化ビニル−酢ビニル共重合体樹脂との質量比と、保護層5を構成するポリエステル樹脂のガラス転移点(Tg)と、を規定した上で、その保護層5の層厚を1〜3μmで構成することにしている。保護層5は、シルクスクリーン印刷、オフセット印刷、グラビア印刷などの汎用の印刷法やバーコート、ロールコートなどの汎用のコーティング方法により形成できる。
【0033】
具体的には、保護層5を構成するポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂との質量比を、ポリエステル樹脂:前記塩化ビニル−酢酸ビニル共重合体樹脂=70:30〜90:10の範囲とし、ポリエステル樹脂のガラス転移点(Tg)を、70℃より大きくするように規定する。これにより、熱転写層8との密着性が良く、且つ、可塑剤の影響を受け難くすることができると共に、磁気カードの磁気特性も良好にすることができる。なお、ポリエステル樹脂のガラス転移点(Tg)を、79℃より大きくするように規定すると、可塑剤の影響をより受け難くすることができる。
【0034】
<熱転写層8>
熱転写層8は、保護層5上に設けられる。熱転写層8は、公知の熱転写方式(感熱昇華転写方式、感熱溶融転写方式等)を用いて形成する層であれば、あらゆる材料が適用可能であり、例えば、ホログラム等の熱転写箔が適用可能である。
【0035】
<本実施形態の磁気カードの製造方法>
次に、本実施形態の磁気カードの製造方法について説明する。
【0036】
本実施形態の磁気カードは、図2に示すように、カード基材1の表側と裏側とに磁気記録層2を設けたカード本体100を作成する。また、図3に示すように、転写基材3に剥離層4、保護層5、絵柄層6、隠蔽層7が積層された転写シート200を作成する。そして、図4に示すように、カード本体100に転写シート200を貼り付け、転写基材3と剥離層4とを除去すると、磁気記録層2を有するカード基材1上に隠蔽層7、絵柄層6、保護層5を形成できる。そして、磁気カードの保護層5上に熱転写層8を形成し、図1に示す熱転写層8を設けた磁気カードを作成する。以下、具体的な磁気カードの製造方法例について説明する。
【0037】
まず、図2(a)に示すように、カード基材1を構成する2枚のオーバーシート12に磁気記録層2をそれぞれ設け、磁気記録層2を設けた2枚のオーバーシート12で、2枚のコアシート11を挟み込み、オーバーシート12、コアシート11を所定の条件下で加熱、加圧し、図2(b)に示すように、表側と裏側とに磁気記録層2を設けたカード本体100を作成する。
【0038】
次に、図3(a)〜(e)に示すように、転写基材3上に剥離層4、保護層5、絵柄層6、隠蔽層7を順次形成し、転写シート200を作成する。
【0039】
次に、図4(a)に示すように、カード本体100の表面側と、転写シート200の隠蔽層7と、が接するようにカード本体100に転写シート200を貼り付け、カード本体100に転写シート200を接着した後に、図4(b)に示すように、転写基材3と剥離層4とを除去する。これにより、磁気記録層2を有するカード基材1上に隠蔽層7、絵柄層6、保護層5を形成できる。次に、磁気カードの保護層5上に熱転写層8を形成し、図1に示す熱転写層8を設けた磁気カードを作成する。これにより、図1に示す磁気カードを製造することができる。
【0040】
<実施例>
次に、本実施形態の磁気カードの具体的な構成例について説明する。但し、以下に説明する実施例は一例であり、以下の実施例に限定するものではない。
【0041】
<カード本体100>
カード基材1を構成するコアシート11は、厚み350μmのPVCフィルム(太平化学社製8527)を適用し、2枚のコアシート11を熱融着で貼り合わせて総厚700μmとした。
【0042】
また、カード基材1を構成するオーバーシート12は、厚み50μmのPVCフィルム(三菱樹脂社製VSS−3701)を適用し、1枚目のオーバーシート12の表面側と2枚目のオーバーシート12の裏面側とに磁気記録層2を貼った。
【0043】
1枚目のオーバーシート12の表面側に貼り付けた磁気記録層2は、JIS X6302−2付属書仕様の磁気テープ(トッパンTDKレーベル製:NTT-GE07-6R065、6.5mm幅)を適用した。
また、2枚目のオーバーシート12の裏面側に貼り付けた磁気記録層2は、JIS X6302−6仕様の磁気テープ(ダイニック製:TSP407NR、7.3mm幅)を適用した。
【0044】
カード本体100を製造する際は、まず、2枚のオーバーシート12に磁気記録層2を貼り付け、磁気記録層2を貼り付けた2枚のオーバーシート12で、2層のコアシート11を挟み込み、オーバーシート12、コアシート11を所定の条件下で加熱、加圧し、JIS規格の厚みのカード本体100を作成した。
【0045】
JIS規格の厚みは、例えば、一般カードの場合は、700〜800μmであり、接触ICカードの場合は、760〜840μmである。なお、本実施例では、カード本体100内にICチップ、アンテナなどの電子部品を実装せず、総厚800μmのカード本体100を作成した。
【0046】
<転写シート200>
転写基材3は、PETフィルム(三菱樹脂社製T−100、厚み188μm)を適用した。
【0047】
剥離層4は、剥離剤としてシリコーン樹脂(信越化学社製エポキシ変性シリコーンオイル)を有機混合溶媒(MEK:トルエン=1:1)で溶解し、その溶解した溶液をグラビア印刷で転写基材3上に塗布、乾燥して形成した。剥離層4の乾燥後の層厚は1μmであった。
【0048】
保護層5は、図5の表に示した質量比率のブレンド樹脂を、MEK:トルエン=1:1の混合溶媒で固形分濃度20wt%に調整した塗料100重量部に対し、滑剤として固形分濃度20wt%のポリエチレンWAX(三井化学社製ハイワックス)を3質量部添加して溶解し、その溶解した溶液をグラビア印刷で剥離層4上に塗布し、120℃、30秒間乾燥して形成した。保護層5の乾燥後の層厚は2μmとした。
【0049】
図5では、ポリエステル樹脂は、東洋紡社製バイロンGK880(ガラス転移点:Tg84℃)、東洋紡社製バイロンGK640(ガラス転移点:Tg79℃)、東洋紡社製バイロン296(ガラス転移点:Tg71℃)を使用した。また、塩化ビニル−酢酸ビニル共重合体を含むインキは、東洋インキ社製SS8−800メジウム(ガラス転移点:Tg70〜79℃)を使用した。
【0050】
本実施例では、以下のNo.1〜No.16までのブレンド樹脂を用いた。
No.1 800メジウム=100
No.2 バイロンGK880(Tg84℃):800メジウム=60:40
No.3 バイロンGK880(Tg84℃):800メジウム=70:30
No.4 バイロンGK880(Tg84℃):800メジウム=80:20
No.5 バイロンGK880(Tg84℃):800メジウム=90:10
No.6 バイロンGK880(Tg84℃):800メジウム=95:5
No.7 バイロンGK880(Tg84℃)=100
No.8 バイロンGK640(Tg79℃):800メジウム=60:40
No.9 バイロンGK640(Tg79℃):800メジウム=70:30
No.10 バイロンGK640(Tg79℃):800メジウム=80:20
No.11 バイロンGK640(Tg79℃):800メジウム=90:10
No.12 バイロンGK640(Tg79℃)=100
No.13 バイロン296(Tg71℃):800メジウム=70:30
No.14 バイロン296(Tg71℃):800メジウム=80:20
No.15 バイロン296(Tg71℃):800メジウム=90:10
No.16 バイロン296(Tg71℃)=100
【0051】
絵柄層6は、保護層5上にオフセット印刷機で絵柄を印刷して形成した。
【0052】
隠蔽層7は、アルミニウム粉含有のシルバー塗料(ダウ・ケミカル社製樹脂VMCHにアルミペーストを混ぜた塗料)をシルクスクリーン印刷で、絵柄層6上に塗布して乾燥して形成した。隠蔽層7の乾燥後の層厚は、2μmであった。
【0053】
これにより、転写基材3上に、剥離層4、保護層5、絵柄層6、隠蔽層7を順次積層した転写シート200を形成することができた。
【0054】
<磁気カード>
磁気カードを作成する際は、まず、カード本体100の表面側と、転写シート200の隠蔽層7側と、が接するようにカード本体100に転写シート200を貼り付け、所定の製造条件(温度130℃、圧力12.5kg/cm2(1.2MPa))で北川精機製真空
プレス機を用いて熱融着し、カード本体100と転写シート200とを一体化する。そして、転写基材3を剥離し、抜き加工を行い、磁気カードを作成した。磁気カードのカードサイズは、54.0×85.5mmであった。
【0055】
次に、磁気カードの保護層5上に熱転写層(クルツ社製ホログラム箔)8を、箔押機を用いて温度135℃で転写する。熱転写層8のサイズは、13.0×21.0mmとした。これにより、保護層5上に熱転写層8を有する磁気カードが得られた。
【0056】
<密着試験評価>
次に、上記方法により製造した磁気カードの密着試験を行った。
【0057】
まず、消しゴム(トンボ鉛筆社製MONO)を用いて熱転写層8の表面にセロハンテープ(ニチバン社製)を圧着した。その直後に、セロハンテープを熱転写層8の表面から垂直方向(真上)に人力で剥がし、熱転写層8の剥離状態を目視で確認した。熱転写層8の密着性を図5に示す。なお、図5に示す熱転写層8の密着性は、以下のように評価した。
【0058】
○→熱転写層8の剥がれ無し。
○〜△→微量の熱転写層8の剥がれ有り(熱転写層8の表面積の5%以内)。
△→若干の熱転写層8の剥がれ有り(熱転写層8の表面積の10%以内)。
×→大幅な熱転写層8の剥がれ有り(熱転写層8の表面積の30%以上)。
【0059】
図5に示す試験結果から明らかなように、保護層5のブレンド樹脂がNo.6、7、12、16の場合は、熱転写層8との密着性が劣った。このため、ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂との質量比が、ポリエステル樹脂:塩化ビニル−酢酸ビニル共重合体樹脂=90:10を超えた場合は、熱転写層8との密着性が劣ってしまうことが判明した。
【0060】
<耐可塑剤性評価試験>
次に、上記方法により製造した磁気カードの耐可塑剤性試験を行った。
【0061】
まず、軟質塩化ビニルケース(三内社製ソフトケース)に磁気カードを挿入し、40℃、湿度90%、6日間、2.5KPaの荷重をかけた。その後、磁気カードをビニルケースより取り出し、保護層5の状態を目視で確認した。保護層5の耐可塑剤性を図5に示す。なお、図5に示す保護層5の耐可塑剤性は、以下のように評価した。
【0062】
◎→保護層5に変化無し。
○→ビニルケース入り口付近の保護層5の表面が曇り出す。
○〜△→ビニルケースの中の保護層5が曇り出す(保護層5の表面積の20%以内)。
△→保護層5の全面が曇った。
×→保護層5が溶け、絵柄層6が剥がれた。
【0063】
図5に示す試験結果から明らかなように、保護層5のブレンド樹脂がNo.1、2、8の場合は、耐可塑剤性が劣った。このため、ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂との質量比が、ポリエステル樹脂:塩化ビニル−酢酸ビニル共重合体樹脂=70:30未満の場合は、耐可塑剤性が劣ってしまうことが判明した。
【0064】
また、図5に示す試験結果から明らかなように、ポリエステル樹脂のガラス転移(Tg)が70℃より大きく、且つ、ポリエステル樹脂:塩化ビニル−酢酸ビニル共重合体樹脂=70:30〜90:10の場合は、耐可塑剤性に優れ、且つ、熱転写層8との密着性が良好であることが判明した。特に、ポリエステル樹脂のガラス転移(Tg)が79℃以上の場合は、より耐可塑剤性に優れていることが判明した。
【0065】
<本実施形態の磁気カードの作用・効果>
このように、本実施形態の磁気カードは、絵柄層6を有する面側に保護層5が設けられており、その保護層5は、ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂とを含むブレンド樹脂で構成し、ポリエステル樹脂のガラス転移点(Tg)を70℃以上より大きくし、ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂との質量比を、ポリエステル樹脂:塩化ビニル−酢酸ビニル共重合体樹脂=70:30〜90:10の範囲に規定することで、熱転写層8との密着性が良く、且つ、可塑剤の影響を受け難くすることができる。また、ポリエステル樹脂のガラス転移(Tg)を79℃以上に規定することで、可塑剤の影響をより受け難くすることができる。
【0066】
なお、上述する実施形態は、本発明の好適な実施形態であり、上記実施形態のみに本発明の範囲を限定するものではなく、本発明の要旨を逸脱しない範囲において種々の変更を施した形態での実施が可能である。
【0067】
例えば、図1に示す磁気カードは、表面側と裏面側とに磁気記録層2を設け、表面側の磁気記録層2上に保護層5を設けることにした。しかし、表面側のみに磁気記録層2を設け、その表面側の磁気記録層2上に保護層5を設けることも可能である。また、保護層5を磁気カードの表裏両面に設けても良い。
【産業上の利用可能性】
【0068】
本発明は、各種交通機関での定期券、回数券、電話カード、特定領域への入退出用のカード、IDカード、免許証、パチンコ,遊園地,映画館などに使用されるカード、クレジットカード等に適用可能である。
【符号の説明】
【0069】
100 カード本体
1 カード基材
11 コアシート
12 オーバーシート
2 磁気記録層
200 転写シート
3 転写基材
4 剥離層
5 保護層
6 絵柄層
7 隠蔽層
【特許請求の範囲】
【請求項1】
絵柄層と少なくとも1ヶ所に磁気記録層とを有して構成する磁気カードであって、
前記絵柄層を有する面側最外層に保護層が設けられており、
前記保護層は、
ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂とを含むブレンド樹脂で構成し、
前記ポリエステル樹脂のガラス転移点(Tg)は、70℃より大きく、
前記ポリエステル樹脂と前記塩化ビニル−酢酸ビニル共重合体樹脂との質量比は、前記ポリエステル樹脂:前記塩化ビニル−酢酸ビニル共重合体樹脂=70:30〜90:10の範囲であることを特徴とする磁気カード。
【請求項2】
前記ポリエステル樹脂のガラス転移点(Tg)は、79℃以上であることを特徴とする請求項1に記載の磁気カード。
【請求項3】
前記保護層上に熱転写層が設けられてなることを特徴とする請求項1または2記載の磁気カード。
【請求項1】
絵柄層と少なくとも1ヶ所に磁気記録層とを有して構成する磁気カードであって、
前記絵柄層を有する面側最外層に保護層が設けられており、
前記保護層は、
ポリエステル樹脂と塩化ビニル−酢酸ビニル共重合体樹脂とを含むブレンド樹脂で構成し、
前記ポリエステル樹脂のガラス転移点(Tg)は、70℃より大きく、
前記ポリエステル樹脂と前記塩化ビニル−酢酸ビニル共重合体樹脂との質量比は、前記ポリエステル樹脂:前記塩化ビニル−酢酸ビニル共重合体樹脂=70:30〜90:10の範囲であることを特徴とする磁気カード。
【請求項2】
前記ポリエステル樹脂のガラス転移点(Tg)は、79℃以上であることを特徴とする請求項1に記載の磁気カード。
【請求項3】
前記保護層上に熱転写層が設けられてなることを特徴とする請求項1または2記載の磁気カード。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−245727(P2011−245727A)
【公開日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願番号】特願2010−120597(P2010−120597)
【出願日】平成22年5月26日(2010.5.26)
【出願人】(000162113)共同印刷株式会社 (488)
【Fターム(参考)】
【公開日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願日】平成22年5月26日(2010.5.26)
【出願人】(000162113)共同印刷株式会社 (488)
【Fターム(参考)】
[ Back to top ]