
磁気テープ
【課題】高密度記録に適した塗布型磁気テープとして、低エラーレートでミッシングパルスの少ない磁気テープを提供する。
【解決手段】非磁性支持体の一方の面に膜厚が所定厚以下の磁性層を含む塗膜が形成された磁気テープにおいて、非磁性支持体の磁性層形成面側の表面に存在する高さ270nmを超える突起の数を0〜7.67×10-5個/2.77mm2 、高さ0nmを超え270nm以下の突起の数を1×10-4〜10個/2.77mm2 とする。
【解決手段】非磁性支持体の一方の面に膜厚が所定厚以下の磁性層を含む塗膜が形成された磁気テープにおいて、非磁性支持体の磁性層形成面側の表面に存在する高さ270nmを超える突起の数を0〜7.67×10-5個/2.77mm2 、高さ0nmを超え270nm以下の突起の数を1×10-4〜10個/2.77mm2 とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高密度磁気記録に適した塗布型の磁気テープに関する。
【背景技術】
【0002】
磁気テープは、オーディオテープ、ビデオテープ、コンピュータ用テープなど種々の用途があるが、特にデータバックアップ用磁気テープ(バックアップテープ)の分野では、バックアップ対象となるハードディスクの大容量化に伴い、1巻当たり数100GB以上の記録容量を有するものが商品化されている。今後もハードディスクのさらなる大容量化に対応するため、磁気テープの高容量化・高密度記録化は不可欠である。
【0003】
このような磁気テープの高密度記録化を実現するには記録波長を短くすると同時に、磁性層を薄くして記録再生時の反磁場による減磁を抑える必要があるが、記録波長を短くすると、磁性層と磁気ヘッドとのスペーシングの影響が大きくなるので、磁性層の表面性が重要になる。例えば、磁性層の表面に比較的大きな突起があると、スペーシングロスにより、出力が低下するとともにエラーレートが高くなる。
【0004】
ところで、塗布型の磁気テープは、結合剤中に磁性粉を分散させてなる磁性塗料を非磁性支持体上に塗布することにより、あるいは非磁性支持体上に例えば非磁性の下塗層用塗料とともに塗布(いわゆる同時重層塗布)することにより作製されるが、非磁性支持体上に形成される塗膜層(非磁性支持体上に磁性層のみが設けられた単層タイプの磁気テープにあっては当該磁性層、非磁性支持体上に磁性層および下塗層を含む複数の層を設けた重層タイプの磁気テープにあっては当該複数の層)の厚みが薄くなると、非磁性支持体の表面性がその上に積層された塗膜の表面性や厚みの均一性に影響を及ぼしやすくなる。
【0005】
このような非磁性支持体の表面性に関連するものとして、特許文献1に記載された磁気記録媒体がある。これは、非磁性支持体の少なくとも一方の面に非磁性粉末および結合剤を含んだ非磁性層(下塗層)と、強磁性粉末および結合剤を含んだ磁性層とをこの順に設けた磁気記録媒体において、非磁性支持体の磁性層形成面の中心面平均粗さを0.1〜4.0nmとし、かつ高さ273nm以上の突起の数を0〜10個/100cm2 の範囲に規定したものである。これによれば、磁性層の表面として優れた平滑面が得られると同時に、磁気記録媒体と記録再生ヘッドのスペーシングロスが抑制されるので、高出力と低ノイズを実現でき、またドロップアウトとサーマルアスペリティも防止できるとされている(段落[0017]〜[0018])。
【0006】
【特許文献1】特開2003−141708号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、磁気テープの高密度記録化を図るために、非磁性支持体上に形成される塗膜を薄くすると、以下に述べるように、非磁性支持体表面に存在する様々な突起のうち、従来のこの種の磁気テープでは問題とならなかった特定高さ以下の微小突起が、出力特性や記録信号の欠損、エラーレートなどの特性に影響を及ぼすことがわかった。
【0008】
従来の例えばデジタルデータ保存用の磁気テープ規格の一つであるDDS2に準拠した単層タイプの磁気テープでは磁性層厚さ=2.0μm(代表値)であり、その次の世代のDDS3に準拠した重層タイプの磁気テープでは磁性層厚さ=0.2μm(代表値)、下塗層厚さ=1.8μm(代表値)である。非磁性支持体表面には微視的に見て大小様々な突起が存在するが、その表面に形成される磁性層を含む塗膜の厚さが上記のようなDDS2やDDS3の磁気テープにおける厚さと同程度かあるいはそれ以上であれば、比較的高さ寸法の大きい突起(先の特許文献1では高さ273nm以上の突起)の数を一定の範囲に抑えることで、この種の支持体表面上の突起が磁性層表面を持ち上げることによる磁性層表面上の突起形成も抑えられる。したがって、そのような磁性層表面の突起が原因となって引き起こされるエラーや、VHS方式の磁気テープでいうところのドロップアウトの発生を回避することが可能となる。
【0009】
ところが、上記のDDS2やDDS3の磁気テープで用いられる非磁性支持体と同程度の表面性を有する非磁性支持体(厚さは前者よりも薄い)を使用して、DDS3の次の世代の規格であるDDS4やDAT72に準拠した磁気テープを試作し、それらの特性を調べたところ、同一塗布条件で磁性層を含む塗膜を作製したテープであっても、記録信号の欠損個数(ミッシングパルス)やエラーレートにバラツキのあることが確認された。その原因について調べた結果、磁性層を含む塗膜の厚さがDDS3の磁気テープのそれよりも薄いDDS4やDAT72の磁気テープ(例えばDDS4の磁気テープでは、磁性層厚さ=0.2μm(代表値)、下塗層厚さ=1.1μm(代表値))においては、非磁性支持体の表面に存在する更に微小な突起が出力特性に影響を及ぼすことが判明した。その結果、このような磁性層を含む塗膜の厚さが薄い磁気テープにおいて、エラーレートやミッシングパルスを低減するには、非磁性支持体の表面について先の特許文献1に記載されているような高さ273nm以上の突起の数を制御するだけでは不充分であり、それよりも更に高さの低い微小突起の数を制御する必要があるとの結論に至った。
【0010】
本発明は、このような事情の下になされたもので、非磁性支持体の一方の面に設けられる磁性層を含む塗膜の厚さが1.5μm以下の高密度記録に適した磁気テープとして、記録信号の再生時にエラーやミッシングパルスを生じにくい磁気テープを提供することを目的とする。
【課題を解決するための手段】
【0011】
非磁性支持体の一方の面に設けられる磁性層を含む塗膜の厚さを1.5μm以下とした磁気テープにおいて、非磁性支持体の表面性と出力特性との関係を調べた結果、非磁性支持体の磁性層形成面側の表面に存在する高さ270nmを超える突起の数密度(単位面積当たりの個数)を一定の範囲内に制御した場合であっても、前記突起よりもさらに微小な突起の数密度が一定レベルを超えると、再生時にエラーレートやミッシングパルス(VHSでいうドロップアウトの一種)が許容値を超えてしまうことが判明した。本発明は、このような知見に基づき、以下のように構成したものである。
【0012】
すなわち、請求項1に係る発明は、非磁性支持体の一方の面に、結合剤と磁性粉とを含有してなる厚さが0.3μm以下の磁性層を有する磁気テープにおいて、前記非磁性支持体の磁性層形成面側の表面に存在する高さ270nmを超える突起の数が2.77mm2 当たり0〜7.67×10-5個で、高さ0nmを超え270nm以下の突起の数が2.77mm2 当たり1×10-4〜10個である構成としたものである。
【0013】
また、請求項2に係る発明は、非磁性支持体の一方の面に、結合剤と非磁性粉末とを含有してなる厚さが1.2μm以下の下塗層と、その上に設けられた結合剤と磁性粉とを含有してなる厚さが0.3μm以下の磁性層とを有する磁気テープにおいて、前記非磁性支持体の磁性層形成面側の表面に存在する高さ270nmを超える突起の数が2.77mm2 当たり0〜7.67×10-5個で、高さ0nmを超え270nm以下の突起の数が2.77mm2 当たり1×10-4〜10個である構成としたものである。
【0014】
これらの場合において、非磁性支持体の磁性層形成面側の表面に存在する高さ0nmを超え270nm以下の突起(以下、このような突起を「S1突起」ともいう)の数を規定したのは、非磁性支持体の磁性層形成面側に設けられている磁性層を含む塗膜の厚さが上記のように薄い磁気テープの場合、そのような微小な突起であってもその数が多いと磁性層の表面性や厚みの均一性に影響し、結果的に高密度記録領域における出力特性に悪影響を及ぼすこととなるからである。すなわち、非磁性支持体の磁性層形成面側の表面に存在するS1突起の数が2.77m m2 当たり10個(10個/2.77mm2 )を超えると、エラーレートおよびミッシングパルスが上昇する。ただし、S1突起の数が1×10-4個/2.77mm2 未満になると、非磁性支持体の磁性層形成面側の表面が平滑になりすぎて、磁気テープの製造過程で非磁性支持体の送り出しや巻き取りに使用するローラ等の搬送手段に吸着しやすくなり、その結果、搬送途中で非磁性支持体にシワが生じるなどしてスムースな搬送が困難となる。このため、S1突起の数は1×10-4個/2.77mm2 以上とする必要がある。
【0015】
また、非磁性支持体の磁性層形成面側の表面に存在する高さ270nmを超える突起(以下、このような突起を「S2突起」ともいう)の数を2.77mm2 当たり0〜7.67×10-5個(0〜7.67×10-5個/2.77mm2 )としたのは、非磁性支持体表面にこのような比較的大きなS2突起が7.67×10-5個/2.77mm2 を超えて存在すると、これによって磁性層が持ち上げられてノイズ(ミッシングパルス)が発生しやすくなると考えられるからである(特許文献1参照)。なお、このようなノイズの発生もエラーレートを上昇させる原因となる。
【発明の効果】
【0016】
本発明によれば、非磁性支持体の一方の面に設けられる磁性層を含む塗膜の厚さを1.5μm以下とした磁気テープにおいて、非磁性支持体の磁性層形成面側の表面に存在する高さ270nmを超えるS2突起の数を0〜7.67×10-5個/2.77mm2 とした上で、さらに高さ0nmを超え270nm以下の微小なS1突起の数を1×10-4〜10個/2.77mm2 としたので、高密度記録領域におけるエラーレートやミッシングパルス(記録信号の欠損個数)を低減することができる。
【発明を実施するための最良の形態】
【0017】
本発明の磁気テープは、非磁性支持体上に少なくとも強磁性磁性粉と結合剤樹脂とを含む磁性層を有する。このような磁気テープにおいて、特に高密度記録を実現する上で好ましい構成として、非磁性支持体と前記磁性層(以下、上層磁性層ともいう)との間に非磁性の下塗層(以下、下層非磁性層ともいう)を設けることができる。また、本発明は、特に高い走行信頼性が必要な磁気テープに好ましく適用されるものであるが、このような磁気テープにおいては、非磁性支持体の裏面、つまり非磁性支持体の磁性層形成面とは反対側の面に、走行信頼性の確保等を目的としてバックコート層を設けることができる。以下では、このような磁気テープを例にとり、本発明を実施するための最良の形態について詳しく説明する。
【0018】
〈非磁性支持体〉
本発明では、磁気テープの状態において、磁性層が積層されている面側の表面に存在する高さ270nmを超えるS2突起の個数が0〜7.67×10-5個/2.77mm2 、高さ0nmを超え270nm以下のS1突起の個数が1×10-4〜10個/2.77mm2 となるように、少なくとも一方の面が極めて平滑な面とされた非磁性支持体を使用する。
【0019】
本発明の磁気テープで使用する非磁性支持体は、その長手方向のヤング率が5.9GPa(600kg/mm2 )以上で、且つ幅方向のヤング率が3.9GPa(400kg/mm2 )以上であることが好ましく、さらには長手方向のヤング率が9.9GPa(1000kg/mm2 )以上、且つ幅方向のヤング率が7.9GPa(800kg/mm2 )以上がより好ましい。非磁性支持体の長手方向のヤング率が5.9GPa(600kg/mm2 )以上がよいのは、これを下回るとテープ走行が不安定になるためである。非磁性支持体の幅方向のヤング率が3.9GPa(400kg/mm2 )以上がよいのは、これを下回るとテープのエッジダメージが発生しやすくなるためである。
【0020】
このような特性を満足する非磁性支持体には、例えば、二軸延伸を行ったポリエチレンテレフタレートフィルム、ポリエチレンナフタレートフィルム、芳香族ポリアミドフィルム、芳香族ポリイミドフィルム等がある。これらの非磁性支持体には、あらかじめコロナ放電、易接着処理等を施しておいても良い。
【0021】
非磁性支持体の厚さは、通常、2.0〜4.6μmが好ましい。より好ましくは3.4〜4.1μmである。非磁性支持体の厚さが2.0μm未満では製膜が難しく、またテープ強度が小さくなり、厚さが4.6μmを超えるとテープ全厚が厚くなり、テープ1巻当りの記録容量が小さくなるためである。非磁性支持体における磁性層形成面側の表面の中心線平均粗さ(Ra)は、2.0nm以上6.5nm以下が好ましく、より好ましくは3.0nm以上6.5nm以下である。このRaが6.5nm以下であれば、下層非磁性層を薄くしても下層非磁性層表面および磁性層表面の凹凸が小さくなるためである。ただし、このRaが3.0nmを下回ると、磁性層表面の摩擦係数が増大しテープ走行性能を劣化させるおそれがある。
【0022】
〈上層磁性層〉
上層磁性層に含有させる磁性粉には強磁性の磁性粉を使用する。このような磁性粉としては特に強磁性鉄系金属粉が好ましい。磁性粉の保磁力は、135kA/m〜360kA/m(1700〜4500Oe)が好ましく、175kA/m〜290kA/m(2200〜3600Oe)がより好ましい。飽和磁化量は、70〜200A・m2 /kg(70〜200emu/g)が好ましく、90〜180A・m2 /kg(90〜180emu/g)がより好ましい。なお、これらの磁気特性を示す値は、いずれも試料振動形磁束計を用いて外部磁場1.28MA/m(16kOe)の条件で測定したものである。
【0023】
上記の強磁性磁性粉(強磁性鉄系金属粉を含む)の平均径(磁性粉粒子の平均粒子径)は、200nm以下が好ましく、20〜150nmがより好ましい。平均径が200nmより大きいと磁性粉粒子の大きさに基づく粒子ノイズが大きくなり、C/N特性を向上させることが困難になる。また、平均径が10nm未満では保磁力が低下し、同時に磁性粉の凝集力が増大するため塗料中への分散が困難になる。なお、上記の平均径は、以下のようにして実測した長軸長及び短軸長の平均値として求めたものである。すなわち、まず走査型電子顕微鏡(SEM)にて100000倍で撮影した粒子写真を画像処理し、磁性粉の粒子形状を2次元の図として描画した。次いで、着目する1つの磁性粉において、差し渡しの最も大きい長さをもって長軸長とし、さらにこの長軸長の中心点を通る磁性粉の差し渡しで、最も短いものを短軸長とした。この両者の平均値を着目した磁性粉の径とし、磁性粉100個あたりの径の平均値を平均径とした。
【0024】
上記強磁性鉄系金属粉のBET比表面積は、35〜85m2 /gが好ましく、40〜80m2 /gがより好ましく、50〜70m2 /gが最も好ましい。
【0025】
本発明は、磁性層の厚みが0.3μm以下の磁気テープに適用される。これは、本発明がDDS4やDAT72あるいはこれらに続く新世代の磁気テープ規格を念頭になされたものであり、それらの磁気テープでは更なる高密度記録化を図るために磁性層の厚さを0.3μm以下にする必要があるからである。ただし、磁性層の厚さが上記の範囲にあっても、厚さが薄すぎると製造が困難となるのみならず、これからの漏れ磁界が小さくなってヘッド出力が小さくなり、逆に厚くなると、厚み損失によりヘッド出力が小さくなるため、好ましい磁性層の厚さは0.1〜0.3μmである。
【0026】
上層磁性層の磁気記録媒体としての保磁力は、記録再生方向で135kA/m〜360kA/m(1700〜4500Oe)、残留磁束密度はヘッド走行方向で0.25T(2500G)以上が好ましい。この範囲が好ましいのは、保磁力が135kA/m未満では、反磁界によって出力が減少し、360kA/mを越えるとヘッドによる書き込みが困難になるためである。残留磁束密度が0.25T(2500G)以上が好ましいのは、0.35T未満では出力が低下するためである。保磁力が175kA/m〜290kA/m(2200〜3600Oe)、残留磁束密度が0.3T〜0.5T(3000〜5000G)のものはより好ましい。
【0027】
MRヘッドを再生ヘッドとして用いるシステムに供する場合、上層磁性層の長手方向の残留磁束密度(Mr)と磁性層膜厚(t)との積であるMrt値が72Tnm(6.0memu/cm2 )以下であることが好ましい。Mrtが72Tnm以下が好ましいのは、72Tnm以上ではほとんどのMRヘッドを飽和させてしまうからである。Mrtは2〜24Tnm(0.2〜2.00memu/cm2 )の範囲がより好ましい。
【0028】
上層磁性層の中心線平均粗さRaは0.2〜3.0nmの範囲にあるのが好ましく、0.3〜2.0nmの範囲にあることがより好ましい。Raが3.0nmを超えると出力の短波長成分が急激に低下して再生分解能が劣化するおそれがある。一方、Raが0.2nmを下回るとヘッドや走行ガイドとの摩擦が上昇して耐久性が劣化するおそれがある。また上層磁性層のRaが0.2nm未満の磁気記録媒体は製造が困難で、工程コストがかかりすぎる。なお、この中心線平均粗さRaは、原子間力顕微鏡(AFM)を用いて5μm×5μmの視野を512×512ピクセルで測定、各点の平均線からの絶対値の算術平均したときの値である。
【0029】
〈下層非磁性層(下塗層)〉
本発明は、非磁性支持体上に非磁性の下塗層(下層非磁性層)を介して磁性層が設けられる磁気テープにあっては当該下層非磁性層の厚さが1.2μm以下であるものに適用される。下塗層下層非磁性層の厚さが1.2μmより厚い磁気テープでは、非磁性支持体の磁性層形成面にS1突起のような微小突起が存在していても、磁性層との間に比較的厚い下層非磁性層が存在するため、磁性層が非磁性支持体表面の微小突起による影響を受けることはなく、そのような微小突起の個数がある程度多くても、これによってエラレートの上昇やミッシングパルスの増加が生じることはないと考えられるからである。ただし、下層非磁性層が薄いと塗布が難しくなり、生産性が悪くなるため、下層非磁性層の厚さは0.01μm以上が好ましく、0.05μm以上がさらに好ましい。なお、このような下層非磁性層は、磁性層を薄くしたことによる耐久性の低下を防止したり、上層の磁性層へ潤滑剤が適宜供給されるようにしたりするために設けられる。
【0030】
下層非磁性層のヤング率は、上層磁性層のヤング率の80〜99%が好ましい。下層非磁性層のヤング率が磁性層のそれより低い方がよいのは、下層非磁性層が、カレンダー処理時に一種のクッションの作用をするためである。
【0031】
下層非磁性層と上層磁性層とからなる塗膜のヤング率は、非磁性支持体の長手方向と幅方向のヤング率の平均値の40〜100%であることが好ましい。これにより、テープの耐久性が大きく、且つテープ−ヘッド間のタッチがよくなるからである。塗膜のヤング率は、50〜100%の範囲がより好ましく、60〜90%の範囲がさらに好ましい。この範囲が好ましいのは40%未満では塗膜の耐久性が小さくなり、100%を越えるとテープ−ヘッド間のタッチが悪くなるためである。なお、本発明では下層非磁性層と上層磁性層からなる塗膜のヤング率を制御する方法の一つとしてカレンダー条件による制御法を用いた。
【0032】
下層非磁性層には、強度を高める目的で非磁性の無機質粉体を含有させる。この無機質粉体は、金属酸化物、アルカリ土類金属塩等であることが好ましい。更に下層非磁性層に添加する無機質粉体としては、酸化鉄が好ましく、その粒径は50〜400nmが好ましく、添加量は当該下層非磁性装置中の全無機質粉体の重量を基準にして35〜83重量%が好ましい。前記の粒径が好ましいのは、粒径50nm未満では均一分散が難しく、400nmを越えると下層非磁性層とその直上の磁性層との界面の凹凸が増加するためである。また、前記の添加量が好ましいのは、35重量%未満では塗膜強度向上効果が小さく、83重量%を越えると反って塗膜強度が低下するためである。
【0033】
下層非磁性層にはアルミナを添加することが好ましい。アルミナの添加量は、全非磁性粉体の重量を基準にして2〜30重量%が好ましく、8〜20重量%がさらに好ましく、11〜20重量%が一層好ましい。添加するアルミナの粒径は100nm以下が好ましく、10〜100nmがより好ましく、30〜90nmがさらに好ましく、50〜90nmが一層好ましい。下層非磁性層のアルミナはコランダム相を主体とするアルミナが特に好ましい。上記範囲のアルミナ添加量が好ましいのは、2重量%未満では塗料流動性が不充分となり、30重量%を越えると下層非磁性層とその直上の磁性層との凹凸が大きくなるためである。また、100nm以下のアルミナが良いのは、磁性層形成面の表面粗さが2.5nm以上の平滑度の低い非磁性支持体を使用した場合に、アルミナの粒径が100nmを越えると、下層非磁性層表面の平滑効果が不充分になるためである。コランダム相を主体とするアルミナ(α化率:30%以上)が特に良いのは、σ、θやγ−アルミナ等を使用した場合に比べて少量で下層非磁性層のヤング率が高くなり、テープ強度が増すためである。加えてテープ強度も高くなることで、テープエッジの波打ち(エッジウィーブ)による出力のばらつきも改善される。
【0034】
なお、上記粒径のアルミナと共に、全無機質粉体の重量を基準にして3重量%未満の100〜800nmのα−アルミナを添加することを排除するものではない。
【0035】
下層非磁性層には、導電性向上を目的にカーボンブラック(CB)を添加する。添加するCBとしては、アセチレンブラック、ファーネスブラック、サーマルブラック等を使用できる。粒径が5nm〜200nmのものを使用できるが、粒径10〜100nmのものが好ましい。この範囲が好ましいのは、CBがストラクチャーを持っているため、粒径が10nm以下になるとCBの分散が難しく、100nm以上では平滑性が悪くなるおそれがあるからである。CB添加量は、CBの粒径によって異なるが、全非磁性粉体に対して15〜40重量%が好ましい。この添加量が15重量%未満では導電性向上効果が乏しく、40重量%を越えると効果が飽和するためである。粒径15nm〜80nmのCBを15〜35重量%使用するのがより好ましく、粒径20nm〜50nmのCBを20〜30重量%用いるのがさらに好ましい。このような粒径・量のCBを添加することにより電気抵抗が低減され、静電ノイズの発生やテープ走行むらが小さくなる。
【0036】
〈研磨材〉
上層磁性層には、ヘッドクリーニング等の目的で研磨材を添加するのが好ましい。添加する研磨材としては、平均粒径(数平均粒径)が5〜150nm、粒度分布が標準偏差で10nm以下であり、主としてモース硬度6以上のα−アルミナ、β−アルミナを単独でまたは組み合わせて使用するのが好ましい。これらの中でもコランダム型のアルミナ(α化率:30%以上)が特に良い。これは、σ、θやγ−アルミナ等を使用した場合に比べて高硬度で、少量の添加量でヘッドクリーニング効果に優れるためである。さらにCVD法で作成した単結晶アルミナは粒度分布が狭く、かつ焼結がないので特に好ましい。アルミナ研磨材の粒径としては、磁性層厚さにもよるが、通常平均粒径で20〜100nmとすることがより好ましく、粒径30〜90nmがさらに好ましい。添加量は強磁性鉄系金属粉100重量部に対して5〜20重量部が好ましい。より好ましくは8〜18重量部である。
【0037】
ここで平均粒径が150nm以下のアルミナがよいのは、平均粒径150nmを超えるアルミナが磁性層に存在するとヘッド摩耗性が上がるためである。また平均粒径50nm以上のアルミナがよいのは、磁性層に存在するアルミナの粒径が50nm未満になると、耐久性・クリーニング性が悪くなるからである。更に粒度分布が標準偏差で10nm以下がよいのは、10nmより広い分布のアルミナを使用した場合、磁性層の大粒径アルミナが存在する部分的ではヘッド摩耗が高くなり、小粒径アルミナが存在する部分では耐久性・クリーニング性が劣化するおそれがある。このように部分的な劣化が発生すると、特性にバラツキが生じ、最終的には十分な性能を出すことが出来なくなってしまう。
【0038】
アルミナ添加量が5重量部以上が好ましいのは、これを下回ると磁性層の塗膜強度が落ちて耐久性が劣化するおそれがあるためである。加えて、塗膜によるヘッドのクリーニング性も極端に悪くなるので、ヘッドに付着した汚れをかき落とせなくなるおそれがある。また15重量部以下がよいのは、15重量部を超えてしまうとC/N特性が下がるためである。
【0039】
〈カーボンブラック〉
上層磁性層には導電性向上と表面潤滑性向上を目的に従来公知のカーボンブラック(CB)を添加することができる。添加するCBとしては、アセチレンブラック、ファーネスブラック、サーマルブラック等を使用できる。粒径が5〜200nmのものが使用されるが、粒径10〜100nmのものが好ましい。この粒径が10nm以下になるとCBの分散が難しくなる一方、100nm以上では多量のCBを添加することが必要になり、何れの場合も表面が粗くなり、出力低下の原因になる。添加量は強磁性鉄系金属粉100重量部に対して0.2〜5重量部が好ましい。より好ましくは0.5〜4重量部である。
【0040】
〈潤滑剤〉
下層非磁性層と上層磁性層には、役割の異なる潤滑剤を添加することができる。下層非磁性層に、全無機質粉体に対して0.5〜4.0重量%の高級脂肪酸を含有させ、0.2〜3.0重量%の高級脂肪酸のエステルを含有させると、テープと回転シリンダまたはヘッドアイランドとの摩擦係数が小さくなるので好ましい。上記範囲の高級脂肪酸添加が好ましいのは、0.5重量%未満では、摩擦係数低減効果が小さく、4.0重量%を越えると下塗層が可塑化してしまい強靭性が失われるおそれがあるからである。また、上記範囲の高級脂肪酸のエステル添加が好ましいのは、0.5重量%未満では、摩擦係数低減効果が小さく、3.0重量%を越えると磁性層への移入量が多すぎるため、テープと回転シリンダまたはヘッドアイランドが貼り付く等の副作用が生じるおそれがあるためである。
【0041】
上層磁性層には強磁性鉄系金属粉に対して0.2〜3.0重量%の脂肪酸アミドを含有させ、0.2〜3.0重量%の高級脂肪酸のエステルを含有させると、テープと回転シリンダとの摩擦係数が小さくなるので好ましい。脂肪酸アミドの添加量が0.2重量%未満では、ヘッド/磁性層界面での直接接触が起りやすく焼付き防止効果が小さく、3.0重量%を越えるとブリードアウトしてしまいドロップアウトなどの欠陥が発生しやすくなる。脂肪酸アミドとしてはパルミチン酸、ステアリン酸等のアミドが使用可能である。また、上記高級脂肪酸のエステル添加量が0.2重量%未満では摩擦係数低減効果が小さく、3.0重量%を越えるとテープと回転シリンダが貼り付く等の副作用が生じるおそれがある。なお、磁性層の潤滑剤と下層非磁性層の潤滑剤の相互移動を排除するものではない。
【0042】
〈結合剤〉
下層非磁性層および上層磁性層に用いる結合剤としては、塩化ビニル樹脂、塩化ビニル−酢酸ビニル共重合体樹脂、塩化ビニル−ビニルアルコール共重合体樹脂、塩化ビニル−酢酸ビニル−ビニルアルコール共重合体樹脂、塩化ビニル−酢酸ビニル−無水マレイン酸共重合体樹脂、塩化ビニル−水酸基含有アルキルアクリレート共重合体樹脂、ニトロセルロースなどの中から選ばれる少なくとも1種と、ポリウレタン樹脂との組み合わせを挙げることができる。中でも、塩化ビニル−水酸基含有アルキルアクリレート共重合体樹脂とポリウレタン樹脂とを併用するのが好ましい。ポリウレタン樹脂には、ポリエステルポリウレタン、ポリエーテルポリウレタン、ポリエーテルポリエステルポリウレタン、ポリカーボネートポリウレタン、ポリエステルポリカーボネートポリウレタンなどがある。これらの結合剤は、磁性層では強磁性鉄系金属粉、下層非磁性層では全非磁性粉体100重量部に対して、7〜50重量部、好ましくは10〜35重量部の範囲で用いられる。特に、結合剤として、塩化ビニル系樹脂5〜30重量部と、ポリウレタン樹脂2〜20重量部とを、複合して用いるのが最も好ましい。
【0043】
官能基として−COOH、−SO3 M、−OSO3 M、−P=O(OM)3 、−O−P=O(OM)2 [これらの式中、Mは水素原子、アルカリ金属塩基又はアミン塩を示す]、−OH、−NR1R2、−N+ R3R4R5[これらの式中、R1、R2、R3、R4、R5は水素または炭化水素基を示す]、エポキシ基を有する高分子からなる塩化ビニル系樹脂やウレタン樹脂等の結合剤樹脂が使用される。このような結合剤樹脂を使用するのは、上述のように磁性粉末などの分散性が向上するためである。2種以上の樹脂を併用する場合には、官能基の極性を一致させるのが好ましく、中でも−SO3 M基同士の組み合わせが好ましい。
【0044】
〈架橋剤〉
上述の結合剤とともに、結合剤中に含まれる官能基などと結合させて架橋する熱硬化性の架橋剤を併用するのが望ましい。この架橋剤としては、トリレンジイソシアネート、ヘキサメチレンジイソシアネート、イソホロンジイソシアネートなどや、これらのイソシアネート類とトリメチロールプロパンなどの水酸基を複数個有するものとの反応生成物、上記イソシアネート類の縮合生成物などの各種のポリイソシアネートが好ましい。これらの架橋剤は、結合剤100重量部に対して、通常10〜50重量部の割合で用いられる。より好ましくは15〜35重量部である。
【0045】
〈溶媒〉
上層磁性層形成用の塗料(磁性塗料)や下層非磁性層形成用の塗料、さらには後述するバックコート層形成用の塗料で使用する有機溶媒としては、アセトン、メチルエチルケトン、メチルイソブチルケトン、ジイソブチルケトン、シクロヘキサノン、イソホロン、テトラヒドロフラン等のケトン類、メタノール、エタノール、プロパノール、ブタノール、イソブチルアルコール、イソプロピルアルコール、メチルシクロヘキサノールなどのアルコール類、酢酸メチル、酢酸ブチル、酢酸イソブチル、酢酸イソプロピル、乳酸エチル、酢酸グリコール等のエステル類、グリコールジメチルエーテル、グリコールモノエチルエーテル、ジオキサンなどのグリコールエーテル系、ベンゼン、トルエン、キシレン、クレゾール、クロルベンゼン等の芳香族炭化水素類、メチレンクロライド、エチレンクロライド、四塩化炭素、クロロホルム、エチレンクロルヒドリン、ジクロルベンゼン等の塩素化炭化水素類、N,N−ジメチルホルムアミド、ヘキサン等を挙げることができる。これらは、単独で又は任意の比率で混合して使用できる。
【0046】
〈バックコート層〉
非磁性支持体の裏面には、走行性向上のためバックコート層を設けるのが好ましい。バックコート層の厚さは、0.2〜0.8μmが好ましい。この範囲が良いのは、0.2μm未満では、走行性向上効果が不充分で、0.8μmを超えるとテープ全厚が厚くなり、1巻当たりの記憶容量が小さくなるためである。バックコート層の塗布形成は、従来公知のグラビア塗布装置、ロール塗布装置、ブレード塗布装置、ダイ塗布装置などを使用して行うことができる。
【0047】
バックコート層には、アセチレンブラック、ファーネスブラック、サーマルブラック等のカーボンブラック(CB)を添加することができる。通常、小粒径カーボンブラックと大粒径カーボンブラックを使用する。小粒径カーボンブラックには、粒径が5〜200nmのものが使用されるが、粒径10nm〜100nmのものがより好ましい。この範囲がより好ましいのは、粒径が10nm以下になるとCBの分散が難しく、粒径が100nm以上では多量のCBを添加することが必要になり、何れの場合も表面が粗くなり、磁性層への裏移り(エンボス)原因になるためである。大粒径カーボンブラックとして、小粒径カーボンブラックの5〜15重量%、粒径300〜400nmの大粒径カーボンブラックを使用すると、表面も粗くならず、走行性向上効果も大きくなる。小粒径カーボンブラックと大粒径カーボンブラック合計の添加量は無機粉体重量を基準にして60〜98重量%が好ましく、70〜95重量%がより好ましい。表面粗さRaは3〜8nmが好ましく、4〜7nmがより好ましい。
【0048】
バックコート層には、強度向上を目的に酸化鉄を添加するのが好ましい。添加する酸化鉄の粒径は100nm〜600nmが好ましく、200nm〜500nmがより好ましい。添加量は無機粉体重量を基準にして2〜40重量%が好ましく、5〜30重量%がより好ましい。
【0049】
〈製造方法〉
磁性塗料の主な製造方法としては、次に示すような方法が挙げられる。すなわち、先ずニーダー、二軸連続式混練装置(エクストルーダ)等のごとき強力な混練機を用いて、磁性粉と少量の結合剤樹脂とを混練し、更に溶剤を加えて固形分濃度35〜45%(重量基準、以下同じ)にて攪拌してペースト状のミルベースを得る。上記混練工程において使用される二軸連続式混練機は、その混練部(バレル)に加熱・冷却可能な装置を装備し、該混練部の温度を、20〜50℃、好ましくは25〜35℃に制御することにより調整される。ここで、上記混練部の温度が20℃未満であると、混練物へのぬれ性アップが図れず、分散性向上もねらうことができず、また50℃を越えると、混練物の粘性が低下し、所望の剪断力を作用させることができなくなる。上記混練工程において混練する際の混練条件は、混練時間が2〜5分であるのが好ましく、混練物の供給速度が5〜15kg/hであるのが好ましい。次いで、サンドミル等により分散操作を行って、固形分の分散状態を向上させる。
【0050】
上層磁性層の平均乾燥厚みを0.3μm以下の任意の厚みで精度良く、かつ生産性良く塗布形成するには、下層非磁性層が湿潤状態にある間にその直上に上層磁性層を重畳して塗布するウェット・オン・ウェット同時重層塗布方式を用いるのが好ましい。この場合、塗布液通液スリットを二つ内蔵する一つのダイ塗布ヘッドにより、下層非磁性層と上層磁性層とをほぼ同時に塗布する。その際、塗布の安定性をあげるために、下層非磁性層に用いる溶媒の表面張力が、上層磁性層に用いる溶媒の表面張力よりも高くなるように調整しておくことが好ましい。表面張力の高い溶媒としてはシクロヘキサノン、ジオキサンなどがある。
【0051】
下層非磁性層および上層磁性層を塗布形成した後に、これらの厚みや表面の状態を均一化し、磁性層中の磁性粉の充填状態をよくするため、密度を金属ロール間に通してカレンダー処理することが好ましい。この場合、エポキシ、ポリイミド、ポリアミド、ポリイミドアミド等の耐熱性のあるプラスチックロールをカレンダーロールとして使用することもできる。処理温度は、好ましくは70℃以上、さらに好ましくは80℃以上である。線圧力は好ましくは200×9.8N/cm、さらに好ましくは300×9.8N/cm以上、その速度は20m/分〜700m/分の範囲である。カレンダー処理を、80℃以上の温度、300×9.8N/cm以上の線圧で行うことで、本発明の効果を一層高めることができる。
【0052】
バックコート層は、表層塗布層の塗布とカレンダー処理の前後又は間のいずれかの工程で塗布する。また表層塗布層およびバックコート層を塗布形成し且つカレンダー処理を施した後、表層塗布層およびバックコート層の硬化を促進するために、40℃〜80℃のエージング処理を施してもかまわない。
【実施例】
【0053】
以下、本発明の実施例について説明する。なお、下記成分中の「部」は重量部を示す。
【0054】
[実施例1]
《バックコート層塗料成分》
・カーボンブラック(平均粒径:25nm) 80部
・カーボンブラック(平均粒径:350nm) 10部
・α−酸化鉄(平均粒径:100nm) 10部
・ニトロセルロース 45部
・ポリウレタン樹脂(−SO3 Na基含有) 30部
・シクロヘキサノン 290部
・トルエン 680部
・メチルエチルケトン 410部
【0055】
上記バックコート層用塗料成分をサンドミルで滞留時間45分として分散した後、ポリイソシアネート15部を加えてバックコート層用塗料を調整し濾過後、芳香族ポリアミドフイルム(MD方向のヤング率:11330MPa、TD方向のヤング率:15380MPa、厚さ3.6μm、商品名:ミクトロン、東レ社製)からなる非磁性支持体(ベースフィルム)上に、乾燥、カレンダ後の厚みが0.5μmとなるように塗布し、乾燥した。
【0056】
《非磁性塗料成分(下塗層用塗料成分)》
(1)
・α−酸化鉄(平均粒径:110nm) 68部
・α−アルミナ粉末(平均粒径:70nm) 8.0部
・カーボンブラック(平均粒径:75nm) 24部
・ステアリン酸(SA) 1.0部
・塩化ビニル−ヒドロキシプロピルアクリレート共重合体 8.8部
(含有−SO3 Na基:0.7×10-4当量/g)
・ポリエステルポリウレタン樹脂 4.4部
(Tg:40℃、含有−SO3 Na基:1×10-4当量/g)
・シクロヘキサノン 71部
・メチルエチルケトン 120部
・トルエン 26部
(2)
・ステアリン酸(SA) 1.0部
・ステアリン酸ブチル(SB) 1.0部
・シクロヘキサノン 20部
・メチルエチルケトン 13部
・トルエン 20部
(3)
・ポリイソシアネート 1.3部
・シクロヘキサノン 2.0部
・メチルエチルケトン 15部
・トルエン 2.0部
【0057】
《磁性塗料成分(磁性層用塗料成分)》
(1)混練工程
・強磁性鉄系金属粉 100部
〔Co/Fe:24at%、
Y/(Fe+Co):4.7at%、
Al/(Fe+Co):8.2at%、
σs :155A・m2 /kg、
Hc:188kA/m、
平均粒子径:100nm〕
・塩化ビニル−ヒドロキシプロピルアクリレート共重合体 12部
(含有−SO3 Na基:0.7×10-4当量/g)
・ポリエステルポリウレタン樹脂(PU) 5.5部
(含有−SO3 Na基:1.0×10-4当量/g)
・カーボンブラック(平均粒径:25nm) 2.0部
・メチルアシッドホスフェート(MAP) 2.5部
・メチルエチルケトン 30部
・トルエン 12部
(2)希釈工程
・α−アルミナスラリー 22部
(住友化学社製、α−アルミナ平均粒径:200nm、含有率45%)
・ステアリン酸n−ブチル(SB) 1.0部
・パルミチン酸アミド 2.0部
・シクロヘキサノン 110部
・メチルエチルケトン 110部
・テトラハイドロフラン 30部
・トルエン 80部
(3)配合工程
・ポリイソシアネート 1.9部
・メチルエチルケトン 12部
・シクロヘキサノン 5.0部
・トルエン 5.0部
【0058】
上記の非磁性塗料成分において、(1)を回分式ニーダで混練したのち、(2)を加えて攪拌した。次いでサンドミルで滞留時間を60分として分散処理を行い、これに(3)を加え攪拌・濾過した後、下塗層(下層非磁性層)用の非磁性塗料とした。
【0059】
これとは別に、上記の磁性塗料の成分において、(1)を回分式ニーダで混練したのち、(2)を加えて攪拌した。次いで、サンドミルで滞留時間を45分として分散処理を行い、これに(3)を加え攪拌・濾過した後、磁性層形成用の磁性塗料とした。
【0060】
上記バックコート塗料を一方の面に塗布した非磁性支持体(ベースフィルム)の他方の面上に、上記非磁性塗料を、乾燥・カレンダ後の厚さが0.9μmとなるように塗布して下塗層とし、更にこの下塗層上に上記磁性塗料をウエット・オン・ウエットで塗布して、その磁場配向処理・乾燥・カレンダー処理後の厚さ(磁性層厚さ)が0.25μmとなるように磁性層を形成した。次いで、磁場配向処理後、ドライヤおよび遠赤外線を用いて乾燥し、磁気シートを得た。なお、磁場配向処理は、ドライヤ前にN−N対向磁石(5kG)を設置し、ドライヤ内で塗膜の指蝕乾燥位置の手前側75cmからN−N対向磁石(5kG)を2基50cm間隔で設置して行った。塗布速度は100m/分とした。
【0061】
このようにして得られた磁気シートを金属ロールからなる7段カレンダで、温度100℃、線圧1.96×105 N/mの条件で鏡面化処理した。次いで、磁気シートをコアに巻いた状態で70℃で72時間エージングしたのち、3.81mm幅に裁断し、これを200m/分で走行させながら磁性層表面に対して、ラッピングテープによる研磨、ロータリによる研磨そしてティッシュによるふき取りの後処理を行い、磁気テープを作製した。このようにして得られた磁気テープをDDS用カートリッジに170mの長さで組み込んで評価用テープとし、これを必要なサンプル数だけ作製した。
【0062】
作製した各評価用テープについて、下記測定法により、非磁性支持体の磁性層形成面側の表面中心線平均粗さRa、各層の厚さ、ヤング率(MD、TD方向)を測定したところ、以下のような値であった。なお、これらは評価用テープ5本(サンプル数が5)の平均値である。
・非磁性支持体の磁性層形成面側の表面中心線平均粗さRa:4.5nm
・磁性層の厚さ:02μm
・下塗層の厚さ:0.9μm
・バックコート層の厚さ:0.4μm
・非磁性支持体の厚さ:3.7nm
【0063】
『非磁性支持体の磁性層形成面側の表面中心線平均粗さ:Ra』
ZYGO社製汎用三次元表面構造解析装置NewView5000による走査型白色光干渉法にてScan Lengthを5.0μmで測定した。測定視野は、350μm×260μmである。非磁性支持体表面の中心線平均粗さをRaとして求めた。
【0064】
『各層の厚さ』
厚みの測定は、次のようにして求めた。まず、得られた磁気テープを樹脂埋めし、それをダイヤモンドカッター(あるいは周速イオンビーム加工装置)で切り出し、その断面を透過型電子顕微鏡(TEM)で10000倍にて、異なる試料において50枚の写真撮影を行い、磁性層と非磁性層、非磁性層と非磁性支持体、および非磁性支持体とバックコート層の境界を縁取りする。次いで、写真1枚当たりの任意の5個所において、縁取りした線間の距離を厚さとして測定し、それらの平均値から磁性層厚さ、非磁性層(下塗層)厚さおよびバックコート層厚さを求めた。
【0065】
『磁気テープのヤング率(MD、TD方向)の測定』
小型引っ張り試験機(横浜システム社製)を用い、23℃、50%RHの環境での歪み・引っ張り応力を測定した。試料の測定長さは10mm、引っ張り速度10%歪み/分で引っ張り、得られた応力の0.3%歪みの値をもとに、0.3%伸び弾性率(ヤング率)を評価した。この評価は試料の長手(MD)方向と幅(TD)方向で行った。
【0066】
〔特性の評価〕
次に、上記のようにして作製した評価用テープを所定数用意し、これらのサンプルについて下記項目の測定を行ってS1突起とエラーレートとの関係、およびS1突起とミッシングパルスとの関係をそれぞれ調べた。
【0067】
『非磁性支持体表面に存在する突起の高さおよび個数』
次のようにして求めた。
1)非磁性支持体の磁性層形成側にアルミ蒸着を施す。
2)サンプルを微分干渉顕微鏡(倍率50倍)で任意に4視野(1視野:2.77mm2 )観察し、突起をマーキングする。
3)マーキングした突起の高さをKEYENCE 社製PROFILE MICROMETER:VF-7500,7510(CR上の倍率:2500倍)で測定し、0〜270nmの突起(S1突起)の個数をカウントする。
4)4視野の合計を求める。
5)4視野の平均値を突起個数とし、小数点第一位を四捨五入して整数で表す。
【0068】
『ミッシングパルス』
再生信号振幅の欠損であり、再生信号の電圧の0Vを基準としたピーク値(0−P)が記録密度2999.9 ftpmmの信号の平均信号振幅の50%以下となったものをミッシングパルスと判定する。
ミッシングパルスの測定装置としては、Media Scope 社製のMS4500Series(HPDDS4Drive )を使用した。
【0069】
『再生出力(4T出力)』
再生出力(4T出力)は、HP社製DDS4ドライブを用いて記録(記録密度1499. 9ftpmm )・再生することによって求めた。出力は、基準となる標準テープのものを100%と定義し、これとの相対値として表した。
【0070】
『エラーレート』
エラーレート(ERT)の測定は、HP社製DDS4ドライブを用いて、記録トラック幅5.4μmにおいてランダムのデジタル信号を記録(記録密度5999.7〜1499.9ftpmm )・再生して検出されるエラーをカウントし、記録総数を母数としてレートに換算した。母数は1秒間のブロック数毎に求めた。得られた値は、この種の測定で比較対象として用いられるエラーレート標準テープの値を10と定義し、これとの相対値として最終的に表した。
【0071】
〔評価結果〕
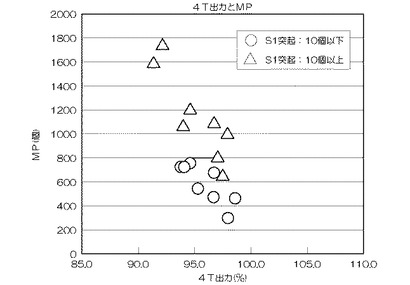
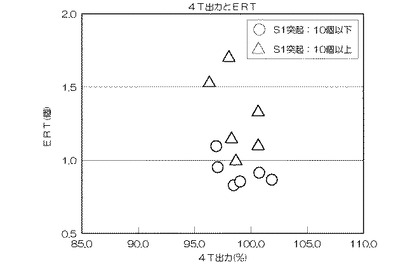
図1と表1に、S1突起とミッシングパルス(MP)との関係についての測定結果を示し、図2と表2に、S1突起とエラーレート(ERT)との関係についての測定結果を示す。なお、この場合のS1突起は、平均高さ:約140nm、標準偏差:約67nm、最大高さ:270nm、最小高さ:0nmの分布を持つものである。また、表1および表2中に記載した「範囲」は、各項目の測定値における最大値−最小値間の範囲である。
【0072】
【表1】

【0073】
【表2】
【0074】
これらの図および表を見ると、S1突起(非磁性支持体の磁性層形成面側の表面に存在する高さ0nmを超え270nm以下の微小突起)の2.77mm2 当たりの個数が10個以下の場合(10個以下/2.77mm2 )と10個以上の場合(10個以上/2.77mm2 。10個を超える場合を意味するが、ここでは便宜上「以上」の文言を使用する。図1および図2においても同様)とでは、ミッシングパルスおよびエラーレートに有意な差があることがわかる。すなわち、S1突起個数が10個以下の場合は、S1突起個数が10個以上の場合に比べて、4T出力がわずかに高いこと、また4T出力が同じ場合にはミッシングパルスの個数が少なくエラーレートも低いことが確認できる。
【図面の簡単な説明】
【0075】
【図1】本発明実施例で作製した複数の評価用テープ(磁気テープ)を使用してS1突起とミッシングパルス(MP)との関係を調べた結果を示すグラフである。
【図2】本発明実施例で作製した複数の評価用テープ(磁気テープ)を使用してS1突起とエラーレート(ERT)との関係を調べた結果を示すグラフである。
【技術分野】
【0001】
本発明は、高密度磁気記録に適した塗布型の磁気テープに関する。
【背景技術】
【0002】
磁気テープは、オーディオテープ、ビデオテープ、コンピュータ用テープなど種々の用途があるが、特にデータバックアップ用磁気テープ(バックアップテープ)の分野では、バックアップ対象となるハードディスクの大容量化に伴い、1巻当たり数100GB以上の記録容量を有するものが商品化されている。今後もハードディスクのさらなる大容量化に対応するため、磁気テープの高容量化・高密度記録化は不可欠である。
【0003】
このような磁気テープの高密度記録化を実現するには記録波長を短くすると同時に、磁性層を薄くして記録再生時の反磁場による減磁を抑える必要があるが、記録波長を短くすると、磁性層と磁気ヘッドとのスペーシングの影響が大きくなるので、磁性層の表面性が重要になる。例えば、磁性層の表面に比較的大きな突起があると、スペーシングロスにより、出力が低下するとともにエラーレートが高くなる。
【0004】
ところで、塗布型の磁気テープは、結合剤中に磁性粉を分散させてなる磁性塗料を非磁性支持体上に塗布することにより、あるいは非磁性支持体上に例えば非磁性の下塗層用塗料とともに塗布(いわゆる同時重層塗布)することにより作製されるが、非磁性支持体上に形成される塗膜層(非磁性支持体上に磁性層のみが設けられた単層タイプの磁気テープにあっては当該磁性層、非磁性支持体上に磁性層および下塗層を含む複数の層を設けた重層タイプの磁気テープにあっては当該複数の層)の厚みが薄くなると、非磁性支持体の表面性がその上に積層された塗膜の表面性や厚みの均一性に影響を及ぼしやすくなる。
【0005】
このような非磁性支持体の表面性に関連するものとして、特許文献1に記載された磁気記録媒体がある。これは、非磁性支持体の少なくとも一方の面に非磁性粉末および結合剤を含んだ非磁性層(下塗層)と、強磁性粉末および結合剤を含んだ磁性層とをこの順に設けた磁気記録媒体において、非磁性支持体の磁性層形成面の中心面平均粗さを0.1〜4.0nmとし、かつ高さ273nm以上の突起の数を0〜10個/100cm2 の範囲に規定したものである。これによれば、磁性層の表面として優れた平滑面が得られると同時に、磁気記録媒体と記録再生ヘッドのスペーシングロスが抑制されるので、高出力と低ノイズを実現でき、またドロップアウトとサーマルアスペリティも防止できるとされている(段落[0017]〜[0018])。
【0006】
【特許文献1】特開2003−141708号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、磁気テープの高密度記録化を図るために、非磁性支持体上に形成される塗膜を薄くすると、以下に述べるように、非磁性支持体表面に存在する様々な突起のうち、従来のこの種の磁気テープでは問題とならなかった特定高さ以下の微小突起が、出力特性や記録信号の欠損、エラーレートなどの特性に影響を及ぼすことがわかった。
【0008】
従来の例えばデジタルデータ保存用の磁気テープ規格の一つであるDDS2に準拠した単層タイプの磁気テープでは磁性層厚さ=2.0μm(代表値)であり、その次の世代のDDS3に準拠した重層タイプの磁気テープでは磁性層厚さ=0.2μm(代表値)、下塗層厚さ=1.8μm(代表値)である。非磁性支持体表面には微視的に見て大小様々な突起が存在するが、その表面に形成される磁性層を含む塗膜の厚さが上記のようなDDS2やDDS3の磁気テープにおける厚さと同程度かあるいはそれ以上であれば、比較的高さ寸法の大きい突起(先の特許文献1では高さ273nm以上の突起)の数を一定の範囲に抑えることで、この種の支持体表面上の突起が磁性層表面を持ち上げることによる磁性層表面上の突起形成も抑えられる。したがって、そのような磁性層表面の突起が原因となって引き起こされるエラーや、VHS方式の磁気テープでいうところのドロップアウトの発生を回避することが可能となる。
【0009】
ところが、上記のDDS2やDDS3の磁気テープで用いられる非磁性支持体と同程度の表面性を有する非磁性支持体(厚さは前者よりも薄い)を使用して、DDS3の次の世代の規格であるDDS4やDAT72に準拠した磁気テープを試作し、それらの特性を調べたところ、同一塗布条件で磁性層を含む塗膜を作製したテープであっても、記録信号の欠損個数(ミッシングパルス)やエラーレートにバラツキのあることが確認された。その原因について調べた結果、磁性層を含む塗膜の厚さがDDS3の磁気テープのそれよりも薄いDDS4やDAT72の磁気テープ(例えばDDS4の磁気テープでは、磁性層厚さ=0.2μm(代表値)、下塗層厚さ=1.1μm(代表値))においては、非磁性支持体の表面に存在する更に微小な突起が出力特性に影響を及ぼすことが判明した。その結果、このような磁性層を含む塗膜の厚さが薄い磁気テープにおいて、エラーレートやミッシングパルスを低減するには、非磁性支持体の表面について先の特許文献1に記載されているような高さ273nm以上の突起の数を制御するだけでは不充分であり、それよりも更に高さの低い微小突起の数を制御する必要があるとの結論に至った。
【0010】
本発明は、このような事情の下になされたもので、非磁性支持体の一方の面に設けられる磁性層を含む塗膜の厚さが1.5μm以下の高密度記録に適した磁気テープとして、記録信号の再生時にエラーやミッシングパルスを生じにくい磁気テープを提供することを目的とする。
【課題を解決するための手段】
【0011】
非磁性支持体の一方の面に設けられる磁性層を含む塗膜の厚さを1.5μm以下とした磁気テープにおいて、非磁性支持体の表面性と出力特性との関係を調べた結果、非磁性支持体の磁性層形成面側の表面に存在する高さ270nmを超える突起の数密度(単位面積当たりの個数)を一定の範囲内に制御した場合であっても、前記突起よりもさらに微小な突起の数密度が一定レベルを超えると、再生時にエラーレートやミッシングパルス(VHSでいうドロップアウトの一種)が許容値を超えてしまうことが判明した。本発明は、このような知見に基づき、以下のように構成したものである。
【0012】
すなわち、請求項1に係る発明は、非磁性支持体の一方の面に、結合剤と磁性粉とを含有してなる厚さが0.3μm以下の磁性層を有する磁気テープにおいて、前記非磁性支持体の磁性層形成面側の表面に存在する高さ270nmを超える突起の数が2.77mm2 当たり0〜7.67×10-5個で、高さ0nmを超え270nm以下の突起の数が2.77mm2 当たり1×10-4〜10個である構成としたものである。
【0013】
また、請求項2に係る発明は、非磁性支持体の一方の面に、結合剤と非磁性粉末とを含有してなる厚さが1.2μm以下の下塗層と、その上に設けられた結合剤と磁性粉とを含有してなる厚さが0.3μm以下の磁性層とを有する磁気テープにおいて、前記非磁性支持体の磁性層形成面側の表面に存在する高さ270nmを超える突起の数が2.77mm2 当たり0〜7.67×10-5個で、高さ0nmを超え270nm以下の突起の数が2.77mm2 当たり1×10-4〜10個である構成としたものである。
【0014】
これらの場合において、非磁性支持体の磁性層形成面側の表面に存在する高さ0nmを超え270nm以下の突起(以下、このような突起を「S1突起」ともいう)の数を規定したのは、非磁性支持体の磁性層形成面側に設けられている磁性層を含む塗膜の厚さが上記のように薄い磁気テープの場合、そのような微小な突起であってもその数が多いと磁性層の表面性や厚みの均一性に影響し、結果的に高密度記録領域における出力特性に悪影響を及ぼすこととなるからである。すなわち、非磁性支持体の磁性層形成面側の表面に存在するS1突起の数が2.77m m2 当たり10個(10個/2.77mm2 )を超えると、エラーレートおよびミッシングパルスが上昇する。ただし、S1突起の数が1×10-4個/2.77mm2 未満になると、非磁性支持体の磁性層形成面側の表面が平滑になりすぎて、磁気テープの製造過程で非磁性支持体の送り出しや巻き取りに使用するローラ等の搬送手段に吸着しやすくなり、その結果、搬送途中で非磁性支持体にシワが生じるなどしてスムースな搬送が困難となる。このため、S1突起の数は1×10-4個/2.77mm2 以上とする必要がある。
【0015】
また、非磁性支持体の磁性層形成面側の表面に存在する高さ270nmを超える突起(以下、このような突起を「S2突起」ともいう)の数を2.77mm2 当たり0〜7.67×10-5個(0〜7.67×10-5個/2.77mm2 )としたのは、非磁性支持体表面にこのような比較的大きなS2突起が7.67×10-5個/2.77mm2 を超えて存在すると、これによって磁性層が持ち上げられてノイズ(ミッシングパルス)が発生しやすくなると考えられるからである(特許文献1参照)。なお、このようなノイズの発生もエラーレートを上昇させる原因となる。
【発明の効果】
【0016】
本発明によれば、非磁性支持体の一方の面に設けられる磁性層を含む塗膜の厚さを1.5μm以下とした磁気テープにおいて、非磁性支持体の磁性層形成面側の表面に存在する高さ270nmを超えるS2突起の数を0〜7.67×10-5個/2.77mm2 とした上で、さらに高さ0nmを超え270nm以下の微小なS1突起の数を1×10-4〜10個/2.77mm2 としたので、高密度記録領域におけるエラーレートやミッシングパルス(記録信号の欠損個数)を低減することができる。
【発明を実施するための最良の形態】
【0017】
本発明の磁気テープは、非磁性支持体上に少なくとも強磁性磁性粉と結合剤樹脂とを含む磁性層を有する。このような磁気テープにおいて、特に高密度記録を実現する上で好ましい構成として、非磁性支持体と前記磁性層(以下、上層磁性層ともいう)との間に非磁性の下塗層(以下、下層非磁性層ともいう)を設けることができる。また、本発明は、特に高い走行信頼性が必要な磁気テープに好ましく適用されるものであるが、このような磁気テープにおいては、非磁性支持体の裏面、つまり非磁性支持体の磁性層形成面とは反対側の面に、走行信頼性の確保等を目的としてバックコート層を設けることができる。以下では、このような磁気テープを例にとり、本発明を実施するための最良の形態について詳しく説明する。
【0018】
〈非磁性支持体〉
本発明では、磁気テープの状態において、磁性層が積層されている面側の表面に存在する高さ270nmを超えるS2突起の個数が0〜7.67×10-5個/2.77mm2 、高さ0nmを超え270nm以下のS1突起の個数が1×10-4〜10個/2.77mm2 となるように、少なくとも一方の面が極めて平滑な面とされた非磁性支持体を使用する。
【0019】
本発明の磁気テープで使用する非磁性支持体は、その長手方向のヤング率が5.9GPa(600kg/mm2 )以上で、且つ幅方向のヤング率が3.9GPa(400kg/mm2 )以上であることが好ましく、さらには長手方向のヤング率が9.9GPa(1000kg/mm2 )以上、且つ幅方向のヤング率が7.9GPa(800kg/mm2 )以上がより好ましい。非磁性支持体の長手方向のヤング率が5.9GPa(600kg/mm2 )以上がよいのは、これを下回るとテープ走行が不安定になるためである。非磁性支持体の幅方向のヤング率が3.9GPa(400kg/mm2 )以上がよいのは、これを下回るとテープのエッジダメージが発生しやすくなるためである。
【0020】
このような特性を満足する非磁性支持体には、例えば、二軸延伸を行ったポリエチレンテレフタレートフィルム、ポリエチレンナフタレートフィルム、芳香族ポリアミドフィルム、芳香族ポリイミドフィルム等がある。これらの非磁性支持体には、あらかじめコロナ放電、易接着処理等を施しておいても良い。
【0021】
非磁性支持体の厚さは、通常、2.0〜4.6μmが好ましい。より好ましくは3.4〜4.1μmである。非磁性支持体の厚さが2.0μm未満では製膜が難しく、またテープ強度が小さくなり、厚さが4.6μmを超えるとテープ全厚が厚くなり、テープ1巻当りの記録容量が小さくなるためである。非磁性支持体における磁性層形成面側の表面の中心線平均粗さ(Ra)は、2.0nm以上6.5nm以下が好ましく、より好ましくは3.0nm以上6.5nm以下である。このRaが6.5nm以下であれば、下層非磁性層を薄くしても下層非磁性層表面および磁性層表面の凹凸が小さくなるためである。ただし、このRaが3.0nmを下回ると、磁性層表面の摩擦係数が増大しテープ走行性能を劣化させるおそれがある。
【0022】
〈上層磁性層〉
上層磁性層に含有させる磁性粉には強磁性の磁性粉を使用する。このような磁性粉としては特に強磁性鉄系金属粉が好ましい。磁性粉の保磁力は、135kA/m〜360kA/m(1700〜4500Oe)が好ましく、175kA/m〜290kA/m(2200〜3600Oe)がより好ましい。飽和磁化量は、70〜200A・m2 /kg(70〜200emu/g)が好ましく、90〜180A・m2 /kg(90〜180emu/g)がより好ましい。なお、これらの磁気特性を示す値は、いずれも試料振動形磁束計を用いて外部磁場1.28MA/m(16kOe)の条件で測定したものである。
【0023】
上記の強磁性磁性粉(強磁性鉄系金属粉を含む)の平均径(磁性粉粒子の平均粒子径)は、200nm以下が好ましく、20〜150nmがより好ましい。平均径が200nmより大きいと磁性粉粒子の大きさに基づく粒子ノイズが大きくなり、C/N特性を向上させることが困難になる。また、平均径が10nm未満では保磁力が低下し、同時に磁性粉の凝集力が増大するため塗料中への分散が困難になる。なお、上記の平均径は、以下のようにして実測した長軸長及び短軸長の平均値として求めたものである。すなわち、まず走査型電子顕微鏡(SEM)にて100000倍で撮影した粒子写真を画像処理し、磁性粉の粒子形状を2次元の図として描画した。次いで、着目する1つの磁性粉において、差し渡しの最も大きい長さをもって長軸長とし、さらにこの長軸長の中心点を通る磁性粉の差し渡しで、最も短いものを短軸長とした。この両者の平均値を着目した磁性粉の径とし、磁性粉100個あたりの径の平均値を平均径とした。
【0024】
上記強磁性鉄系金属粉のBET比表面積は、35〜85m2 /gが好ましく、40〜80m2 /gがより好ましく、50〜70m2 /gが最も好ましい。
【0025】
本発明は、磁性層の厚みが0.3μm以下の磁気テープに適用される。これは、本発明がDDS4やDAT72あるいはこれらに続く新世代の磁気テープ規格を念頭になされたものであり、それらの磁気テープでは更なる高密度記録化を図るために磁性層の厚さを0.3μm以下にする必要があるからである。ただし、磁性層の厚さが上記の範囲にあっても、厚さが薄すぎると製造が困難となるのみならず、これからの漏れ磁界が小さくなってヘッド出力が小さくなり、逆に厚くなると、厚み損失によりヘッド出力が小さくなるため、好ましい磁性層の厚さは0.1〜0.3μmである。
【0026】
上層磁性層の磁気記録媒体としての保磁力は、記録再生方向で135kA/m〜360kA/m(1700〜4500Oe)、残留磁束密度はヘッド走行方向で0.25T(2500G)以上が好ましい。この範囲が好ましいのは、保磁力が135kA/m未満では、反磁界によって出力が減少し、360kA/mを越えるとヘッドによる書き込みが困難になるためである。残留磁束密度が0.25T(2500G)以上が好ましいのは、0.35T未満では出力が低下するためである。保磁力が175kA/m〜290kA/m(2200〜3600Oe)、残留磁束密度が0.3T〜0.5T(3000〜5000G)のものはより好ましい。
【0027】
MRヘッドを再生ヘッドとして用いるシステムに供する場合、上層磁性層の長手方向の残留磁束密度(Mr)と磁性層膜厚(t)との積であるMrt値が72Tnm(6.0memu/cm2 )以下であることが好ましい。Mrtが72Tnm以下が好ましいのは、72Tnm以上ではほとんどのMRヘッドを飽和させてしまうからである。Mrtは2〜24Tnm(0.2〜2.00memu/cm2 )の範囲がより好ましい。
【0028】
上層磁性層の中心線平均粗さRaは0.2〜3.0nmの範囲にあるのが好ましく、0.3〜2.0nmの範囲にあることがより好ましい。Raが3.0nmを超えると出力の短波長成分が急激に低下して再生分解能が劣化するおそれがある。一方、Raが0.2nmを下回るとヘッドや走行ガイドとの摩擦が上昇して耐久性が劣化するおそれがある。また上層磁性層のRaが0.2nm未満の磁気記録媒体は製造が困難で、工程コストがかかりすぎる。なお、この中心線平均粗さRaは、原子間力顕微鏡(AFM)を用いて5μm×5μmの視野を512×512ピクセルで測定、各点の平均線からの絶対値の算術平均したときの値である。
【0029】
〈下層非磁性層(下塗層)〉
本発明は、非磁性支持体上に非磁性の下塗層(下層非磁性層)を介して磁性層が設けられる磁気テープにあっては当該下層非磁性層の厚さが1.2μm以下であるものに適用される。下塗層下層非磁性層の厚さが1.2μmより厚い磁気テープでは、非磁性支持体の磁性層形成面にS1突起のような微小突起が存在していても、磁性層との間に比較的厚い下層非磁性層が存在するため、磁性層が非磁性支持体表面の微小突起による影響を受けることはなく、そのような微小突起の個数がある程度多くても、これによってエラレートの上昇やミッシングパルスの増加が生じることはないと考えられるからである。ただし、下層非磁性層が薄いと塗布が難しくなり、生産性が悪くなるため、下層非磁性層の厚さは0.01μm以上が好ましく、0.05μm以上がさらに好ましい。なお、このような下層非磁性層は、磁性層を薄くしたことによる耐久性の低下を防止したり、上層の磁性層へ潤滑剤が適宜供給されるようにしたりするために設けられる。
【0030】
下層非磁性層のヤング率は、上層磁性層のヤング率の80〜99%が好ましい。下層非磁性層のヤング率が磁性層のそれより低い方がよいのは、下層非磁性層が、カレンダー処理時に一種のクッションの作用をするためである。
【0031】
下層非磁性層と上層磁性層とからなる塗膜のヤング率は、非磁性支持体の長手方向と幅方向のヤング率の平均値の40〜100%であることが好ましい。これにより、テープの耐久性が大きく、且つテープ−ヘッド間のタッチがよくなるからである。塗膜のヤング率は、50〜100%の範囲がより好ましく、60〜90%の範囲がさらに好ましい。この範囲が好ましいのは40%未満では塗膜の耐久性が小さくなり、100%を越えるとテープ−ヘッド間のタッチが悪くなるためである。なお、本発明では下層非磁性層と上層磁性層からなる塗膜のヤング率を制御する方法の一つとしてカレンダー条件による制御法を用いた。
【0032】
下層非磁性層には、強度を高める目的で非磁性の無機質粉体を含有させる。この無機質粉体は、金属酸化物、アルカリ土類金属塩等であることが好ましい。更に下層非磁性層に添加する無機質粉体としては、酸化鉄が好ましく、その粒径は50〜400nmが好ましく、添加量は当該下層非磁性装置中の全無機質粉体の重量を基準にして35〜83重量%が好ましい。前記の粒径が好ましいのは、粒径50nm未満では均一分散が難しく、400nmを越えると下層非磁性層とその直上の磁性層との界面の凹凸が増加するためである。また、前記の添加量が好ましいのは、35重量%未満では塗膜強度向上効果が小さく、83重量%を越えると反って塗膜強度が低下するためである。
【0033】
下層非磁性層にはアルミナを添加することが好ましい。アルミナの添加量は、全非磁性粉体の重量を基準にして2〜30重量%が好ましく、8〜20重量%がさらに好ましく、11〜20重量%が一層好ましい。添加するアルミナの粒径は100nm以下が好ましく、10〜100nmがより好ましく、30〜90nmがさらに好ましく、50〜90nmが一層好ましい。下層非磁性層のアルミナはコランダム相を主体とするアルミナが特に好ましい。上記範囲のアルミナ添加量が好ましいのは、2重量%未満では塗料流動性が不充分となり、30重量%を越えると下層非磁性層とその直上の磁性層との凹凸が大きくなるためである。また、100nm以下のアルミナが良いのは、磁性層形成面の表面粗さが2.5nm以上の平滑度の低い非磁性支持体を使用した場合に、アルミナの粒径が100nmを越えると、下層非磁性層表面の平滑効果が不充分になるためである。コランダム相を主体とするアルミナ(α化率:30%以上)が特に良いのは、σ、θやγ−アルミナ等を使用した場合に比べて少量で下層非磁性層のヤング率が高くなり、テープ強度が増すためである。加えてテープ強度も高くなることで、テープエッジの波打ち(エッジウィーブ)による出力のばらつきも改善される。
【0034】
なお、上記粒径のアルミナと共に、全無機質粉体の重量を基準にして3重量%未満の100〜800nmのα−アルミナを添加することを排除するものではない。
【0035】
下層非磁性層には、導電性向上を目的にカーボンブラック(CB)を添加する。添加するCBとしては、アセチレンブラック、ファーネスブラック、サーマルブラック等を使用できる。粒径が5nm〜200nmのものを使用できるが、粒径10〜100nmのものが好ましい。この範囲が好ましいのは、CBがストラクチャーを持っているため、粒径が10nm以下になるとCBの分散が難しく、100nm以上では平滑性が悪くなるおそれがあるからである。CB添加量は、CBの粒径によって異なるが、全非磁性粉体に対して15〜40重量%が好ましい。この添加量が15重量%未満では導電性向上効果が乏しく、40重量%を越えると効果が飽和するためである。粒径15nm〜80nmのCBを15〜35重量%使用するのがより好ましく、粒径20nm〜50nmのCBを20〜30重量%用いるのがさらに好ましい。このような粒径・量のCBを添加することにより電気抵抗が低減され、静電ノイズの発生やテープ走行むらが小さくなる。
【0036】
〈研磨材〉
上層磁性層には、ヘッドクリーニング等の目的で研磨材を添加するのが好ましい。添加する研磨材としては、平均粒径(数平均粒径)が5〜150nm、粒度分布が標準偏差で10nm以下であり、主としてモース硬度6以上のα−アルミナ、β−アルミナを単独でまたは組み合わせて使用するのが好ましい。これらの中でもコランダム型のアルミナ(α化率:30%以上)が特に良い。これは、σ、θやγ−アルミナ等を使用した場合に比べて高硬度で、少量の添加量でヘッドクリーニング効果に優れるためである。さらにCVD法で作成した単結晶アルミナは粒度分布が狭く、かつ焼結がないので特に好ましい。アルミナ研磨材の粒径としては、磁性層厚さにもよるが、通常平均粒径で20〜100nmとすることがより好ましく、粒径30〜90nmがさらに好ましい。添加量は強磁性鉄系金属粉100重量部に対して5〜20重量部が好ましい。より好ましくは8〜18重量部である。
【0037】
ここで平均粒径が150nm以下のアルミナがよいのは、平均粒径150nmを超えるアルミナが磁性層に存在するとヘッド摩耗性が上がるためである。また平均粒径50nm以上のアルミナがよいのは、磁性層に存在するアルミナの粒径が50nm未満になると、耐久性・クリーニング性が悪くなるからである。更に粒度分布が標準偏差で10nm以下がよいのは、10nmより広い分布のアルミナを使用した場合、磁性層の大粒径アルミナが存在する部分的ではヘッド摩耗が高くなり、小粒径アルミナが存在する部分では耐久性・クリーニング性が劣化するおそれがある。このように部分的な劣化が発生すると、特性にバラツキが生じ、最終的には十分な性能を出すことが出来なくなってしまう。
【0038】
アルミナ添加量が5重量部以上が好ましいのは、これを下回ると磁性層の塗膜強度が落ちて耐久性が劣化するおそれがあるためである。加えて、塗膜によるヘッドのクリーニング性も極端に悪くなるので、ヘッドに付着した汚れをかき落とせなくなるおそれがある。また15重量部以下がよいのは、15重量部を超えてしまうとC/N特性が下がるためである。
【0039】
〈カーボンブラック〉
上層磁性層には導電性向上と表面潤滑性向上を目的に従来公知のカーボンブラック(CB)を添加することができる。添加するCBとしては、アセチレンブラック、ファーネスブラック、サーマルブラック等を使用できる。粒径が5〜200nmのものが使用されるが、粒径10〜100nmのものが好ましい。この粒径が10nm以下になるとCBの分散が難しくなる一方、100nm以上では多量のCBを添加することが必要になり、何れの場合も表面が粗くなり、出力低下の原因になる。添加量は強磁性鉄系金属粉100重量部に対して0.2〜5重量部が好ましい。より好ましくは0.5〜4重量部である。
【0040】
〈潤滑剤〉
下層非磁性層と上層磁性層には、役割の異なる潤滑剤を添加することができる。下層非磁性層に、全無機質粉体に対して0.5〜4.0重量%の高級脂肪酸を含有させ、0.2〜3.0重量%の高級脂肪酸のエステルを含有させると、テープと回転シリンダまたはヘッドアイランドとの摩擦係数が小さくなるので好ましい。上記範囲の高級脂肪酸添加が好ましいのは、0.5重量%未満では、摩擦係数低減効果が小さく、4.0重量%を越えると下塗層が可塑化してしまい強靭性が失われるおそれがあるからである。また、上記範囲の高級脂肪酸のエステル添加が好ましいのは、0.5重量%未満では、摩擦係数低減効果が小さく、3.0重量%を越えると磁性層への移入量が多すぎるため、テープと回転シリンダまたはヘッドアイランドが貼り付く等の副作用が生じるおそれがあるためである。
【0041】
上層磁性層には強磁性鉄系金属粉に対して0.2〜3.0重量%の脂肪酸アミドを含有させ、0.2〜3.0重量%の高級脂肪酸のエステルを含有させると、テープと回転シリンダとの摩擦係数が小さくなるので好ましい。脂肪酸アミドの添加量が0.2重量%未満では、ヘッド/磁性層界面での直接接触が起りやすく焼付き防止効果が小さく、3.0重量%を越えるとブリードアウトしてしまいドロップアウトなどの欠陥が発生しやすくなる。脂肪酸アミドとしてはパルミチン酸、ステアリン酸等のアミドが使用可能である。また、上記高級脂肪酸のエステル添加量が0.2重量%未満では摩擦係数低減効果が小さく、3.0重量%を越えるとテープと回転シリンダが貼り付く等の副作用が生じるおそれがある。なお、磁性層の潤滑剤と下層非磁性層の潤滑剤の相互移動を排除するものではない。
【0042】
〈結合剤〉
下層非磁性層および上層磁性層に用いる結合剤としては、塩化ビニル樹脂、塩化ビニル−酢酸ビニル共重合体樹脂、塩化ビニル−ビニルアルコール共重合体樹脂、塩化ビニル−酢酸ビニル−ビニルアルコール共重合体樹脂、塩化ビニル−酢酸ビニル−無水マレイン酸共重合体樹脂、塩化ビニル−水酸基含有アルキルアクリレート共重合体樹脂、ニトロセルロースなどの中から選ばれる少なくとも1種と、ポリウレタン樹脂との組み合わせを挙げることができる。中でも、塩化ビニル−水酸基含有アルキルアクリレート共重合体樹脂とポリウレタン樹脂とを併用するのが好ましい。ポリウレタン樹脂には、ポリエステルポリウレタン、ポリエーテルポリウレタン、ポリエーテルポリエステルポリウレタン、ポリカーボネートポリウレタン、ポリエステルポリカーボネートポリウレタンなどがある。これらの結合剤は、磁性層では強磁性鉄系金属粉、下層非磁性層では全非磁性粉体100重量部に対して、7〜50重量部、好ましくは10〜35重量部の範囲で用いられる。特に、結合剤として、塩化ビニル系樹脂5〜30重量部と、ポリウレタン樹脂2〜20重量部とを、複合して用いるのが最も好ましい。
【0043】
官能基として−COOH、−SO3 M、−OSO3 M、−P=O(OM)3 、−O−P=O(OM)2 [これらの式中、Mは水素原子、アルカリ金属塩基又はアミン塩を示す]、−OH、−NR1R2、−N+ R3R4R5[これらの式中、R1、R2、R3、R4、R5は水素または炭化水素基を示す]、エポキシ基を有する高分子からなる塩化ビニル系樹脂やウレタン樹脂等の結合剤樹脂が使用される。このような結合剤樹脂を使用するのは、上述のように磁性粉末などの分散性が向上するためである。2種以上の樹脂を併用する場合には、官能基の極性を一致させるのが好ましく、中でも−SO3 M基同士の組み合わせが好ましい。
【0044】
〈架橋剤〉
上述の結合剤とともに、結合剤中に含まれる官能基などと結合させて架橋する熱硬化性の架橋剤を併用するのが望ましい。この架橋剤としては、トリレンジイソシアネート、ヘキサメチレンジイソシアネート、イソホロンジイソシアネートなどや、これらのイソシアネート類とトリメチロールプロパンなどの水酸基を複数個有するものとの反応生成物、上記イソシアネート類の縮合生成物などの各種のポリイソシアネートが好ましい。これらの架橋剤は、結合剤100重量部に対して、通常10〜50重量部の割合で用いられる。より好ましくは15〜35重量部である。
【0045】
〈溶媒〉
上層磁性層形成用の塗料(磁性塗料)や下層非磁性層形成用の塗料、さらには後述するバックコート層形成用の塗料で使用する有機溶媒としては、アセトン、メチルエチルケトン、メチルイソブチルケトン、ジイソブチルケトン、シクロヘキサノン、イソホロン、テトラヒドロフラン等のケトン類、メタノール、エタノール、プロパノール、ブタノール、イソブチルアルコール、イソプロピルアルコール、メチルシクロヘキサノールなどのアルコール類、酢酸メチル、酢酸ブチル、酢酸イソブチル、酢酸イソプロピル、乳酸エチル、酢酸グリコール等のエステル類、グリコールジメチルエーテル、グリコールモノエチルエーテル、ジオキサンなどのグリコールエーテル系、ベンゼン、トルエン、キシレン、クレゾール、クロルベンゼン等の芳香族炭化水素類、メチレンクロライド、エチレンクロライド、四塩化炭素、クロロホルム、エチレンクロルヒドリン、ジクロルベンゼン等の塩素化炭化水素類、N,N−ジメチルホルムアミド、ヘキサン等を挙げることができる。これらは、単独で又は任意の比率で混合して使用できる。
【0046】
〈バックコート層〉
非磁性支持体の裏面には、走行性向上のためバックコート層を設けるのが好ましい。バックコート層の厚さは、0.2〜0.8μmが好ましい。この範囲が良いのは、0.2μm未満では、走行性向上効果が不充分で、0.8μmを超えるとテープ全厚が厚くなり、1巻当たりの記憶容量が小さくなるためである。バックコート層の塗布形成は、従来公知のグラビア塗布装置、ロール塗布装置、ブレード塗布装置、ダイ塗布装置などを使用して行うことができる。
【0047】
バックコート層には、アセチレンブラック、ファーネスブラック、サーマルブラック等のカーボンブラック(CB)を添加することができる。通常、小粒径カーボンブラックと大粒径カーボンブラックを使用する。小粒径カーボンブラックには、粒径が5〜200nmのものが使用されるが、粒径10nm〜100nmのものがより好ましい。この範囲がより好ましいのは、粒径が10nm以下になるとCBの分散が難しく、粒径が100nm以上では多量のCBを添加することが必要になり、何れの場合も表面が粗くなり、磁性層への裏移り(エンボス)原因になるためである。大粒径カーボンブラックとして、小粒径カーボンブラックの5〜15重量%、粒径300〜400nmの大粒径カーボンブラックを使用すると、表面も粗くならず、走行性向上効果も大きくなる。小粒径カーボンブラックと大粒径カーボンブラック合計の添加量は無機粉体重量を基準にして60〜98重量%が好ましく、70〜95重量%がより好ましい。表面粗さRaは3〜8nmが好ましく、4〜7nmがより好ましい。
【0048】
バックコート層には、強度向上を目的に酸化鉄を添加するのが好ましい。添加する酸化鉄の粒径は100nm〜600nmが好ましく、200nm〜500nmがより好ましい。添加量は無機粉体重量を基準にして2〜40重量%が好ましく、5〜30重量%がより好ましい。
【0049】
〈製造方法〉
磁性塗料の主な製造方法としては、次に示すような方法が挙げられる。すなわち、先ずニーダー、二軸連続式混練装置(エクストルーダ)等のごとき強力な混練機を用いて、磁性粉と少量の結合剤樹脂とを混練し、更に溶剤を加えて固形分濃度35〜45%(重量基準、以下同じ)にて攪拌してペースト状のミルベースを得る。上記混練工程において使用される二軸連続式混練機は、その混練部(バレル)に加熱・冷却可能な装置を装備し、該混練部の温度を、20〜50℃、好ましくは25〜35℃に制御することにより調整される。ここで、上記混練部の温度が20℃未満であると、混練物へのぬれ性アップが図れず、分散性向上もねらうことができず、また50℃を越えると、混練物の粘性が低下し、所望の剪断力を作用させることができなくなる。上記混練工程において混練する際の混練条件は、混練時間が2〜5分であるのが好ましく、混練物の供給速度が5〜15kg/hであるのが好ましい。次いで、サンドミル等により分散操作を行って、固形分の分散状態を向上させる。
【0050】
上層磁性層の平均乾燥厚みを0.3μm以下の任意の厚みで精度良く、かつ生産性良く塗布形成するには、下層非磁性層が湿潤状態にある間にその直上に上層磁性層を重畳して塗布するウェット・オン・ウェット同時重層塗布方式を用いるのが好ましい。この場合、塗布液通液スリットを二つ内蔵する一つのダイ塗布ヘッドにより、下層非磁性層と上層磁性層とをほぼ同時に塗布する。その際、塗布の安定性をあげるために、下層非磁性層に用いる溶媒の表面張力が、上層磁性層に用いる溶媒の表面張力よりも高くなるように調整しておくことが好ましい。表面張力の高い溶媒としてはシクロヘキサノン、ジオキサンなどがある。
【0051】
下層非磁性層および上層磁性層を塗布形成した後に、これらの厚みや表面の状態を均一化し、磁性層中の磁性粉の充填状態をよくするため、密度を金属ロール間に通してカレンダー処理することが好ましい。この場合、エポキシ、ポリイミド、ポリアミド、ポリイミドアミド等の耐熱性のあるプラスチックロールをカレンダーロールとして使用することもできる。処理温度は、好ましくは70℃以上、さらに好ましくは80℃以上である。線圧力は好ましくは200×9.8N/cm、さらに好ましくは300×9.8N/cm以上、その速度は20m/分〜700m/分の範囲である。カレンダー処理を、80℃以上の温度、300×9.8N/cm以上の線圧で行うことで、本発明の効果を一層高めることができる。
【0052】
バックコート層は、表層塗布層の塗布とカレンダー処理の前後又は間のいずれかの工程で塗布する。また表層塗布層およびバックコート層を塗布形成し且つカレンダー処理を施した後、表層塗布層およびバックコート層の硬化を促進するために、40℃〜80℃のエージング処理を施してもかまわない。
【実施例】
【0053】
以下、本発明の実施例について説明する。なお、下記成分中の「部」は重量部を示す。
【0054】
[実施例1]
《バックコート層塗料成分》
・カーボンブラック(平均粒径:25nm) 80部
・カーボンブラック(平均粒径:350nm) 10部
・α−酸化鉄(平均粒径:100nm) 10部
・ニトロセルロース 45部
・ポリウレタン樹脂(−SO3 Na基含有) 30部
・シクロヘキサノン 290部
・トルエン 680部
・メチルエチルケトン 410部
【0055】
上記バックコート層用塗料成分をサンドミルで滞留時間45分として分散した後、ポリイソシアネート15部を加えてバックコート層用塗料を調整し濾過後、芳香族ポリアミドフイルム(MD方向のヤング率:11330MPa、TD方向のヤング率:15380MPa、厚さ3.6μm、商品名:ミクトロン、東レ社製)からなる非磁性支持体(ベースフィルム)上に、乾燥、カレンダ後の厚みが0.5μmとなるように塗布し、乾燥した。
【0056】
《非磁性塗料成分(下塗層用塗料成分)》
(1)
・α−酸化鉄(平均粒径:110nm) 68部
・α−アルミナ粉末(平均粒径:70nm) 8.0部
・カーボンブラック(平均粒径:75nm) 24部
・ステアリン酸(SA) 1.0部
・塩化ビニル−ヒドロキシプロピルアクリレート共重合体 8.8部
(含有−SO3 Na基:0.7×10-4当量/g)
・ポリエステルポリウレタン樹脂 4.4部
(Tg:40℃、含有−SO3 Na基:1×10-4当量/g)
・シクロヘキサノン 71部
・メチルエチルケトン 120部
・トルエン 26部
(2)
・ステアリン酸(SA) 1.0部
・ステアリン酸ブチル(SB) 1.0部
・シクロヘキサノン 20部
・メチルエチルケトン 13部
・トルエン 20部
(3)
・ポリイソシアネート 1.3部
・シクロヘキサノン 2.0部
・メチルエチルケトン 15部
・トルエン 2.0部
【0057】
《磁性塗料成分(磁性層用塗料成分)》
(1)混練工程
・強磁性鉄系金属粉 100部
〔Co/Fe:24at%、
Y/(Fe+Co):4.7at%、
Al/(Fe+Co):8.2at%、
σs :155A・m2 /kg、
Hc:188kA/m、
平均粒子径:100nm〕
・塩化ビニル−ヒドロキシプロピルアクリレート共重合体 12部
(含有−SO3 Na基:0.7×10-4当量/g)
・ポリエステルポリウレタン樹脂(PU) 5.5部
(含有−SO3 Na基:1.0×10-4当量/g)
・カーボンブラック(平均粒径:25nm) 2.0部
・メチルアシッドホスフェート(MAP) 2.5部
・メチルエチルケトン 30部
・トルエン 12部
(2)希釈工程
・α−アルミナスラリー 22部
(住友化学社製、α−アルミナ平均粒径:200nm、含有率45%)
・ステアリン酸n−ブチル(SB) 1.0部
・パルミチン酸アミド 2.0部
・シクロヘキサノン 110部
・メチルエチルケトン 110部
・テトラハイドロフラン 30部
・トルエン 80部
(3)配合工程
・ポリイソシアネート 1.9部
・メチルエチルケトン 12部
・シクロヘキサノン 5.0部
・トルエン 5.0部
【0058】
上記の非磁性塗料成分において、(1)を回分式ニーダで混練したのち、(2)を加えて攪拌した。次いでサンドミルで滞留時間を60分として分散処理を行い、これに(3)を加え攪拌・濾過した後、下塗層(下層非磁性層)用の非磁性塗料とした。
【0059】
これとは別に、上記の磁性塗料の成分において、(1)を回分式ニーダで混練したのち、(2)を加えて攪拌した。次いで、サンドミルで滞留時間を45分として分散処理を行い、これに(3)を加え攪拌・濾過した後、磁性層形成用の磁性塗料とした。
【0060】
上記バックコート塗料を一方の面に塗布した非磁性支持体(ベースフィルム)の他方の面上に、上記非磁性塗料を、乾燥・カレンダ後の厚さが0.9μmとなるように塗布して下塗層とし、更にこの下塗層上に上記磁性塗料をウエット・オン・ウエットで塗布して、その磁場配向処理・乾燥・カレンダー処理後の厚さ(磁性層厚さ)が0.25μmとなるように磁性層を形成した。次いで、磁場配向処理後、ドライヤおよび遠赤外線を用いて乾燥し、磁気シートを得た。なお、磁場配向処理は、ドライヤ前にN−N対向磁石(5kG)を設置し、ドライヤ内で塗膜の指蝕乾燥位置の手前側75cmからN−N対向磁石(5kG)を2基50cm間隔で設置して行った。塗布速度は100m/分とした。
【0061】
このようにして得られた磁気シートを金属ロールからなる7段カレンダで、温度100℃、線圧1.96×105 N/mの条件で鏡面化処理した。次いで、磁気シートをコアに巻いた状態で70℃で72時間エージングしたのち、3.81mm幅に裁断し、これを200m/分で走行させながら磁性層表面に対して、ラッピングテープによる研磨、ロータリによる研磨そしてティッシュによるふき取りの後処理を行い、磁気テープを作製した。このようにして得られた磁気テープをDDS用カートリッジに170mの長さで組み込んで評価用テープとし、これを必要なサンプル数だけ作製した。
【0062】
作製した各評価用テープについて、下記測定法により、非磁性支持体の磁性層形成面側の表面中心線平均粗さRa、各層の厚さ、ヤング率(MD、TD方向)を測定したところ、以下のような値であった。なお、これらは評価用テープ5本(サンプル数が5)の平均値である。
・非磁性支持体の磁性層形成面側の表面中心線平均粗さRa:4.5nm
・磁性層の厚さ:02μm
・下塗層の厚さ:0.9μm
・バックコート層の厚さ:0.4μm
・非磁性支持体の厚さ:3.7nm
【0063】
『非磁性支持体の磁性層形成面側の表面中心線平均粗さ:Ra』
ZYGO社製汎用三次元表面構造解析装置NewView5000による走査型白色光干渉法にてScan Lengthを5.0μmで測定した。測定視野は、350μm×260μmである。非磁性支持体表面の中心線平均粗さをRaとして求めた。
【0064】
『各層の厚さ』
厚みの測定は、次のようにして求めた。まず、得られた磁気テープを樹脂埋めし、それをダイヤモンドカッター(あるいは周速イオンビーム加工装置)で切り出し、その断面を透過型電子顕微鏡(TEM)で10000倍にて、異なる試料において50枚の写真撮影を行い、磁性層と非磁性層、非磁性層と非磁性支持体、および非磁性支持体とバックコート層の境界を縁取りする。次いで、写真1枚当たりの任意の5個所において、縁取りした線間の距離を厚さとして測定し、それらの平均値から磁性層厚さ、非磁性層(下塗層)厚さおよびバックコート層厚さを求めた。
【0065】
『磁気テープのヤング率(MD、TD方向)の測定』
小型引っ張り試験機(横浜システム社製)を用い、23℃、50%RHの環境での歪み・引っ張り応力を測定した。試料の測定長さは10mm、引っ張り速度10%歪み/分で引っ張り、得られた応力の0.3%歪みの値をもとに、0.3%伸び弾性率(ヤング率)を評価した。この評価は試料の長手(MD)方向と幅(TD)方向で行った。
【0066】
〔特性の評価〕
次に、上記のようにして作製した評価用テープを所定数用意し、これらのサンプルについて下記項目の測定を行ってS1突起とエラーレートとの関係、およびS1突起とミッシングパルスとの関係をそれぞれ調べた。
【0067】
『非磁性支持体表面に存在する突起の高さおよび個数』
次のようにして求めた。
1)非磁性支持体の磁性層形成側にアルミ蒸着を施す。
2)サンプルを微分干渉顕微鏡(倍率50倍)で任意に4視野(1視野:2.77mm2 )観察し、突起をマーキングする。
3)マーキングした突起の高さをKEYENCE 社製PROFILE MICROMETER:VF-7500,7510(CR上の倍率:2500倍)で測定し、0〜270nmの突起(S1突起)の個数をカウントする。
4)4視野の合計を求める。
5)4視野の平均値を突起個数とし、小数点第一位を四捨五入して整数で表す。
【0068】
『ミッシングパルス』
再生信号振幅の欠損であり、再生信号の電圧の0Vを基準としたピーク値(0−P)が記録密度2999.9 ftpmmの信号の平均信号振幅の50%以下となったものをミッシングパルスと判定する。
ミッシングパルスの測定装置としては、Media Scope 社製のMS4500Series(HPDDS4Drive )を使用した。
【0069】
『再生出力(4T出力)』
再生出力(4T出力)は、HP社製DDS4ドライブを用いて記録(記録密度1499. 9ftpmm )・再生することによって求めた。出力は、基準となる標準テープのものを100%と定義し、これとの相対値として表した。
【0070】
『エラーレート』
エラーレート(ERT)の測定は、HP社製DDS4ドライブを用いて、記録トラック幅5.4μmにおいてランダムのデジタル信号を記録(記録密度5999.7〜1499.9ftpmm )・再生して検出されるエラーをカウントし、記録総数を母数としてレートに換算した。母数は1秒間のブロック数毎に求めた。得られた値は、この種の測定で比較対象として用いられるエラーレート標準テープの値を10と定義し、これとの相対値として最終的に表した。
【0071】
〔評価結果〕
図1と表1に、S1突起とミッシングパルス(MP)との関係についての測定結果を示し、図2と表2に、S1突起とエラーレート(ERT)との関係についての測定結果を示す。なお、この場合のS1突起は、平均高さ:約140nm、標準偏差:約67nm、最大高さ:270nm、最小高さ:0nmの分布を持つものである。また、表1および表2中に記載した「範囲」は、各項目の測定値における最大値−最小値間の範囲である。
【0072】
【表1】
【0073】
【表2】
【0074】
これらの図および表を見ると、S1突起(非磁性支持体の磁性層形成面側の表面に存在する高さ0nmを超え270nm以下の微小突起)の2.77mm2 当たりの個数が10個以下の場合(10個以下/2.77mm2 )と10個以上の場合(10個以上/2.77mm2 。10個を超える場合を意味するが、ここでは便宜上「以上」の文言を使用する。図1および図2においても同様)とでは、ミッシングパルスおよびエラーレートに有意な差があることがわかる。すなわち、S1突起個数が10個以下の場合は、S1突起個数が10個以上の場合に比べて、4T出力がわずかに高いこと、また4T出力が同じ場合にはミッシングパルスの個数が少なくエラーレートも低いことが確認できる。
【図面の簡単な説明】
【0075】
【図1】本発明実施例で作製した複数の評価用テープ(磁気テープ)を使用してS1突起とミッシングパルス(MP)との関係を調べた結果を示すグラフである。
【図2】本発明実施例で作製した複数の評価用テープ(磁気テープ)を使用してS1突起とエラーレート(ERT)との関係を調べた結果を示すグラフである。
【特許請求の範囲】
【請求項1】
非磁性支持体の一方の面に、結合剤と磁性粉とを含有してなる厚さが0.3μm以下の磁性層を有する磁気テープであって、
前記非磁性支持体の磁性層形成面側の表面に存在する高さ270nmを超える突起の数が2.77mm2 当たり0〜7.67×10-5個で、高さ0nmを超え270nm以下の突起の数が2.77mm2 当たり1×10-4〜10個であることを特徴とする磁気テープ。
【請求項2】
非磁性支持体の一方の面に、結合剤と非磁性粉末とを含有してなる厚さが1.2μm以下の下塗層と、その上に設けられた結合剤と磁性粉とを含有してなる厚さが0.3μm以下の磁性層とを有する磁気テープであって、
前記非磁性支持体の磁性層形成面側の表面に存在する高さ270nmを超える突起の数が2.77mm2 当たり0〜7.67×10-5個で、高さ0nmを超え270nm以下の突起の数が2.77mm2 当たり1×10-4〜10個であることを特徴とする磁気テープ。
【請求項3】
非磁性支持体の磁性層形成面側の表面の中心線平均粗さRaが3.0nm以上6.5nm以下である、請求項1または2記載の磁気テープ。
【請求項4】
非磁性支持体の厚さが2.0μm以上4.6μm以下である、請求項1ないし3のいずれかに記載の磁気テープ。
【請求項1】
非磁性支持体の一方の面に、結合剤と磁性粉とを含有してなる厚さが0.3μm以下の磁性層を有する磁気テープであって、
前記非磁性支持体の磁性層形成面側の表面に存在する高さ270nmを超える突起の数が2.77mm2 当たり0〜7.67×10-5個で、高さ0nmを超え270nm以下の突起の数が2.77mm2 当たり1×10-4〜10個であることを特徴とする磁気テープ。
【請求項2】
非磁性支持体の一方の面に、結合剤と非磁性粉末とを含有してなる厚さが1.2μm以下の下塗層と、その上に設けられた結合剤と磁性粉とを含有してなる厚さが0.3μm以下の磁性層とを有する磁気テープであって、
前記非磁性支持体の磁性層形成面側の表面に存在する高さ270nmを超える突起の数が2.77mm2 当たり0〜7.67×10-5個で、高さ0nmを超え270nm以下の突起の数が2.77mm2 当たり1×10-4〜10個であることを特徴とする磁気テープ。
【請求項3】
非磁性支持体の磁性層形成面側の表面の中心線平均粗さRaが3.0nm以上6.5nm以下である、請求項1または2記載の磁気テープ。
【請求項4】
非磁性支持体の厚さが2.0μm以上4.6μm以下である、請求項1ないし3のいずれかに記載の磁気テープ。
【図1】

【図2】
【図2】
【公開番号】特開2007−193920(P2007−193920A)
【公開日】平成19年8月2日(2007.8.2)
【国際特許分類】
【出願番号】特願2006−13186(P2006−13186)
【出願日】平成18年1月20日(2006.1.20)
【出願人】(000005810)日立マクセル株式会社 (2,366)
【Fターム(参考)】
【公開日】平成19年8月2日(2007.8.2)
【国際特許分類】
【出願日】平成18年1月20日(2006.1.20)
【出願人】(000005810)日立マクセル株式会社 (2,366)
【Fターム(参考)】
[ Back to top ]