
磁気ディスク用ガラス基板および磁気記録媒体
【課題】HDDとしたときに、磁気ディスクに記録されているTrack情報を含むサーボ情報を安定に読み出すことを実現できる磁気記録媒体用ガラス基板を提供する。
【解決手段】本発明のガラス基板1は、内孔の全周に亘る形状プロファイルより算出されるSkおよび/またはKu、あるいはスキューネスを加味した修正同軸度ACの値が所定の範囲内である。
【解決手段】本発明のガラス基板1は、内孔の全周に亘る形状プロファイルより算出されるSkおよび/またはKu、あるいはスキューネスを加味した修正同軸度ACの値が所定の範囲内である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は磁気ディスク用ガラス基板およびその評価方法に関するものである。
【背景技術】
【0002】
近年、情報化技術の高度化に伴い、情報記録技術、特に磁気記録技術は著しく進歩している。
【0003】
このような磁気記録技術のひとつであるHDD(ハードディスクドライブ)は、ディスク状の基板の表面に磁性体薄膜からなる磁気記録層を有した磁気ディスクと、磁気ディスクを高速で回転させるスピンドルモータと、スイングアームの先端に取り付けられ、磁気ディスクの磁気記録層に磁気データを読み書きする磁気ヘッドと、磁気ヘッドを磁気ディスク上の半径方向に移動する位置決め装置とを主な構成要素としている(特許文献1)。
【0004】
磁気ディスクの両主表面に形成された磁気記録層に対してそれぞれ磁気ヘッドが対向配置されるので、1つの磁気ディスクにつき2つの磁気ヘッドを備えているのが、一般的な構成である。ここで、磁気記録媒体用基板としては、かつてはアルミニウム基板が広く用いられてきた。
【0005】
しかしながら、磁気ディスクの小型化、薄板化、および高密度記録化に伴い、近年は、アルミニウム基板に比べ基板表面の平坦性及び基板強度に優れたガラス基板の需要が高まっている。
【0006】
ガラス基板は、従来、例えば、特許文献2の段落〔0004〕に示すように、ガラスを円盤状に形成して面取りを行い、端面および主表面を研磨し、その後に耐衝撃性や耐振動性を向上させるための化学強化処理を施すことにより製造されていた(特許文献2)。
【0007】
このようにして製造されたガラス基板は、両面に磁性層等の記録層を設けることにより、磁気記録媒体として利用されてきた。
【0008】
ここで、磁気ディスク用ガラス基板の場合、スピンドルモータに連結するために、内孔が設けられているが、回転の際のブレやそれに伴うTMR(Track Mis Registration)を防止するため、内孔の形状は、真円に近いものが好ましい。
【0009】
真円の近さを表す指標としては、一般に真円度が知られている。
真円度は、円形形体の幾何学的に正しい円からの狂いの大きさを示す指標であり、従来の定義は、例えばJIS規格によれば、「円形形体を2つの同心の幾何学的円で挟んだとき、同心円の間隔が最小となる場合の、2円の半径の差」と定義されている(非特許文献1)。
【0010】
即ち、磁気ディスク用基板の内孔の場合、内孔の全周に亘る形状プロファイルを測定し、プロファイルの最大値における外接円と最小値における内接円の差分が真円度である。
なお、本願で言うところの外接円とは、上記真円度の定義における2つの同心円のうち半径が大きい円(プロファイルのうち、最も外側に接している円)である。また、内接円とは、半径の小さい円(プロファイルのうち、最も内側に接している円)である。
【0011】
なお、磁気ディスク用ガラス基板は通常、大量生産されるものであり、真円度にバラつきが生じるため、バラつきが所定の数値範囲(寸法公差)に収まるように製造される。
【0012】
また、別の観点では、磁気ディスク用ガラス基板の場合、スピンドルモータに連結するために、円孔が設けられているが、回転の際のブレやTMR(Track Mis Registration)を最小限にするため、円孔の中心と外周端の描く円の中心は、一致しているのが好ましい。
【0013】
ただし、磁気ディスク用ガラス基板の場合、実際には外周端と円孔は真円を描いているわけではなく、凹凸形状を有する環状の形状となっているため、このような形状における中心の一致度を示す指標が必要となる。
【0014】
この一致の程度を評価する指標としては同芯度(同軸度)がある。
同軸度とは、JIS(日本工業規格)においては「共通の軸線をもつように配置された2つの機械部分の軸線が一致していない程度。2つの線又は2つの軸では、指定された長さの中の幾つかの点で測定したそれらの距離で表す。その距離が許容値を超えないとき、同軸である、一致している、又は心が合っている(アライメントが保たれている)と見なす。2つの軸の場合は、一方の軸に取り付けたテストインジケータを振り回して測定した場合の読みの最大差の1/2がこれに該当する。」と定義されている(非特許文献2)。
【0015】
磁気ディスク用基板のような円板の場合、外径(外周)および内径(内周)部分の2つのプロファイルが存在するため、例えば外周プロファイルの最小二乗円中心と、内周プロファイルの最小二乗円中心との差分を同軸度とするのが一般的である。
【0016】
なお、磁気ディスク用ガラス基板は通常、大量生産されるものであり、同軸度にバラつきが生じるため、バラつきが所定の数値範囲(寸法公差)に収まるように製造される。
【0017】
さらに、別の観点では、磁気ディスク用ガラス基板の場合、磁気ディスクに要求される板厚に応じて所定の板厚になるように形成されるが、回転の際のブレやそれに伴うTMR(Track Mis Registration)を防止するため、ガラス基板の板厚は、一定値であるのが好ましい。
【0018】
ガラス基板の板厚の定義としては、従来、ガラス基板上の一点、或いは複数点で測定された両主表面間の距離で示されていた(特許文献3)。
【0019】
なお、磁気ディスク用ガラス基板は通常、大量生産されるものであり、板厚にバラつきが生じるため、バラつきが所定の数値範囲(寸法公差)に収まるように製造される。
【先行技術文献】
【特許文献】
【0020】
【特許文献1】特開2001−243735号公報
【特許文献2】特開2000−076652号公報
【特許文献3】特開平8−147691号公報
【非特許文献】
【0021】
【非特許文献1】JIS B 0621−1984
【非特許文献2】JIS B 0182:1993 工作機械-試験及び検査用語
【発明の概要】
【発明が解決しようとする課題】
【0022】
ここで、近年のHDDにおける高記録密度化および高速回転化の加速により、従来よりもさらにTMRの影響、すなわちディスクのFlatteringにより磁気ディスク上を浮上する磁気ヘッドが、その半径/トラック位置情報を記録しているTrack情報を含むサーボ情報を見失う現象が著しくなる傾向がある。
【0023】
これは、記録密度向上による狭トラック幅化、そして高速回転によるディスクの機械的振動による読み取りエラーが主たる原因である。
【0024】
そのため、磁気ディスク用ガラス基板には、磁気ディスクの狭トラック幅化、HDDの高速回転により、磁気ヘッドがTrack情報を含むサーボ情報を見失わないように、安定して回転できるよう、例えば、(A)真円度、(B)同軸度、(C)ガラスの板厚も、従来に比べてより精度の高いものが求められており、その要求は一般的に80GB以上/5,400rpm以上の性能を有するHDDにおいて顕著になってくる。
【0025】
ところが、上記(A)真円度の場合、従来の真円度の定義で寸法公差を管理して、磁気ディスク用ガラス基板を製造した場合であっても、このガラス基板を磁気ディスクとしHDDを製造したときに、サーボ情報を見失う現象を完全に防止することができない場合があった(第1の課題)。
【0026】
即ち、同一の真円度を有する磁気記録媒体用ガラス基板であっても、前記したようなTMRの影響を排除できるものと、できないものとが混在しており、これまでのような、ただ単に外形/内孔プロファイルの最大値における外接円と最小値における内接円の差分というパラメータだけでは、その良し悪しを明確に区分けができない場合が存在しており、TMRと平面形状との因果関係を明確にできなかった。
【0027】
本発明における第1の発明は、このような第1の問題点の改善の為になされたものであり、その目的は、HDDとしたときに、磁気ディスクに記録されているTrack情報を含むサーボ情報を安定に読み出すことを実現できる磁気記録媒体用ガラス基板を提供することにある。
【0028】
次に、(B)同軸度の場合、従来の同軸度の定義で寸法公差を管理して、磁気ディスク用ガラス基板を製造した場合であっても、このガラス基板を磁気ディスクとしHDDを製造したときに、サーボ情報を見失う現象を完全に防止することができない場合があった(第2の課題)。
【0029】
即ち、同一の同軸度を有する磁気記録媒体用ガラス基板であっても、前記したようなTMRの影響を排除できるものと、できないものが混在しており、これまでのような、ただ単に外径/内径プロファイル中心の中心間距離というパラメータだけでは、その良し悪しを明確に区分けができない場合が存在しており、TMRと平面形状との因果関係を明確にできなかった。
【0030】
本発明における第2の発明は、このような第2の問題点の改善の為になされたものであり、その目的は、HDDとしたときに、磁気ディスクに記録されているTrack情報を含むサーボ情報を安定に読み出すことを実現できる磁気記録媒体用ガラス基板を提供することにある。
【0031】
次に、(C)ガラスの板厚の場合、従来の板厚の定義で寸法公差を管理して、磁気ディスク用ガラス基板を製造した場合であっても、このガラス基板を磁気ディスクとしHDDを製造したときに、サーボ情報を見失う現象を完全に防止することができない場合があった(第3の課題)。
【0032】
即ち、同一の板厚を有する磁気ディスク用ガラス基板であっても、前記したようなTMRの影響を排除できるものと、できないものとが混在しており、これまでのような、ただ単にガラス基板上の一点、或いは複数点で測定された両主表面間の距離というパラメータだけでは、その良し悪しを明確に区分けができない場合が存在しており、TMRと平面形状との因果関係を明確にできなかった。
【0033】
本発明における第3の発明は、このような第3の問題点の改善の為になされたものであり、その目的は、HDDとしたときに、磁気ディスクに記録されているTrack情報を含むサーボ情報を安定に読み出すことを実現できる磁気ディスク用ガラス基板を提供することにある。
【課題を解決するための手段】
【0034】
本発明者は上記第1の課題を解決するために鋭意検討した結果、従来の真円度の定義は内孔のプロファイルの最大値と最小値の差分を表す指標に過ぎず、プロファイルのバラつきや位置依存性が考慮されていないという点に着目した。
【0035】
即ち、従来の真円度の定義では、内孔形状のうねり(凹凸)が特定の場所に偏っている場合でも、均等に存在する場合でも、最大値と最小値が同じであれば、真円度は同じものとして評価されることに着目した。
【0036】
そこで、本発明者はさらに検討を重ねた結果、内孔の形状を評価する指標として、内孔の形状のばらつきやうねりの位置をも考慮した指標を用いることにより、TMRと内孔の形状との因果関係を把握できることを見出し、第1の発明を完成するに至った。
【0037】
具体的には、上記第1の課題を解決するため、第1の発明は以下の構成を有する。
【0038】
(構成1−1)内孔を有し、前記内孔のプロファイルにおける凹凸形状の偏りを示すパラメータが、所定の範囲内にあることを特徴とする磁気ディスク用ガラス基板。
【0039】
(構成1−2)前記パラメータは、前記内孔のプロファイルと、前記内孔のプロファイルにおける最小値の内接円または最小二乗円との、径方向の差分を有することを特徴とする構成1−1記載の磁気ディスク用ガラス基板。
【0040】
(構成1−3)前記差分は、前記内径プロファイルの最小二乗中心法で求めた円の中心から前記内孔のプロファイルにおける最小値の内接円または最小二乗円に対して引かれた直線における、前記内孔のプロファイルと前記内接円または最小二乗円との間の差であることを特徴とする構成1−2に記載の磁気ディスク用ガラス基板。
【0041】
(構成1−4)前記所定の範囲は、前記パラメータとディスクバランスまたはTMR(Track Mis Registration)特性の相関により規定される範囲を有することを特徴とする構成1−1〜1−3のいずれかに記載の磁気ディスク用ガラス基板。
【0042】
(構成1−5)前記所定の範囲は、前記差分の分布状態を規定するスキューネスおよび/またはクルトシスとディスクバランスまたはTMR(Track Mis Registration)特性の相関により規定される範囲を有することを特徴とする構成1−2〜1−4のいずれかに記載の磁気ディスク用ガラス基板。
【0043】
(構成1−6)前記ディスクバランスまたはTMR(Track Mis Registration)特性はAxial Displacement3sであることを特徴とする構成1−5記載の磁気ディスク用ガラス基板。
【0044】
(構成1−7)前記所定の範囲は、スキューネスおよび/またはクルトシスとAxial Displacement3sの相関図において、Axial Displacement3sが一定値になっている平坦部における、スキューネスおよび/またはクルトシスの上下限以内の範囲であることを特徴とする構成1−6に記載の磁気ディスク用ガラス基板。
【0045】
(構成1−8)構成1−1〜1−7のいずれかに記載の磁気ディスク用ガラス基板と、前記ガラス基板の主表面に設けられた下地層、磁性層、保護層、潤滑層と、を有することを特徴とする磁気記録媒体。
【0046】
(構成1−9)内孔を有する磁気ディスク用ガラス基板の前記内孔のプロファイルにおける凹凸形状の偏りを示すパラメータが、所定の範囲内にあるか否かを判定することを特徴とする磁気ディスク用ガラス基板の評価方法。
【0047】
(構成1−10)前記パラメータは、前記内孔のプロファイルと、前記内孔のプロファイルにおける最小値の内接円または最小二乗円との、径方向の差分を有することを特徴とする構成1−9記載の磁気ディスク用ガラス基板の評価方法。
【0048】
(構成1−11)前記差分は、前記内径プロファイルの最小二乗中心法で求めた円の中心から前記内孔のプロファイルにおける最小値の内接円または最小二乗円に対して引かれた直線における、前記内孔のプロファイルと前記内接円または最小二乗円との間の差であることを特徴とする構成1−10に記載の磁気ディスク用ガラス基板の評価方法。
【0049】
(構成1−12)前記所定の範囲は、前記パラメータとディスクバランスまたはTMR(Track Mis Registration)特性の相関により規定される範囲を有することを特徴とする構成1−10または1−11のいずれかに記載の磁気ディスク用ガラス基板の評価方法。
【0050】
(構成1−13)前記所定の範囲は、前記差分の分布状態を規定するスキューネスおよび/またはクルトシスとディスクバランスまたはTMR(Track Mis Registration)特性の相関により規定される範囲を有することを特徴とする構成1−10から1−12のいずれかに記載の磁気ディスク用ガラス基板の評価方法。
【0051】
(構成1−14)前記ディスクバランスまたはTMR(Track Mis Registration)特性はAxial Displacement3sであることを特徴とする構成1−13に記載の磁気ディスク用ガラス基板の評価方法。
【0052】
(構成1−15)前記所定の範囲は、スキューネスおよび/またはクルトシスとAxial Displacement3sの相関図において、Axial Displacement3sが一定値になっている平坦部における、スキューネスおよび/またはクルトシスの上下限以内の範囲であることを特徴とする構成1−14に記載の磁気ディスク用ガラス基板の評価方法。
【0053】
(構成1−16)構成1−9〜1−15のいずれかに記載の磁気ディスク用ガラス基板の評価方法を工程に有することを特徴とする磁気ディスク用ガラス基板の製造方法。
【0054】
一方、本発明者は上記第2の課題を解決するために鋭意検討した結果、従来の同軸度の定義は最小二乗円を用いて平均化したプロファイルどうしの中心間距離で表現されるのが一般的であり、内外周のプロファイルのばらつきが考慮されていないこと、またプロファイルの相対的な偏りが考慮されていない点に着目した。
【0055】
即ち、従来の同軸度の定義では、内外周のうねり(凹凸)が特定の場所に偏っている場合でも、均等に存在する場合でも、最小二乗円が同じであれば、同軸度は同じ値として評価されているということに着目した。
【0056】
そこで、本発明者はさらに検討を重ねた結果、同軸度を評価する指標として、従来の指標のみならず、内外周のプロファイルのばらつきや相対的な偏りをも考慮した指標を用いることにより、TMRとの因果関係を把握できることを見出し、第2の発明を完成するに至った。
【0057】
具体的には、上記第2の課題を解決するため、第2の発明は以下の構成を有する。
【0058】
(構成2−1)内孔を有するガラス基板の外周形状のプロファイルと内周形状のプロファイルにおける凹凸形状の偏りを示すパラメータと、前記外周形状と内周形状の中心位置差とから規定される評価値が、所定の範囲内にあることを特徴とする磁気ディスク用ガラス基板。
【0059】
(構成2−2)前記パラメータは、外周形状のプロファイルと内周形状のプロファイルそれぞれと、各々の最小二乗円との径方向の差分を有することを特徴とする構成2−1記載の磁気ディスク用ガラス基板。
【0060】
(構成2−3)前記差分は、前記外周形状のプロファイルと内周形状の前記プロファイルそれぞれの最小二乗中心法で求めた円の中心から、各々の最小二乗円に対して引かれた直線における、前記プロファイルと前記最小二乗円との間の差であることを特徴とする構成2−2に記載の磁気ディスク用ガラス基板。
【0061】
(構成2−4)前記中心位置差は、外周形状のプロファイルと内周形状のプロファイルの最小二乗中心法で求めた円の中心間の差であることを特徴とする構成2−1〜2−3のいずれかに記載の磁気ディスク用ガラス基板。
【0062】
(構成2−5)前記パラメータは、前記差分のヒストグラムの分布状態を規定するスキューネスを有することを特徴とする構成2−4記載の磁気ディスク用ガラス基板。
【0063】
(構成2−6)前記評価値は以下の式(1)(2)で表される式から求められる修正同軸度(Amendment Concentricity、AC)であることを特徴とする構成2−5記載の磁気ディスク用ガラス基板。
【数1】

【0064】
(構成2−7)前記所定の範囲は、前記評価値とディスクバランスまたはTMR(Track Mis Registration)特性の相関により規定される範囲であることを特徴とする構成2−6記載の磁気ディスク用ガラス基板。
【0065】
(構成2−8)前記所定の範囲は、前記修正同軸度とTMR特性を示すAxial Displacement3sの相関図において、Axial Displacement3sが一定値以下となる修正同軸度の範囲であることを特徴とする構成2−7記載の磁気ディスク用ガラス基板。
【0066】
(構成2−9)構成2−1〜2−8のいずれか一項に記載の磁気ディスク用ガラス基板と、前記ガラス基板の主表面に設けられた下地層、磁性層、保護層、潤滑層と、を有することを特徴とする磁気記録媒体。
【0067】
(構成2−10)内孔を有するガラス基板の外周形状のプロファイルと内周形状のプロファイルを測定し、前記外周形状と前記内周形状のプロファイルにおける凹凸形状の偏りを示すパラメータと、前記外周形状と内周形状の中心位置差とから規定される評価値が、所定の範囲内にあるか否かを判定することを特徴とする磁気ディスク用ガラス基板の評価方法。
【0068】
(構成2−11)前記パラメータは、外周形状のプロファイルと内周形状のプロファイルそれぞれと、各々の最小二乗円との径方向の差分を有することを特徴とする構成2−10記載の磁気ディスク用ガラス基板の評価方法。
【0069】
(構成2−12)前記差分は、前記外周形状のプロファイルと内周形状の前記プロファイルそれぞれの最小二乗中心法で求めた円の中心から、各々の最小二乗円に対して引かれた直線における、前記プロファイルと前記最小二乗円との間の差であることを特徴とする構成2−11に記載の磁気ディスク用ガラス基板の評価方法。
【0070】
(構成2−13)前記中心位置差は、外周形状のプロファイルと内周形状のプロファイルの最小二乗中心法で求めた円の中心間の差であることを特徴とする構成2−10〜2−12のいずれかに記載の磁気ディスク用ガラス基板の評価方法。
【0071】
(構成2−14)前記パラメータは、前記差分のヒストグラムの分布状態を規定するスキューネスを有することを特徴とする構成2−13記載の磁気ディスク用ガラス基板の評価方法。
【0072】
(構成2−15)前記評価値は以下の式(1)(2)で表される式から求められる修正同軸度(Amendment Concentricity、AC)であることを特徴とする構成2−14記載の磁気ディスク用ガラス基板の評価方法。
【数2】
【0073】
(構成2−16)前記所定の範囲は、前記評価値とディスクバランスまたはTMR(Track Mis Registration)特性の相関により規定される範囲であることを特徴とする構成2−15記載の磁気ディスク用ガラス基板の評価方法。
【0074】
(構成2−17)前記所定の範囲は、前記修正同軸度とTMR特性を示すAxial Displacement3sの相関図において、Axial Displacement3sが一定値以下となる修正同軸度の範囲であることを特徴とする構成2−16記載の磁気ディスク用ガラス基板の評価方法。
【0075】
さらに、本発明者は上記第3の課題を解決するために鋭意検討した結果、従来の板厚の定義は両主表面における特定の点(一点ないし数点)の距離を表す指標に過ぎず、両主表面全体の板厚の分布を反映したものではないことに着目した。
【0076】
即ち、従来の板厚の定義では、主表面の位置によって板厚にばらつきや偏りがある場合でも、測定点での板厚が同じであれば、板厚は同じものとして評価されることに着目した。
【0077】
そこで、本発明者はさらに検討を重ねた結果、板厚を評価する指標として、板厚の分布、特にディスク半径位置に対する板厚情報を考慮した指標を用いることにより、TMRと板厚との因果関係を把握できることを見出し、第3の発明を完成するに至った。
【0078】
具体的には、上記第3の課題を解決するため、第3の発明は以下の構成を有する。
【0079】
(構成3−1)中心からの径方向の位置と板厚の関係から求められるパラメータが、所定の範囲内にあることを特徴とする磁気ディスク用ガラス基板。
【0080】
(構成3−2)前記パラメータは、中心からの径方向の位置とディスク1周分における板厚差異、或いは板厚を掛けた値を有することを特徴とする構成3−1記載の磁気ディスク用ガラス基板。
【0081】
(構成3−3)内孔を有し、前記パラメータは、内孔から外周に向けて螺旋状に中心からの径方向の位置と板厚の関係を求めた値を有することを特徴とする構成3−2記載の磁気ディスク用ガラス基板。
【0082】
(構成3−4)前記パラメータは、以下の式(1)(2)で表されるM値であることを特徴とする構成3−2または3−3のいずれかに記載の磁気ディスク用ガラス基板。
【数3】
【0083】
(構成3−5)前記パラメータは、以下の式(3)で表されるM値であることを特徴とする構成3−2または3−3のいずれかに記載の磁気ディスク用ガラス基板。
【数4】
【0084】
(構成3−6)前記所定の範囲は、前記M値とディスクバランスまたはTMR(Track Mis Registration)特性の相関により規定される範囲であることを特徴とする構成3−4または3−5のいずれかに記載の磁気ディスク用ガラス基板。
【0085】
(構成3−7)前記TMR(Track Mis Registration)特性は、Axial Displacement3sであることを特徴とする構成3−6記載の磁気ディスク用ガラス基板。
【0086】
(構成3−8)前記所定の範囲は、前記M値とAxial Displacement3sの相関図において、Axial Displacement3sが一定値になっている平坦部における、前記M値の上限以内の範囲であることを特徴とする構成3−7に記載の磁気ディスク用ガラス基板。
【0087】
(構成3−9)構成3−1〜3−8のいずれかに記載の磁気ディスク用ガラス基板と、前記ガラス基板の主表面に設けられた下地層、磁性層、保護層、潤滑層と、を有することを特徴とする磁気記録媒体。
【0088】
(構成3−10)中心からの径方向の位置と板厚の関係から求められるパラメータが、所定の範囲内にあるか否かを判定することを特徴とする磁気ディスク用ガラス基板の評価方法。
【0089】
(構成3−11)前記パラメータは、中心からの径方向の位置とディスク1周分における板厚差異、或いは板厚を掛けた値を有することを特徴とする構成3−10記載の磁気ディスク用ガラス基板の評価方法。
【0090】
(構成3−12)前記パラメータは、ガラス基板の内孔から外周に向けて螺旋状に中心からの径方向の位置と板厚を求めた値を有することを特徴とする構成3−11記載の磁気ディスク用ガラス基板の評価方法。
【0091】
(構成3−13)前記パラメータは、以下の式(1)(2)で表されるM値であることを特徴とする構成3−11または3−12のいずれかに記載の磁気ディスク用ガラス基板の評価方法。
【数5】
【0092】
(構成3−14)前記パラメータは、以下の式(3)で表されるM値であることを特徴とする構成3−11または3−12のいずれかに記載の磁気ディスク用ガラス基板の評価方法。
【数6】
【0093】
(構成3−15)前記所定の範囲は、前記M値とディスクバランスまたはTMR(Track Mis Registration)特性の相関により規定される範囲であることを特徴とする構成3−13または3−14のいずれかに記載の磁気ディスク用ガラス基板の評価方法。
【0094】
(構成3−16)前記TMR(Track Mis Registration)特性は、Axial Displacement3sであることを特徴とする構成3−15に記載の磁気ディスク用ガラス基板の評価方法。
【0095】
(構成3−17)前記所定の範囲は、前記M値とAxial Displacement3sの相関図において、Axial Displacement3sが一定値になっている平坦部における、前記M値の上限以内の範囲であることを特徴とする構成3−16に記載の磁気ディスク用ガラス基板の評価方法。
【0096】
(構成3−18)構成3−10〜3−17のいずれかに記載の磁気ディスク用ガラス基板の評価方法を工程に有することを特徴とする磁気ディスク用ガラス基板の製造方法。
【0097】
(構成A)
また、上記第1の課題を解決するための磁気ディスク用ガラス基板は、内孔を有する磁気ディスク用ガラス基板であって、内孔の全周に亘る形状プロファイルより算出される下記数式(1)で示されるSkの値が、0.55〜−0.55の範囲内である構成である。
【数7】
【0098】
ただし、上記数式(1)におけるnはサンプリング数であり、Riは、内孔の全周に亘る形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【0099】
換言すると、上記第1の課題を解決するための磁気ディスク用ガラス基板は、内孔を有する磁気ディスク用ガラス基板であって、内孔の全周に亘る形状プロファイルと、当該形状プロファイルの最小二乗円とを取得し、この最小二乗円をベースラインとして上記形状プロファイルをX-Y平面に展開したものより算出される下記数式(1)で示されるSkの値が、0.55〜−0.55の範囲内である構成である。
【数8】
【0100】
ただし、上記数式(1)におけるnはサンプリング数であり、Riは内孔の形状プロファイルと前記最小二乗円との間の差分(最小値)のi番目の値であり、σは、標準偏差である。
【0101】
(構成B)
さらに、磁気ディスク用ガラス基板は、上記内孔の全周に亘る形状プロファイルより算出される下記数式(3)で示されるKuの値から3を引いた値(Ku−3)が、1.6〜−1.6の範囲内である構成がより好ましい。
【数9】
【0102】
ただし、上記数式(3)におけるnはサンプリング数であり、Riは内孔の形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【0103】
換言すると、磁気ディスク用ガラス基板は、上記内孔の全周に亘る形状プロファイルと、当該形状プロファイルの最小二乗円とを取得し、この最小二乗円をベースラインとして上記形状プロファイルをX-Y平面に展開したものより算出される下記数式(3)で示されるKuの値から3を引いた値(Ku−3)が、1.6〜−1.6の範囲内である構成がより好ましい。
【数10】
【0104】
ただし、上記数式(3)におけるnはサンプリング数であり、Riは内孔の形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【0105】
(構成C)
また、上記第1の課題を解決するための他の磁気ディスク用ガラス基板は、内孔を有する磁気ディスク用ガラス基板であって、内孔の全周に亘る形状プロファイルより算出される下記数式(2)で示されるKuの値から3を引いた値(Ku−3)が、1.6〜−1.6の範囲内である構成である。
【数11】
【0106】
ただし、上記数式(2)におけるnはサンプリング数であり、Riは、内孔の形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【0107】
(構成D)
さらに、磁気ディスク用ガラス基板は、真円度が5.5μm以下である構成がより好ましい。
【0108】
(構成E)
さらに、磁気ディスク用ガラス基板は、2.5インチサイズのディスク1枚あたりの記録容量が80GByte以上である磁気ディスクに対応するものである構成がより好ましい。
【0109】
(構成F)
さらに、磁気ディスク用ガラス基板は、内孔の全周に亘る形状プロファイルから算出される下記数式(4)に示されるSkIDの値と、磁気ディスク用ガラス基板の外形の形状プロファイルから算出される下記数式(4)に示されるSkODの値と、同軸度Cの値を用いて算出される下記数式(4)で示されるACの値が9.6μm以下である構成がより好ましい。
【数12】
【0110】
ただし、上記数式(4)に示されるSkIDの値は、数式(5)により算出され、上記数式(4)に示されるSkODの値は、数式(6)により算出される値である。
【数13】
【0111】
上記数式(5)におけるnはサンプリング数であり、Riは、内孔の全周に亘る形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【数14】
【0112】
上記数式(6)におけるnはサンプリング数であり、Riは、外形の形状プロファイルの最小二乗中心法で求めた円の中心から当該形状プロファイルの最小値の最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【0113】
(構成G)
さらに、磁気ディスク用ガラス基板は、下記数式(7)、(8)で表される、磁気ディスク用ガラス基板の中心からの径方向の位置と板厚の関係から求められるM値(×106)mm3が20以内である構成がより好ましい。
【数15】
【0114】
(構成H)
上記第2の課題を解決するための磁気ディスク用ガラス基板は、内孔を有する磁気ディスク用ガラス基板であって、内孔の全周に亘る形状プロファイルから算出される下記数式(1)に示されるSkIDの値と、磁気ディスク用ガラス基板の外形の形状プロファイルから算出される下記数式(1)に示されるSkODの値と、同軸度Cの値を用いて算出される下記数式(1)で示されるACの値が9.6μm以下である構成である。
【数16】
【0115】
ただし、上記数式(1)に示されるSkIDの値は、数式(2)により算出され、上記数式(1)に示されるSkODの値は、数式(3)により算出される値である。
【数17】
【0116】
上記数式(2)におけるnはサンプリング数であり、Riは、内孔の全周に亘る形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【数18】
【0117】
上記数式(3)におけるnはサンプリング数であり、Riは、外形の形状プロファイルの最小二乗中心法で求めた円の中心から当該形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【0118】
(構成I)
さらに、上記磁気ディスク用ガラス基板は、下記数式(4)、(5)で表される、磁気ディスク用ガラス基板の中心からの径方向の位置と板厚の関係から求められるM値(×106)mm3が20以内である構成とすることがより好ましい。
【数19】
【0119】
(構成J)
さらに、上記磁気ディスク用ガラス基板は、上記同軸度Cが7μm以下である構成とすることがより好ましい。
【0120】
(構成K)
さらに、上記磁気ディスク用ガラス基板は、2.5インチサイズのディスク1枚あたりの記録容量が80GByte以上である磁気ディスクに対応するものである構成とすることがより好ましい。
【0121】
(構成L)
上記第3の課題を解決するための磁気ディスク用ガラス基板は、内孔を有する磁気ディスク用ガラス基板であって、下記数式(1)、(2)で表される、磁気ディスク用ガラス基板の中心からの径方向の位置と板厚の関係から求められるM値(×106)mm3が20以内である構成である。
【数20】
【0122】
(構成M)
さらに、上記磁気ディスク用ガラス基板は、2.5インチサイズのディスク1枚あたりの記録容量が80GByte以上である磁気ディスクに対応するものである構成とすることがより好ましい。
【0123】
(構成N)
さらに、上記第1〜3のいずれか1つの課題を解決するために、本発明にかかる磁気記録媒体は、上記磁気ディスク用ガラス基板と、前記ガラス基板の主表面に設けられた下地層、磁性層、保護層、潤滑層とを有する構成であることが好ましい。
【発明の効果】
【0124】
本発明によれば、HDDとしたときに、磁気ディスクに記録されているTrack情報を含むサーボ情報を安定に読み出すことを実現できる磁気記録媒体用ガラス基板を提供することができる。
【図面の簡単な説明】
【0125】
【図1】(a)はガラス基板1の平面図、(b)は(a)のA−A断面図、(c)は磁気記録媒体100を示す断面図である。
【図2】ガラス基板1の製造方法の詳細を示すフローチャートである。
【図3】図2のステップ109の詳細を示すフローチャートである。
【図4】図2のステップ109を説明するための図である。
【図5】図2のステップ109を説明するための図である。
【図6】TMR特性(Axial Displacement3s)の測定システム51を示す概念図である。
【図7】スキューネス(Sk)とAxial Displacement3sの相関図である。
【図8】クルトシス(Ku)から3を引いた値(Ku−3)とAxial Displacement3sの相関図である。
【図9】RrmsとAxial Displacement3sの相関図である。
【図10】(a)はガラス基板1の平面図、(b)は(a)のA−A断面図、(c)は磁気記録媒体100を示す断面図である。
【図11】ガラス基板1の製造方法の詳細を示すフローチャートである。
【図12】図11のステップ109の詳細を示すフローチャートである。
【図13】図11のステップ109を説明するための図である。
【図14】図11のステップ109を説明するための図である。
【図15】TMR特性(Axial Displacement3s)の測定システム51を示す概念図である。
【図16】外周端面9および内周端面11のスキューネス(Sk)とTMR特性の関係を示す図である。
【図17】同軸度Cおよび修正同軸度ACとAxial Displacement3sの相関図である。
【図18】同軸度Cおよび修正同軸度ACとAxial Displacement3sの相関図である。
【図19】(a)はガラス基板1の平面図、(b)は(a)のA−A断面図、(c)は磁気記録媒体100を示す断面図である。
【図20】ガラス基板1の製造方法の詳細を示すフローチャートである。
【図21】図20のステップ109の詳細を示すフローチャートである。
【図22】図20のステップ109を説明するための図である。
【図23】図20のステップ109を説明するための図である。
【図24】TMR特性(Axial Displacement3s)の測定システム51を示す概念図である。
【図25】M値とAxial Displacement3sの相関図である。
【発明を実施するための形態】
【0126】
(実施形態1)
以下、図1〜図9の図面に基づき、本発明の実施形態1を詳細に説明する。なお、図1〜図9に付された部材番号は、本実施形態1に関する説明のものである。また、ステップ番号についても、同様であり、実施形態1で使用されているステップ番号は、実施形態1の説明のために付されたものである。
【0127】
以下、図面に基づき、本発明の実施形態1を詳細に説明する。
【0128】
まず、図1を参照して、本実施形態1に係るガラス基板1の構造について簡単に説明する。
【0129】
図1(a)に示すように、ガラス基板1は、円板形状を有する本体3を有し、本体3の中心には内孔5が形成されている。
【0130】
なお、内孔5の形状は、内孔のプロファイルにおける凹凸形状の偏りを示すパラメータが、所定の範囲内に収まるような形状となっているが、詳細は後述する。
【0131】
図1(b)に示すように、本体3は、実質的に平滑な主表面7a、7bを有している。
【0132】
主表面7a、7bは、情報を記録再生するための層が形成される面であり、例えば図1(c)に示すように、主表面7a、7bの一方または両方に、下地層18a、磁性層18b、保護層18c、潤滑層18dを設けることにより、ガラス基板1は、磁気記録媒体100となる(少なくとも磁性層18bは記録層として必要)。
【0133】
また、図1(b)に示すように、本体3は主表面7a、7bに対して直交している内周端面11および外周端面9を有している。
【0134】
内周端面11および外周端面9は面取されており、それぞれ内周面取面13および外周面取面15が設けられている。
【0135】
さらに、本体3は表面に化学強化層17が形成されている。
化学強化層17の詳細については後述するが、例えば、ガラス基板1の原料となるガラスのイオンの一部を、よりイオン半径の大きいイオンに置換し、圧縮応力層とした層である。
【0136】
次に、図1〜図2を参照して、ガラス基板1の製造方法について説明する。
【0137】
なお、以下の説明では、製造工程中におけるガラスを「ガラス基材1a」と称し、完成品を「ガラス基板1」と称することにする。
【0138】
まず、図2に示すように、原料となるガラスを円板状に成形してガラス基材1aを製造する(ステップ101)。
【0139】
原料となるガラスとしては例えばフロート法、ダウンドロー法、リドロー法又はプレス法で製造されたソーダライムガラス、アルミノシリケートガラス、ボロシリケートガラス、結晶化ガラス等が挙げられる。
このうち、結晶化ガラスとしては、組成が酸化物基準の質量%で、SiO2:45.60〜60%、およびAl2O3:7〜20%、およびB2O3:1.00〜8%未満、およびP2O5:0.50〜7%、およびTiO2:1〜15%、およびROの合計量:5〜35%(ただしRはZn及びMg)の各成分を含有し、CaOの含有量が3.00%以下、BaOの含有量が4%以下であり、PbO成分、As2O3成分およびSb2O3成分およびCl−、NO−、SO2−、F−成分を含有せず、主結晶相としてRAl2O4、R2TiO4、(ただしRはZn、Mgから選択される1種類以上)から選ばれる一種以上を含有し、主結晶相の結晶粒径が0.5nm〜20nmの範囲であり、結晶化度が15%以下であり、比重が2.95以下のものが挙げられる。このうち、ヤング率が90GPa以上となるような組成が好ましく、100GPa以上となる組成がより好ましい。これは、ヤング率を上記範囲とすることより、ガラス基板1を図1(c)に示す磁気記録媒体100としたときに、フラッタリングをより抑制できるためである。
【0140】
なお、以下の実施形態ではプレス法で製造されたガラスを例に説明する。
【0141】
次に、ガラス基材1aの平坦度及び板厚調整のため、研削装置を用いて主表面7a、7bを研削(第1ラッピング)する(ステップ102)。
研削は、例えば両面ラッピング装置とアルミナ等の砥粒を用いて行う。
【0142】
次に、図2に示すように、ガラス基材1aの中心に内孔5(図1参照)を形成する(ステップ103)。
内孔5の形成は、例えばコアドリルを用いて行う。
【0143】
なお、シートガラスを用いた場合は、ステップ101、103は行わず、代わりに、カッターを用いてシート形状から内孔も含めて円板形状にガラスを切り出す工程(スクライブ工程)を行う。
【0144】
次に、図2に示すように、内周端面11および外周端面9の面取および内孔の直径である内径の調整を行う(ステップ104)。面取は、例えばダイヤモンド砥粒を固着させた砥石を用いて行う。
【0145】
なお、面取後に主表面7a、7bを研削(第2ラッピング)する工程を追加してもよい。これにより、内孔5の形成や面取によって生じた主表面の凹凸を研削でき、研磨の際の負担を軽減できる。
【0146】
次に、図2に示すように、ガラス基材1aの内周端面11および外周端面9の研磨、即ち端面研磨を行う(ステップ105)。
このステップ105については後述する。
【0147】
次に、図2に示すように、ガラス基材1aに化学強化を行い、化学強化層17を形成する(ステップ106)。
【0148】
具体的には、化学強化液にガラスを浸漬し、化学強化液に含まれているイオンのうち、ガラスに含まれているイオンよりもイオン半径が大きいイオンを、ガラスに含まれている当該イオンとイオン交換して化学強化層17を形成する。
【0149】
次に、化学強化が終わると、ガラス基材1aを洗浄して表面の化学強化液を除去した後、図2に示すように、ガラス基材1aの主表面7a、7bの表面粗さを調整する(実質的に平滑にする)ため、主表面7a、7bを研磨する(ステップ107)。
【0150】
研磨は、例えば両面研磨装置と硬質樹脂ポリッシャとを用い、遊星歯車機構を用いて行うことができる。研磨液は、例えば、酸化セリウムや酸化ランタン等の砥粒を水に分散させてスラリーとしたものが用いられる。
【0151】
研磨が終了すると、ガラス基材1aを洗浄し、製造中に表面に付着した研磨剤や不純物を除去する(ステップ108)。
【0152】
具体的にはスクラブ洗浄、超音波洗浄等の物理的な洗浄や、フッ化物、有機酸、過酸化水素、界面活性剤等を用いた薬液洗浄が挙げられる。
【0153】
ここで、ステップ101〜108のうち、ステップ104(面取り工程)および特にステップ105(端面研磨工程)においては、本願において着目しているディスク形状バランス/TMR特性を左右する内孔の形状プロファイルのバラツキを発生させ易い工程であるため、例えばステップ104では内外周加工タイヤモンド砥粒砥石の(1)装置へ取り付け時の中心位置/上下方向のアライメント、(2)ワークへの押し付け力の均一化(部分的な片あたりの低減)、また、ステップ105においては研磨ブラシの(1)ワークへの押し付け力の均一化、(2)あるいはワークを重ねて加工するスタッキング方式においては、スタック位置に依存せずブラシのワーク押し付け力が一定になるような条件で加工を行うことで良好な形状プロファイルを得ることができるが、特に以下の方法でステップ105を行うことがより好ましい。
【0154】
ステップ105においては、回転ブラシを用いてガラス基材1aの内周端面11を端面研磨することに加えて、回転軸を有し、かつ、当該回転軸の周囲に配置された複数の研磨布を備えた内周研磨部をガラス基材1aの内周端面11に同圧力で接触させて、ガラス基材1aの内周端面11と内周研磨部との間に研磨液を供給し、内周研磨部とガラス基材1aとを、回転軸を中心に相対的に回動または回転軸方向に相対的に移動させることによりガラス基材1aの内周端面11を研磨する内周端面研磨工程を行うことがより好ましい。
【0155】
内周端面研磨工程を上記の構成とすることにより、研磨布をガラス基材1aの内周端面11の全体に面接触かつ均等な押圧力で押し当てることができるため、ガラス基材1aの面取面と内周端面11の粗さを低くすることができると共に、TMR特性を向上できる良好な形状プロファイルを得ることができる。そして、さらに、上記良好な形状プロファイルを得るためには、上記回転軸を有する内周研磨部と、ガラス基板1aとの両方を互いに逆方向に回転させながら研磨し、上記内周研磨部の回転数とガラス基板1aとの回転数との比(内周研磨部の回転数/ガラス基板1aとの回転数)を1.5〜5.0の範囲で行うことが特に好ましい。また、上記良好なプロファイルを得るためには、例えば、内周端面研磨工程における内周端面11の取しろを内径の10%以内とすることがさらに好ましい。また、1%以内とするとより好ましい。0.1%以内はより好ましい。0.05%以内はさらに好ましい。
【0156】
最後に、製品検査(真円度の検査)を行う(ステップ109)。
【0157】
ここで、ステップ109の詳細について、図3〜図8を参照して説明する。
【0158】
前述のように、ガラス基板1は、内孔5のプロファイルにおける凹凸形状の偏りを示すパラメータが、所定の範囲内に収まるような形状となっているが、それを評価するために、内孔5のプロファイルを測定してパラメータを求め、パラメータが所定の範囲内にあるか否かを判定する。
【0159】
具体的には、以下の手順で検査を行う。
まず、図3に示すように、公知の真円度/同軸度測定装置等を用いて、ガラス基板1の内孔5(の内周端面11)の形状を測定し、内孔5の形状プロファイルを作成する(ステップ201)。
【0160】
作成したプロファイルの例を図4(a)に示す、なお、図4(a)においては、参考のため、内孔5の設計寸法および中心位置を、点線で示す円と線で表している。
【0161】
図4(a)に示すように、プロファイル21は表面の凹凸形状が所定の倍率に拡大されており、凹んでいる部分(凹部23)と突出している部分(凸部25)が存在している。
【0162】
次に、図3に示すように、作成したプロファイルの最小二乗円とその中心を求める(ステップ202)。
【0163】
ステップ202の例を図4(b)に示す。
なお、図4(b)は最小二乗円27およびその中心29が表されているが、参考のため、プロファイルの最小点(最も凹んでいる部分)の内接円31およびプロファイルの最大点(最も突出している部分)の外接円33も図示している。
【0164】
次に、図3に示すように、最小二乗円27の中心29から内接円31に直線(垂線)を引き、直線上における内接円31とプロファイル21との距離を差分Rとして求める(ステップ203)。
【0165】
ステップ203の例を図4(c)に示す。
図4(c)に示すように、直線は、直線L1、L2・・・Lnと示されているように、任意のサンプリング数nに相当する本数が引かれ、差分もR1、R2・・・Rnと示されるようにサンプリング数nだけ取得される。
なお、サンプリング数や、直線同士の間隔(角度)は任意に設定可能である。
また、図4(c)では内接円31とプロファイル21との距離を差分Rとしているが、図13(c)に示すように、最小二乗円27とプロファイル21との距離を差分Rとしてもよい。以下の説明では最小二乗円27とプロファイル21との距離を差分Rとする。
また、プロファイルが最小二乗円より外側にある場合をプラスとする。
【0166】
次に、差分Rのヒストグラムを作成する(ステップ204)。
具体的には、例えば図5のように差分Rの値と、当該値を持つサンプリングポイントの数のヒストグラムを作成する。
【0167】
次に、図3に示すように、ヒストグラムの分布状態を元に、Sk(Skewness、スキューネス)、Ku(Kurtosis、クルトシス)を計算する。具体的には以下の式(1)、(2)を用いて計算を行う(ステップ205)。なお、Kuについては式(2)から明らかなように、σとRの4乗を用いているため、最小値は0となるが、ここでは図8に示すように式(2)から3を引いて最小値をマイナス3とした値(Ku−3)を用いてもよい。
【数21】
【0168】
次に、図3に示すように、スキューネス/クルトシスとディスクバランス/TMR特性の相関から、ガラス基板1のディスクバランス/TMR特性が所定の範囲内にあるか否かを判定し、範囲内にある場合は良品として扱い、範囲外の場合は不良品として扱う(ステップ206)。
【0169】
具体的には、図7、8に示すようなスキューネス/クルトシスとAxial Displacement3sとの関係から、スキューネス/クルトシスが一定の範囲内、具体的にはスキューネス/クルトシスの値が、図7、8でAxial Displacement3sが一定値になっている平坦部における上下限以内であるか否かを判定し、一定の範囲内にある場合は良品として扱い、範囲外の場合は不良品として扱う。
【0170】
なお、Axial Displacement3sとは、基板振動測定データ(振動波形)を回転数ごとにかつ周波数ごとに積分して平均値+3sのトラック位置決め誤差量を求めたものであり、3sおよびs2は例えば以下の式(3)(4)で求められる。
【数22】
【0171】
このように、スキューネス/クルトシスを用いることにより、形状プロファイルにおける凹部または凸部の位置依存性を加味したディスクバランス/TMR特性を評価することができる。
【0172】
ここで、図7、8に示すようなスキューネス/クルトシスとAxial Displacement3sとの関係を求める方法について簡単に説明する。
【0173】
まず、検査対象となるガラス基板1を所定の枚数分製造し、スキューネス/クルトシスを求める。
【0174】
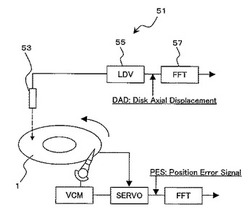
次に、ガラス基板1の表面に磁性層18b、保護層18c、潤滑層18dを設けることにより、磁気記録媒体100を製造し、図6に示す測定システム51を用いて所定の回転数、所定の測定位置におけるAxial Displacement3sを求める。
【0175】
測定システム51について簡単に説明すると、測定システム51はヘッド53を備えたレーザードップラー速度計(LDV)55と、レーザードップラー速度計55が測定したデータを高速フーリエ変換(FFT)する変換部57を有している。
【0176】
次に、スキューネスおよび/またはクルトシスと、ディスクバランス/TMR特性を示すAxial Displacement3sとの関係をプロットして図7、8に示すような相関図を作成する。
以上がステップ109の詳細である。
【0177】
このように、本実施形態1によれば、ガラス基板1は、内孔5のプロファイルにおける凹凸形状の偏りを示すパラメータ(スキューネスおよび/またはクルトシス)が、(ディスクバランス/TMR特性の要求を満たす)所定の範囲内にある。
【0178】
そのため、ガラス基板1は、HDDとしたときに、磁気ディスクに記録されているTrack情報を含むサーボ情報を安定に読み出すことができる。
【0179】
ここで、本実施形態1におけるガラス基板1の内孔について、詳述する。
【0180】
本実施形態1にかかるガラス基板1の内周端面11の形状プロファイルを取得し、これを解析したとき、上述した数式(1)で示されるスキューネス(Sk)の値が、0.55〜−0.55の範囲内がより好ましく、0.35〜−0.35の範囲内がさらに好ましく、0.20〜−0.20の範囲内が特に好ましい。上記範囲とすることで、良好なTMR特性を実現できる磁気ディスクに対応したガラス基板1を得ることができる。また、当該磁気ディスク用ガラス基板1を用いてHDDドライブを作製し、情報の読み出し/書き込みを行う場合に、外からの衝撃によって、情報の読み出し/書き込みが阻害されることがあるが、上記スキューネス(Sk)の値を0.35〜−0.35の範囲内とした場合には、このような場合であっても良好なTMR特性を発揮することができる。
【0181】
また、本実施形態1にかかるガラス基板1の内周端面11の形状プロファイルを取得し、これを解析したとき、上述した数式(2)で示されるクルトシス(Ku)は、図8に示すように、Kuから3を引いてマイナス3を最小値とした場合に(Ku−3)が、1.6〜−1.6の範囲内がより好ましく、1.0〜−1.0の範囲内がさらに好ましく、0.5〜−0.5の範囲内が特に好ましい。上記範囲とすることで、良好なTMR特性を実現できる磁気ディスクに対応したガラス基板1を得ることができる。また、当該磁気ディスク用ガラス基板1を用いてHDDドライブを作製し、情報の読み出し/書き込みを行う場合に、外からの衝撃によって、情報の読み出し/書き込みが阻害されることがあるが、上記クルトシス(Ku)の値から3を引いた値(Ku−3)を1.0〜−1.0の範囲内とした場合には、このような場合であっても良好なTMR特性を発揮することができる。
【0182】
なお、本実施形態1におけるガラス基板1は、上記スキューネス(Sk)の値が、0.55〜−0.55の範囲内であるか、クルトシス(Ku)の値から3を引いた値(Ku−3)が、1.6〜−1.6の範囲内であるかの少なくとも一方を満足しており、特に両方を満たしていることが特に好ましい。スキューネス(Sk)またはクルトシス(Ku)の値から3を引いた値(Ku−3)がそれぞれ上記範囲内であることにより、良好なTMR特性を実現できる磁気ディスクに対応したガラス基板1を得ることができるが、スキューネス(Sk)およびクルトシス(Ku)の値から3を引いた値(Ku−3)をそれぞれ上記範囲内とすることで特に良好なTMR特性を実現できる磁気ディスクに対応したガラス基板1を得ることができる。
【0183】
また、本実施形態1にかかるガラス基板1の真円度は、5.5μm以下が好ましく、5μm以下がさらに好ましく、3μm以下が特に好ましい。一般的に真円度が良好なもの(例えば、真円度5.5μm以下)は真円度が悪いもの(例えば、真円度10μm)と比べると、TMR特性が良好になる傾向にあるが、同じ真円度であってもTMR特性がよいものと悪いものがある。このため、上記範囲の真円度であって、本実施形態1にかかるスキューネスおよび/またはクルトシスの範囲である形状プロファイルである内孔とすることにより、より一層良好なTMR特性を実現できる磁気ディスクに対応したガラス基板1を得ることができる。
【0184】
また、さらに、本発明にかかる磁気ディス用ガラス基板は、ガラス基板1の板厚における内周端面11の長さの割合が55%以上であることが好ましく、60%以上であることがさらに好ましく65%以上であることが特に好ましい。ただし、面取面が十分確保されない場合には、チッピングが発生しやすいために、板厚における内周端面11の長さの割合の上限値としては、90%以下であることがより好ましい。上記範囲の内周端面11の長さであり、上記範囲のスキューネスおよび/またはクルトシスとすることにより、TMR特性をより一層高めることができる。
【0185】
そして、本発明にかかる磁気ディスク用ガラス基板は、記録容量が2.5インチサイズのディスク1枚あたり80GByte(トラック密度(TPI)が120〜160kTPI)以上である磁気ディスクに対応したものであることが好ましく、160GByte(180〜220kTPI)以上である磁気ディスクに対応したものであることがさらに好ましく、320GByte(280〜320kTPI)以上である磁気ディスクに対応したものであることが特に好ましく、500GByte(380〜420kTPI)以上である磁気ディスクに対応したものであることがさらに特に好ましい。中でも、320GByte以上である磁気ディスクに対応したガラス基板1の場合、上記磁気ディスクのトラック幅は極めて小さいため、TMR特性が良好でないと、情報の読み出し/書き込みにおけるエラーが頻発してしまう。このため、本実施形態1にかかる磁気ディスク用ガラス基板とする、すなわち、上記範囲のスキューネスおよび/またはクルトシスを有するガラス基板1とすることにより、良好な情報の読み出し/書き込みを行うことができる磁気ディスクを得ることができる。
【0186】
さらに、本発明にかかる磁気ディス用ガラス基板は、磁気ヘッドとしてDynamic Flying Height (DFH) コントロールヘッドに対応した磁気ディスクに用いられるものであることが好ましい。Dynamic Flying Height (DFH) コントロールヘッドの場合には、ヘッドとディスクとの距離が、従来の磁気ヘッドのものと比べて格段に小さくなっているため、磁気ディスクと磁気ヘッドとが衝突しやすくなっている。このため、磁気ディスクとDFHコントロールヘッドとの距離を一定に保つためには、磁性膜が成膜された磁気ディスク用ガラス基板1のフラッタリング特性を向上させる必要がある。そして、本実施形態1におけるガラス基板1は、スキューネスおよび/またはクルトシスの値が上記範囲内であるために、フラッタリング特性を従来と比べてより一層向上させることができるため、好適に使用できる。
【0187】
また、さらに、本発明にかかる磁気ディス用ガラス基板は、回転数が5400rpm以上で回転する磁気ディスクに対応したものであることがより好ましく、7200rpm以上で回転する磁気ディスクに対応したものであることがさらに好ましく、10000rpm以上で回転する磁気ディスクに対応したものであることが特に好ましい。特に本実施形態にかかるガラス基板1を、サーバ用途に使用される磁気ディスクに用いる場合、サーバでは、磁気ディスクを高速回転させているために、より一層良好なTMR特性が要求される。本実施形態1にかかるガラス基板1は、上記のとおり良好なTMR特性を実現できるため、上記用途に好適に用いられるガラス基板1を提供できる。
【0188】
また、本発明にかかる磁気ディスク用ガラス基板は、当該ガラス基板に磁性膜を成膜した複数枚の磁気ディスクを搭載するハードディスクドライブに用いられることがより好ましい。複数枚の磁気ディスクを搭載したハードディスクの場合、スピンドルにはめ込む位置が、磁気ディスク間でずれた場合には、複数の磁気ディスク間でTMR特性が変化しやすくなる。本実施形態1にかかる磁気ディスク用ガラス基板を用いることで、上記問題を抑制することができる。
【0189】
また、本発明にかかる磁気ディスク用ガラス基板のヤング率は、75GPa以上であることがより好ましく、80GPa以上であることがさらに好ましく、85GPa以上であることが特に好ましい。上記範囲のヤング率を有するガラスを用いることでTMR特性を向上させることができ、さらに、上記内孔のスキューネス(Sk)およびクルトシス(Ku)の値から3を引いた値(Ku−3)を上記範囲内とすることにより、より一層良好なTMR特性を得ることができる。
【0190】
また、本発明にかかる磁気ディスク用ガラス基板の熱膨張係数は、100〜300℃の温度において、60×10-7/℃以上であることが好ましく、70×10-7/℃以上であることがより好ましい。一方上記熱膨張係数の上限値としては90×10-7/℃以下であることが好ましい。上記ガラス基板の熱膨張係数を上記の範囲とすることで、スピンドルの材料であるステンレスの熱膨張係数に近づけることができるのでTMR特性を向上させることができ、さらに、上記内孔のスキューネス(Sk)およびクルトシス(Ku)の値から3を引いた値(Ku−3)を上記範囲内とすることにより、より一層良好なTMR特性を得ることができる。
【実施例1】
【0191】
以下、実施例に基づき、本実施形態1をさらに詳細に説明する。なお、以下の実施例・比較例は本実施形態1を説明するためのものである。
【0192】
(実施例)
以下の手順により外径65mm/内径20mm/板厚0.635mmt の磁気ディスク用ガラス基板を製造して内孔の形状を測定し、内孔の形状とディスクバランス/TMR特性の相関を求めた。
【0193】
まず、以下の工程に従ってガラス基板1を100枚製造した。
【0194】
(1)形状加工工程及び第1ラッピング工程
本実施例に係る磁気ディスク用ガラス基板の製造方法においては、まず、板状ガラスの表面をラッピング(研削)加工してガラス母材とし、このガラス母材を切断してガラスディスクを切り出す。板状ガラスとしては、様々な板状ガラスを用いることができる。この板状ガラスは、例えば、溶融ガラスを材料として、プレス法やフロート法、ダウンドロー法、リドロー法、フュージョン法など、公知の製造方法を用いて製造することができる。これらのうち、プレス法を用いれば、板状ガラスを廉価に製造することができる。
【0195】
本実施例においては、溶融させたアルミノシリケートガラスを上型、下型、胴型を用いたダイレクトプレスによりディスク形状に成型し、アモルファスの板状ガラスを得た。なお、アルミノシリケートガラスとしては、SiO2:58重量%〜75重量%、Al2O3:5重量%〜23重量%、Li2O:3重量%〜10重量%、Na2O:4重量%〜13重量%を主成分として含有するガラスを使用した。
【0196】
次いで、この板状ガラスの両主表面をラッピング加工し、ディスク状のガラス母材とした。このラッピング加工は、遊星歯車機構を利用した両面ラッピング装置により、アルミナ系遊離砥粒を用いて行った。具体的には、板状ガラスの両面に上下からラップ定盤を押圧させ、遊離砥粒を含む研削液を板状ガラスの主表面上に供給し、これらを相対的に移動させてラッピング加工を行った。このラッピング加工により、平坦な主表面を有するガラス母材を得た。
【0197】
(2)切り出し工程(コアリング、チャンファリング)
次に、円筒状のダイヤモンドドリルを用いて、このガラス基板の中心部に内孔を形成し、円環状のガラス基板とした(コアリング)。そして内周端面および外周端面をダイヤモンド砥石によって研削し、所定の面取り加工を施した(チャンファリング)。
【0198】
(3)第2ラッピング工程
次に、得られたガラス基板の両主表面について、第1ラッピング工程と同様に、第2ラッピング加工を行った。この第2ラッピング工程を行うことにより、前工程である切り出し工程や端面研磨工程において主表面に形成された微細な凹凸形状を予め除去しておくことができ、後続の主表面に対する研磨工程を短時間で完了させることができるようになる。
【0199】
(4)端面研磨工程
次に、ガラス基板の外周端面および内周端面について、ブラシ研磨方法により、鏡面研磨を行った。このとき、研磨砥粒としては、酸化セリウム砥粒を含むスラリー(遊離砥粒)を用いた。そして、端面研磨工程を終えたガラス基板を水洗浄した。この端面研磨工程により、ガラス基板の端面は、ナトリウムやカリウムの析出の発生を防止できる鏡面状態に加工された。次に、回転軸を有し、かつ、当該回転軸の周囲に配置された複数の研磨布(硬質の研磨パッド)を備えた内周研磨部をガラス基材1aの内周端面11に同圧力で接触させて、ガラス基材1aの内周端面11と内周研磨部との間に酸化セリウム砥粒を含むスラリー(遊離砥粒)を供給し、内周研磨部とガラス基材1aとを、回転軸を中心に相対的に回動または回転軸方向に相対的に移動させることによりガラス基材1aの内周端面11を研磨した。
【0200】
(5)主表面研磨工程(第1研磨工程)
主表面研磨工程として、まず第1研磨工程を施した。この第1研磨工程は、前述のラッピング工程において主表面に残留したキズや歪みの除去を主たる目的とするものである。この第1研磨工程においては、遊星歯車機構を有する両面研磨装置により、硬質樹脂ポリッシャを用いて、主表面の研磨を行った。研磨剤としては、酸化セリウム砥粒を用いた。
【0201】
(6)化学強化工程
次に、前述のラッピング工程および研磨工程を終えたガラス基板に、化学強化を施した。化学強化は、硝酸カリウム(60%)と硝酸ナトリウム(40%)を混合した化学強化溶液を用意し、この化学強化溶液を400℃に加熱しておくとともに、洗浄済みのガラス基板を300℃に予熱し、化学強化溶液中に約3時間浸漬することによって行った。この浸漬の際には、ガラス基板の表面全体が化学強化されるようにするため、複数のガラス基板が端面で保持されるように、ホルダに収納した状態で行った。
【0202】
このように、化学強化溶液に浸漬処理することによって、ガラス基板の表層のリチウムイオンおよびナトリウムイオンが、化学強化溶液中のナトリウムイオンおよびカリウムイオンにそれぞれ置換され、ガラス基板が強化される。ガラス基板の表層に形成された圧縮応力層の厚さは、約100μmであった。
【0203】
化学強化処理を終えたガラス基板を、20℃の水槽に浸漬して急冷し、約10分間維持した。そして、急冷を終えたガラス基板を、約40℃に加熱した10重量%硫酸に浸漬して洗浄を行った。さらに、硫酸洗浄を終えたガラス基板を純水、IPA(イソプロピルアルコール)の各洗浄槽に順次浸漬して洗浄した。
【0204】
(7)主表面研磨工程(最終研磨工程)
次に、最終研磨工程として、第2研磨工程を施した。この第2研磨工程は、主表面を鏡面状に仕上げることを目的とする。この第2研磨工程においては、遊星歯車機構を有する両面研磨装置により、軟質発泡樹脂ポリッシャを用いて、主表面の鏡面研磨を行った。研磨剤としては、第1研磨工程で用いた酸化セリウム砥粒よりも微細な酸化セリウム砥粒(平均粒子径0.8μm)を用いた。この第2研磨工程を終えたガラス基板を、中性洗剤、純水、IPAの各洗浄槽に順次浸漬して、洗浄した。なお、各洗浄槽には、超音波を印加した。
【0205】
上記のように、第1ラッピング工程、切り出し工程、第2ラッピング工程、端面研磨工程、第1研磨工程、化学強化工程および第2研磨工程を施すことにより、平坦、かつ、平滑な、高剛性の磁気ディスク用基板を得た。
【0206】
そして、端面研磨工程において研磨条件を変動させたガラス基板を作製し、得られた100枚のガラス基板1の内孔の全周に亘る形状プロファイルをミツトヨ社製真円度測定装置RA−324を用いて測定し、Digital Metrology Solutions社製の真円度解析ソフトOmniRoundを用い、プロファイルをガウスフィルタでフィルタリング処理したのち、最小二乗円27とプロファイル21との差分Rを求めた。(なお、このときのガラス基板1の真円度は、すべて5.5μm以下であった。)
なお、サンプリングポイントの数は0.1度毎に3600点とした。
【0207】
次に、差分のヒストグラムを作成し、スキューネスおよびクルトシスを求めた。
【0208】
次に、ガラス基板1の表面に磁性層18b、保護層18c、潤滑層18dを設けることにより、磁気記録媒体100を製造し、図6に示す測定システムを用いて回転数:5400rpm/測定位置r:30mmの条件においてAxial Displacement3sを求めた。
【0209】
次に、スキューネス/クルトシスと、ディスクバランス/TMR特性を示すAxial Displacement3sとの関係をプロットした。
【0210】
また、比較例として以下の式(5)に示すRrms(Roundness Root Mean Square、差分Rの二乗平均平方根)とAxial Displacement3sとの相関をプロットした。
【数23】
【0211】
作成したヒストグラムを図5に、ガラス基板1のスキューネス/クルトシスとTMR特性(Axial Displacement3s)の相関図をそれぞれ図7、図8に、さらに比較例としてRrmsとTMR特性の相関図を図9に示す。
【0212】
図7〜図8から明らかなように、スキューネス/クルトシスとAxial Displacement3sの間に高い相関が見られた。
【0213】
具体的には図7ではSkが0.55〜−0.55の範囲でAxial Displacement3sが0.005μmで一定となっていた。
【0214】
また、図8ではKuから3を引いた値(Ku−3)が1.6〜−1.6の範囲でAxial Displacement3sが0.005μmで一定となっていた。
【0215】
一方、図9から明らかなように、RrmsとAxial Displacement3sの間には高い相関は見られず、Rrmsからはディスクバランス/TMR特性は一意的に評価できなかった。
【0216】
以上の結果より、本発明のパラメータ(スキューネス/クルトシス)を元にガラス基板1の内孔5の形状をディスクバランス/TMR特性(Axial Displacement3s)の要求を満たす形状にすることが可能であることが分かった。
【0217】
(スキューネス・クルトシス)
次に、端面研磨工程の加工条件を変更して、(A)スキューネスが(Sk)0.55〜−0.55の範囲内であり、クルトシス(Ku)から3を引いた値(Ku−3)が1.6〜−1.6の範囲であるガラス基板、(B)スキューネスが上記(A)の範囲を外れ、クルトシス(Ku)から3を引いた値(Ku−3)が上記(A)の範囲内であるガラス基板、(C)スキューネスが上記(A)の範囲内であり、クルトシス(Ku)から3を引いた値(Ku−3)が上記(A)の範囲外であるガラス基板、(D)スキューネス(Sk)、クルトシス(Ku)から3を引いた値(Ku−3)ともに上記(A)の範囲に入っていないガラス基板を作製し、これらのTMRを測定した。その結果、TMR特性は、(A)が最もよく、(B)、(C)は実用上問題ないレベルのTMR特性が得られ、(D)は実用上使用できないレベルのTMR特性であった。
【0218】
(真円度とスキューネス・クルトシスとの関係)
次に真円度とスキューネスおよびクルトシスとの関係を調べた。まず、端面研磨加工の加工条件を変更して真円度が異なる複数のガラス基板を作成し、これらガラス基板に対してTMR特性を求めた。その結果、真円度が小さくなるほどTMR特性が良好なガラス基板の割合が増加したが、同じ真円度が3.0μmのガラス基板であっても、TMR特性が良好であったものと良好でなかったものとが存在した。そこで、これらガラス基板のスキューネスが(Sk)およびクルトシス(Ku)から3を引いた値(Ku−3)を測定した。その結果、TMR特性が良好であったガラス基板のスキューネスが(Sk)およびクルトシス(Ku)から3を引いた値(Ku−3)は上述の範囲内であったが、TMR特性が良好でなかったガラス基板のスキューネスが(Sk)およびクルトシス(Ku)から3を引いた値(Ku−3)は上述の範囲外であった。さらに、回転数を10000rpmに増大させたところ、真円度が0.7μmで同じガラス基板であっても、TMR特性が良好であったものと良好でなかったものとが存在した。そこで、これらガラス基板のスキューネスが(Sk)およびクルトシス(Ku)を測定した結果、上記と同様の結果が得られた。すなわち、真円度が0.7μm以下と非常に小さい場合においても、上記スキューネス(Sk)やクルトシス(Ku)から3を引いた値(Ku−3)を所定範囲内とすることによってTMR特性をさらに改善することが可能となる。
【0219】
(板厚における内周端面の割合とTMR特性との関係)
次に、スキューネス(Sk)およびクルトシス(Ku)から3を引いた値(Ku−3)の少なくとも一方が上述の範囲内であるガラス基板1の板厚における内周端面の長さの割合を変化させたときのTMR特性との関係を調べた。
【0220】
具体的には、上記切り出し工程および端面研磨工程の加工条件を変更させて、板厚における内周端面の割合がそれぞれ40%、55%、60%、70%でありスキューネス(Sk)およびクルトシス(Ku)から3を引いた値(Ku−3)が上述の範囲内のガラス基板を作成して、それぞれについてTMR特性を調べた。その結果、(A)55%のガラス基板、(B)60%のガラス基板、(C)70%のガラス基板は、40%のガラス基板のTMR特性を100%としたとき、それぞれ、(A)150%、(B)190%、(C)250%の結果となった。つまり、板厚における内周端面の割合は、55%以上とすればより好ましいことがわかる。ただし、ディスクの回転数は10000rpmであり、TMR特性の比率は、(40%の場合のTMR特性)/(それぞれの割合のTMR特性)として計算した。すなわち、TMR特性の比率が高いほど良好な結果であることを示す。
一方、さらにTMR特性を改善すべく、ヤング率がさらに高いガラス素材として結晶化ガラスを用い(組成は後述)、スキューネス(Sk)及び/またはクルトシス(Ku) から3を引いた値(Ku−3)が、(A)スキューネスが(Sk)0.55〜−0.55の範囲内であり、クルトシス(Ku)から3を引いた値(Ku−3)が1.6〜−1.6の範囲であるガラス基板、(B)スキューネスが上記(A)の範囲を外れ、クルトシス(Ku)から3を引いた値が上記(A)の範囲内であるガラス基板、(C)スキューネスが上記(A)の範囲内であり、クルトシス(Ku)から3を引いた値(Ku−3)が上記(A)の範囲外であるガラス基板、を作成して、それぞれについて上述のアモルファスガラスを用いたガラス基板とTMR特性を比較した。なお、差異を明らかにするために、真円度はいずれも0.5μmとし、ディスクの回転数は10000rpmへと増大させた。その結果、いずれのガラス基板においても、結晶化ガラスの方がよいTMR特性が得られた。すなわち、結晶化ガラスを用いることで、真円度が0.5μm以下と非常に小さい場合においても、上記スキューネス(Sk)やクルトシス(Ku)から3を引いた値(Ku−3)を所定範囲内とすることによってTMR特性をさらに改善することが可能となる。
なお、上記結晶化ガラスの具体的な組成は、酸化物基準の質量%で、SiO2:49.60%、P2O5:1.00%、Al2O3:18.00%、B2O3:1.00%、Na2O:4.00%、MgO:8.00%,ZnO:14.00%、TiO2:4.00%、CeO2:0.40%であり、主結晶相としてRAl2O4(ただしRはZn、Mg)を含有し、主結晶相の結晶粒径が6nmであり、結晶化度が6%、比重が2.846であり、かつヤング率が102GPaである。
【0221】
(実施形態2)
以下、図10〜図18の図面に基づき、本発明の実施形態2を詳細に説明する。なお、図10〜図18に付された部材番号は、本実施形態2に関する説明のものであり、上記実施形態1に関する説明で使用されている図1〜図9の部材番号とは別のものである。つまり、本実施形態2で使用される部材番号は、図10〜図18を説明するために付している。また、ステップ番号についても、同様であり、実施形態2で使用されているステップ番号は、実施形態2の説明のために付されたものである。なお、本実施形態1および2と重複する一部の情報については、実施形態1および2に記載している。
【0222】
まず、図10を参照して、本実施形態2に係るガラス基板1の構造について簡単に説明する。
【0223】
図10(a)に示すように、ガラス基板1は、円板形状を有する本体3を有し、本体3の中心には内孔5が形成されている。
【0224】
図10(b)に示すように、本体3は、実質的に平滑な主表面7a、7bを有している。
【0225】
主表面7a、7bは、情報を記録再生するための層が形成される面であり、例えば図10(c)に示すように、主表面7a、7bの一方または両方に、下地層18a、磁性層18b、保護層18c、潤滑層18dを設けることにより、ガラス基板1は、磁気記録媒体100となる(少なくとも磁性層18bは記録層として必要)。
【0226】
また、図10(b)に示すように、本体3は主表面7a、7bに対して直交している内周端面11および外周端面9を有している。
【0227】
なお、内周端面11および外周端面9の形状は、外周端面9のプロファイルと内周端面11のプロファイルにおける凹凸形状の偏りを示すパラメータと、外周端面9と内周端面11の中心位置差とから規定される評価値が、所定の範囲内に収まるような形状となっているが、詳細は後述する。
【0228】
内周端面11および外周端面9は面取されており、それぞれ内周面取面13および外周面取面15が設けられている。
【0229】
さらに、本体3は表面に化学強化層17が形成されている。
【0230】
化学強化層17の詳細については後述するが、例えば、ガラス基板1の原料となるガラスのイオンの一部を、よりイオン半径の大きいイオンに置換し、圧縮応力層とした層である。
【0231】
次に、図10〜図11を参照して、ガラス基板1の製造方法について説明する。
【0232】
なお、以下の説明では、製造工程中におけるガラスを「ガラス基材1a」と称し、完成品を「ガラス基板1」と称することにする。
【0233】
次に、具体的な製造方法についてより詳細に説明する。
【0234】
まず、図11に示すように、原料となるガラスを円板状に成形してガラス基材1aを製造する(ステップ101)。
【0235】
原料となるガラスとしては例えばフロート法、ダウンドロー法、リドロー法又はプレス法で製造されたソーダライムガラス、アルミノシリケートガラス、ボロシリケートガラス、結晶化ガラス等が挙げられる。
【0236】
なお、以下の実施形態ではプレス法で製造されたガラスを例に説明する。
【0237】
次に、ガラス基材1aの板厚調整のため、研削装置を用いて主表面7a、7bを研削(第1ラッピング)する(ステップ102)。
研削は、例えば両面ラッピング装置とアルミナ等の砥粒を用いて行う。
【0238】
次に、図11に示すように、ガラス基材1aの中心に内孔5(図10参照)を形成する(ステップ103)。
内孔5の形成は、例えばコアドリルを用いて行う。
【0239】
なお、シートガラスを用いた場合は、ステップ101〜103は行わず、代わりに、カッターを用いてシート形状から円板形状にガラスを切り出し、さらに内孔5を切り出す工程(カッティング工程)を行う。
【0240】
次に、図11に示すように、ガラス基材1aの端面のクラックを除去するため、内周端面11および外周端面9の面取を行う(ステップ104)。面取は、例えばダイヤモンド砥粒が付着した砥石を用いて行う。
【0241】
なお、面取後に主表面7a、7bを研削(第2ラッピング)する工程を追加してもよい。これにより、内孔5の形成や面取によって生じた凹凸を研削でき、研磨の際の負担を軽減できる。
【0242】
次に、図11に示すように、ガラス基材1aの内周端面11および外周端面9の研磨、即ち端面研磨を行う(ステップ105)。
端面研磨は例えば回転ブラシを用いて行う。
【0243】
次に、図11に示すように、ガラス基材1aに化学強化を行い、化学強化層17を形成する(ステップ106)。
【0244】
具体的には、化学強化液にガラスを浸漬し、化学強化液に含まれているイオンのうち、ガラスに含まれているイオンよりもイオン半径が大きいイオンを、ガラスに含まれている当該イオンとイオン交換して化学強化層17を形成する。
【0245】
次に、化学強化が終わると、ガラス基材1aを洗浄して表面の化学強化液を除去した後、図11に示すように、ガラス基材1aの主表面7a、7bの平坦度と表面粗さを調整する(実質的に平滑にする)ため、主表面7a、7bを研磨する(ステップ107)。
【0246】
研磨は、例えば両面研磨装置と硬質樹脂ポリッシャとを用い、遊星歯車機構を用いて行うことができる。研磨液は、例えば、酸化セリウムや酸化ランタン等の砥粒を水に分散させてスラリーとしたものが用いられる。
【0247】
研磨が終了すると、ガラス基材1aを洗浄し、製造中に表面に付着した研磨剤や不純物を除去する(ステップ108)。
【0248】
具体的にはスクラブ洗浄、超音波洗浄等の物理的な洗浄や、フッ化物、有機酸、過酸化水素、界面活性剤等を用いた薬液洗浄が挙げられる。
【0249】
ここで、ステップ101〜108のうち、特にステップ101(ガラスを円板状に成形)、ステップ103(内孔の形成)、ステップ104(面取り工程)およびステップ105(端面研磨工程)においては、本願において着目しているディスク形状バランス/TMR特性を左右する周方向の端部プロファイルのバラツキを発生させ易い工程である。そこで例えばステップ101および103においては、外周および内周の中心位置差が最も生じ易い工程であるため、101での加工後の外周中心位置と103加工前の内孔治工具中心位置のアライメント調整、また101と103工程を同時に実施する(回転中心が同一である、コンパス式の内外周加工など)のも内外周の中心位置差を低減するために有効である。またステップ104では内外周加工ダイヤモンド砥粒砥石の(1)装置へ取り付け時の中心位置/上下方向のアライメント、(2)ワークへの押し付け力の均一化(部分的な片あたりの低減)、そしてステップ105においては研磨ブラシの(1)ワークへの押し付け力の均一化、(2)またワークを重ねて加工するスタッキング方式においては、スタック位置に依存せずブラシのワーク押し付け力が一定になるような条件で加工を行うことで良好な形状プロファイルを得ることができるが、特に以下の方法でステップ105を行うことがより好ましい。
【0250】
ステップ105においては、回転ブラシを用いてガラス基材1aの内周端面11を端面研磨することに加えて、回転軸を有し、かつ、当該回転軸の周囲に配置された複数の研磨布を備えた内周研磨部をガラス基材1aの内周端面11に同圧力で接触させて、ガラス基材1aの内周端面11と内周研磨部との間に研磨液を供給し、内周研磨部とガラス基材1aとを、回転軸を中心に相対的に回動または回転軸方向に相対的に移動させることによりガラス基材1aの内周端面11を研磨する内周端面研磨工程を行うことがより好ましい。
【0251】
内周端面研磨工程を上記の構成とすることにより、研磨布をガラス基材1aの内周端面11の全体に面接触かつ均等な押圧力で押し当てることができるため、ガラス基材1aの面取面と内周端面11の粗さを低くすることができると共に、TMR特性を向上できる良好な形状プロファイルを得ることができる。これは、内周端面形状のうねり(凹凸)を小さくすることによって、内外周のプロファイルのばらつきや相対的な偏りを小さくすることができるためである。そして、さらに、上記良好な形状プロファイルを得るためには、上記回転軸を有する内周研磨部と、ガラス基板1aとの両方を互いに逆方向に回転させながら研磨し、上記内周研磨部の回転数とガラス基板1aとの回転数との比(内周研磨部の回転数/ガラス基板1aとの回転数)を1.5〜5.0の範囲で行うことが特に好ましい。また、上記良好なプロファイルを得るためには、例えば、内周端面研磨工程における内周端面11の取しろを内径の1%以内とすることがさらに好ましい。
【0252】
最後に、製品検査を行う(ステップ109)。
【0253】
ここで、ステップ109の詳細について、図12〜図15を参照して説明する。
【0254】
前述のように、ガラス基板1は、内周端面11および外周端面9の形状は、外周端面9のプロファイルと内周端面11のプロファイルにおける凹凸形状の偏りを示すパラメータと、外周端面9と内周端面11の中心位置差とから規定される評価値が、所定の範囲内に収まるような形状となっているが、それを評価するために、内周端面11および外周端面9のプロファイルを測定してパラメータを求め、パラメータが所定の範囲内にあるか否かを判定する。
【0255】
具体的には、以下の手順で検査を行う。
まず、図12に示すように、公知の真円度/同軸度測定装置等を用いて、ガラス基板1の内周端面11および外周端面9の形状を測定し、形状プロファイルを作成する(ステップ201)。
【0256】
作成したプロファイルの例を図13(a)に示す、なお、図13(a)においては、参考のため、内周端面11(外周端面9)の設計寸法および中心位置を点線で示す円と線で表している。
【0257】
図13(a)に示すように、プロファイル21は表面の凹凸形状が所定の倍率に拡大されており、凹んでいる部分(凹部23)と突出している部分(凸部25)が存在していることが分かる。
【0258】
次に、図12に示すように、内周端面11および外周端面9それぞれについて、作成したプロファイルの最小二乗円とその中心を求める(ステップ202)。
【0259】
ステップ202の例を図13(b)に示す。
なお、図13(b)は最小二乗円27およびその中心29が表されているが、参考のため、プロファイルの最小点(最も凹んでいる部分)の内接円31およびプロファイルの最大点(最も突出している部分)の外接円33も図示している。
【0260】
次に、図12に示すように、内周端面11および外周端面9それぞれについて、最小二乗円27の中心29から最小二乗円27に直線(垂線)を引き、図13(c)に示すように、直線上における最小二乗円27とプロファイル21との距離を差分Rとして求める(ステップ203)。
【0261】
ステップ203の例を図13(c)に示す。
図13(c)に示すように、直線は、直線L1、L2・・・Lnと示されているように、任意のサンプリング数nに相当する本数が引かれ、最小二乗円27とプロファイル21との差分もR1、R2・・・Rnと示されるようにサンプリング数nだけ取得される。
【0262】
なお、サンプリング数や、直線同士の間隔(角度)は任意の数を設定可能である。
【0263】
次に、内周端面11および外周端面9それぞれについて、差分Rのヒストグラムを作成する(ステップ204)。
【0264】
具体的には、例えば図14のように差分Rの値と、当該値を持つサンプリングポイントの数のヒストグラムを作成する。
【0265】
次に、図12に示すように、内周端面11および外周端面9それぞれについて、ヒストグラムの分布状態を元に、プロファイルの凹凸を偏りを示すSk(Skewness)を計算する。具体的には以下の式(イ)を用いて計算を行う(ステップ205)。
【数24】
【0266】
次に、図12に示すように、内周端面11と外周端面9の中心間距離を測定する(ステップ206)。
【0267】
具体的には、内周端面11と外周端面9の形状プロファイルの最小二乗中心法で求めた円の中心間距離、即ち、従来の同軸度の定義による同軸度Cを求める。
【0268】
次に、図12に示すように、内周端面11および外周端面9それぞれについてのスキューネスと同軸度Cの組み合わせである修正同軸度ACを求める(ステップ207)。
【0269】
具体的には、以下の式(ロ)を用い、スキューネスを加味した修正同軸度AC(Amendment Concentricity)を求める。
【数25】
【0270】
なお、式(ロ)において内周端面11と外周端面9の形状プロファイルが完全な正規分布を取る場合(SKOD/SKIDが+∞か−∞になる場合)はSKOD/SKIDは0とする。
【0271】
次に、図12に示すように、修正同軸度ACとディスクバランス/TMR特性の相関から、ガラス基板1のディスクバランス/TMR特性が所定の範囲内にあるか否かを判定し、範囲内にある場合は良品として扱い、範囲外の場合は不良品として扱う(ステップ208)。
【0272】
具体的には、修正同軸度ACと、ディスクバランス/TMR特性を示すAxial Displacement3sとの関係(図17、図18参照)から、修正同軸度ACが所定の範囲内にあるか否か、具体的には修正同軸度ACが、Axial Displacement3sが所定の以下となる範囲にあるか否かを判定する。
【0273】
なお、Axial Displacement3sとは、基板振動測定データ(振動波形)を回転数ごとにかつ周波数ごとに積分して平均値+3sのトラック位置決め誤差量を求めたものであり、3sおよびs2は例えば以下の式(ハ)(ニ)で求められる。
【数26】
【0274】
ここで、ディスクバランス/TMR特性の評価に当たり、修正同軸度ACを上記式(ロ)とした理由について簡単に説明する。
【0275】
まず、本出願人は同軸度とディスクバランス/TMR特性との関係について検討したところ、内周端面11と外周端面9のスキューネスの絶対値および極性(プラスマイナス)の違いがディスクバランス/TMR特性に影響しているのではないかと仮定した。
【0276】
この仮定を元にさらに検討を重ねた結果、内周端面11と外周端面9のスキューネスとディスクバランス/TMR特性の間に図16に示すような関係が見出された。
【0277】
即ち、図16に示すように、内周端面11と外周端面9のスキューネスの極性が異なる場合(プラスとマイナスの符号が異なる場合)は、スキューネスがディスクバランス/TMR特性に与える影響は相殺され、極性が一致する場合はディスクバランス/TMR特性が悪化することを確認した。
【0278】
そのため、上記知見をもとに、同軸度に内周端面11と外周端面9のスキューネスの絶対値および極性を加味した修正同軸度ACを導入すると、図17に示すように、修正同軸度ACを用いた場合の方が同軸度Cを用いた場合よりもAxial Displacement3s(ディスクバランス/TMR特性)が急激に変化しており、高い相関が見られた。
【0279】
以上の理由により、本発明では修正同軸度ACを式(ロ)としている。
【0280】
また、図17、18に示すようなスキューネスとAxial Displacement3sとの関係を求める方法について簡単に説明する。
【0281】
まず、検査対象となるガラス基板1を所定の枚数分製造し、スキューネスを求める。
【0282】
次に、ガラス基板1の表面に磁性層18b、保護層18c、潤滑層18dを設けることにより、磁気記録媒体100を製造し、図15に示す測定システム51を用いて所定の回転数、所定の測定位置でAxial Displacement3sを求める。
【0283】
測定システム51について簡単に説明すると、測定システム51はヘッド53を備えたレーザードップラー速度計(LDV)55と、レーザードップラー速度計55が測定したデータを高速フーリエ変換(FFT)する変換部57を有している。
【0284】
次に、スキューネスと、ディスクバランス/TMR特性を示すAxial Displacement3sとの関係をプロットして図17、18に示すような相関図を作成する。
以上がステップ109の詳細である。
【0285】
このように、本実施形態2によれば、ガラス基板1は、内周端面11および外周端面9それぞれについてのスキューネス/クルシトスと内周端面11と外周端面9の中心間距離の組み合わせから求められる評価値が、ディスクバランス/TMR特性の要求を満たす所定の範囲内にある。
【0286】
そのため、ガラス基板1は、HDDとしたときに、磁気ディスクに記録されているTrack情報を含むサーボ情報を安定に読み出すことができる。
【0287】
ここで、本実施形態2におけるガラス基板1の内孔について、詳述する。
【0288】
本実施形態2にかかるガラス基板1の内孔と外形の全周に亘る形状プロファイルを取得し、これらのプロファイルと同軸度Cを用いて、上記数式(ロ)によって算出される修正同軸度ACが9.6μm以下であることがより好ましく、8.0μm以下であることがさらに好ましく、5.0μm以下であることが特に好ましい。特に、サーバ用途で使用される磁気ディスクに対応した磁気ディスク用ガラス基板の場合には、8.0μm以下とすることにより、より良好なTMR特性を得ることができる。また、2.5インチサイズのディスク1枚あたりの記録容量が500GByte(380〜420kTPI)以上の場合には、トラック密度が高いためサーボエラーを抑制するためには、上記修正同軸度ACを5.0μm以下とすることが好ましい。
【0289】
また、本実施形態2にかかるガラス基板1は、上記の修正同軸度ACが上記範囲内であり、さらに、ガラス基板1の内周端面11の形状プロファイルを取得し、これを解析したとき、実施形態1で説明したスキューネス(Sk)の値が、0.55〜−0.55の範囲内がより好ましく、0.35〜−0.35の範囲内がさらに好ましく、0.20〜−0.20の範囲内が特に好ましい。上記範囲とすることで、良好なTMR特性を実現できる磁気ディスクに対応したガラス基板1を得ることができる。また、当該磁気ディスク用ガラス基板1を用いてHDDドライブを作製し、情報の読み出し/書き込みを行う場合に、外からの衝撃によって、情報の読み出し/書き込みが阻害されることがあるが、上記スキューネス(Sk)の値を0.35〜−0.35の範囲内とした場合には、このような場合であっても良好なTMR特性を発揮することができる。
【0290】
また、本実施形態2にかかるガラス基板1は、上記の修正同軸度ACが上記範囲内であり、さらに、ガラス基板1の内周端面11の形状プロファイルを取得し、これを解析したとき、実施形態1で説明したクルトシス(Ku)の値から3を引いた値(Ku−3)が、1.6〜−1.6の範囲内がより好ましく、1.0〜−1.0の範囲内がさらに好ましく、0.5〜−0.5の範囲内が特に好ましい。上記範囲とすることで、良好なTMR特性を実現できる磁気ディスクに対応したガラス基板1を得ることができる。また、当該磁気ディスク用ガラス基板1を用いてHDDドライブを作製し、情報の読み出し/書き込みを行う場合に、外からの衝撃によって、情報の読み出し/書き込みが阻害されることがあるが、上記クルトシス(Ku)の値から3を引いた値(Ku−3)を1.0〜−1.0の範囲内とした場合には、このような場合であっても良好なTMR特性を発揮することができる。
【0291】
さらに、本実施形態2にかかるガラス基板1は、上記の修正同軸度ACが上記範囲内であり、内孔の真円度は、5.5μm以下が好ましく、5μm以下がさらに好ましく、3μm以下が特に好ましい。一般的に真円度が良好なもの(例えば、真円度5.5μm以下)は真円度が悪いもの(例えば、真円度10μm)と比べると、TMR特性が良好になる傾向にあるが、同じ真円度であってもTMR特性がよいものと悪いものがある。このため、上記範囲の真円度であって、本実施形態1にかかるスキューネスおよび/またはクルトシスの範囲である形状プロファイルである内孔とすることにより、より一層良好なTMR特性を実現できる磁気ディスクに対応したガラス基板1を得ることができる。
【0292】
また、さらに、本実施形態1のガラス基板1は、上記の修正同軸度ACが上記範囲内であり、ガラス基板1の板厚における内周端面11の長さの割合が55%以上であることが好ましく、60%以上であることがさらに好ましく65%以上であることが特に好ましい。ただし、面取面が十分確保されない場合には、チッピングが発生しやすいために、板厚における内周端面11の長さの割合の上限値としては、90%以下であることがより好ましい。上記範囲の内周端面11の長さであり、上記範囲のスキューネスおよび/またはクルトシスとすることにより、TMR特性をより一層高めることができる。
【実施例2】
【0293】
以下、実施例に基づき、本実施形態2における磁気ディスク用ガラス基板1をさらに詳細に説明する。なお、以下の実施例・比較例は本実施形態2を説明するためのものである。
【0294】
(実施例)
以下の手順により65/0.635mmt の磁気ディスク用ガラス基板を製造して内孔の形状を測定し、内孔の形状とディスクバランス/TMR特性の相関を求めた。
【0295】
まず、以下の工程に従ってガラス基板1を100枚製造した。
【0296】
(1)形状加工工程及び第1ラッピング工程
本実施例に係る磁気ディスク用ガラス基板の製造方法においては、まず、板状ガラスの表面をラッピング(研削)加工してガラス母材とし、このガラス母材を切断してガラスディスクを切り出す。板状ガラスとしては、様々な板状ガラスを用いることができる。この板状ガラスは、例えば、溶融ガラスを材料として、プレス法やフロート法、ダウンドロー法、リドロー法、フュージョン法など、公知の製造方法を用いて製造することができる。これらのうち、プレス法を用いれば、板状ガラスを廉価に製造することができる。
【0297】
本実施例においては、溶融させたアルミノシリケートガラスを上型、下型、胴型を用いたダイレクトプレスによりディスク形状に成型し、アモルファスの板状ガラスを得た。なお、アルミノシリケートガラスとしては、SiO2:58重量%〜75重量%、Al2O3:5重量%〜23重量%、Li2O:3重量%〜10重量%、Na2O:4重量%〜13重量%を主成分として含有するガラスを使用した。
【0298】
次いで、この板状ガラスの両主表面をラッピング加工し、ディスク状のガラス母材とした。このラッピング加工は、遊星歯車機構を利用した両面ラッピング装置により、アルミナ系遊離砥粒を用いて行った。具体的には、板状ガラスの両面に上下からラップ定盤を押圧させ、遊離砥粒を含む研削液を板状ガラスの主表面上に供給し、これらを相対的に移動させてラッピング加工を行った。このラッピング加工により、平坦な主表面を有するガラス母材を得た。
【0299】
(2)切り出し工程(コアリング、チャンファリング)
次に、円筒状のダイヤモンドドリルを用いて、このガラス基板の中心部に内孔を形成し、円環状のガラス基板とした(コアリング)。そして内周端面および外周端面をダイヤモンド砥石によって研削し、所定の面取り加工を施した(チャンファリング)。
【0300】
(3)第2ラッピング工程
次に、得られたガラス基板の両主表面について、第1ラッピング工程と同様に、第2ラッピング加工を行った。この第2ラッピング工程を行うことにより、前工程である切り出し工程や端面研磨工程において主表面に形成された微細な凹凸形状を予め除去しておくことができ、後続の主表面に対する研磨工程を短時間で完了させることができるようになる。
【0301】
(4)端面研磨工程
次に、ガラス基板の外周端面および内周端面について、ブラシ研磨方法により、鏡面研磨を行った。このとき、研磨砥粒としては、酸化セリウム砥粒を含むスラリー(遊離砥粒)を用いた。そして、端面研磨工程を終えたガラス基板を水洗浄した。この端面研磨工程により、ガラス基板の端面は、ナトリウムやカリウムの析出の発生を防止できる鏡面状態に加工された。
【0302】
(5)主表面研磨工程(第1研磨工程)
主表面研磨工程として、まず第1研磨工程を施した。この第1研磨工程は、前述のラッピング工程において主表面に残留したキズや歪みの除去を主たる目的とするものである。この第1研磨工程においては、遊星歯車機構を有する両面研磨装置により、硬質樹脂ポリッシャを用いて、主表面の研磨を行った。研磨剤としては、酸化セリウム砥粒を用いた。
【0303】
(6)化学強化工程
次に、前述のラッピング工程および研磨工程を終えたガラス基板に、化学強化を施した。化学強化は、硝酸カリウム(60%)と硝酸ナトリウム(40%)を混合した化学強化溶液を用意し、この化学強化溶液を400℃に加熱しておくと共に、洗浄済みのガラス基板を300℃に予熱し、化学強化溶液中に約3時間浸漬することによって行った。この浸漬の際には、ガラス基板の表面全体が化学強化されるようにするため、複数のガラス基板が端面で保持されるように、ホルダに収納した状態で行った。
【0304】
このように、化学強化溶液に浸漬処理することによって、ガラス基板の表層のリチウムイオンおよびナトリウムイオンが、化学強化溶液中のナトリウムイオンおよびカリウムイオンにそれぞれ置換され、ガラス基板が強化される。ガラス基板の表層に形成された圧縮応力層の厚さは、約100μmであった。
【0305】
化学強化処理を終えたガラス基板を、20℃の水槽に浸漬して急冷し、約10分間維持した。そして、急冷を終えたガラス基板を、約40℃に加熱した10重量%硫酸に浸漬して洗浄を行った。さらに、硫酸洗浄を終えたガラス基板を純水、IPA(イソプロピルアルコール)の各洗浄槽に順次浸漬して洗浄した。
【0306】
(7)主表面研磨工程(最終研磨工程)
次に、最終研磨工程として、第2研磨工程を施した。この第2研磨工程は、主表面を鏡面状に仕上げることを目的とする。この第2研磨工程においては、遊星歯車機構を有する両面研磨装置により、軟質発泡樹脂ポリッシャを用いて、主表面の鏡面研磨を行った。研磨剤としては、第1研磨工程で用いた酸化セリウム砥粒よりも微細な酸化セリウム砥粒(平均粒子径0.8μm)を用いた。この第2研磨工程を終えたガラス基板を、中性洗剤、純水、IPAの各洗浄槽に順次浸漬して、洗浄した。なお、各洗浄槽には、超音波を印加した。
【0307】
上記のように、第1ラッピング工程、切り出し工程、第2ラッピング工程、端面研磨工程、第1研磨工程、化学強化工程および第2研磨工程を施すことにより、平坦、かつ、平滑な、高剛性の磁気ディスク用基板を得た。
【0308】
研磨が終了すると、ガラス基材1aを洗浄し、製造中に表面に付着した研磨剤や不純物を除去し、100枚のガラス基板1を完成させた。
【0309】
次に、100枚のガラス基板1の内孔と外形の形状プロファイルをミツトヨ社製真円度測定装置RA−324を用いて測定し、Digital Metrology Solutions社製の真円度解析ソフトOmniRoundを用い、プロファイルをガウスフィルタでフィルタリング処理したのち、それぞれについて最小二乗円27とプロファイル21との差分Rを求めた。また、同軸度Cも求めた。
なお、サンプリングポイントの数は0.1度毎に3600点とした。
【0310】
次に、差分のヒストグラムを作成し、修正同軸度ACを求めた。
【0311】
次に、ガラス基板1の表面に磁性層18b、保護層18c、潤滑層18dを設けることにより、磁気記録媒体100を製造し、図15に示す測定システムを用いて回転数:5400rpm/測定位置r:30mmの条件においてAxial Displacement3sを求めた。
【0312】
次に、修正同軸度ACと、ディスクバランス/TMR特性を示すAxial Displacement3sとの関係をプロットした。
【0313】
作成したヒストグラムを図14に、ガラス基板1の修正同軸度ACとTMR特性(Axial Displacement3s)の相関図をそれぞれ図18に示す。なお、図18には参考として、同軸度CとAxial Displacement3sの関係もプロットしている。
【0314】
図18から明らかなように、修正同軸度ACを用いた場合の方が同軸度Cを用いた場合よりもAxial Displacement3sが急激に変化しており、Axial Displacement3sとの間に高い相関が見られた。
【0315】
即ち、例えば図18でAxial Displacement3sが0.6μm以下となるようなガラス基板1を得たい場合は、修正同軸度ACが9.6μm以下のガラス基板1を良品と判断すればよい。
【0316】
以上の結果より、本発明のパラメータである修正同軸度ACを元にガラス基板1の内孔5の形状をディスクバランス/TMR特性(Axial Displacement3s)の要求を満たす形状にすることが可能であることが分かった。
(実施形態2−2)
「(スキューネス・クルトシス)」の項で説明した試料、具体的には(A)スキューネスが(Sk)0.55〜−0.55の範囲内であり、クルトシス(Ku)から3を引いた値(Ku−3)が1.6〜−1.6の範囲であるガラス基板、(B)スキューネスが上記(A)の範囲を外れ、クルトシス(Ku)から3を引いた値(Ku−3)が上記(A)の範囲内であるガラス基板、(C)スキューネスが上記(A)の範囲内であり、クルトシス(Ku)から3を引いた値(Ku−3)が上記(A)の範囲外である試料、それぞれにおいて、ACが8.0umと5.0umのもの(A2,B2,C2)を作成してTMRテスト回転数:10000rpmでTMR特性を比較したところ、いずれにおいてもAC=5.0の方が良好であり(ただし順序はABCと同じ)、2.5インチサイズのディスク1枚あたりの記録容量が500GByte(380〜420kTPI)相当以上の高いトラック密度においてもサーボエラーを抑制することが可能な結果であった。
(実施形態2−3)
実施形態1と同じ結晶化ガラスを使用し、上記の実施形態2−2と同様の三種類のサンプル(A3,B3,C3)を作製し10000rpmにて比較したところ、さらに良好な結果が得られた(ただし順序はABCと同じ)。なお、内径及び外形の真円度、それらの同軸度はいずれも0.5μmとした。
すなわち、結晶化ガラスを用いることで、内径および外形の真円度、それらの同軸度が0.5μm以下と非常に小さい場合においても、上記AC、スキューネス(Sk)、クルトシス(Ku)から3を引いた値(Ku−3)を所定範囲内とすることによってTMR特性をさらに改善することが可能となる。
【0317】
(実施形態3)
以下、図19〜図25の図面に基づき、本発明の実施形態3を詳細に説明する。なお、図19〜図25に付された部材番号は、本実施形態3に関する説明のものであり、上記実施形態1および2に関する説明で使用されている図1〜図18の部材番号とは別のものである。つまり、本実施形態3で使用される部材番号は、図19〜図25を説明するために付している。また、ステップ番号についても、同様であり、実施形態3で使用されているステップ番号は、実施形態3の説明のために付されたものである。なお、本実施形態1および2と重複する一部の情報については、実施形態1および2に記載している。
【0318】
以下、図面に基づき、本発明の実施形態3を詳細に説明する。
【0319】
まず、図19を参照して、本実施形態3に係るガラス基板1の構造について簡単に説明する。
【0320】
図19(a)に示すように、ガラス基板1は、円板形状を有する本体3を有し、本体3の中心には内孔5が形成されている。
【0321】
図19(b)に示すように、本体3は、実質的に平滑な主表面7a、7bを有している。
【0322】
主表面7a、7bは、情報を記録再生するための層が形成される面であり、例えば図19(c)に示すように、主表面7a、7bの一方または両方に、下地層18a、磁性層18b、保護層18c、潤滑層18dを設けることにより、ガラス基板1は、磁気記録媒体100(磁気ディスク)となる(少なくとも磁性層18bは記録層として必要)。
【0323】
また、図19(b)に示すように、本体3は主表面7a、7bに対して直交している内周端面11および外周端面9を有している。
【0324】
内周端面11および外周端面9は面取されており、それぞれ内周面取面13および外周面取面15が設けられている。
【0325】
さらに、本体3は表面に化学強化層17が形成されている。
化学強化層17の詳細については後述するが、例えば、ガラス基板1の原料となるガラスのイオンの一部を、よりイオン半径の大きいイオンに置換し、圧縮応力層とした層である。
【0326】
ガラス基板1は、中心からの径方向の位置と板厚(主表面7aと主表面7b間の距離)から求められるパラメータが、所定の範囲内に収まるような形状となっているが、詳細は後述する。
【0327】
次に、図19〜図25を参照して、ガラス基板1の製造方法について説明する。
【0328】
なお、以下の説明では、製造工程中におけるガラスを「ガラス基材1a」と称し、完成品を「ガラス基板1」と称することにする。
【0329】
まず、図20に示すように、原料となるガラスを円板状に成形してガラス基材1aを製造する(ステップ101)。
【0330】
原料となるガラスとしては例えばフロート法、ダウンドロー法、リドロー法又はプレス法で製造されたソーダライムガラス、アルミノシリケートガラス、ボロシリケートガラス、結晶化ガラス等が挙げられる。
【0331】
なお、以下の実施形態ではプレス法で製造されたガラスを例に説明する。
【0332】
次に、ガラス基材1aの板厚調整のため、研削装置を用いて主表面7a、7bを研削(第1ラッピング)する(ステップ102)。
研削は、例えば両面ラッピング装置とアルミナ等の砥粒を用いて行う。
【0333】
次に、図20に示すように、ガラス基材1aの中心に内孔5(図19参照)を形成する(ステップ103)。
内孔5の形成は、例えばコアドリルを用いて行う。
【0334】
なお、シートガラスを用いた場合は、ステップ101〜103は行わず、代わりに、カッターを用いてシート形状から円板形状にガラスを切り出し、さらに内孔5を切り出す工程(カッティング工程)を行う。
【0335】
次に、図20に示すように、ガラス基材1aの端面のクラックを除去するため、内周端面11および外周端面9の面取を行う(ステップ104)。面取は、例えばダイヤモンド砥粒が付着した砥石を用いて行う。
【0336】
なお、面取後に主表面7a、7bを研削(第2ラッピング)する工程を追加してもよい。これにより、内孔5の形成や面取によって生じた凹凸を研削でき、研磨の際の負担を軽減できる。
【0337】
次に、図20に示すように、ガラス基材1aの内周端面11および外周端面9の研磨、即ち端面研磨を行う(ステップ105)。
端面研磨は例えば回転ブラシを用いて行う。
【0338】
次に、図20に示すように、ガラス基材1aに化学強化を行い、化学強化層17を形成する(ステップ106)。
【0339】
具体的には、化学強化液にガラスを浸漬し、化学強化液に含まれているイオンのうち、ガラスに含まれているイオンよりもイオン半径が大きいイオンを、ガラスに含まれている当該イオンとイオン交換して化学強化層17を形成する。
【0340】
次に、化学強化が終わると、ガラス基材1aを洗浄して表面の化学強化液を除去した後、図20に示すように、ガラス基材1aの主表面7a、7bの平坦度と表面粗さを調整する(実質的に平滑にする)ため、主表面7a、7bを研磨する(ステップ107)。
【0341】
研磨は、例えば両面研磨装置と硬質樹脂ポリッシャとを用い、遊星歯車機構を用いて行うことができる。研磨液は、例えば、酸化セリウムや酸化ランタン等の砥粒を水に分散させてスラリーとしたものが用いられる。
【0342】
研磨が終了すると、ガラス基材1aを洗浄し、製造中に表面に付着した研磨剤や不純物を除去する(ステップ108)。
【0343】
具体的にはスクラブ洗浄、超音波洗浄等の物理的な洗浄や、フッ化物、有機酸、過酸化水素、界面活性剤等を用いた薬液洗浄が挙げられる。
【0344】
ここで、ステップ101〜108のうち、特に(1)ステップ102(第一ラッピング)および面取(ステップ104)後に行われる場合がある(2)第2ラッピング、そして(3)ステップ107(研磨工程)においては、本願において着目しているディスクバランス/TMR特性を左右する板厚バラツキを発生させ易い工程であるため、例えば(1)のステップ102では投入する素材の板厚差異を<100μmにし、かつ素材を保持するキャリアホルダーへの入り枚数を所定数以上(>90%の充填率)するなどして加工圧力が枚バッチ加工毎に変化するのを抑制すること、また加工荷重を研削の段階(例えば初期/中期/末期)に応じて可変することなどにより、全加工ステップにおける第1加工段階で出来る限り板厚がばらつくことを抑制することが必要である。特に素材の元の厚みに対し加工(或いは研削)取り代が最も大きい工程はこのステップ102であることが多いため、板厚バラツキを抑えるためには、ステップ102が最も留意を要する工程である。
【0345】
また(2)第2ラッピングにおいても前記(1)と同様の配慮をなす必要があるが、投入するワーク(第1ラッピング加工済み)の板厚差異を<10μmにすることが望ましい。
【0346】
さらに(3)研磨工程においても前記(2)と同様の配慮をなす必要があるが、投入するワーク(ステップ106化学強化済み)の板厚差異を<1μmにすることが望ましい。
【0347】
最後に、製品検査(板厚の検査)を行う(ステップ109)。
【0348】
ここで、ステップ109の詳細について、図21〜図25を参照して説明する。
【0349】
前述のように、ガラス基板1は、中心からの径方向の位置と板厚(主表面7aと主表面7b間の距離)の関係から求められるパラメータが、所定の範囲内に収まるような形状となっているが、それを評価するために、板厚を測定してパラメータを求め、パラメータが所定の範囲内にあるか否かを判定する。
【0350】
具体的には、以下の手順で検査を行う。
まず、図21に示すように、公知の板厚測定装置等を用いて、ガラス基板1の板厚(主表面7aと主表面7b間の距離)を、中心からの径方向の位置ごとに、ガラス基板1の主表面全面に渡って所定の数だけ測定する(ステップ201)。
【0351】
この際、図22に示すように、内周端の所定の位置から外周端の所定の位置まで、測定点22が螺旋状に一周する形状を描くように板厚を測定するのが望ましい。
【0352】
このように測定することで、ガラス基板1の主表面全面に渡って中心からの径方向の位置ごとにムラなく板厚データを得ることができる。特に、磁気ディスクはスピンドルを介して回転しており、この磁気ディスクに記録された情報を磁気ヘッドを用いて読み出す場合、磁気ヘッドは、磁気ディスクをシークする動作を行う。このとき、磁気ディスク上を移動する磁気ヘッドの軌跡を見ると、磁気ディスク上を螺旋状に一周する形状を描くようになるため、上記螺旋状に板厚を測定することで、ヘッドの移動に対応した板厚の情報を得ることができる。
【0353】
次に、図21に示すように、測定した径方向の位置と板厚の関係から求められるパラメータであるM値を計算する。(ステップ202)。
【0354】
M値とは、最初の測定位置における板厚と各測定位置の板厚差と、測定位置の半径との掛け算(測定位置におけるモーメントに相当する値)の総和を意味し、以下の式(1)(2)で表される。
【0355】
なお、測定した径方向の位置と板厚の関係の例および式(1)を図23に示す。
【数27】
【0356】
なお、ここでの「サンプリング数」とは、使用する板厚測定系における測定プローブの横方向サイズ或いは横方向分解能を1サンプリング単位とするものであり、例えば非接触測定機器ではレーザスポット径、或いはそれにより決定される横方向分解能が1サンプリング単位である。
【0357】
なお、式(1)(2)は、その形から明らかなように、外周に近い部分(rが大きい部分)の板厚差、即ち、外周近傍の板厚のバラツキの影響が、内周近傍の板厚のバラツキよりも大きく現れるような式になっている。
【0358】
すなわちディスクFlatteringは、外周側の変位量の方が内周側よりも大きく(内周側はスピンドルに保持されており、剛性が外周側のそれよりも大きいため)、M値が大きくなることから、外周近傍の板厚のバラツキの方が、内周近傍の板厚のバラツキよりもディスクバランス/TMR特性に与える影響が大きいためである。
【0359】
また、上記した式(1)(2)では板厚差Δtとして、最初の測定位置における板厚と、各測定位置の板厚差を用いているが、Δtではなく、単に各測定位置の板厚を用いてもよく、具体的には式(3)に示す式としてもよい。
【数28】
【0360】
次に、測定したM値から、ガラス基板1のディスクバランス/TMR特性が所定の範囲内にあるか否かを判定し、範囲内にある場合は良品として扱い、範囲外の場合は不良品として扱う(ステップ203)。
【0361】
具体的には、図25に示すようなM値とAxial Displacement3sとの関係から、M値が一定の範囲内であるか否かを判定し、一定の範囲内にある場合は良品として扱い、範囲外の場合は不良品として扱う。
【0362】
なお、Axial Displacement3sとは、基板振動測定データ(振動波形)を回転数ごとにかつ周波数ごとに積分して平均値+3sのトラック位置決め誤差量を求めたものであり、3sおよびs2は例えば以下の式(4)(5)で求められる。
【数29】
【0363】
ここで、図25に示すようなM値とAxial Displacement3sとの関係を求める方法について簡単に説明する。
【0364】
まず、検査対象となるガラス基板1を所定の枚数分製造し、M値を求める。
【0365】
次に、ガラス基板1の表面に磁性層18b、保護層18c、潤滑層18dを設けることにより、磁気記録媒体100を製造し、図24に示す測定システム51を用いて所定の回転数、所定の測定位置でAxial Displacement3sを求める。
【0366】
測定システム51について簡単に説明すると、測定システム51はヘッド53を備えたレーザードップラー速度計(LDV)55と、レーザードップラー速度計55が測定したデータを高速フーリエ変換(FFT)する変換部57を有している。
【0367】
次に、M値と、ディスクバランス/TMR特性を示すAxial Displacement3sとの関係をプロットして図25に示すような相関図を作成する。
以上がステップ109の詳細である。
【0368】
このように、本実施形態によれば、ガラス基板1は、中心からの径方向の位置と板厚の関係から求められるパラメータ(M値)が、ディスクバランス/TMR特性の要求を満たす所定の範囲内にある。
【0369】
そのため、ガラス基板1は、HDDとしたときに、磁気ディスクに記録されているTrack情報を含むサーボ情報を安定に読み出すことができる。
【実施例3】
【0370】
以下、実施例に基づき、本実施形態3をさらに詳細に説明する。なお、以下の実施例・比較例は本実施形態3を説明するためのものである。
【0371】
(実施例)
以下の手順により外径65mm、内径20mm、厚さ0.635mmの磁気ディスク用ガラス基板を製造して板厚を測定し、M値とディスクバランス/TMR特性の相関を求めた。
【0372】
まず、以下の工程に従ってガラス基板1を100枚製造した。
【0373】
(1)形状加工工程及び第1ラッピング工程
本実施例に係る磁気ディスク用ガラス基板の製造方法においては、まず、板状ガラスの表面をラッピング(研削)加工してガラス母材とし、このガラス母材を切断してガラスディスクを切り出す。板状ガラスとしては、様々な板状ガラスを用いることができる。この板状ガラスは、例えば、溶融ガラスを材料として、プレス法やフロート法、ダウンドロー法、リドロー法、フュージョン法など、公知の製造方法を用いて製造することができる。これらのうち、プレス法を用いれば、板状ガラスを廉価に製造することができる。
【0374】
本実施例においては、溶融させたアルミノシリケートガラスを上型、下型、胴型を用いたダイレクトプレスによりディスク形状に成型し、アモルファスの板状ガラスを得た。なお、アルミノシリケートガラスとしては、SiO2:58重量%〜75重量%、Al2O3:5重量%〜23重量%、Li2O:3重量%〜10重量%、Na2O:4重量%〜13重量%を主成分として含有するガラスを使用した。
【0375】
次いで、この板状ガラスの両主表面をラッピング加工し、ディスク状のガラス母材とした。このラッピング加工は、遊星歯車機構を利用した両面ラッピング装置により、アルミナ系遊離砥粒を用いて行った。具体的には、板状ガラスの両面に上下からラップ定盤を押圧させ、遊離砥粒を含む研削液を板状ガラスの主表面上に供給し、これらを相対的に移動させてラッピング加工を行った。このラッピング加工により、平坦な主表面を有するガラス母材を得た。
【0376】
なお、ラッピングの際には、板厚バラツキを発生させないようにするため、投入する素材の板厚差異を<100μmにし、かつ素材を保持するキャリアホルダーへの入り枚数を所定数以上(>90%の充填率)にして加工圧力が枚バッチ加工毎に変化するのを抑制した。また加工荷重を研削の段階(初期/中期/末期)に応じて可変することにより、ラッピング加工段階で出来る限り板厚がばらつくことを抑制するようにした。
【0377】
(2)切り出し工程(コアリング、チャンファリング)
次に、円筒状のダイヤモンドドリルを用いて、このガラス基板の中心部に内孔を形成し、円環状のガラス基板とした(コアリング)。そして内周端面および外周端面をダイヤモンド砥石によって研削し、所定の面取り加工を施した(チャンファリング)。
【0378】
(3)第2ラッピング工程
次に、得られたガラス基板の両主表面について、第1ラッピング工程と同様に、第2ラッピング加工を行った。この第2ラッピング工程を行うことにより、前工程である切り出し工程や端面研磨工程において主表面に形成された微細な凹凸形状を予め除去しておくことができ、後続の主表面に対する研磨工程を短時間で完了させることができるようになる。
【0379】
なお、第2ラッピング工程においても第1ラッピング工程と同様に、板厚のばらつきを発生させないようにするため、投入するワーク(第1ラッピング加工済み)の板厚差異を<10μmにした。
【0380】
(4)端面研磨工程
次に、ガラス基板の外周端面および内周端面について、ブラシ研磨方法により、鏡面研磨を行った。このとき、研磨砥粒としては、酸化セリウム砥粒を含むスラリー(遊離砥粒)を用いた。そして、端面研磨工程を終えたガラス基板を水洗浄した。この端面研磨工程により、ガラス基板の端面は、ナトリウムやカリウムの析出の発生を防止できる鏡面状態に加工された。
【0381】
(5)主表面研磨工程(第1研磨工程)
主表面研磨工程として、まず第1研磨工程を施した。この第1研磨工程は、前述のラッピング工程において主表面に残留したキズや歪みの除去を主たる目的とするものである。
【0382】
この第1研磨工程においては、遊星歯車機構を有する両面研磨装置により、硬質樹脂ポリッシャを用いて、主表面の研磨を行った。研磨剤としては、酸化セリウム砥粒を用いた。
【0383】
なお、主表面研磨工程においても第1ラッピング工程と同様に、板厚のばらつきを発生させないようにするため、投入するワーク(第1ラッピング加工済み)の板厚差異を<5μmにした。
【0384】
(6)化学強化工程
次に、前述のラッピング工程および研磨工程を終えたガラス基板に、化学強化を施した。化学強化は、硝酸カリウム(60%)と硝酸ナトリウム(40%)を混合した化学強化溶液を用意し、この化学強化溶液を400℃に加熱しておくと共に、洗浄済みのガラス基板を300℃に予熱し、化学強化溶液中に約3時間浸漬することによって行った。この浸漬の際には、ガラス基板の表面全体が化学強化されるようにするため、複数のガラス基板が端面で保持されるように、ホルダに収納した状態で行った。
【0385】
このように、化学強化溶液に浸漬処理することによって、ガラス基板の表層のリチウムイオンおよびナトリウムイオンが、化学強化溶液中のナトリウムイオンおよびカリウムイオンにそれぞれ置換され、ガラス基板が強化される。ガラス基板の表層に形成された圧縮応力層の厚さは、約100μmであった。
【0386】
化学強化処理を終えたガラス基板を、20℃の水槽に浸漬して急冷し、約10分間維持した。そして、急冷を終えたガラス基板を、約40℃に加熱した10重量%硫酸に浸漬して洗浄を行った。さらに、硫酸洗浄を終えたガラス基板を純水、IPA(イソプロピルアルコール)の各洗浄槽に順次浸漬して洗浄した。
【0387】
(7)主表面研磨工程(最終研磨工程)
次に、最終研磨工程として、第2研磨工程を施した。この第2研磨工程は、主表面を鏡面状に仕上げることを目的とする。この第2研磨工程においては、遊星歯車機構を有する両面研磨装置により、軟質発泡樹脂ポリッシャを用いて、主表面の鏡面研磨を行った。研磨剤としては、第1研磨工程で用いた酸化セリウム砥粒よりも微細な酸化セリウム砥粒(平均粒子径0.8μm)を用いた。この第2研磨工程を終えたガラス基板を、中性洗剤、純水、IPAの各洗浄槽に順次浸漬して、洗浄した。なお、各洗浄槽には、超音波を印加した。
【0388】
上記のように、第1ラッピング工程、切り出し工程、第2ラッピング工程、端面研磨工程、第1研磨工程、化学強化工程および第2研磨工程を施すことにより、平坦、かつ、平滑な、高剛性の磁気ディスク用基板を得た。
【0389】
研磨が終了すると、ガラス基材1aを洗浄し、製造中に表面に付着した研磨剤や不純物を除去し、100枚のガラス基板1を完成させた。
【0390】
次に、100枚のガラス基板1の板厚を、キーエンス社製LK−G15(測定ヘッド)/LK−G3001(測定コントローラ)で構成される非接触式レーザ変位計(スポットサイズ:20μm)を用いて、図22に示すように内周から外周に向けて螺旋状に測定した。なお、螺旋の形状はアルキメデス螺旋(一様螺旋)とし、サンプリングポイントは20μm毎に合計8,550,000点とした(半径位置 r=13.0〜32.0mmの範囲を測定)。なお、8,550,000点という測定点数は以下の式から決定している。
【0391】
測定点数N:N={π(322−132)}/π(0.012) = 8,550,000 即ち、上記式において32、13は半径位置(mm)の両端を示し、0.01はスポットサイズの半径(mm)を示す。
【0392】
次に、測定した板厚と位置情報を元に、式(1)(2)(ステップ202参照)からM値を求めた。
【0393】
次に、ガラス基板1の表面に磁性層18b、保護層18c、潤滑層18dを設けることにより、磁気記録媒体100を製造し、図24に示す測定システムを用いて回転数:5,400rpm/測定位置r:30mmの条件においてAxial Displacement3sを求めた。
【0394】
次に、M値と、ディスクバランス/TMR特性を示すAxial Displacement3sとの関係をプロットした。
【0395】
図25から明らかなように、M値とAxial Displacement3sの間に強い相関が見られた。
【0396】
具体的には図25ではM値(×106)mm3が20以下の範囲でAxial Displacement3sが0.005μmで一定となり、M値(×106)mm3が20を超えると急激にAxial Displacement3sが大きくなっていた。
【0397】
即ち、図25ではM値(×106)mm3が20以内であればAxial Displacement3sが一定値に低く抑えられているため、ディスクバランス/TMR特性が良好なガラス基板におけるM値の上限は20になる。
【0398】
以上の結果より、本発明のパラメータ(M値)を元にガラス基板1の板厚をディスクバランス/TMR特性(Axial Displacement3s)の要求を満たす形状にすることが可能であることが分かった。
【0399】
(板厚とM値)
ガラス基板1の中心を通る直線を引き、磁気ディスクの内周(半径15mmの位置)、中周(半径22mmの位置)、外周(半径30mmの位置)の3点の板厚を測定し、その平均値をガラス基板1の板厚としたときの、板厚とTMR特性の関係を調べた。その結果、同じ板厚を有するガラス基板1であってもTMR特性が良好なものと良好でないものとが存在した。次に、これらTMR特性が良好なものと良好でないもののそれぞれについて、上記M値(×106)mm3を求めたところ、TMR特性が良好なもののM値(×106)mm3は20以下であり、TMR特性が良好でないもののM値(×106)mm3は20より大きかった。
【0400】
次に、板厚を異ならせたガラス基板1を作成して、それぞれについてTMR特性を求めたところ、板厚の厚いガラス基板1のほうが薄いガラス基板よりもTMR特性が良好な割合が多い結果となった。しかし、同じ板厚であっても、TMR特性が良好なものと良好でないものが存在するため、上記M値(×106)mm3を使って、ガラス基板1を評価することで良好なTMR特性が得られる。
【産業上の利用可能性】
【0401】
上述した実施形態1では、本発明を磁気記録媒体用のガラス基板1に適用した場合について説明したが、本発明は何らこれに限定されることなく、内孔の形状を規定する必要がある全てのディスク状の記録媒体に適用できる。
【0402】
また、上述した実施形態2では、本発明を磁気記録媒体用のガラス基板1に適用した場合について説明したが、本発明は何らこれに限定されることなく、内孔の形状を規定する必要がある全てのディスク状の記録媒体に適用できる。
【0403】
さらに、上述した実施形態3では、本発明を磁気記録媒体用のガラス基板1に適用した場合について説明したが、本発明は何らこれに限定されることなく、板厚を規定する必要がある全てのディスク状の記録媒体に適用できる。
【0404】
また、上記の説明では、実施形態1、2、3と分けて説明したが、これらの実施形態を適宜組み合わせても良いことはいうまでもない。
【符号の説明】
【0405】
1……………ガラス基板
3……………本体
5……………内孔
7a…………主表面
17…………化学強化層
18b………磁性層
21…………プロファイル
23…………凹部
25…………凸部
29…………中心
31…………内接円
33…………外接円
【技術分野】
【0001】
本発明は磁気ディスク用ガラス基板およびその評価方法に関するものである。
【背景技術】
【0002】
近年、情報化技術の高度化に伴い、情報記録技術、特に磁気記録技術は著しく進歩している。
【0003】
このような磁気記録技術のひとつであるHDD(ハードディスクドライブ)は、ディスク状の基板の表面に磁性体薄膜からなる磁気記録層を有した磁気ディスクと、磁気ディスクを高速で回転させるスピンドルモータと、スイングアームの先端に取り付けられ、磁気ディスクの磁気記録層に磁気データを読み書きする磁気ヘッドと、磁気ヘッドを磁気ディスク上の半径方向に移動する位置決め装置とを主な構成要素としている(特許文献1)。
【0004】
磁気ディスクの両主表面に形成された磁気記録層に対してそれぞれ磁気ヘッドが対向配置されるので、1つの磁気ディスクにつき2つの磁気ヘッドを備えているのが、一般的な構成である。ここで、磁気記録媒体用基板としては、かつてはアルミニウム基板が広く用いられてきた。
【0005】
しかしながら、磁気ディスクの小型化、薄板化、および高密度記録化に伴い、近年は、アルミニウム基板に比べ基板表面の平坦性及び基板強度に優れたガラス基板の需要が高まっている。
【0006】
ガラス基板は、従来、例えば、特許文献2の段落〔0004〕に示すように、ガラスを円盤状に形成して面取りを行い、端面および主表面を研磨し、その後に耐衝撃性や耐振動性を向上させるための化学強化処理を施すことにより製造されていた(特許文献2)。
【0007】
このようにして製造されたガラス基板は、両面に磁性層等の記録層を設けることにより、磁気記録媒体として利用されてきた。
【0008】
ここで、磁気ディスク用ガラス基板の場合、スピンドルモータに連結するために、内孔が設けられているが、回転の際のブレやそれに伴うTMR(Track Mis Registration)を防止するため、内孔の形状は、真円に近いものが好ましい。
【0009】
真円の近さを表す指標としては、一般に真円度が知られている。
真円度は、円形形体の幾何学的に正しい円からの狂いの大きさを示す指標であり、従来の定義は、例えばJIS規格によれば、「円形形体を2つの同心の幾何学的円で挟んだとき、同心円の間隔が最小となる場合の、2円の半径の差」と定義されている(非特許文献1)。
【0010】
即ち、磁気ディスク用基板の内孔の場合、内孔の全周に亘る形状プロファイルを測定し、プロファイルの最大値における外接円と最小値における内接円の差分が真円度である。
なお、本願で言うところの外接円とは、上記真円度の定義における2つの同心円のうち半径が大きい円(プロファイルのうち、最も外側に接している円)である。また、内接円とは、半径の小さい円(プロファイルのうち、最も内側に接している円)である。
【0011】
なお、磁気ディスク用ガラス基板は通常、大量生産されるものであり、真円度にバラつきが生じるため、バラつきが所定の数値範囲(寸法公差)に収まるように製造される。
【0012】
また、別の観点では、磁気ディスク用ガラス基板の場合、スピンドルモータに連結するために、円孔が設けられているが、回転の際のブレやTMR(Track Mis Registration)を最小限にするため、円孔の中心と外周端の描く円の中心は、一致しているのが好ましい。
【0013】
ただし、磁気ディスク用ガラス基板の場合、実際には外周端と円孔は真円を描いているわけではなく、凹凸形状を有する環状の形状となっているため、このような形状における中心の一致度を示す指標が必要となる。
【0014】
この一致の程度を評価する指標としては同芯度(同軸度)がある。
同軸度とは、JIS(日本工業規格)においては「共通の軸線をもつように配置された2つの機械部分の軸線が一致していない程度。2つの線又は2つの軸では、指定された長さの中の幾つかの点で測定したそれらの距離で表す。その距離が許容値を超えないとき、同軸である、一致している、又は心が合っている(アライメントが保たれている)と見なす。2つの軸の場合は、一方の軸に取り付けたテストインジケータを振り回して測定した場合の読みの最大差の1/2がこれに該当する。」と定義されている(非特許文献2)。
【0015】
磁気ディスク用基板のような円板の場合、外径(外周)および内径(内周)部分の2つのプロファイルが存在するため、例えば外周プロファイルの最小二乗円中心と、内周プロファイルの最小二乗円中心との差分を同軸度とするのが一般的である。
【0016】
なお、磁気ディスク用ガラス基板は通常、大量生産されるものであり、同軸度にバラつきが生じるため、バラつきが所定の数値範囲(寸法公差)に収まるように製造される。
【0017】
さらに、別の観点では、磁気ディスク用ガラス基板の場合、磁気ディスクに要求される板厚に応じて所定の板厚になるように形成されるが、回転の際のブレやそれに伴うTMR(Track Mis Registration)を防止するため、ガラス基板の板厚は、一定値であるのが好ましい。
【0018】
ガラス基板の板厚の定義としては、従来、ガラス基板上の一点、或いは複数点で測定された両主表面間の距離で示されていた(特許文献3)。
【0019】
なお、磁気ディスク用ガラス基板は通常、大量生産されるものであり、板厚にバラつきが生じるため、バラつきが所定の数値範囲(寸法公差)に収まるように製造される。
【先行技術文献】
【特許文献】
【0020】
【特許文献1】特開2001−243735号公報
【特許文献2】特開2000−076652号公報
【特許文献3】特開平8−147691号公報
【非特許文献】
【0021】
【非特許文献1】JIS B 0621−1984
【非特許文献2】JIS B 0182:1993 工作機械-試験及び検査用語
【発明の概要】
【発明が解決しようとする課題】
【0022】
ここで、近年のHDDにおける高記録密度化および高速回転化の加速により、従来よりもさらにTMRの影響、すなわちディスクのFlatteringにより磁気ディスク上を浮上する磁気ヘッドが、その半径/トラック位置情報を記録しているTrack情報を含むサーボ情報を見失う現象が著しくなる傾向がある。
【0023】
これは、記録密度向上による狭トラック幅化、そして高速回転によるディスクの機械的振動による読み取りエラーが主たる原因である。
【0024】
そのため、磁気ディスク用ガラス基板には、磁気ディスクの狭トラック幅化、HDDの高速回転により、磁気ヘッドがTrack情報を含むサーボ情報を見失わないように、安定して回転できるよう、例えば、(A)真円度、(B)同軸度、(C)ガラスの板厚も、従来に比べてより精度の高いものが求められており、その要求は一般的に80GB以上/5,400rpm以上の性能を有するHDDにおいて顕著になってくる。
【0025】
ところが、上記(A)真円度の場合、従来の真円度の定義で寸法公差を管理して、磁気ディスク用ガラス基板を製造した場合であっても、このガラス基板を磁気ディスクとしHDDを製造したときに、サーボ情報を見失う現象を完全に防止することができない場合があった(第1の課題)。
【0026】
即ち、同一の真円度を有する磁気記録媒体用ガラス基板であっても、前記したようなTMRの影響を排除できるものと、できないものとが混在しており、これまでのような、ただ単に外形/内孔プロファイルの最大値における外接円と最小値における内接円の差分というパラメータだけでは、その良し悪しを明確に区分けができない場合が存在しており、TMRと平面形状との因果関係を明確にできなかった。
【0027】
本発明における第1の発明は、このような第1の問題点の改善の為になされたものであり、その目的は、HDDとしたときに、磁気ディスクに記録されているTrack情報を含むサーボ情報を安定に読み出すことを実現できる磁気記録媒体用ガラス基板を提供することにある。
【0028】
次に、(B)同軸度の場合、従来の同軸度の定義で寸法公差を管理して、磁気ディスク用ガラス基板を製造した場合であっても、このガラス基板を磁気ディスクとしHDDを製造したときに、サーボ情報を見失う現象を完全に防止することができない場合があった(第2の課題)。
【0029】
即ち、同一の同軸度を有する磁気記録媒体用ガラス基板であっても、前記したようなTMRの影響を排除できるものと、できないものが混在しており、これまでのような、ただ単に外径/内径プロファイル中心の中心間距離というパラメータだけでは、その良し悪しを明確に区分けができない場合が存在しており、TMRと平面形状との因果関係を明確にできなかった。
【0030】
本発明における第2の発明は、このような第2の問題点の改善の為になされたものであり、その目的は、HDDとしたときに、磁気ディスクに記録されているTrack情報を含むサーボ情報を安定に読み出すことを実現できる磁気記録媒体用ガラス基板を提供することにある。
【0031】
次に、(C)ガラスの板厚の場合、従来の板厚の定義で寸法公差を管理して、磁気ディスク用ガラス基板を製造した場合であっても、このガラス基板を磁気ディスクとしHDDを製造したときに、サーボ情報を見失う現象を完全に防止することができない場合があった(第3の課題)。
【0032】
即ち、同一の板厚を有する磁気ディスク用ガラス基板であっても、前記したようなTMRの影響を排除できるものと、できないものとが混在しており、これまでのような、ただ単にガラス基板上の一点、或いは複数点で測定された両主表面間の距離というパラメータだけでは、その良し悪しを明確に区分けができない場合が存在しており、TMRと平面形状との因果関係を明確にできなかった。
【0033】
本発明における第3の発明は、このような第3の問題点の改善の為になされたものであり、その目的は、HDDとしたときに、磁気ディスクに記録されているTrack情報を含むサーボ情報を安定に読み出すことを実現できる磁気ディスク用ガラス基板を提供することにある。
【課題を解決するための手段】
【0034】
本発明者は上記第1の課題を解決するために鋭意検討した結果、従来の真円度の定義は内孔のプロファイルの最大値と最小値の差分を表す指標に過ぎず、プロファイルのバラつきや位置依存性が考慮されていないという点に着目した。
【0035】
即ち、従来の真円度の定義では、内孔形状のうねり(凹凸)が特定の場所に偏っている場合でも、均等に存在する場合でも、最大値と最小値が同じであれば、真円度は同じものとして評価されることに着目した。
【0036】
そこで、本発明者はさらに検討を重ねた結果、内孔の形状を評価する指標として、内孔の形状のばらつきやうねりの位置をも考慮した指標を用いることにより、TMRと内孔の形状との因果関係を把握できることを見出し、第1の発明を完成するに至った。
【0037】
具体的には、上記第1の課題を解決するため、第1の発明は以下の構成を有する。
【0038】
(構成1−1)内孔を有し、前記内孔のプロファイルにおける凹凸形状の偏りを示すパラメータが、所定の範囲内にあることを特徴とする磁気ディスク用ガラス基板。
【0039】
(構成1−2)前記パラメータは、前記内孔のプロファイルと、前記内孔のプロファイルにおける最小値の内接円または最小二乗円との、径方向の差分を有することを特徴とする構成1−1記載の磁気ディスク用ガラス基板。
【0040】
(構成1−3)前記差分は、前記内径プロファイルの最小二乗中心法で求めた円の中心から前記内孔のプロファイルにおける最小値の内接円または最小二乗円に対して引かれた直線における、前記内孔のプロファイルと前記内接円または最小二乗円との間の差であることを特徴とする構成1−2に記載の磁気ディスク用ガラス基板。
【0041】
(構成1−4)前記所定の範囲は、前記パラメータとディスクバランスまたはTMR(Track Mis Registration)特性の相関により規定される範囲を有することを特徴とする構成1−1〜1−3のいずれかに記載の磁気ディスク用ガラス基板。
【0042】
(構成1−5)前記所定の範囲は、前記差分の分布状態を規定するスキューネスおよび/またはクルトシスとディスクバランスまたはTMR(Track Mis Registration)特性の相関により規定される範囲を有することを特徴とする構成1−2〜1−4のいずれかに記載の磁気ディスク用ガラス基板。
【0043】
(構成1−6)前記ディスクバランスまたはTMR(Track Mis Registration)特性はAxial Displacement3sであることを特徴とする構成1−5記載の磁気ディスク用ガラス基板。
【0044】
(構成1−7)前記所定の範囲は、スキューネスおよび/またはクルトシスとAxial Displacement3sの相関図において、Axial Displacement3sが一定値になっている平坦部における、スキューネスおよび/またはクルトシスの上下限以内の範囲であることを特徴とする構成1−6に記載の磁気ディスク用ガラス基板。
【0045】
(構成1−8)構成1−1〜1−7のいずれかに記載の磁気ディスク用ガラス基板と、前記ガラス基板の主表面に設けられた下地層、磁性層、保護層、潤滑層と、を有することを特徴とする磁気記録媒体。
【0046】
(構成1−9)内孔を有する磁気ディスク用ガラス基板の前記内孔のプロファイルにおける凹凸形状の偏りを示すパラメータが、所定の範囲内にあるか否かを判定することを特徴とする磁気ディスク用ガラス基板の評価方法。
【0047】
(構成1−10)前記パラメータは、前記内孔のプロファイルと、前記内孔のプロファイルにおける最小値の内接円または最小二乗円との、径方向の差分を有することを特徴とする構成1−9記載の磁気ディスク用ガラス基板の評価方法。
【0048】
(構成1−11)前記差分は、前記内径プロファイルの最小二乗中心法で求めた円の中心から前記内孔のプロファイルにおける最小値の内接円または最小二乗円に対して引かれた直線における、前記内孔のプロファイルと前記内接円または最小二乗円との間の差であることを特徴とする構成1−10に記載の磁気ディスク用ガラス基板の評価方法。
【0049】
(構成1−12)前記所定の範囲は、前記パラメータとディスクバランスまたはTMR(Track Mis Registration)特性の相関により規定される範囲を有することを特徴とする構成1−10または1−11のいずれかに記載の磁気ディスク用ガラス基板の評価方法。
【0050】
(構成1−13)前記所定の範囲は、前記差分の分布状態を規定するスキューネスおよび/またはクルトシスとディスクバランスまたはTMR(Track Mis Registration)特性の相関により規定される範囲を有することを特徴とする構成1−10から1−12のいずれかに記載の磁気ディスク用ガラス基板の評価方法。
【0051】
(構成1−14)前記ディスクバランスまたはTMR(Track Mis Registration)特性はAxial Displacement3sであることを特徴とする構成1−13に記載の磁気ディスク用ガラス基板の評価方法。
【0052】
(構成1−15)前記所定の範囲は、スキューネスおよび/またはクルトシスとAxial Displacement3sの相関図において、Axial Displacement3sが一定値になっている平坦部における、スキューネスおよび/またはクルトシスの上下限以内の範囲であることを特徴とする構成1−14に記載の磁気ディスク用ガラス基板の評価方法。
【0053】
(構成1−16)構成1−9〜1−15のいずれかに記載の磁気ディスク用ガラス基板の評価方法を工程に有することを特徴とする磁気ディスク用ガラス基板の製造方法。
【0054】
一方、本発明者は上記第2の課題を解決するために鋭意検討した結果、従来の同軸度の定義は最小二乗円を用いて平均化したプロファイルどうしの中心間距離で表現されるのが一般的であり、内外周のプロファイルのばらつきが考慮されていないこと、またプロファイルの相対的な偏りが考慮されていない点に着目した。
【0055】
即ち、従来の同軸度の定義では、内外周のうねり(凹凸)が特定の場所に偏っている場合でも、均等に存在する場合でも、最小二乗円が同じであれば、同軸度は同じ値として評価されているということに着目した。
【0056】
そこで、本発明者はさらに検討を重ねた結果、同軸度を評価する指標として、従来の指標のみならず、内外周のプロファイルのばらつきや相対的な偏りをも考慮した指標を用いることにより、TMRとの因果関係を把握できることを見出し、第2の発明を完成するに至った。
【0057】
具体的には、上記第2の課題を解決するため、第2の発明は以下の構成を有する。
【0058】
(構成2−1)内孔を有するガラス基板の外周形状のプロファイルと内周形状のプロファイルにおける凹凸形状の偏りを示すパラメータと、前記外周形状と内周形状の中心位置差とから規定される評価値が、所定の範囲内にあることを特徴とする磁気ディスク用ガラス基板。
【0059】
(構成2−2)前記パラメータは、外周形状のプロファイルと内周形状のプロファイルそれぞれと、各々の最小二乗円との径方向の差分を有することを特徴とする構成2−1記載の磁気ディスク用ガラス基板。
【0060】
(構成2−3)前記差分は、前記外周形状のプロファイルと内周形状の前記プロファイルそれぞれの最小二乗中心法で求めた円の中心から、各々の最小二乗円に対して引かれた直線における、前記プロファイルと前記最小二乗円との間の差であることを特徴とする構成2−2に記載の磁気ディスク用ガラス基板。
【0061】
(構成2−4)前記中心位置差は、外周形状のプロファイルと内周形状のプロファイルの最小二乗中心法で求めた円の中心間の差であることを特徴とする構成2−1〜2−3のいずれかに記載の磁気ディスク用ガラス基板。
【0062】
(構成2−5)前記パラメータは、前記差分のヒストグラムの分布状態を規定するスキューネスを有することを特徴とする構成2−4記載の磁気ディスク用ガラス基板。
【0063】
(構成2−6)前記評価値は以下の式(1)(2)で表される式から求められる修正同軸度(Amendment Concentricity、AC)であることを特徴とする構成2−5記載の磁気ディスク用ガラス基板。
【数1】
【0064】
(構成2−7)前記所定の範囲は、前記評価値とディスクバランスまたはTMR(Track Mis Registration)特性の相関により規定される範囲であることを特徴とする構成2−6記載の磁気ディスク用ガラス基板。
【0065】
(構成2−8)前記所定の範囲は、前記修正同軸度とTMR特性を示すAxial Displacement3sの相関図において、Axial Displacement3sが一定値以下となる修正同軸度の範囲であることを特徴とする構成2−7記載の磁気ディスク用ガラス基板。
【0066】
(構成2−9)構成2−1〜2−8のいずれか一項に記載の磁気ディスク用ガラス基板と、前記ガラス基板の主表面に設けられた下地層、磁性層、保護層、潤滑層と、を有することを特徴とする磁気記録媒体。
【0067】
(構成2−10)内孔を有するガラス基板の外周形状のプロファイルと内周形状のプロファイルを測定し、前記外周形状と前記内周形状のプロファイルにおける凹凸形状の偏りを示すパラメータと、前記外周形状と内周形状の中心位置差とから規定される評価値が、所定の範囲内にあるか否かを判定することを特徴とする磁気ディスク用ガラス基板の評価方法。
【0068】
(構成2−11)前記パラメータは、外周形状のプロファイルと内周形状のプロファイルそれぞれと、各々の最小二乗円との径方向の差分を有することを特徴とする構成2−10記載の磁気ディスク用ガラス基板の評価方法。
【0069】
(構成2−12)前記差分は、前記外周形状のプロファイルと内周形状の前記プロファイルそれぞれの最小二乗中心法で求めた円の中心から、各々の最小二乗円に対して引かれた直線における、前記プロファイルと前記最小二乗円との間の差であることを特徴とする構成2−11に記載の磁気ディスク用ガラス基板の評価方法。
【0070】
(構成2−13)前記中心位置差は、外周形状のプロファイルと内周形状のプロファイルの最小二乗中心法で求めた円の中心間の差であることを特徴とする構成2−10〜2−12のいずれかに記載の磁気ディスク用ガラス基板の評価方法。
【0071】
(構成2−14)前記パラメータは、前記差分のヒストグラムの分布状態を規定するスキューネスを有することを特徴とする構成2−13記載の磁気ディスク用ガラス基板の評価方法。
【0072】
(構成2−15)前記評価値は以下の式(1)(2)で表される式から求められる修正同軸度(Amendment Concentricity、AC)であることを特徴とする構成2−14記載の磁気ディスク用ガラス基板の評価方法。
【数2】
【0073】
(構成2−16)前記所定の範囲は、前記評価値とディスクバランスまたはTMR(Track Mis Registration)特性の相関により規定される範囲であることを特徴とする構成2−15記載の磁気ディスク用ガラス基板の評価方法。
【0074】
(構成2−17)前記所定の範囲は、前記修正同軸度とTMR特性を示すAxial Displacement3sの相関図において、Axial Displacement3sが一定値以下となる修正同軸度の範囲であることを特徴とする構成2−16記載の磁気ディスク用ガラス基板の評価方法。
【0075】
さらに、本発明者は上記第3の課題を解決するために鋭意検討した結果、従来の板厚の定義は両主表面における特定の点(一点ないし数点)の距離を表す指標に過ぎず、両主表面全体の板厚の分布を反映したものではないことに着目した。
【0076】
即ち、従来の板厚の定義では、主表面の位置によって板厚にばらつきや偏りがある場合でも、測定点での板厚が同じであれば、板厚は同じものとして評価されることに着目した。
【0077】
そこで、本発明者はさらに検討を重ねた結果、板厚を評価する指標として、板厚の分布、特にディスク半径位置に対する板厚情報を考慮した指標を用いることにより、TMRと板厚との因果関係を把握できることを見出し、第3の発明を完成するに至った。
【0078】
具体的には、上記第3の課題を解決するため、第3の発明は以下の構成を有する。
【0079】
(構成3−1)中心からの径方向の位置と板厚の関係から求められるパラメータが、所定の範囲内にあることを特徴とする磁気ディスク用ガラス基板。
【0080】
(構成3−2)前記パラメータは、中心からの径方向の位置とディスク1周分における板厚差異、或いは板厚を掛けた値を有することを特徴とする構成3−1記載の磁気ディスク用ガラス基板。
【0081】
(構成3−3)内孔を有し、前記パラメータは、内孔から外周に向けて螺旋状に中心からの径方向の位置と板厚の関係を求めた値を有することを特徴とする構成3−2記載の磁気ディスク用ガラス基板。
【0082】
(構成3−4)前記パラメータは、以下の式(1)(2)で表されるM値であることを特徴とする構成3−2または3−3のいずれかに記載の磁気ディスク用ガラス基板。
【数3】
【0083】
(構成3−5)前記パラメータは、以下の式(3)で表されるM値であることを特徴とする構成3−2または3−3のいずれかに記載の磁気ディスク用ガラス基板。
【数4】
【0084】
(構成3−6)前記所定の範囲は、前記M値とディスクバランスまたはTMR(Track Mis Registration)特性の相関により規定される範囲であることを特徴とする構成3−4または3−5のいずれかに記載の磁気ディスク用ガラス基板。
【0085】
(構成3−7)前記TMR(Track Mis Registration)特性は、Axial Displacement3sであることを特徴とする構成3−6記載の磁気ディスク用ガラス基板。
【0086】
(構成3−8)前記所定の範囲は、前記M値とAxial Displacement3sの相関図において、Axial Displacement3sが一定値になっている平坦部における、前記M値の上限以内の範囲であることを特徴とする構成3−7に記載の磁気ディスク用ガラス基板。
【0087】
(構成3−9)構成3−1〜3−8のいずれかに記載の磁気ディスク用ガラス基板と、前記ガラス基板の主表面に設けられた下地層、磁性層、保護層、潤滑層と、を有することを特徴とする磁気記録媒体。
【0088】
(構成3−10)中心からの径方向の位置と板厚の関係から求められるパラメータが、所定の範囲内にあるか否かを判定することを特徴とする磁気ディスク用ガラス基板の評価方法。
【0089】
(構成3−11)前記パラメータは、中心からの径方向の位置とディスク1周分における板厚差異、或いは板厚を掛けた値を有することを特徴とする構成3−10記載の磁気ディスク用ガラス基板の評価方法。
【0090】
(構成3−12)前記パラメータは、ガラス基板の内孔から外周に向けて螺旋状に中心からの径方向の位置と板厚を求めた値を有することを特徴とする構成3−11記載の磁気ディスク用ガラス基板の評価方法。
【0091】
(構成3−13)前記パラメータは、以下の式(1)(2)で表されるM値であることを特徴とする構成3−11または3−12のいずれかに記載の磁気ディスク用ガラス基板の評価方法。
【数5】
【0092】
(構成3−14)前記パラメータは、以下の式(3)で表されるM値であることを特徴とする構成3−11または3−12のいずれかに記載の磁気ディスク用ガラス基板の評価方法。
【数6】
【0093】
(構成3−15)前記所定の範囲は、前記M値とディスクバランスまたはTMR(Track Mis Registration)特性の相関により規定される範囲であることを特徴とする構成3−13または3−14のいずれかに記載の磁気ディスク用ガラス基板の評価方法。
【0094】
(構成3−16)前記TMR(Track Mis Registration)特性は、Axial Displacement3sであることを特徴とする構成3−15に記載の磁気ディスク用ガラス基板の評価方法。
【0095】
(構成3−17)前記所定の範囲は、前記M値とAxial Displacement3sの相関図において、Axial Displacement3sが一定値になっている平坦部における、前記M値の上限以内の範囲であることを特徴とする構成3−16に記載の磁気ディスク用ガラス基板の評価方法。
【0096】
(構成3−18)構成3−10〜3−17のいずれかに記載の磁気ディスク用ガラス基板の評価方法を工程に有することを特徴とする磁気ディスク用ガラス基板の製造方法。
【0097】
(構成A)
また、上記第1の課題を解決するための磁気ディスク用ガラス基板は、内孔を有する磁気ディスク用ガラス基板であって、内孔の全周に亘る形状プロファイルより算出される下記数式(1)で示されるSkの値が、0.55〜−0.55の範囲内である構成である。
【数7】
【0098】
ただし、上記数式(1)におけるnはサンプリング数であり、Riは、内孔の全周に亘る形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【0099】
換言すると、上記第1の課題を解決するための磁気ディスク用ガラス基板は、内孔を有する磁気ディスク用ガラス基板であって、内孔の全周に亘る形状プロファイルと、当該形状プロファイルの最小二乗円とを取得し、この最小二乗円をベースラインとして上記形状プロファイルをX-Y平面に展開したものより算出される下記数式(1)で示されるSkの値が、0.55〜−0.55の範囲内である構成である。
【数8】
【0100】
ただし、上記数式(1)におけるnはサンプリング数であり、Riは内孔の形状プロファイルと前記最小二乗円との間の差分(最小値)のi番目の値であり、σは、標準偏差である。
【0101】
(構成B)
さらに、磁気ディスク用ガラス基板は、上記内孔の全周に亘る形状プロファイルより算出される下記数式(3)で示されるKuの値から3を引いた値(Ku−3)が、1.6〜−1.6の範囲内である構成がより好ましい。
【数9】
【0102】
ただし、上記数式(3)におけるnはサンプリング数であり、Riは内孔の形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【0103】
換言すると、磁気ディスク用ガラス基板は、上記内孔の全周に亘る形状プロファイルと、当該形状プロファイルの最小二乗円とを取得し、この最小二乗円をベースラインとして上記形状プロファイルをX-Y平面に展開したものより算出される下記数式(3)で示されるKuの値から3を引いた値(Ku−3)が、1.6〜−1.6の範囲内である構成がより好ましい。
【数10】
【0104】
ただし、上記数式(3)におけるnはサンプリング数であり、Riは内孔の形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【0105】
(構成C)
また、上記第1の課題を解決するための他の磁気ディスク用ガラス基板は、内孔を有する磁気ディスク用ガラス基板であって、内孔の全周に亘る形状プロファイルより算出される下記数式(2)で示されるKuの値から3を引いた値(Ku−3)が、1.6〜−1.6の範囲内である構成である。
【数11】
【0106】
ただし、上記数式(2)におけるnはサンプリング数であり、Riは、内孔の形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【0107】
(構成D)
さらに、磁気ディスク用ガラス基板は、真円度が5.5μm以下である構成がより好ましい。
【0108】
(構成E)
さらに、磁気ディスク用ガラス基板は、2.5インチサイズのディスク1枚あたりの記録容量が80GByte以上である磁気ディスクに対応するものである構成がより好ましい。
【0109】
(構成F)
さらに、磁気ディスク用ガラス基板は、内孔の全周に亘る形状プロファイルから算出される下記数式(4)に示されるSkIDの値と、磁気ディスク用ガラス基板の外形の形状プロファイルから算出される下記数式(4)に示されるSkODの値と、同軸度Cの値を用いて算出される下記数式(4)で示されるACの値が9.6μm以下である構成がより好ましい。
【数12】
【0110】
ただし、上記数式(4)に示されるSkIDの値は、数式(5)により算出され、上記数式(4)に示されるSkODの値は、数式(6)により算出される値である。
【数13】
【0111】
上記数式(5)におけるnはサンプリング数であり、Riは、内孔の全周に亘る形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【数14】
【0112】
上記数式(6)におけるnはサンプリング数であり、Riは、外形の形状プロファイルの最小二乗中心法で求めた円の中心から当該形状プロファイルの最小値の最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【0113】
(構成G)
さらに、磁気ディスク用ガラス基板は、下記数式(7)、(8)で表される、磁気ディスク用ガラス基板の中心からの径方向の位置と板厚の関係から求められるM値(×106)mm3が20以内である構成がより好ましい。
【数15】
【0114】
(構成H)
上記第2の課題を解決するための磁気ディスク用ガラス基板は、内孔を有する磁気ディスク用ガラス基板であって、内孔の全周に亘る形状プロファイルから算出される下記数式(1)に示されるSkIDの値と、磁気ディスク用ガラス基板の外形の形状プロファイルから算出される下記数式(1)に示されるSkODの値と、同軸度Cの値を用いて算出される下記数式(1)で示されるACの値が9.6μm以下である構成である。
【数16】
【0115】
ただし、上記数式(1)に示されるSkIDの値は、数式(2)により算出され、上記数式(1)に示されるSkODの値は、数式(3)により算出される値である。
【数17】
【0116】
上記数式(2)におけるnはサンプリング数であり、Riは、内孔の全周に亘る形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【数18】
【0117】
上記数式(3)におけるnはサンプリング数であり、Riは、外形の形状プロファイルの最小二乗中心法で求めた円の中心から当該形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【0118】
(構成I)
さらに、上記磁気ディスク用ガラス基板は、下記数式(4)、(5)で表される、磁気ディスク用ガラス基板の中心からの径方向の位置と板厚の関係から求められるM値(×106)mm3が20以内である構成とすることがより好ましい。
【数19】
【0119】
(構成J)
さらに、上記磁気ディスク用ガラス基板は、上記同軸度Cが7μm以下である構成とすることがより好ましい。
【0120】
(構成K)
さらに、上記磁気ディスク用ガラス基板は、2.5インチサイズのディスク1枚あたりの記録容量が80GByte以上である磁気ディスクに対応するものである構成とすることがより好ましい。
【0121】
(構成L)
上記第3の課題を解決するための磁気ディスク用ガラス基板は、内孔を有する磁気ディスク用ガラス基板であって、下記数式(1)、(2)で表される、磁気ディスク用ガラス基板の中心からの径方向の位置と板厚の関係から求められるM値(×106)mm3が20以内である構成である。
【数20】
【0122】
(構成M)
さらに、上記磁気ディスク用ガラス基板は、2.5インチサイズのディスク1枚あたりの記録容量が80GByte以上である磁気ディスクに対応するものである構成とすることがより好ましい。
【0123】
(構成N)
さらに、上記第1〜3のいずれか1つの課題を解決するために、本発明にかかる磁気記録媒体は、上記磁気ディスク用ガラス基板と、前記ガラス基板の主表面に設けられた下地層、磁性層、保護層、潤滑層とを有する構成であることが好ましい。
【発明の効果】
【0124】
本発明によれば、HDDとしたときに、磁気ディスクに記録されているTrack情報を含むサーボ情報を安定に読み出すことを実現できる磁気記録媒体用ガラス基板を提供することができる。
【図面の簡単な説明】
【0125】
【図1】(a)はガラス基板1の平面図、(b)は(a)のA−A断面図、(c)は磁気記録媒体100を示す断面図である。
【図2】ガラス基板1の製造方法の詳細を示すフローチャートである。
【図3】図2のステップ109の詳細を示すフローチャートである。
【図4】図2のステップ109を説明するための図である。
【図5】図2のステップ109を説明するための図である。
【図6】TMR特性(Axial Displacement3s)の測定システム51を示す概念図である。
【図7】スキューネス(Sk)とAxial Displacement3sの相関図である。
【図8】クルトシス(Ku)から3を引いた値(Ku−3)とAxial Displacement3sの相関図である。
【図9】RrmsとAxial Displacement3sの相関図である。
【図10】(a)はガラス基板1の平面図、(b)は(a)のA−A断面図、(c)は磁気記録媒体100を示す断面図である。
【図11】ガラス基板1の製造方法の詳細を示すフローチャートである。
【図12】図11のステップ109の詳細を示すフローチャートである。
【図13】図11のステップ109を説明するための図である。
【図14】図11のステップ109を説明するための図である。
【図15】TMR特性(Axial Displacement3s)の測定システム51を示す概念図である。
【図16】外周端面9および内周端面11のスキューネス(Sk)とTMR特性の関係を示す図である。
【図17】同軸度Cおよび修正同軸度ACとAxial Displacement3sの相関図である。
【図18】同軸度Cおよび修正同軸度ACとAxial Displacement3sの相関図である。
【図19】(a)はガラス基板1の平面図、(b)は(a)のA−A断面図、(c)は磁気記録媒体100を示す断面図である。
【図20】ガラス基板1の製造方法の詳細を示すフローチャートである。
【図21】図20のステップ109の詳細を示すフローチャートである。
【図22】図20のステップ109を説明するための図である。
【図23】図20のステップ109を説明するための図である。
【図24】TMR特性(Axial Displacement3s)の測定システム51を示す概念図である。
【図25】M値とAxial Displacement3sの相関図である。
【発明を実施するための形態】
【0126】
(実施形態1)
以下、図1〜図9の図面に基づき、本発明の実施形態1を詳細に説明する。なお、図1〜図9に付された部材番号は、本実施形態1に関する説明のものである。また、ステップ番号についても、同様であり、実施形態1で使用されているステップ番号は、実施形態1の説明のために付されたものである。
【0127】
以下、図面に基づき、本発明の実施形態1を詳細に説明する。
【0128】
まず、図1を参照して、本実施形態1に係るガラス基板1の構造について簡単に説明する。
【0129】
図1(a)に示すように、ガラス基板1は、円板形状を有する本体3を有し、本体3の中心には内孔5が形成されている。
【0130】
なお、内孔5の形状は、内孔のプロファイルにおける凹凸形状の偏りを示すパラメータが、所定の範囲内に収まるような形状となっているが、詳細は後述する。
【0131】
図1(b)に示すように、本体3は、実質的に平滑な主表面7a、7bを有している。
【0132】
主表面7a、7bは、情報を記録再生するための層が形成される面であり、例えば図1(c)に示すように、主表面7a、7bの一方または両方に、下地層18a、磁性層18b、保護層18c、潤滑層18dを設けることにより、ガラス基板1は、磁気記録媒体100となる(少なくとも磁性層18bは記録層として必要)。
【0133】
また、図1(b)に示すように、本体3は主表面7a、7bに対して直交している内周端面11および外周端面9を有している。
【0134】
内周端面11および外周端面9は面取されており、それぞれ内周面取面13および外周面取面15が設けられている。
【0135】
さらに、本体3は表面に化学強化層17が形成されている。
化学強化層17の詳細については後述するが、例えば、ガラス基板1の原料となるガラスのイオンの一部を、よりイオン半径の大きいイオンに置換し、圧縮応力層とした層である。
【0136】
次に、図1〜図2を参照して、ガラス基板1の製造方法について説明する。
【0137】
なお、以下の説明では、製造工程中におけるガラスを「ガラス基材1a」と称し、完成品を「ガラス基板1」と称することにする。
【0138】
まず、図2に示すように、原料となるガラスを円板状に成形してガラス基材1aを製造する(ステップ101)。
【0139】
原料となるガラスとしては例えばフロート法、ダウンドロー法、リドロー法又はプレス法で製造されたソーダライムガラス、アルミノシリケートガラス、ボロシリケートガラス、結晶化ガラス等が挙げられる。
このうち、結晶化ガラスとしては、組成が酸化物基準の質量%で、SiO2:45.60〜60%、およびAl2O3:7〜20%、およびB2O3:1.00〜8%未満、およびP2O5:0.50〜7%、およびTiO2:1〜15%、およびROの合計量:5〜35%(ただしRはZn及びMg)の各成分を含有し、CaOの含有量が3.00%以下、BaOの含有量が4%以下であり、PbO成分、As2O3成分およびSb2O3成分およびCl−、NO−、SO2−、F−成分を含有せず、主結晶相としてRAl2O4、R2TiO4、(ただしRはZn、Mgから選択される1種類以上)から選ばれる一種以上を含有し、主結晶相の結晶粒径が0.5nm〜20nmの範囲であり、結晶化度が15%以下であり、比重が2.95以下のものが挙げられる。このうち、ヤング率が90GPa以上となるような組成が好ましく、100GPa以上となる組成がより好ましい。これは、ヤング率を上記範囲とすることより、ガラス基板1を図1(c)に示す磁気記録媒体100としたときに、フラッタリングをより抑制できるためである。
【0140】
なお、以下の実施形態ではプレス法で製造されたガラスを例に説明する。
【0141】
次に、ガラス基材1aの平坦度及び板厚調整のため、研削装置を用いて主表面7a、7bを研削(第1ラッピング)する(ステップ102)。
研削は、例えば両面ラッピング装置とアルミナ等の砥粒を用いて行う。
【0142】
次に、図2に示すように、ガラス基材1aの中心に内孔5(図1参照)を形成する(ステップ103)。
内孔5の形成は、例えばコアドリルを用いて行う。
【0143】
なお、シートガラスを用いた場合は、ステップ101、103は行わず、代わりに、カッターを用いてシート形状から内孔も含めて円板形状にガラスを切り出す工程(スクライブ工程)を行う。
【0144】
次に、図2に示すように、内周端面11および外周端面9の面取および内孔の直径である内径の調整を行う(ステップ104)。面取は、例えばダイヤモンド砥粒を固着させた砥石を用いて行う。
【0145】
なお、面取後に主表面7a、7bを研削(第2ラッピング)する工程を追加してもよい。これにより、内孔5の形成や面取によって生じた主表面の凹凸を研削でき、研磨の際の負担を軽減できる。
【0146】
次に、図2に示すように、ガラス基材1aの内周端面11および外周端面9の研磨、即ち端面研磨を行う(ステップ105)。
このステップ105については後述する。
【0147】
次に、図2に示すように、ガラス基材1aに化学強化を行い、化学強化層17を形成する(ステップ106)。
【0148】
具体的には、化学強化液にガラスを浸漬し、化学強化液に含まれているイオンのうち、ガラスに含まれているイオンよりもイオン半径が大きいイオンを、ガラスに含まれている当該イオンとイオン交換して化学強化層17を形成する。
【0149】
次に、化学強化が終わると、ガラス基材1aを洗浄して表面の化学強化液を除去した後、図2に示すように、ガラス基材1aの主表面7a、7bの表面粗さを調整する(実質的に平滑にする)ため、主表面7a、7bを研磨する(ステップ107)。
【0150】
研磨は、例えば両面研磨装置と硬質樹脂ポリッシャとを用い、遊星歯車機構を用いて行うことができる。研磨液は、例えば、酸化セリウムや酸化ランタン等の砥粒を水に分散させてスラリーとしたものが用いられる。
【0151】
研磨が終了すると、ガラス基材1aを洗浄し、製造中に表面に付着した研磨剤や不純物を除去する(ステップ108)。
【0152】
具体的にはスクラブ洗浄、超音波洗浄等の物理的な洗浄や、フッ化物、有機酸、過酸化水素、界面活性剤等を用いた薬液洗浄が挙げられる。
【0153】
ここで、ステップ101〜108のうち、ステップ104(面取り工程)および特にステップ105(端面研磨工程)においては、本願において着目しているディスク形状バランス/TMR特性を左右する内孔の形状プロファイルのバラツキを発生させ易い工程であるため、例えばステップ104では内外周加工タイヤモンド砥粒砥石の(1)装置へ取り付け時の中心位置/上下方向のアライメント、(2)ワークへの押し付け力の均一化(部分的な片あたりの低減)、また、ステップ105においては研磨ブラシの(1)ワークへの押し付け力の均一化、(2)あるいはワークを重ねて加工するスタッキング方式においては、スタック位置に依存せずブラシのワーク押し付け力が一定になるような条件で加工を行うことで良好な形状プロファイルを得ることができるが、特に以下の方法でステップ105を行うことがより好ましい。
【0154】
ステップ105においては、回転ブラシを用いてガラス基材1aの内周端面11を端面研磨することに加えて、回転軸を有し、かつ、当該回転軸の周囲に配置された複数の研磨布を備えた内周研磨部をガラス基材1aの内周端面11に同圧力で接触させて、ガラス基材1aの内周端面11と内周研磨部との間に研磨液を供給し、内周研磨部とガラス基材1aとを、回転軸を中心に相対的に回動または回転軸方向に相対的に移動させることによりガラス基材1aの内周端面11を研磨する内周端面研磨工程を行うことがより好ましい。
【0155】
内周端面研磨工程を上記の構成とすることにより、研磨布をガラス基材1aの内周端面11の全体に面接触かつ均等な押圧力で押し当てることができるため、ガラス基材1aの面取面と内周端面11の粗さを低くすることができると共に、TMR特性を向上できる良好な形状プロファイルを得ることができる。そして、さらに、上記良好な形状プロファイルを得るためには、上記回転軸を有する内周研磨部と、ガラス基板1aとの両方を互いに逆方向に回転させながら研磨し、上記内周研磨部の回転数とガラス基板1aとの回転数との比(内周研磨部の回転数/ガラス基板1aとの回転数)を1.5〜5.0の範囲で行うことが特に好ましい。また、上記良好なプロファイルを得るためには、例えば、内周端面研磨工程における内周端面11の取しろを内径の10%以内とすることがさらに好ましい。また、1%以内とするとより好ましい。0.1%以内はより好ましい。0.05%以内はさらに好ましい。
【0156】
最後に、製品検査(真円度の検査)を行う(ステップ109)。
【0157】
ここで、ステップ109の詳細について、図3〜図8を参照して説明する。
【0158】
前述のように、ガラス基板1は、内孔5のプロファイルにおける凹凸形状の偏りを示すパラメータが、所定の範囲内に収まるような形状となっているが、それを評価するために、内孔5のプロファイルを測定してパラメータを求め、パラメータが所定の範囲内にあるか否かを判定する。
【0159】
具体的には、以下の手順で検査を行う。
まず、図3に示すように、公知の真円度/同軸度測定装置等を用いて、ガラス基板1の内孔5(の内周端面11)の形状を測定し、内孔5の形状プロファイルを作成する(ステップ201)。
【0160】
作成したプロファイルの例を図4(a)に示す、なお、図4(a)においては、参考のため、内孔5の設計寸法および中心位置を、点線で示す円と線で表している。
【0161】
図4(a)に示すように、プロファイル21は表面の凹凸形状が所定の倍率に拡大されており、凹んでいる部分(凹部23)と突出している部分(凸部25)が存在している。
【0162】
次に、図3に示すように、作成したプロファイルの最小二乗円とその中心を求める(ステップ202)。
【0163】
ステップ202の例を図4(b)に示す。
なお、図4(b)は最小二乗円27およびその中心29が表されているが、参考のため、プロファイルの最小点(最も凹んでいる部分)の内接円31およびプロファイルの最大点(最も突出している部分)の外接円33も図示している。
【0164】
次に、図3に示すように、最小二乗円27の中心29から内接円31に直線(垂線)を引き、直線上における内接円31とプロファイル21との距離を差分Rとして求める(ステップ203)。
【0165】
ステップ203の例を図4(c)に示す。
図4(c)に示すように、直線は、直線L1、L2・・・Lnと示されているように、任意のサンプリング数nに相当する本数が引かれ、差分もR1、R2・・・Rnと示されるようにサンプリング数nだけ取得される。
なお、サンプリング数や、直線同士の間隔(角度)は任意に設定可能である。
また、図4(c)では内接円31とプロファイル21との距離を差分Rとしているが、図13(c)に示すように、最小二乗円27とプロファイル21との距離を差分Rとしてもよい。以下の説明では最小二乗円27とプロファイル21との距離を差分Rとする。
また、プロファイルが最小二乗円より外側にある場合をプラスとする。
【0166】
次に、差分Rのヒストグラムを作成する(ステップ204)。
具体的には、例えば図5のように差分Rの値と、当該値を持つサンプリングポイントの数のヒストグラムを作成する。
【0167】
次に、図3に示すように、ヒストグラムの分布状態を元に、Sk(Skewness、スキューネス)、Ku(Kurtosis、クルトシス)を計算する。具体的には以下の式(1)、(2)を用いて計算を行う(ステップ205)。なお、Kuについては式(2)から明らかなように、σとRの4乗を用いているため、最小値は0となるが、ここでは図8に示すように式(2)から3を引いて最小値をマイナス3とした値(Ku−3)を用いてもよい。
【数21】
【0168】
次に、図3に示すように、スキューネス/クルトシスとディスクバランス/TMR特性の相関から、ガラス基板1のディスクバランス/TMR特性が所定の範囲内にあるか否かを判定し、範囲内にある場合は良品として扱い、範囲外の場合は不良品として扱う(ステップ206)。
【0169】
具体的には、図7、8に示すようなスキューネス/クルトシスとAxial Displacement3sとの関係から、スキューネス/クルトシスが一定の範囲内、具体的にはスキューネス/クルトシスの値が、図7、8でAxial Displacement3sが一定値になっている平坦部における上下限以内であるか否かを判定し、一定の範囲内にある場合は良品として扱い、範囲外の場合は不良品として扱う。
【0170】
なお、Axial Displacement3sとは、基板振動測定データ(振動波形)を回転数ごとにかつ周波数ごとに積分して平均値+3sのトラック位置決め誤差量を求めたものであり、3sおよびs2は例えば以下の式(3)(4)で求められる。
【数22】
【0171】
このように、スキューネス/クルトシスを用いることにより、形状プロファイルにおける凹部または凸部の位置依存性を加味したディスクバランス/TMR特性を評価することができる。
【0172】
ここで、図7、8に示すようなスキューネス/クルトシスとAxial Displacement3sとの関係を求める方法について簡単に説明する。
【0173】
まず、検査対象となるガラス基板1を所定の枚数分製造し、スキューネス/クルトシスを求める。
【0174】
次に、ガラス基板1の表面に磁性層18b、保護層18c、潤滑層18dを設けることにより、磁気記録媒体100を製造し、図6に示す測定システム51を用いて所定の回転数、所定の測定位置におけるAxial Displacement3sを求める。
【0175】
測定システム51について簡単に説明すると、測定システム51はヘッド53を備えたレーザードップラー速度計(LDV)55と、レーザードップラー速度計55が測定したデータを高速フーリエ変換(FFT)する変換部57を有している。
【0176】
次に、スキューネスおよび/またはクルトシスと、ディスクバランス/TMR特性を示すAxial Displacement3sとの関係をプロットして図7、8に示すような相関図を作成する。
以上がステップ109の詳細である。
【0177】
このように、本実施形態1によれば、ガラス基板1は、内孔5のプロファイルにおける凹凸形状の偏りを示すパラメータ(スキューネスおよび/またはクルトシス)が、(ディスクバランス/TMR特性の要求を満たす)所定の範囲内にある。
【0178】
そのため、ガラス基板1は、HDDとしたときに、磁気ディスクに記録されているTrack情報を含むサーボ情報を安定に読み出すことができる。
【0179】
ここで、本実施形態1におけるガラス基板1の内孔について、詳述する。
【0180】
本実施形態1にかかるガラス基板1の内周端面11の形状プロファイルを取得し、これを解析したとき、上述した数式(1)で示されるスキューネス(Sk)の値が、0.55〜−0.55の範囲内がより好ましく、0.35〜−0.35の範囲内がさらに好ましく、0.20〜−0.20の範囲内が特に好ましい。上記範囲とすることで、良好なTMR特性を実現できる磁気ディスクに対応したガラス基板1を得ることができる。また、当該磁気ディスク用ガラス基板1を用いてHDDドライブを作製し、情報の読み出し/書き込みを行う場合に、外からの衝撃によって、情報の読み出し/書き込みが阻害されることがあるが、上記スキューネス(Sk)の値を0.35〜−0.35の範囲内とした場合には、このような場合であっても良好なTMR特性を発揮することができる。
【0181】
また、本実施形態1にかかるガラス基板1の内周端面11の形状プロファイルを取得し、これを解析したとき、上述した数式(2)で示されるクルトシス(Ku)は、図8に示すように、Kuから3を引いてマイナス3を最小値とした場合に(Ku−3)が、1.6〜−1.6の範囲内がより好ましく、1.0〜−1.0の範囲内がさらに好ましく、0.5〜−0.5の範囲内が特に好ましい。上記範囲とすることで、良好なTMR特性を実現できる磁気ディスクに対応したガラス基板1を得ることができる。また、当該磁気ディスク用ガラス基板1を用いてHDDドライブを作製し、情報の読み出し/書き込みを行う場合に、外からの衝撃によって、情報の読み出し/書き込みが阻害されることがあるが、上記クルトシス(Ku)の値から3を引いた値(Ku−3)を1.0〜−1.0の範囲内とした場合には、このような場合であっても良好なTMR特性を発揮することができる。
【0182】
なお、本実施形態1におけるガラス基板1は、上記スキューネス(Sk)の値が、0.55〜−0.55の範囲内であるか、クルトシス(Ku)の値から3を引いた値(Ku−3)が、1.6〜−1.6の範囲内であるかの少なくとも一方を満足しており、特に両方を満たしていることが特に好ましい。スキューネス(Sk)またはクルトシス(Ku)の値から3を引いた値(Ku−3)がそれぞれ上記範囲内であることにより、良好なTMR特性を実現できる磁気ディスクに対応したガラス基板1を得ることができるが、スキューネス(Sk)およびクルトシス(Ku)の値から3を引いた値(Ku−3)をそれぞれ上記範囲内とすることで特に良好なTMR特性を実現できる磁気ディスクに対応したガラス基板1を得ることができる。
【0183】
また、本実施形態1にかかるガラス基板1の真円度は、5.5μm以下が好ましく、5μm以下がさらに好ましく、3μm以下が特に好ましい。一般的に真円度が良好なもの(例えば、真円度5.5μm以下)は真円度が悪いもの(例えば、真円度10μm)と比べると、TMR特性が良好になる傾向にあるが、同じ真円度であってもTMR特性がよいものと悪いものがある。このため、上記範囲の真円度であって、本実施形態1にかかるスキューネスおよび/またはクルトシスの範囲である形状プロファイルである内孔とすることにより、より一層良好なTMR特性を実現できる磁気ディスクに対応したガラス基板1を得ることができる。
【0184】
また、さらに、本発明にかかる磁気ディス用ガラス基板は、ガラス基板1の板厚における内周端面11の長さの割合が55%以上であることが好ましく、60%以上であることがさらに好ましく65%以上であることが特に好ましい。ただし、面取面が十分確保されない場合には、チッピングが発生しやすいために、板厚における内周端面11の長さの割合の上限値としては、90%以下であることがより好ましい。上記範囲の内周端面11の長さであり、上記範囲のスキューネスおよび/またはクルトシスとすることにより、TMR特性をより一層高めることができる。
【0185】
そして、本発明にかかる磁気ディスク用ガラス基板は、記録容量が2.5インチサイズのディスク1枚あたり80GByte(トラック密度(TPI)が120〜160kTPI)以上である磁気ディスクに対応したものであることが好ましく、160GByte(180〜220kTPI)以上である磁気ディスクに対応したものであることがさらに好ましく、320GByte(280〜320kTPI)以上である磁気ディスクに対応したものであることが特に好ましく、500GByte(380〜420kTPI)以上である磁気ディスクに対応したものであることがさらに特に好ましい。中でも、320GByte以上である磁気ディスクに対応したガラス基板1の場合、上記磁気ディスクのトラック幅は極めて小さいため、TMR特性が良好でないと、情報の読み出し/書き込みにおけるエラーが頻発してしまう。このため、本実施形態1にかかる磁気ディスク用ガラス基板とする、すなわち、上記範囲のスキューネスおよび/またはクルトシスを有するガラス基板1とすることにより、良好な情報の読み出し/書き込みを行うことができる磁気ディスクを得ることができる。
【0186】
さらに、本発明にかかる磁気ディス用ガラス基板は、磁気ヘッドとしてDynamic Flying Height (DFH) コントロールヘッドに対応した磁気ディスクに用いられるものであることが好ましい。Dynamic Flying Height (DFH) コントロールヘッドの場合には、ヘッドとディスクとの距離が、従来の磁気ヘッドのものと比べて格段に小さくなっているため、磁気ディスクと磁気ヘッドとが衝突しやすくなっている。このため、磁気ディスクとDFHコントロールヘッドとの距離を一定に保つためには、磁性膜が成膜された磁気ディスク用ガラス基板1のフラッタリング特性を向上させる必要がある。そして、本実施形態1におけるガラス基板1は、スキューネスおよび/またはクルトシスの値が上記範囲内であるために、フラッタリング特性を従来と比べてより一層向上させることができるため、好適に使用できる。
【0187】
また、さらに、本発明にかかる磁気ディス用ガラス基板は、回転数が5400rpm以上で回転する磁気ディスクに対応したものであることがより好ましく、7200rpm以上で回転する磁気ディスクに対応したものであることがさらに好ましく、10000rpm以上で回転する磁気ディスクに対応したものであることが特に好ましい。特に本実施形態にかかるガラス基板1を、サーバ用途に使用される磁気ディスクに用いる場合、サーバでは、磁気ディスクを高速回転させているために、より一層良好なTMR特性が要求される。本実施形態1にかかるガラス基板1は、上記のとおり良好なTMR特性を実現できるため、上記用途に好適に用いられるガラス基板1を提供できる。
【0188】
また、本発明にかかる磁気ディスク用ガラス基板は、当該ガラス基板に磁性膜を成膜した複数枚の磁気ディスクを搭載するハードディスクドライブに用いられることがより好ましい。複数枚の磁気ディスクを搭載したハードディスクの場合、スピンドルにはめ込む位置が、磁気ディスク間でずれた場合には、複数の磁気ディスク間でTMR特性が変化しやすくなる。本実施形態1にかかる磁気ディスク用ガラス基板を用いることで、上記問題を抑制することができる。
【0189】
また、本発明にかかる磁気ディスク用ガラス基板のヤング率は、75GPa以上であることがより好ましく、80GPa以上であることがさらに好ましく、85GPa以上であることが特に好ましい。上記範囲のヤング率を有するガラスを用いることでTMR特性を向上させることができ、さらに、上記内孔のスキューネス(Sk)およびクルトシス(Ku)の値から3を引いた値(Ku−3)を上記範囲内とすることにより、より一層良好なTMR特性を得ることができる。
【0190】
また、本発明にかかる磁気ディスク用ガラス基板の熱膨張係数は、100〜300℃の温度において、60×10-7/℃以上であることが好ましく、70×10-7/℃以上であることがより好ましい。一方上記熱膨張係数の上限値としては90×10-7/℃以下であることが好ましい。上記ガラス基板の熱膨張係数を上記の範囲とすることで、スピンドルの材料であるステンレスの熱膨張係数に近づけることができるのでTMR特性を向上させることができ、さらに、上記内孔のスキューネス(Sk)およびクルトシス(Ku)の値から3を引いた値(Ku−3)を上記範囲内とすることにより、より一層良好なTMR特性を得ることができる。
【実施例1】
【0191】
以下、実施例に基づき、本実施形態1をさらに詳細に説明する。なお、以下の実施例・比較例は本実施形態1を説明するためのものである。
【0192】
(実施例)
以下の手順により外径65mm/内径20mm/板厚0.635mmt の磁気ディスク用ガラス基板を製造して内孔の形状を測定し、内孔の形状とディスクバランス/TMR特性の相関を求めた。
【0193】
まず、以下の工程に従ってガラス基板1を100枚製造した。
【0194】
(1)形状加工工程及び第1ラッピング工程
本実施例に係る磁気ディスク用ガラス基板の製造方法においては、まず、板状ガラスの表面をラッピング(研削)加工してガラス母材とし、このガラス母材を切断してガラスディスクを切り出す。板状ガラスとしては、様々な板状ガラスを用いることができる。この板状ガラスは、例えば、溶融ガラスを材料として、プレス法やフロート法、ダウンドロー法、リドロー法、フュージョン法など、公知の製造方法を用いて製造することができる。これらのうち、プレス法を用いれば、板状ガラスを廉価に製造することができる。
【0195】
本実施例においては、溶融させたアルミノシリケートガラスを上型、下型、胴型を用いたダイレクトプレスによりディスク形状に成型し、アモルファスの板状ガラスを得た。なお、アルミノシリケートガラスとしては、SiO2:58重量%〜75重量%、Al2O3:5重量%〜23重量%、Li2O:3重量%〜10重量%、Na2O:4重量%〜13重量%を主成分として含有するガラスを使用した。
【0196】
次いで、この板状ガラスの両主表面をラッピング加工し、ディスク状のガラス母材とした。このラッピング加工は、遊星歯車機構を利用した両面ラッピング装置により、アルミナ系遊離砥粒を用いて行った。具体的には、板状ガラスの両面に上下からラップ定盤を押圧させ、遊離砥粒を含む研削液を板状ガラスの主表面上に供給し、これらを相対的に移動させてラッピング加工を行った。このラッピング加工により、平坦な主表面を有するガラス母材を得た。
【0197】
(2)切り出し工程(コアリング、チャンファリング)
次に、円筒状のダイヤモンドドリルを用いて、このガラス基板の中心部に内孔を形成し、円環状のガラス基板とした(コアリング)。そして内周端面および外周端面をダイヤモンド砥石によって研削し、所定の面取り加工を施した(チャンファリング)。
【0198】
(3)第2ラッピング工程
次に、得られたガラス基板の両主表面について、第1ラッピング工程と同様に、第2ラッピング加工を行った。この第2ラッピング工程を行うことにより、前工程である切り出し工程や端面研磨工程において主表面に形成された微細な凹凸形状を予め除去しておくことができ、後続の主表面に対する研磨工程を短時間で完了させることができるようになる。
【0199】
(4)端面研磨工程
次に、ガラス基板の外周端面および内周端面について、ブラシ研磨方法により、鏡面研磨を行った。このとき、研磨砥粒としては、酸化セリウム砥粒を含むスラリー(遊離砥粒)を用いた。そして、端面研磨工程を終えたガラス基板を水洗浄した。この端面研磨工程により、ガラス基板の端面は、ナトリウムやカリウムの析出の発生を防止できる鏡面状態に加工された。次に、回転軸を有し、かつ、当該回転軸の周囲に配置された複数の研磨布(硬質の研磨パッド)を備えた内周研磨部をガラス基材1aの内周端面11に同圧力で接触させて、ガラス基材1aの内周端面11と内周研磨部との間に酸化セリウム砥粒を含むスラリー(遊離砥粒)を供給し、内周研磨部とガラス基材1aとを、回転軸を中心に相対的に回動または回転軸方向に相対的に移動させることによりガラス基材1aの内周端面11を研磨した。
【0200】
(5)主表面研磨工程(第1研磨工程)
主表面研磨工程として、まず第1研磨工程を施した。この第1研磨工程は、前述のラッピング工程において主表面に残留したキズや歪みの除去を主たる目的とするものである。この第1研磨工程においては、遊星歯車機構を有する両面研磨装置により、硬質樹脂ポリッシャを用いて、主表面の研磨を行った。研磨剤としては、酸化セリウム砥粒を用いた。
【0201】
(6)化学強化工程
次に、前述のラッピング工程および研磨工程を終えたガラス基板に、化学強化を施した。化学強化は、硝酸カリウム(60%)と硝酸ナトリウム(40%)を混合した化学強化溶液を用意し、この化学強化溶液を400℃に加熱しておくとともに、洗浄済みのガラス基板を300℃に予熱し、化学強化溶液中に約3時間浸漬することによって行った。この浸漬の際には、ガラス基板の表面全体が化学強化されるようにするため、複数のガラス基板が端面で保持されるように、ホルダに収納した状態で行った。
【0202】
このように、化学強化溶液に浸漬処理することによって、ガラス基板の表層のリチウムイオンおよびナトリウムイオンが、化学強化溶液中のナトリウムイオンおよびカリウムイオンにそれぞれ置換され、ガラス基板が強化される。ガラス基板の表層に形成された圧縮応力層の厚さは、約100μmであった。
【0203】
化学強化処理を終えたガラス基板を、20℃の水槽に浸漬して急冷し、約10分間維持した。そして、急冷を終えたガラス基板を、約40℃に加熱した10重量%硫酸に浸漬して洗浄を行った。さらに、硫酸洗浄を終えたガラス基板を純水、IPA(イソプロピルアルコール)の各洗浄槽に順次浸漬して洗浄した。
【0204】
(7)主表面研磨工程(最終研磨工程)
次に、最終研磨工程として、第2研磨工程を施した。この第2研磨工程は、主表面を鏡面状に仕上げることを目的とする。この第2研磨工程においては、遊星歯車機構を有する両面研磨装置により、軟質発泡樹脂ポリッシャを用いて、主表面の鏡面研磨を行った。研磨剤としては、第1研磨工程で用いた酸化セリウム砥粒よりも微細な酸化セリウム砥粒(平均粒子径0.8μm)を用いた。この第2研磨工程を終えたガラス基板を、中性洗剤、純水、IPAの各洗浄槽に順次浸漬して、洗浄した。なお、各洗浄槽には、超音波を印加した。
【0205】
上記のように、第1ラッピング工程、切り出し工程、第2ラッピング工程、端面研磨工程、第1研磨工程、化学強化工程および第2研磨工程を施すことにより、平坦、かつ、平滑な、高剛性の磁気ディスク用基板を得た。
【0206】
そして、端面研磨工程において研磨条件を変動させたガラス基板を作製し、得られた100枚のガラス基板1の内孔の全周に亘る形状プロファイルをミツトヨ社製真円度測定装置RA−324を用いて測定し、Digital Metrology Solutions社製の真円度解析ソフトOmniRoundを用い、プロファイルをガウスフィルタでフィルタリング処理したのち、最小二乗円27とプロファイル21との差分Rを求めた。(なお、このときのガラス基板1の真円度は、すべて5.5μm以下であった。)
なお、サンプリングポイントの数は0.1度毎に3600点とした。
【0207】
次に、差分のヒストグラムを作成し、スキューネスおよびクルトシスを求めた。
【0208】
次に、ガラス基板1の表面に磁性層18b、保護層18c、潤滑層18dを設けることにより、磁気記録媒体100を製造し、図6に示す測定システムを用いて回転数:5400rpm/測定位置r:30mmの条件においてAxial Displacement3sを求めた。
【0209】
次に、スキューネス/クルトシスと、ディスクバランス/TMR特性を示すAxial Displacement3sとの関係をプロットした。
【0210】
また、比較例として以下の式(5)に示すRrms(Roundness Root Mean Square、差分Rの二乗平均平方根)とAxial Displacement3sとの相関をプロットした。
【数23】
【0211】
作成したヒストグラムを図5に、ガラス基板1のスキューネス/クルトシスとTMR特性(Axial Displacement3s)の相関図をそれぞれ図7、図8に、さらに比較例としてRrmsとTMR特性の相関図を図9に示す。
【0212】
図7〜図8から明らかなように、スキューネス/クルトシスとAxial Displacement3sの間に高い相関が見られた。
【0213】
具体的には図7ではSkが0.55〜−0.55の範囲でAxial Displacement3sが0.005μmで一定となっていた。
【0214】
また、図8ではKuから3を引いた値(Ku−3)が1.6〜−1.6の範囲でAxial Displacement3sが0.005μmで一定となっていた。
【0215】
一方、図9から明らかなように、RrmsとAxial Displacement3sの間には高い相関は見られず、Rrmsからはディスクバランス/TMR特性は一意的に評価できなかった。
【0216】
以上の結果より、本発明のパラメータ(スキューネス/クルトシス)を元にガラス基板1の内孔5の形状をディスクバランス/TMR特性(Axial Displacement3s)の要求を満たす形状にすることが可能であることが分かった。
【0217】
(スキューネス・クルトシス)
次に、端面研磨工程の加工条件を変更して、(A)スキューネスが(Sk)0.55〜−0.55の範囲内であり、クルトシス(Ku)から3を引いた値(Ku−3)が1.6〜−1.6の範囲であるガラス基板、(B)スキューネスが上記(A)の範囲を外れ、クルトシス(Ku)から3を引いた値(Ku−3)が上記(A)の範囲内であるガラス基板、(C)スキューネスが上記(A)の範囲内であり、クルトシス(Ku)から3を引いた値(Ku−3)が上記(A)の範囲外であるガラス基板、(D)スキューネス(Sk)、クルトシス(Ku)から3を引いた値(Ku−3)ともに上記(A)の範囲に入っていないガラス基板を作製し、これらのTMRを測定した。その結果、TMR特性は、(A)が最もよく、(B)、(C)は実用上問題ないレベルのTMR特性が得られ、(D)は実用上使用できないレベルのTMR特性であった。
【0218】
(真円度とスキューネス・クルトシスとの関係)
次に真円度とスキューネスおよびクルトシスとの関係を調べた。まず、端面研磨加工の加工条件を変更して真円度が異なる複数のガラス基板を作成し、これらガラス基板に対してTMR特性を求めた。その結果、真円度が小さくなるほどTMR特性が良好なガラス基板の割合が増加したが、同じ真円度が3.0μmのガラス基板であっても、TMR特性が良好であったものと良好でなかったものとが存在した。そこで、これらガラス基板のスキューネスが(Sk)およびクルトシス(Ku)から3を引いた値(Ku−3)を測定した。その結果、TMR特性が良好であったガラス基板のスキューネスが(Sk)およびクルトシス(Ku)から3を引いた値(Ku−3)は上述の範囲内であったが、TMR特性が良好でなかったガラス基板のスキューネスが(Sk)およびクルトシス(Ku)から3を引いた値(Ku−3)は上述の範囲外であった。さらに、回転数を10000rpmに増大させたところ、真円度が0.7μmで同じガラス基板であっても、TMR特性が良好であったものと良好でなかったものとが存在した。そこで、これらガラス基板のスキューネスが(Sk)およびクルトシス(Ku)を測定した結果、上記と同様の結果が得られた。すなわち、真円度が0.7μm以下と非常に小さい場合においても、上記スキューネス(Sk)やクルトシス(Ku)から3を引いた値(Ku−3)を所定範囲内とすることによってTMR特性をさらに改善することが可能となる。
【0219】
(板厚における内周端面の割合とTMR特性との関係)
次に、スキューネス(Sk)およびクルトシス(Ku)から3を引いた値(Ku−3)の少なくとも一方が上述の範囲内であるガラス基板1の板厚における内周端面の長さの割合を変化させたときのTMR特性との関係を調べた。
【0220】
具体的には、上記切り出し工程および端面研磨工程の加工条件を変更させて、板厚における内周端面の割合がそれぞれ40%、55%、60%、70%でありスキューネス(Sk)およびクルトシス(Ku)から3を引いた値(Ku−3)が上述の範囲内のガラス基板を作成して、それぞれについてTMR特性を調べた。その結果、(A)55%のガラス基板、(B)60%のガラス基板、(C)70%のガラス基板は、40%のガラス基板のTMR特性を100%としたとき、それぞれ、(A)150%、(B)190%、(C)250%の結果となった。つまり、板厚における内周端面の割合は、55%以上とすればより好ましいことがわかる。ただし、ディスクの回転数は10000rpmであり、TMR特性の比率は、(40%の場合のTMR特性)/(それぞれの割合のTMR特性)として計算した。すなわち、TMR特性の比率が高いほど良好な結果であることを示す。
一方、さらにTMR特性を改善すべく、ヤング率がさらに高いガラス素材として結晶化ガラスを用い(組成は後述)、スキューネス(Sk)及び/またはクルトシス(Ku) から3を引いた値(Ku−3)が、(A)スキューネスが(Sk)0.55〜−0.55の範囲内であり、クルトシス(Ku)から3を引いた値(Ku−3)が1.6〜−1.6の範囲であるガラス基板、(B)スキューネスが上記(A)の範囲を外れ、クルトシス(Ku)から3を引いた値が上記(A)の範囲内であるガラス基板、(C)スキューネスが上記(A)の範囲内であり、クルトシス(Ku)から3を引いた値(Ku−3)が上記(A)の範囲外であるガラス基板、を作成して、それぞれについて上述のアモルファスガラスを用いたガラス基板とTMR特性を比較した。なお、差異を明らかにするために、真円度はいずれも0.5μmとし、ディスクの回転数は10000rpmへと増大させた。その結果、いずれのガラス基板においても、結晶化ガラスの方がよいTMR特性が得られた。すなわち、結晶化ガラスを用いることで、真円度が0.5μm以下と非常に小さい場合においても、上記スキューネス(Sk)やクルトシス(Ku)から3を引いた値(Ku−3)を所定範囲内とすることによってTMR特性をさらに改善することが可能となる。
なお、上記結晶化ガラスの具体的な組成は、酸化物基準の質量%で、SiO2:49.60%、P2O5:1.00%、Al2O3:18.00%、B2O3:1.00%、Na2O:4.00%、MgO:8.00%,ZnO:14.00%、TiO2:4.00%、CeO2:0.40%であり、主結晶相としてRAl2O4(ただしRはZn、Mg)を含有し、主結晶相の結晶粒径が6nmであり、結晶化度が6%、比重が2.846であり、かつヤング率が102GPaである。
【0221】
(実施形態2)
以下、図10〜図18の図面に基づき、本発明の実施形態2を詳細に説明する。なお、図10〜図18に付された部材番号は、本実施形態2に関する説明のものであり、上記実施形態1に関する説明で使用されている図1〜図9の部材番号とは別のものである。つまり、本実施形態2で使用される部材番号は、図10〜図18を説明するために付している。また、ステップ番号についても、同様であり、実施形態2で使用されているステップ番号は、実施形態2の説明のために付されたものである。なお、本実施形態1および2と重複する一部の情報については、実施形態1および2に記載している。
【0222】
まず、図10を参照して、本実施形態2に係るガラス基板1の構造について簡単に説明する。
【0223】
図10(a)に示すように、ガラス基板1は、円板形状を有する本体3を有し、本体3の中心には内孔5が形成されている。
【0224】
図10(b)に示すように、本体3は、実質的に平滑な主表面7a、7bを有している。
【0225】
主表面7a、7bは、情報を記録再生するための層が形成される面であり、例えば図10(c)に示すように、主表面7a、7bの一方または両方に、下地層18a、磁性層18b、保護層18c、潤滑層18dを設けることにより、ガラス基板1は、磁気記録媒体100となる(少なくとも磁性層18bは記録層として必要)。
【0226】
また、図10(b)に示すように、本体3は主表面7a、7bに対して直交している内周端面11および外周端面9を有している。
【0227】
なお、内周端面11および外周端面9の形状は、外周端面9のプロファイルと内周端面11のプロファイルにおける凹凸形状の偏りを示すパラメータと、外周端面9と内周端面11の中心位置差とから規定される評価値が、所定の範囲内に収まるような形状となっているが、詳細は後述する。
【0228】
内周端面11および外周端面9は面取されており、それぞれ内周面取面13および外周面取面15が設けられている。
【0229】
さらに、本体3は表面に化学強化層17が形成されている。
【0230】
化学強化層17の詳細については後述するが、例えば、ガラス基板1の原料となるガラスのイオンの一部を、よりイオン半径の大きいイオンに置換し、圧縮応力層とした層である。
【0231】
次に、図10〜図11を参照して、ガラス基板1の製造方法について説明する。
【0232】
なお、以下の説明では、製造工程中におけるガラスを「ガラス基材1a」と称し、完成品を「ガラス基板1」と称することにする。
【0233】
次に、具体的な製造方法についてより詳細に説明する。
【0234】
まず、図11に示すように、原料となるガラスを円板状に成形してガラス基材1aを製造する(ステップ101)。
【0235】
原料となるガラスとしては例えばフロート法、ダウンドロー法、リドロー法又はプレス法で製造されたソーダライムガラス、アルミノシリケートガラス、ボロシリケートガラス、結晶化ガラス等が挙げられる。
【0236】
なお、以下の実施形態ではプレス法で製造されたガラスを例に説明する。
【0237】
次に、ガラス基材1aの板厚調整のため、研削装置を用いて主表面7a、7bを研削(第1ラッピング)する(ステップ102)。
研削は、例えば両面ラッピング装置とアルミナ等の砥粒を用いて行う。
【0238】
次に、図11に示すように、ガラス基材1aの中心に内孔5(図10参照)を形成する(ステップ103)。
内孔5の形成は、例えばコアドリルを用いて行う。
【0239】
なお、シートガラスを用いた場合は、ステップ101〜103は行わず、代わりに、カッターを用いてシート形状から円板形状にガラスを切り出し、さらに内孔5を切り出す工程(カッティング工程)を行う。
【0240】
次に、図11に示すように、ガラス基材1aの端面のクラックを除去するため、内周端面11および外周端面9の面取を行う(ステップ104)。面取は、例えばダイヤモンド砥粒が付着した砥石を用いて行う。
【0241】
なお、面取後に主表面7a、7bを研削(第2ラッピング)する工程を追加してもよい。これにより、内孔5の形成や面取によって生じた凹凸を研削でき、研磨の際の負担を軽減できる。
【0242】
次に、図11に示すように、ガラス基材1aの内周端面11および外周端面9の研磨、即ち端面研磨を行う(ステップ105)。
端面研磨は例えば回転ブラシを用いて行う。
【0243】
次に、図11に示すように、ガラス基材1aに化学強化を行い、化学強化層17を形成する(ステップ106)。
【0244】
具体的には、化学強化液にガラスを浸漬し、化学強化液に含まれているイオンのうち、ガラスに含まれているイオンよりもイオン半径が大きいイオンを、ガラスに含まれている当該イオンとイオン交換して化学強化層17を形成する。
【0245】
次に、化学強化が終わると、ガラス基材1aを洗浄して表面の化学強化液を除去した後、図11に示すように、ガラス基材1aの主表面7a、7bの平坦度と表面粗さを調整する(実質的に平滑にする)ため、主表面7a、7bを研磨する(ステップ107)。
【0246】
研磨は、例えば両面研磨装置と硬質樹脂ポリッシャとを用い、遊星歯車機構を用いて行うことができる。研磨液は、例えば、酸化セリウムや酸化ランタン等の砥粒を水に分散させてスラリーとしたものが用いられる。
【0247】
研磨が終了すると、ガラス基材1aを洗浄し、製造中に表面に付着した研磨剤や不純物を除去する(ステップ108)。
【0248】
具体的にはスクラブ洗浄、超音波洗浄等の物理的な洗浄や、フッ化物、有機酸、過酸化水素、界面活性剤等を用いた薬液洗浄が挙げられる。
【0249】
ここで、ステップ101〜108のうち、特にステップ101(ガラスを円板状に成形)、ステップ103(内孔の形成)、ステップ104(面取り工程)およびステップ105(端面研磨工程)においては、本願において着目しているディスク形状バランス/TMR特性を左右する周方向の端部プロファイルのバラツキを発生させ易い工程である。そこで例えばステップ101および103においては、外周および内周の中心位置差が最も生じ易い工程であるため、101での加工後の外周中心位置と103加工前の内孔治工具中心位置のアライメント調整、また101と103工程を同時に実施する(回転中心が同一である、コンパス式の内外周加工など)のも内外周の中心位置差を低減するために有効である。またステップ104では内外周加工ダイヤモンド砥粒砥石の(1)装置へ取り付け時の中心位置/上下方向のアライメント、(2)ワークへの押し付け力の均一化(部分的な片あたりの低減)、そしてステップ105においては研磨ブラシの(1)ワークへの押し付け力の均一化、(2)またワークを重ねて加工するスタッキング方式においては、スタック位置に依存せずブラシのワーク押し付け力が一定になるような条件で加工を行うことで良好な形状プロファイルを得ることができるが、特に以下の方法でステップ105を行うことがより好ましい。
【0250】
ステップ105においては、回転ブラシを用いてガラス基材1aの内周端面11を端面研磨することに加えて、回転軸を有し、かつ、当該回転軸の周囲に配置された複数の研磨布を備えた内周研磨部をガラス基材1aの内周端面11に同圧力で接触させて、ガラス基材1aの内周端面11と内周研磨部との間に研磨液を供給し、内周研磨部とガラス基材1aとを、回転軸を中心に相対的に回動または回転軸方向に相対的に移動させることによりガラス基材1aの内周端面11を研磨する内周端面研磨工程を行うことがより好ましい。
【0251】
内周端面研磨工程を上記の構成とすることにより、研磨布をガラス基材1aの内周端面11の全体に面接触かつ均等な押圧力で押し当てることができるため、ガラス基材1aの面取面と内周端面11の粗さを低くすることができると共に、TMR特性を向上できる良好な形状プロファイルを得ることができる。これは、内周端面形状のうねり(凹凸)を小さくすることによって、内外周のプロファイルのばらつきや相対的な偏りを小さくすることができるためである。そして、さらに、上記良好な形状プロファイルを得るためには、上記回転軸を有する内周研磨部と、ガラス基板1aとの両方を互いに逆方向に回転させながら研磨し、上記内周研磨部の回転数とガラス基板1aとの回転数との比(内周研磨部の回転数/ガラス基板1aとの回転数)を1.5〜5.0の範囲で行うことが特に好ましい。また、上記良好なプロファイルを得るためには、例えば、内周端面研磨工程における内周端面11の取しろを内径の1%以内とすることがさらに好ましい。
【0252】
最後に、製品検査を行う(ステップ109)。
【0253】
ここで、ステップ109の詳細について、図12〜図15を参照して説明する。
【0254】
前述のように、ガラス基板1は、内周端面11および外周端面9の形状は、外周端面9のプロファイルと内周端面11のプロファイルにおける凹凸形状の偏りを示すパラメータと、外周端面9と内周端面11の中心位置差とから規定される評価値が、所定の範囲内に収まるような形状となっているが、それを評価するために、内周端面11および外周端面9のプロファイルを測定してパラメータを求め、パラメータが所定の範囲内にあるか否かを判定する。
【0255】
具体的には、以下の手順で検査を行う。
まず、図12に示すように、公知の真円度/同軸度測定装置等を用いて、ガラス基板1の内周端面11および外周端面9の形状を測定し、形状プロファイルを作成する(ステップ201)。
【0256】
作成したプロファイルの例を図13(a)に示す、なお、図13(a)においては、参考のため、内周端面11(外周端面9)の設計寸法および中心位置を点線で示す円と線で表している。
【0257】
図13(a)に示すように、プロファイル21は表面の凹凸形状が所定の倍率に拡大されており、凹んでいる部分(凹部23)と突出している部分(凸部25)が存在していることが分かる。
【0258】
次に、図12に示すように、内周端面11および外周端面9それぞれについて、作成したプロファイルの最小二乗円とその中心を求める(ステップ202)。
【0259】
ステップ202の例を図13(b)に示す。
なお、図13(b)は最小二乗円27およびその中心29が表されているが、参考のため、プロファイルの最小点(最も凹んでいる部分)の内接円31およびプロファイルの最大点(最も突出している部分)の外接円33も図示している。
【0260】
次に、図12に示すように、内周端面11および外周端面9それぞれについて、最小二乗円27の中心29から最小二乗円27に直線(垂線)を引き、図13(c)に示すように、直線上における最小二乗円27とプロファイル21との距離を差分Rとして求める(ステップ203)。
【0261】
ステップ203の例を図13(c)に示す。
図13(c)に示すように、直線は、直線L1、L2・・・Lnと示されているように、任意のサンプリング数nに相当する本数が引かれ、最小二乗円27とプロファイル21との差分もR1、R2・・・Rnと示されるようにサンプリング数nだけ取得される。
【0262】
なお、サンプリング数や、直線同士の間隔(角度)は任意の数を設定可能である。
【0263】
次に、内周端面11および外周端面9それぞれについて、差分Rのヒストグラムを作成する(ステップ204)。
【0264】
具体的には、例えば図14のように差分Rの値と、当該値を持つサンプリングポイントの数のヒストグラムを作成する。
【0265】
次に、図12に示すように、内周端面11および外周端面9それぞれについて、ヒストグラムの分布状態を元に、プロファイルの凹凸を偏りを示すSk(Skewness)を計算する。具体的には以下の式(イ)を用いて計算を行う(ステップ205)。
【数24】
【0266】
次に、図12に示すように、内周端面11と外周端面9の中心間距離を測定する(ステップ206)。
【0267】
具体的には、内周端面11と外周端面9の形状プロファイルの最小二乗中心法で求めた円の中心間距離、即ち、従来の同軸度の定義による同軸度Cを求める。
【0268】
次に、図12に示すように、内周端面11および外周端面9それぞれについてのスキューネスと同軸度Cの組み合わせである修正同軸度ACを求める(ステップ207)。
【0269】
具体的には、以下の式(ロ)を用い、スキューネスを加味した修正同軸度AC(Amendment Concentricity)を求める。
【数25】
【0270】
なお、式(ロ)において内周端面11と外周端面9の形状プロファイルが完全な正規分布を取る場合(SKOD/SKIDが+∞か−∞になる場合)はSKOD/SKIDは0とする。
【0271】
次に、図12に示すように、修正同軸度ACとディスクバランス/TMR特性の相関から、ガラス基板1のディスクバランス/TMR特性が所定の範囲内にあるか否かを判定し、範囲内にある場合は良品として扱い、範囲外の場合は不良品として扱う(ステップ208)。
【0272】
具体的には、修正同軸度ACと、ディスクバランス/TMR特性を示すAxial Displacement3sとの関係(図17、図18参照)から、修正同軸度ACが所定の範囲内にあるか否か、具体的には修正同軸度ACが、Axial Displacement3sが所定の以下となる範囲にあるか否かを判定する。
【0273】
なお、Axial Displacement3sとは、基板振動測定データ(振動波形)を回転数ごとにかつ周波数ごとに積分して平均値+3sのトラック位置決め誤差量を求めたものであり、3sおよびs2は例えば以下の式(ハ)(ニ)で求められる。
【数26】
【0274】
ここで、ディスクバランス/TMR特性の評価に当たり、修正同軸度ACを上記式(ロ)とした理由について簡単に説明する。
【0275】
まず、本出願人は同軸度とディスクバランス/TMR特性との関係について検討したところ、内周端面11と外周端面9のスキューネスの絶対値および極性(プラスマイナス)の違いがディスクバランス/TMR特性に影響しているのではないかと仮定した。
【0276】
この仮定を元にさらに検討を重ねた結果、内周端面11と外周端面9のスキューネスとディスクバランス/TMR特性の間に図16に示すような関係が見出された。
【0277】
即ち、図16に示すように、内周端面11と外周端面9のスキューネスの極性が異なる場合(プラスとマイナスの符号が異なる場合)は、スキューネスがディスクバランス/TMR特性に与える影響は相殺され、極性が一致する場合はディスクバランス/TMR特性が悪化することを確認した。
【0278】
そのため、上記知見をもとに、同軸度に内周端面11と外周端面9のスキューネスの絶対値および極性を加味した修正同軸度ACを導入すると、図17に示すように、修正同軸度ACを用いた場合の方が同軸度Cを用いた場合よりもAxial Displacement3s(ディスクバランス/TMR特性)が急激に変化しており、高い相関が見られた。
【0279】
以上の理由により、本発明では修正同軸度ACを式(ロ)としている。
【0280】
また、図17、18に示すようなスキューネスとAxial Displacement3sとの関係を求める方法について簡単に説明する。
【0281】
まず、検査対象となるガラス基板1を所定の枚数分製造し、スキューネスを求める。
【0282】
次に、ガラス基板1の表面に磁性層18b、保護層18c、潤滑層18dを設けることにより、磁気記録媒体100を製造し、図15に示す測定システム51を用いて所定の回転数、所定の測定位置でAxial Displacement3sを求める。
【0283】
測定システム51について簡単に説明すると、測定システム51はヘッド53を備えたレーザードップラー速度計(LDV)55と、レーザードップラー速度計55が測定したデータを高速フーリエ変換(FFT)する変換部57を有している。
【0284】
次に、スキューネスと、ディスクバランス/TMR特性を示すAxial Displacement3sとの関係をプロットして図17、18に示すような相関図を作成する。
以上がステップ109の詳細である。
【0285】
このように、本実施形態2によれば、ガラス基板1は、内周端面11および外周端面9それぞれについてのスキューネス/クルシトスと内周端面11と外周端面9の中心間距離の組み合わせから求められる評価値が、ディスクバランス/TMR特性の要求を満たす所定の範囲内にある。
【0286】
そのため、ガラス基板1は、HDDとしたときに、磁気ディスクに記録されているTrack情報を含むサーボ情報を安定に読み出すことができる。
【0287】
ここで、本実施形態2におけるガラス基板1の内孔について、詳述する。
【0288】
本実施形態2にかかるガラス基板1の内孔と外形の全周に亘る形状プロファイルを取得し、これらのプロファイルと同軸度Cを用いて、上記数式(ロ)によって算出される修正同軸度ACが9.6μm以下であることがより好ましく、8.0μm以下であることがさらに好ましく、5.0μm以下であることが特に好ましい。特に、サーバ用途で使用される磁気ディスクに対応した磁気ディスク用ガラス基板の場合には、8.0μm以下とすることにより、より良好なTMR特性を得ることができる。また、2.5インチサイズのディスク1枚あたりの記録容量が500GByte(380〜420kTPI)以上の場合には、トラック密度が高いためサーボエラーを抑制するためには、上記修正同軸度ACを5.0μm以下とすることが好ましい。
【0289】
また、本実施形態2にかかるガラス基板1は、上記の修正同軸度ACが上記範囲内であり、さらに、ガラス基板1の内周端面11の形状プロファイルを取得し、これを解析したとき、実施形態1で説明したスキューネス(Sk)の値が、0.55〜−0.55の範囲内がより好ましく、0.35〜−0.35の範囲内がさらに好ましく、0.20〜−0.20の範囲内が特に好ましい。上記範囲とすることで、良好なTMR特性を実現できる磁気ディスクに対応したガラス基板1を得ることができる。また、当該磁気ディスク用ガラス基板1を用いてHDDドライブを作製し、情報の読み出し/書き込みを行う場合に、外からの衝撃によって、情報の読み出し/書き込みが阻害されることがあるが、上記スキューネス(Sk)の値を0.35〜−0.35の範囲内とした場合には、このような場合であっても良好なTMR特性を発揮することができる。
【0290】
また、本実施形態2にかかるガラス基板1は、上記の修正同軸度ACが上記範囲内であり、さらに、ガラス基板1の内周端面11の形状プロファイルを取得し、これを解析したとき、実施形態1で説明したクルトシス(Ku)の値から3を引いた値(Ku−3)が、1.6〜−1.6の範囲内がより好ましく、1.0〜−1.0の範囲内がさらに好ましく、0.5〜−0.5の範囲内が特に好ましい。上記範囲とすることで、良好なTMR特性を実現できる磁気ディスクに対応したガラス基板1を得ることができる。また、当該磁気ディスク用ガラス基板1を用いてHDDドライブを作製し、情報の読み出し/書き込みを行う場合に、外からの衝撃によって、情報の読み出し/書き込みが阻害されることがあるが、上記クルトシス(Ku)の値から3を引いた値(Ku−3)を1.0〜−1.0の範囲内とした場合には、このような場合であっても良好なTMR特性を発揮することができる。
【0291】
さらに、本実施形態2にかかるガラス基板1は、上記の修正同軸度ACが上記範囲内であり、内孔の真円度は、5.5μm以下が好ましく、5μm以下がさらに好ましく、3μm以下が特に好ましい。一般的に真円度が良好なもの(例えば、真円度5.5μm以下)は真円度が悪いもの(例えば、真円度10μm)と比べると、TMR特性が良好になる傾向にあるが、同じ真円度であってもTMR特性がよいものと悪いものがある。このため、上記範囲の真円度であって、本実施形態1にかかるスキューネスおよび/またはクルトシスの範囲である形状プロファイルである内孔とすることにより、より一層良好なTMR特性を実現できる磁気ディスクに対応したガラス基板1を得ることができる。
【0292】
また、さらに、本実施形態1のガラス基板1は、上記の修正同軸度ACが上記範囲内であり、ガラス基板1の板厚における内周端面11の長さの割合が55%以上であることが好ましく、60%以上であることがさらに好ましく65%以上であることが特に好ましい。ただし、面取面が十分確保されない場合には、チッピングが発生しやすいために、板厚における内周端面11の長さの割合の上限値としては、90%以下であることがより好ましい。上記範囲の内周端面11の長さであり、上記範囲のスキューネスおよび/またはクルトシスとすることにより、TMR特性をより一層高めることができる。
【実施例2】
【0293】
以下、実施例に基づき、本実施形態2における磁気ディスク用ガラス基板1をさらに詳細に説明する。なお、以下の実施例・比較例は本実施形態2を説明するためのものである。
【0294】
(実施例)
以下の手順により65/0.635mmt の磁気ディスク用ガラス基板を製造して内孔の形状を測定し、内孔の形状とディスクバランス/TMR特性の相関を求めた。
【0295】
まず、以下の工程に従ってガラス基板1を100枚製造した。
【0296】
(1)形状加工工程及び第1ラッピング工程
本実施例に係る磁気ディスク用ガラス基板の製造方法においては、まず、板状ガラスの表面をラッピング(研削)加工してガラス母材とし、このガラス母材を切断してガラスディスクを切り出す。板状ガラスとしては、様々な板状ガラスを用いることができる。この板状ガラスは、例えば、溶融ガラスを材料として、プレス法やフロート法、ダウンドロー法、リドロー法、フュージョン法など、公知の製造方法を用いて製造することができる。これらのうち、プレス法を用いれば、板状ガラスを廉価に製造することができる。
【0297】
本実施例においては、溶融させたアルミノシリケートガラスを上型、下型、胴型を用いたダイレクトプレスによりディスク形状に成型し、アモルファスの板状ガラスを得た。なお、アルミノシリケートガラスとしては、SiO2:58重量%〜75重量%、Al2O3:5重量%〜23重量%、Li2O:3重量%〜10重量%、Na2O:4重量%〜13重量%を主成分として含有するガラスを使用した。
【0298】
次いで、この板状ガラスの両主表面をラッピング加工し、ディスク状のガラス母材とした。このラッピング加工は、遊星歯車機構を利用した両面ラッピング装置により、アルミナ系遊離砥粒を用いて行った。具体的には、板状ガラスの両面に上下からラップ定盤を押圧させ、遊離砥粒を含む研削液を板状ガラスの主表面上に供給し、これらを相対的に移動させてラッピング加工を行った。このラッピング加工により、平坦な主表面を有するガラス母材を得た。
【0299】
(2)切り出し工程(コアリング、チャンファリング)
次に、円筒状のダイヤモンドドリルを用いて、このガラス基板の中心部に内孔を形成し、円環状のガラス基板とした(コアリング)。そして内周端面および外周端面をダイヤモンド砥石によって研削し、所定の面取り加工を施した(チャンファリング)。
【0300】
(3)第2ラッピング工程
次に、得られたガラス基板の両主表面について、第1ラッピング工程と同様に、第2ラッピング加工を行った。この第2ラッピング工程を行うことにより、前工程である切り出し工程や端面研磨工程において主表面に形成された微細な凹凸形状を予め除去しておくことができ、後続の主表面に対する研磨工程を短時間で完了させることができるようになる。
【0301】
(4)端面研磨工程
次に、ガラス基板の外周端面および内周端面について、ブラシ研磨方法により、鏡面研磨を行った。このとき、研磨砥粒としては、酸化セリウム砥粒を含むスラリー(遊離砥粒)を用いた。そして、端面研磨工程を終えたガラス基板を水洗浄した。この端面研磨工程により、ガラス基板の端面は、ナトリウムやカリウムの析出の発生を防止できる鏡面状態に加工された。
【0302】
(5)主表面研磨工程(第1研磨工程)
主表面研磨工程として、まず第1研磨工程を施した。この第1研磨工程は、前述のラッピング工程において主表面に残留したキズや歪みの除去を主たる目的とするものである。この第1研磨工程においては、遊星歯車機構を有する両面研磨装置により、硬質樹脂ポリッシャを用いて、主表面の研磨を行った。研磨剤としては、酸化セリウム砥粒を用いた。
【0303】
(6)化学強化工程
次に、前述のラッピング工程および研磨工程を終えたガラス基板に、化学強化を施した。化学強化は、硝酸カリウム(60%)と硝酸ナトリウム(40%)を混合した化学強化溶液を用意し、この化学強化溶液を400℃に加熱しておくと共に、洗浄済みのガラス基板を300℃に予熱し、化学強化溶液中に約3時間浸漬することによって行った。この浸漬の際には、ガラス基板の表面全体が化学強化されるようにするため、複数のガラス基板が端面で保持されるように、ホルダに収納した状態で行った。
【0304】
このように、化学強化溶液に浸漬処理することによって、ガラス基板の表層のリチウムイオンおよびナトリウムイオンが、化学強化溶液中のナトリウムイオンおよびカリウムイオンにそれぞれ置換され、ガラス基板が強化される。ガラス基板の表層に形成された圧縮応力層の厚さは、約100μmであった。
【0305】
化学強化処理を終えたガラス基板を、20℃の水槽に浸漬して急冷し、約10分間維持した。そして、急冷を終えたガラス基板を、約40℃に加熱した10重量%硫酸に浸漬して洗浄を行った。さらに、硫酸洗浄を終えたガラス基板を純水、IPA(イソプロピルアルコール)の各洗浄槽に順次浸漬して洗浄した。
【0306】
(7)主表面研磨工程(最終研磨工程)
次に、最終研磨工程として、第2研磨工程を施した。この第2研磨工程は、主表面を鏡面状に仕上げることを目的とする。この第2研磨工程においては、遊星歯車機構を有する両面研磨装置により、軟質発泡樹脂ポリッシャを用いて、主表面の鏡面研磨を行った。研磨剤としては、第1研磨工程で用いた酸化セリウム砥粒よりも微細な酸化セリウム砥粒(平均粒子径0.8μm)を用いた。この第2研磨工程を終えたガラス基板を、中性洗剤、純水、IPAの各洗浄槽に順次浸漬して、洗浄した。なお、各洗浄槽には、超音波を印加した。
【0307】
上記のように、第1ラッピング工程、切り出し工程、第2ラッピング工程、端面研磨工程、第1研磨工程、化学強化工程および第2研磨工程を施すことにより、平坦、かつ、平滑な、高剛性の磁気ディスク用基板を得た。
【0308】
研磨が終了すると、ガラス基材1aを洗浄し、製造中に表面に付着した研磨剤や不純物を除去し、100枚のガラス基板1を完成させた。
【0309】
次に、100枚のガラス基板1の内孔と外形の形状プロファイルをミツトヨ社製真円度測定装置RA−324を用いて測定し、Digital Metrology Solutions社製の真円度解析ソフトOmniRoundを用い、プロファイルをガウスフィルタでフィルタリング処理したのち、それぞれについて最小二乗円27とプロファイル21との差分Rを求めた。また、同軸度Cも求めた。
なお、サンプリングポイントの数は0.1度毎に3600点とした。
【0310】
次に、差分のヒストグラムを作成し、修正同軸度ACを求めた。
【0311】
次に、ガラス基板1の表面に磁性層18b、保護層18c、潤滑層18dを設けることにより、磁気記録媒体100を製造し、図15に示す測定システムを用いて回転数:5400rpm/測定位置r:30mmの条件においてAxial Displacement3sを求めた。
【0312】
次に、修正同軸度ACと、ディスクバランス/TMR特性を示すAxial Displacement3sとの関係をプロットした。
【0313】
作成したヒストグラムを図14に、ガラス基板1の修正同軸度ACとTMR特性(Axial Displacement3s)の相関図をそれぞれ図18に示す。なお、図18には参考として、同軸度CとAxial Displacement3sの関係もプロットしている。
【0314】
図18から明らかなように、修正同軸度ACを用いた場合の方が同軸度Cを用いた場合よりもAxial Displacement3sが急激に変化しており、Axial Displacement3sとの間に高い相関が見られた。
【0315】
即ち、例えば図18でAxial Displacement3sが0.6μm以下となるようなガラス基板1を得たい場合は、修正同軸度ACが9.6μm以下のガラス基板1を良品と判断すればよい。
【0316】
以上の結果より、本発明のパラメータである修正同軸度ACを元にガラス基板1の内孔5の形状をディスクバランス/TMR特性(Axial Displacement3s)の要求を満たす形状にすることが可能であることが分かった。
(実施形態2−2)
「(スキューネス・クルトシス)」の項で説明した試料、具体的には(A)スキューネスが(Sk)0.55〜−0.55の範囲内であり、クルトシス(Ku)から3を引いた値(Ku−3)が1.6〜−1.6の範囲であるガラス基板、(B)スキューネスが上記(A)の範囲を外れ、クルトシス(Ku)から3を引いた値(Ku−3)が上記(A)の範囲内であるガラス基板、(C)スキューネスが上記(A)の範囲内であり、クルトシス(Ku)から3を引いた値(Ku−3)が上記(A)の範囲外である試料、それぞれにおいて、ACが8.0umと5.0umのもの(A2,B2,C2)を作成してTMRテスト回転数:10000rpmでTMR特性を比較したところ、いずれにおいてもAC=5.0の方が良好であり(ただし順序はABCと同じ)、2.5インチサイズのディスク1枚あたりの記録容量が500GByte(380〜420kTPI)相当以上の高いトラック密度においてもサーボエラーを抑制することが可能な結果であった。
(実施形態2−3)
実施形態1と同じ結晶化ガラスを使用し、上記の実施形態2−2と同様の三種類のサンプル(A3,B3,C3)を作製し10000rpmにて比較したところ、さらに良好な結果が得られた(ただし順序はABCと同じ)。なお、内径及び外形の真円度、それらの同軸度はいずれも0.5μmとした。
すなわち、結晶化ガラスを用いることで、内径および外形の真円度、それらの同軸度が0.5μm以下と非常に小さい場合においても、上記AC、スキューネス(Sk)、クルトシス(Ku)から3を引いた値(Ku−3)を所定範囲内とすることによってTMR特性をさらに改善することが可能となる。
【0317】
(実施形態3)
以下、図19〜図25の図面に基づき、本発明の実施形態3を詳細に説明する。なお、図19〜図25に付された部材番号は、本実施形態3に関する説明のものであり、上記実施形態1および2に関する説明で使用されている図1〜図18の部材番号とは別のものである。つまり、本実施形態3で使用される部材番号は、図19〜図25を説明するために付している。また、ステップ番号についても、同様であり、実施形態3で使用されているステップ番号は、実施形態3の説明のために付されたものである。なお、本実施形態1および2と重複する一部の情報については、実施形態1および2に記載している。
【0318】
以下、図面に基づき、本発明の実施形態3を詳細に説明する。
【0319】
まず、図19を参照して、本実施形態3に係るガラス基板1の構造について簡単に説明する。
【0320】
図19(a)に示すように、ガラス基板1は、円板形状を有する本体3を有し、本体3の中心には内孔5が形成されている。
【0321】
図19(b)に示すように、本体3は、実質的に平滑な主表面7a、7bを有している。
【0322】
主表面7a、7bは、情報を記録再生するための層が形成される面であり、例えば図19(c)に示すように、主表面7a、7bの一方または両方に、下地層18a、磁性層18b、保護層18c、潤滑層18dを設けることにより、ガラス基板1は、磁気記録媒体100(磁気ディスク)となる(少なくとも磁性層18bは記録層として必要)。
【0323】
また、図19(b)に示すように、本体3は主表面7a、7bに対して直交している内周端面11および外周端面9を有している。
【0324】
内周端面11および外周端面9は面取されており、それぞれ内周面取面13および外周面取面15が設けられている。
【0325】
さらに、本体3は表面に化学強化層17が形成されている。
化学強化層17の詳細については後述するが、例えば、ガラス基板1の原料となるガラスのイオンの一部を、よりイオン半径の大きいイオンに置換し、圧縮応力層とした層である。
【0326】
ガラス基板1は、中心からの径方向の位置と板厚(主表面7aと主表面7b間の距離)から求められるパラメータが、所定の範囲内に収まるような形状となっているが、詳細は後述する。
【0327】
次に、図19〜図25を参照して、ガラス基板1の製造方法について説明する。
【0328】
なお、以下の説明では、製造工程中におけるガラスを「ガラス基材1a」と称し、完成品を「ガラス基板1」と称することにする。
【0329】
まず、図20に示すように、原料となるガラスを円板状に成形してガラス基材1aを製造する(ステップ101)。
【0330】
原料となるガラスとしては例えばフロート法、ダウンドロー法、リドロー法又はプレス法で製造されたソーダライムガラス、アルミノシリケートガラス、ボロシリケートガラス、結晶化ガラス等が挙げられる。
【0331】
なお、以下の実施形態ではプレス法で製造されたガラスを例に説明する。
【0332】
次に、ガラス基材1aの板厚調整のため、研削装置を用いて主表面7a、7bを研削(第1ラッピング)する(ステップ102)。
研削は、例えば両面ラッピング装置とアルミナ等の砥粒を用いて行う。
【0333】
次に、図20に示すように、ガラス基材1aの中心に内孔5(図19参照)を形成する(ステップ103)。
内孔5の形成は、例えばコアドリルを用いて行う。
【0334】
なお、シートガラスを用いた場合は、ステップ101〜103は行わず、代わりに、カッターを用いてシート形状から円板形状にガラスを切り出し、さらに内孔5を切り出す工程(カッティング工程)を行う。
【0335】
次に、図20に示すように、ガラス基材1aの端面のクラックを除去するため、内周端面11および外周端面9の面取を行う(ステップ104)。面取は、例えばダイヤモンド砥粒が付着した砥石を用いて行う。
【0336】
なお、面取後に主表面7a、7bを研削(第2ラッピング)する工程を追加してもよい。これにより、内孔5の形成や面取によって生じた凹凸を研削でき、研磨の際の負担を軽減できる。
【0337】
次に、図20に示すように、ガラス基材1aの内周端面11および外周端面9の研磨、即ち端面研磨を行う(ステップ105)。
端面研磨は例えば回転ブラシを用いて行う。
【0338】
次に、図20に示すように、ガラス基材1aに化学強化を行い、化学強化層17を形成する(ステップ106)。
【0339】
具体的には、化学強化液にガラスを浸漬し、化学強化液に含まれているイオンのうち、ガラスに含まれているイオンよりもイオン半径が大きいイオンを、ガラスに含まれている当該イオンとイオン交換して化学強化層17を形成する。
【0340】
次に、化学強化が終わると、ガラス基材1aを洗浄して表面の化学強化液を除去した後、図20に示すように、ガラス基材1aの主表面7a、7bの平坦度と表面粗さを調整する(実質的に平滑にする)ため、主表面7a、7bを研磨する(ステップ107)。
【0341】
研磨は、例えば両面研磨装置と硬質樹脂ポリッシャとを用い、遊星歯車機構を用いて行うことができる。研磨液は、例えば、酸化セリウムや酸化ランタン等の砥粒を水に分散させてスラリーとしたものが用いられる。
【0342】
研磨が終了すると、ガラス基材1aを洗浄し、製造中に表面に付着した研磨剤や不純物を除去する(ステップ108)。
【0343】
具体的にはスクラブ洗浄、超音波洗浄等の物理的な洗浄や、フッ化物、有機酸、過酸化水素、界面活性剤等を用いた薬液洗浄が挙げられる。
【0344】
ここで、ステップ101〜108のうち、特に(1)ステップ102(第一ラッピング)および面取(ステップ104)後に行われる場合がある(2)第2ラッピング、そして(3)ステップ107(研磨工程)においては、本願において着目しているディスクバランス/TMR特性を左右する板厚バラツキを発生させ易い工程であるため、例えば(1)のステップ102では投入する素材の板厚差異を<100μmにし、かつ素材を保持するキャリアホルダーへの入り枚数を所定数以上(>90%の充填率)するなどして加工圧力が枚バッチ加工毎に変化するのを抑制すること、また加工荷重を研削の段階(例えば初期/中期/末期)に応じて可変することなどにより、全加工ステップにおける第1加工段階で出来る限り板厚がばらつくことを抑制することが必要である。特に素材の元の厚みに対し加工(或いは研削)取り代が最も大きい工程はこのステップ102であることが多いため、板厚バラツキを抑えるためには、ステップ102が最も留意を要する工程である。
【0345】
また(2)第2ラッピングにおいても前記(1)と同様の配慮をなす必要があるが、投入するワーク(第1ラッピング加工済み)の板厚差異を<10μmにすることが望ましい。
【0346】
さらに(3)研磨工程においても前記(2)と同様の配慮をなす必要があるが、投入するワーク(ステップ106化学強化済み)の板厚差異を<1μmにすることが望ましい。
【0347】
最後に、製品検査(板厚の検査)を行う(ステップ109)。
【0348】
ここで、ステップ109の詳細について、図21〜図25を参照して説明する。
【0349】
前述のように、ガラス基板1は、中心からの径方向の位置と板厚(主表面7aと主表面7b間の距離)の関係から求められるパラメータが、所定の範囲内に収まるような形状となっているが、それを評価するために、板厚を測定してパラメータを求め、パラメータが所定の範囲内にあるか否かを判定する。
【0350】
具体的には、以下の手順で検査を行う。
まず、図21に示すように、公知の板厚測定装置等を用いて、ガラス基板1の板厚(主表面7aと主表面7b間の距離)を、中心からの径方向の位置ごとに、ガラス基板1の主表面全面に渡って所定の数だけ測定する(ステップ201)。
【0351】
この際、図22に示すように、内周端の所定の位置から外周端の所定の位置まで、測定点22が螺旋状に一周する形状を描くように板厚を測定するのが望ましい。
【0352】
このように測定することで、ガラス基板1の主表面全面に渡って中心からの径方向の位置ごとにムラなく板厚データを得ることができる。特に、磁気ディスクはスピンドルを介して回転しており、この磁気ディスクに記録された情報を磁気ヘッドを用いて読み出す場合、磁気ヘッドは、磁気ディスクをシークする動作を行う。このとき、磁気ディスク上を移動する磁気ヘッドの軌跡を見ると、磁気ディスク上を螺旋状に一周する形状を描くようになるため、上記螺旋状に板厚を測定することで、ヘッドの移動に対応した板厚の情報を得ることができる。
【0353】
次に、図21に示すように、測定した径方向の位置と板厚の関係から求められるパラメータであるM値を計算する。(ステップ202)。
【0354】
M値とは、最初の測定位置における板厚と各測定位置の板厚差と、測定位置の半径との掛け算(測定位置におけるモーメントに相当する値)の総和を意味し、以下の式(1)(2)で表される。
【0355】
なお、測定した径方向の位置と板厚の関係の例および式(1)を図23に示す。
【数27】
【0356】
なお、ここでの「サンプリング数」とは、使用する板厚測定系における測定プローブの横方向サイズ或いは横方向分解能を1サンプリング単位とするものであり、例えば非接触測定機器ではレーザスポット径、或いはそれにより決定される横方向分解能が1サンプリング単位である。
【0357】
なお、式(1)(2)は、その形から明らかなように、外周に近い部分(rが大きい部分)の板厚差、即ち、外周近傍の板厚のバラツキの影響が、内周近傍の板厚のバラツキよりも大きく現れるような式になっている。
【0358】
すなわちディスクFlatteringは、外周側の変位量の方が内周側よりも大きく(内周側はスピンドルに保持されており、剛性が外周側のそれよりも大きいため)、M値が大きくなることから、外周近傍の板厚のバラツキの方が、内周近傍の板厚のバラツキよりもディスクバランス/TMR特性に与える影響が大きいためである。
【0359】
また、上記した式(1)(2)では板厚差Δtとして、最初の測定位置における板厚と、各測定位置の板厚差を用いているが、Δtではなく、単に各測定位置の板厚を用いてもよく、具体的には式(3)に示す式としてもよい。
【数28】
【0360】
次に、測定したM値から、ガラス基板1のディスクバランス/TMR特性が所定の範囲内にあるか否かを判定し、範囲内にある場合は良品として扱い、範囲外の場合は不良品として扱う(ステップ203)。
【0361】
具体的には、図25に示すようなM値とAxial Displacement3sとの関係から、M値が一定の範囲内であるか否かを判定し、一定の範囲内にある場合は良品として扱い、範囲外の場合は不良品として扱う。
【0362】
なお、Axial Displacement3sとは、基板振動測定データ(振動波形)を回転数ごとにかつ周波数ごとに積分して平均値+3sのトラック位置決め誤差量を求めたものであり、3sおよびs2は例えば以下の式(4)(5)で求められる。
【数29】
【0363】
ここで、図25に示すようなM値とAxial Displacement3sとの関係を求める方法について簡単に説明する。
【0364】
まず、検査対象となるガラス基板1を所定の枚数分製造し、M値を求める。
【0365】
次に、ガラス基板1の表面に磁性層18b、保護層18c、潤滑層18dを設けることにより、磁気記録媒体100を製造し、図24に示す測定システム51を用いて所定の回転数、所定の測定位置でAxial Displacement3sを求める。
【0366】
測定システム51について簡単に説明すると、測定システム51はヘッド53を備えたレーザードップラー速度計(LDV)55と、レーザードップラー速度計55が測定したデータを高速フーリエ変換(FFT)する変換部57を有している。
【0367】
次に、M値と、ディスクバランス/TMR特性を示すAxial Displacement3sとの関係をプロットして図25に示すような相関図を作成する。
以上がステップ109の詳細である。
【0368】
このように、本実施形態によれば、ガラス基板1は、中心からの径方向の位置と板厚の関係から求められるパラメータ(M値)が、ディスクバランス/TMR特性の要求を満たす所定の範囲内にある。
【0369】
そのため、ガラス基板1は、HDDとしたときに、磁気ディスクに記録されているTrack情報を含むサーボ情報を安定に読み出すことができる。
【実施例3】
【0370】
以下、実施例に基づき、本実施形態3をさらに詳細に説明する。なお、以下の実施例・比較例は本実施形態3を説明するためのものである。
【0371】
(実施例)
以下の手順により外径65mm、内径20mm、厚さ0.635mmの磁気ディスク用ガラス基板を製造して板厚を測定し、M値とディスクバランス/TMR特性の相関を求めた。
【0372】
まず、以下の工程に従ってガラス基板1を100枚製造した。
【0373】
(1)形状加工工程及び第1ラッピング工程
本実施例に係る磁気ディスク用ガラス基板の製造方法においては、まず、板状ガラスの表面をラッピング(研削)加工してガラス母材とし、このガラス母材を切断してガラスディスクを切り出す。板状ガラスとしては、様々な板状ガラスを用いることができる。この板状ガラスは、例えば、溶融ガラスを材料として、プレス法やフロート法、ダウンドロー法、リドロー法、フュージョン法など、公知の製造方法を用いて製造することができる。これらのうち、プレス法を用いれば、板状ガラスを廉価に製造することができる。
【0374】
本実施例においては、溶融させたアルミノシリケートガラスを上型、下型、胴型を用いたダイレクトプレスによりディスク形状に成型し、アモルファスの板状ガラスを得た。なお、アルミノシリケートガラスとしては、SiO2:58重量%〜75重量%、Al2O3:5重量%〜23重量%、Li2O:3重量%〜10重量%、Na2O:4重量%〜13重量%を主成分として含有するガラスを使用した。
【0375】
次いで、この板状ガラスの両主表面をラッピング加工し、ディスク状のガラス母材とした。このラッピング加工は、遊星歯車機構を利用した両面ラッピング装置により、アルミナ系遊離砥粒を用いて行った。具体的には、板状ガラスの両面に上下からラップ定盤を押圧させ、遊離砥粒を含む研削液を板状ガラスの主表面上に供給し、これらを相対的に移動させてラッピング加工を行った。このラッピング加工により、平坦な主表面を有するガラス母材を得た。
【0376】
なお、ラッピングの際には、板厚バラツキを発生させないようにするため、投入する素材の板厚差異を<100μmにし、かつ素材を保持するキャリアホルダーへの入り枚数を所定数以上(>90%の充填率)にして加工圧力が枚バッチ加工毎に変化するのを抑制した。また加工荷重を研削の段階(初期/中期/末期)に応じて可変することにより、ラッピング加工段階で出来る限り板厚がばらつくことを抑制するようにした。
【0377】
(2)切り出し工程(コアリング、チャンファリング)
次に、円筒状のダイヤモンドドリルを用いて、このガラス基板の中心部に内孔を形成し、円環状のガラス基板とした(コアリング)。そして内周端面および外周端面をダイヤモンド砥石によって研削し、所定の面取り加工を施した(チャンファリング)。
【0378】
(3)第2ラッピング工程
次に、得られたガラス基板の両主表面について、第1ラッピング工程と同様に、第2ラッピング加工を行った。この第2ラッピング工程を行うことにより、前工程である切り出し工程や端面研磨工程において主表面に形成された微細な凹凸形状を予め除去しておくことができ、後続の主表面に対する研磨工程を短時間で完了させることができるようになる。
【0379】
なお、第2ラッピング工程においても第1ラッピング工程と同様に、板厚のばらつきを発生させないようにするため、投入するワーク(第1ラッピング加工済み)の板厚差異を<10μmにした。
【0380】
(4)端面研磨工程
次に、ガラス基板の外周端面および内周端面について、ブラシ研磨方法により、鏡面研磨を行った。このとき、研磨砥粒としては、酸化セリウム砥粒を含むスラリー(遊離砥粒)を用いた。そして、端面研磨工程を終えたガラス基板を水洗浄した。この端面研磨工程により、ガラス基板の端面は、ナトリウムやカリウムの析出の発生を防止できる鏡面状態に加工された。
【0381】
(5)主表面研磨工程(第1研磨工程)
主表面研磨工程として、まず第1研磨工程を施した。この第1研磨工程は、前述のラッピング工程において主表面に残留したキズや歪みの除去を主たる目的とするものである。
【0382】
この第1研磨工程においては、遊星歯車機構を有する両面研磨装置により、硬質樹脂ポリッシャを用いて、主表面の研磨を行った。研磨剤としては、酸化セリウム砥粒を用いた。
【0383】
なお、主表面研磨工程においても第1ラッピング工程と同様に、板厚のばらつきを発生させないようにするため、投入するワーク(第1ラッピング加工済み)の板厚差異を<5μmにした。
【0384】
(6)化学強化工程
次に、前述のラッピング工程および研磨工程を終えたガラス基板に、化学強化を施した。化学強化は、硝酸カリウム(60%)と硝酸ナトリウム(40%)を混合した化学強化溶液を用意し、この化学強化溶液を400℃に加熱しておくと共に、洗浄済みのガラス基板を300℃に予熱し、化学強化溶液中に約3時間浸漬することによって行った。この浸漬の際には、ガラス基板の表面全体が化学強化されるようにするため、複数のガラス基板が端面で保持されるように、ホルダに収納した状態で行った。
【0385】
このように、化学強化溶液に浸漬処理することによって、ガラス基板の表層のリチウムイオンおよびナトリウムイオンが、化学強化溶液中のナトリウムイオンおよびカリウムイオンにそれぞれ置換され、ガラス基板が強化される。ガラス基板の表層に形成された圧縮応力層の厚さは、約100μmであった。
【0386】
化学強化処理を終えたガラス基板を、20℃の水槽に浸漬して急冷し、約10分間維持した。そして、急冷を終えたガラス基板を、約40℃に加熱した10重量%硫酸に浸漬して洗浄を行った。さらに、硫酸洗浄を終えたガラス基板を純水、IPA(イソプロピルアルコール)の各洗浄槽に順次浸漬して洗浄した。
【0387】
(7)主表面研磨工程(最終研磨工程)
次に、最終研磨工程として、第2研磨工程を施した。この第2研磨工程は、主表面を鏡面状に仕上げることを目的とする。この第2研磨工程においては、遊星歯車機構を有する両面研磨装置により、軟質発泡樹脂ポリッシャを用いて、主表面の鏡面研磨を行った。研磨剤としては、第1研磨工程で用いた酸化セリウム砥粒よりも微細な酸化セリウム砥粒(平均粒子径0.8μm)を用いた。この第2研磨工程を終えたガラス基板を、中性洗剤、純水、IPAの各洗浄槽に順次浸漬して、洗浄した。なお、各洗浄槽には、超音波を印加した。
【0388】
上記のように、第1ラッピング工程、切り出し工程、第2ラッピング工程、端面研磨工程、第1研磨工程、化学強化工程および第2研磨工程を施すことにより、平坦、かつ、平滑な、高剛性の磁気ディスク用基板を得た。
【0389】
研磨が終了すると、ガラス基材1aを洗浄し、製造中に表面に付着した研磨剤や不純物を除去し、100枚のガラス基板1を完成させた。
【0390】
次に、100枚のガラス基板1の板厚を、キーエンス社製LK−G15(測定ヘッド)/LK−G3001(測定コントローラ)で構成される非接触式レーザ変位計(スポットサイズ:20μm)を用いて、図22に示すように内周から外周に向けて螺旋状に測定した。なお、螺旋の形状はアルキメデス螺旋(一様螺旋)とし、サンプリングポイントは20μm毎に合計8,550,000点とした(半径位置 r=13.0〜32.0mmの範囲を測定)。なお、8,550,000点という測定点数は以下の式から決定している。
【0391】
測定点数N:N={π(322−132)}/π(0.012) = 8,550,000 即ち、上記式において32、13は半径位置(mm)の両端を示し、0.01はスポットサイズの半径(mm)を示す。
【0392】
次に、測定した板厚と位置情報を元に、式(1)(2)(ステップ202参照)からM値を求めた。
【0393】
次に、ガラス基板1の表面に磁性層18b、保護層18c、潤滑層18dを設けることにより、磁気記録媒体100を製造し、図24に示す測定システムを用いて回転数:5,400rpm/測定位置r:30mmの条件においてAxial Displacement3sを求めた。
【0394】
次に、M値と、ディスクバランス/TMR特性を示すAxial Displacement3sとの関係をプロットした。
【0395】
図25から明らかなように、M値とAxial Displacement3sの間に強い相関が見られた。
【0396】
具体的には図25ではM値(×106)mm3が20以下の範囲でAxial Displacement3sが0.005μmで一定となり、M値(×106)mm3が20を超えると急激にAxial Displacement3sが大きくなっていた。
【0397】
即ち、図25ではM値(×106)mm3が20以内であればAxial Displacement3sが一定値に低く抑えられているため、ディスクバランス/TMR特性が良好なガラス基板におけるM値の上限は20になる。
【0398】
以上の結果より、本発明のパラメータ(M値)を元にガラス基板1の板厚をディスクバランス/TMR特性(Axial Displacement3s)の要求を満たす形状にすることが可能であることが分かった。
【0399】
(板厚とM値)
ガラス基板1の中心を通る直線を引き、磁気ディスクの内周(半径15mmの位置)、中周(半径22mmの位置)、外周(半径30mmの位置)の3点の板厚を測定し、その平均値をガラス基板1の板厚としたときの、板厚とTMR特性の関係を調べた。その結果、同じ板厚を有するガラス基板1であってもTMR特性が良好なものと良好でないものとが存在した。次に、これらTMR特性が良好なものと良好でないもののそれぞれについて、上記M値(×106)mm3を求めたところ、TMR特性が良好なもののM値(×106)mm3は20以下であり、TMR特性が良好でないもののM値(×106)mm3は20より大きかった。
【0400】
次に、板厚を異ならせたガラス基板1を作成して、それぞれについてTMR特性を求めたところ、板厚の厚いガラス基板1のほうが薄いガラス基板よりもTMR特性が良好な割合が多い結果となった。しかし、同じ板厚であっても、TMR特性が良好なものと良好でないものが存在するため、上記M値(×106)mm3を使って、ガラス基板1を評価することで良好なTMR特性が得られる。
【産業上の利用可能性】
【0401】
上述した実施形態1では、本発明を磁気記録媒体用のガラス基板1に適用した場合について説明したが、本発明は何らこれに限定されることなく、内孔の形状を規定する必要がある全てのディスク状の記録媒体に適用できる。
【0402】
また、上述した実施形態2では、本発明を磁気記録媒体用のガラス基板1に適用した場合について説明したが、本発明は何らこれに限定されることなく、内孔の形状を規定する必要がある全てのディスク状の記録媒体に適用できる。
【0403】
さらに、上述した実施形態3では、本発明を磁気記録媒体用のガラス基板1に適用した場合について説明したが、本発明は何らこれに限定されることなく、板厚を規定する必要がある全てのディスク状の記録媒体に適用できる。
【0404】
また、上記の説明では、実施形態1、2、3と分けて説明したが、これらの実施形態を適宜組み合わせても良いことはいうまでもない。
【符号の説明】
【0405】
1……………ガラス基板
3……………本体
5……………内孔
7a…………主表面
17…………化学強化層
18b………磁性層
21…………プロファイル
23…………凹部
25…………凸部
29…………中心
31…………内接円
33…………外接円
【特許請求の範囲】
【請求項1】
内孔を有する磁気ディスク用ガラス基板であって、
内孔の全周に亘る形状プロファイルより算出される下記数式(1)で示されるSkの値が、0.55〜−0.55の範囲内であることを特徴とする磁気ディスク用ガラス基板。
【数1】
ただし、上記数式(1)におけるnはサンプリング数であり、Riは、内孔の全周に亘る形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【請求項2】
内孔を有する磁気ディスク用ガラス基板であって、
内孔の全周に亘る形状プロファイルより算出される下記数式(2)で示されるKuの値から3を引いた値(Ku−3)が、1.6〜−1.6の範囲内であることを特徴とする磁気ディスク用ガラス基板。
【数2】
ただし、上記数式(2)におけるnはサンプリング数であり、Riは、孔の形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【請求項3】
内孔の全周に亘る形状プロファイルより算出される下記数式(3)で示されるKuの値から3を引いた値(Ku−3)が、1.6〜−1.6の範囲内であることを特徴とする請求項1記載の磁気ディスク用ガラス基板。
【数3】
ただし、上記数式(3)におけるnはサンプリング数であり、Riは、孔の形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【請求項4】
真円度が5.5μm以下であることを特徴とする請求項1〜3のいずれか一項に記載の磁気ディスク用ガラス基板。
【請求項5】
2.5インチサイズのディスク1枚あたりの記録容量が80GByte以上である磁気ディスクに対応するものであることを特徴とする請求項1〜4のいずれか一項に記載の磁気ディスク用ガラス基板。
【請求項6】
内孔の全周に亘る形状プロファイルから算出される下記数式(4)に示されるSkIDの値と、磁気ディスク用ガラス基板の外形の形状プロファイルから算出される下記数式(4)に示されるSkODの値と、同軸度Cの値を用いて算出される下記数式(4)で示されるACの値が9.6μm以下であることを特徴とする請求項1〜5のいずれか一項に記載の磁気ディスク用ガラス基板。
【数4】
ただし、上記数式(4)に示されるSkIDの値は、数式(5)により算出され、上記数式(4)に示されるSkODの値は、数式(6)により算出される値である。
【数5】
上記数式(5)におけるnはサンプリング数であり、Riは、内孔の全周に亘る形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【数6】
上記数式(6)におけるnはサンプリング数であり、Riは、外形の形状プロファイルの最小二乗中心法で求めた円の中心から当該形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【請求項7】
下記数式(7)、(8)で表される、磁気ディスク用ガラス基板の中心からの径方向の位置と板厚の関係から求められるM値(×106)mm3が20以内であることを特徴とする請求項1〜6のいずれか一項に記載の磁気ディスク用ガラス基板。
【数7】
【請求項8】
請求項1〜7のいずれか一項に記載の磁気ディスク用ガラス基板と、
前記ガラス基板の主表面に設けられた下地層、磁性層、保護層、潤滑層と、
を有することを特徴とする磁気記録媒体。
【請求項9】
内孔を有する磁気ディスク用ガラス基板であって、
内孔の全周に亘る形状プロファイルから算出される下記数式(1)に示されるSkIDの値と、磁気ディスク用ガラス基板の外形の形状プロファイルから算出される下記数式(1)に示されるSkODの値と、同軸度Cの値を用いて算出される下記数式(1)で示されるACの値が9.6μm以下であることを特徴とする磁気ディスク用ガラス基板。
【数8】
ただし、上記数式(1)に示されるSkIDの値は、数式(2)により算出され、上記数式(1)に示されるSkODの値は、数式(3)により算出される値である。
【数9】
上記数式(2)におけるnはサンプリング数であり、Riは、内孔の全周に亘る形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【数10】
上記数式(3)におけるnはサンプリング数であり、Riは、外形の形状プロファイルの最小二乗中心法で求めた円の中心から当該形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【請求項10】
下記数式(4)、(5)で表される、磁気ディスク用ガラス基板の中心からの径方向の位置と板厚の関係から求められるM値(×106)mm3が20以内であることを特徴とする請求項9に記載の磁気ディスク用ガラス基板。
【数11】
【請求項11】
上記同軸度Cが7μm以下であることを特徴とする請求項9または10に記載の磁気ディスク用ガラス基板。
【請求項12】
2.5インチサイズのディスク1枚あたりの記録容量が80GByte以上である磁気ディスクに対応するものであることを特徴とする請求項9〜11のいずれか一項に記載の磁気ディスク用ガラス基板。
【請求項13】
請求項9〜12のいずれか一項に記載の磁気ディスク用ガラス基板と、
前記ガラス基板の主表面に設けられた下地層、磁性層、保護層、潤滑層と、
を有することを特徴とする磁気記録媒体。
【請求項14】
内孔を有する磁気ディスク用ガラス基板であって、
下記数式(1)、(2)で表される、磁気ディスク用ガラス基板の中心からの径方向の位置と板厚の関係から求められるM値(×106)mm3が20以内であることを特徴とする磁気ディスク用ガラス基板。
【数12】
【請求項15】
2.5インチサイズのディスク1枚あたりの記録容量が80GByte以上である磁気ディスクに対応するものであることを特徴とする請求項14に記載の磁気ディスク用ガラス基板。
【請求項16】
請求項14または15に記載の磁気ディスク用ガラス基板と、
前記ガラス基板の主表面に設けられた下地層、磁性層、保護層、潤滑層と、
を有することを特徴とする磁気記録媒体。
【請求項1】
内孔を有する磁気ディスク用ガラス基板であって、
内孔の全周に亘る形状プロファイルより算出される下記数式(1)で示されるSkの値が、0.55〜−0.55の範囲内であることを特徴とする磁気ディスク用ガラス基板。
【数1】
ただし、上記数式(1)におけるnはサンプリング数であり、Riは、内孔の全周に亘る形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【請求項2】
内孔を有する磁気ディスク用ガラス基板であって、
内孔の全周に亘る形状プロファイルより算出される下記数式(2)で示されるKuの値から3を引いた値(Ku−3)が、1.6〜−1.6の範囲内であることを特徴とする磁気ディスク用ガラス基板。
【数2】
ただし、上記数式(2)におけるnはサンプリング数であり、Riは、孔の形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【請求項3】
内孔の全周に亘る形状プロファイルより算出される下記数式(3)で示されるKuの値から3を引いた値(Ku−3)が、1.6〜−1.6の範囲内であることを特徴とする請求項1記載の磁気ディスク用ガラス基板。
【数3】
ただし、上記数式(3)におけるnはサンプリング数であり、Riは、孔の形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【請求項4】
真円度が5.5μm以下であることを特徴とする請求項1〜3のいずれか一項に記載の磁気ディスク用ガラス基板。
【請求項5】
2.5インチサイズのディスク1枚あたりの記録容量が80GByte以上である磁気ディスクに対応するものであることを特徴とする請求項1〜4のいずれか一項に記載の磁気ディスク用ガラス基板。
【請求項6】
内孔の全周に亘る形状プロファイルから算出される下記数式(4)に示されるSkIDの値と、磁気ディスク用ガラス基板の外形の形状プロファイルから算出される下記数式(4)に示されるSkODの値と、同軸度Cの値を用いて算出される下記数式(4)で示されるACの値が9.6μm以下であることを特徴とする請求項1〜5のいずれか一項に記載の磁気ディスク用ガラス基板。
【数4】
ただし、上記数式(4)に示されるSkIDの値は、数式(5)により算出され、上記数式(4)に示されるSkODの値は、数式(6)により算出される値である。
【数5】
上記数式(5)におけるnはサンプリング数であり、Riは、内孔の全周に亘る形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【数6】
上記数式(6)におけるnはサンプリング数であり、Riは、外形の形状プロファイルの最小二乗中心法で求めた円の中心から当該形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【請求項7】
下記数式(7)、(8)で表される、磁気ディスク用ガラス基板の中心からの径方向の位置と板厚の関係から求められるM値(×106)mm3が20以内であることを特徴とする請求項1〜6のいずれか一項に記載の磁気ディスク用ガラス基板。
【数7】
【請求項8】
請求項1〜7のいずれか一項に記載の磁気ディスク用ガラス基板と、
前記ガラス基板の主表面に設けられた下地層、磁性層、保護層、潤滑層と、
を有することを特徴とする磁気記録媒体。
【請求項9】
内孔を有する磁気ディスク用ガラス基板であって、
内孔の全周に亘る形状プロファイルから算出される下記数式(1)に示されるSkIDの値と、磁気ディスク用ガラス基板の外形の形状プロファイルから算出される下記数式(1)に示されるSkODの値と、同軸度Cの値を用いて算出される下記数式(1)で示されるACの値が9.6μm以下であることを特徴とする磁気ディスク用ガラス基板。
【数8】
ただし、上記数式(1)に示されるSkIDの値は、数式(2)により算出され、上記数式(1)に示されるSkODの値は、数式(3)により算出される値である。
【数9】
上記数式(2)におけるnはサンプリング数であり、Riは、内孔の全周に亘る形状プロファイルの最小二乗中心法で求めた円の中心から前記形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【数10】
上記数式(3)におけるnはサンプリング数であり、Riは、外形の形状プロファイルの最小二乗中心法で求めた円の中心から当該形状プロファイルの最小二乗円に対して引かれた直線における、前記形状プロファイルと前記最小二乗円との間の差分のi番目の値であり、σは、標準偏差である。
【請求項10】
下記数式(4)、(5)で表される、磁気ディスク用ガラス基板の中心からの径方向の位置と板厚の関係から求められるM値(×106)mm3が20以内であることを特徴とする請求項9に記載の磁気ディスク用ガラス基板。
【数11】
【請求項11】
上記同軸度Cが7μm以下であることを特徴とする請求項9または10に記載の磁気ディスク用ガラス基板。
【請求項12】
2.5インチサイズのディスク1枚あたりの記録容量が80GByte以上である磁気ディスクに対応するものであることを特徴とする請求項9〜11のいずれか一項に記載の磁気ディスク用ガラス基板。
【請求項13】
請求項9〜12のいずれか一項に記載の磁気ディスク用ガラス基板と、
前記ガラス基板の主表面に設けられた下地層、磁性層、保護層、潤滑層と、
を有することを特徴とする磁気記録媒体。
【請求項14】
内孔を有する磁気ディスク用ガラス基板であって、
下記数式(1)、(2)で表される、磁気ディスク用ガラス基板の中心からの径方向の位置と板厚の関係から求められるM値(×106)mm3が20以内であることを特徴とする磁気ディスク用ガラス基板。
【数12】
【請求項15】
2.5インチサイズのディスク1枚あたりの記録容量が80GByte以上である磁気ディスクに対応するものであることを特徴とする請求項14に記載の磁気ディスク用ガラス基板。
【請求項16】
請求項14または15に記載の磁気ディスク用ガラス基板と、
前記ガラス基板の主表面に設けられた下地層、磁性層、保護層、潤滑層と、
を有することを特徴とする磁気記録媒体。
【図1】

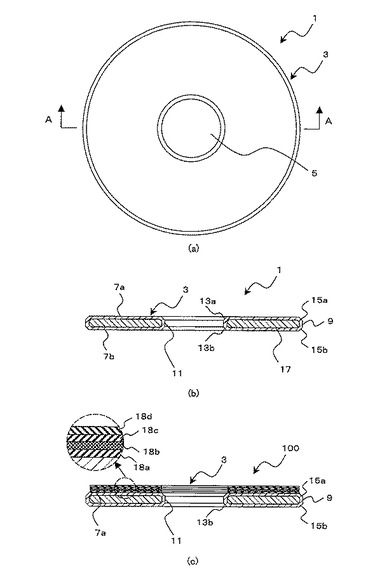
【図2】
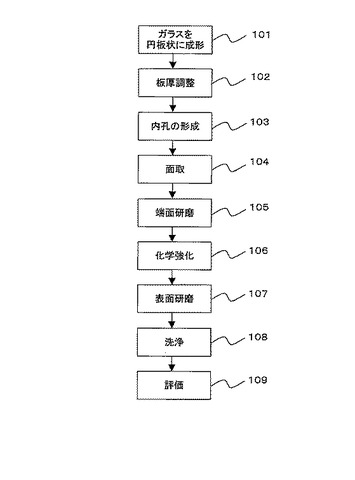
【図3】
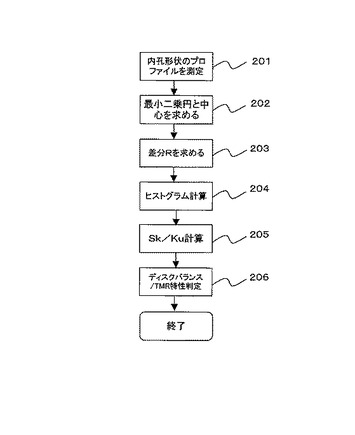
【図4】
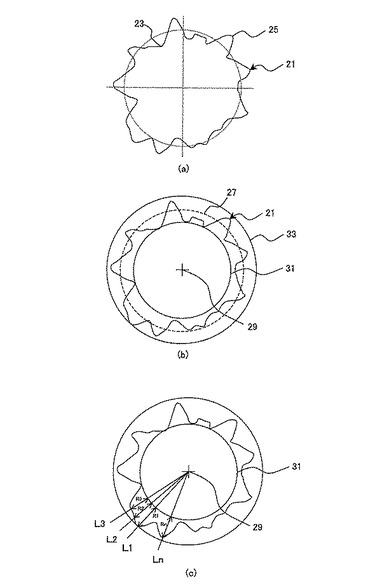
【図5】
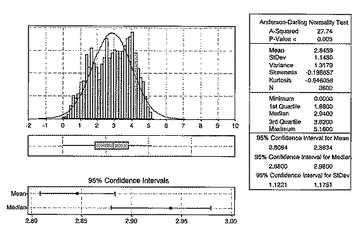
【図6】
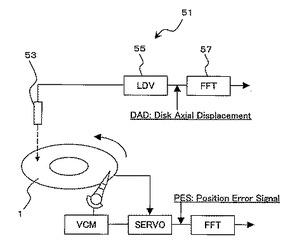
【図7】
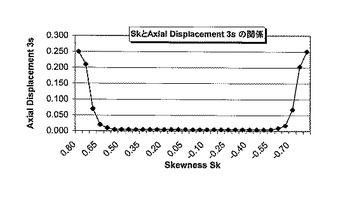
【図8】
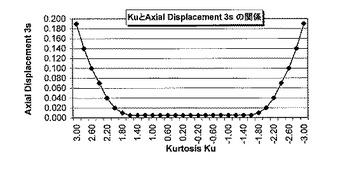
【図9】
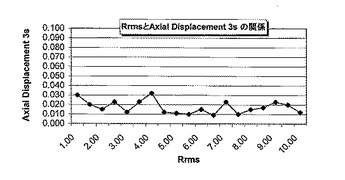
【図10】
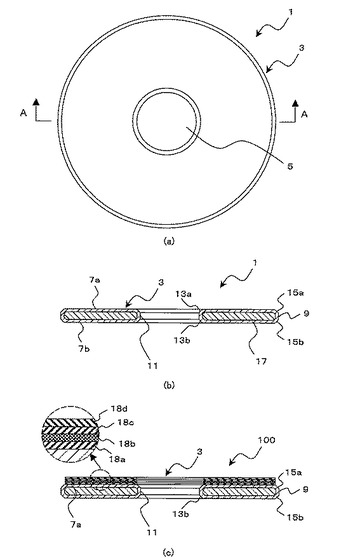
【図11】
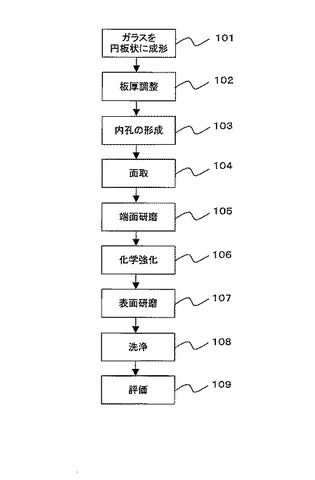
【図12】
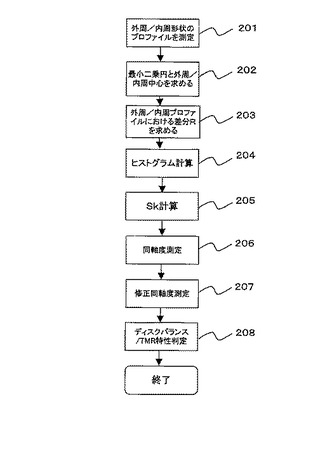
【図13】
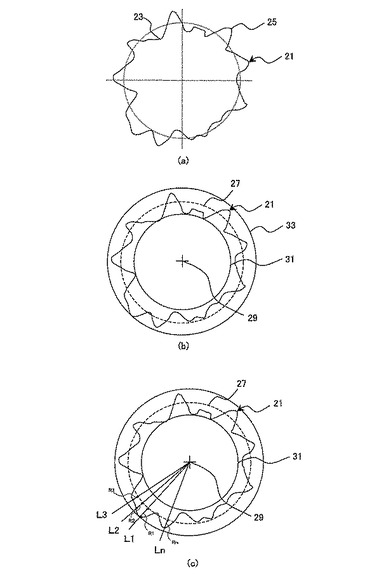
【図14】
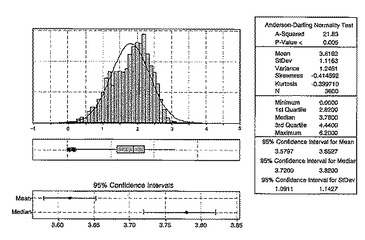
【図15】
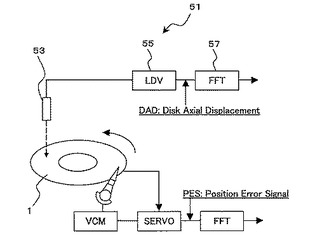
【図16】
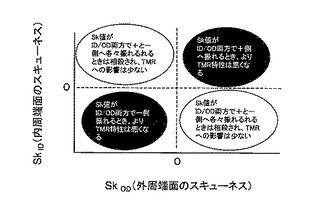
【図17】
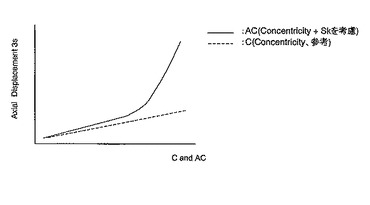
【図18】
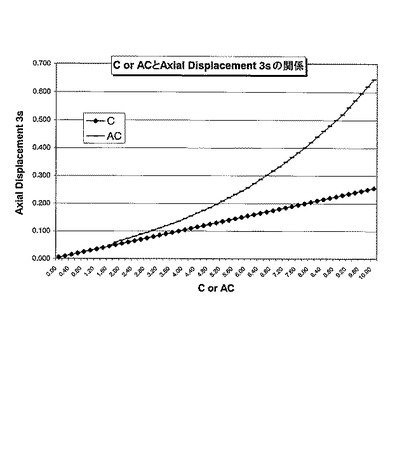
【図19】
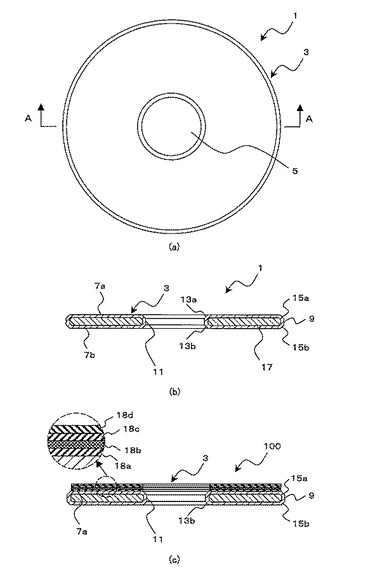
【図20】
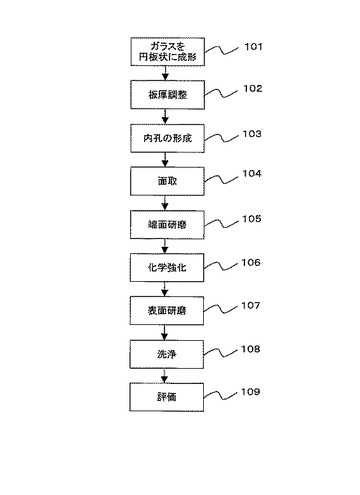
【図21】
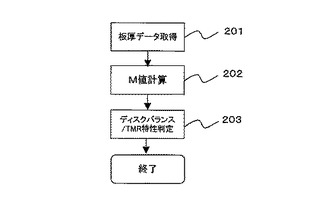
【図22】
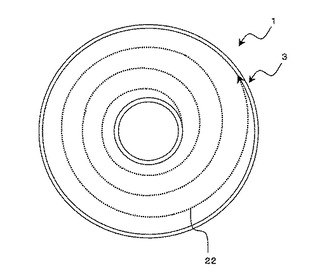
【図23】
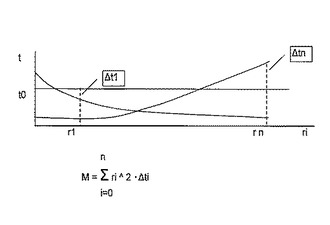
【図24】
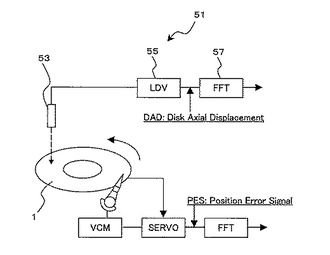
【図25】
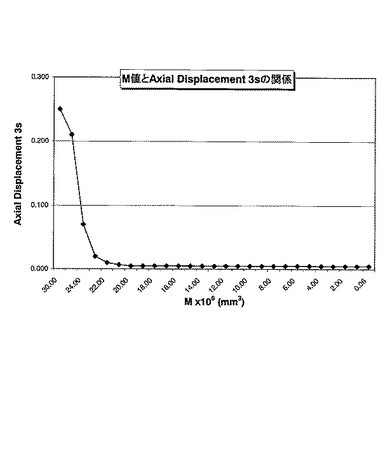
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【公開番号】特開2013−93091(P2013−93091A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2012−209191(P2012−209191)
【出願日】平成24年9月24日(2012.9.24)
【出願人】(000113263)HOYA株式会社 (3,820)
【出願人】(503069159)ホーヤ ガラスディスク タイランド リミテッド (85)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成24年9月24日(2012.9.24)
【出願人】(000113263)HOYA株式会社 (3,820)
【出願人】(503069159)ホーヤ ガラスディスク タイランド リミテッド (85)
【Fターム(参考)】
[ Back to top ]