
磁気ディスク用ガラス基板の製造方法

【課題】生産性の高いガラス基板の製造方法を提供する。
【解決手段】溶融ガラスを板状ガラスに成形し、それを冷却する成形工程と、冷却された板状ガラスを切断してガラス素板とする第1切断工程と、ガラス素板を切断してガラス板とする第2切断工程と、ガラス板を所望の形状に加工する形状加工工程とを有する磁気ディスク用ガラス基板の製造方法であって、第1切断工程と第2切断工程との間に、ガラス素板のたわみを測定する抜き取り検査工程を有する。抜き取り検査工程は、ガラス素板の対向する2辺を支持し一方の主表面とセンサ間の距離を測定した後、他方の主表面とセンサ間の距離を測定し、ガラス素板の自重によるたわみを相殺することでガラス素板のたわみを求める。
【解決手段】溶融ガラスを板状ガラスに成形し、それを冷却する成形工程と、冷却された板状ガラスを切断してガラス素板とする第1切断工程と、ガラス素板を切断してガラス板とする第2切断工程と、ガラス板を所望の形状に加工する形状加工工程とを有する磁気ディスク用ガラス基板の製造方法であって、第1切断工程と第2切断工程との間に、ガラス素板のたわみを測定する抜き取り検査工程を有する。抜き取り検査工程は、ガラス素板の対向する2辺を支持し一方の主表面とセンサ間の距離を測定した後、他方の主表面とセンサ間の距離を測定し、ガラス素板の自重によるたわみを相殺することでガラス素板のたわみを求める。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、磁気ディスク用ガラス基板の製造方法に関する。
【背景技術】
【0002】
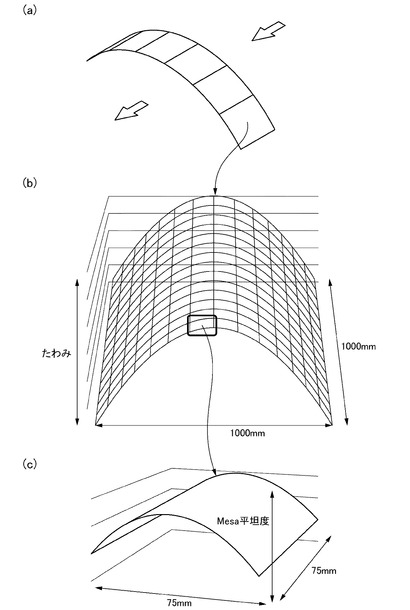
磁気ディスク記憶装置等に使用される磁気ディスクの基板としてガラス基板が用いられている(例えば特許文献1)。このガラス基板は中央に円孔を有する円板状のものであり、Φ65mmの磁気ディスクでは長さ65mm間で1μmという高いレベルでの高低差(Peak to Valley)が求められている。一般的なガラス基板の製造方法をΦ65mmのガラス基板の製造を例に簡単に説明すると、ガラスの原料を調合して溶解した後、溶融ガラスを板状に成形し、冷却する。そして、冷却された板状ガラスを6000mm×1000mm程度の大きさに切断したもの(図1(a))を、比較的大きいサイズ例えば1000mm×1000mm程度(以下、1000mm角と呼ぶ。)のガラス素板にさらに切断する(図1(b))。続いて、このガラス素板を磁気ディスク基板より僅かに大きい、例えばΦ65mmの磁気ディスク用であれば75mm×75mm程度(以下、75mm角と呼ぶ。)のガラス板に切断し(図1(c))、その後、形状加工、ラッピング、ポリッシング等の工程を経て所望のガラス基板が製造される。
【0003】
かかる製造工程で製造された75mm角程度のガラス板の高低差が悪いと、最終製品の品質の悪化につながるおそれがある。そのため従来のガラス基板の製造工程においては、磁気ディスク基板より僅かに大きい75mm角のガラス板に切断した後、高低差の測定を行って測定結果をガラスの成形時の温度管理を行なうオペレータにフィードバックすることで、ガラス素板の高低差を調整している。
【0004】
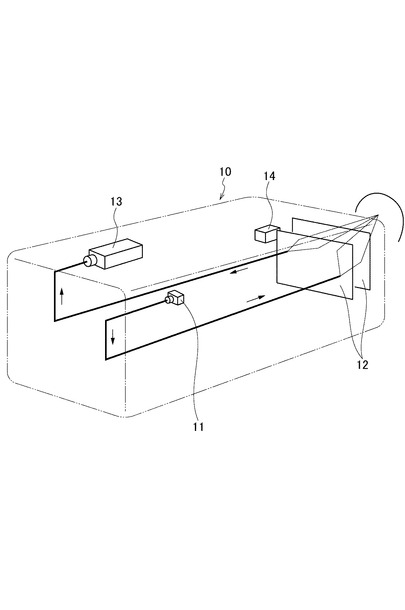
このガラス板の高低差は、例えばMesa平坦度と呼ばれるパラメータで表わされる。測定は、ZYGO社製Mesa干渉計を用いて行なわれている。図2に示すように、Mesa干渉計10は、レーザダイオード光源11が2つの回折格子12を通して、入射角の異なる2つのビームによって試料を照射し、同じ格子が試料から反射された2つのビームを再結合させて干渉パターンを生成し、これをカメラアレイ13方向に向けることで、回折格子12が光源11の波長の約20倍の波長を効率的に生成し、これにより粗さや変形の大きい表面の測定を行うことを可能にするものである。
【0005】
また、Mesa干渉計10では、試料の測定中、回折格子の1つが圧電変換機(PZT)14で正確に移動され、この結果、基準波面と測定波面との間で一定の位相ずれが生じ、回折格子12が動く間、互いの干渉波面の位相ずれが90度になったときにデータが取得される。そして、所定のソフトウェアでこの位相データを解析することで、試料の表面形状が明らかとなる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−103061号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、このMesa干渉計を用いた測定では、2回の切断工程、即ち、1000mm角のガラス素板に切断する工程と、75mm角のガラス板に切断する工程と、を経た後に行なわれるため、ガラスの成形時等の温度管理等にフィードバックするのに時間を要し、その間に製造されるガラス素板に測定結果を反映できないという問題があった。
【0008】
通常、1000mm角のガラス素板に切断する工程は、原料を調合して溶解した後、板状に成形した板状ガラスを冷却する製造装置を用いた一連の処理でなされるが、75mm角のガラス板に切断する工程は、1000mm角のガラス素板を一度採板し、他の製造装置又は製造施設で行なわれることが一般的であり、Mesa平坦度の測定結果をガラスの成形時の温度管理にフィードバックするためには、多くの時間を要していた。
【0009】
そこで、本発明は、生産性の高いガラス基板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、以下の態様を提供するものである。
(1)溶融ガラスを板状ガラスに成形し、それを冷却する成形工程と、冷却された前記板状ガラスを切断してガラス素板とする第1切断工程と、前記ガラス素板を切断してガラス板とする第2切断工程と、前記ガラス板を所望の形状に加工する形状加工工程とを有する磁気ディスク用ガラス基板の製造方法であって、
第1切断工程と第2切断工程との間に、前記ガラス素板のたわみを測定する抜き取り検査工程を有することを特徴とする磁気ディスク用ガラス基板の製造方法。
(2)前記抜き取り検査工程は、前記ガラス素板の対向する2辺を支持し一方の主表面とセンサ間の距離を測定した後、他方の主表面とセンサ間の距離を測定し、前記ガラス素板の自重によるたわみを相殺することでガラス素板のたわみを求めることを特徴とする(1)に記載の磁気ディスク用ガラス基板の製造方法。
(3)前記抜き取り検査工程における前記ガラス素板のたわみを成形工程にフィードバックする(1)または(2)の磁気ディスクガラス基板の製造方法。
(4)前記ガラス素板のたわみと前記ガラス板の高低差との相関関係を予め測定し、
前記抜き取り検査工程は、前記相関関係に基づいて抜き取り検査を行なうことを特徴とする(1)〜(3)のいずれかに記載の磁気ディスクガラス基板の製造方法。
【0011】
本発明は、従来、全く関連性がないと考えられていた数ミクロンメートル単位の磁気ディスク用ガラス基板の高低差と、数百ミクロンメートル〜数ミリメートル単位のガラス素板のたわみにはある相関関係があるという発見および仮説に基づいてなされたものである。
【発明の効果】
【0012】
本発明の(1)に記載の磁気ディスク用ガラス基板の製造方法によれば、第1切断工程と第2切断工程との間に、ガラス素板のたわみを測定する抜き取り検査工程を有するので、抜き取り検査の結果をフィードバックしてガラス素板の成形工程に測定結果を反映させるまでの時間を短縮することができる。これによりガラス基板の生産性を向上させることができる。
【0013】
本発明の(2)に記載の磁気ディスク用ガラス基板の製造方法によれば、簡易な方法でガラス素板の自重によるたわみの影響を排除して、本来ガラス素板が有しているガラス素板のたわみを測定することができる。
【0014】
本発明の(3)に記載の磁気ディスク用ガラス基板の製造方法によれば、ガラス素板のたわみを成形工程にフィードバックすることでたわみの少ないガラス素板の成形に役立てることができる。
【0015】
本発明の(4)に記載の磁気ディスク用ガラス基板の製造方法によれば、ガラス素板のたわみとガラス板の高低差との相関関係を予め測定することで、様々な種類のガラスに応用することができる。
【図面の簡単な説明】
【0016】
【図1】(a)はガラス製造装置から流れてきた板状ガラスを6000mm×1000mm程度に切断したものの模式図であり、(b)は(a)の板状ガラスを1000mm角に切断したガラス素板の模式図であり、(c)は(b)のガラス素板を75mm角に切断したガラス板の模式図である。
【図2】Mesa干渉計の原理を説明する模式図である。
【図3】ガラスの製造フローを説明するフロー図である。
【図4】ガラス製造装置の模式図である。
【図5】75mmのガラス板のMesa平坦度と1000mm角のガラス素板のたわみとの関係を示すグラフである。
【図6】75mmのガラス板のMesa平坦度と1000mm角のガラス素板のたわみとの関係を示すグラフである。
【図7】1000mm角のガラス素板から得られた5枚の75mm角のガラス板のMesa平坦度の平均値とその1000mm角のガラス素板のたわみとの関係をプロットしたグラフである。
【図8】(a)(b)は図6の理論値を算出する過程を説明する説明図である。
【発明を実施するための形態】
【0017】
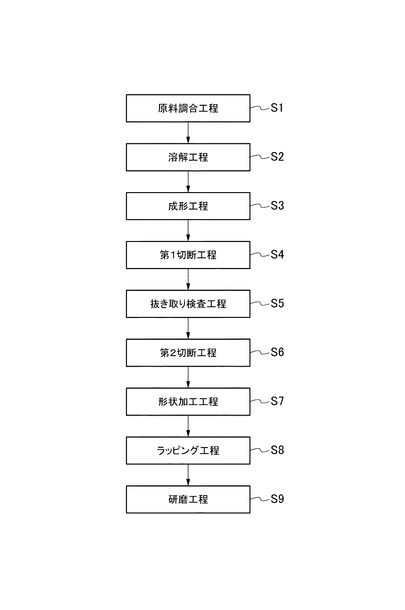
以下、本発明の磁気ディスク用ガラス基板の製造方法の一実施形態について、図面を参照しながら詳細に説明する。図3は、本発明に係る一実施形態の磁気ディスク用ガラス基板の製造方法を示すフローチャートである。
【0018】
本実施形態の磁気ディスク用ガラス基板(以下、ガラス基板と呼ぶ。)の製造方法は、図3に示すように、典型的に原料調合工程(S1)と、溶解工程(S2)と、成形工程(S3)と、第1切断工程(S4)と、抜き取り検査工程(S5)と、第2切断工程(S6)と、形状加工工程(S7)と、ラッピング工程(S8)と、研磨工程(S9)と、を備える。
【0019】
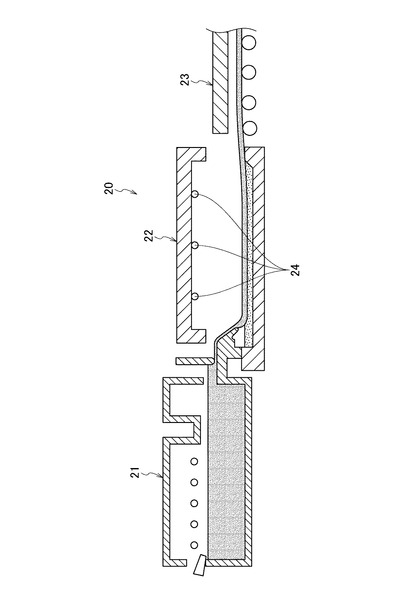
原料調合工程(S1)は、所定のガラス原料を調合する工程であり、その後、溶解工程(S2)、成形工程(S3)が図4に示すガラス製造装置20で行なわれる。溶解工程(S2)は、原料投入口から投入されたガラス原料を溶解槽21で溶解する工程である。成形工程(S3)は、フロートバス22で錫の上にガラスリボンを浮かべることで一定の幅と厚みに成形し、冷却ゾーン23でゆっくりと冷やすことで内部に歪みをつくらないように板状ガラスを形成する工程である。
【0020】
フロートバス22では、ガラスの上方空間が複数の領域に分割されておりオペレーターが各領域に設けられたヒーター24の温度を管理することでガラスリボン(板状ガラス)の幅や厚み、たわみ等が制御される。このようにして成形された板状ガラスは、第1切断工程(S4)で、先ず、6000mm×1000mm程度に切断され、さらに1000mm角のガラス素板に切断される。6000mm×1000mm程度の板状ガラスは、流れ方向から見て凹凸が発生しやすい。ここでは、典型的な例として図1(a)に示すように、6000mm×1000mm程度の板状ガラスが流れ方向から見て上方に凸となるようなたわみを有する場合を用いて説明する。なお、たわみの形状はこれに限定されるものではなく、また、たわみがほとんどない場合もあることは言うまでもない。本発明において「たわみ」とは冷却、切断されて得られたガラス素板の形状(反り)をいい、重力の影響を排斥したものである。
【0021】
第1切断工程(S4)で1000mm角に切断されたガラス素板(図1(b))も同様に上方に凸となるようなたわみを有する。なお、以下の説明において便宜上、凸となる側を表面、凹となる側を裏面と呼ぶ。
【0022】
続いて第1切断工程(S4)で切断されたガラスは、抜き取り検査工程(S5)にて、例えば100枚〜1000枚に1枚の割合で抜き取り検査が行なわれる。抜き取り検査工程(S5)では、1000mm角のガラス素板のたわみが測定される。
【0023】
第2切断工程(S6)は、1000mm角のガラス素板を75mm角のガラス板に切断する工程である。
【0024】
形状加工工程(S7)は、75mm角のガラス板の中央に貫通孔(内孔)を形成し、φ65mmの円形のガラスに加工する切り出し工程と、切り出した円形のガラスのエッジに面取り処理を施す面取り工程と、内周および外周を鏡面に研磨する端面研磨工程と、を含む。
【0025】
ラッピング工程(S8)では、例えば両面加工装置でアルミナ砥粒、ジルコニア砥粒、炭化珪素砥粒、ダイヤモンド砥粒のいずれかを含有する水を主たる分散媒とするスラリーを供給しながら研削し、研磨工程(S9)では、両面加工装置で例えばCeO2砥粒を水
に分散させたセリアスラリーを供給しながらガラス基板の主表面を研磨処理することで、ラッピング工程において板状ガラスの主表面に形成されていた微細な凹凸形状を低減させ鏡面化された主表面を得ることができる。なお、ラッピング工程(S8)及び研磨工程(S9)は、これに限定されず公知の方法が採用されうる。
【0026】
なお、磁気ディスク用ガラス基板としては、リチウムシリケートガラス、アルミノシリケートガラス、アルミノリチウムシリケートガラス、アルミノボロシリケートガラス、ソーダタイムガラス、ホウ珪酸ガラス等が使用され、好ましくはアルミノシリケートガラスが使用される。
【0027】
次に、本発明の特徴である抜き取り検査工程(S5)について詳細に説明する。
抜き取り検査工程(S5)で行なわれるたわみ測定は、1000mm角のガラス素板の対向する両側の2辺を支持し、このガラス素板の略中央に配置されたレーザ変位センサにより、変位センサからガラス素板の裏面までの距離が測定される。続いて、このガラス素板を裏返して変位センサからガラス素板の表面までの距離が測定される。このとき、1000mm角のガラス素板には、ガラス素板のたわみに加えて自重によるたわみが発生しており、表面測定時と裏面測定時の自重によるたわみを相殺することでガラス素板のたわみが求められる。即ち、求めるたわみW、自重が作用しない場合の変位センサから裏面までの距離A、自重が作用しない場合の変位センサから表面までの距離B、自重を考慮した場合の変位センサから裏面までの距離a、自重を考慮した場合の変位センサから表面までの距離bとすると、求めるたわみWは以下の式1となる。
【0028】
【数1】

【0029】
ここで、従来行なわれていたMesa干渉計を用いた75mm角のガラス板のMesa平坦度と抜き取り検査工程(S5)における1000mm角のガラス素板のたわみとの関係について検討する。
【0030】
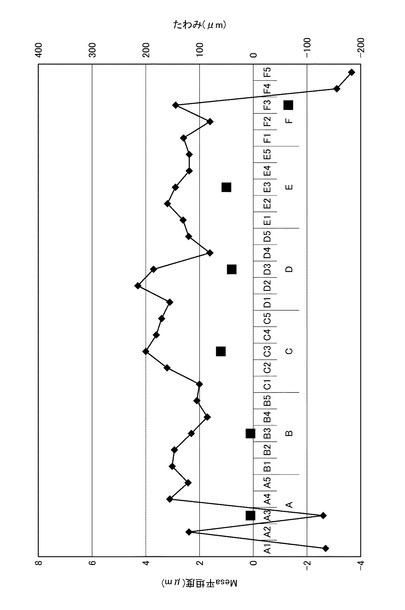
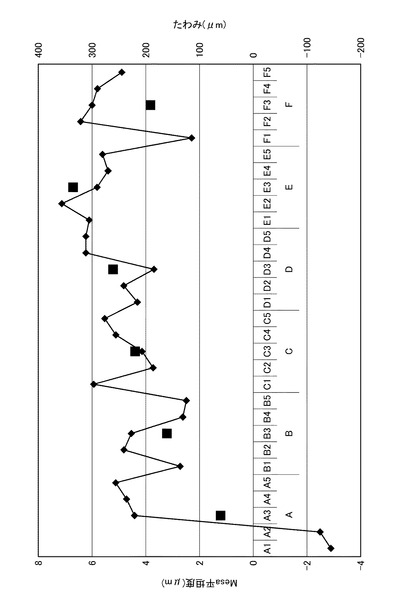
図5及び図6はMesa干渉計を用いた75mm角のガラス板のMesa平坦度と1000mm角のガラス素板のたわみとの関係を示すグラフであり、図5は比較的高低差が良好なガラス素板の場合であり、図6は比較的高低差が悪いガラス素板の場合である。Mesa平坦度は、Mesa干渉計(ZYGO Mesa 製品番号:99−32−66055)を用いて測定したものであり、たわみ測定はキーエンス社製変位センサLK−G85用いて上述したたわみ測定で測定したものである。ガラス板はアルカリ−アルミノ−シリケートガラスであり、その厚みは約0.1mmである。
【0031】
図中、A、B、C、D、E、Fは図1(a)に示す6000mm×1000mm程度のガラス素板を1000mm角程度のガラス素板に切断したものに左から順に番号を付したものである。また、A1、A2、A3、A4、A5は、1000mm角のガラス素板Aを75mm角のガラス素板に切断したものの中から左からランダムに5つとりだして左から順に番号を付したものである。そして、そのMesa平坦度と、それぞれの1000mm角のガラス素板Aの中央でのガラス素板のたわみが図中に記されている。なお、B、C、D、E、Fも同様である。
【0032】
図5及び図6からわかるように、75mm角のガラス板のMesa平坦度と1000mm角のガラス素板のたわみとはおおむね一致する結果が得られた。また、図5と図6を比較して、1000mm角のガラス素板のたわみが大きくなる(悪化)とMesa平坦度も悪化することが確認できた。この結果により、数ミクロンメートル単位の磁気ディスク用ガラス基板の高低差と、数百ミクロンメートル〜数ミリメートル単位のガラス素板のたわみにはある相関関係があるという仮説が正しいことが実証された。
【0033】
従来は、数ミクロンメートル単位の磁気ディスク用ガラス基板の高低差と、数百ミクロンメートル〜数ミリメートル単位のガラス素板のたわみには、数百倍のオーダーの違いがあり、さらに1000mm角のガラス素板を75mm角のガラス板に切断する際にガラス素板のたわみが開放されると考えられていたことから、磁気ディスク用ガラス基板の高低差とガラス素板のたわみには相関関係があるはずがないと思われていた。しかしながら、発明者の鋭意検討の結果、図5及び図6の測定結果からわかるように、磁気ディスク用ガラス基板の高低差とガラス素板のたわみには相関関係があるという知見が得られ、本発明に至ったものである。
【0034】
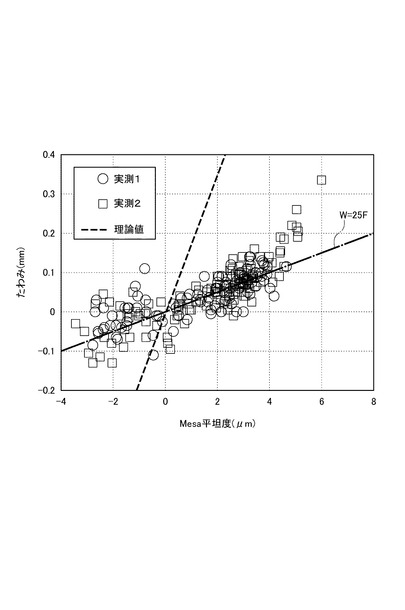
図7は、75mm角のガラス板のMesa平坦度と1000mm角のガラス素板のたわみとの関係をプロットしたグラフである。Mesa平坦度は、1000mm角のガラス素板から得られた5枚の75mm角のガラス板のMesa平坦度の平均値である。なお、図中○(実測1)と□(実測2)は測定の日時が異なるものである。また、図中の点線は、75mm角のガラス板のMesa平坦度と1000mm角のガラス素板のたわみとの理論値を示すものである。
【0035】
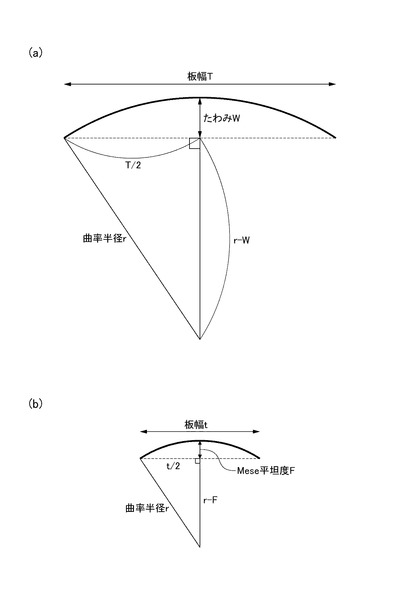
ここで理論値の算出方法について図8(a)及び(b)を用いて説明する。
図8(a)に示すように、1000mm角のガラス素板が半径rの円弧状に反っていると仮定し、ガラス素板の板幅をT、たわみをWとすると、半径rは三平方の定理より式2で表わすことができる。
【0036】
【数2】
【0037】
一方、図8(b)に示すように、1000mm角のガラス素板を75mmのガラス板に切り出した場合、形状が維持されると仮定すると曲率半径rが同じとなる。ガラス板の板幅をt、Mesa平坦度をFとすると、半径rは三平方の定理より式3で表わすことができる。
【0038】
【数3】
【0039】
式2及び式3により、式4が得られる。
【0040】
【数4】
【0041】
ここで、{W2+(T/2)2}/2WをB、(t/2)2をCとおくと、式4は式5
で表わされ、これをMesa平坦度Fについて解くと式6で表わされる。
【0042】
【数5】
【0043】
【数6】
【0044】
題意よりF=B−(B2−C)1/2となり、ここでたわみWを0.1mm、ガラス素
板の板幅Tを1000mm、ガラス板の板幅tを75mmの時、Mesa平坦度Fは0.56μmとなる。
【0045】
このように算出した理論値と実測値とを比較すると、数ミクロンメートル単位の磁気ディスク用ガラス基板の高低差と、数百ミクロンメートル〜数ミリメートル単位のガラス素板のたわみには数百倍の差異が存在するが、数百倍の差異があるもの同士を比較した割に理論値と実測値に大きな差異がないことが確認された。これにより、1000mm角のガラス素板のたわみと75mm角のMesa平坦度との間に相関関係があることが、理論的にも確認された。なお、算出した理論値と実測値の乖離は切断により開放された応力によりたわみの一部が元に戻ったものと推測される。
【0046】
従って、予め1000mm角のガラス素板のたわみと75mm角のMesa平坦度との相関関係を求めておき、第1切断工程(S4)の後、第2切断工程(S6)より前に1000mm角に切断したガラス素板のたわみを測定する抜き取り検査を行なうことにより、ガラスの成形時の温度管理に素早くフィードバックすることができる。これにより、従来のように2回の切断工程を経た場合と比べて、生産性を向上させることができる。
【0047】
例えば、1000mm角のガラス素板のたわみと75mm角のMesa平坦度との間に図7に示すグラフのような相関関係があるとすると、75mm角のMesa平坦度を6μm以下にするためには、1000mm角のガラス素板のたわみを0.3mm以下にすればよい。従って、抜き取り検査の結果1000mm角のガラス素板のたわみが0.3mmを超えた場合に、成形工程のオペレータに1000mm角のガラス素板のたわみを知らせることで、フロートバス中のそのガラス素板を通過した領域周辺のヒーターの温度を経験則等に従って温度管理することができ、たわみの少ないガラス素板の成形に役立てることができる。
【0048】
また、図7に示すグラフから、75mm角のガラス板のMesa平坦度と1000mm角のガラス素板のたわみとの間の関係を例えばW=25Fとして、W=25Fを基準に許容幅を設定し、その範囲外にあるときに成形工程のオペレータに1000mm角のガラス素板のたわみを知らせることで、たわみの少ないガラス素板の成形に役立てるようにしてもよい。
【0049】
以上説明したように、本実施形態の製造方法によれば、板状ガラスを切断して1000mm角のガラス素板とする第1切断工程(S4)と、1000mm角のガラス素板をφ65mmの磁気ディスクガラス基板より僅かに大きい複数の75mm角のガラス板に切断する第2切断工程(S6)より前に、1000mm角のガラス素板のたわみを測定する抜き取り検査工程(S5)を行なうことにより、抜き取り検査工程(S5)の結果をガラスの成形時の温度管理に早急にフィードバックすることができる。
【0050】
また、抜き取り検査工程(S5)は、ガラス素板の対向する2辺を支持し一方の主表面とセンサ間の距離を測定した後、他方の主表面とセンサ間の距離を測定し、ガラス素板の自重によるたわみを相殺することでガラス素板のたわみを求めることにより、簡易な方法でガラス素板の自重によるたわみの影響を排除して、本来ガラス素板が有しているガラス素板のたわみを測定することができる。なお、たわみ測定は、本実施形態の測定方法に限らず任意の方法を採用することができる。例えば、上記実施形態では、ガラス素板の両面を測定したが、一方の主表面の距離のみを測定し、得られた測定値から予め計算された自重によるたわみ量を差し引いてもよい。また、光学的に三次元画像を取り込んでたわみ量を測定してもよい。
【0051】
また、抜き取り検査工程(S5)におけるガラス素板のたわみを成形工程にフィードバックすることで、たわみの少ないガラス素板の成形に役立てることができる。
【0052】
また、ガラス素板のたわみとガラス板の高低差との相関関係を予め測定し、抜き取り検査工程(S5)は、この相関関係に基づいて抜き取り検査を行なうことにより、様々な種類のガラスに応用することができる。
【0053】
なお、本発明は上述した実施形態に何ら限定されるものではなく、その要旨を逸脱しない範囲において種々の形態で実施し得るものである。
例えば、上記実施形態では例えばノートブックパソコン等に用いられるΦ65mmのガラス基板の製造を例に説明したが、これに限らず、ポータブルMP3プレーヤなどに用いられるφ48mmの1.8インチ基板等、任意のサイズのガラス基板に適用することができる。
【0054】
また、本実施形態は、フロート法によるガラス成形を例に説明したが、これに限らずダウンドロー法にも適用することができる。
【符号の説明】
【0055】
10 Mesa干渉計
11 レーザダイオード光源
12 回折格子
13 カメラアレイ
14 圧電変換機
20 ガラス製造装置
21 溶解槽
22 フロートバス
23 冷却ゾーン
【技術分野】
【0001】
本発明は、磁気ディスク用ガラス基板の製造方法に関する。
【背景技術】
【0002】
磁気ディスク記憶装置等に使用される磁気ディスクの基板としてガラス基板が用いられている(例えば特許文献1)。このガラス基板は中央に円孔を有する円板状のものであり、Φ65mmの磁気ディスクでは長さ65mm間で1μmという高いレベルでの高低差(Peak to Valley)が求められている。一般的なガラス基板の製造方法をΦ65mmのガラス基板の製造を例に簡単に説明すると、ガラスの原料を調合して溶解した後、溶融ガラスを板状に成形し、冷却する。そして、冷却された板状ガラスを6000mm×1000mm程度の大きさに切断したもの(図1(a))を、比較的大きいサイズ例えば1000mm×1000mm程度(以下、1000mm角と呼ぶ。)のガラス素板にさらに切断する(図1(b))。続いて、このガラス素板を磁気ディスク基板より僅かに大きい、例えばΦ65mmの磁気ディスク用であれば75mm×75mm程度(以下、75mm角と呼ぶ。)のガラス板に切断し(図1(c))、その後、形状加工、ラッピング、ポリッシング等の工程を経て所望のガラス基板が製造される。
【0003】
かかる製造工程で製造された75mm角程度のガラス板の高低差が悪いと、最終製品の品質の悪化につながるおそれがある。そのため従来のガラス基板の製造工程においては、磁気ディスク基板より僅かに大きい75mm角のガラス板に切断した後、高低差の測定を行って測定結果をガラスの成形時の温度管理を行なうオペレータにフィードバックすることで、ガラス素板の高低差を調整している。
【0004】
このガラス板の高低差は、例えばMesa平坦度と呼ばれるパラメータで表わされる。測定は、ZYGO社製Mesa干渉計を用いて行なわれている。図2に示すように、Mesa干渉計10は、レーザダイオード光源11が2つの回折格子12を通して、入射角の異なる2つのビームによって試料を照射し、同じ格子が試料から反射された2つのビームを再結合させて干渉パターンを生成し、これをカメラアレイ13方向に向けることで、回折格子12が光源11の波長の約20倍の波長を効率的に生成し、これにより粗さや変形の大きい表面の測定を行うことを可能にするものである。
【0005】
また、Mesa干渉計10では、試料の測定中、回折格子の1つが圧電変換機(PZT)14で正確に移動され、この結果、基準波面と測定波面との間で一定の位相ずれが生じ、回折格子12が動く間、互いの干渉波面の位相ずれが90度になったときにデータが取得される。そして、所定のソフトウェアでこの位相データを解析することで、試料の表面形状が明らかとなる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−103061号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、このMesa干渉計を用いた測定では、2回の切断工程、即ち、1000mm角のガラス素板に切断する工程と、75mm角のガラス板に切断する工程と、を経た後に行なわれるため、ガラスの成形時等の温度管理等にフィードバックするのに時間を要し、その間に製造されるガラス素板に測定結果を反映できないという問題があった。
【0008】
通常、1000mm角のガラス素板に切断する工程は、原料を調合して溶解した後、板状に成形した板状ガラスを冷却する製造装置を用いた一連の処理でなされるが、75mm角のガラス板に切断する工程は、1000mm角のガラス素板を一度採板し、他の製造装置又は製造施設で行なわれることが一般的であり、Mesa平坦度の測定結果をガラスの成形時の温度管理にフィードバックするためには、多くの時間を要していた。
【0009】
そこで、本発明は、生産性の高いガラス基板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、以下の態様を提供するものである。
(1)溶融ガラスを板状ガラスに成形し、それを冷却する成形工程と、冷却された前記板状ガラスを切断してガラス素板とする第1切断工程と、前記ガラス素板を切断してガラス板とする第2切断工程と、前記ガラス板を所望の形状に加工する形状加工工程とを有する磁気ディスク用ガラス基板の製造方法であって、
第1切断工程と第2切断工程との間に、前記ガラス素板のたわみを測定する抜き取り検査工程を有することを特徴とする磁気ディスク用ガラス基板の製造方法。
(2)前記抜き取り検査工程は、前記ガラス素板の対向する2辺を支持し一方の主表面とセンサ間の距離を測定した後、他方の主表面とセンサ間の距離を測定し、前記ガラス素板の自重によるたわみを相殺することでガラス素板のたわみを求めることを特徴とする(1)に記載の磁気ディスク用ガラス基板の製造方法。
(3)前記抜き取り検査工程における前記ガラス素板のたわみを成形工程にフィードバックする(1)または(2)の磁気ディスクガラス基板の製造方法。
(4)前記ガラス素板のたわみと前記ガラス板の高低差との相関関係を予め測定し、
前記抜き取り検査工程は、前記相関関係に基づいて抜き取り検査を行なうことを特徴とする(1)〜(3)のいずれかに記載の磁気ディスクガラス基板の製造方法。
【0011】
本発明は、従来、全く関連性がないと考えられていた数ミクロンメートル単位の磁気ディスク用ガラス基板の高低差と、数百ミクロンメートル〜数ミリメートル単位のガラス素板のたわみにはある相関関係があるという発見および仮説に基づいてなされたものである。
【発明の効果】
【0012】
本発明の(1)に記載の磁気ディスク用ガラス基板の製造方法によれば、第1切断工程と第2切断工程との間に、ガラス素板のたわみを測定する抜き取り検査工程を有するので、抜き取り検査の結果をフィードバックしてガラス素板の成形工程に測定結果を反映させるまでの時間を短縮することができる。これによりガラス基板の生産性を向上させることができる。
【0013】
本発明の(2)に記載の磁気ディスク用ガラス基板の製造方法によれば、簡易な方法でガラス素板の自重によるたわみの影響を排除して、本来ガラス素板が有しているガラス素板のたわみを測定することができる。
【0014】
本発明の(3)に記載の磁気ディスク用ガラス基板の製造方法によれば、ガラス素板のたわみを成形工程にフィードバックすることでたわみの少ないガラス素板の成形に役立てることができる。
【0015】
本発明の(4)に記載の磁気ディスク用ガラス基板の製造方法によれば、ガラス素板のたわみとガラス板の高低差との相関関係を予め測定することで、様々な種類のガラスに応用することができる。
【図面の簡単な説明】
【0016】
【図1】(a)はガラス製造装置から流れてきた板状ガラスを6000mm×1000mm程度に切断したものの模式図であり、(b)は(a)の板状ガラスを1000mm角に切断したガラス素板の模式図であり、(c)は(b)のガラス素板を75mm角に切断したガラス板の模式図である。
【図2】Mesa干渉計の原理を説明する模式図である。
【図3】ガラスの製造フローを説明するフロー図である。
【図4】ガラス製造装置の模式図である。
【図5】75mmのガラス板のMesa平坦度と1000mm角のガラス素板のたわみとの関係を示すグラフである。
【図6】75mmのガラス板のMesa平坦度と1000mm角のガラス素板のたわみとの関係を示すグラフである。
【図7】1000mm角のガラス素板から得られた5枚の75mm角のガラス板のMesa平坦度の平均値とその1000mm角のガラス素板のたわみとの関係をプロットしたグラフである。
【図8】(a)(b)は図6の理論値を算出する過程を説明する説明図である。
【発明を実施するための形態】
【0017】
以下、本発明の磁気ディスク用ガラス基板の製造方法の一実施形態について、図面を参照しながら詳細に説明する。図3は、本発明に係る一実施形態の磁気ディスク用ガラス基板の製造方法を示すフローチャートである。
【0018】
本実施形態の磁気ディスク用ガラス基板(以下、ガラス基板と呼ぶ。)の製造方法は、図3に示すように、典型的に原料調合工程(S1)と、溶解工程(S2)と、成形工程(S3)と、第1切断工程(S4)と、抜き取り検査工程(S5)と、第2切断工程(S6)と、形状加工工程(S7)と、ラッピング工程(S8)と、研磨工程(S9)と、を備える。
【0019】
原料調合工程(S1)は、所定のガラス原料を調合する工程であり、その後、溶解工程(S2)、成形工程(S3)が図4に示すガラス製造装置20で行なわれる。溶解工程(S2)は、原料投入口から投入されたガラス原料を溶解槽21で溶解する工程である。成形工程(S3)は、フロートバス22で錫の上にガラスリボンを浮かべることで一定の幅と厚みに成形し、冷却ゾーン23でゆっくりと冷やすことで内部に歪みをつくらないように板状ガラスを形成する工程である。
【0020】
フロートバス22では、ガラスの上方空間が複数の領域に分割されておりオペレーターが各領域に設けられたヒーター24の温度を管理することでガラスリボン(板状ガラス)の幅や厚み、たわみ等が制御される。このようにして成形された板状ガラスは、第1切断工程(S4)で、先ず、6000mm×1000mm程度に切断され、さらに1000mm角のガラス素板に切断される。6000mm×1000mm程度の板状ガラスは、流れ方向から見て凹凸が発生しやすい。ここでは、典型的な例として図1(a)に示すように、6000mm×1000mm程度の板状ガラスが流れ方向から見て上方に凸となるようなたわみを有する場合を用いて説明する。なお、たわみの形状はこれに限定されるものではなく、また、たわみがほとんどない場合もあることは言うまでもない。本発明において「たわみ」とは冷却、切断されて得られたガラス素板の形状(反り)をいい、重力の影響を排斥したものである。
【0021】
第1切断工程(S4)で1000mm角に切断されたガラス素板(図1(b))も同様に上方に凸となるようなたわみを有する。なお、以下の説明において便宜上、凸となる側を表面、凹となる側を裏面と呼ぶ。
【0022】
続いて第1切断工程(S4)で切断されたガラスは、抜き取り検査工程(S5)にて、例えば100枚〜1000枚に1枚の割合で抜き取り検査が行なわれる。抜き取り検査工程(S5)では、1000mm角のガラス素板のたわみが測定される。
【0023】
第2切断工程(S6)は、1000mm角のガラス素板を75mm角のガラス板に切断する工程である。
【0024】
形状加工工程(S7)は、75mm角のガラス板の中央に貫通孔(内孔)を形成し、φ65mmの円形のガラスに加工する切り出し工程と、切り出した円形のガラスのエッジに面取り処理を施す面取り工程と、内周および外周を鏡面に研磨する端面研磨工程と、を含む。
【0025】
ラッピング工程(S8)では、例えば両面加工装置でアルミナ砥粒、ジルコニア砥粒、炭化珪素砥粒、ダイヤモンド砥粒のいずれかを含有する水を主たる分散媒とするスラリーを供給しながら研削し、研磨工程(S9)では、両面加工装置で例えばCeO2砥粒を水
に分散させたセリアスラリーを供給しながらガラス基板の主表面を研磨処理することで、ラッピング工程において板状ガラスの主表面に形成されていた微細な凹凸形状を低減させ鏡面化された主表面を得ることができる。なお、ラッピング工程(S8)及び研磨工程(S9)は、これに限定されず公知の方法が採用されうる。
【0026】
なお、磁気ディスク用ガラス基板としては、リチウムシリケートガラス、アルミノシリケートガラス、アルミノリチウムシリケートガラス、アルミノボロシリケートガラス、ソーダタイムガラス、ホウ珪酸ガラス等が使用され、好ましくはアルミノシリケートガラスが使用される。
【0027】
次に、本発明の特徴である抜き取り検査工程(S5)について詳細に説明する。
抜き取り検査工程(S5)で行なわれるたわみ測定は、1000mm角のガラス素板の対向する両側の2辺を支持し、このガラス素板の略中央に配置されたレーザ変位センサにより、変位センサからガラス素板の裏面までの距離が測定される。続いて、このガラス素板を裏返して変位センサからガラス素板の表面までの距離が測定される。このとき、1000mm角のガラス素板には、ガラス素板のたわみに加えて自重によるたわみが発生しており、表面測定時と裏面測定時の自重によるたわみを相殺することでガラス素板のたわみが求められる。即ち、求めるたわみW、自重が作用しない場合の変位センサから裏面までの距離A、自重が作用しない場合の変位センサから表面までの距離B、自重を考慮した場合の変位センサから裏面までの距離a、自重を考慮した場合の変位センサから表面までの距離bとすると、求めるたわみWは以下の式1となる。
【0028】
【数1】
【0029】
ここで、従来行なわれていたMesa干渉計を用いた75mm角のガラス板のMesa平坦度と抜き取り検査工程(S5)における1000mm角のガラス素板のたわみとの関係について検討する。
【0030】
図5及び図6はMesa干渉計を用いた75mm角のガラス板のMesa平坦度と1000mm角のガラス素板のたわみとの関係を示すグラフであり、図5は比較的高低差が良好なガラス素板の場合であり、図6は比較的高低差が悪いガラス素板の場合である。Mesa平坦度は、Mesa干渉計(ZYGO Mesa 製品番号:99−32−66055)を用いて測定したものであり、たわみ測定はキーエンス社製変位センサLK−G85用いて上述したたわみ測定で測定したものである。ガラス板はアルカリ−アルミノ−シリケートガラスであり、その厚みは約0.1mmである。
【0031】
図中、A、B、C、D、E、Fは図1(a)に示す6000mm×1000mm程度のガラス素板を1000mm角程度のガラス素板に切断したものに左から順に番号を付したものである。また、A1、A2、A3、A4、A5は、1000mm角のガラス素板Aを75mm角のガラス素板に切断したものの中から左からランダムに5つとりだして左から順に番号を付したものである。そして、そのMesa平坦度と、それぞれの1000mm角のガラス素板Aの中央でのガラス素板のたわみが図中に記されている。なお、B、C、D、E、Fも同様である。
【0032】
図5及び図6からわかるように、75mm角のガラス板のMesa平坦度と1000mm角のガラス素板のたわみとはおおむね一致する結果が得られた。また、図5と図6を比較して、1000mm角のガラス素板のたわみが大きくなる(悪化)とMesa平坦度も悪化することが確認できた。この結果により、数ミクロンメートル単位の磁気ディスク用ガラス基板の高低差と、数百ミクロンメートル〜数ミリメートル単位のガラス素板のたわみにはある相関関係があるという仮説が正しいことが実証された。
【0033】
従来は、数ミクロンメートル単位の磁気ディスク用ガラス基板の高低差と、数百ミクロンメートル〜数ミリメートル単位のガラス素板のたわみには、数百倍のオーダーの違いがあり、さらに1000mm角のガラス素板を75mm角のガラス板に切断する際にガラス素板のたわみが開放されると考えられていたことから、磁気ディスク用ガラス基板の高低差とガラス素板のたわみには相関関係があるはずがないと思われていた。しかしながら、発明者の鋭意検討の結果、図5及び図6の測定結果からわかるように、磁気ディスク用ガラス基板の高低差とガラス素板のたわみには相関関係があるという知見が得られ、本発明に至ったものである。
【0034】
図7は、75mm角のガラス板のMesa平坦度と1000mm角のガラス素板のたわみとの関係をプロットしたグラフである。Mesa平坦度は、1000mm角のガラス素板から得られた5枚の75mm角のガラス板のMesa平坦度の平均値である。なお、図中○(実測1)と□(実測2)は測定の日時が異なるものである。また、図中の点線は、75mm角のガラス板のMesa平坦度と1000mm角のガラス素板のたわみとの理論値を示すものである。
【0035】
ここで理論値の算出方法について図8(a)及び(b)を用いて説明する。
図8(a)に示すように、1000mm角のガラス素板が半径rの円弧状に反っていると仮定し、ガラス素板の板幅をT、たわみをWとすると、半径rは三平方の定理より式2で表わすことができる。
【0036】
【数2】
【0037】
一方、図8(b)に示すように、1000mm角のガラス素板を75mmのガラス板に切り出した場合、形状が維持されると仮定すると曲率半径rが同じとなる。ガラス板の板幅をt、Mesa平坦度をFとすると、半径rは三平方の定理より式3で表わすことができる。
【0038】
【数3】
【0039】
式2及び式3により、式4が得られる。
【0040】
【数4】
【0041】
ここで、{W2+(T/2)2}/2WをB、(t/2)2をCとおくと、式4は式5
で表わされ、これをMesa平坦度Fについて解くと式6で表わされる。
【0042】
【数5】
【0043】
【数6】
【0044】
題意よりF=B−(B2−C)1/2となり、ここでたわみWを0.1mm、ガラス素
板の板幅Tを1000mm、ガラス板の板幅tを75mmの時、Mesa平坦度Fは0.56μmとなる。
【0045】
このように算出した理論値と実測値とを比較すると、数ミクロンメートル単位の磁気ディスク用ガラス基板の高低差と、数百ミクロンメートル〜数ミリメートル単位のガラス素板のたわみには数百倍の差異が存在するが、数百倍の差異があるもの同士を比較した割に理論値と実測値に大きな差異がないことが確認された。これにより、1000mm角のガラス素板のたわみと75mm角のMesa平坦度との間に相関関係があることが、理論的にも確認された。なお、算出した理論値と実測値の乖離は切断により開放された応力によりたわみの一部が元に戻ったものと推測される。
【0046】
従って、予め1000mm角のガラス素板のたわみと75mm角のMesa平坦度との相関関係を求めておき、第1切断工程(S4)の後、第2切断工程(S6)より前に1000mm角に切断したガラス素板のたわみを測定する抜き取り検査を行なうことにより、ガラスの成形時の温度管理に素早くフィードバックすることができる。これにより、従来のように2回の切断工程を経た場合と比べて、生産性を向上させることができる。
【0047】
例えば、1000mm角のガラス素板のたわみと75mm角のMesa平坦度との間に図7に示すグラフのような相関関係があるとすると、75mm角のMesa平坦度を6μm以下にするためには、1000mm角のガラス素板のたわみを0.3mm以下にすればよい。従って、抜き取り検査の結果1000mm角のガラス素板のたわみが0.3mmを超えた場合に、成形工程のオペレータに1000mm角のガラス素板のたわみを知らせることで、フロートバス中のそのガラス素板を通過した領域周辺のヒーターの温度を経験則等に従って温度管理することができ、たわみの少ないガラス素板の成形に役立てることができる。
【0048】
また、図7に示すグラフから、75mm角のガラス板のMesa平坦度と1000mm角のガラス素板のたわみとの間の関係を例えばW=25Fとして、W=25Fを基準に許容幅を設定し、その範囲外にあるときに成形工程のオペレータに1000mm角のガラス素板のたわみを知らせることで、たわみの少ないガラス素板の成形に役立てるようにしてもよい。
【0049】
以上説明したように、本実施形態の製造方法によれば、板状ガラスを切断して1000mm角のガラス素板とする第1切断工程(S4)と、1000mm角のガラス素板をφ65mmの磁気ディスクガラス基板より僅かに大きい複数の75mm角のガラス板に切断する第2切断工程(S6)より前に、1000mm角のガラス素板のたわみを測定する抜き取り検査工程(S5)を行なうことにより、抜き取り検査工程(S5)の結果をガラスの成形時の温度管理に早急にフィードバックすることができる。
【0050】
また、抜き取り検査工程(S5)は、ガラス素板の対向する2辺を支持し一方の主表面とセンサ間の距離を測定した後、他方の主表面とセンサ間の距離を測定し、ガラス素板の自重によるたわみを相殺することでガラス素板のたわみを求めることにより、簡易な方法でガラス素板の自重によるたわみの影響を排除して、本来ガラス素板が有しているガラス素板のたわみを測定することができる。なお、たわみ測定は、本実施形態の測定方法に限らず任意の方法を採用することができる。例えば、上記実施形態では、ガラス素板の両面を測定したが、一方の主表面の距離のみを測定し、得られた測定値から予め計算された自重によるたわみ量を差し引いてもよい。また、光学的に三次元画像を取り込んでたわみ量を測定してもよい。
【0051】
また、抜き取り検査工程(S5)におけるガラス素板のたわみを成形工程にフィードバックすることで、たわみの少ないガラス素板の成形に役立てることができる。
【0052】
また、ガラス素板のたわみとガラス板の高低差との相関関係を予め測定し、抜き取り検査工程(S5)は、この相関関係に基づいて抜き取り検査を行なうことにより、様々な種類のガラスに応用することができる。
【0053】
なお、本発明は上述した実施形態に何ら限定されるものではなく、その要旨を逸脱しない範囲において種々の形態で実施し得るものである。
例えば、上記実施形態では例えばノートブックパソコン等に用いられるΦ65mmのガラス基板の製造を例に説明したが、これに限らず、ポータブルMP3プレーヤなどに用いられるφ48mmの1.8インチ基板等、任意のサイズのガラス基板に適用することができる。
【0054】
また、本実施形態は、フロート法によるガラス成形を例に説明したが、これに限らずダウンドロー法にも適用することができる。
【符号の説明】
【0055】
10 Mesa干渉計
11 レーザダイオード光源
12 回折格子
13 カメラアレイ
14 圧電変換機
20 ガラス製造装置
21 溶解槽
22 フロートバス
23 冷却ゾーン
【特許請求の範囲】
【請求項1】
溶融ガラスを板状ガラスに成形し、それを冷却する成形工程と、冷却された前記板状ガラスを切断してガラス素板とする第1切断工程と、前記ガラス素板を切断してガラス板とする第2切断工程と、前記ガラス板を所望の形状に加工する形状加工工程とを有する磁気ディスク用ガラス基板の製造方法であって、
第1切断工程と第2切断工程との間に、前記ガラス素板のたわみを測定する抜き取り検査工程を有し、
前記抜き取り検査工程は、前記ガラス素板の対向する2辺を支持し一方の主表面とセンサ間の距離を測定した後、他方の主表面とセンサ間の距離を測定し、前記ガラス素板の自重によるたわみを相殺することでガラス素板のたわみを求めることを特徴とする磁気ディスク用ガラス基板の製造方法。
【請求項2】
前記抜き取り検査工程における前記ガラス素板のたわみを成形工程にフィードバックする請求項1に記載の磁気ディスクガラス基板の製造方法。
【請求項3】
前記ガラス素板のたわみと前記ガラス板の高低差との相関関係を予め測定し、
前記抜き取り検査工程は、前記相関関係に基づいて抜き取り検査を行なうことを特徴とする請求項1又は2に記載の磁気ディスクガラス基板の製造方法。
【請求項1】
溶融ガラスを板状ガラスに成形し、それを冷却する成形工程と、冷却された前記板状ガラスを切断してガラス素板とする第1切断工程と、前記ガラス素板を切断してガラス板とする第2切断工程と、前記ガラス板を所望の形状に加工する形状加工工程とを有する磁気ディスク用ガラス基板の製造方法であって、
第1切断工程と第2切断工程との間に、前記ガラス素板のたわみを測定する抜き取り検査工程を有し、
前記抜き取り検査工程は、前記ガラス素板の対向する2辺を支持し一方の主表面とセンサ間の距離を測定した後、他方の主表面とセンサ間の距離を測定し、前記ガラス素板の自重によるたわみを相殺することでガラス素板のたわみを求めることを特徴とする磁気ディスク用ガラス基板の製造方法。
【請求項2】
前記抜き取り検査工程における前記ガラス素板のたわみを成形工程にフィードバックする請求項1に記載の磁気ディスクガラス基板の製造方法。
【請求項3】
前記ガラス素板のたわみと前記ガラス板の高低差との相関関係を予め測定し、
前記抜き取り検査工程は、前記相関関係に基づいて抜き取り検査を行なうことを特徴とする請求項1又は2に記載の磁気ディスクガラス基板の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−133884(P2012−133884A)
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願番号】特願2012−84042(P2012−84042)
【出願日】平成24年4月2日(2012.4.2)
【分割の表示】特願2010−281968(P2010−281968)の分割
【原出願日】平成22年12月17日(2010.12.17)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願日】平成24年4月2日(2012.4.2)
【分割の表示】特願2010−281968(P2010−281968)の分割
【原出願日】平成22年12月17日(2010.12.17)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
[ Back to top ]