
磁気ディスク用ガラス基板の製造方法
【課題】外周端部まで主表面の平面度が良好であり、かつ取り代の大きい研削工程を省くことができる磁気ディスク用ガラス基板の製造方法を提供すること。
【解決手段】溶融ガラスの塊を一対の金型を用いてプレス成形してガラスブランクを成形する成形工程と、成形されたガラスブランクをディスク形状のガラス基板に形状加工する形状加工工程と、上記ディスク形状のガラス基板の少なくとも外周端部に面取り面を形成する面取り面形成工程と、面取り面が形成されたガラス基板の主表面を研磨する研磨工程とを含む。成形工程では、一対の主表面の中央部が凹んでおり、かつ中心部から外周端部に向かって板厚が大きくなるガラスブランクを成形し、面取り面形成工程では、主表面と面取り面に隆起部が介在するガラス基板を形成し、研磨工程では、隆起部が主表面と同じ高さとなるようにガラス基板の研磨を行う。
【解決手段】溶融ガラスの塊を一対の金型を用いてプレス成形してガラスブランクを成形する成形工程と、成形されたガラスブランクをディスク形状のガラス基板に形状加工する形状加工工程と、上記ディスク形状のガラス基板の少なくとも外周端部に面取り面を形成する面取り面形成工程と、面取り面が形成されたガラス基板の主表面を研磨する研磨工程とを含む。成形工程では、一対の主表面の中央部が凹んでおり、かつ中心部から外周端部に向かって板厚が大きくなるガラスブランクを成形し、面取り面形成工程では、主表面と面取り面に隆起部が介在するガラス基板を形成し、研磨工程では、隆起部が主表面と同じ高さとなるようにガラス基板の研磨を行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法に関する。
【背景技術】
【0002】
今日、パーソナルコンピュータ、あるいはDVD(Digital Versatile Disc)記録装置等には、データ記録のためにハードディスク装置(HDD:Hard Disk Drive)が内蔵されている。特に、ノート型パーソナルコンピュータ等の可搬性を前提とした機器に用いられるハードディスク装置では、ガラス基板に磁性層が設けられた磁気ディスクが用いられ、磁気ディスクの面上を僅かに浮上させた磁気ヘッド(DFH(Dynamic Flying Height)ヘッド)で磁性層に磁気記録情報が記録され、あるいは読み取られる。この磁気ディスクの基板として、金属基板(アルミニウム基板)等に比べて塑性変形し難い性質を持つことから、ガラス基板が好適に用いられる。
【0003】
磁気ヘッドは例えば磁気抵抗効果型素子を備えているが、このような磁気ヘッドに固有の障害としてサーマルアスペリティ障害を引き起こす場合がある。サーマルアスペリティ障害とは、磁気ディスクの微小な凹凸形状の主表面上を磁気ヘッドが浮上飛行しながら通過するときに、空気の断熱圧縮または接触により磁気抵抗効果型素子が加熱され、読み出しエラーを生じる障害である。そのため、サーマルアスペリティ障害を回避するため、磁気ディスク用ガラス基板の主表面の表面粗さ、平面度などの表面性状は良好なレベルとなるように作製されている。
【0004】
従来の板状ガラス(ガラスブランク)の製造方法としては、垂直ダイレクトプレス法が知られている。このプレス法は、下型上に溶融ガラスの塊を供給し、上型を使用して溶融ガラスの塊(溶融ガラス塊)をプレス成形する方法である(特許文献1、図4等)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−269762号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、公知の垂直ダイレクトプレス法は、作製されるガラスブランクの平面度(形状精度)が悪いという問題がある。この理由は以下のとおりである。
垂直ダイレクトプレス法では、下型上に溶融ガラス塊を配置した直後から溶融ガラス塊のうち下型との接触面および接触面に近い部分のみが急激には冷却されて固化することになる。ガラスは熱伝導率が低いため、溶融ガラス塊が下型と接触している間においても溶融ガラス塊の上方の部分(後で上型と接触する部分)は高温のままである。その後、その上方の部分が上型と接触して急激に冷却されて固化することになる。したがって、垂直ダイレクトプレス法の場合、溶融ガラス塊がガラスブランクに成形される過程では、溶融ガラス塊の下側と上側とで冷却されて固化するタイミングにずれが生じており、その結果、上側で凹形状に反ってしまい、ガラスブランクの平面度の増加(悪化)が生じてしまう。上記タイミングのずれは、垂直ダイレクトプレス法のプレス方式上、抜本的に抑制することができない。
さらに、垂直ダイレクトプレス法では、溶融ガラス塊を下型に貼り付いて除去できなくなることを防止するために、例えばBN(ボロンナイトライド)等の離型材((mold)release agent)を予め金型に付着させておく必要があるが、このような離型材がガラスブランクに付着したままでは表面粗さを小さくすることができない。また、平面度が良好なガラスブランクを作製するには、上型と下型の温度を極力同じにすることが好ましいが、離型材が下型に付着していると下型の熱伝導率が悪化するため、プレス成形過程においてガラスブランクの両面を均一に冷却することが困難となる。したがって、垂直ダイレクトプレス法で作製されたガラスブランクは、その平面度を改善し、かつガラスブランクの表面に突き刺さった離型材を除去するため、後工程で研削等による除去工程が必須である。
【0007】
平面度の向上のために研削工程における取り代(削り量)を大きくすると、ガラスブランクの表面に深いクラックが入るため、深いクラックが残留しないように、さらに後工程である研磨工程においても取り代(研磨量)は必然的に大きくなる。しかし、遊離砥粒および樹脂ポリッシャを用いる研磨工程において取り代を大きくすると、ガラスブランクの主表面の外周端部近傍が丸く削られて、端部にだれ(以下、「ロールオフ」という。)が発生する。すなわち、このロールオフが所定値以上の場合、ガラスブランクの外周端部近傍は丸く削られて落ち込んだ形となるため、このガラスブランクをガラス基板として用いて磁気ディスクを作製したとき、外周端部近傍の磁性層と磁気ヘッドとの間の距離が、ガラス基板の別の部分(例えば内周あるいは中周部分)における磁気ヘッドの浮上距離より大きくなる。その結果、外周端部近傍の磁性層において磁気ヘッドの記録及び読み出しの動作が正確でなくなる。一方、ロールオフとは逆に、外周端部がスキージャンプ(隆起)形状であった場合は、磁気ディスクと磁気ヘッドとの距離が近づきすぎ、衝突してクラッシュするなどの深刻な問題が出てくる。
【0008】
上述した観点から、本発明は、外周端部における極端なロールオフやスキージャンプの発生を抑制した磁気ディスク用ガラス基板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題に直面して本発明者らが鋭意研究を重ねた結果、発明者らは新たなプレス成形方法を考案した。すなわち、本実施形態のガラスブランクの製造方法では、落下中の溶融ガラス塊を、溶融ガラス塊の落下方向に対して直交する方向(水平方向)に対向配置された一対の金型(プレス成形型)によりプレス成形する水平ダイレクトプレス法を採用している。この水平ダイレクトプレス法において溶融ガラス塊は、プレス成形されるまでの間、従来の垂直ダイレクトプレス法とは異なり、溶融ガラス塊よりも温度の低い部材に一時的に接触・保持されない。このため、プレス成形の開始直前の時点において、垂直ダイレクトプレス法では溶融ガラス塊の内部の粘度分布がプレス成形時に非常に広くなるのに対して、本実施形態の水平ダイレクトプレスでは、溶融ガラス塊の粘度分布は均一に保たれる。よって、垂直ダイレクトプレス法と比べて、水平ダイレクトプレス法では、プレス成形される溶融ガラス塊を均一に薄く延伸させることが極めて容易である。したがって、結果的に、垂直ダイレクトプレス法を利用してガラスブランクを作製した場合と比べて、水平ダイレクトプレス法を利用してガラスブランクを作製した場合では、平面度の低下を抜本的に抑制することが極めて容易である。
【0010】
上記水平ダイレクトプレス法によれば平面度の良好なガラスブランクを作製できるため、垂直ダイレクトプレス法と比較すると、後工程の主表面の研削工程において、平面度を改善するための取り代を低減することができる。しかしながら、研磨工程では、特にサイズの小さい遊離砥粒および/または比較的硬度の低い樹脂ポリッシャを用いると、ガラスブランクの主表面の外周端部近傍が丸く削られて、従来と同様に端部にロールオフが生じた。
【0011】
そこで、発明者らはさらに鋭意研究を重ねた結果、外周端部におけるロールオフの発生を抑制すべく、研磨工程で生ずる端部のロールオフを見越したガラスブランクの形状を成形することで、磁気ディスク用ガラス基板の外周端部におけるロールオフの発生を抑制することができることを見出した。そのようなガラスブランクは、一対の主表面の中央部が凹んでおり、かつ中心部から外周端部に向かって板厚が大きくなる形状を備えたものである。発明者らによれば、上記ガラスブランクの形状によって外周端部におけるロールオフの発生が抑制される原理は以下のとおりである。
すなわち、成形されたガラスブランクはディスク形状のガラス基板に形状加工されるが、このディスク状のガラス基板もまた、中央部が凹んでおり、かつ中心部から外周端部に向かって板厚が大きくなる形状となる。次にこのディスク状のガラス基板の外周端部において面取り面が形成されるが、面取り面の形成前にガラス基板の主表面が中央から外周端部にかけて上り勾配になっているため、外周端部に面取り面を形成すると、主表面と面取り面の間に隆起部が形成されるようになる。外周端部に隆起部が形成されたガラス基板に対して主表面の研磨を行うと、研磨によるロールオフの作用が隆起部に生じるため、隆起部が除去される。その結果、主表面は、面取り面の起点まで平面度が高いものとなり、外周端部におけるロールオフの発生が抑制される。
【0012】
上述した観点から、本発明は、溶融ガラスの塊を一対の金型を用いてプレス成形してガラスブランクを成形する成形工程と、成形されたガラスブランクをディスク形状のガラス基板に形状加工する形状加工工程と、上記ディスク形状のガラス基板の少なくとも外周端部に面取り面を形成する面取り面形成工程と、面取り面が形成されたガラス基板の主表面を研磨する研磨工程とを含む、磁気ディスク用ガラス基板の製造方法であって、上記成形工程では、一対の主表面の中央部が凹んでおり、かつ中心部から外周端部に向かって板厚が大きくなるガラスブランクを成形し、上記面取り面形成工程では、主表面と上記面取り面に隆起部が介在するガラス基板を形成し、上記研磨工程では、上記隆起部が除去されるようにガラス基板の研磨を行うことを特徴とする。
【0013】
上記磁気ディスク用ガラス基板の製造方法において、好ましくは、成形工程では、落下中の上記溶融ガラスの塊を、その落下方向と直交する方向から上記一対の金型を用いてプレス成形することを特徴とする。
【0014】
上記磁気ディスク用ガラス基板の製造方法において、好ましくは、成形工程では、上記金型の溶融ガラスと接触する部分の温度が、上記一対の金型間で実質的に同一の温度となるようにプレス成形することを特徴とする。
【0015】
上記磁気ディスク用ガラス基板の製造方法において、成形工程により成形されたガラスブランクに対して、上記研磨工程では取り代50μm以下の研磨加工を施して磁気ディスク用ガラス基板を製造することを特徴とする
【発明の効果】
【0016】
本発明の磁気ディスク用ガラス基板の製造方法によれば、外周端部におけるロールオフの発生を抑制することができる。
【図面の簡単な説明】
【0017】
【図1】実施形態の磁気ディスク用ガラス基板の外観形状を示す斜視図。
【図2】実施形態の磁気ディスク用ガラス基板の製造方法の一実施形態のフローを示す図。
【図3】実施形態のプレス成形において用いられる装置の平面図。
【図4】実施形態のプレス成形を示す図。
【図5】ゴブ形成形を用いた実施形態のプレス成形の変形例を示す図。
【図6】切断ユニットを用いないようにした、実施形態のプレス成形の変形例を示す図。
【図7】軟化炉で加熱した光学ガラスを用いた実施形態のプレス成形の変形例を示す図。
【図8】実施形態のプレス成形方法の変形例を示す図。
【図9】ガラス基板の外周端部の加工方法を順に示す図。
【図10】ガラス基板の端部形状のダブオフ値の算出方法を概念的に説明するための図。
【発明を実施するための形態】
【0018】
以下、本実施形態の磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法について詳細に説明する。
【0019】
[磁気ディスク用ガラス基板]
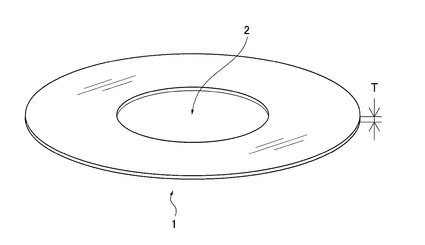
図1に示すように、本実施形態における磁気ディスク用ガラス基板1は、円環状の薄板のガラス基板である。磁気ディスク用ガラス基板のサイズは問わないが、例えば、公称直径2.5インチの磁気ディスク用ガラス基板として好適である。公称直径2.5インチの磁気ディスク用ガラス基板の場合、例えば、外径が65mm、中心穴2の径が20mm、板厚Tが0.6〜1.0mmである。実施形態の磁気ディスク用ガラス基板の主表面の平面度は例えば4μm以下であり、主表面の表面粗さ(算術平均粗さRa)は例えば0.2nm以下である。なお、最終製品である磁気ディスク用基板に求められる平面度は、例えば4μm以下である。
【0020】
本実施形態における磁気ディスク用ガラス基板の材料として、アルミノシリケートガラス、ソーダライムガラス、ボロシリケートガラスなどを用いることができる。特に、化学強化を施すことができ、また主表面の平面度及び基板の強度において優れた磁気ディスク用ガラス基板を作製することができるという点で、アルミノシリケートガラスを好適に用いることができる。
【0021】
本実施形態の磁気ディスク用ガラス基板の組成を限定するものではないが、本実施形態のガラス基板は好ましくは、酸化物基準に換算し、モル%表示で、SiO2を50〜75%、Al2O3を1〜15%、Li2O、Na2O及びK2Oから選択される少なくとも1種の成分を合計で5〜35%、MgO、CaO、SrO、BaO及びZnOから選択される少なくとも1種の成分を合計で0〜20%、ならびにZrO2、TiO2、La2O3、Y2O3、Ta2O5、Nb2O5及びHfO2から選択される少なくとも1種の成分を合計で0〜10%、有する組成からなるアルミノシリケートガラスである。
【0022】
[実施形態の磁気ディスク用ガラス基板の製造方法]
次に、図2を参照して、磁気ディスク用ガラス基板の製造方法のフローを説明する。図2は、磁気ディスク用ガラス基板の製造方法の一実施形態のフローを示す図である。
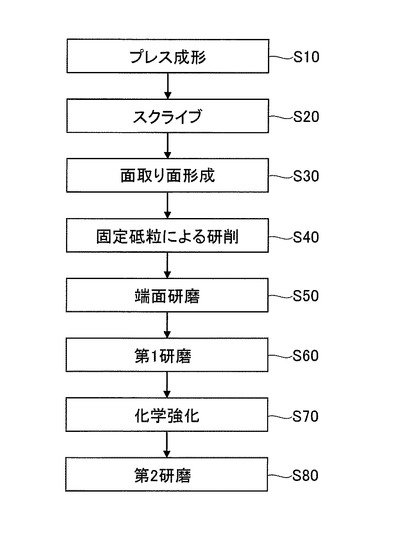
図2に示すように、本実施形態の磁気ディスク用ガラス基板の製造方法では先ず、円板上のガラスブランクをプレス成形により作製する(ステップS10)。次に、成形されたガラスブランクをスクライブして、円環状のガラス基板を作製する(ステップS20)。次に、スクライブされたガラス基板の内周端部および外周端部に対して面取り面の形成(チャンファリング加工)を行う(ステップS30)。次に、ガラス基板に対して固定砥粒による研削を施す(ステップS40)。次に、ガラス基板の端面研磨を行う(ステップS50)。次に、ガラス基板の主表面に第1研磨を施す(ステップS60)。次に、第1研磨後のガラス基板に対して化学強化を施す(ステップS70)。次に、化学強化されたガラス基板に対して第2研磨を施す(ステップS80)。以上の工程を経て、磁気ディスク用ガラス基板が得られる。
以下、各工程について、詳細に説明する。
【0023】
(a)プレス成形工程(ステップS10)
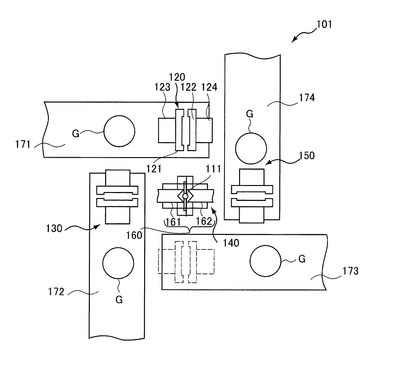
先ず図3を参照して、プレス成形工程について説明する。図3は、プレス成形において用いられる装置の平面図である。図3に示されるように、装置101は、4組のプレスユニット120,130,140,150と、切断ユニット160と、切断刃165(図2には不図示)を備える。切断ユニット160は、溶融ガラス流出口111から流出する溶融ガラスの経路上に設けられる。装置101は、切断ユニット160によって切断されてできる溶融ガラスの塊(以降、ゴブともいう)を落下させ、そのとき、塊の落下経路の両側から、互いに対向する一対の型の面で塊を挟み込みプレスすることにより、ガラスブランクを成形する。
具体的には、図4に示されるように、装置101は、溶融ガラス流出口111を中心として、4組のプレスユニット120,130,140及び150が90度おきに設けられている。
【0024】
プレスユニット120,130,140及び150の各々は、図示しない移動機構によって駆動されて、溶融ガラス流出口111に対して進退可能となっている。すなわち、溶融ガラス流出口111の真下に位置するキャッチ位置(図3においてプレスユニット140が実線で描画されている位置)と、溶融ガラス流出口111から離れた退避位置(図3において、プレスユニット120,130及び150が実線で描画されている位置及び、プレスユニット140が破線で描画されている位置)との間で移動可能となっている。
【0025】
切断ユニット160は、キャッチ位置(プレスユニットによるゴブの捕獲位置)と溶融ガラス流出口111との間の溶融ガラスの経路上に設けられ、溶融ガラス流出口111から流出される溶融ガラスを適量に切り出して溶融ガラスの塊を形成する。切断ユニット160は、一対の切断刃161及び162を有する。切断刃161及び162は、一定のタイミングで溶融ガラスの経路上で交差するよう駆動され、切断刃161及び162が交差したとき、溶融ガラスが切り出されてゴブが得られる。得られたゴブは、キャッチ位置に向かって落下する。
【0026】
プレスユニット120は、第1の型121、第2の型122、第1駆動部123及び第2駆動部124を有する。第1の型121と第2の型122の各々は、ゴブをプレス成形するための面を有するプレート状の部材である。この2つの面の法線方向が略水平方向となり、この2つの面が互いに平行に対向するよう配置されている。第1駆動部123は、第1の型121を第2の型122に対して進退させる。一方、第2駆動部124は、第2の型122を第1の型121に対して進退させる。第1駆動部123及び第2駆動部124は、例えばエアシリンダやソレノイドとコイルばねを組み合わせた機構など、第1駆動部123の面と第2駆動部124の面とを急速に近接させる機構を有する。
なお、プレスユニット130,140及び150の構造は、プレスユニット120と同様であるため、説明は省略する。
【0027】
プレスユニットの各々は、キャッチ位置に移動した後、第1駆動部と第2駆動部の駆動により、落下するゴブを第1の型と第2の型の問で挟み込んで所定の厚さに成形すると共に急速冷却し、円形状のガラスブランクGを作製する。つぎに、プレスユニットは退避位置に移動した後、第1の型と第2の型を引き離し、成形されたガラスブランクGを落下させる。プレスユニット120,130,140及び150の退避位置の下には、第1コンベア171、第2コンベア172、第3コンベア173及び第4コンベア174が設けられている。第1〜第4コンベア171〜174の各々は、対応する各プレスユニットから落下するガラスブランクGを受け止めて図示しない次工程の装置にガラスブランクGを搬送する。
【0028】
装置101では、プレスユニット120,130,140及び150が、順番にキャッチ位置に移動して、ゴブを挟み込んで退避位置に移動するよう構成されているため、各プレスユニットでのガラスブランクGの冷却を待たずに、連続的にガラスブランクGの成形を行うことができる。
【0029】
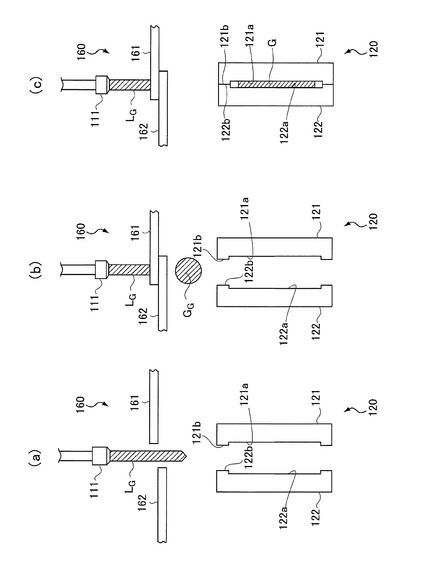
図4(a)〜(c)は、装置101を用いたプレス成形をより具体的に説明している。図4(a)は、ゴブを作る以前の状態を示す図であり、図4(b)は、切断ユニット160によってゴブが作られた状態を示す図であり、図4(c)は、ゴブをプレスすることによりガラスブランクGが成形された状態を示す図である。
【0030】
図4(a)に示されるように、溶融ガラス流出口111から、溶融ガラス材料LGが連続的に流出される。このとき、所定のタイミングで切断ユニット160を駆動し、切断刃161及び162によって溶融ガラス材料LGを切断する(図4(b))。これにより、切断された溶融ガラスは、その表面張力によって、概略球状のゴブGGとなる。溶融ガラス材料LGの時間当たりの流出量及び切断ユニット160の駆動間隔の調整は、目標とするガラスブランクGの大きさ、板厚から定まる体積に応じて適宜行われてよい。
【0031】
作られたゴブGG は、プレスユニット120の第1の型121と第2の型122の隙間に向かって落下する。このとき、ゴブGG が第1の型121と第2の型122の隙間に入るタイミングで、第1の型121と第2の型122が互いに近づくように、第1駆動部123及び第2駆動部124(図4参照)が駆動される。これにより、図4(c)に示されるように、第1の型121と第2の型122の間にゴブGG が捕獲(キャッチ)される。さらに、第1の型121の内周面121aと第2の型122の内周面122aとが、微小な間隔にて近接した状態になり、第1の型121の内周面121aと第2の型122の内周面122aの間に挟み込まれたゴブGG が、薄板状に成形される。なお、第1の型121の内周面121aと第2の型122の内周面122aの間隔を一定に維持するために、第1の型121の内周面121aおよび第2の型122の内周面122aにはそれぞれ、突起121bおよび突起122bが設けられる。すなわち、突起121bおよび突起122bが当接することによって、第1の型121の内周面121aと第2の型122の内周面122aの間隔は一定に維持されて、板状の空間が作られる。
このプレス成形工程で一対の金型121,122を用いてプレス成形するが、本実施形態におけるプレス成形では、ガラスブランクの外形は金型の形状によって規制されない。すなわち、図4(c)に示すように、閉型により引き伸ばされたゴブが型の突起121b,122bまで到達することはない。
【0032】
第1の型121及び第2の型122には、図示しない温度調節機構が設けられており、第1の型121及び第2の型122の温度は、溶融ガラスLGのガラス転移温度(Tg)よりも十分に低い温度に保持されている。また、プレス成形工程において、第1の型121及び第2の型122に離型材を付着させる必要はない。
【0033】
なお、ゴブGGをプレス成形する際の第1の型121の内周面121aと第2の型122の内周面122aの対向位置における温度差と、プレス成形後に得られるガラスブランクの平面度との間には相関関係が存在する。つまり、第1の型121の内周面121aと第2の型122の内周面122aの対向位置における温度差が小さいほど、プレス成形後に得られるガラスブランクの平面度は良好なものとなる。これは、一対の型の間の温度がより近い場合には、高温のゴブGGが型の内周面に接触して急激に冷却するときに熱的均衡が実現されるため、冷却段階での一対の金型間での微小な熱変形度合いの差に起因して生じうるガラスブランクの平面度の低下を、より抑制することができるためである。
そこで、この相関関係を既知としたならば、磁気ディスク用ガラス基板に要求される平面度を実現するための一対の金型間(第1の型121の内周面121aと第2の型122の内周面122aの間)の温度差(絶対値)の最大値が分かる。そこで、一対の金型間の温度差をその最大値以下となるように制御することで、磁気ディスク用ガラス基板に要求される平面度を実現することができる。例えば、磁気ディスク用ガラス基板に要求される平面度を4μmとしたならば、一対の金型間の上記温度差を10℃以内とした状態でプレス成形を行うようにする。
磁気ディスク用ガラス基板に要求される平面度に応じて上記温度差は、上記相関関係から適宜決定してよいが、以下の観点から決定してもよい。
本実施形態の磁気ディスク用ガラス基板は、最終製品である磁気ディスクとして、ハードディスク装置内で熱膨張係数の高い金属製のスピンドルに軸支されて組み込まれるため、磁気ディスク用ガラス基板の熱膨張係数もスピンドルと同程度に高いことが好ましい。このため、磁気ディスク用ガラス基板の熱膨張係数が高くなるように磁気ディスク用ガラス基板の組成は定められている。磁気ディスク用ガラス基板の熱膨張係数は、例えば、30〜100×10-7(K-1)の範囲内であり、好ましくは、50〜100×10-7(K-1)の範囲内である。上記熱膨張係数は、磁気ディスク用ガラス基板の温度100度と温度300度における線膨張率を用いて算出される値である。熱膨張係数は、例えば30×10-7(K-1)未満または100×10-7より大きい場合、スピンドルの熱膨張係数との差が大きくなり好ましくない。この点から、熱膨張係数が高い磁気ディスク用ガラス基板を作製する際、上記プレス成形工程においてガラスブランクの主表面周りの温度条件を揃える。一例として、第1の型121の内周面121aと第2の型122の内周面122aの温度が実質的に同一になるように温度管理をすることが好ましい。実質的に温度が同一となるように温度管理される場合、例えば、温度差は5度以下であることが好ましい。上記温度差は、より好ましくは3度以下であり、特に好ましくは1度以下である。
金型間の温度差は、第1の型121の内周面121aおよび第2の型122の内周面122aのそれぞれの表面から型の内部に1mm移動した地点であって、内周面121aおよび内周面122aの互いに対向する地点(例えば、ガラスブランクの中心位置に対応する地点や内周面121aおよび内周面122aの中心点)で、熱電対を用いて計測するときの温度の差分である。
【0034】
装置101では、ゴブGG が第1の型121の内周面121a又は第2の型122の内周面122aに接触してから、第1の型121と第2の型122とがゴブGGを完全に閉じ込める状態になるまでの時間は約0.06秒と極めて短い。このため、ゴブGG は極めて短時間の内に第1の型121の内周面121a及び第2の型122の内周面122aに沿って広がって略円形状に成形され、さらに、急激に冷却されて非晶質のガラスとして固化する。これによって、ガラスブランクGが作製される。なお、本実施形態において成形されるガラスブランクGの大きさは、目的とする磁気ディスク用ガラス基板の大きさにもよるが、例えば、直径20〜200mm程度である。
【0035】
また、本実施形態のプレス成形方法では、第1の型121の内周面121a及び第2の型122の内周面122aが形状転写された形でガラスブランクGが形成されるため、一対の型の内周面の平面度および平滑性は、目的とする磁気ディスク用ガラス基板のそれと同等なものとしておくことが好ましい。この場合、プレス成形後に、ガラスブランクGに対する表面加工工程、すなわち研削および研磨工程は不要とすることができる。すなわち、本実施形態のプレス成形方法において成形されるガラスブランクGは、最終的に得られる磁気ディスク用ガラス基板の目標板厚と同一の板厚であってよい。例えば、ガラスブランクGは、厚さ0.2〜1.1mmの円形状の板である。内周面121a及び内周面122aの表面粗さは、ガラスブランクGの算術平均粗さRaが0.001〜0.1μmとなるように、好ましくは、0.0005〜0.05μmとなるように調整される。
【0036】
第1の型121と第2の型122が閉じられた後、プレスユニット120は速やかに退避位置に移動し、代わりに、他のプレスユニット130がキャッチ位置に移動し、このプレスユニット130によって、ゴブGG のプレスが行われる。
【0037】
プレスユニット120が退避位置に移動した後、ガラスブランクGが十分に冷却されるまで(少なくとも屈服点よりも低い温度となるまで)、第1の型121と第2の型122は閉じた状態を維特する。この後、第1駆動部123及び第2駆動部124が駆動されて第1の型121と第2の型122が離間し、ガラスブランクGは、プレスユニット120を離れて落下し、下部にあるコンベア171に受け止められる(図3参照)。
【0038】
装置101では、上記のように、0.1秒以内(約0.06秒)という極めて短時間の問に第1の型121と第2の型122が閉じられ、第1の型121の内周面121aと第2の型122の内周面122aの全体に、略同時に溶融ガラスが接触することになる。このため、第1の型121の内周面121aと第2の型122の内周面122aが局所的に加熱されることは無く、内周面121aと内周面122aに歪みは殆ど生じない。また、溶融ガラスから第1の型121及び第2の型122に熱が移動する前に、溶融ガラスが円形状に成形されるため、成形される溶融ガラスの温度分布は略一様なものとなる。このため、溶融ガラスの冷却時、ガラス材料の収縮量の分布は小さく、ガラスブランクGの歪みが大きく発生することはない。したがって、作製されたガラスブランクGの主表面の平面度は、従来の上下型のプレス成形により作製されるガラスブランクに比べて向上する。
【0039】
なお、図4に示す例では、切断刃161及び162を用いて、流出する溶融ガラスLGを切断することによって略球状のゴブGGが形成される。しかしながら、溶融ガラス材料LG の粘度が、切り出そうとするゴブGGの体積に対して小さい場合は、溶融ガラスLGを切断するのみでは切断されたガラスが略球状とはならず、ゴブが作れない。このような場合は、ゴブを作るためのゴブ形成形を用いる。
【0040】
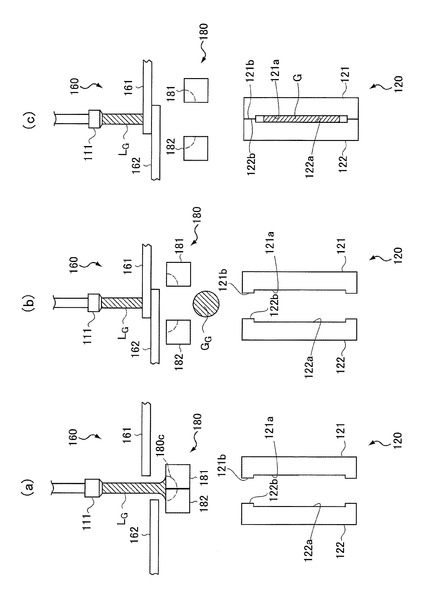
図5(a)〜(c)は、図4に示す実施形態の変形例を説明する図である。この変形例ではゴブ形成形を用いる。図5(a)は、ゴブを作る前の状態を示す図であり、図5(b)は、切断ユニット160及びゴブ形成形180によってゴブGGが作られた状態を示す図であり、図5(c)は、ゴブGGをプレス成形してガラスブランクGが作られた状態を示す図である。
図5(a)に示すように、プレスユニット120は、ブロック181,182を溶融ガラスLGの経路上で閉じることにより溶融ガラスLGの経路が塞がれ、ブロック181,182で作られる凹部180Cで、切断ユニット160で切断された溶融ガラスLGの塊が受け止められる。この後、図5(b)に示すように、ブロック181,182が開かれることにより、凹部180Cにおいて球状となった溶融ガラスLGが一度にプレスユニット120に向けて落下する。この落下時、ゴブGGは、溶融ガラスLGの表面張力により球状になる。球状のゴブGGは、落下途中、図5(c)に示すように、第1の型121と第2の型122とに挟まれてプレス成形されることにより、円形状のガラスブランクGが作製される。
【0041】
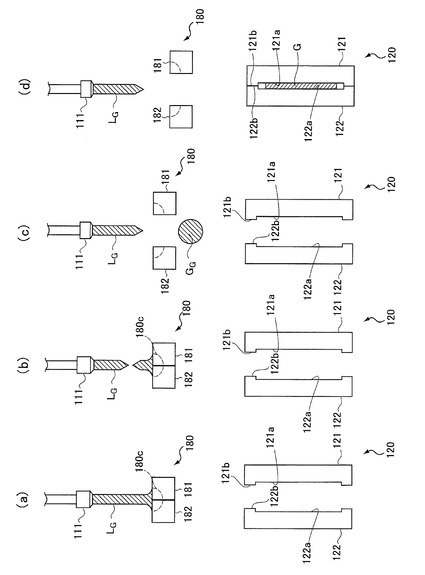
あるいは、図6(a)〜(d)に示すように、装置101は、図5(a)〜(c)に示す切断ユニット160を用いずに、ゴブ形成形180を、溶融ガラスLGの経路に沿って上流側方向あるいは下流側方向に移動させる移動機構を用いてもよい。図6(a)〜(d)は、ゴブ形成形180を使用する変形例を説明する図である。図6(a),(b)は、ゴブGGが作られる前の状態を示す図であり、図6(c)は、ゴブ形成形180によってゴブGGが作られた状態を示す図であり、図6(d)は、ゴブGGをプレス成形してガラスブランクGが作られた状態を示す図である。
図6(a)に示すように、ブロック181,182によって作られる凹部180Cが溶融ガラス流出口111から流出する溶融ガラスLGを受け止め、図6(b)に示すように、所定のタイミングでブロック181,182を溶融ガラスLGの流れの下流側に素早く移動させる。これにより、溶融ガラスLGが切断される。この後、所定のタイミングで、図6(c)に示すように、ブロック181,182が離間する。これにより、ブロック181,182で保持されている溶融ガラスLGは一度に落下し、ゴブGGは、溶融ガラスLGの表面張力により球状になる。球状のゴブGGは、落下途中、図6(d)に示すように、第1の型121と第2の型122とに挟まれてプレス成形されることにより、円形状のガラスブランクGが作製される。
【0042】
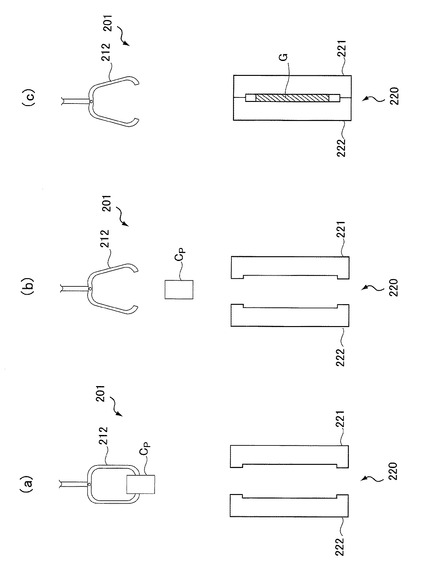
図7(a)〜(c)は、ゴブGGとの代わりに図示されない軟化炉で加熱した光学ガラスの塊CPを落下させ、落下途中の両側から型221,222で挟んでプレス成形する変形例を説明する図である。図7(a)は、加熱した光学ガラスの塊を成形する前の状態を示す図であり、図7(b)は、光学ガラスの塊を落下する状態を示す図であり、図7(c)は、光学ガラスの塊をプレス成形してガラスブランクGが作られた状態を示す図である。
図7(a)に示すように、装置201は、光学ガラスの塊CPをガラス材把持機構212でプレスユニット220の上部の位置に搬送し、この位置で、図7(b)に示すように、ガラス材把持機構212による光学ガラスの塊CPの把持を開放して、光学ガラスの塊CPを落下させる。光学ガラスの塊CPは、落下途中、図7(c)に示すように、第1の型221と第2の型222とに挟まれて円形状のガラスブランクGが成形される。第1の型221及び第2の型222は、図5に示す第1の型121及び第2の型122と同じ構成及び作用をするので、その説明は省略する。
【0043】
[プレス成形方法の変形例]
次に、プレス成形方法の好ましい変形例について説明する。
このプレス成形方法では、後工程において、外周端部におけるロールオフの発生を抑制することができるガラス基板を作製することができるようにすべく、一対の主表面の中央部が凹んでおり、かつ中心部から外周端部に向かって板厚が大きくなるガラスブランク(言わば凹レンズ形状のガラスブランク)が成形される。上記形状のガラスブランクは、図4に示した金型の内周面121aおよび内周面122aを凸形状とすることで作製されうるが、微小な凸量の内周面を形成することが加工上困難となる場合が考えられる。そこで、金型の内周面は平坦にしつつ金型の外周面にヒートシンクを設けることで、金型の内周面上の熱膨張量の違いに起因する金型の熱変形によって内周面を凸形状とすることができる。
以下、金型の外周面にヒートシンクを設けてプレス成形を行って上記形状のガラスブランクを作製する方法について、図8を参照してさらに説明する。
【0044】
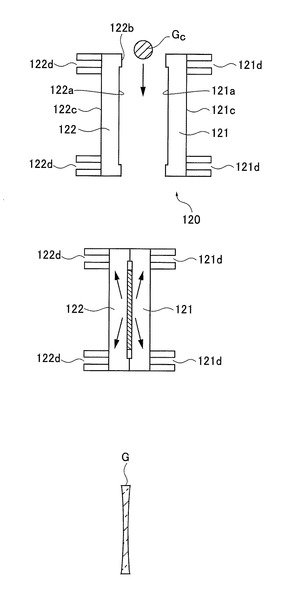
この変形例では、図8(a)に示されるように、図4(a)〜(c)に示される第1の型121及び第2の型122において、平面状のプレス成形面である内周面121aおよび内周面122aのそれぞれに対して反対側の外周面121cおよび122cの外周縁に、円板状のガラスブランクの外周を取り巻くようにヒートシンク121d,122dが設けられる。第1の型121および第2の型122にヒートシンク121d,122dが設けられることにより、プラス成形中の第1の型121および第2の型122には、図8(b)に示すような熱の流れが生じ、プレス成形中のガラスブランクの外周側の部分と中心部側では冷却に差が生じる。これにより、プレス成形後のガラスブランクGは、図8(c)に示すように、成形されたガラスブランクGの断面形状が中心部から外周端部に向かって板厚が大きくなる凹形状のガラスブランクが成形される。
図8(c)に示すような凹形状の断面を有するガラスブランクGの板厚について、最大厚さと最小厚さの差は、例えば8μm以下である。
【0045】
このようなプレス成形の形態においても、金型のプレスの開始から、プレスされたガラスブランクの温度が歪点に下がるまでの期間、金型の両側のプレス成形面のガラスブランクと接触する部分の温度が、プレス成形面の間で実質的に同一になるようにガラスブランクをプレスすることが好ましい。その場合、言わば凹レンズ形状のガラスブランクの断面形状は、一対の主表面を上下としたときに上下線対称となり、各主表面で凹み量は例えば4μm以下である。したがって、磁気ディスク用ガラス基板として求められる目標平面度を4μm以下とするならば、プレス成形の後に、ガラス基板の平面度を改善するための研削工程を少なくとも1工程省くことができるか、または研削工程を省くことができる。また、図8(c)に示したように、断面形状が中心部から外周端部に向かって板厚が大きくなるガラスブランクが成形されるので、研削工程を行う場合には、ガラスブランクの板厚が厚い外周縁が研削加工の起点となり易く、その結果、効率のよい研削をすることができる。
【0046】
なお、図8(a),(b)に示す金型の形態は、ヒートシンク121d,122dを設け、図8(b)に示すような熱の流れを作るものであるが、このような熱の流れを実現して、図8(c)に示すような凹状のガラスブランクGを作製するには、プレス成形中のガラスブランクGの中心部分に対応する第1の型121および第2の型122の外周面121c,122cの部分に熱源を設ける形態を採用することもできる。
【0047】
図8に示したように、一対の主表面の中央部が凹んでおり、かつ中心部から外周端部に向かって板厚が大きくなるガラスブランクを作製するのは、外周端部におけるロールオフの発生を抑制することができるガラス基板を作製するためである。
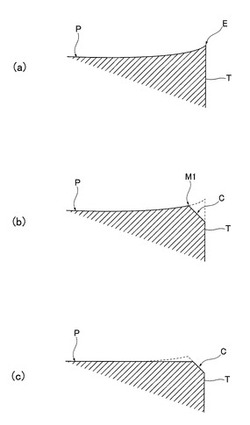
以下では、図8に示したプレス成形によって得られたガラスブランクGを元にして磁気ディスク用ガラス基板を作製する場合の各工程の処理について、適宜図9を参照して説明する。なお、図9はガラス基板の外周端部の加工方法を順に示す図であり、(a)〜(c)は外周端部のみを拡大して示している。
【0048】
(b)スクライブ工程(ステップS20;形状加工工程)
プレス成形工程の後に、スクライブ工程が行われる。スクライブ工程では、成形されたガラスブランクGに対してスクライブが行われる。
ここでスクライブとは、成形されたガラスブランクGを所定のサイズのリング形状とするために、ガラスブランクGの表面に超鋼合金製あるいはダイヤモンド粒子からなるスクライバにより2つの同心円(内側同心円および外側同心円)状の切断線(線状のキズ)を設けることをいう。2つの同心円の形状にスクライブされたガラスブランクGは、部分的に加熱され、ガラスブランクGの熱膨張の差異により、外側同心円の外側部分および内側同心円の内側部分が除去される。これにより、円環状のガラス基板が得られる。スクライブ工程で得られるガラス基板は、元のガラスブランクGと同様に、中心部から外周端部に向かって板厚が大きくなる形状となっている。すなわち、スクライブ工程で得られるガラス基板の外周端部は、図9(a)に示す形状となっている。
なお、ガラスブランクに対してコアドリル等を用いて円孔を形成することにより円環状のガラス基板を得ることもできる。
【0049】
(c)面取り面形成工程(ステップS30)
次に、面取り面形成工程について説明する。面取り面形成工程では、スクライブ工程後のガラス基板の端部に対するチャンファリング加工(外周端部および内周端部の面取り加工)を含む。チャンファリング加工は、スクライブ工程後のガラス基板の外周端部および内周端部において、主表面と、主表面と垂直な側壁部との間で、ダイヤモンド砥石により面取りを施す形状加工である。面取り角度は、主表面に対して例えば40〜50度である。
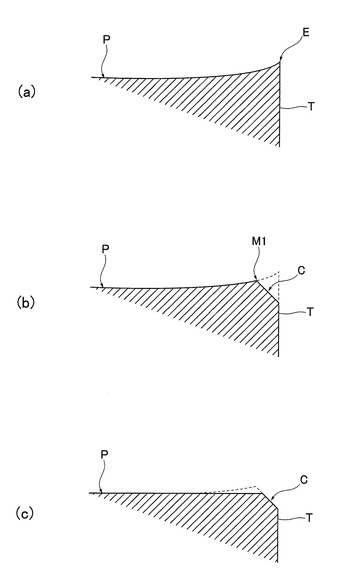
ここで、スクライブ工程後のガラス基板の主表面は、図9(a)に示したように、中央から外周端部にかけて上り勾配になっている。そのため、スクライブ工程後のガラス基板の主表面Pの外周端部に対して面取り面を形成すると、面取り面形成後のガラス基板は、図9(b)に示したようになる。つまり、主表面Pと端面Tとの間に介在したエッジ部Eが削られて、主表面Pと面取り面Tの間に隆起部M1が形成されるようになる。
【0050】
(d)固定砥粒による研削工程(ステップS40)
固定砥粒による研削工程では、遊星歯車機構を備えた両面研削装置を用いて、形状加工工程後のガラス基板の主表面に対して研削加工(機械加工)を行う。研削による取り代は、例えば数μm〜100μm程度である。両面研削装置は、上下一対の定盤(上定盤および下定盤)を有しており、上定盤および下定盤の間にガラス基板が狭持される。そして、上定盤または下定盤のいずれか一方、または、双方を移動操作させることで、ガラス基板と各定盤とを相対的に移動させることにより、このガラス基板の両主表面を研削することができる。なお、遊星歯車機構を備えた両面研削装置の例については、特開2008−254166号公報を参照されたい。
なお、本実施形態のプレス成形工程では、極めて平面度の高いガラスブランクを作製できるため、この研削工程を行わなくてもよい。また、研削工程の前に、研削工程で用いた装置と同様の両面研削装置およびアルミナ系遊離砥粒を用いたラッピング工程を行ってもよい。
【0051】
(e)端面研磨工程(ステップS50)
次に、研削工程後のガラス基板の端面研磨が行われる。
端面研磨では、ガラス基板の内周端面及び外周端面をブラシ研磨により鏡面仕上げを行う。このとき、酸化セリウム等の微粒子を遊離砥粒として含むスラリーが用いられる。端面研磨を行うことにより、ガラス基板の端面での塵等が付着した汚染、ダメージあるいはキズ等の損傷の除去を行うことにより、サーマルアスペリティの発生の防止や、ナトリウムやカリウム等のコロージョンの原因となるイオン析出の発生を防止することができる。
【0052】
(f)第1研磨工程(ステップS60)
次に、端面研磨工程後のガラス基板の主表面に第1研磨が施される。第1研磨による取り代は、例えば数μm〜50μm程度である。第1研磨は、固定砥粒による研削により主表面に残留したキズ、歪みの除去、微小な表面凹凸(マイクロウェービネス、粗さ)の調整を目的とする。第1研磨工程では、研削工程で用いたものと同様の構造の両面研磨装置を用いて、研磨液を与えながら研磨する。研磨液に含有させる研磨剤は、例えば、酸化セリウム砥粒、あるいはジルコニア砥粒である。
【0053】
なお、第1研磨工程では、ガラス基板の主表面について、表面粗さ(Ra)を0.5nm以下とし、かつマイクロウェービネス(MW-Rq)を0.5nm以下とするように研磨を行う。ここで、マイクロウェービネスは、主表面全面の半径14.0〜31.5mmの領域における波長帯域100〜500μmの粗さとして算出されるRMS(Rq)値で表すことができ、例えば、ポリテック社製のModel−4224を用いて計測できる。
表面粗さは、JIS B0601:2001により規定される算術平均粗さRaで表され、0.006μm以上200μm以下の場合は、例えば、ミツトヨ社製粗さ測定機SV−3100で測定し、JIS B0633:2001で規定される方法で算出できる。その結果、粗さが0.03μm以下であった場合は、例えば、日本Veeco社製走査型プローブ顕微鏡(原子間力顕微鏡;AFM)ナノスコープで計測しJIS R1683:2007で規定される方法で算出できる。本願においては、1μm×1μm角の測定エリアにおいて、512×512ピクセルの解像度で測定したときの算術平均粗さRaを用いることができる。
【0054】
(g)化学強化工程(ステップS70)
次に、第1研磨工程後のガラス基板は化学強化される。
化学強化液として、例えば硝酸カリウム(60重量%)と硫酸ナトリウム(40重量%)の混合液等を用いることができる。化学強化工程では、化学強化液を例えば300℃〜400℃に加熱し、洗浄したガラス基板を例えば200℃〜300℃に予熱した後、ガラス基板を化学強化液中に例えば3時間〜4時間浸漬する。
ガラス基板を化学強化液に浸漬することによって、ガラス基板の表層のリチウムイオン及びナトリウムイオンが、化学強化液中のイオン半径が相対的に大きいナトリウムイオン及びカリウムイオンにそれぞれ置換されることで表層部分に圧縮応力層が形成され、ガラス基板が強化される。なお、化学強化処理されたガラス基板は洗浄される。例えば、硫酸で洗浄された後に、純水等で洗浄される。
【0055】
(h)第2研磨工程(ステップS80)
次に、化学強化工程後のガラス基板に第2研磨が施される。第2研磨による取り代は、例えば1μm程度である。第2研磨は、主表面の鏡面研磨を目的とする。第2研磨では例えば、第1研磨で用いた研磨装置を用いる。このとき、第1研磨と異なる点は、遊離砥粒の種類及び粒子サイズが異なることと、樹脂ポリッシャの硬度が異なることである。
第2研磨に用いる遊離砥粒として、例えば、スラリーに混濁させたコロイダルシリカ等の微粒子(粒子サイズ:直径10〜50nm程度)が用いられる。
研磨されたガラス基板を中性洗剤、純水、IPA等を用いて洗浄することで、磁気ディスク用ガラス基板が得られる。
第2研磨工程を実施することは必ずしも必須ではないが、ガラス基板の主表面の表面凹凸のレベルをさらに良好なものとすることができる点で実施することが好ましい。第2研磨工程を実施することで、主表面の粗さ(Ra)を0.1nm以下かつ上記主表面のマイクロウェービネス(MW-Rq)を0.1nm以下とすることができる。
【0056】
第2研磨工程では比較的硬度の低い樹脂ポリッシャを用いているため、樹脂ポリッシャの研磨面に所定の荷重を掛けてガラス基板の主表面に対して研磨を行うと、樹脂ポリッシャによる応力は、面で荷重を受ける主表面よりも、線で荷重を受ける外周端部に対してより掛かりやすくなる。その結果、第2研磨工程では、主表面よりも外周端部の方がより多く研磨されることになる。ここで、図9(b)に示したように、面取り面形成工程以後のガラス基板は、外周端部に隆起部M1が形成された形状となっているが、第2研磨工程における研磨により、図9(c)に示すように隆起部M1が削られて隆起部M1が除去される。その結果、主表面は、面取り面の起点まで平面度が高いものとなり、外周端部におけるロールオフの発生が抑制される。
【0057】
[磁気ディスク]
以上の各工程を経て、磁気ディスク用ガラス基板が作製される。この磁気ディスク用ガラス基板を用いて、磁気ディスクは以下のようにして得られる。
磁気ディスクは、例えばガラス基板の主表面上に、主表面に近いほうから順に、少なくとも付着層、下地層、磁性層(磁気記録層)、保護層、潤滑層が積層された構成になっている。
例えば基板を真空引きを行った成膜装置内に導入し、DCマグネトロンスパッタリング法にてAr雰囲気中で、基板主表面上に付着層から磁性層まで順次成膜する。付着層としては例えばCrTi、下地層としては例えばCrRuを用いることができる。磁性層としては、例えばCoPt系合金を用いることができる。また、L10規則構造のCoPt系合金やFePt系合金を形成して熱アシスト磁気記録用の磁性層とすることもできる。上記成膜後、例えばCVD法によりC2H4を用いて保護層を成膜し、続いて表面に窒素を導入する窒化処理を行うことにより、磁気記録媒体を形成することができる。その後、例えばPFPE(パーフルオロポリエーテル)をディップコート法により保護層上に塗布することにより、潤滑層を形成することができる。
【実施例】
【0058】
以下に、本発明を実施例によりさらに説明する。但し、本発明は実施例に示す態様に限定されるものではない。
【0059】
(1)溶融ガラスの作製
以下の組成のガラスが得られるように原料を秤量し、混合して調合原料とした。この原料を熔融容器に投入して加熱、熔融し、清澄、攪拌して泡、未熔解物を含まない均質な熔融ガラスを作製した。得られたガラス中には泡や未熔解物、結晶の析出、熔融容器を構成する耐火物や白金の混入物は認められなかった。
[ガラスの組成]
酸化物基準に換算し、モル%表示で、SiO2を50〜75%、Al2O3を1〜15%、Li2O、Na2O及びK2Oから選択される少なくとも1種の成分を合計で5〜35%、MgO、CaO、SrO、BaO及びZnOから選択される少なくとも1種の成分を合計で0〜20%、ならびにZrO2、TiO2、La2O3、Y2O3、Ta2O5、Nb2O5及びHfO2から選択される少なくとも1種の成分を合計で0〜10%、有する組成からなるアルミノシリケートガラス
【0060】
上記溶融ガラスを準備し、本発明のプレス成形方法(図3、図4の装置を用いた方法)を用いて、直径75mm、厚さ0.9mmのガラスブランクを作製した。溶融ガラス流出口111から吐出される溶融ガラス材料LGの温度は1300℃であり、この時の溶融ガラス材料LGの粘度は700ポアズである。また、第1の型及び第2の型の内周面の表面粗さ(算術平均粗さRa)は、0.01μm〜0.1μmとした。
溶融ガラス流出口111から吐出される溶融ガラス材料LGは、切断ユニット160によって切断され、直径約20mmのゴブGGが形成される。ゴブGGは、プレスユニットによって荷重3000kgfで、その温度が溶融ガラス材料のガラス転移温度(Tg)以下となるまで(約3秒)プレスされ、直径75mmのガラスブランクが形成された。このとき、第1の型および第2の型の内周面の中央位置における温度は共に、470℃とした。
また、金型の外周面に銅製の図8に示したヒートシンクを設けてプレスを行ったところ、ガラスブランクは、一対の主表面の中央部が凹んでおり、かつ中心部から外周端部に向かって板厚が大きくなる形状となった。外周側の部分と中心部側の冷却度合いが異なる2種類の形状のヒートシンクについて試行した。
【0061】
次に、実施例のガラスブランクを用い、図2のステップS20,S30,S50〜S80の工程(すなわち、固定砥粒による研削工程を除く各工程)を順に行って、それぞれ磁気ディスク用ガラス基板を作製した。つまり、平面度を向上させるための主表面の研削工程を行わずに磁気ディスク用ガラス基板を作製した。
なお、上記磁気ディスク用ガラス基板の作製に当たっては、第1研磨、第2研磨の各工程は、以下の条件で行った。
・第1研磨工程:酸化セリウム(平均粒子サイズ;直径1〜2μm)、硬質ウレタンパッド(JIS−A硬度:80〜100)を使用して研磨した。取り代10〜40μm。
・第2研磨工程:コロイダルシリカ(平均粒子サイズ;直径20〜40nm)、軟質ポリウレタンパッド(アスカーC硬度:50〜80)を使用して研磨した。取り代1〜5μm。
【0062】
[実施例の磁気ディスク用ガラス基板の評価]
実施例のいずれのガラスブランクも中央部が凹んでいた。次に、ステップS30まで終えたガラス基板について、平面度およびダブオフ値を測定した。さらに、全ての工程を終えた磁気ディスク用ガラス基板に対して、ダブオフ値を測定した。評価結果を図1に示す。
【0063】
平面度は、ガラス基板を水平面上に置き、水平面からの法線軸上で一定の高さから見たときのガラス基板の主平面上における最も低い位置(谷)と最も高い位置(山)の法線軸上の高さの差として定義することができ、例えばNidek社製フラットネステスターFT−900を用いて測定した。表1に示す平面度の評価基準は、以下のとおりである。以下の基準において、ガラス基板の平面度が8.0μm以下であれば研削工程にて平面度を磁気ディスク用ガラス基板の目標平面度である4μm以下のレベルまで改善できる点でよい。また、ガラス基板の平面度が4.0μm以下であれば、研削工程を省略しても磁気ディスク用ガラス基板の目標平面度を達成できることになるためコスト低減になってさらに良い。
○○○:平面度が2.0μm以下
○○:平面度が2.0μmより大きく4.0μm以下
○:平面度が4.0μmより大きく8.0μm以下
×:平面度が8.0μmより大きい
【0064】
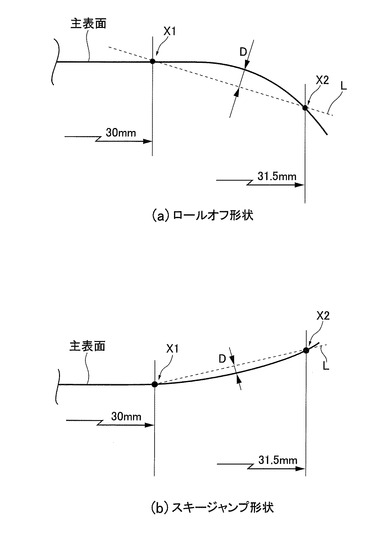
端部形状の評価として、ダブオフ値を評価した。図10は、ダブオフ値の算出方法を概念的に説明するために、ガラス基板の端部の断面を拡大して表した図である。ダブオフ値を算出するためには、ガラス基板の中心点と、その中心点から外縁に向けて30mm離れた主表面上の位置(X1とする。)と、その中心点から外縁に向けて31.5mm離れた主表面上の位置(X2とする。)とが、図2に示すように定義される(外径65mmのガラス基板の場合)。なお、ガラス基板の中心点とX1とX2は、ガラス基板を上から見たときには同一線上にある。このとき、X1とX2を結ぶ基準線Lに対して主表面が突出している場合には、ガラス基板の端部はロールオフ形状(図10の(a)の場合)であり、その最大突出量をダブオフ値D(プラス値)とする。逆に、X1とX2を結ぶ基準線に対して主表面が凹んでいる場合には、ガラス基板の端部はスキージャンプ形状(図10の(b)の場合)であり、その最大凹み量をダブオフ値D(マイナス値)とする。ダブオフ値の測定には表面形状測定装置(Phase Shift社製、MicroXAM)を用いた。
1枚の円環状のガラス基板に対するダブオフ値の算出は以下のようにして行う。一方の面について90度間隔で4点(X1とX2について4個の組合せ)のダブオフ値を算出し、得られた4個のダブオフ値のうち絶対値が最も大きい値をその面のダブオフ値(プラス値またはマイナス値である)とする。同様にして、他方の面についてもダブオフ値を算出する。そして、両面のダブオフ値の平均値を、そのガラス基板のダブオフ値(プラス値またはマイナス値である)とする。ダブオフ値は、絶対値で10nm以下であることが好ましく、絶対値で5nm以下であるとなお好ましい。
【0065】
【表1】

【0066】
表1の評価結果が示すように、実施例1及び実施例2では、ステップS30(面取り面形成)直後の端部形状はスキージャンプ形状となっているが、その後の研磨工程によるロールオフの作用がスキージャンプ形状の隆起部に生じ、最終的には僅かなダブオフ値のロールオフ形状となった。
【0067】
次に、実施例1,2のガラスブランクを元にして作製された磁気ディスク用ガラス基板に記録層を成膜して磁気ディスク(それぞれ表2の実施例1A,2A)を作製した。作製した磁気ディスクは公称2.5インチサイズ(内径20mm、外径65mm、板厚0.8mm)である。
なお、磁気ディスク用ガラス基板に対する記録層の成膜は以下の通り行った。まず、真空引きを行った成膜装置を用い、DCマグネトロンスパッタリング法にてAr雰囲気中で、基板上に付着層/軟磁性層/前下地層/下地層/主記録層/補助記録層/保護層/潤滑層を順次成膜した。なお、断らない限り成膜時のArガス圧は0.6Paで行った。付着層としては、Cr−50Tiを10nm成膜した。軟磁性層としては、0.7nmのRu層を挟んで、92Co−3Ta−5Zrをそれぞれ20nm成膜した。前下地層としては、Ni−5Wを8nm成膜した。下地層としては、0.6PaでRuを10nm成膜した上に5PaでRuを10nm成膜した。主記録層としては、3Paで90(72Co−10Cr−18Pt)−5(SiO2)−5(TiO2)を15nm成膜した。補助記録層としては、62Co−18Cr−15Pt−5Bを6nm成膜した。保護層としては、CVD法によりC2H4を用いて4nm成膜し、表層を窒化処理した。潤滑層としては、ディップコート法によりPFPEを用いて1nm形成した。
【0068】
[実施例の磁気ディスクの評価]
実施例の磁気ディスクを対象として、クボタコンプス社製HDFテスター(Head/Disk Flyability Tester)を用いて、DFH(Dynamic Fly height)ヘッド素子部のタッチダウン試験(DFHタッチダウン試験)を行った。この試験は、DFH機構によって素子部を徐々に突き出していき、AE(Acoustic Emission)センサによって磁気ディスク表面との接触を検知することによって、ヘッド素子部が磁気ディスク表面と接触するときの突き出し量を評価するものである。ヘッドは320GB/P磁気ディスク(2.5インチサイズ)向けのDFHヘッドを用いた。素子部の突き出しがない時の浮上量は10nmである。すなわち、例えば突き出し量が8nmのとき、ヘッド浮上量は2nmとなる。また、その他の条件は以下の通り設定した。
・評価半径:30.5mm
・磁気ディスクの回転数:5400rpm
・温度:25℃
・湿度:60%
【0069】
DFHタッチダウン試験の結果を表2に示す。なお、表2において、ヘッド素子部の突き出し量に応じて以下の通り評価した。
○:突き出し量≧8nm
×:突き出し量<8nm
【0070】
【表2】
【0071】
元になるガラスブランクの中央部の凹み量に関わらず、研削工程を省略して作製したいずれの実施例の磁気ディスクについても、平面度が良好で、かつ媒体化した際に良好なDFHタッチダウン試験結果が得られる磁気ディスク用ガラス基板が製造できることが確認できた。
【0072】
以上、本発明の実施形態について詳細に説明したが、磁気ディスク用ガラス基板の製造方法は上記実施形態に限定されず、本発明の主旨を逸脱しない範囲において、種々の改良や変更をしてもよいのは勿論である。
【符号の説明】
【0073】
1…磁気ディスク用ガラス基板
2…中心穴
【技術分野】
【0001】
本発明は、磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法に関する。
【背景技術】
【0002】
今日、パーソナルコンピュータ、あるいはDVD(Digital Versatile Disc)記録装置等には、データ記録のためにハードディスク装置(HDD:Hard Disk Drive)が内蔵されている。特に、ノート型パーソナルコンピュータ等の可搬性を前提とした機器に用いられるハードディスク装置では、ガラス基板に磁性層が設けられた磁気ディスクが用いられ、磁気ディスクの面上を僅かに浮上させた磁気ヘッド(DFH(Dynamic Flying Height)ヘッド)で磁性層に磁気記録情報が記録され、あるいは読み取られる。この磁気ディスクの基板として、金属基板(アルミニウム基板)等に比べて塑性変形し難い性質を持つことから、ガラス基板が好適に用いられる。
【0003】
磁気ヘッドは例えば磁気抵抗効果型素子を備えているが、このような磁気ヘッドに固有の障害としてサーマルアスペリティ障害を引き起こす場合がある。サーマルアスペリティ障害とは、磁気ディスクの微小な凹凸形状の主表面上を磁気ヘッドが浮上飛行しながら通過するときに、空気の断熱圧縮または接触により磁気抵抗効果型素子が加熱され、読み出しエラーを生じる障害である。そのため、サーマルアスペリティ障害を回避するため、磁気ディスク用ガラス基板の主表面の表面粗さ、平面度などの表面性状は良好なレベルとなるように作製されている。
【0004】
従来の板状ガラス(ガラスブランク)の製造方法としては、垂直ダイレクトプレス法が知られている。このプレス法は、下型上に溶融ガラスの塊を供給し、上型を使用して溶融ガラスの塊(溶融ガラス塊)をプレス成形する方法である(特許文献1、図4等)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−269762号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、公知の垂直ダイレクトプレス法は、作製されるガラスブランクの平面度(形状精度)が悪いという問題がある。この理由は以下のとおりである。
垂直ダイレクトプレス法では、下型上に溶融ガラス塊を配置した直後から溶融ガラス塊のうち下型との接触面および接触面に近い部分のみが急激には冷却されて固化することになる。ガラスは熱伝導率が低いため、溶融ガラス塊が下型と接触している間においても溶融ガラス塊の上方の部分(後で上型と接触する部分)は高温のままである。その後、その上方の部分が上型と接触して急激に冷却されて固化することになる。したがって、垂直ダイレクトプレス法の場合、溶融ガラス塊がガラスブランクに成形される過程では、溶融ガラス塊の下側と上側とで冷却されて固化するタイミングにずれが生じており、その結果、上側で凹形状に反ってしまい、ガラスブランクの平面度の増加(悪化)が生じてしまう。上記タイミングのずれは、垂直ダイレクトプレス法のプレス方式上、抜本的に抑制することができない。
さらに、垂直ダイレクトプレス法では、溶融ガラス塊を下型に貼り付いて除去できなくなることを防止するために、例えばBN(ボロンナイトライド)等の離型材((mold)release agent)を予め金型に付着させておく必要があるが、このような離型材がガラスブランクに付着したままでは表面粗さを小さくすることができない。また、平面度が良好なガラスブランクを作製するには、上型と下型の温度を極力同じにすることが好ましいが、離型材が下型に付着していると下型の熱伝導率が悪化するため、プレス成形過程においてガラスブランクの両面を均一に冷却することが困難となる。したがって、垂直ダイレクトプレス法で作製されたガラスブランクは、その平面度を改善し、かつガラスブランクの表面に突き刺さった離型材を除去するため、後工程で研削等による除去工程が必須である。
【0007】
平面度の向上のために研削工程における取り代(削り量)を大きくすると、ガラスブランクの表面に深いクラックが入るため、深いクラックが残留しないように、さらに後工程である研磨工程においても取り代(研磨量)は必然的に大きくなる。しかし、遊離砥粒および樹脂ポリッシャを用いる研磨工程において取り代を大きくすると、ガラスブランクの主表面の外周端部近傍が丸く削られて、端部にだれ(以下、「ロールオフ」という。)が発生する。すなわち、このロールオフが所定値以上の場合、ガラスブランクの外周端部近傍は丸く削られて落ち込んだ形となるため、このガラスブランクをガラス基板として用いて磁気ディスクを作製したとき、外周端部近傍の磁性層と磁気ヘッドとの間の距離が、ガラス基板の別の部分(例えば内周あるいは中周部分)における磁気ヘッドの浮上距離より大きくなる。その結果、外周端部近傍の磁性層において磁気ヘッドの記録及び読み出しの動作が正確でなくなる。一方、ロールオフとは逆に、外周端部がスキージャンプ(隆起)形状であった場合は、磁気ディスクと磁気ヘッドとの距離が近づきすぎ、衝突してクラッシュするなどの深刻な問題が出てくる。
【0008】
上述した観点から、本発明は、外周端部における極端なロールオフやスキージャンプの発生を抑制した磁気ディスク用ガラス基板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題に直面して本発明者らが鋭意研究を重ねた結果、発明者らは新たなプレス成形方法を考案した。すなわち、本実施形態のガラスブランクの製造方法では、落下中の溶融ガラス塊を、溶融ガラス塊の落下方向に対して直交する方向(水平方向)に対向配置された一対の金型(プレス成形型)によりプレス成形する水平ダイレクトプレス法を採用している。この水平ダイレクトプレス法において溶融ガラス塊は、プレス成形されるまでの間、従来の垂直ダイレクトプレス法とは異なり、溶融ガラス塊よりも温度の低い部材に一時的に接触・保持されない。このため、プレス成形の開始直前の時点において、垂直ダイレクトプレス法では溶融ガラス塊の内部の粘度分布がプレス成形時に非常に広くなるのに対して、本実施形態の水平ダイレクトプレスでは、溶融ガラス塊の粘度分布は均一に保たれる。よって、垂直ダイレクトプレス法と比べて、水平ダイレクトプレス法では、プレス成形される溶融ガラス塊を均一に薄く延伸させることが極めて容易である。したがって、結果的に、垂直ダイレクトプレス法を利用してガラスブランクを作製した場合と比べて、水平ダイレクトプレス法を利用してガラスブランクを作製した場合では、平面度の低下を抜本的に抑制することが極めて容易である。
【0010】
上記水平ダイレクトプレス法によれば平面度の良好なガラスブランクを作製できるため、垂直ダイレクトプレス法と比較すると、後工程の主表面の研削工程において、平面度を改善するための取り代を低減することができる。しかしながら、研磨工程では、特にサイズの小さい遊離砥粒および/または比較的硬度の低い樹脂ポリッシャを用いると、ガラスブランクの主表面の外周端部近傍が丸く削られて、従来と同様に端部にロールオフが生じた。
【0011】
そこで、発明者らはさらに鋭意研究を重ねた結果、外周端部におけるロールオフの発生を抑制すべく、研磨工程で生ずる端部のロールオフを見越したガラスブランクの形状を成形することで、磁気ディスク用ガラス基板の外周端部におけるロールオフの発生を抑制することができることを見出した。そのようなガラスブランクは、一対の主表面の中央部が凹んでおり、かつ中心部から外周端部に向かって板厚が大きくなる形状を備えたものである。発明者らによれば、上記ガラスブランクの形状によって外周端部におけるロールオフの発生が抑制される原理は以下のとおりである。
すなわち、成形されたガラスブランクはディスク形状のガラス基板に形状加工されるが、このディスク状のガラス基板もまた、中央部が凹んでおり、かつ中心部から外周端部に向かって板厚が大きくなる形状となる。次にこのディスク状のガラス基板の外周端部において面取り面が形成されるが、面取り面の形成前にガラス基板の主表面が中央から外周端部にかけて上り勾配になっているため、外周端部に面取り面を形成すると、主表面と面取り面の間に隆起部が形成されるようになる。外周端部に隆起部が形成されたガラス基板に対して主表面の研磨を行うと、研磨によるロールオフの作用が隆起部に生じるため、隆起部が除去される。その結果、主表面は、面取り面の起点まで平面度が高いものとなり、外周端部におけるロールオフの発生が抑制される。
【0012】
上述した観点から、本発明は、溶融ガラスの塊を一対の金型を用いてプレス成形してガラスブランクを成形する成形工程と、成形されたガラスブランクをディスク形状のガラス基板に形状加工する形状加工工程と、上記ディスク形状のガラス基板の少なくとも外周端部に面取り面を形成する面取り面形成工程と、面取り面が形成されたガラス基板の主表面を研磨する研磨工程とを含む、磁気ディスク用ガラス基板の製造方法であって、上記成形工程では、一対の主表面の中央部が凹んでおり、かつ中心部から外周端部に向かって板厚が大きくなるガラスブランクを成形し、上記面取り面形成工程では、主表面と上記面取り面に隆起部が介在するガラス基板を形成し、上記研磨工程では、上記隆起部が除去されるようにガラス基板の研磨を行うことを特徴とする。
【0013】
上記磁気ディスク用ガラス基板の製造方法において、好ましくは、成形工程では、落下中の上記溶融ガラスの塊を、その落下方向と直交する方向から上記一対の金型を用いてプレス成形することを特徴とする。
【0014】
上記磁気ディスク用ガラス基板の製造方法において、好ましくは、成形工程では、上記金型の溶融ガラスと接触する部分の温度が、上記一対の金型間で実質的に同一の温度となるようにプレス成形することを特徴とする。
【0015】
上記磁気ディスク用ガラス基板の製造方法において、成形工程により成形されたガラスブランクに対して、上記研磨工程では取り代50μm以下の研磨加工を施して磁気ディスク用ガラス基板を製造することを特徴とする
【発明の効果】
【0016】
本発明の磁気ディスク用ガラス基板の製造方法によれば、外周端部におけるロールオフの発生を抑制することができる。
【図面の簡単な説明】
【0017】
【図1】実施形態の磁気ディスク用ガラス基板の外観形状を示す斜視図。
【図2】実施形態の磁気ディスク用ガラス基板の製造方法の一実施形態のフローを示す図。
【図3】実施形態のプレス成形において用いられる装置の平面図。
【図4】実施形態のプレス成形を示す図。
【図5】ゴブ形成形を用いた実施形態のプレス成形の変形例を示す図。
【図6】切断ユニットを用いないようにした、実施形態のプレス成形の変形例を示す図。
【図7】軟化炉で加熱した光学ガラスを用いた実施形態のプレス成形の変形例を示す図。
【図8】実施形態のプレス成形方法の変形例を示す図。
【図9】ガラス基板の外周端部の加工方法を順に示す図。
【図10】ガラス基板の端部形状のダブオフ値の算出方法を概念的に説明するための図。
【発明を実施するための形態】
【0018】
以下、本実施形態の磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法について詳細に説明する。
【0019】
[磁気ディスク用ガラス基板]
図1に示すように、本実施形態における磁気ディスク用ガラス基板1は、円環状の薄板のガラス基板である。磁気ディスク用ガラス基板のサイズは問わないが、例えば、公称直径2.5インチの磁気ディスク用ガラス基板として好適である。公称直径2.5インチの磁気ディスク用ガラス基板の場合、例えば、外径が65mm、中心穴2の径が20mm、板厚Tが0.6〜1.0mmである。実施形態の磁気ディスク用ガラス基板の主表面の平面度は例えば4μm以下であり、主表面の表面粗さ(算術平均粗さRa)は例えば0.2nm以下である。なお、最終製品である磁気ディスク用基板に求められる平面度は、例えば4μm以下である。
【0020】
本実施形態における磁気ディスク用ガラス基板の材料として、アルミノシリケートガラス、ソーダライムガラス、ボロシリケートガラスなどを用いることができる。特に、化学強化を施すことができ、また主表面の平面度及び基板の強度において優れた磁気ディスク用ガラス基板を作製することができるという点で、アルミノシリケートガラスを好適に用いることができる。
【0021】
本実施形態の磁気ディスク用ガラス基板の組成を限定するものではないが、本実施形態のガラス基板は好ましくは、酸化物基準に換算し、モル%表示で、SiO2を50〜75%、Al2O3を1〜15%、Li2O、Na2O及びK2Oから選択される少なくとも1種の成分を合計で5〜35%、MgO、CaO、SrO、BaO及びZnOから選択される少なくとも1種の成分を合計で0〜20%、ならびにZrO2、TiO2、La2O3、Y2O3、Ta2O5、Nb2O5及びHfO2から選択される少なくとも1種の成分を合計で0〜10%、有する組成からなるアルミノシリケートガラスである。
【0022】
[実施形態の磁気ディスク用ガラス基板の製造方法]
次に、図2を参照して、磁気ディスク用ガラス基板の製造方法のフローを説明する。図2は、磁気ディスク用ガラス基板の製造方法の一実施形態のフローを示す図である。
図2に示すように、本実施形態の磁気ディスク用ガラス基板の製造方法では先ず、円板上のガラスブランクをプレス成形により作製する(ステップS10)。次に、成形されたガラスブランクをスクライブして、円環状のガラス基板を作製する(ステップS20)。次に、スクライブされたガラス基板の内周端部および外周端部に対して面取り面の形成(チャンファリング加工)を行う(ステップS30)。次に、ガラス基板に対して固定砥粒による研削を施す(ステップS40)。次に、ガラス基板の端面研磨を行う(ステップS50)。次に、ガラス基板の主表面に第1研磨を施す(ステップS60)。次に、第1研磨後のガラス基板に対して化学強化を施す(ステップS70)。次に、化学強化されたガラス基板に対して第2研磨を施す(ステップS80)。以上の工程を経て、磁気ディスク用ガラス基板が得られる。
以下、各工程について、詳細に説明する。
【0023】
(a)プレス成形工程(ステップS10)
先ず図3を参照して、プレス成形工程について説明する。図3は、プレス成形において用いられる装置の平面図である。図3に示されるように、装置101は、4組のプレスユニット120,130,140,150と、切断ユニット160と、切断刃165(図2には不図示)を備える。切断ユニット160は、溶融ガラス流出口111から流出する溶融ガラスの経路上に設けられる。装置101は、切断ユニット160によって切断されてできる溶融ガラスの塊(以降、ゴブともいう)を落下させ、そのとき、塊の落下経路の両側から、互いに対向する一対の型の面で塊を挟み込みプレスすることにより、ガラスブランクを成形する。
具体的には、図4に示されるように、装置101は、溶融ガラス流出口111を中心として、4組のプレスユニット120,130,140及び150が90度おきに設けられている。
【0024】
プレスユニット120,130,140及び150の各々は、図示しない移動機構によって駆動されて、溶融ガラス流出口111に対して進退可能となっている。すなわち、溶融ガラス流出口111の真下に位置するキャッチ位置(図3においてプレスユニット140が実線で描画されている位置)と、溶融ガラス流出口111から離れた退避位置(図3において、プレスユニット120,130及び150が実線で描画されている位置及び、プレスユニット140が破線で描画されている位置)との間で移動可能となっている。
【0025】
切断ユニット160は、キャッチ位置(プレスユニットによるゴブの捕獲位置)と溶融ガラス流出口111との間の溶融ガラスの経路上に設けられ、溶融ガラス流出口111から流出される溶融ガラスを適量に切り出して溶融ガラスの塊を形成する。切断ユニット160は、一対の切断刃161及び162を有する。切断刃161及び162は、一定のタイミングで溶融ガラスの経路上で交差するよう駆動され、切断刃161及び162が交差したとき、溶融ガラスが切り出されてゴブが得られる。得られたゴブは、キャッチ位置に向かって落下する。
【0026】
プレスユニット120は、第1の型121、第2の型122、第1駆動部123及び第2駆動部124を有する。第1の型121と第2の型122の各々は、ゴブをプレス成形するための面を有するプレート状の部材である。この2つの面の法線方向が略水平方向となり、この2つの面が互いに平行に対向するよう配置されている。第1駆動部123は、第1の型121を第2の型122に対して進退させる。一方、第2駆動部124は、第2の型122を第1の型121に対して進退させる。第1駆動部123及び第2駆動部124は、例えばエアシリンダやソレノイドとコイルばねを組み合わせた機構など、第1駆動部123の面と第2駆動部124の面とを急速に近接させる機構を有する。
なお、プレスユニット130,140及び150の構造は、プレスユニット120と同様であるため、説明は省略する。
【0027】
プレスユニットの各々は、キャッチ位置に移動した後、第1駆動部と第2駆動部の駆動により、落下するゴブを第1の型と第2の型の問で挟み込んで所定の厚さに成形すると共に急速冷却し、円形状のガラスブランクGを作製する。つぎに、プレスユニットは退避位置に移動した後、第1の型と第2の型を引き離し、成形されたガラスブランクGを落下させる。プレスユニット120,130,140及び150の退避位置の下には、第1コンベア171、第2コンベア172、第3コンベア173及び第4コンベア174が設けられている。第1〜第4コンベア171〜174の各々は、対応する各プレスユニットから落下するガラスブランクGを受け止めて図示しない次工程の装置にガラスブランクGを搬送する。
【0028】
装置101では、プレスユニット120,130,140及び150が、順番にキャッチ位置に移動して、ゴブを挟み込んで退避位置に移動するよう構成されているため、各プレスユニットでのガラスブランクGの冷却を待たずに、連続的にガラスブランクGの成形を行うことができる。
【0029】
図4(a)〜(c)は、装置101を用いたプレス成形をより具体的に説明している。図4(a)は、ゴブを作る以前の状態を示す図であり、図4(b)は、切断ユニット160によってゴブが作られた状態を示す図であり、図4(c)は、ゴブをプレスすることによりガラスブランクGが成形された状態を示す図である。
【0030】
図4(a)に示されるように、溶融ガラス流出口111から、溶融ガラス材料LGが連続的に流出される。このとき、所定のタイミングで切断ユニット160を駆動し、切断刃161及び162によって溶融ガラス材料LGを切断する(図4(b))。これにより、切断された溶融ガラスは、その表面張力によって、概略球状のゴブGGとなる。溶融ガラス材料LGの時間当たりの流出量及び切断ユニット160の駆動間隔の調整は、目標とするガラスブランクGの大きさ、板厚から定まる体積に応じて適宜行われてよい。
【0031】
作られたゴブGG は、プレスユニット120の第1の型121と第2の型122の隙間に向かって落下する。このとき、ゴブGG が第1の型121と第2の型122の隙間に入るタイミングで、第1の型121と第2の型122が互いに近づくように、第1駆動部123及び第2駆動部124(図4参照)が駆動される。これにより、図4(c)に示されるように、第1の型121と第2の型122の間にゴブGG が捕獲(キャッチ)される。さらに、第1の型121の内周面121aと第2の型122の内周面122aとが、微小な間隔にて近接した状態になり、第1の型121の内周面121aと第2の型122の内周面122aの間に挟み込まれたゴブGG が、薄板状に成形される。なお、第1の型121の内周面121aと第2の型122の内周面122aの間隔を一定に維持するために、第1の型121の内周面121aおよび第2の型122の内周面122aにはそれぞれ、突起121bおよび突起122bが設けられる。すなわち、突起121bおよび突起122bが当接することによって、第1の型121の内周面121aと第2の型122の内周面122aの間隔は一定に維持されて、板状の空間が作られる。
このプレス成形工程で一対の金型121,122を用いてプレス成形するが、本実施形態におけるプレス成形では、ガラスブランクの外形は金型の形状によって規制されない。すなわち、図4(c)に示すように、閉型により引き伸ばされたゴブが型の突起121b,122bまで到達することはない。
【0032】
第1の型121及び第2の型122には、図示しない温度調節機構が設けられており、第1の型121及び第2の型122の温度は、溶融ガラスLGのガラス転移温度(Tg)よりも十分に低い温度に保持されている。また、プレス成形工程において、第1の型121及び第2の型122に離型材を付着させる必要はない。
【0033】
なお、ゴブGGをプレス成形する際の第1の型121の内周面121aと第2の型122の内周面122aの対向位置における温度差と、プレス成形後に得られるガラスブランクの平面度との間には相関関係が存在する。つまり、第1の型121の内周面121aと第2の型122の内周面122aの対向位置における温度差が小さいほど、プレス成形後に得られるガラスブランクの平面度は良好なものとなる。これは、一対の型の間の温度がより近い場合には、高温のゴブGGが型の内周面に接触して急激に冷却するときに熱的均衡が実現されるため、冷却段階での一対の金型間での微小な熱変形度合いの差に起因して生じうるガラスブランクの平面度の低下を、より抑制することができるためである。
そこで、この相関関係を既知としたならば、磁気ディスク用ガラス基板に要求される平面度を実現するための一対の金型間(第1の型121の内周面121aと第2の型122の内周面122aの間)の温度差(絶対値)の最大値が分かる。そこで、一対の金型間の温度差をその最大値以下となるように制御することで、磁気ディスク用ガラス基板に要求される平面度を実現することができる。例えば、磁気ディスク用ガラス基板に要求される平面度を4μmとしたならば、一対の金型間の上記温度差を10℃以内とした状態でプレス成形を行うようにする。
磁気ディスク用ガラス基板に要求される平面度に応じて上記温度差は、上記相関関係から適宜決定してよいが、以下の観点から決定してもよい。
本実施形態の磁気ディスク用ガラス基板は、最終製品である磁気ディスクとして、ハードディスク装置内で熱膨張係数の高い金属製のスピンドルに軸支されて組み込まれるため、磁気ディスク用ガラス基板の熱膨張係数もスピンドルと同程度に高いことが好ましい。このため、磁気ディスク用ガラス基板の熱膨張係数が高くなるように磁気ディスク用ガラス基板の組成は定められている。磁気ディスク用ガラス基板の熱膨張係数は、例えば、30〜100×10-7(K-1)の範囲内であり、好ましくは、50〜100×10-7(K-1)の範囲内である。上記熱膨張係数は、磁気ディスク用ガラス基板の温度100度と温度300度における線膨張率を用いて算出される値である。熱膨張係数は、例えば30×10-7(K-1)未満または100×10-7より大きい場合、スピンドルの熱膨張係数との差が大きくなり好ましくない。この点から、熱膨張係数が高い磁気ディスク用ガラス基板を作製する際、上記プレス成形工程においてガラスブランクの主表面周りの温度条件を揃える。一例として、第1の型121の内周面121aと第2の型122の内周面122aの温度が実質的に同一になるように温度管理をすることが好ましい。実質的に温度が同一となるように温度管理される場合、例えば、温度差は5度以下であることが好ましい。上記温度差は、より好ましくは3度以下であり、特に好ましくは1度以下である。
金型間の温度差は、第1の型121の内周面121aおよび第2の型122の内周面122aのそれぞれの表面から型の内部に1mm移動した地点であって、内周面121aおよび内周面122aの互いに対向する地点(例えば、ガラスブランクの中心位置に対応する地点や内周面121aおよび内周面122aの中心点)で、熱電対を用いて計測するときの温度の差分である。
【0034】
装置101では、ゴブGG が第1の型121の内周面121a又は第2の型122の内周面122aに接触してから、第1の型121と第2の型122とがゴブGGを完全に閉じ込める状態になるまでの時間は約0.06秒と極めて短い。このため、ゴブGG は極めて短時間の内に第1の型121の内周面121a及び第2の型122の内周面122aに沿って広がって略円形状に成形され、さらに、急激に冷却されて非晶質のガラスとして固化する。これによって、ガラスブランクGが作製される。なお、本実施形態において成形されるガラスブランクGの大きさは、目的とする磁気ディスク用ガラス基板の大きさにもよるが、例えば、直径20〜200mm程度である。
【0035】
また、本実施形態のプレス成形方法では、第1の型121の内周面121a及び第2の型122の内周面122aが形状転写された形でガラスブランクGが形成されるため、一対の型の内周面の平面度および平滑性は、目的とする磁気ディスク用ガラス基板のそれと同等なものとしておくことが好ましい。この場合、プレス成形後に、ガラスブランクGに対する表面加工工程、すなわち研削および研磨工程は不要とすることができる。すなわち、本実施形態のプレス成形方法において成形されるガラスブランクGは、最終的に得られる磁気ディスク用ガラス基板の目標板厚と同一の板厚であってよい。例えば、ガラスブランクGは、厚さ0.2〜1.1mmの円形状の板である。内周面121a及び内周面122aの表面粗さは、ガラスブランクGの算術平均粗さRaが0.001〜0.1μmとなるように、好ましくは、0.0005〜0.05μmとなるように調整される。
【0036】
第1の型121と第2の型122が閉じられた後、プレスユニット120は速やかに退避位置に移動し、代わりに、他のプレスユニット130がキャッチ位置に移動し、このプレスユニット130によって、ゴブGG のプレスが行われる。
【0037】
プレスユニット120が退避位置に移動した後、ガラスブランクGが十分に冷却されるまで(少なくとも屈服点よりも低い温度となるまで)、第1の型121と第2の型122は閉じた状態を維特する。この後、第1駆動部123及び第2駆動部124が駆動されて第1の型121と第2の型122が離間し、ガラスブランクGは、プレスユニット120を離れて落下し、下部にあるコンベア171に受け止められる(図3参照)。
【0038】
装置101では、上記のように、0.1秒以内(約0.06秒)という極めて短時間の問に第1の型121と第2の型122が閉じられ、第1の型121の内周面121aと第2の型122の内周面122aの全体に、略同時に溶融ガラスが接触することになる。このため、第1の型121の内周面121aと第2の型122の内周面122aが局所的に加熱されることは無く、内周面121aと内周面122aに歪みは殆ど生じない。また、溶融ガラスから第1の型121及び第2の型122に熱が移動する前に、溶融ガラスが円形状に成形されるため、成形される溶融ガラスの温度分布は略一様なものとなる。このため、溶融ガラスの冷却時、ガラス材料の収縮量の分布は小さく、ガラスブランクGの歪みが大きく発生することはない。したがって、作製されたガラスブランクGの主表面の平面度は、従来の上下型のプレス成形により作製されるガラスブランクに比べて向上する。
【0039】
なお、図4に示す例では、切断刃161及び162を用いて、流出する溶融ガラスLGを切断することによって略球状のゴブGGが形成される。しかしながら、溶融ガラス材料LG の粘度が、切り出そうとするゴブGGの体積に対して小さい場合は、溶融ガラスLGを切断するのみでは切断されたガラスが略球状とはならず、ゴブが作れない。このような場合は、ゴブを作るためのゴブ形成形を用いる。
【0040】
図5(a)〜(c)は、図4に示す実施形態の変形例を説明する図である。この変形例ではゴブ形成形を用いる。図5(a)は、ゴブを作る前の状態を示す図であり、図5(b)は、切断ユニット160及びゴブ形成形180によってゴブGGが作られた状態を示す図であり、図5(c)は、ゴブGGをプレス成形してガラスブランクGが作られた状態を示す図である。
図5(a)に示すように、プレスユニット120は、ブロック181,182を溶融ガラスLGの経路上で閉じることにより溶融ガラスLGの経路が塞がれ、ブロック181,182で作られる凹部180Cで、切断ユニット160で切断された溶融ガラスLGの塊が受け止められる。この後、図5(b)に示すように、ブロック181,182が開かれることにより、凹部180Cにおいて球状となった溶融ガラスLGが一度にプレスユニット120に向けて落下する。この落下時、ゴブGGは、溶融ガラスLGの表面張力により球状になる。球状のゴブGGは、落下途中、図5(c)に示すように、第1の型121と第2の型122とに挟まれてプレス成形されることにより、円形状のガラスブランクGが作製される。
【0041】
あるいは、図6(a)〜(d)に示すように、装置101は、図5(a)〜(c)に示す切断ユニット160を用いずに、ゴブ形成形180を、溶融ガラスLGの経路に沿って上流側方向あるいは下流側方向に移動させる移動機構を用いてもよい。図6(a)〜(d)は、ゴブ形成形180を使用する変形例を説明する図である。図6(a),(b)は、ゴブGGが作られる前の状態を示す図であり、図6(c)は、ゴブ形成形180によってゴブGGが作られた状態を示す図であり、図6(d)は、ゴブGGをプレス成形してガラスブランクGが作られた状態を示す図である。
図6(a)に示すように、ブロック181,182によって作られる凹部180Cが溶融ガラス流出口111から流出する溶融ガラスLGを受け止め、図6(b)に示すように、所定のタイミングでブロック181,182を溶融ガラスLGの流れの下流側に素早く移動させる。これにより、溶融ガラスLGが切断される。この後、所定のタイミングで、図6(c)に示すように、ブロック181,182が離間する。これにより、ブロック181,182で保持されている溶融ガラスLGは一度に落下し、ゴブGGは、溶融ガラスLGの表面張力により球状になる。球状のゴブGGは、落下途中、図6(d)に示すように、第1の型121と第2の型122とに挟まれてプレス成形されることにより、円形状のガラスブランクGが作製される。
【0042】
図7(a)〜(c)は、ゴブGGとの代わりに図示されない軟化炉で加熱した光学ガラスの塊CPを落下させ、落下途中の両側から型221,222で挟んでプレス成形する変形例を説明する図である。図7(a)は、加熱した光学ガラスの塊を成形する前の状態を示す図であり、図7(b)は、光学ガラスの塊を落下する状態を示す図であり、図7(c)は、光学ガラスの塊をプレス成形してガラスブランクGが作られた状態を示す図である。
図7(a)に示すように、装置201は、光学ガラスの塊CPをガラス材把持機構212でプレスユニット220の上部の位置に搬送し、この位置で、図7(b)に示すように、ガラス材把持機構212による光学ガラスの塊CPの把持を開放して、光学ガラスの塊CPを落下させる。光学ガラスの塊CPは、落下途中、図7(c)に示すように、第1の型221と第2の型222とに挟まれて円形状のガラスブランクGが成形される。第1の型221及び第2の型222は、図5に示す第1の型121及び第2の型122と同じ構成及び作用をするので、その説明は省略する。
【0043】
[プレス成形方法の変形例]
次に、プレス成形方法の好ましい変形例について説明する。
このプレス成形方法では、後工程において、外周端部におけるロールオフの発生を抑制することができるガラス基板を作製することができるようにすべく、一対の主表面の中央部が凹んでおり、かつ中心部から外周端部に向かって板厚が大きくなるガラスブランク(言わば凹レンズ形状のガラスブランク)が成形される。上記形状のガラスブランクは、図4に示した金型の内周面121aおよび内周面122aを凸形状とすることで作製されうるが、微小な凸量の内周面を形成することが加工上困難となる場合が考えられる。そこで、金型の内周面は平坦にしつつ金型の外周面にヒートシンクを設けることで、金型の内周面上の熱膨張量の違いに起因する金型の熱変形によって内周面を凸形状とすることができる。
以下、金型の外周面にヒートシンクを設けてプレス成形を行って上記形状のガラスブランクを作製する方法について、図8を参照してさらに説明する。
【0044】
この変形例では、図8(a)に示されるように、図4(a)〜(c)に示される第1の型121及び第2の型122において、平面状のプレス成形面である内周面121aおよび内周面122aのそれぞれに対して反対側の外周面121cおよび122cの外周縁に、円板状のガラスブランクの外周を取り巻くようにヒートシンク121d,122dが設けられる。第1の型121および第2の型122にヒートシンク121d,122dが設けられることにより、プラス成形中の第1の型121および第2の型122には、図8(b)に示すような熱の流れが生じ、プレス成形中のガラスブランクの外周側の部分と中心部側では冷却に差が生じる。これにより、プレス成形後のガラスブランクGは、図8(c)に示すように、成形されたガラスブランクGの断面形状が中心部から外周端部に向かって板厚が大きくなる凹形状のガラスブランクが成形される。
図8(c)に示すような凹形状の断面を有するガラスブランクGの板厚について、最大厚さと最小厚さの差は、例えば8μm以下である。
【0045】
このようなプレス成形の形態においても、金型のプレスの開始から、プレスされたガラスブランクの温度が歪点に下がるまでの期間、金型の両側のプレス成形面のガラスブランクと接触する部分の温度が、プレス成形面の間で実質的に同一になるようにガラスブランクをプレスすることが好ましい。その場合、言わば凹レンズ形状のガラスブランクの断面形状は、一対の主表面を上下としたときに上下線対称となり、各主表面で凹み量は例えば4μm以下である。したがって、磁気ディスク用ガラス基板として求められる目標平面度を4μm以下とするならば、プレス成形の後に、ガラス基板の平面度を改善するための研削工程を少なくとも1工程省くことができるか、または研削工程を省くことができる。また、図8(c)に示したように、断面形状が中心部から外周端部に向かって板厚が大きくなるガラスブランクが成形されるので、研削工程を行う場合には、ガラスブランクの板厚が厚い外周縁が研削加工の起点となり易く、その結果、効率のよい研削をすることができる。
【0046】
なお、図8(a),(b)に示す金型の形態は、ヒートシンク121d,122dを設け、図8(b)に示すような熱の流れを作るものであるが、このような熱の流れを実現して、図8(c)に示すような凹状のガラスブランクGを作製するには、プレス成形中のガラスブランクGの中心部分に対応する第1の型121および第2の型122の外周面121c,122cの部分に熱源を設ける形態を採用することもできる。
【0047】
図8に示したように、一対の主表面の中央部が凹んでおり、かつ中心部から外周端部に向かって板厚が大きくなるガラスブランクを作製するのは、外周端部におけるロールオフの発生を抑制することができるガラス基板を作製するためである。
以下では、図8に示したプレス成形によって得られたガラスブランクGを元にして磁気ディスク用ガラス基板を作製する場合の各工程の処理について、適宜図9を参照して説明する。なお、図9はガラス基板の外周端部の加工方法を順に示す図であり、(a)〜(c)は外周端部のみを拡大して示している。
【0048】
(b)スクライブ工程(ステップS20;形状加工工程)
プレス成形工程の後に、スクライブ工程が行われる。スクライブ工程では、成形されたガラスブランクGに対してスクライブが行われる。
ここでスクライブとは、成形されたガラスブランクGを所定のサイズのリング形状とするために、ガラスブランクGの表面に超鋼合金製あるいはダイヤモンド粒子からなるスクライバにより2つの同心円(内側同心円および外側同心円)状の切断線(線状のキズ)を設けることをいう。2つの同心円の形状にスクライブされたガラスブランクGは、部分的に加熱され、ガラスブランクGの熱膨張の差異により、外側同心円の外側部分および内側同心円の内側部分が除去される。これにより、円環状のガラス基板が得られる。スクライブ工程で得られるガラス基板は、元のガラスブランクGと同様に、中心部から外周端部に向かって板厚が大きくなる形状となっている。すなわち、スクライブ工程で得られるガラス基板の外周端部は、図9(a)に示す形状となっている。
なお、ガラスブランクに対してコアドリル等を用いて円孔を形成することにより円環状のガラス基板を得ることもできる。
【0049】
(c)面取り面形成工程(ステップS30)
次に、面取り面形成工程について説明する。面取り面形成工程では、スクライブ工程後のガラス基板の端部に対するチャンファリング加工(外周端部および内周端部の面取り加工)を含む。チャンファリング加工は、スクライブ工程後のガラス基板の外周端部および内周端部において、主表面と、主表面と垂直な側壁部との間で、ダイヤモンド砥石により面取りを施す形状加工である。面取り角度は、主表面に対して例えば40〜50度である。
ここで、スクライブ工程後のガラス基板の主表面は、図9(a)に示したように、中央から外周端部にかけて上り勾配になっている。そのため、スクライブ工程後のガラス基板の主表面Pの外周端部に対して面取り面を形成すると、面取り面形成後のガラス基板は、図9(b)に示したようになる。つまり、主表面Pと端面Tとの間に介在したエッジ部Eが削られて、主表面Pと面取り面Tの間に隆起部M1が形成されるようになる。
【0050】
(d)固定砥粒による研削工程(ステップS40)
固定砥粒による研削工程では、遊星歯車機構を備えた両面研削装置を用いて、形状加工工程後のガラス基板の主表面に対して研削加工(機械加工)を行う。研削による取り代は、例えば数μm〜100μm程度である。両面研削装置は、上下一対の定盤(上定盤および下定盤)を有しており、上定盤および下定盤の間にガラス基板が狭持される。そして、上定盤または下定盤のいずれか一方、または、双方を移動操作させることで、ガラス基板と各定盤とを相対的に移動させることにより、このガラス基板の両主表面を研削することができる。なお、遊星歯車機構を備えた両面研削装置の例については、特開2008−254166号公報を参照されたい。
なお、本実施形態のプレス成形工程では、極めて平面度の高いガラスブランクを作製できるため、この研削工程を行わなくてもよい。また、研削工程の前に、研削工程で用いた装置と同様の両面研削装置およびアルミナ系遊離砥粒を用いたラッピング工程を行ってもよい。
【0051】
(e)端面研磨工程(ステップS50)
次に、研削工程後のガラス基板の端面研磨が行われる。
端面研磨では、ガラス基板の内周端面及び外周端面をブラシ研磨により鏡面仕上げを行う。このとき、酸化セリウム等の微粒子を遊離砥粒として含むスラリーが用いられる。端面研磨を行うことにより、ガラス基板の端面での塵等が付着した汚染、ダメージあるいはキズ等の損傷の除去を行うことにより、サーマルアスペリティの発生の防止や、ナトリウムやカリウム等のコロージョンの原因となるイオン析出の発生を防止することができる。
【0052】
(f)第1研磨工程(ステップS60)
次に、端面研磨工程後のガラス基板の主表面に第1研磨が施される。第1研磨による取り代は、例えば数μm〜50μm程度である。第1研磨は、固定砥粒による研削により主表面に残留したキズ、歪みの除去、微小な表面凹凸(マイクロウェービネス、粗さ)の調整を目的とする。第1研磨工程では、研削工程で用いたものと同様の構造の両面研磨装置を用いて、研磨液を与えながら研磨する。研磨液に含有させる研磨剤は、例えば、酸化セリウム砥粒、あるいはジルコニア砥粒である。
【0053】
なお、第1研磨工程では、ガラス基板の主表面について、表面粗さ(Ra)を0.5nm以下とし、かつマイクロウェービネス(MW-Rq)を0.5nm以下とするように研磨を行う。ここで、マイクロウェービネスは、主表面全面の半径14.0〜31.5mmの領域における波長帯域100〜500μmの粗さとして算出されるRMS(Rq)値で表すことができ、例えば、ポリテック社製のModel−4224を用いて計測できる。
表面粗さは、JIS B0601:2001により規定される算術平均粗さRaで表され、0.006μm以上200μm以下の場合は、例えば、ミツトヨ社製粗さ測定機SV−3100で測定し、JIS B0633:2001で規定される方法で算出できる。その結果、粗さが0.03μm以下であった場合は、例えば、日本Veeco社製走査型プローブ顕微鏡(原子間力顕微鏡;AFM)ナノスコープで計測しJIS R1683:2007で規定される方法で算出できる。本願においては、1μm×1μm角の測定エリアにおいて、512×512ピクセルの解像度で測定したときの算術平均粗さRaを用いることができる。
【0054】
(g)化学強化工程(ステップS70)
次に、第1研磨工程後のガラス基板は化学強化される。
化学強化液として、例えば硝酸カリウム(60重量%)と硫酸ナトリウム(40重量%)の混合液等を用いることができる。化学強化工程では、化学強化液を例えば300℃〜400℃に加熱し、洗浄したガラス基板を例えば200℃〜300℃に予熱した後、ガラス基板を化学強化液中に例えば3時間〜4時間浸漬する。
ガラス基板を化学強化液に浸漬することによって、ガラス基板の表層のリチウムイオン及びナトリウムイオンが、化学強化液中のイオン半径が相対的に大きいナトリウムイオン及びカリウムイオンにそれぞれ置換されることで表層部分に圧縮応力層が形成され、ガラス基板が強化される。なお、化学強化処理されたガラス基板は洗浄される。例えば、硫酸で洗浄された後に、純水等で洗浄される。
【0055】
(h)第2研磨工程(ステップS80)
次に、化学強化工程後のガラス基板に第2研磨が施される。第2研磨による取り代は、例えば1μm程度である。第2研磨は、主表面の鏡面研磨を目的とする。第2研磨では例えば、第1研磨で用いた研磨装置を用いる。このとき、第1研磨と異なる点は、遊離砥粒の種類及び粒子サイズが異なることと、樹脂ポリッシャの硬度が異なることである。
第2研磨に用いる遊離砥粒として、例えば、スラリーに混濁させたコロイダルシリカ等の微粒子(粒子サイズ:直径10〜50nm程度)が用いられる。
研磨されたガラス基板を中性洗剤、純水、IPA等を用いて洗浄することで、磁気ディスク用ガラス基板が得られる。
第2研磨工程を実施することは必ずしも必須ではないが、ガラス基板の主表面の表面凹凸のレベルをさらに良好なものとすることができる点で実施することが好ましい。第2研磨工程を実施することで、主表面の粗さ(Ra)を0.1nm以下かつ上記主表面のマイクロウェービネス(MW-Rq)を0.1nm以下とすることができる。
【0056】
第2研磨工程では比較的硬度の低い樹脂ポリッシャを用いているため、樹脂ポリッシャの研磨面に所定の荷重を掛けてガラス基板の主表面に対して研磨を行うと、樹脂ポリッシャによる応力は、面で荷重を受ける主表面よりも、線で荷重を受ける外周端部に対してより掛かりやすくなる。その結果、第2研磨工程では、主表面よりも外周端部の方がより多く研磨されることになる。ここで、図9(b)に示したように、面取り面形成工程以後のガラス基板は、外周端部に隆起部M1が形成された形状となっているが、第2研磨工程における研磨により、図9(c)に示すように隆起部M1が削られて隆起部M1が除去される。その結果、主表面は、面取り面の起点まで平面度が高いものとなり、外周端部におけるロールオフの発生が抑制される。
【0057】
[磁気ディスク]
以上の各工程を経て、磁気ディスク用ガラス基板が作製される。この磁気ディスク用ガラス基板を用いて、磁気ディスクは以下のようにして得られる。
磁気ディスクは、例えばガラス基板の主表面上に、主表面に近いほうから順に、少なくとも付着層、下地層、磁性層(磁気記録層)、保護層、潤滑層が積層された構成になっている。
例えば基板を真空引きを行った成膜装置内に導入し、DCマグネトロンスパッタリング法にてAr雰囲気中で、基板主表面上に付着層から磁性層まで順次成膜する。付着層としては例えばCrTi、下地層としては例えばCrRuを用いることができる。磁性層としては、例えばCoPt系合金を用いることができる。また、L10規則構造のCoPt系合金やFePt系合金を形成して熱アシスト磁気記録用の磁性層とすることもできる。上記成膜後、例えばCVD法によりC2H4を用いて保護層を成膜し、続いて表面に窒素を導入する窒化処理を行うことにより、磁気記録媒体を形成することができる。その後、例えばPFPE(パーフルオロポリエーテル)をディップコート法により保護層上に塗布することにより、潤滑層を形成することができる。
【実施例】
【0058】
以下に、本発明を実施例によりさらに説明する。但し、本発明は実施例に示す態様に限定されるものではない。
【0059】
(1)溶融ガラスの作製
以下の組成のガラスが得られるように原料を秤量し、混合して調合原料とした。この原料を熔融容器に投入して加熱、熔融し、清澄、攪拌して泡、未熔解物を含まない均質な熔融ガラスを作製した。得られたガラス中には泡や未熔解物、結晶の析出、熔融容器を構成する耐火物や白金の混入物は認められなかった。
[ガラスの組成]
酸化物基準に換算し、モル%表示で、SiO2を50〜75%、Al2O3を1〜15%、Li2O、Na2O及びK2Oから選択される少なくとも1種の成分を合計で5〜35%、MgO、CaO、SrO、BaO及びZnOから選択される少なくとも1種の成分を合計で0〜20%、ならびにZrO2、TiO2、La2O3、Y2O3、Ta2O5、Nb2O5及びHfO2から選択される少なくとも1種の成分を合計で0〜10%、有する組成からなるアルミノシリケートガラス
【0060】
上記溶融ガラスを準備し、本発明のプレス成形方法(図3、図4の装置を用いた方法)を用いて、直径75mm、厚さ0.9mmのガラスブランクを作製した。溶融ガラス流出口111から吐出される溶融ガラス材料LGの温度は1300℃であり、この時の溶融ガラス材料LGの粘度は700ポアズである。また、第1の型及び第2の型の内周面の表面粗さ(算術平均粗さRa)は、0.01μm〜0.1μmとした。
溶融ガラス流出口111から吐出される溶融ガラス材料LGは、切断ユニット160によって切断され、直径約20mmのゴブGGが形成される。ゴブGGは、プレスユニットによって荷重3000kgfで、その温度が溶融ガラス材料のガラス転移温度(Tg)以下となるまで(約3秒)プレスされ、直径75mmのガラスブランクが形成された。このとき、第1の型および第2の型の内周面の中央位置における温度は共に、470℃とした。
また、金型の外周面に銅製の図8に示したヒートシンクを設けてプレスを行ったところ、ガラスブランクは、一対の主表面の中央部が凹んでおり、かつ中心部から外周端部に向かって板厚が大きくなる形状となった。外周側の部分と中心部側の冷却度合いが異なる2種類の形状のヒートシンクについて試行した。
【0061】
次に、実施例のガラスブランクを用い、図2のステップS20,S30,S50〜S80の工程(すなわち、固定砥粒による研削工程を除く各工程)を順に行って、それぞれ磁気ディスク用ガラス基板を作製した。つまり、平面度を向上させるための主表面の研削工程を行わずに磁気ディスク用ガラス基板を作製した。
なお、上記磁気ディスク用ガラス基板の作製に当たっては、第1研磨、第2研磨の各工程は、以下の条件で行った。
・第1研磨工程:酸化セリウム(平均粒子サイズ;直径1〜2μm)、硬質ウレタンパッド(JIS−A硬度:80〜100)を使用して研磨した。取り代10〜40μm。
・第2研磨工程:コロイダルシリカ(平均粒子サイズ;直径20〜40nm)、軟質ポリウレタンパッド(アスカーC硬度:50〜80)を使用して研磨した。取り代1〜5μm。
【0062】
[実施例の磁気ディスク用ガラス基板の評価]
実施例のいずれのガラスブランクも中央部が凹んでいた。次に、ステップS30まで終えたガラス基板について、平面度およびダブオフ値を測定した。さらに、全ての工程を終えた磁気ディスク用ガラス基板に対して、ダブオフ値を測定した。評価結果を図1に示す。
【0063】
平面度は、ガラス基板を水平面上に置き、水平面からの法線軸上で一定の高さから見たときのガラス基板の主平面上における最も低い位置(谷)と最も高い位置(山)の法線軸上の高さの差として定義することができ、例えばNidek社製フラットネステスターFT−900を用いて測定した。表1に示す平面度の評価基準は、以下のとおりである。以下の基準において、ガラス基板の平面度が8.0μm以下であれば研削工程にて平面度を磁気ディスク用ガラス基板の目標平面度である4μm以下のレベルまで改善できる点でよい。また、ガラス基板の平面度が4.0μm以下であれば、研削工程を省略しても磁気ディスク用ガラス基板の目標平面度を達成できることになるためコスト低減になってさらに良い。
○○○:平面度が2.0μm以下
○○:平面度が2.0μmより大きく4.0μm以下
○:平面度が4.0μmより大きく8.0μm以下
×:平面度が8.0μmより大きい
【0064】
端部形状の評価として、ダブオフ値を評価した。図10は、ダブオフ値の算出方法を概念的に説明するために、ガラス基板の端部の断面を拡大して表した図である。ダブオフ値を算出するためには、ガラス基板の中心点と、その中心点から外縁に向けて30mm離れた主表面上の位置(X1とする。)と、その中心点から外縁に向けて31.5mm離れた主表面上の位置(X2とする。)とが、図2に示すように定義される(外径65mmのガラス基板の場合)。なお、ガラス基板の中心点とX1とX2は、ガラス基板を上から見たときには同一線上にある。このとき、X1とX2を結ぶ基準線Lに対して主表面が突出している場合には、ガラス基板の端部はロールオフ形状(図10の(a)の場合)であり、その最大突出量をダブオフ値D(プラス値)とする。逆に、X1とX2を結ぶ基準線に対して主表面が凹んでいる場合には、ガラス基板の端部はスキージャンプ形状(図10の(b)の場合)であり、その最大凹み量をダブオフ値D(マイナス値)とする。ダブオフ値の測定には表面形状測定装置(Phase Shift社製、MicroXAM)を用いた。
1枚の円環状のガラス基板に対するダブオフ値の算出は以下のようにして行う。一方の面について90度間隔で4点(X1とX2について4個の組合せ)のダブオフ値を算出し、得られた4個のダブオフ値のうち絶対値が最も大きい値をその面のダブオフ値(プラス値またはマイナス値である)とする。同様にして、他方の面についてもダブオフ値を算出する。そして、両面のダブオフ値の平均値を、そのガラス基板のダブオフ値(プラス値またはマイナス値である)とする。ダブオフ値は、絶対値で10nm以下であることが好ましく、絶対値で5nm以下であるとなお好ましい。
【0065】
【表1】
【0066】
表1の評価結果が示すように、実施例1及び実施例2では、ステップS30(面取り面形成)直後の端部形状はスキージャンプ形状となっているが、その後の研磨工程によるロールオフの作用がスキージャンプ形状の隆起部に生じ、最終的には僅かなダブオフ値のロールオフ形状となった。
【0067】
次に、実施例1,2のガラスブランクを元にして作製された磁気ディスク用ガラス基板に記録層を成膜して磁気ディスク(それぞれ表2の実施例1A,2A)を作製した。作製した磁気ディスクは公称2.5インチサイズ(内径20mm、外径65mm、板厚0.8mm)である。
なお、磁気ディスク用ガラス基板に対する記録層の成膜は以下の通り行った。まず、真空引きを行った成膜装置を用い、DCマグネトロンスパッタリング法にてAr雰囲気中で、基板上に付着層/軟磁性層/前下地層/下地層/主記録層/補助記録層/保護層/潤滑層を順次成膜した。なお、断らない限り成膜時のArガス圧は0.6Paで行った。付着層としては、Cr−50Tiを10nm成膜した。軟磁性層としては、0.7nmのRu層を挟んで、92Co−3Ta−5Zrをそれぞれ20nm成膜した。前下地層としては、Ni−5Wを8nm成膜した。下地層としては、0.6PaでRuを10nm成膜した上に5PaでRuを10nm成膜した。主記録層としては、3Paで90(72Co−10Cr−18Pt)−5(SiO2)−5(TiO2)を15nm成膜した。補助記録層としては、62Co−18Cr−15Pt−5Bを6nm成膜した。保護層としては、CVD法によりC2H4を用いて4nm成膜し、表層を窒化処理した。潤滑層としては、ディップコート法によりPFPEを用いて1nm形成した。
【0068】
[実施例の磁気ディスクの評価]
実施例の磁気ディスクを対象として、クボタコンプス社製HDFテスター(Head/Disk Flyability Tester)を用いて、DFH(Dynamic Fly height)ヘッド素子部のタッチダウン試験(DFHタッチダウン試験)を行った。この試験は、DFH機構によって素子部を徐々に突き出していき、AE(Acoustic Emission)センサによって磁気ディスク表面との接触を検知することによって、ヘッド素子部が磁気ディスク表面と接触するときの突き出し量を評価するものである。ヘッドは320GB/P磁気ディスク(2.5インチサイズ)向けのDFHヘッドを用いた。素子部の突き出しがない時の浮上量は10nmである。すなわち、例えば突き出し量が8nmのとき、ヘッド浮上量は2nmとなる。また、その他の条件は以下の通り設定した。
・評価半径:30.5mm
・磁気ディスクの回転数:5400rpm
・温度:25℃
・湿度:60%
【0069】
DFHタッチダウン試験の結果を表2に示す。なお、表2において、ヘッド素子部の突き出し量に応じて以下の通り評価した。
○:突き出し量≧8nm
×:突き出し量<8nm
【0070】
【表2】
【0071】
元になるガラスブランクの中央部の凹み量に関わらず、研削工程を省略して作製したいずれの実施例の磁気ディスクについても、平面度が良好で、かつ媒体化した際に良好なDFHタッチダウン試験結果が得られる磁気ディスク用ガラス基板が製造できることが確認できた。
【0072】
以上、本発明の実施形態について詳細に説明したが、磁気ディスク用ガラス基板の製造方法は上記実施形態に限定されず、本発明の主旨を逸脱しない範囲において、種々の改良や変更をしてもよいのは勿論である。
【符号の説明】
【0073】
1…磁気ディスク用ガラス基板
2…中心穴
【特許請求の範囲】
【請求項1】
溶融ガラスの塊を一対の金型を用いてプレス成形してガラスブランクを成形する成形工程と、
成形されたガラスブランクをディスク形状のガラス基板に形状加工する形状加工工程と、
上記ディスク形状のガラス基板の少なくとも外周端部に面取り面を形成する面取り面形成工程と、
面取り面が形成されたガラス基板の主表面を研磨する研磨工程とを含む、磁気ディスク用ガラス基板の製造方法であって、
上記成形工程では、一対の主表面の中央部が凹んでおり、かつ中心部から外周端部に向かって板厚が大きくなるガラスブランクを成形し、
上記面取り面形成工程では、主表面と上記面取り面に隆起部が介在するガラス基板を形成し、
上記研磨工程では、上記隆起部が除去されるようにガラス基板の研磨を行うことを特徴とする磁気ディスク用ガラス基板の製造方法。
【請求項2】
上記成形工程では、落下中の上記溶融ガラスの塊を、その落下方向と直交する方向から上記一対の金型を用いてプレス成形することを特徴とする、請求項1に記載された磁気ディスク用ガラス基板の製造方法。
【請求項3】
上記成形工程では、上記金型の溶融ガラスと接触する部分の温度が、上記一対の金型間で実質的に同一の温度となるようにプレス成形することを特徴とする、請求項1または2に記載された磁気ディスク用ガラス基板の製造方法。
【請求項4】
上記成形工程により成形されたガラスブランクに対して、上記研磨工程では取り代50μm以下の研磨加工を施して磁気ディスク用ガラス基板を製造することを特徴とする、磁気ディスク用ガラス基板の製造方法。
【請求項1】
溶融ガラスの塊を一対の金型を用いてプレス成形してガラスブランクを成形する成形工程と、
成形されたガラスブランクをディスク形状のガラス基板に形状加工する形状加工工程と、
上記ディスク形状のガラス基板の少なくとも外周端部に面取り面を形成する面取り面形成工程と、
面取り面が形成されたガラス基板の主表面を研磨する研磨工程とを含む、磁気ディスク用ガラス基板の製造方法であって、
上記成形工程では、一対の主表面の中央部が凹んでおり、かつ中心部から外周端部に向かって板厚が大きくなるガラスブランクを成形し、
上記面取り面形成工程では、主表面と上記面取り面に隆起部が介在するガラス基板を形成し、
上記研磨工程では、上記隆起部が除去されるようにガラス基板の研磨を行うことを特徴とする磁気ディスク用ガラス基板の製造方法。
【請求項2】
上記成形工程では、落下中の上記溶融ガラスの塊を、その落下方向と直交する方向から上記一対の金型を用いてプレス成形することを特徴とする、請求項1に記載された磁気ディスク用ガラス基板の製造方法。
【請求項3】
上記成形工程では、上記金型の溶融ガラスと接触する部分の温度が、上記一対の金型間で実質的に同一の温度となるようにプレス成形することを特徴とする、請求項1または2に記載された磁気ディスク用ガラス基板の製造方法。
【請求項4】
上記成形工程により成形されたガラスブランクに対して、上記研磨工程では取り代50μm以下の研磨加工を施して磁気ディスク用ガラス基板を製造することを特徴とする、磁気ディスク用ガラス基板の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−77366(P2013−77366A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−218334(P2011−218334)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000113263)HOYA株式会社 (3,820)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000113263)HOYA株式会社 (3,820)
【Fターム(参考)】
[ Back to top ]