
磁気内面研磨装置および磁気内面研磨方法
【課題】小径の管や薄肉の管であっても研磨後の管内面の真円度を確保できる磁気内面研磨装置および磁気内面研磨方法を提供することを課題とする。
【解決手段】磁石20および非磁性のスペーサ21を有する加工ヘッド2と、加工ヘッド2を回転させる回転機構4と、加工ヘッド2を非磁性の管7内へ押し出す推進機構5と、回転機構4および推進機構5において発生する駆動力を加工ヘッド2へ伝達する伝達機構3と、を備えた磁気内面研磨装置1であって、磁石20とスペーサ21とが管7の長手方向に交互に配置した磁気内面研磨装置1とする。また、磁性粒子60および非磁性粒子61を分散させた媒体62を加工ヘッド2へ供給する分散媒体供給機構6を設けることもできる。
【解決手段】磁石20および非磁性のスペーサ21を有する加工ヘッド2と、加工ヘッド2を回転させる回転機構4と、加工ヘッド2を非磁性の管7内へ押し出す推進機構5と、回転機構4および推進機構5において発生する駆動力を加工ヘッド2へ伝達する伝達機構3と、を備えた磁気内面研磨装置1であって、磁石20とスペーサ21とが管7の長手方向に交互に配置した磁気内面研磨装置1とする。また、磁性粒子60および非磁性粒子61を分散させた媒体62を加工ヘッド2へ供給する分散媒体供給機構6を設けることもできる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、磁力を利用して非磁性の管内面を研磨する磁気内面研磨装置および磁気内面研磨方法に関する。
【背景技術】
【0002】
航空宇宙関連やエネルギー関連の部品や部材では、ステンレス鋼(SUS)や超耐熱合金などの難削材が多数使用されており、高品質・高精度の加工精度が要求されている。特に、難削材の管体内面を研磨する場合には通常の鋼材に比べて、使用する砥粒の材質や粒度、油剤の種類など種々の観点から十分な検討が必要である。このような難削材の管内面の研磨に関しては様々な研磨方法や研磨装置が提案されている。
例えば、特許文献1および2では研磨する管の内面に磁性粒子などを含む流体(液体)を挿入して、管の外周側に磁石(または電磁石)を配置した上で管自体を回転させるか、または管外周側に配置した磁石の磁極を変えることで管内を研磨する方法およびその装置が開示されている。この方法および装置は、管内面の磁性粒子と管外周に配置した磁石とが互いに引き合う磁力を利用して、磁性粒子が管外周方向に働く押し付け力によって管内面の研磨を行うものである。
しかし、特許文献1および2の方法および装置は管外周側に磁石を配置することから装置自体が複雑になり、研磨方法については操作が煩雑になるという問題があった。そこで、特許文献3では、磁性を有する管の内面に磁石を有する加工ヘッドを挿入して、その加工ヘッドを回転運動させつつ、管の長手方向に移動させながら研磨する管内面研磨装置およびその方法が記載されている。これにより管外面に配置していた磁石も不要となり、研磨方法も簡易になる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第4263673号公報
【特許文献2】特開平8−1506号公報
【特許文献3】特開2007−268689号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献3に記載された管内面の研磨装置および方法も、特許文献1および2と同様に、管内面の研磨は管内に挿入した加工ヘッドに取り付けた磁石と磁性を有する管との磁力によって、磁性粒子が管内面へ押し付けられることで管内の研磨を行うものである。そのため、内径が小さい管や薄肉の管である場合には磁性粒子が管内面に押し付けられるために管が変形したり、または損傷するという問題があった。
また、加工ヘッドの磁石の位置と研磨前の管内面の凹凸状態によっては管内面の半径方向に対する力が不均衡に作用する結果、研磨後の管内面の形状が変形して真円度が得られないという問題もあった。
そこで、本発明においては、小径の管や薄肉の管であっても研磨後の管内面の真円度を確保できる磁気内面研磨装置および磁気内面研磨方法を提供することを課題とする。
【課題を解決するための手段】
【0005】
前述した課題を解決するため、本発明においては、磁石および非磁性のスペーサを有する加工ヘッドと、加工ヘッドを回転する回転機構と、加工ヘッドを非磁性の管内へ押し出す推進機構と、回転機構および推進機構において発生する駆動力を加工ヘッドへ伝達する伝達機構と、を備えた磁気内面研磨装置であって、磁石とスペーサとが管の長手方向に交互に配置している磁気内面研磨装置とした。
本発明の構成によれば、加工ヘッドには磁石と非磁性のスペーサとが非磁性の管の長手方向(管軸方向)に交互に配置しているので、加工ヘッドには管の長手方向に沿って安定した磁力線が生じる。すなわち、管の長手方向に沿った磁石を加工ヘッドへ取り付ける場合には、1個の磁石を複数個の磁石へ細分化した上で、非磁性のスペーサをこれらの磁石の間に挿入することで、複数個の磁石から管の長手方向に磁力線が発生し、加工ヘッド全体に渡って磁場の強さが安定する。以下、本発明に係る磁気内面研磨装置を構成する加工ヘッド、回転機構、推進機構および伝達機構について詳述する。
本発明に係る磁気内面研磨装置を構成する加工ヘッドは、磁気内面研磨装置において非磁性の管内を研磨する部位である。加工ヘッドは磁石と非磁性のスペーサを有しており、これらの磁石と非磁性のスペーサとが交互に配置された状態で加工ヘッドの一部を形成している。この場合、加工ヘッドには少なくとも2個の磁石が必要であるので、磁石とスペーサとの最小の配置形態は2個の磁石の間に非磁性のスペーサ1個が装入されている形態である(磁石、スペーサ、磁石の順に配置されている)。また、数珠つなぎのように磁石とスペーサとを交互に配置する形態とすることもできるので、管内の研磨する長さに応じて磁石およびスペーサの各々の長さや磁石とスペーサから成る一体長さを適宜調整する。さらに、スペーサを介して隣り合う2個の磁石の向かい合う極同士は、S極同士またはN極同士のように同極同士とする。
加工ヘッドに用いる磁石としては、永久磁石や電磁石を用いることが可能であり、スペーサとしてはセラミックスや樹脂などの非金属材料やアルミニウムなどの非磁性の金属材料を用いることができる。磁石およびスペーサの形状については、研磨対象の非磁性の管内に挿入できる形状であれば、円形や楕円形に限らず三角形や四角形などの多角形状も使用可能である。また、大きさ(厚み)については磁石とスペーサとが同一の大きさ(厚み)としたり、異なる大きさとすることも可能である。例えば、磁石およびスペーサを共に円形とした場合には、磁石の直径をスペーサの直径よりも大きくすることで、隣り合う磁石の間に直径の異なるスペーサが存在するので、スペーサの部分には磁石とスペーサとの直径の差異による空隙を設けることもできる。
本発明に係る磁気内面研磨装置を構成する回転機構は、前述の加工ヘッドを非磁性の管内で円周方向に回転させる機構である。具体的には、回転機構には加工ヘッドを回転させる原動力となるモータなどを用いることができる。
本発明に係る磁気内面研磨装置を構成する推進機構は、磁気内面研磨装置を構成する加工ヘッドを非磁性の管内へ押し出す(送り出す)機構である。具体的には、後述する伝達機構を2個の回転体(ローラ)の間に挟みこんだ状態で回転体を回転させながら加工ヘッドを非磁性の管内へ押し出す方式や回転機構を構成するモータ自体を管の長手方向に移動させることで加工ヘッドを非磁性の管内へ押し出す方式などがある。
本発明に係る磁気内面研磨装置を構成する伝達機構は、回転機構および推進機構において発生する駆動力を加工ヘッドに伝達する機構である。具体的には、複数の金属線をよりあわせることで形成したフレキシブルシャフトやユニバーサルジョイント(自在継手)を多数連結したものなどを用いることができる。
請求項2に係る発明においては、前述の磁気内面研磨装置に、磁性粒子および非磁性粒子を分散させた媒体を加工ヘッドへ供給する分散媒体供給機構を設けた磁気内面研磨装置とした。これによって、分散媒体が加工ヘッドへ供給されるので、磁性粒子および非磁性粒子から成る粒子群と、加工ヘッドを構成する磁石から発生する磁力線とが協働して、磁力線に沿って集合する粒子群は管内面に対して弾性体のように接触する。以下、分散媒体供給機構について詳述する。
分散媒体供給機構は、研磨する非磁性の管内へ磁性粒子および非磁性粒子を分散させた媒体(以下、分散媒体という)を供給する機構である。磁性粒子としては鉄やマグネタイト(Fe3O4)の他にニッケル、コバルト、ガドリニウム(Gd)またはそれらの合金を用いることができる。非磁性粒子としてはアルミナ(Al2O3)の他に炭化ケイ素、炭化ホウ素、ダイヤモンド、窒化ホウ素を用いることができる。この非磁性粒子が管内面の研磨において研磨剤の役割を果たす。これらの粒径については、磁性粒子および非磁性粒子共に0.5μm〜50μmの範囲とすることが好ましい。また、これらの粒子を分散させる媒体としては磁性流体のみからなる媒体または磁性流体をベースとしてケロシン(灯油)とセルロースとを含む媒体を用いることができる。その動粘度については、1〜1000mm2/sとすることが好ましい。
また、分散媒体を管内へ供給する手段としては、分散媒体を貯留するタンクと、タンク内の分散媒体を非磁性の管内へ圧送するポンプと、圧送する分散媒体を一定量に制御できるシリンダと、を有する供給装置を用いることができる。
請求項3に係る発明においては、請求項2に記載の磁気内面研磨装置を用いて、分散媒体供給機構より分散媒体を加工ヘッドへ供給した後、加工ヘッドを回転させながら、非磁性の管内を移動させる磁気内面研磨方法とした。分散媒体供給機構より分散媒体を加工ヘッドへ供給することで、加工ヘッドの外周面に分散媒体を付着した状態で非磁性の管内へ装入できる。
分散媒体を加工ヘッドへ供給する方法としては、例えば研磨する非磁性の管の装入口に通気孔を有するアダプタ(非磁性の管とほぼ同一内径を有する管体)を取り付ける。その後、加工ヘッドを当該アダプタから装入した時点でアダプタの通気孔より分散媒体を外部から供給すると加工ヘッドの外周面に分散媒体を付着することができる。加工ヘッドの外周面に分散媒体を付着した状態で、非磁性の管内に加工ヘッドを挿入して、回転機構および推進機構によって加工ヘッドは管内を回転しながら推進することで管内の研磨を行うことになる。この方法により、管内の研磨において研磨材の役割を果たす非磁性粒子を含んだ分散媒体の供給を加工ヘッドの管内への装入時のみで済ませることができる。なお、アダプタに複数の通気孔が設けられている場合には、一の通気孔から分散媒体を外部から供給すると同時に、他の通気孔から別の液体や気体を非磁性の管内へ送り込むことも可能となる。
【発明の効果】
【0006】
請求項1に係る発明の磁気内面研磨装置は、磁石および非磁性のスペーサを有する加工ヘッドと、加工ヘッドを回転する回転機構と、加工ヘッドを非磁性の管内へ押し出す推進機構と、回転機構および推進機構において発生する駆動力を加工ヘッドへ伝達する伝達機構と、を備えた磁気内面研磨装置であって、磁石とスペーサとを管の長手方向に交互に配置することで加工ヘッド全体に渡って磁場の強さが安定するので、磁性粒子と一体化した非磁性粒子を優先的に管内面側へ押し付けることで効率的に研磨できる。
請求項2に係る発明の磁気内面研磨装置は、請求項1に係る発明の磁気内面研磨装置に、磁性粒子および非磁性粒子を分散させた媒体を加工ヘッドへ供給する分散媒体供給機構を設ける磁気内面研磨装置とすることで、分散媒体が加工ヘッドへ供給されて、磁性粒子および非磁性粒子から成る粒子群と、加工ヘッドを構成する磁石から発生する磁力線と、が協働して、研磨する管内面に対して粒子群が弾性体のように接触する。その結果、加工ヘッドが研磨する管の管軸中心に自動的に保持されるので(セルフセンタリング効果)、管内面の状況に関わらず一定の圧力で管内面を研磨して、高い真円度を得ることができる。
【図面の簡単な説明】
【0007】
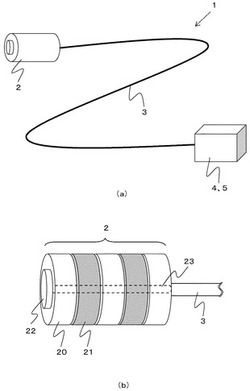
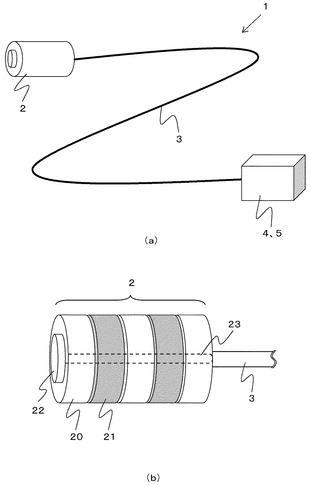
【図1】(a)本発明に係る磁気内面研磨装置1全体の模式図、(b)磁気内面研磨装置1を構成する加工ヘッド2の拡大模式図である。
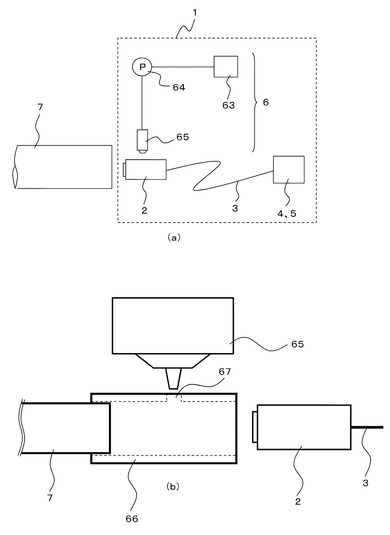
【図2】(a)分散媒体供給機構6を設けた磁気内面研磨装置1の模式図、(b)分散媒体供給機構6のシリンダ65と管7との接続部分の拡大模式断面図である。
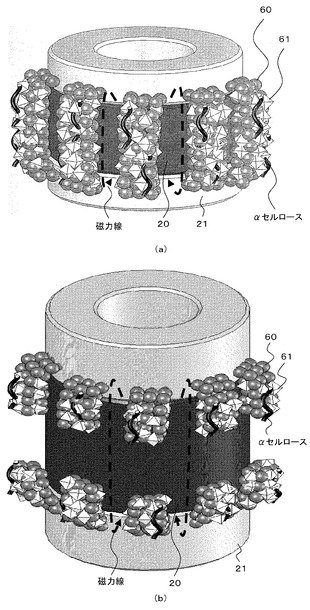
【図3】(a)短い磁石とスペーサとを交互に配列した加工ヘッド外周における分散媒体中の磁性粒子および非磁性粒子の分布状態を表す模式図、(b)長い磁石とスペーサとを交互に配列した加工ヘッド外周における分散媒体中の磁性粒子および非磁性粒子の分布状態を表す模式図である。
【図4】管7内にて加工ヘッド2回転中における磁性粒子60、非磁性粒子61およびαセルロースの分散状態を示す模式図である。
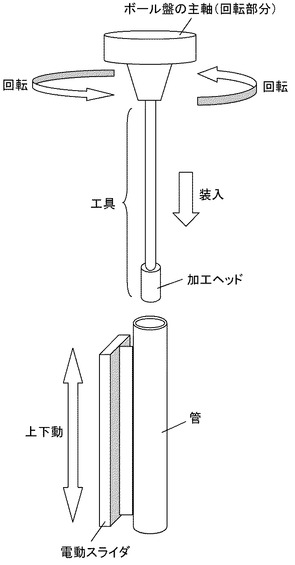
【図5】本発明に係る磁気内面研磨装置の加工ヘッドによる研磨効果を確認する簡易研磨試験装置の模式図である。
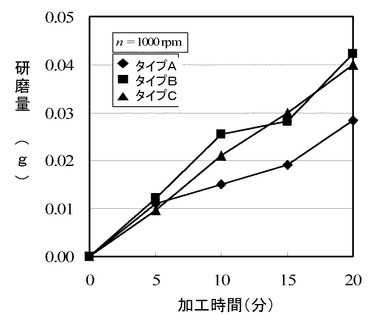
【図6】表1に示すタイプA〜Cの磁石とスペーサとから成る3種類の態様において、管の研磨量(加工量)の経時変化を示すグラフである。
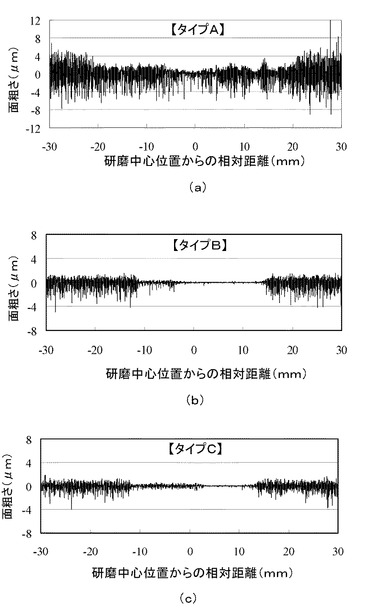
【図7】(a)タイプAの態様において20分間の試験終了後の管内面の面粗さを測定したグラフ、(b)タイプBの態様において20分間の試験終了後の管内面の面粗さを測定したグラフ、(c)タイプCの態様において20分間の試験終了後の管内面の面粗さを測定したグラフである。
【図8】試験開始から5分間隔で試験終了(試験開始から20分)までのタイプA〜Cの真円度比の変化を示すグラフである。
【発明を実施するための形態】
【0008】
本発明に係る磁気内面研磨装置の実施の形態について、図面を参照して説明する。図1(a)は本発明に係る磁気内面研磨装置1全体の模式図、同図(b)は磁気内面研磨装置1を構成する加工ヘッド2の拡大模式図である。図1(a)に示すように、本発明に係る磁気内面研磨装置1は、非磁性の管内へ挿入して研磨を行う加工ヘッド2と、加工ヘッド2を回転する回転機構4と、加工ヘッド2を非磁性の管内へ押し出す推進機構5と、回転機構4および推進機構5において発生する駆動力を加工ヘッド2へ伝達する伝達機構3と、から構成されている。伝達機構3は研磨する管の長さに応じて調節することができる。
また、同図(a)では回転機構4と推進機構5とを一体化した機構として図示しているが、各々の機構を別個に設けることもできる。さらに、同図(b)に示すように、加工ヘッド2は磁石20と、非磁性のスペーサ21と、を交互に配置して形成する。磁石20およびスペーサ21は共に円環状を有しており、中央の孔部には鋼製のロッド23が差し込まれて、ロッド23の先端部にあるストッパ22によって固定されている。ロッド23と伝達機構3とは、ねじこみや溶接などの手段によりお互いを固定することができる。
次に、分散媒体供給機構を設けた磁気内面研磨装置の実施の形態について、図面を参照して説明する。図2(a)は分散媒体供給機構6を設けた磁気内面研磨装置1の模式図、同図(b)は分散媒体供給機構6のシリンダ65と管7との接続部分にアダプタ66を用いた場合の拡大模式断面図である。図2(a)に示すように本発明に係る磁気内面研磨装置1には、図1(a)にて示した加工ヘッド2、伝達機構3、回転機構4および推進機構5の他に、分散媒体を貯留するタンク63、タンク63内の分散媒体を非磁性の管7内へ圧送するポンプ64、圧送する分散媒体を一定量に制御できるシリンダ65を有する分散媒体供給機構6が設けられている。図2(a)では分散媒体供給機構6が、加工ヘッド2、伝達機構3、回転機構4および推進機構5とは別個の機構として構成されているが、一つのまとまった構成(構造)とすることもできる。
また、分散媒体供給機構6より分散媒体を管7へ直接圧送することも可能であるが、図2(b)に示すように研磨する管7の端面に専用のアダプタ66を取り付けて、それを介して圧送することも可能である。この場合、アダプタ66に設けられているアダプタ66の内外面を貫通させた通気孔67を利用する。具体的には、通気孔67の外面側に分散媒体供給機構6を構成するシリンダ65の先端部を接続する。その後、アダプタ66の装入口から加工ヘッド2を管7の内面へ向けて挿入するので、その際に通気孔67より加工ヘッド2の外周面へ分散媒体をシリンダ65から注入、圧送できる。
次に、加工ヘッドを構成する磁石から発生する磁力線による分散媒体中の磁性粒子および非磁性粒子の分布状態について図3(a)および(b)を用いて説明する。同図(a)は、短い磁石20とスペーサ21とを交互に配列した加工ヘッド2外周における分散媒体中の磁性粒子60および非磁性粒子61の分布状態を表す模式図、同図(b)は長い磁石20とスペーサ21とを交互に配列した加工ヘッド2外周における分散媒体中の磁性粒子60および非磁性粒子61の分布状態を表す模式図である。
磁石20の長さが短い(厚さが薄い)場合には、磁石20の上面がN極、下面がS極としたときに図3(a)に示すように加工ヘッド2を構成する1つの磁石20から当該磁石20の周囲を取り囲むように図面の上部から下部へ向けて無数の磁力線が発生する。その磁力線(同図中の破線で示す部分)に沿って分散媒体を構成する磁性粒子60(図3中にて球体で表されるもの)が優先的に集まり、その磁性粒子60の間を縫うようにして非磁性粒子61(図3にて八面体にて表されるもの)が入り込む状態で集まる。また、磁性粒子60と非磁性粒子61を強固に結びつける接着剤の役割をするαセルロースが分散媒体中に均等に分布する。
このようにして形成された磁性粒子60と非磁性粒子61の集合体(以下、磁気クラスタという)が、磁石20の形態が円柱状であればその外周において磁石20の上面から下面方向に数珠つなぎのように形成される。また、磁力線方向に磁気クラスタが形成されるが、隣り合う磁力線によって形成される別の磁気クラスタとは互いに反発する性質を有する。すなわち、磁力線毎に形成されるこれらの磁気クラスタ同士は反発しているためにまとまって大きな1つの磁気クラスタを形成することはなく、それらの磁気クラスタ間には間隙が発生する。
これに対して、磁石20の長さが長い(厚さが厚い)場合には、磁石20の上面がN極、下面がS極としたときに図3(a)に示す場合と同様に加工ヘッド2を構成する1つの磁石20から当該磁石20の周囲を取り囲むように図面の上部から下部へ向けて無数の磁力線が発生する。しかし、磁石20の厚み方向における中央部は、N極である磁石20の上面やS極である磁石20の下面に比べて磁場の強さが小さくなる。その結果、磁場の弱い磁石20の中央部分には分散媒体を構成する磁性粒子60や非磁性粒子61が存在しない。つまり、磁石20が一定の長さ(厚さ)を超える場合には、磁性粒子60や非磁性粒子61が集合する部分が限定的となるため、非磁性の管内における研磨効率は磁石20の長さが一定の長さ(厚さ)以下の場合に比べて低下する。
本発明に係る磁気内面研磨装置1の加工ヘッド2は、磁石20を細分化(薄くまたは小さく)して、それらの磁石20の間にスペーサ21を挿入することで、1つの磁石20から発生する磁力線に沿って形成される磁気クラスタを個別に形成すると同時に各磁気クラスタ同士に間隙を設けることを企図したものである。つまり、磁気クラスタを利用して管7内面を研磨して、研磨された除去物質を磁気クラスタ同士間に発生する間隙にて捕捉できる。
【実施例1】
【0009】
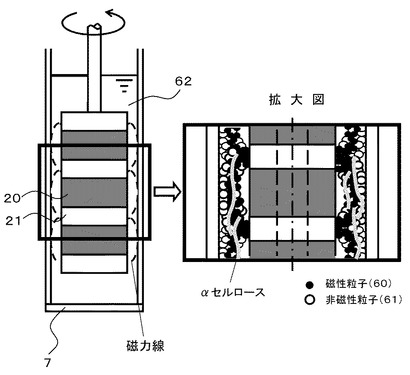
本発明に係る磁気内面研磨装置の加工ヘッドを構成する磁石による磁力線と分散媒体を構成する粒子(磁性粒子や非磁性粒子)の分散状態を目視により確認したので、その結果について図4を用いて説明する。まず、一端を封止した非磁性の管7(アクリル製)内に磁性粒子60、非磁性粒子61およびαセルロースを分散させた媒体(分散媒体)62を一定量注入して、その後、磁石20とスペーサ21とを交互に配置した(積層した)加工ヘッド2を管7内へ挿入して回転させた。しばらく加工ヘッド2を回転させた状態で磁性粒子60と非磁性粒子61の分散状態を管7の外部から目視で確認した。図4は、管7内にて加工ヘッド2回転中における磁性粒子60、非磁性粒子61およびαセルロースの分散状態を示す模式図である。
図4に示すように磁石20からは磁力線(同図中の破線で示す部分)が管7内面側へ向くように凸状に形成している。同図の拡大図に示すように磁石20から発生した磁力線に沿って磁性粒子60が集合し、同時に非磁性粒子61も集合する。磁性粒子60は磁石20側に多く存在するが、非磁性粒子61は磁場の強さが小さい部分に集合する性質を有することから、管7内面側に多く存在する特徴を示す。このような特徴を積極的に利用して、研磨剤の役割を果たす非磁性粒子61をできるだけ管7内面側に押し付けることで管7内の研磨効果を高めることができる。つまり、加工ヘッドが研磨する管の管軸中心に自動的に保持されるので、管内面の状況に関わらず一定の圧力で管内面を研磨して、高い真円度を得ることができる。また、αセルロースは磁性粒子60と非磁性粒子61を強固に結びつける接着剤の役割(磁気クラスタのせん断力を増加させる)を果たすので、加工ヘッド2が回転しながら管7内を進んでも磁性粒子60と非磁性粒子61との位置関係を安定的に保つことが出来る。なお、磁性粒子60と非磁性粒子61とを強固に結びつける物質としては、αセルロースの他にシリコンオイル、アルキルナフタレン、水などの液体にスメクタイト、ベントナイト、モンモリロナイトなどの粘土鉱物を分散させたものを用いることもできる。
以上より、磁石20から発生する磁力線と、磁力線に沿って集合する磁性粒子60および非磁性粒子61との形成によって、効率的に管7内面に対して研磨剤の役割を果たす非磁性粒子61を安定的に弾性体のごとく接触させることができる。
【実施例2】
【0010】
磁石およびスペーサから成る加工ヘッドの全長と管内の加工量および真円度との関係を確認するために簡易研磨試験を行ったので、その試験結果について図5ないし図7を用いて説明する。図5は本発明に係る磁気内面研磨装置の加工ヘッドによる研磨効果を確認する簡易研磨試験装置の模式図、図6はタイプA〜Cの配置態様における研磨量の経時変化、図7はタイプA〜Cの3種類の態様において20分間の試験終了後の管内面の面粗さを測定したグラフ、図8は試験開始から5分間隔で試験終了(試験開始から20分)までのタイプA〜Cの真円度比の変化を示すグラフである。
本研磨試験(以下、本試験という)に用いた装置および試験条件について説明する。まず、本試験においては図5に示すように本発明に係る磁気内面研磨装置を代用する簡易装置として電動スライダを備えたボール盤を用いた。具体的には、本発明に係る磁気内面研磨装置を構成する回転機構の役割をボール盤の主軸(回転部分)に取り付けた工具を回転させることで、推進機構の役割を電動スライダに取り付けたワークを上下動することで代用した。
また、本発明の磁気内面研磨装置を構成する加工ヘッドおよび伝達機構をボール盤の主軸に取り付ける工具により代用した。すなわちボール盤の主軸に取り付ける工具は、外径10mmの鋼材(ステンレス製)の先端部に円環状の磁石と非磁性のスペーサ(樹脂製)を交互に配列した状態でこれらの中央の孔部を貫通させたロッドをねじ込むことで、本発明の磁気内面研磨装置の加工ヘッドおよび伝達機構の代用とした。表1は、本試験に用いた工具先端に取り付ける磁石とスペーサとの3種類の配置態様、表2は工具とワーク(研磨対象管)との間に供給した磁性粒子と非磁性粒子とを含む分散媒体の成分割合(重量%)を示す。
【0011】
【表1】

【0012】
【表2】
【0013】
表1に示すように、磁石とスペーサとの配置に関して磁石およびスペーサの厚みやそれらの全長が各々異なるタイプA〜Cの計3種類の配置態様を用いて本試験を行った。
すなわち、タイプAは直径12mm、厚さ10mmの永久磁石3個と直径12mm、厚さ5mmの樹脂製スペーサ2個とを交互に配置して全長40mmとする構成、タイプBは直径12mm、厚さ5mmの永久磁石3個と直径12mm、厚さ2.5mmの樹脂製スペーサ2個とを交互に配置して全長20mmとする構成、タイプCは直径12mm、厚さ3mmの永久磁石5個と直径12mm、厚さ1.5mmの樹脂製スペーサ4個とを交互に配置して全長21mmとする構成とした。
また、表2に示すように本試験に用いた分散媒体は、重量割合(wt%)で磁性流体(MSGS60)39.2%、カーボニル鉄粉(粒径1.2μm)30.4%、アルミナ粒子(砥粒:WA粒径3μm)20.0%、αセルロース6.4%、ケロシン4.0%とから構成されている。ここで磁性流体とは、水や油などの流体に界面活性剤で覆われた直径10nm(ナノメートル)程度の強磁性微粒子が分散されており、磁場に応答する機能性流体をいう。また、タイプA〜Cを構成するスペーサの厚さは、磁石の厚さの半分の関係となるように統一した。これにより研磨する非磁性の管の上下動の距離(振幅)をスペーサと磁石との合計厚さと同一値に設定した場合、研磨する領域における磁石の滞留時間が一定になる。
次に、試験条件は、内径14.9mm、外径17.3mm、長さ100mmのステンレス鋼(SUS304BA)管の内面を研磨対象(ワーク)として、当該鋼管を電動スライダに取り付けた後、当該管内に上述した工具先端を挿入してボール盤により回転数1000rpmで回転させながら、当該鋼管を電動スライダにより20分間上下動させることで本試験を行った。これらの条件にて本試験を行った後、本試験における加工量(研磨量)の変化を本試験前後のワークの重量差から算出した。また、本試験後の管内径は三次元測定器を用いて、管内の表面性状は表面粗さ計を用いて各々計測した。以下、本試験後のタイプA〜Cにおける研磨量および管内面の面粗さについて説明する。
図6は、表1に示すタイプA〜Cの磁石とスペーサとから成る3種類の態様において、管の研磨量(加工量)の経時変化を示すグラフである。同グラフの横軸には加工時間(5分間隔で計測して最長20分)、縦軸に管の研磨量(加工量)を示す。図6に示すように、タイプA〜Cの3種類ともに加工時間が長くなるほど、研磨により重量変化(研磨量)が増加する。中でも20分の加工後においては、タイプBおよびCがタイプAに比べて研磨量が多い。タイプBおよびCの全長(各々20mm、21mm)がタイプAの全長(40mm)の約半分であることから、加工ヘッドを構成する磁石とスペーサから成る部分の全長を長くするよりも、各磁石の厚さが薄い(長さが短い)方が研磨効果は大きい。
また、図7(a)ないし(c)はタイプA〜Cの3種類の各態様において20分間の試験終了後の管内面の面粗さを測定したグラフである。管内面の測定は研磨対象部位の中央位置を中心として、前後30mmずつ計60mmの長さに渡って測定し、同グラフは横軸を研磨中心位置からの相対距離(mm)、縦軸を測定箇所の面粗さ(μm)としてプロットした。タイプAの態様では図7(a)に示すように研磨中心位置から前後5mmの範囲においては面粗さが+2μm〜−6μmの範囲であるが、研磨中心位置から5mm以上離れた測定箇所では+4μm〜−8μmの面粗さとなり、研磨中心位置付近ではわずかな研磨効果が確認できた。
これに対して、タイプBおよびCでは図7(b)および(c)に示すように、中央部分から前後10mm前後の範囲において面粗さは−2μm〜+2μm前後の範囲に収まり、タイプAの測定結果に比べて大幅な研磨効果が確認された。これらの結果からも、加工ヘッドを構成する磁石とスペーサから成る部分の全長を長くする(各磁石の厚さを長くする)よりも、各磁石の厚さを薄くする(長さを短くする)方が研磨効果は大きいことがわかる。
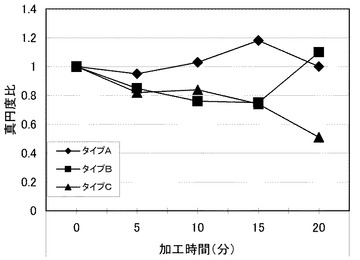
さらに、図8は試験開始から5分間隔で試験終了(試験開始から20分)までのタイプA〜Cの各態様の真円度比の変化を示すグラフである。ここで真円度比とは、試験開始前の真円度と研磨後の真円度との比(単位なし)であり、真円度は研磨する管内径の最大値と最小値との差異(単位はμm)をいう。すなわち、真円度比の値が1に近いほど本試験の研磨による真円度へ及ぼす効果が小さいことを示し、真円度比の値が0に近いほど本試験における研磨により真円度へ及ぼす効果が大きいことを示す。なお、本試験前のタイプA〜Cにおけるステンレス鋼管の真円度の平均値は11.1μmであった。
図8に示すようにタイプAは加工時間の経過とともに試験中は真円度比の変化が見られたが、試験終了後(試験開始から20分後)には真円度比は1であったので、タイプAによる管内面の真円度比への影響は見られなかった。タイプBも試験開始から15分経過までは真円度比が徐々に小さくなり、試験開始から15分経過後の真円度比は0.75にまで減少した。しかし、試験終了後は真円度比が1.1まで上昇したので最終的には試験開始時よりも真円度が悪化した。
これに対して、Cタイプは加工時間の経過とともに真円度比が徐々に減少して、試験終了後は最終的に真円度比が0.51にまで減少し、研磨による真円度の影響が大きいことが確認された。以上より、Cタイプのように本発明に係る磁気内面研磨装置を構成する加工ヘッドの磁石および非磁性のスペーサの各厚さ(長さ)を薄く(短く)して、研磨する管の長手方向に交互に多く配置することで、研磨する非磁性の管内面の真円度を向上させることができる。
【符号の説明】
【0014】
1 磁気内面研磨装置
2 加工ヘッド
3 伝達機構
4 回転機構
5 推進機構
6 分散媒体供給機構
7 管
20 磁石
21 スペーサ
60 磁性粒子
61 非磁性粒子
62 媒体(分散媒体)
【技術分野】
【0001】
本発明は、磁力を利用して非磁性の管内面を研磨する磁気内面研磨装置および磁気内面研磨方法に関する。
【背景技術】
【0002】
航空宇宙関連やエネルギー関連の部品や部材では、ステンレス鋼(SUS)や超耐熱合金などの難削材が多数使用されており、高品質・高精度の加工精度が要求されている。特に、難削材の管体内面を研磨する場合には通常の鋼材に比べて、使用する砥粒の材質や粒度、油剤の種類など種々の観点から十分な検討が必要である。このような難削材の管内面の研磨に関しては様々な研磨方法や研磨装置が提案されている。
例えば、特許文献1および2では研磨する管の内面に磁性粒子などを含む流体(液体)を挿入して、管の外周側に磁石(または電磁石)を配置した上で管自体を回転させるか、または管外周側に配置した磁石の磁極を変えることで管内を研磨する方法およびその装置が開示されている。この方法および装置は、管内面の磁性粒子と管外周に配置した磁石とが互いに引き合う磁力を利用して、磁性粒子が管外周方向に働く押し付け力によって管内面の研磨を行うものである。
しかし、特許文献1および2の方法および装置は管外周側に磁石を配置することから装置自体が複雑になり、研磨方法については操作が煩雑になるという問題があった。そこで、特許文献3では、磁性を有する管の内面に磁石を有する加工ヘッドを挿入して、その加工ヘッドを回転運動させつつ、管の長手方向に移動させながら研磨する管内面研磨装置およびその方法が記載されている。これにより管外面に配置していた磁石も不要となり、研磨方法も簡易になる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第4263673号公報
【特許文献2】特開平8−1506号公報
【特許文献3】特開2007−268689号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献3に記載された管内面の研磨装置および方法も、特許文献1および2と同様に、管内面の研磨は管内に挿入した加工ヘッドに取り付けた磁石と磁性を有する管との磁力によって、磁性粒子が管内面へ押し付けられることで管内の研磨を行うものである。そのため、内径が小さい管や薄肉の管である場合には磁性粒子が管内面に押し付けられるために管が変形したり、または損傷するという問題があった。
また、加工ヘッドの磁石の位置と研磨前の管内面の凹凸状態によっては管内面の半径方向に対する力が不均衡に作用する結果、研磨後の管内面の形状が変形して真円度が得られないという問題もあった。
そこで、本発明においては、小径の管や薄肉の管であっても研磨後の管内面の真円度を確保できる磁気内面研磨装置および磁気内面研磨方法を提供することを課題とする。
【課題を解決するための手段】
【0005】
前述した課題を解決するため、本発明においては、磁石および非磁性のスペーサを有する加工ヘッドと、加工ヘッドを回転する回転機構と、加工ヘッドを非磁性の管内へ押し出す推進機構と、回転機構および推進機構において発生する駆動力を加工ヘッドへ伝達する伝達機構と、を備えた磁気内面研磨装置であって、磁石とスペーサとが管の長手方向に交互に配置している磁気内面研磨装置とした。
本発明の構成によれば、加工ヘッドには磁石と非磁性のスペーサとが非磁性の管の長手方向(管軸方向)に交互に配置しているので、加工ヘッドには管の長手方向に沿って安定した磁力線が生じる。すなわち、管の長手方向に沿った磁石を加工ヘッドへ取り付ける場合には、1個の磁石を複数個の磁石へ細分化した上で、非磁性のスペーサをこれらの磁石の間に挿入することで、複数個の磁石から管の長手方向に磁力線が発生し、加工ヘッド全体に渡って磁場の強さが安定する。以下、本発明に係る磁気内面研磨装置を構成する加工ヘッド、回転機構、推進機構および伝達機構について詳述する。
本発明に係る磁気内面研磨装置を構成する加工ヘッドは、磁気内面研磨装置において非磁性の管内を研磨する部位である。加工ヘッドは磁石と非磁性のスペーサを有しており、これらの磁石と非磁性のスペーサとが交互に配置された状態で加工ヘッドの一部を形成している。この場合、加工ヘッドには少なくとも2個の磁石が必要であるので、磁石とスペーサとの最小の配置形態は2個の磁石の間に非磁性のスペーサ1個が装入されている形態である(磁石、スペーサ、磁石の順に配置されている)。また、数珠つなぎのように磁石とスペーサとを交互に配置する形態とすることもできるので、管内の研磨する長さに応じて磁石およびスペーサの各々の長さや磁石とスペーサから成る一体長さを適宜調整する。さらに、スペーサを介して隣り合う2個の磁石の向かい合う極同士は、S極同士またはN極同士のように同極同士とする。
加工ヘッドに用いる磁石としては、永久磁石や電磁石を用いることが可能であり、スペーサとしてはセラミックスや樹脂などの非金属材料やアルミニウムなどの非磁性の金属材料を用いることができる。磁石およびスペーサの形状については、研磨対象の非磁性の管内に挿入できる形状であれば、円形や楕円形に限らず三角形や四角形などの多角形状も使用可能である。また、大きさ(厚み)については磁石とスペーサとが同一の大きさ(厚み)としたり、異なる大きさとすることも可能である。例えば、磁石およびスペーサを共に円形とした場合には、磁石の直径をスペーサの直径よりも大きくすることで、隣り合う磁石の間に直径の異なるスペーサが存在するので、スペーサの部分には磁石とスペーサとの直径の差異による空隙を設けることもできる。
本発明に係る磁気内面研磨装置を構成する回転機構は、前述の加工ヘッドを非磁性の管内で円周方向に回転させる機構である。具体的には、回転機構には加工ヘッドを回転させる原動力となるモータなどを用いることができる。
本発明に係る磁気内面研磨装置を構成する推進機構は、磁気内面研磨装置を構成する加工ヘッドを非磁性の管内へ押し出す(送り出す)機構である。具体的には、後述する伝達機構を2個の回転体(ローラ)の間に挟みこんだ状態で回転体を回転させながら加工ヘッドを非磁性の管内へ押し出す方式や回転機構を構成するモータ自体を管の長手方向に移動させることで加工ヘッドを非磁性の管内へ押し出す方式などがある。
本発明に係る磁気内面研磨装置を構成する伝達機構は、回転機構および推進機構において発生する駆動力を加工ヘッドに伝達する機構である。具体的には、複数の金属線をよりあわせることで形成したフレキシブルシャフトやユニバーサルジョイント(自在継手)を多数連結したものなどを用いることができる。
請求項2に係る発明においては、前述の磁気内面研磨装置に、磁性粒子および非磁性粒子を分散させた媒体を加工ヘッドへ供給する分散媒体供給機構を設けた磁気内面研磨装置とした。これによって、分散媒体が加工ヘッドへ供給されるので、磁性粒子および非磁性粒子から成る粒子群と、加工ヘッドを構成する磁石から発生する磁力線とが協働して、磁力線に沿って集合する粒子群は管内面に対して弾性体のように接触する。以下、分散媒体供給機構について詳述する。
分散媒体供給機構は、研磨する非磁性の管内へ磁性粒子および非磁性粒子を分散させた媒体(以下、分散媒体という)を供給する機構である。磁性粒子としては鉄やマグネタイト(Fe3O4)の他にニッケル、コバルト、ガドリニウム(Gd)またはそれらの合金を用いることができる。非磁性粒子としてはアルミナ(Al2O3)の他に炭化ケイ素、炭化ホウ素、ダイヤモンド、窒化ホウ素を用いることができる。この非磁性粒子が管内面の研磨において研磨剤の役割を果たす。これらの粒径については、磁性粒子および非磁性粒子共に0.5μm〜50μmの範囲とすることが好ましい。また、これらの粒子を分散させる媒体としては磁性流体のみからなる媒体または磁性流体をベースとしてケロシン(灯油)とセルロースとを含む媒体を用いることができる。その動粘度については、1〜1000mm2/sとすることが好ましい。
また、分散媒体を管内へ供給する手段としては、分散媒体を貯留するタンクと、タンク内の分散媒体を非磁性の管内へ圧送するポンプと、圧送する分散媒体を一定量に制御できるシリンダと、を有する供給装置を用いることができる。
請求項3に係る発明においては、請求項2に記載の磁気内面研磨装置を用いて、分散媒体供給機構より分散媒体を加工ヘッドへ供給した後、加工ヘッドを回転させながら、非磁性の管内を移動させる磁気内面研磨方法とした。分散媒体供給機構より分散媒体を加工ヘッドへ供給することで、加工ヘッドの外周面に分散媒体を付着した状態で非磁性の管内へ装入できる。
分散媒体を加工ヘッドへ供給する方法としては、例えば研磨する非磁性の管の装入口に通気孔を有するアダプタ(非磁性の管とほぼ同一内径を有する管体)を取り付ける。その後、加工ヘッドを当該アダプタから装入した時点でアダプタの通気孔より分散媒体を外部から供給すると加工ヘッドの外周面に分散媒体を付着することができる。加工ヘッドの外周面に分散媒体を付着した状態で、非磁性の管内に加工ヘッドを挿入して、回転機構および推進機構によって加工ヘッドは管内を回転しながら推進することで管内の研磨を行うことになる。この方法により、管内の研磨において研磨材の役割を果たす非磁性粒子を含んだ分散媒体の供給を加工ヘッドの管内への装入時のみで済ませることができる。なお、アダプタに複数の通気孔が設けられている場合には、一の通気孔から分散媒体を外部から供給すると同時に、他の通気孔から別の液体や気体を非磁性の管内へ送り込むことも可能となる。
【発明の効果】
【0006】
請求項1に係る発明の磁気内面研磨装置は、磁石および非磁性のスペーサを有する加工ヘッドと、加工ヘッドを回転する回転機構と、加工ヘッドを非磁性の管内へ押し出す推進機構と、回転機構および推進機構において発生する駆動力を加工ヘッドへ伝達する伝達機構と、を備えた磁気内面研磨装置であって、磁石とスペーサとを管の長手方向に交互に配置することで加工ヘッド全体に渡って磁場の強さが安定するので、磁性粒子と一体化した非磁性粒子を優先的に管内面側へ押し付けることで効率的に研磨できる。
請求項2に係る発明の磁気内面研磨装置は、請求項1に係る発明の磁気内面研磨装置に、磁性粒子および非磁性粒子を分散させた媒体を加工ヘッドへ供給する分散媒体供給機構を設ける磁気内面研磨装置とすることで、分散媒体が加工ヘッドへ供給されて、磁性粒子および非磁性粒子から成る粒子群と、加工ヘッドを構成する磁石から発生する磁力線と、が協働して、研磨する管内面に対して粒子群が弾性体のように接触する。その結果、加工ヘッドが研磨する管の管軸中心に自動的に保持されるので(セルフセンタリング効果)、管内面の状況に関わらず一定の圧力で管内面を研磨して、高い真円度を得ることができる。
【図面の簡単な説明】
【0007】
【図1】(a)本発明に係る磁気内面研磨装置1全体の模式図、(b)磁気内面研磨装置1を構成する加工ヘッド2の拡大模式図である。
【図2】(a)分散媒体供給機構6を設けた磁気内面研磨装置1の模式図、(b)分散媒体供給機構6のシリンダ65と管7との接続部分の拡大模式断面図である。
【図3】(a)短い磁石とスペーサとを交互に配列した加工ヘッド外周における分散媒体中の磁性粒子および非磁性粒子の分布状態を表す模式図、(b)長い磁石とスペーサとを交互に配列した加工ヘッド外周における分散媒体中の磁性粒子および非磁性粒子の分布状態を表す模式図である。
【図4】管7内にて加工ヘッド2回転中における磁性粒子60、非磁性粒子61およびαセルロースの分散状態を示す模式図である。
【図5】本発明に係る磁気内面研磨装置の加工ヘッドによる研磨効果を確認する簡易研磨試験装置の模式図である。
【図6】表1に示すタイプA〜Cの磁石とスペーサとから成る3種類の態様において、管の研磨量(加工量)の経時変化を示すグラフである。
【図7】(a)タイプAの態様において20分間の試験終了後の管内面の面粗さを測定したグラフ、(b)タイプBの態様において20分間の試験終了後の管内面の面粗さを測定したグラフ、(c)タイプCの態様において20分間の試験終了後の管内面の面粗さを測定したグラフである。
【図8】試験開始から5分間隔で試験終了(試験開始から20分)までのタイプA〜Cの真円度比の変化を示すグラフである。
【発明を実施するための形態】
【0008】
本発明に係る磁気内面研磨装置の実施の形態について、図面を参照して説明する。図1(a)は本発明に係る磁気内面研磨装置1全体の模式図、同図(b)は磁気内面研磨装置1を構成する加工ヘッド2の拡大模式図である。図1(a)に示すように、本発明に係る磁気内面研磨装置1は、非磁性の管内へ挿入して研磨を行う加工ヘッド2と、加工ヘッド2を回転する回転機構4と、加工ヘッド2を非磁性の管内へ押し出す推進機構5と、回転機構4および推進機構5において発生する駆動力を加工ヘッド2へ伝達する伝達機構3と、から構成されている。伝達機構3は研磨する管の長さに応じて調節することができる。
また、同図(a)では回転機構4と推進機構5とを一体化した機構として図示しているが、各々の機構を別個に設けることもできる。さらに、同図(b)に示すように、加工ヘッド2は磁石20と、非磁性のスペーサ21と、を交互に配置して形成する。磁石20およびスペーサ21は共に円環状を有しており、中央の孔部には鋼製のロッド23が差し込まれて、ロッド23の先端部にあるストッパ22によって固定されている。ロッド23と伝達機構3とは、ねじこみや溶接などの手段によりお互いを固定することができる。
次に、分散媒体供給機構を設けた磁気内面研磨装置の実施の形態について、図面を参照して説明する。図2(a)は分散媒体供給機構6を設けた磁気内面研磨装置1の模式図、同図(b)は分散媒体供給機構6のシリンダ65と管7との接続部分にアダプタ66を用いた場合の拡大模式断面図である。図2(a)に示すように本発明に係る磁気内面研磨装置1には、図1(a)にて示した加工ヘッド2、伝達機構3、回転機構4および推進機構5の他に、分散媒体を貯留するタンク63、タンク63内の分散媒体を非磁性の管7内へ圧送するポンプ64、圧送する分散媒体を一定量に制御できるシリンダ65を有する分散媒体供給機構6が設けられている。図2(a)では分散媒体供給機構6が、加工ヘッド2、伝達機構3、回転機構4および推進機構5とは別個の機構として構成されているが、一つのまとまった構成(構造)とすることもできる。
また、分散媒体供給機構6より分散媒体を管7へ直接圧送することも可能であるが、図2(b)に示すように研磨する管7の端面に専用のアダプタ66を取り付けて、それを介して圧送することも可能である。この場合、アダプタ66に設けられているアダプタ66の内外面を貫通させた通気孔67を利用する。具体的には、通気孔67の外面側に分散媒体供給機構6を構成するシリンダ65の先端部を接続する。その後、アダプタ66の装入口から加工ヘッド2を管7の内面へ向けて挿入するので、その際に通気孔67より加工ヘッド2の外周面へ分散媒体をシリンダ65から注入、圧送できる。
次に、加工ヘッドを構成する磁石から発生する磁力線による分散媒体中の磁性粒子および非磁性粒子の分布状態について図3(a)および(b)を用いて説明する。同図(a)は、短い磁石20とスペーサ21とを交互に配列した加工ヘッド2外周における分散媒体中の磁性粒子60および非磁性粒子61の分布状態を表す模式図、同図(b)は長い磁石20とスペーサ21とを交互に配列した加工ヘッド2外周における分散媒体中の磁性粒子60および非磁性粒子61の分布状態を表す模式図である。
磁石20の長さが短い(厚さが薄い)場合には、磁石20の上面がN極、下面がS極としたときに図3(a)に示すように加工ヘッド2を構成する1つの磁石20から当該磁石20の周囲を取り囲むように図面の上部から下部へ向けて無数の磁力線が発生する。その磁力線(同図中の破線で示す部分)に沿って分散媒体を構成する磁性粒子60(図3中にて球体で表されるもの)が優先的に集まり、その磁性粒子60の間を縫うようにして非磁性粒子61(図3にて八面体にて表されるもの)が入り込む状態で集まる。また、磁性粒子60と非磁性粒子61を強固に結びつける接着剤の役割をするαセルロースが分散媒体中に均等に分布する。
このようにして形成された磁性粒子60と非磁性粒子61の集合体(以下、磁気クラスタという)が、磁石20の形態が円柱状であればその外周において磁石20の上面から下面方向に数珠つなぎのように形成される。また、磁力線方向に磁気クラスタが形成されるが、隣り合う磁力線によって形成される別の磁気クラスタとは互いに反発する性質を有する。すなわち、磁力線毎に形成されるこれらの磁気クラスタ同士は反発しているためにまとまって大きな1つの磁気クラスタを形成することはなく、それらの磁気クラスタ間には間隙が発生する。
これに対して、磁石20の長さが長い(厚さが厚い)場合には、磁石20の上面がN極、下面がS極としたときに図3(a)に示す場合と同様に加工ヘッド2を構成する1つの磁石20から当該磁石20の周囲を取り囲むように図面の上部から下部へ向けて無数の磁力線が発生する。しかし、磁石20の厚み方向における中央部は、N極である磁石20の上面やS極である磁石20の下面に比べて磁場の強さが小さくなる。その結果、磁場の弱い磁石20の中央部分には分散媒体を構成する磁性粒子60や非磁性粒子61が存在しない。つまり、磁石20が一定の長さ(厚さ)を超える場合には、磁性粒子60や非磁性粒子61が集合する部分が限定的となるため、非磁性の管内における研磨効率は磁石20の長さが一定の長さ(厚さ)以下の場合に比べて低下する。
本発明に係る磁気内面研磨装置1の加工ヘッド2は、磁石20を細分化(薄くまたは小さく)して、それらの磁石20の間にスペーサ21を挿入することで、1つの磁石20から発生する磁力線に沿って形成される磁気クラスタを個別に形成すると同時に各磁気クラスタ同士に間隙を設けることを企図したものである。つまり、磁気クラスタを利用して管7内面を研磨して、研磨された除去物質を磁気クラスタ同士間に発生する間隙にて捕捉できる。
【実施例1】
【0009】
本発明に係る磁気内面研磨装置の加工ヘッドを構成する磁石による磁力線と分散媒体を構成する粒子(磁性粒子や非磁性粒子)の分散状態を目視により確認したので、その結果について図4を用いて説明する。まず、一端を封止した非磁性の管7(アクリル製)内に磁性粒子60、非磁性粒子61およびαセルロースを分散させた媒体(分散媒体)62を一定量注入して、その後、磁石20とスペーサ21とを交互に配置した(積層した)加工ヘッド2を管7内へ挿入して回転させた。しばらく加工ヘッド2を回転させた状態で磁性粒子60と非磁性粒子61の分散状態を管7の外部から目視で確認した。図4は、管7内にて加工ヘッド2回転中における磁性粒子60、非磁性粒子61およびαセルロースの分散状態を示す模式図である。
図4に示すように磁石20からは磁力線(同図中の破線で示す部分)が管7内面側へ向くように凸状に形成している。同図の拡大図に示すように磁石20から発生した磁力線に沿って磁性粒子60が集合し、同時に非磁性粒子61も集合する。磁性粒子60は磁石20側に多く存在するが、非磁性粒子61は磁場の強さが小さい部分に集合する性質を有することから、管7内面側に多く存在する特徴を示す。このような特徴を積極的に利用して、研磨剤の役割を果たす非磁性粒子61をできるだけ管7内面側に押し付けることで管7内の研磨効果を高めることができる。つまり、加工ヘッドが研磨する管の管軸中心に自動的に保持されるので、管内面の状況に関わらず一定の圧力で管内面を研磨して、高い真円度を得ることができる。また、αセルロースは磁性粒子60と非磁性粒子61を強固に結びつける接着剤の役割(磁気クラスタのせん断力を増加させる)を果たすので、加工ヘッド2が回転しながら管7内を進んでも磁性粒子60と非磁性粒子61との位置関係を安定的に保つことが出来る。なお、磁性粒子60と非磁性粒子61とを強固に結びつける物質としては、αセルロースの他にシリコンオイル、アルキルナフタレン、水などの液体にスメクタイト、ベントナイト、モンモリロナイトなどの粘土鉱物を分散させたものを用いることもできる。
以上より、磁石20から発生する磁力線と、磁力線に沿って集合する磁性粒子60および非磁性粒子61との形成によって、効率的に管7内面に対して研磨剤の役割を果たす非磁性粒子61を安定的に弾性体のごとく接触させることができる。
【実施例2】
【0010】
磁石およびスペーサから成る加工ヘッドの全長と管内の加工量および真円度との関係を確認するために簡易研磨試験を行ったので、その試験結果について図5ないし図7を用いて説明する。図5は本発明に係る磁気内面研磨装置の加工ヘッドによる研磨効果を確認する簡易研磨試験装置の模式図、図6はタイプA〜Cの配置態様における研磨量の経時変化、図7はタイプA〜Cの3種類の態様において20分間の試験終了後の管内面の面粗さを測定したグラフ、図8は試験開始から5分間隔で試験終了(試験開始から20分)までのタイプA〜Cの真円度比の変化を示すグラフである。
本研磨試験(以下、本試験という)に用いた装置および試験条件について説明する。まず、本試験においては図5に示すように本発明に係る磁気内面研磨装置を代用する簡易装置として電動スライダを備えたボール盤を用いた。具体的には、本発明に係る磁気内面研磨装置を構成する回転機構の役割をボール盤の主軸(回転部分)に取り付けた工具を回転させることで、推進機構の役割を電動スライダに取り付けたワークを上下動することで代用した。
また、本発明の磁気内面研磨装置を構成する加工ヘッドおよび伝達機構をボール盤の主軸に取り付ける工具により代用した。すなわちボール盤の主軸に取り付ける工具は、外径10mmの鋼材(ステンレス製)の先端部に円環状の磁石と非磁性のスペーサ(樹脂製)を交互に配列した状態でこれらの中央の孔部を貫通させたロッドをねじ込むことで、本発明の磁気内面研磨装置の加工ヘッドおよび伝達機構の代用とした。表1は、本試験に用いた工具先端に取り付ける磁石とスペーサとの3種類の配置態様、表2は工具とワーク(研磨対象管)との間に供給した磁性粒子と非磁性粒子とを含む分散媒体の成分割合(重量%)を示す。
【0011】
【表1】
【0012】
【表2】
【0013】
表1に示すように、磁石とスペーサとの配置に関して磁石およびスペーサの厚みやそれらの全長が各々異なるタイプA〜Cの計3種類の配置態様を用いて本試験を行った。
すなわち、タイプAは直径12mm、厚さ10mmの永久磁石3個と直径12mm、厚さ5mmの樹脂製スペーサ2個とを交互に配置して全長40mmとする構成、タイプBは直径12mm、厚さ5mmの永久磁石3個と直径12mm、厚さ2.5mmの樹脂製スペーサ2個とを交互に配置して全長20mmとする構成、タイプCは直径12mm、厚さ3mmの永久磁石5個と直径12mm、厚さ1.5mmの樹脂製スペーサ4個とを交互に配置して全長21mmとする構成とした。
また、表2に示すように本試験に用いた分散媒体は、重量割合(wt%)で磁性流体(MSGS60)39.2%、カーボニル鉄粉(粒径1.2μm)30.4%、アルミナ粒子(砥粒:WA粒径3μm)20.0%、αセルロース6.4%、ケロシン4.0%とから構成されている。ここで磁性流体とは、水や油などの流体に界面活性剤で覆われた直径10nm(ナノメートル)程度の強磁性微粒子が分散されており、磁場に応答する機能性流体をいう。また、タイプA〜Cを構成するスペーサの厚さは、磁石の厚さの半分の関係となるように統一した。これにより研磨する非磁性の管の上下動の距離(振幅)をスペーサと磁石との合計厚さと同一値に設定した場合、研磨する領域における磁石の滞留時間が一定になる。
次に、試験条件は、内径14.9mm、外径17.3mm、長さ100mmのステンレス鋼(SUS304BA)管の内面を研磨対象(ワーク)として、当該鋼管を電動スライダに取り付けた後、当該管内に上述した工具先端を挿入してボール盤により回転数1000rpmで回転させながら、当該鋼管を電動スライダにより20分間上下動させることで本試験を行った。これらの条件にて本試験を行った後、本試験における加工量(研磨量)の変化を本試験前後のワークの重量差から算出した。また、本試験後の管内径は三次元測定器を用いて、管内の表面性状は表面粗さ計を用いて各々計測した。以下、本試験後のタイプA〜Cにおける研磨量および管内面の面粗さについて説明する。
図6は、表1に示すタイプA〜Cの磁石とスペーサとから成る3種類の態様において、管の研磨量(加工量)の経時変化を示すグラフである。同グラフの横軸には加工時間(5分間隔で計測して最長20分)、縦軸に管の研磨量(加工量)を示す。図6に示すように、タイプA〜Cの3種類ともに加工時間が長くなるほど、研磨により重量変化(研磨量)が増加する。中でも20分の加工後においては、タイプBおよびCがタイプAに比べて研磨量が多い。タイプBおよびCの全長(各々20mm、21mm)がタイプAの全長(40mm)の約半分であることから、加工ヘッドを構成する磁石とスペーサから成る部分の全長を長くするよりも、各磁石の厚さが薄い(長さが短い)方が研磨効果は大きい。
また、図7(a)ないし(c)はタイプA〜Cの3種類の各態様において20分間の試験終了後の管内面の面粗さを測定したグラフである。管内面の測定は研磨対象部位の中央位置を中心として、前後30mmずつ計60mmの長さに渡って測定し、同グラフは横軸を研磨中心位置からの相対距離(mm)、縦軸を測定箇所の面粗さ(μm)としてプロットした。タイプAの態様では図7(a)に示すように研磨中心位置から前後5mmの範囲においては面粗さが+2μm〜−6μmの範囲であるが、研磨中心位置から5mm以上離れた測定箇所では+4μm〜−8μmの面粗さとなり、研磨中心位置付近ではわずかな研磨効果が確認できた。
これに対して、タイプBおよびCでは図7(b)および(c)に示すように、中央部分から前後10mm前後の範囲において面粗さは−2μm〜+2μm前後の範囲に収まり、タイプAの測定結果に比べて大幅な研磨効果が確認された。これらの結果からも、加工ヘッドを構成する磁石とスペーサから成る部分の全長を長くする(各磁石の厚さを長くする)よりも、各磁石の厚さを薄くする(長さを短くする)方が研磨効果は大きいことがわかる。
さらに、図8は試験開始から5分間隔で試験終了(試験開始から20分)までのタイプA〜Cの各態様の真円度比の変化を示すグラフである。ここで真円度比とは、試験開始前の真円度と研磨後の真円度との比(単位なし)であり、真円度は研磨する管内径の最大値と最小値との差異(単位はμm)をいう。すなわち、真円度比の値が1に近いほど本試験の研磨による真円度へ及ぼす効果が小さいことを示し、真円度比の値が0に近いほど本試験における研磨により真円度へ及ぼす効果が大きいことを示す。なお、本試験前のタイプA〜Cにおけるステンレス鋼管の真円度の平均値は11.1μmであった。
図8に示すようにタイプAは加工時間の経過とともに試験中は真円度比の変化が見られたが、試験終了後(試験開始から20分後)には真円度比は1であったので、タイプAによる管内面の真円度比への影響は見られなかった。タイプBも試験開始から15分経過までは真円度比が徐々に小さくなり、試験開始から15分経過後の真円度比は0.75にまで減少した。しかし、試験終了後は真円度比が1.1まで上昇したので最終的には試験開始時よりも真円度が悪化した。
これに対して、Cタイプは加工時間の経過とともに真円度比が徐々に減少して、試験終了後は最終的に真円度比が0.51にまで減少し、研磨による真円度の影響が大きいことが確認された。以上より、Cタイプのように本発明に係る磁気内面研磨装置を構成する加工ヘッドの磁石および非磁性のスペーサの各厚さ(長さ)を薄く(短く)して、研磨する管の長手方向に交互に多く配置することで、研磨する非磁性の管内面の真円度を向上させることができる。
【符号の説明】
【0014】
1 磁気内面研磨装置
2 加工ヘッド
3 伝達機構
4 回転機構
5 推進機構
6 分散媒体供給機構
7 管
20 磁石
21 スペーサ
60 磁性粒子
61 非磁性粒子
62 媒体(分散媒体)
【特許請求の範囲】
【請求項1】
磁石および非磁性のスペーサを有する加工ヘッドと、前記加工ヘッドを回転させる回転機構と、前記加工ヘッドを非磁性の管内へ押し出す推進機構と、前記回転機構および前記推進機構において発生する駆動力を前記加工ヘッドへ伝達する伝達機構と、を備えた磁気内面研磨装置であって、前記磁石と前記スペーサとが前記管の長手方向に交互に配置されていることを特徴とする磁気内面研磨装置。
【請求項2】
請求項1に記載の磁気内面研磨装置に、磁性粒子および非磁性粒子を分散させた媒体を前記加工ヘッドへ供給する分散媒体供給機構を設けたことを特徴とする磁気内面研磨装置。
【請求項3】
請求項2に記載の磁気内面研磨装置を用いて、前記分散媒体供給機構より前記磁性粒子および非磁性粒子を分散させた媒体を前記加工ヘッドへ供給した後、前記加工ヘッドを回転させながら、前記管内を移動させることを特徴とする磁気内面研磨方法。
【請求項1】
磁石および非磁性のスペーサを有する加工ヘッドと、前記加工ヘッドを回転させる回転機構と、前記加工ヘッドを非磁性の管内へ押し出す推進機構と、前記回転機構および前記推進機構において発生する駆動力を前記加工ヘッドへ伝達する伝達機構と、を備えた磁気内面研磨装置であって、前記磁石と前記スペーサとが前記管の長手方向に交互に配置されていることを特徴とする磁気内面研磨装置。
【請求項2】
請求項1に記載の磁気内面研磨装置に、磁性粒子および非磁性粒子を分散させた媒体を前記加工ヘッドへ供給する分散媒体供給機構を設けたことを特徴とする磁気内面研磨装置。
【請求項3】
請求項2に記載の磁気内面研磨装置を用いて、前記分散媒体供給機構より前記磁性粒子および非磁性粒子を分散させた媒体を前記加工ヘッドへ供給した後、前記加工ヘッドを回転させながら、前記管内を移動させることを特徴とする磁気内面研磨方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−49096(P2013−49096A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2011−186757(P2011−186757)
【出願日】平成23年8月30日(2011.8.30)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 社団法人日本機会学会北陸信越支部発行、日本機会学会北陸信越支部第48期総会・講演会講演論文集、平成23年3月1日発行 公益社団法人砥粒加工学会発行、AMT−NET:先端加工ネットワーク先端加工フォーラム研究講演会・見学会概要集、平成23年3月11日発行 AMT−NET:先端加工ネットワーク先端加工フォーラム、公益社団法人砥粒加工学会主催、平成23年3月11日開催 公益社団法人精密工学会発行、2011年度精密工学会春季大会学術講演会講演論文集、平成23年3月1日発行 日本AEM学会発行、第23回「電磁力関連のダイナミクス」シンポジウム講演論文集、平成23年5月18日発行
【出願人】(000005197)株式会社不二越 (625)
【出願人】(504237050)独立行政法人国立高等専門学校機構 (656)
【出願人】(504300077)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成23年8月30日(2011.8.30)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 社団法人日本機会学会北陸信越支部発行、日本機会学会北陸信越支部第48期総会・講演会講演論文集、平成23年3月1日発行 公益社団法人砥粒加工学会発行、AMT−NET:先端加工ネットワーク先端加工フォーラム研究講演会・見学会概要集、平成23年3月11日発行 AMT−NET:先端加工ネットワーク先端加工フォーラム、公益社団法人砥粒加工学会主催、平成23年3月11日開催 公益社団法人精密工学会発行、2011年度精密工学会春季大会学術講演会講演論文集、平成23年3月1日発行 日本AEM学会発行、第23回「電磁力関連のダイナミクス」シンポジウム講演論文集、平成23年5月18日発行
【出願人】(000005197)株式会社不二越 (625)
【出願人】(504237050)独立行政法人国立高等専門学校機構 (656)
【出願人】(504300077)
【Fターム(参考)】
[ Back to top ]