
磁気異方性磁石の製造方法
【課題】より優れた容易磁化方向の配向性を有する磁気異方性磁石を容易に製造することができる磁気異方性磁石の製造方法を提供する。
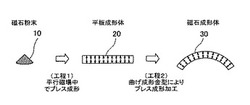
【解決手段】磁石表面の曲面上の一点で、その点での接平面に垂直な直線の方向に磁石粉末の容易磁化方向が配向された磁気異方性磁石の製造に当たって、まず、磁石粉末を磁場中で成形して磁石粉末の容易磁化方向が互いに平行な平面からなる成形面に垂直な直線の方向に配向された平板成形体を形成する。次に、平板成形体の平面を曲げ成形金型により成形加工して磁石成形体を形成する。最後に、磁石成形体を着磁して磁気異方性磁石を製造する。
【解決手段】磁石表面の曲面上の一点で、その点での接平面に垂直な直線の方向に磁石粉末の容易磁化方向が配向された磁気異方性磁石の製造に当たって、まず、磁石粉末を磁場中で成形して磁石粉末の容易磁化方向が互いに平行な平面からなる成形面に垂直な直線の方向に配向された平板成形体を形成する。次に、平板成形体の平面を曲げ成形金型により成形加工して磁石成形体を形成する。最後に、磁石成形体を着磁して磁気異方性磁石を製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は磁気異方性磁石の製造方法に係り、より詳細には、磁石表面の曲面上の任意の一点で、その点での接平面に垂直な直線の方向に容易磁化方向が配向された、モータなどへの使用に適する磁気異方性磁石の製造方法に関するものである。
【背景技術】
【0002】
磁気異方性磁石として異方性焼結磁石があり、異方性焼結磁石としては、Baフェライト系、Srフェライト系などのフェライト磁石、R−Co系、R−Fe−B系などの希土類磁石(Rは、ScとYを含む希土類金属から選ばれる一以上である。)が広く使用されている。
【0003】
これら磁気異方性磁石は、磁性を担っている結晶粒からなる磁石粉末の容易磁化方向をある一定の方向に揃えたものであり、そのため、結晶粒の容易磁化方向がばらばらの方向を向いている等方性磁石に比較して、その容易磁化方向に着磁されたときに残留磁束密度の値が大きく、従って、最大エネルギー積を大きくすることができる。また、焼結磁石であるため、樹脂などで結合されたボンド磁石と比較して、非磁性物質の存在量が少ないため、残留磁束密度の値が大きくなり、最大エネルギー積を大きくできる。従って、異方性焼結磁石が、同じ材料を用いた磁石の中で、一番大きな最大エネルギー積を得ることができるため、広く利用されている。
【0004】
磁気異方性磁石は、磁性結晶粒の容易磁化方向をある一定の方向に揃えるために、その材料を、それぞれの粉砕粉が単結晶になるまで粉砕し、その粉砕粉に外部磁場を印加することにより磁石粉の磁化容易軸を外部磁場の方向と平行な方向に揃え、圧力をかけて圧縮し成形する。異方性焼結磁石の場合、その後、成形された磁石粉は、所定の条件で焼結され、異方性焼結磁石を製造する。材料によっては、焼結後、熱処理を要する場合もある。
【0005】
成形工程で使用される磁場プレス機は、金型と磁場発生手段からなる。金型キャビティ内に磁石粉を供給し、磁場発生手段により配向磁場を印加することにより磁石粉の容易磁化方向を一方向に揃え、プレスを用いて圧力を伝達し、キャビティ内の磁石粉を成形する。成形は電磁石などで静磁場を印加しながら行われるのが一般的である。キャビティ内に充填された磁石粉に配向磁場をかける方向には、圧力印加の方向と平行方向に磁場をかける平行磁場成形と、圧力印加の方向に対し垂直方向に磁場を印加する垂直磁場成形とがある。
【0006】
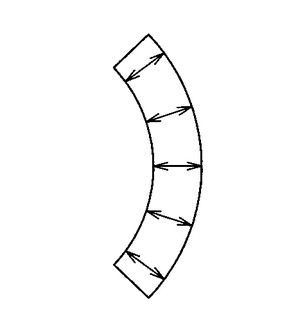
次に、実際にモータなどに使われる磁石の形状およびそのモータについて説明する。トルクリップルのない滑らかなトルクを求めるモータには、ロータヨークの表面に図8のような断面が瓦状の磁石を貼り付けた表面磁石型モータが採用される。このモータは、回転子の磁石に、磁化が矢印で示したように磁石の厚み方向(径方向)に向いているラジアル配向の磁石を用い、固定子巻線に比較的コストのかからない矩形波の電流制御を行うと、脈動の少ないトルク波形が得られる。
【0007】
ラジアル配向の磁気異方性磁石を製造する方法として、瓦状断面のキャビティを形成するダイスと、キャビティ内を圧縮するためにプレスに連動可能なパンチと、キャビティの外弧と内弧に沿うようにダイス内に設けられた少なくとも2つの磁性コアとを含んでなり、キャビティの外弧に沿う磁性コアが、外弧の両端から延びてオーバーハングする形状を有する、磁石粉末用磁場成形に用いられる金型を使用することにより、円弧端までラジアル配向が得られるようにしたものがある(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2009−111418号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
この製造方法では、キャビティの外弧に沿う磁性コアに、外弧の両端から延びてオーバーハングする形状をもたせることで、中心から両端側に離れるに従って弱くなっているキャビティ部の瓦状断面における磁場配向を局部的に強め、全体として、キャビティ部の瓦状断面における磁場配向をおおむね放射状とすることができるようにしている。
【0010】
しかしながら、キャビティの外弧と内弧を形成している磁性コアの対向面全体の磁束密度が一様でなく、対向面間の磁場の不均一により、キャビティ部の瓦状断面における磁場は完全なラジアル配向から外れたものしか得られない。
【0011】
勿論、カットアンドトライにより磁性コアの形状に手を加えることで、対向面全体の磁束密度が一様となるようにすることも考えられるが、非常に面倒な作業を伴い、非現実的で実現することは困難である。
【0012】
また、上述した製造方法では、磁気異方性が限られたものしか作ることができない。このため、3次元形状の磁石は、磁気異方性が一定方向のブロックを切断加工して作製するしかなく、非常に高価なものとなってしまう。
【0013】
よって本発明は、上述した従来の状況に鑑み、より優れた容易磁化方向の配向性を有する3次元形状の磁気異方性磁石を容易に製造することができる磁気異方性磁石の製造方法を提供することを課題としている。
【0014】
本発明はまた、容易磁化方向の配向性を有する複雑な3次元形状の磁気異方性磁石を安価に製造することができる磁気異方性磁石の製造方法を提供することを課題としている。
【課題を解決するための手段】
【0015】
上記課題を解決するためなされた本発明の磁気異方性磁石の製造方法は、磁石表面の曲面上の一点で、その点での接平面に垂直な直線の方向に磁石粉末の容易磁化方向が配向された磁気異方性磁石の製造方法であって、磁石粉末を平行磁場中で成形して前記磁石粉末の容易磁化方向がプレス方向に配向され、成形面が互いに平行な平面からなる平板成形体を形成し、該平板成形体の前記平面を曲げ成形金型によりプレス成形加工して3次元形状の磁石成形体を形成し、該磁石成形体を着磁して磁気異方性磁石を製造することを特徴とする。
【0016】
また、好ましくは、前記磁場中での前記磁石粉末の成形が水平磁場中でのプレス成形であり、前記曲げ成形金型による成形加工がプレス成形加工である。また、前記曲面は1点を中心にした円弧面、又は、らせんが動いて形成した面の一部である。前記磁石成形体が着磁されるとき、事前に焼結されている。
【発明の効果】
【0017】
本発明の磁気異方性磁石の製造方法によれば、磁場中での磁石粉末の成形では、磁石粉末の容易磁化方向が互いに平行な平面からなる成形面に垂直な直線の方向に配向されるので、成形された平板成型体おいては、磁石粉末の磁化容易方向が成形面に垂直に整列されて固定されている。次の、平板成形体の成形加工では、磁石成形体を形成する曲げ成形金型が、平板成形体の互いに平行な平面を3次元形状に曲げ加工し、成形加工によって、平板成形体の互いに平行な平面間で平行であった磁化容易方向が曲げ方向に傾けられるので、結果として得られる3次元形状の磁石成形体における磁化容易方向は、磁石成形体の表面曲面の法線方向となる。すなわち、磁石表面の曲面上の一点で、その点での接平面に垂直な直線の方向に磁石粉末の容易磁化方向が配向された3次元形状の磁石成形体が得られる。
【0018】
したがって、磁場中で3次元形状の磁石成形体を形成する従来にものに比べて、より優れた容易磁化方向の配向性を有する3次元形状の磁気異方性磁石を容易に製造することができる磁気異方性磁石の製造方法を提供することができる。しかも、3次元形状が複雑でも、磁気異方性磁石を安価に製造することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の磁気異方性磁石の製造方法の工程を簡略的に示す図である。
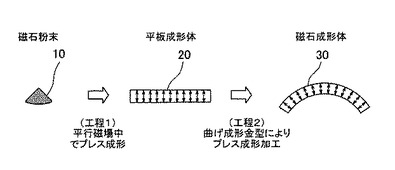
【図2】図1の工程1において使用する磁場プレス成形機の一例を一部断面で示す部分断面図である。
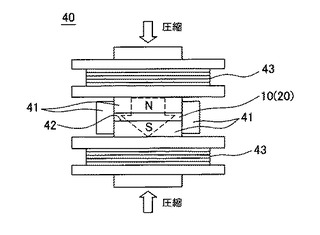
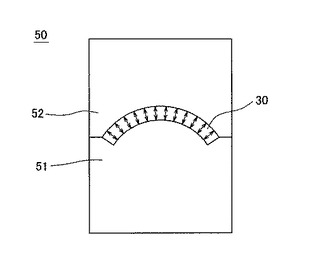
【図3】図1の工程2において使用する金型の一例を示す断面図である。
【図4】永久磁石回転機を示す斜視図である。
【図5】スパイラル型リニアモータを示す縦断面図である。
【図6】図5のモータの回転子の一部を示す斜視図である。
【図7】図5及び図6中の磁気異方性磁石の詳細構造を示し、(a)は平面図、(b)は上面図、(c)は斜視図、(d)は右側面図、(e)は下面図、(f)は左側面図である。
【図8】磁気異方性磁石とその磁化方向を示す図である。
【発明を実施するための形態】
【0020】
以下、本発明の磁気異方性磁石の製造方法の実施の形態について、図面を参照して説明する。図1は、実施形態の磁気異方性磁石の製造方法の工程を簡略的に示す。
【0021】
実施形態の方法によって製造される磁気異方性磁石は、ロータヨークの表面に磁石を貼り付けた表面磁石型のモータに採用されるものであり、磁石表面の円弧面である曲面上の一点で、その点での接平面に垂直な直線であるラジアル方向に磁石粉末の容易磁化方向が配向された断面が瓦状の磁石である。
【0022】
磁気異方性磁石を製造するに当たって、図1に示すように、まず工程1において、磁石粉末10を平行磁場中でプレス成形し、このことによって、磁石粉末の容易磁化方向がプレス方向に配向され、プレス面が互いに平行な平面からなる平板成形体20を形成する。その後、工程2において、平板成形体10の平面を曲げ成形金型によりプレス成形加工し、このことによって、断面が瓦状の磁石成形体30を形成する。磁石成形体30は、最終的に、図示しない着磁装置によって、磁石成形対30おいてラジアル方向に配向された磁石粉末の容易磁化方向に着磁されて磁気異方性磁石が製造される。
【0023】
磁気異方性磁石が希土類磁石である場合の磁石粉末10について、その作り方を以下に説明する。まず、希土類鉱石から高純度の希土類酸化物を分離精製し、これを溶融塩電解炉で還元して希土類金属を製造する。次に、この希土類金属の他に、鉄、コバルト、その他添加元素を秤量した原料を坩堝に挿入し、真空溶解炉にセットした坩堝に高周波を掛けて原料を溶解する。高温になって均質に合金化した後、溶湯は鋳型に流し込まれてインゴットが作製される。インゴットは何段階かの工程を経て粉砕され、最終的には平均粒径で数ミクロン程度の微粉になる。各粉砕工程は、微粉の酸化を防ぐため、窒素やアルゴンの雰囲気で保護される。
【0024】
磁石粉末10の平行磁場中でのプレス成形では、圧縮方向と平行な方向に磁場が加えられながら圧縮成形され、例えば図2に示すような磁場プレス成形機40が使用される。プレス成形機の金型41が形成するキャビティ42内に磁石粉末10が充填され、磁場を通す非磁性材料からなる金型41を通じて磁場発生コイル43が発生する磁場がキャビティ42内の磁石粉末10に加えられる。磁場は、キャビティ42内の磁石粉末10の一粒一粒がプレス成形機40の磁場と同じ方向に、それぞれの磁化容易方向を揃えるように動く。プレス成型された平板成型体20おいては、磁石粉末10の磁化容易方向がプレス方向に平行に整列されて固定されている。
【0025】
磁石粉末10を平行磁場中でプレス成形して形成された平板成形体20は、プレス面が互いに平行な平面からなり、平板成形体20の互いに平行な平面を成形するキャビティ42の対向壁を形成している金型41の対向面も互いに平行な平面となっている。したがって、磁場発生コイル43が発生する磁場は、金型42を通じて平板成形体20の互いに平行な平面を成形するキャビティ42の対向壁間に均一に磁場を形成する。この結果、磁石粉末10の容易磁化方向がプレス方向に配向され、しかも、配向性が平板成形体20の互いに平行な平面間で均一である。
【0026】
上述した工程2において、平板成形体20のプレス成形加工により、断面が瓦状の磁石成形体を形成する曲げ成形金型は、平板成形体20の板厚を保って平板成形体20の平行な平面を断面瓦状の3次元形状に曲げ加工するための図3に示すような一対の割金型51、52からなる金型50である。金型50によるプレス成形加工によって、平板成形体20の互いに平行な平面間で平行であった磁化容易方向が曲げ方向に傾けられる。なお、金型50によるプレス成形加工では、板厚を保って3次元形状に曲げ加工するには、大径円弧側が伸長し、小径円弧側が収縮するような加工が行われる必要がある。
【0027】
結果として得られる断面瓦状の磁石成形体30における磁化容易方向は、磁石成形体30の表面曲面の法線方向となる。すなわち、磁石表面の曲面上の一点で、その点での接平面に垂直な直線の方向に磁石粉末の容易磁化方向が配向された3次元形状の磁石成形体30が得られる。
【0028】
製造する磁気異方性磁石が焼結磁石である場合、磁石成形体30は、その後、真空焼結炉の中で焼結及び熱処理されて焼結磁石(図示せず)にされた後に、最終的に、着磁装置によって着磁される。着磁によって得られる磁気異方性磁石は、磁石成形体30において配向された磁石粉末の容易磁化方向に着磁されている。
【0029】
なお、磁気異方性磁石が焼結磁石である場合、磁石成形体30はその磁石粉末10が占める体積だけを密度算定用の体積とする真密度で約50%程度であるが、焼結反応が進むにつれて真密度100%まで焼き固まる。このとき、焼結磁石の各寸法は磁石成形体30の70〜80%、体積は約半分に収縮する。したがって、磁石成形体30の成形では、この焼結、熱処理での収縮分を考慮した成形が行われる。
【0030】
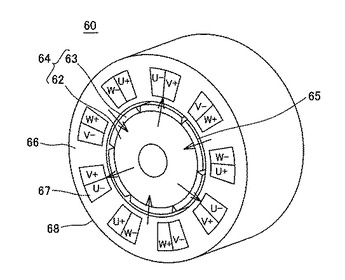
磁気異方性磁石が適用される表面磁石型のモータは、効率が高く制御性が良いことから、サーボモータを始めとする制御用モータに用いられている。例えば、ACサーボモータには、図4に示すようなラジアルエアギャップ形の永久磁石回転機60が用いられている。図4に示した永久磁石回転機60は、回転子ヨーク62の表面に、断面瓦状の、いわゆるC形の磁気異方性磁石63を貼り付けた回転子64と、空隙(ギャップ)65を介して配置された複数のスロットを有する固定子ヨークとティース66に巻かれたコイル67からなる固定子68とで構成されている。図4に示す永久磁石回転機の場合、磁気異方性磁石の極数は6、ティースの数は9であり、磁気異方性磁石内の矢印は磁気異方性磁石の磁化の方向を示している。また、コイルはティースに集中巻きで巻かれ、U相V相W相の3相のY結線がなされている。コイルのU+はU相コイルの巻き方向が手前、U−はU相コイルの巻き方向が奥であることを意味している。
【0031】
磁気異方性磁石が適用される他のモータとしては、回転運動を並進運動に変換するねじの機構と電磁力による動力機構とを一体化することにより、小型軽量、高精度、高推力の各点を同時に備える、例えば特許第3712073号公報に記載されたスパイラル型リニアモータが考えられる。
【0032】
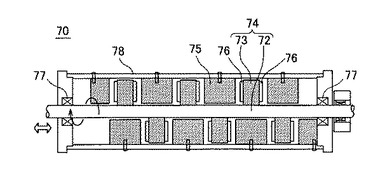
このスパイラル型リニアモータは、図5に縦断面で示すように、中心軸72と当該中心軸の外周に径方向に突出したらせん状部73とを備える回転子74と、回転子74と同ピッチのらせん状の溝を有する中空磁極を備える固定子75とを備え、回転子74の中心軸72を固定子75の中空磁極内とし、回転子74のらせん状部73の軸方向側面と固定子75のらせん状溝の軸方向側面とを対向させ、中空磁極のらせん状の溝内においてらせん状に回転自在とし、回転子74は固定子75に対してらせん状に回転しながら軸方向に直動する。回転子74は、らせん状部73のらせん側面に磁気異方性磁石76を備える。固定子75は、中空磁極のらせん状の両側面に互いにスロットを備え、このスロットに90度位相をずらした2相の巻き線を軸方向に巻回する。なお、図中、77は回転子74の回転軸72を軸受けする直線回転軸受け、78は固定子75が取り付けられたモータフレームである。
【0033】
この構成によるスパイラル型リニアモータでは、らせん状に形成された固定子75の溝内を、同じくらせん状に形成された回転子74のらせん状部73をらせん状に回転しながら、ねじ機構と同様に軸方向に直動する。このスパイラル型リニアモータのトルク及び推力は、回転子74と固定子75の互いに対向する磁極のらせん状側面間で交差する電磁力により発生し、それぞれ独立して制御することができる。
【0034】
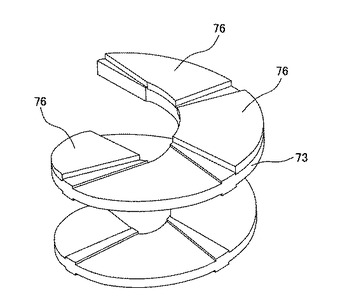
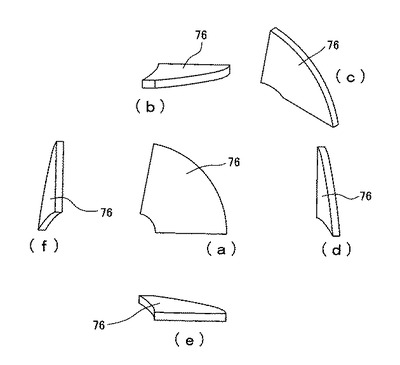
上述したスパイラル型リニアモータでは、らせん状部73の軸方向側面の形状は、図6に示すように、非常に複雑な3次元形状となっている。すなわち、らせん状部73の軸方向側面は、3次元曲線の一種で、回転しながら回転面に垂直成分のある方向へ上昇する曲線であるらせんが動いて形成した面からなっている。このため、この軸方向側面に所定角度毎に分割して貼り付けた多数の磁気異方性磁石76も、図7に示すように、非常に複雑な3次元形状をなし、軸方向側面の形状に倣った複雑な3次元形状の曲面を有する。なお、図7において、(a)はスパイラル型リニアモータの軸方向側面に貼り付け磁気異方性磁石76の平面図、(b)は上面図、(c)は斜視図、(d)は右側面図、(e)は下面図、(f)は左側面図である。
【0035】
しかしながら、断面瓦状の磁気異方性磁石と同様の製造方法により製造することによって、磁気異方性磁石76はその表面の3次元形状の曲面上の一点で、その点での接平面に垂直な直線の方向に磁石粉末の容易磁化方向が配向されたものが安価に作ることができる。
【0036】
なお、上述した実施の形態では、磁石粉末10を水平磁場中でプレス成形して成形体を形成する工程1において、磁石粉末をそのまま成形する乾式について説明したが、磁石粉末を含むスラリーを脱水しながら圧縮成形する湿式を採用してもよい。これ以外に、磁石粉末と樹脂系バインダーを混練した材料から平板成形体(グリーン体)を経て磁石成形体(グリーン体)を形成し、この磁石成形体(グリーン体)からバインダー成分のみを除去し、残った磁石粉末成分を焼結することで磁気異方性焼結磁石を製造するようにしてもよい。この場合、平板成形体を3次元形状の磁石成形体にプレス成形加工する際に、樹脂系バインダーが成形性を高めるのに役立つ。
【0037】
また、本発明の磁気異方性磁石の製造方法は、射出成形時に流動性が確保できる熱可塑性樹脂と磁石粉末を混練したボンド磁石の製造にも適用できる。この場合、平板成形体の形成は、水平磁場中でのプレス成形の代わりに、磁石粉末の容易磁化方向が互いに平行な平面からなる成形面に垂直な直線の方向の磁場中で射出成形することにより行われる。そして、平板成形体を3次元形状の磁石成形体に成形加工する際に、樹脂系バインダーを流動しない程度に軟化させれば、磁石粉末の配向が乱されることなく成形加工が行われる。この場合、樹脂系バインダーが平板成形体を磁石成形体に成形する際の成形性を高めるのに役立つ。
【符号の説明】
【0038】
10 磁石粉末
20 平板成形体
30 磁石成形体
【技術分野】
【0001】
本発明は磁気異方性磁石の製造方法に係り、より詳細には、磁石表面の曲面上の任意の一点で、その点での接平面に垂直な直線の方向に容易磁化方向が配向された、モータなどへの使用に適する磁気異方性磁石の製造方法に関するものである。
【背景技術】
【0002】
磁気異方性磁石として異方性焼結磁石があり、異方性焼結磁石としては、Baフェライト系、Srフェライト系などのフェライト磁石、R−Co系、R−Fe−B系などの希土類磁石(Rは、ScとYを含む希土類金属から選ばれる一以上である。)が広く使用されている。
【0003】
これら磁気異方性磁石は、磁性を担っている結晶粒からなる磁石粉末の容易磁化方向をある一定の方向に揃えたものであり、そのため、結晶粒の容易磁化方向がばらばらの方向を向いている等方性磁石に比較して、その容易磁化方向に着磁されたときに残留磁束密度の値が大きく、従って、最大エネルギー積を大きくすることができる。また、焼結磁石であるため、樹脂などで結合されたボンド磁石と比較して、非磁性物質の存在量が少ないため、残留磁束密度の値が大きくなり、最大エネルギー積を大きくできる。従って、異方性焼結磁石が、同じ材料を用いた磁石の中で、一番大きな最大エネルギー積を得ることができるため、広く利用されている。
【0004】
磁気異方性磁石は、磁性結晶粒の容易磁化方向をある一定の方向に揃えるために、その材料を、それぞれの粉砕粉が単結晶になるまで粉砕し、その粉砕粉に外部磁場を印加することにより磁石粉の磁化容易軸を外部磁場の方向と平行な方向に揃え、圧力をかけて圧縮し成形する。異方性焼結磁石の場合、その後、成形された磁石粉は、所定の条件で焼結され、異方性焼結磁石を製造する。材料によっては、焼結後、熱処理を要する場合もある。
【0005】
成形工程で使用される磁場プレス機は、金型と磁場発生手段からなる。金型キャビティ内に磁石粉を供給し、磁場発生手段により配向磁場を印加することにより磁石粉の容易磁化方向を一方向に揃え、プレスを用いて圧力を伝達し、キャビティ内の磁石粉を成形する。成形は電磁石などで静磁場を印加しながら行われるのが一般的である。キャビティ内に充填された磁石粉に配向磁場をかける方向には、圧力印加の方向と平行方向に磁場をかける平行磁場成形と、圧力印加の方向に対し垂直方向に磁場を印加する垂直磁場成形とがある。
【0006】
次に、実際にモータなどに使われる磁石の形状およびそのモータについて説明する。トルクリップルのない滑らかなトルクを求めるモータには、ロータヨークの表面に図8のような断面が瓦状の磁石を貼り付けた表面磁石型モータが採用される。このモータは、回転子の磁石に、磁化が矢印で示したように磁石の厚み方向(径方向)に向いているラジアル配向の磁石を用い、固定子巻線に比較的コストのかからない矩形波の電流制御を行うと、脈動の少ないトルク波形が得られる。
【0007】
ラジアル配向の磁気異方性磁石を製造する方法として、瓦状断面のキャビティを形成するダイスと、キャビティ内を圧縮するためにプレスに連動可能なパンチと、キャビティの外弧と内弧に沿うようにダイス内に設けられた少なくとも2つの磁性コアとを含んでなり、キャビティの外弧に沿う磁性コアが、外弧の両端から延びてオーバーハングする形状を有する、磁石粉末用磁場成形に用いられる金型を使用することにより、円弧端までラジアル配向が得られるようにしたものがある(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2009−111418号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
この製造方法では、キャビティの外弧に沿う磁性コアに、外弧の両端から延びてオーバーハングする形状をもたせることで、中心から両端側に離れるに従って弱くなっているキャビティ部の瓦状断面における磁場配向を局部的に強め、全体として、キャビティ部の瓦状断面における磁場配向をおおむね放射状とすることができるようにしている。
【0010】
しかしながら、キャビティの外弧と内弧を形成している磁性コアの対向面全体の磁束密度が一様でなく、対向面間の磁場の不均一により、キャビティ部の瓦状断面における磁場は完全なラジアル配向から外れたものしか得られない。
【0011】
勿論、カットアンドトライにより磁性コアの形状に手を加えることで、対向面全体の磁束密度が一様となるようにすることも考えられるが、非常に面倒な作業を伴い、非現実的で実現することは困難である。
【0012】
また、上述した製造方法では、磁気異方性が限られたものしか作ることができない。このため、3次元形状の磁石は、磁気異方性が一定方向のブロックを切断加工して作製するしかなく、非常に高価なものとなってしまう。
【0013】
よって本発明は、上述した従来の状況に鑑み、より優れた容易磁化方向の配向性を有する3次元形状の磁気異方性磁石を容易に製造することができる磁気異方性磁石の製造方法を提供することを課題としている。
【0014】
本発明はまた、容易磁化方向の配向性を有する複雑な3次元形状の磁気異方性磁石を安価に製造することができる磁気異方性磁石の製造方法を提供することを課題としている。
【課題を解決するための手段】
【0015】
上記課題を解決するためなされた本発明の磁気異方性磁石の製造方法は、磁石表面の曲面上の一点で、その点での接平面に垂直な直線の方向に磁石粉末の容易磁化方向が配向された磁気異方性磁石の製造方法であって、磁石粉末を平行磁場中で成形して前記磁石粉末の容易磁化方向がプレス方向に配向され、成形面が互いに平行な平面からなる平板成形体を形成し、該平板成形体の前記平面を曲げ成形金型によりプレス成形加工して3次元形状の磁石成形体を形成し、該磁石成形体を着磁して磁気異方性磁石を製造することを特徴とする。
【0016】
また、好ましくは、前記磁場中での前記磁石粉末の成形が水平磁場中でのプレス成形であり、前記曲げ成形金型による成形加工がプレス成形加工である。また、前記曲面は1点を中心にした円弧面、又は、らせんが動いて形成した面の一部である。前記磁石成形体が着磁されるとき、事前に焼結されている。
【発明の効果】
【0017】
本発明の磁気異方性磁石の製造方法によれば、磁場中での磁石粉末の成形では、磁石粉末の容易磁化方向が互いに平行な平面からなる成形面に垂直な直線の方向に配向されるので、成形された平板成型体おいては、磁石粉末の磁化容易方向が成形面に垂直に整列されて固定されている。次の、平板成形体の成形加工では、磁石成形体を形成する曲げ成形金型が、平板成形体の互いに平行な平面を3次元形状に曲げ加工し、成形加工によって、平板成形体の互いに平行な平面間で平行であった磁化容易方向が曲げ方向に傾けられるので、結果として得られる3次元形状の磁石成形体における磁化容易方向は、磁石成形体の表面曲面の法線方向となる。すなわち、磁石表面の曲面上の一点で、その点での接平面に垂直な直線の方向に磁石粉末の容易磁化方向が配向された3次元形状の磁石成形体が得られる。
【0018】
したがって、磁場中で3次元形状の磁石成形体を形成する従来にものに比べて、より優れた容易磁化方向の配向性を有する3次元形状の磁気異方性磁石を容易に製造することができる磁気異方性磁石の製造方法を提供することができる。しかも、3次元形状が複雑でも、磁気異方性磁石を安価に製造することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の磁気異方性磁石の製造方法の工程を簡略的に示す図である。
【図2】図1の工程1において使用する磁場プレス成形機の一例を一部断面で示す部分断面図である。
【図3】図1の工程2において使用する金型の一例を示す断面図である。
【図4】永久磁石回転機を示す斜視図である。
【図5】スパイラル型リニアモータを示す縦断面図である。
【図6】図5のモータの回転子の一部を示す斜視図である。
【図7】図5及び図6中の磁気異方性磁石の詳細構造を示し、(a)は平面図、(b)は上面図、(c)は斜視図、(d)は右側面図、(e)は下面図、(f)は左側面図である。
【図8】磁気異方性磁石とその磁化方向を示す図である。
【発明を実施するための形態】
【0020】
以下、本発明の磁気異方性磁石の製造方法の実施の形態について、図面を参照して説明する。図1は、実施形態の磁気異方性磁石の製造方法の工程を簡略的に示す。
【0021】
実施形態の方法によって製造される磁気異方性磁石は、ロータヨークの表面に磁石を貼り付けた表面磁石型のモータに採用されるものであり、磁石表面の円弧面である曲面上の一点で、その点での接平面に垂直な直線であるラジアル方向に磁石粉末の容易磁化方向が配向された断面が瓦状の磁石である。
【0022】
磁気異方性磁石を製造するに当たって、図1に示すように、まず工程1において、磁石粉末10を平行磁場中でプレス成形し、このことによって、磁石粉末の容易磁化方向がプレス方向に配向され、プレス面が互いに平行な平面からなる平板成形体20を形成する。その後、工程2において、平板成形体10の平面を曲げ成形金型によりプレス成形加工し、このことによって、断面が瓦状の磁石成形体30を形成する。磁石成形体30は、最終的に、図示しない着磁装置によって、磁石成形対30おいてラジアル方向に配向された磁石粉末の容易磁化方向に着磁されて磁気異方性磁石が製造される。
【0023】
磁気異方性磁石が希土類磁石である場合の磁石粉末10について、その作り方を以下に説明する。まず、希土類鉱石から高純度の希土類酸化物を分離精製し、これを溶融塩電解炉で還元して希土類金属を製造する。次に、この希土類金属の他に、鉄、コバルト、その他添加元素を秤量した原料を坩堝に挿入し、真空溶解炉にセットした坩堝に高周波を掛けて原料を溶解する。高温になって均質に合金化した後、溶湯は鋳型に流し込まれてインゴットが作製される。インゴットは何段階かの工程を経て粉砕され、最終的には平均粒径で数ミクロン程度の微粉になる。各粉砕工程は、微粉の酸化を防ぐため、窒素やアルゴンの雰囲気で保護される。
【0024】
磁石粉末10の平行磁場中でのプレス成形では、圧縮方向と平行な方向に磁場が加えられながら圧縮成形され、例えば図2に示すような磁場プレス成形機40が使用される。プレス成形機の金型41が形成するキャビティ42内に磁石粉末10が充填され、磁場を通す非磁性材料からなる金型41を通じて磁場発生コイル43が発生する磁場がキャビティ42内の磁石粉末10に加えられる。磁場は、キャビティ42内の磁石粉末10の一粒一粒がプレス成形機40の磁場と同じ方向に、それぞれの磁化容易方向を揃えるように動く。プレス成型された平板成型体20おいては、磁石粉末10の磁化容易方向がプレス方向に平行に整列されて固定されている。
【0025】
磁石粉末10を平行磁場中でプレス成形して形成された平板成形体20は、プレス面が互いに平行な平面からなり、平板成形体20の互いに平行な平面を成形するキャビティ42の対向壁を形成している金型41の対向面も互いに平行な平面となっている。したがって、磁場発生コイル43が発生する磁場は、金型42を通じて平板成形体20の互いに平行な平面を成形するキャビティ42の対向壁間に均一に磁場を形成する。この結果、磁石粉末10の容易磁化方向がプレス方向に配向され、しかも、配向性が平板成形体20の互いに平行な平面間で均一である。
【0026】
上述した工程2において、平板成形体20のプレス成形加工により、断面が瓦状の磁石成形体を形成する曲げ成形金型は、平板成形体20の板厚を保って平板成形体20の平行な平面を断面瓦状の3次元形状に曲げ加工するための図3に示すような一対の割金型51、52からなる金型50である。金型50によるプレス成形加工によって、平板成形体20の互いに平行な平面間で平行であった磁化容易方向が曲げ方向に傾けられる。なお、金型50によるプレス成形加工では、板厚を保って3次元形状に曲げ加工するには、大径円弧側が伸長し、小径円弧側が収縮するような加工が行われる必要がある。
【0027】
結果として得られる断面瓦状の磁石成形体30における磁化容易方向は、磁石成形体30の表面曲面の法線方向となる。すなわち、磁石表面の曲面上の一点で、その点での接平面に垂直な直線の方向に磁石粉末の容易磁化方向が配向された3次元形状の磁石成形体30が得られる。
【0028】
製造する磁気異方性磁石が焼結磁石である場合、磁石成形体30は、その後、真空焼結炉の中で焼結及び熱処理されて焼結磁石(図示せず)にされた後に、最終的に、着磁装置によって着磁される。着磁によって得られる磁気異方性磁石は、磁石成形体30において配向された磁石粉末の容易磁化方向に着磁されている。
【0029】
なお、磁気異方性磁石が焼結磁石である場合、磁石成形体30はその磁石粉末10が占める体積だけを密度算定用の体積とする真密度で約50%程度であるが、焼結反応が進むにつれて真密度100%まで焼き固まる。このとき、焼結磁石の各寸法は磁石成形体30の70〜80%、体積は約半分に収縮する。したがって、磁石成形体30の成形では、この焼結、熱処理での収縮分を考慮した成形が行われる。
【0030】
磁気異方性磁石が適用される表面磁石型のモータは、効率が高く制御性が良いことから、サーボモータを始めとする制御用モータに用いられている。例えば、ACサーボモータには、図4に示すようなラジアルエアギャップ形の永久磁石回転機60が用いられている。図4に示した永久磁石回転機60は、回転子ヨーク62の表面に、断面瓦状の、いわゆるC形の磁気異方性磁石63を貼り付けた回転子64と、空隙(ギャップ)65を介して配置された複数のスロットを有する固定子ヨークとティース66に巻かれたコイル67からなる固定子68とで構成されている。図4に示す永久磁石回転機の場合、磁気異方性磁石の極数は6、ティースの数は9であり、磁気異方性磁石内の矢印は磁気異方性磁石の磁化の方向を示している。また、コイルはティースに集中巻きで巻かれ、U相V相W相の3相のY結線がなされている。コイルのU+はU相コイルの巻き方向が手前、U−はU相コイルの巻き方向が奥であることを意味している。
【0031】
磁気異方性磁石が適用される他のモータとしては、回転運動を並進運動に変換するねじの機構と電磁力による動力機構とを一体化することにより、小型軽量、高精度、高推力の各点を同時に備える、例えば特許第3712073号公報に記載されたスパイラル型リニアモータが考えられる。
【0032】
このスパイラル型リニアモータは、図5に縦断面で示すように、中心軸72と当該中心軸の外周に径方向に突出したらせん状部73とを備える回転子74と、回転子74と同ピッチのらせん状の溝を有する中空磁極を備える固定子75とを備え、回転子74の中心軸72を固定子75の中空磁極内とし、回転子74のらせん状部73の軸方向側面と固定子75のらせん状溝の軸方向側面とを対向させ、中空磁極のらせん状の溝内においてらせん状に回転自在とし、回転子74は固定子75に対してらせん状に回転しながら軸方向に直動する。回転子74は、らせん状部73のらせん側面に磁気異方性磁石76を備える。固定子75は、中空磁極のらせん状の両側面に互いにスロットを備え、このスロットに90度位相をずらした2相の巻き線を軸方向に巻回する。なお、図中、77は回転子74の回転軸72を軸受けする直線回転軸受け、78は固定子75が取り付けられたモータフレームである。
【0033】
この構成によるスパイラル型リニアモータでは、らせん状に形成された固定子75の溝内を、同じくらせん状に形成された回転子74のらせん状部73をらせん状に回転しながら、ねじ機構と同様に軸方向に直動する。このスパイラル型リニアモータのトルク及び推力は、回転子74と固定子75の互いに対向する磁極のらせん状側面間で交差する電磁力により発生し、それぞれ独立して制御することができる。
【0034】
上述したスパイラル型リニアモータでは、らせん状部73の軸方向側面の形状は、図6に示すように、非常に複雑な3次元形状となっている。すなわち、らせん状部73の軸方向側面は、3次元曲線の一種で、回転しながら回転面に垂直成分のある方向へ上昇する曲線であるらせんが動いて形成した面からなっている。このため、この軸方向側面に所定角度毎に分割して貼り付けた多数の磁気異方性磁石76も、図7に示すように、非常に複雑な3次元形状をなし、軸方向側面の形状に倣った複雑な3次元形状の曲面を有する。なお、図7において、(a)はスパイラル型リニアモータの軸方向側面に貼り付け磁気異方性磁石76の平面図、(b)は上面図、(c)は斜視図、(d)は右側面図、(e)は下面図、(f)は左側面図である。
【0035】
しかしながら、断面瓦状の磁気異方性磁石と同様の製造方法により製造することによって、磁気異方性磁石76はその表面の3次元形状の曲面上の一点で、その点での接平面に垂直な直線の方向に磁石粉末の容易磁化方向が配向されたものが安価に作ることができる。
【0036】
なお、上述した実施の形態では、磁石粉末10を水平磁場中でプレス成形して成形体を形成する工程1において、磁石粉末をそのまま成形する乾式について説明したが、磁石粉末を含むスラリーを脱水しながら圧縮成形する湿式を採用してもよい。これ以外に、磁石粉末と樹脂系バインダーを混練した材料から平板成形体(グリーン体)を経て磁石成形体(グリーン体)を形成し、この磁石成形体(グリーン体)からバインダー成分のみを除去し、残った磁石粉末成分を焼結することで磁気異方性焼結磁石を製造するようにしてもよい。この場合、平板成形体を3次元形状の磁石成形体にプレス成形加工する際に、樹脂系バインダーが成形性を高めるのに役立つ。
【0037】
また、本発明の磁気異方性磁石の製造方法は、射出成形時に流動性が確保できる熱可塑性樹脂と磁石粉末を混練したボンド磁石の製造にも適用できる。この場合、平板成形体の形成は、水平磁場中でのプレス成形の代わりに、磁石粉末の容易磁化方向が互いに平行な平面からなる成形面に垂直な直線の方向の磁場中で射出成形することにより行われる。そして、平板成形体を3次元形状の磁石成形体に成形加工する際に、樹脂系バインダーを流動しない程度に軟化させれば、磁石粉末の配向が乱されることなく成形加工が行われる。この場合、樹脂系バインダーが平板成形体を磁石成形体に成形する際の成形性を高めるのに役立つ。
【符号の説明】
【0038】
10 磁石粉末
20 平板成形体
30 磁石成形体
【特許請求の範囲】
【請求項1】
磁石表面の曲面上の一点で、その点での接平面に垂直な直線の方向に磁石粉末の容易磁化方向が配向された磁気異方性磁石の製造方法であって、
磁石粉末を磁場中で成形して前記磁石粉末の容易磁化方向が互いに平行な平面からなる成形面に垂直な直線の方向に配向された平板成形体を形成し、
該平板成形体の前記平面を曲げ成形金型により成形加工して3次元形状の磁石成形体を形成し、
該磁石成形体を着磁して磁気異方性磁石を製造することを特徴とする磁気異方性磁石の製造方法。
【請求項2】
前記磁場中での前記磁石粉末の成形が水平磁場中でのプレス成形であり、前記曲げ成形金型による成形加工がプレス成形加工である
ことを特徴とする請求項1記載の磁気異方性磁石の製造方法。
【請求項3】
前記曲面が1点を中心にした円弧面である
ことを特徴とする請求項1又は2記載の磁気異方性磁石の製造方法。
【請求項4】
前記曲面はらせんが動いて形成した面の一部である
ことを特徴とする請求項1又は2記載の磁気異方性磁石の製造方法。
【請求項5】
前記磁石成形体は着磁されるとき、事前に焼結されている
ことを特徴とする請求項1〜4のいずれかに記載の磁気異方性磁石の製造方法。
【請求項1】
磁石表面の曲面上の一点で、その点での接平面に垂直な直線の方向に磁石粉末の容易磁化方向が配向された磁気異方性磁石の製造方法であって、
磁石粉末を磁場中で成形して前記磁石粉末の容易磁化方向が互いに平行な平面からなる成形面に垂直な直線の方向に配向された平板成形体を形成し、
該平板成形体の前記平面を曲げ成形金型により成形加工して3次元形状の磁石成形体を形成し、
該磁石成形体を着磁して磁気異方性磁石を製造することを特徴とする磁気異方性磁石の製造方法。
【請求項2】
前記磁場中での前記磁石粉末の成形が水平磁場中でのプレス成形であり、前記曲げ成形金型による成形加工がプレス成形加工である
ことを特徴とする請求項1記載の磁気異方性磁石の製造方法。
【請求項3】
前記曲面が1点を中心にした円弧面である
ことを特徴とする請求項1又は2記載の磁気異方性磁石の製造方法。
【請求項4】
前記曲面はらせんが動いて形成した面の一部である
ことを特徴とする請求項1又は2記載の磁気異方性磁石の製造方法。
【請求項5】
前記磁石成形体は着磁されるとき、事前に焼結されている
ことを特徴とする請求項1〜4のいずれかに記載の磁気異方性磁石の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−109004(P2011−109004A)
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願番号】特願2009−265069(P2009−265069)
【出願日】平成21年11月20日(2009.11.20)
【出願人】(504182255)国立大学法人横浜国立大学 (429)
【出願人】(509322339)上海笠原電装有限公司 (1)
【Fターム(参考)】
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願日】平成21年11月20日(2009.11.20)
【出願人】(504182255)国立大学法人横浜国立大学 (429)
【出願人】(509322339)上海笠原電装有限公司 (1)
【Fターム(参考)】
[ Back to top ]