
磁気的性質を有するベルトモジュール
チェーン又はベルト用のモジュールが、磁化可能素子を含んでいるプラスチック化合物から成型される。電磁界又は永久磁界(131)を生成する装置(129)を備えた標準的な射出成形機にて成型を実行することができる。磁化可能粒子を帯電させて恒久的に磁化されたプラスチック体を形成するように磁力線を配向させるために、所望の軸にて金型キャビティ(116)及び成型部品を貫くような方法で案内される。金型(111)の除去後に、プラスチック部品は、反対の極に反対の磁化を有する磁気的性質を有している。

【発明の詳細な説明】
【発明の分野】
【0001】
本発明は、搬送システムのためのチェーン又はベルトモジュールに関する。
【発明の背景】
【0002】
モジュール式のチェーンは、典型的には、例えば米国特許第4742906号、同第4805764号、及び同第5036969号などといった種々の特許に示されているとおりのガイドを走行するように設計されている。チェーンの走行特性を改善するために、チェーンを磁力によってガイド溝に押し付けるための種々のシステムが提案されている。多くの場合、永久磁石がガイドに設置されている。チェーン用モジュールが、典型的には、この磁気ガイドへと引きつけられるように強磁性体で構成され、部分的には、この磁力ゆえに、チェーン用モジュールが移動時に振動したり、浮き上がったりすることがない。チェーン用モジュールの強磁性は、モジュール全体を強磁性の鋼から製造することによって、強磁性のヒンジピンを使用することによって、あるいはモジュールの製造に使用されるプラスチック樹脂へと強磁性粉末を加えることによって、達成することができる(米国特許第4823939号)。
【0003】
上述の方法に関係する問題の1つは、高い製造コストにある。磁気素子(永久磁石)を、ガイド本体に設けられたキャビティへと1個ずつ配置して機械的に固定し、あるいは接着することによって、ガイドへと取り入れる必要がある。さらに、磁石が、モジュールをガイド溝へと押し付けられた状態に保持することで、余分な摩擦を生じさせる可能性がある。この余分な摩擦が、過度の摩耗につながり、チェーンの寿命を短くする可能性がある。
【0004】
さらに、直線走行ベルト及び旋回ベルト(radius belts)を含む「れんが敷き(bricklayed)」形式のベルトモジュールを押さえ付けておくという要求も存在している。
【0005】
また、モジュール式のベルト及びチェーンについて、チェーン又はモジュール式ベルトとガイド又はスライド支持部との間の摩擦力を低減することが必要とされる用途も存在する。摩擦の低減は、旋回ベルト及びチェーン並びに大きな荷重が加わる直線走行コンベアベルトにおいて、特に重要である。ガイド又は支持部と走行するチェーン/ベルトとの間の摩擦は、これらの材料の組み合わせによって決定され、摩擦並びに摩耗の低減は、これらの材料の組み合わせを最適に選択することによってのみ達成可能である。いくつかの場合には、容認可能であれば、ガイド及び/又は支持部が、摩擦を減らすために潤滑される。
【0006】
従って、モジュールをガイド上に保持するための磁気ガイドと共に使用される磁気チェーン又はベルトモジュールを製造するための経済的な方法に対する、要求が存在している。さらに、チェーン又はベルトモジュールとガイド又は支持部との間の摩擦力を低減することに対する、要求が存在している。
【発明の概要】
【0007】
本発明は、モジュールを製造するための方法であって、独立項である請求項1又は請求項19に記載の方法を提供することによって、上述の要求を満足させる。独立項である請求項11及び請求項13は、それぞれ本発明によるモジュール式のチェーン装置及びモジュール式のベルトシステムを規定している。好ましい実施形態が、従属項から明らかになる。
【0008】
本発明の本質は、以下で構成される。
【0009】
チェーン又はベルト用のモジュールが、磁化可能素子を含んでいるプラスチック化合物から成型される。電磁界又は永久磁界を生成する装置を備えた標準的な射出成形機にて成型を実行することができる。磁化可能粒子を帯電させて恒久的に磁化されたプラスチック体を形成するように配向させるために、所望の軸にて金型キャビティ及び成型部品を貫くような方法で磁力線が向けられる。金型の除去後に、プラスチック部品は、反対の極と反対の磁化を有する磁気的性質を有している。代案として、成型部品を、成型終了後の別途の工程にて磁界に曝露してもよい。
【0010】
本明細書においてサンドイッチ成型法と称される1つの成型技法においては、2つのポリマー材料が順に金型キャビティへと運ばれるときに、サンドイッチ構成が達成される。ポリマー材料が層流条件のもとで注入されるとき、注入溶解物は、金型の壁に触れたときに速やかに凝固を開始し、従って流れの中央の溶解物は、金型の壁の付近の溶解物よりも速く前進する。結果として、後に注入されるポリマー材料が、特に流れの断面の中央において、先に注入された材料を押しのける一方で、冷たい金型の壁に接触した溶解物が凝固して、モジュールの外層ないし外皮層を形成及び維持する。この方法で、第2のポリマー材料がコア構造として機能し、サンドイッチ層を有する本発明のモジュールをもたらす。第2のポリマー材料に磁化可能粒子を有する成分を含ませることによって、機械的特性の改善のための外側非磁性殻を備える磁性内側コアを有するモジュールを、形成することができる。
【0011】
本発明が、図面に示されている。図面においては、すべての図において、同じ又は類似の部分は同じ参照符号によって示されている。
【図面の簡単な説明】
【0012】
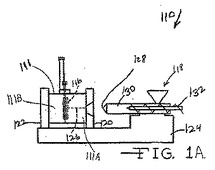
【図1A】本発明によるモジュール式のコンベアベルト又はチェーンのモジュールの製造に適した射出成型装置の概略の断面を示している。
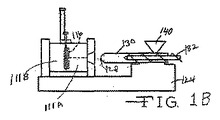
【図1B】本発明によるモジュール式のコンベアベルト又はチェーンのモジュールの製造に適した射出成型装置の概略の断面を示している。
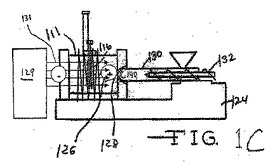
【図1C】本発明によるモジュール式のコンベアベルト又はチェーンのモジュールの製造に適した射出成型装置の概略の断面を示している。
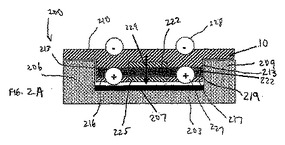
【図2A】ガイド内に配置されたチェーン用モジュールの断面図である。
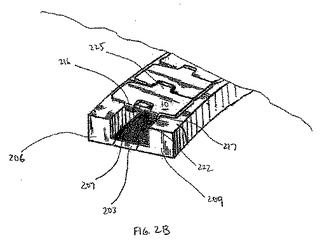
【図2B】ガイド内に配置された本発明のチェーン用モジュールの一部分の斜視図である。
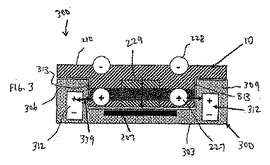
【図3】ガイド内に配置されたチェーン用モジュールの代案の実施形態の断面図である。
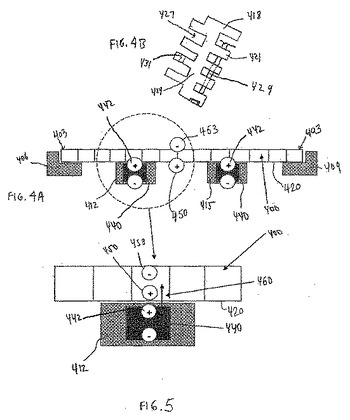
【図4A】本発明のベルトモジュールの断面図である。
【図4B】本発明のベルトモジュールの上面図である。
【図5】図4Aに示したモジュールの一部分の拡大図である。
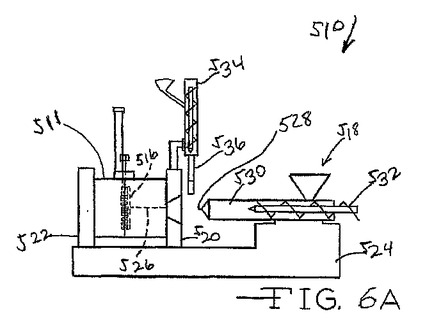
【図6A】本発明によるモジュールの製造に適した射出成型装置の概略の断面を示している。
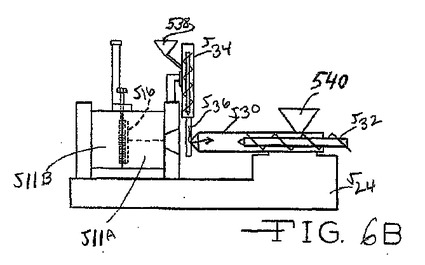
【図6B】本発明によるモジュールの製造に適した射出成型装置の概略の断面を示している。
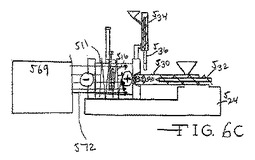
【図6C】本発明によるモジュールの製造に適した射出成型装置の概略の断面を示している。
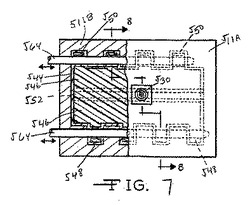
【図7】本発明による上部が平坦なモジュールを形成するためのサンドイッチ成型法のための金型の一実施形態の部分切断の平面図である。
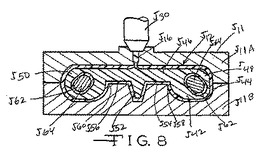
【図8】図7の線8−8に沿った断面図である。
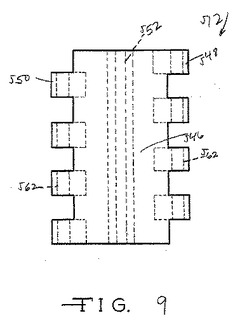
【図9】本発明による上部が平坦なモジュールの平面図である。
【発明の詳細な説明】
【0013】
図1A〜1Cは、本発明によるモジュール式のコンベアベルト又はチェーンのモジュールを製作するための金型111を含んでいる成型装置110を示している。モジュール10を製造するための金型111は、注入ユニット118からプラスチック溶解物を受け取るための金型キャビティ116を形成する対をなす第1及び第2の金型半体111A、111Bを含んでいる。対をなす金型半体111A、111Bは、それぞれ固定プラテン120及び可動プラテン122に取り付けられている。固定プラテン120、可動プラテン122、及び注入ユニット118は、共通のベース124によって支持されている。金型111は、第1の金型半体111Aを貫く湯口チャネル126を含んでおり、湯口チャネル126は、材料が金型キャビティ116へと注入されるときに、流体を流すことができるように注入ユニット118のノズル128に対して連絡する。ノズル128には、この技術分野において周知の形式の遮断弁(図示せず)が備えられている。
【0014】
注入ユニット118は、射出成型において典型的な構成の送りねじ132を含む外筒(バレル:barrel)130を有している。送りねじ132は、プラスチックを可塑化して金型111へと注入するために、外筒130内を往復運動するように制御される。注入ユニット118は、金型111に向かって及び金型111から離れるように直線状に移動するために、油圧シリンダ(図示せず)などの手段を備えている。より具体的には、注入ユニット118は、注入のために金型111に当接するように動かされ、その後に、金型111及び固定プラテン120から離れるように引き戻される。
【0015】
次に、本発明による成型方法によって製作されるモジュールの製造のための動作のサイクルを、図1A〜1Cを参照して説明する。注入ユニット118が、固定プラテン120とノズル128との間にすき間をもたらす後方位置(図1A)へと引き込まれる。注入ユニット118が、通常の方法での送りねじ132の回転及び引き込みによって、充分な量の材料140を可塑化させ、1回分の溶解物を準備する。材料140は、磁化可能成分を含有するプラスチック化合物を含むことができる。磁化可能成分は、EMS−CHEMIE社から入手することができる90重量%の異方性フェライトを有する熱安定化ポリアミド12であるGRILAMID XE3738(ポリアミド12)を含むことができる。この材料を、ポリアミドを処理するために適したあらゆる射出成形機にて処理することができる。代案として、磁化可能材料は、やはりEMS−CHEMIE社から入手することができ、88重量%のNdFeB希土類合金を含有している高融点の熱安定化射出成型コポリアミドであるGRIVORY HT2 XE 3714を含むことができる。本明細書の開示に基づき当業者にとって明らかであるとおり、磁化可能なプラスチックポリマーや他の成型可能材料を含む他の磁化可能材料も、適していると考えられる。
【0016】
注入ユニット118が、ノズル128が金型111の湯口チャネル126に連絡する位置へと前方に移動する。次いで、図1Cに示されているように、注入ユニット118が、射出成型プロセスにおいて典型的な方法で、送りねじ132を前進させることによって、ポリマー材料140を金型111へと注入する。注入された材料140で、キャビティ116が満たされる。装置129が、電磁界又は永久磁界131を生成する。磁化可能粒子を帯電させて恒久的に磁化されたプラスチック体を形成するように配向させるために、所望の軸にて金型キャビティ116及び成型部品を貫くような方法で磁力線が向けられる。
【0017】
冷却後に、2つの金型半体が開かれ、磁化されたモジュールを取り出すことができる。本明細書の開示に基づいて当業者にとって明らかであるとおり、金型116を、チェーン用モジュール又はベルトモジュールの形状、あるいは他の形状の部品を形成するように形作ることができる。モジュール10は、N極及びS極(プラス及びマイナス)を備える磁気的性質を有している。
【0018】
代案として、成型後の部品を、成型後に生じる別途の工程において磁界に曝露してもよい。
【0019】
図2A及び2Bに移ると、U字形のガイド200は、一対の側部206及び209を接続するベース部203を含んでいる。ベース部203及び側部206、209が、チェーン用モジュール10を案内するためのU字形の溝を形成している。U字形の溝は、強磁性板207などを、ベース部203の付近の溝の底壁に備えていてもよい。
【0020】
チェーン用モジュール10は、上面210を有している。チェーン用モジュール10は、ヒンジ通し216、217に隣接して配置された一対の案内面213を有している。離間して位置するヒンジ通し216、217は、チェーンピン222を受け入れるための横穴219を有している。チェーンピン222は、隣のモジュールに配置されてヒンジ通し216、217の間の空間へと延びているヒンジ通し225へ、モジュール10を接続している。案内面213が、側部206及び209に隣接してU字溝の内側をスライドする。図2Aに示した構成は、上述のとおり磁気的特性を備えている磁化されたモジュール10を案内するための軌道をもたらしている。モジュール10の底部に、正の磁化227がもたらされている。モジュール10の上部に、負の磁化228がもたらされている。磁化されたモジュール10と強磁性板207との間の磁力(矢印229の方向)が、チェーンの振動を少なくし、チェーン用モジュール10が軌道から浮き上がらないようにする。
【0021】
図3に移ると、チェーンガイドの代案の実施形態が示されている。チェーンガイド300が、離間して位置する一対の側壁部306及び309へと延びるベース部303を有している。ベース部303並びに側壁部306及び309が、磁性モジュール10を案内するためのU字形の軌道を形成している。側壁部306及び309が、磁石312を含むことができる。磁石312は、磁化が磁性モジュール10を矢印339の方向に反発させるような極性で配置されている。従って、磁石312は、磁性モジュール10の案内面をチェーンガイド300の側壁部306、309から反発させることよって、ガイドにおけるモジュール10の摩擦を小さくするように機能する。
【0022】
図4A及び4B並びに図5は、モジュール式のコンベアベルト400を示している。ベルト400は、外縁403において一対の支持部406及び409によって支持されている。ベルト400の中央に向けてさらなる支持をもたらすために、一対の支持片412及び415がベルト400の下方に配置されている。ベルト400は、上述のとおり磁気的性質がもたらされた個々のベルトモジュール418で構成されている。個々のベルトモジュール418は、中間部424の両側から延在して離間して位置する複数のリンク端421を有している。隣り合うモジュールが、隣のモジュールのリンク端421が隣のモジュールのリンク端の間の空間427へとはまり込むように挿入されている。枢支棒429が、リンク端に配置された一式の整列した横穴431の間に配置されている。枢支棒429が、ただ1つのモジュール418と共に示されており、理解を容易にするために隣のモジュールは省略されている。枢支棒が、得られるモジュール式のベルトがスプロケット(図示せず)の周囲を枢動できるように、隣接するモジュールの列を枢動可能に接続している。本明細書の開示に基づいて当業者にとって明らかであるとおり、個々のモジュール418を、「れんが敷き」の方法で接続してもよい。
【0023】
支持片412及び415は、正の磁化442が上側に位置するように配置された磁石440を含むことができる。磁気モジュール418には、ベルト400の下側420に正の磁化450を設け、ベルト400の上側に負の磁化453を設けることができる。従って、ベルト400及び支持片412、415への磁化の配置により、ベルト400が支持部から離れるように矢印460の方向に押される。磁化されたモジュール418並びに支持片412及び415に配置された永久磁石440が、ベルト400と支持片412及び415との間の摩擦力を軽減する。
【0024】
本発明の磁性モジュールを片側の強磁性素子と組み合わせ、あるいは磁性モジュールを永久磁石又は電磁石素子と組み合わせることによって、他にも多数の応用が可能である。例えば、旋回ベルトに関して、磁性の縁モジュールを、半径方向内側の縁の磁性の縁ガイドに組み合わせ、ベルトがカーブを通過して移動するときに内側の縁ガイドに加わる旋回ベルトモジュールの圧力を軽減することができる。また、カーブにおける横転又は座屈を回避するために、旋回ベルトを、磁石が設置された摺動ベース上を走行する磁性モジュールによって押さえ付けることが可能である。
【0025】
また、本発明の磁性ベルトモジュールを、ベルトが傾いた経路を移動する際に強磁性の缶又は容器を所定の位置に保持するために使用することもできる。
【0026】
本発明のベルト又はチェーンの全体を、磁性材料から製造することができ、あるいはコストを削減するため、もしくは特定の領域のみに磁力をもたらすために、磁性モジュールを、非磁性モジュールと組み合わせて組み立てることができる。摩擦特性を改善するために、磁性モジュールを、本明細書の開示に基づいて当業者にとって明らかであるとおり、機械的な固定や外側被覆のプロセスなどによって、少なくとも2つの材料から製造してもよい。
【0027】
図6A〜6Cが、本発明によるモジュール式のコンベアベルトのためのサンドイッチモジュールを製作するための金型511を含んでいるサンドイッチ成型装置510を示している。上縁が平坦である例示的なサンドイッチ層構成のモジュール512が、図7〜9に示されている。これらのモジュールの構造を、以下で詳しく説明する。
【0028】
サンドイッチ層構成を有するモジュール512を製造するための金型511が、注入ユニット518からプラスチック溶解物を受け取るための金型キャビティ516を形成する対をなす第1及び第2の金型半体511A、511Bを含んでいる。対をなす金型半体511A、511Bは、それぞれ固定プラテン520及び可動プラテン522に取り付けられている。固定プラテン520、可動プラテン522、及び注入ユニット518は、共通のベース524によって支持されている。金型511は、第1の金型半体511Aを貫く湯口チャネル526を含んでおり、湯口チャネル526は、材料が金型キャビティ516へと注入されるときに、流体を流すことができるように注入ユニット518のノズル528に対して連絡する。ノズル528には、この技術分野において周知の形式の遮断弁(図示せず)が備えられている。
【0029】
注入ユニット518は、射出成型において典型的な構成の送りねじ532を含む外筒530を有している。送りねじは、プラスチックを可塑化して金型511へと注入するために、外筒530内を往復運動するように制御される。注入ユニット518は、ユニット518を金型511に向かって及び金型511から離れるように直線状に移動させるために、油圧シリンダ(図示せず)などの手段を備えている。より具体的には、注入ユニット518は、注入のために金型511に当接するように動かされ、その後に、第2のポリマー外皮材料を注入ユニットの外筒530へと供給できるよう、金型511及び固定プラテン520から離れるように引き戻される。ポリマー外皮材料の意義を、以下で詳しく説明する。
【0030】
補助可塑化ユニット534が、固定プラテン520上で注入ユニット518の付近に取り付けられており、注入ユニット518に垂直な線に沿って移動することができる。補助可塑化ユニット534の端部には、ホットランナー・マニホールド536が接続されている。このような補助ユニット534の向きにより、ホットランナー・マニホールド536が注入ユニット518の正面に適切に整列してノズル528に直接的につながることができるように、補助ユニット534を配置することが容易である。補助ユニット534は、往復式でない押し出し機であるが、所望であれば、第2の往復スクリュー注入ユニットであってもよい。
【0031】
次に、本発明によるサンドイッチ成型法によって製作されるサンドイッチ層モジュールの製造のための動作のサイクルを、図6A〜6Cを参照して説明する。注入ユニット518が、後方位置(図6A)へと引き込まれ、固定プラテン520とノズル528との間にすき間がもたらされる。次いで、ホットランナー・マニホールド536が注入ユニット518の前面に位置するように、補助ユニット534が下方へと動かされる。次に、注入ユニット518のノズル528が、注入ユニット518と補助ユニット534との間に流体を漏らさぬ接続を確立するために、ホットランナー・マニホールド536に当接するように動かされる。次いで、補助ユニット534が作動させられ、可塑化させた外皮材料538をホットランナー・マニホールド536を介し、ノズル528を通って注入ユニット518の外筒530への端部へと移送し、ねじ532を外筒内で後方に移動させる。図6Bに示されているように、補助ユニット534からの外皮材料538の移送は、モジュール512、514の形状によって定まる充分な量のポリマー材料が移送されるまで続けられる。
【0032】
ポリマー外皮材料538の移送が完了したとき、注入ユニット518は、通常の方法での送りねじ532の回転及び引き込みによって、充分な量のコア材料540を可塑化させ、1回分の溶解物を準備する。コア材料540は、恒久的に磁化されたコア層を形成するために、磁場又は電磁場からの磁化を受け取ることができる磁化可能粒子を有する組成物を含んでいる。可塑化の機能と同時に、注入ユニット518が、わずかな引き込みによって補助ユニット534から切り離される。注入ユニット518が、ノズル528が金型511の湯口チャネル526に連絡する位置へと今や妨げなく前方に移動することができるよう、補助ユニット534が上方へと動かされる。次いで、図6Cに示されているように、注入ユニット518が、射出成型プロセスに典型的な方法で送りねじ532を前進させることによって、金型511へと溜められている外皮ポリマー材料538を注入し、次いでコアポリマー材料540を注入する。
【0033】
装置569が、電磁界又は永久磁界572を生成する。磁力線が、磁化可能粒子を帯電させて、外皮層によって囲まれた恒久的に磁化されたコアを形成するように配向させるために、所望の軸にて金型キャビティ516及び成型部品を貫くような方法で向けられる。
【0034】
代案として、成型後の部品を、成型後に生じる別途の工程において磁界に曝露してもよい。
【0035】
成型装置510を詳しく説明したので、本発明によるサンドイッチ成型プロセス又は方法によってもたらされるサンドイッチ層構成を有している例示的な平坦な上面のモジュール512を、以下で説明する。モジュール512は、磁化可能粒子を有する成分を含んでいる。より詳しくは、モジュール512は、図6A〜6Cに示した射出成型装置510によって、磁化可能材料を専らコア層のポリマー材料に取り入れて製造される。
【0036】
図7及び8が、金型511の内部に形成されつつある平坦な上面のモジュール512を示している一方で、図9が、モジュール512を最終的な形態で示している。サンドイッチ構成を有する平坦な上面のモジュール512は、外皮部544によって囲まれたコア部542を備えている。外皮部544を構成するポリマー材料は、ポリエチレン、ポリプロピレンのホモポリマー又はコポリマー、POM、並びにABSなど、適切なポリマー材料を含んでいる。
【0037】
サンドイッチ構成を有する平坦な上面のモジュール512は、反対方向に延在する第1の複数のリンク端548及び第2の複数のリンク端550を有している概ね矩形の板状の本体546を含んでいる。横リブ552が本体546の下面の全幅を横切って延びており、この横リブ552は個々のリンク端548及び550が突き出している個々の縁558及び560を終端とする向かい合う溝554及び556を形成している。リブ552及びリンク端548、550の内側は、モジュール512を互いに接続することによって形成されるコンベアベルトに駆動力を付与するために、スプロケットホイール(図示せず)の対応するスプロケット歯に一致するように構成されている。横リブ552によって形成されるモジュール512の下部構造が、モジュールを補強するように機能すると共に、モジュール512の縦軸又は横軸を中心とする有意な拘束を防止するように機能する。
【0038】
リンク端548及び550が、対応する整列した円柱形の穴562を画定している。穴562は、類似の形状の棒564を金型511内に用意(図7及び8)することによって設けられる。モジュール式のコンベアベルト(図示せず)を形成すべく、複数のモジュールを端部対端部の構成で枢動可能に接続して隣り合うモジュールを横方向について整列させるように構成された枢支ピン又は棒(図示せず)を、穴562が受け入れる。好ましくは、モジュール512は、端部と端部とを入れ換えることができるリンク端の構成である。換言すると、モジュールのどちらの端部も、他のリンクモジュールのどちらの端部にも組み合わせることができる。
【0039】
本発明を特定の実施形態に関して説明したが、本発明の技術的範囲は、上述した特定の形態に限定されるわけではなく、添付の特許請求の範囲に定められるとおりの本発明の技術的範囲に包含される代案、変形、及び均等物も、保護の対象である。
【符号の説明】
【0040】
10,512 モジュール
110 成型装置
111,511 金型
111A,11B,511A,511B 金型半体
116,516 キャビティ
118,518 注入ユニット
120,520 固定プラテン
122,522 可動プラテン
124,524 ベース
126,526 湯口チャネル
128 ノズル
129,569 装置
130,530 外筒
200 ガイド
203 ベース部
206,209 側部
207 強磁性板
210 上面
213 案内面
216,217 ヒンジ通し
219 横穴
222 チェーンピン
303 ベース部
306,309 側壁部
400 コンベアベルト
403 外縁
406,409,412,415 支持部
421,548,550 リンク端
424 中間部
427 空間
429 枢支棒
431 横穴
440 磁石
534 補助可塑化ユニット
536 ホットランナー・マニホールド
538 外皮材料
540 コア材料
542 コア部
544 外皮部
546 本体
550 サンドイッチ成型装置
552 横リブ
562 穴
【発明の分野】
【0001】
本発明は、搬送システムのためのチェーン又はベルトモジュールに関する。
【発明の背景】
【0002】
モジュール式のチェーンは、典型的には、例えば米国特許第4742906号、同第4805764号、及び同第5036969号などといった種々の特許に示されているとおりのガイドを走行するように設計されている。チェーンの走行特性を改善するために、チェーンを磁力によってガイド溝に押し付けるための種々のシステムが提案されている。多くの場合、永久磁石がガイドに設置されている。チェーン用モジュールが、典型的には、この磁気ガイドへと引きつけられるように強磁性体で構成され、部分的には、この磁力ゆえに、チェーン用モジュールが移動時に振動したり、浮き上がったりすることがない。チェーン用モジュールの強磁性は、モジュール全体を強磁性の鋼から製造することによって、強磁性のヒンジピンを使用することによって、あるいはモジュールの製造に使用されるプラスチック樹脂へと強磁性粉末を加えることによって、達成することができる(米国特許第4823939号)。
【0003】
上述の方法に関係する問題の1つは、高い製造コストにある。磁気素子(永久磁石)を、ガイド本体に設けられたキャビティへと1個ずつ配置して機械的に固定し、あるいは接着することによって、ガイドへと取り入れる必要がある。さらに、磁石が、モジュールをガイド溝へと押し付けられた状態に保持することで、余分な摩擦を生じさせる可能性がある。この余分な摩擦が、過度の摩耗につながり、チェーンの寿命を短くする可能性がある。
【0004】
さらに、直線走行ベルト及び旋回ベルト(radius belts)を含む「れんが敷き(bricklayed)」形式のベルトモジュールを押さえ付けておくという要求も存在している。
【0005】
また、モジュール式のベルト及びチェーンについて、チェーン又はモジュール式ベルトとガイド又はスライド支持部との間の摩擦力を低減することが必要とされる用途も存在する。摩擦の低減は、旋回ベルト及びチェーン並びに大きな荷重が加わる直線走行コンベアベルトにおいて、特に重要である。ガイド又は支持部と走行するチェーン/ベルトとの間の摩擦は、これらの材料の組み合わせによって決定され、摩擦並びに摩耗の低減は、これらの材料の組み合わせを最適に選択することによってのみ達成可能である。いくつかの場合には、容認可能であれば、ガイド及び/又は支持部が、摩擦を減らすために潤滑される。
【0006】
従って、モジュールをガイド上に保持するための磁気ガイドと共に使用される磁気チェーン又はベルトモジュールを製造するための経済的な方法に対する、要求が存在している。さらに、チェーン又はベルトモジュールとガイド又は支持部との間の摩擦力を低減することに対する、要求が存在している。
【発明の概要】
【0007】
本発明は、モジュールを製造するための方法であって、独立項である請求項1又は請求項19に記載の方法を提供することによって、上述の要求を満足させる。独立項である請求項11及び請求項13は、それぞれ本発明によるモジュール式のチェーン装置及びモジュール式のベルトシステムを規定している。好ましい実施形態が、従属項から明らかになる。
【0008】
本発明の本質は、以下で構成される。
【0009】
チェーン又はベルト用のモジュールが、磁化可能素子を含んでいるプラスチック化合物から成型される。電磁界又は永久磁界を生成する装置を備えた標準的な射出成形機にて成型を実行することができる。磁化可能粒子を帯電させて恒久的に磁化されたプラスチック体を形成するように配向させるために、所望の軸にて金型キャビティ及び成型部品を貫くような方法で磁力線が向けられる。金型の除去後に、プラスチック部品は、反対の極と反対の磁化を有する磁気的性質を有している。代案として、成型部品を、成型終了後の別途の工程にて磁界に曝露してもよい。
【0010】
本明細書においてサンドイッチ成型法と称される1つの成型技法においては、2つのポリマー材料が順に金型キャビティへと運ばれるときに、サンドイッチ構成が達成される。ポリマー材料が層流条件のもとで注入されるとき、注入溶解物は、金型の壁に触れたときに速やかに凝固を開始し、従って流れの中央の溶解物は、金型の壁の付近の溶解物よりも速く前進する。結果として、後に注入されるポリマー材料が、特に流れの断面の中央において、先に注入された材料を押しのける一方で、冷たい金型の壁に接触した溶解物が凝固して、モジュールの外層ないし外皮層を形成及び維持する。この方法で、第2のポリマー材料がコア構造として機能し、サンドイッチ層を有する本発明のモジュールをもたらす。第2のポリマー材料に磁化可能粒子を有する成分を含ませることによって、機械的特性の改善のための外側非磁性殻を備える磁性内側コアを有するモジュールを、形成することができる。
【0011】
本発明が、図面に示されている。図面においては、すべての図において、同じ又は類似の部分は同じ参照符号によって示されている。
【図面の簡単な説明】
【0012】
【図1A】本発明によるモジュール式のコンベアベルト又はチェーンのモジュールの製造に適した射出成型装置の概略の断面を示している。
【図1B】本発明によるモジュール式のコンベアベルト又はチェーンのモジュールの製造に適した射出成型装置の概略の断面を示している。
【図1C】本発明によるモジュール式のコンベアベルト又はチェーンのモジュールの製造に適した射出成型装置の概略の断面を示している。
【図2A】ガイド内に配置されたチェーン用モジュールの断面図である。
【図2B】ガイド内に配置された本発明のチェーン用モジュールの一部分の斜視図である。
【図3】ガイド内に配置されたチェーン用モジュールの代案の実施形態の断面図である。
【図4A】本発明のベルトモジュールの断面図である。
【図4B】本発明のベルトモジュールの上面図である。
【図5】図4Aに示したモジュールの一部分の拡大図である。
【図6A】本発明によるモジュールの製造に適した射出成型装置の概略の断面を示している。
【図6B】本発明によるモジュールの製造に適した射出成型装置の概略の断面を示している。
【図6C】本発明によるモジュールの製造に適した射出成型装置の概略の断面を示している。
【図7】本発明による上部が平坦なモジュールを形成するためのサンドイッチ成型法のための金型の一実施形態の部分切断の平面図である。
【図8】図7の線8−8に沿った断面図である。
【図9】本発明による上部が平坦なモジュールの平面図である。
【発明の詳細な説明】
【0013】
図1A〜1Cは、本発明によるモジュール式のコンベアベルト又はチェーンのモジュールを製作するための金型111を含んでいる成型装置110を示している。モジュール10を製造するための金型111は、注入ユニット118からプラスチック溶解物を受け取るための金型キャビティ116を形成する対をなす第1及び第2の金型半体111A、111Bを含んでいる。対をなす金型半体111A、111Bは、それぞれ固定プラテン120及び可動プラテン122に取り付けられている。固定プラテン120、可動プラテン122、及び注入ユニット118は、共通のベース124によって支持されている。金型111は、第1の金型半体111Aを貫く湯口チャネル126を含んでおり、湯口チャネル126は、材料が金型キャビティ116へと注入されるときに、流体を流すことができるように注入ユニット118のノズル128に対して連絡する。ノズル128には、この技術分野において周知の形式の遮断弁(図示せず)が備えられている。
【0014】
注入ユニット118は、射出成型において典型的な構成の送りねじ132を含む外筒(バレル:barrel)130を有している。送りねじ132は、プラスチックを可塑化して金型111へと注入するために、外筒130内を往復運動するように制御される。注入ユニット118は、金型111に向かって及び金型111から離れるように直線状に移動するために、油圧シリンダ(図示せず)などの手段を備えている。より具体的には、注入ユニット118は、注入のために金型111に当接するように動かされ、その後に、金型111及び固定プラテン120から離れるように引き戻される。
【0015】
次に、本発明による成型方法によって製作されるモジュールの製造のための動作のサイクルを、図1A〜1Cを参照して説明する。注入ユニット118が、固定プラテン120とノズル128との間にすき間をもたらす後方位置(図1A)へと引き込まれる。注入ユニット118が、通常の方法での送りねじ132の回転及び引き込みによって、充分な量の材料140を可塑化させ、1回分の溶解物を準備する。材料140は、磁化可能成分を含有するプラスチック化合物を含むことができる。磁化可能成分は、EMS−CHEMIE社から入手することができる90重量%の異方性フェライトを有する熱安定化ポリアミド12であるGRILAMID XE3738(ポリアミド12)を含むことができる。この材料を、ポリアミドを処理するために適したあらゆる射出成形機にて処理することができる。代案として、磁化可能材料は、やはりEMS−CHEMIE社から入手することができ、88重量%のNdFeB希土類合金を含有している高融点の熱安定化射出成型コポリアミドであるGRIVORY HT2 XE 3714を含むことができる。本明細書の開示に基づき当業者にとって明らかであるとおり、磁化可能なプラスチックポリマーや他の成型可能材料を含む他の磁化可能材料も、適していると考えられる。
【0016】
注入ユニット118が、ノズル128が金型111の湯口チャネル126に連絡する位置へと前方に移動する。次いで、図1Cに示されているように、注入ユニット118が、射出成型プロセスにおいて典型的な方法で、送りねじ132を前進させることによって、ポリマー材料140を金型111へと注入する。注入された材料140で、キャビティ116が満たされる。装置129が、電磁界又は永久磁界131を生成する。磁化可能粒子を帯電させて恒久的に磁化されたプラスチック体を形成するように配向させるために、所望の軸にて金型キャビティ116及び成型部品を貫くような方法で磁力線が向けられる。
【0017】
冷却後に、2つの金型半体が開かれ、磁化されたモジュールを取り出すことができる。本明細書の開示に基づいて当業者にとって明らかであるとおり、金型116を、チェーン用モジュール又はベルトモジュールの形状、あるいは他の形状の部品を形成するように形作ることができる。モジュール10は、N極及びS極(プラス及びマイナス)を備える磁気的性質を有している。
【0018】
代案として、成型後の部品を、成型後に生じる別途の工程において磁界に曝露してもよい。
【0019】
図2A及び2Bに移ると、U字形のガイド200は、一対の側部206及び209を接続するベース部203を含んでいる。ベース部203及び側部206、209が、チェーン用モジュール10を案内するためのU字形の溝を形成している。U字形の溝は、強磁性板207などを、ベース部203の付近の溝の底壁に備えていてもよい。
【0020】
チェーン用モジュール10は、上面210を有している。チェーン用モジュール10は、ヒンジ通し216、217に隣接して配置された一対の案内面213を有している。離間して位置するヒンジ通し216、217は、チェーンピン222を受け入れるための横穴219を有している。チェーンピン222は、隣のモジュールに配置されてヒンジ通し216、217の間の空間へと延びているヒンジ通し225へ、モジュール10を接続している。案内面213が、側部206及び209に隣接してU字溝の内側をスライドする。図2Aに示した構成は、上述のとおり磁気的特性を備えている磁化されたモジュール10を案内するための軌道をもたらしている。モジュール10の底部に、正の磁化227がもたらされている。モジュール10の上部に、負の磁化228がもたらされている。磁化されたモジュール10と強磁性板207との間の磁力(矢印229の方向)が、チェーンの振動を少なくし、チェーン用モジュール10が軌道から浮き上がらないようにする。
【0021】
図3に移ると、チェーンガイドの代案の実施形態が示されている。チェーンガイド300が、離間して位置する一対の側壁部306及び309へと延びるベース部303を有している。ベース部303並びに側壁部306及び309が、磁性モジュール10を案内するためのU字形の軌道を形成している。側壁部306及び309が、磁石312を含むことができる。磁石312は、磁化が磁性モジュール10を矢印339の方向に反発させるような極性で配置されている。従って、磁石312は、磁性モジュール10の案内面をチェーンガイド300の側壁部306、309から反発させることよって、ガイドにおけるモジュール10の摩擦を小さくするように機能する。
【0022】
図4A及び4B並びに図5は、モジュール式のコンベアベルト400を示している。ベルト400は、外縁403において一対の支持部406及び409によって支持されている。ベルト400の中央に向けてさらなる支持をもたらすために、一対の支持片412及び415がベルト400の下方に配置されている。ベルト400は、上述のとおり磁気的性質がもたらされた個々のベルトモジュール418で構成されている。個々のベルトモジュール418は、中間部424の両側から延在して離間して位置する複数のリンク端421を有している。隣り合うモジュールが、隣のモジュールのリンク端421が隣のモジュールのリンク端の間の空間427へとはまり込むように挿入されている。枢支棒429が、リンク端に配置された一式の整列した横穴431の間に配置されている。枢支棒429が、ただ1つのモジュール418と共に示されており、理解を容易にするために隣のモジュールは省略されている。枢支棒が、得られるモジュール式のベルトがスプロケット(図示せず)の周囲を枢動できるように、隣接するモジュールの列を枢動可能に接続している。本明細書の開示に基づいて当業者にとって明らかであるとおり、個々のモジュール418を、「れんが敷き」の方法で接続してもよい。
【0023】
支持片412及び415は、正の磁化442が上側に位置するように配置された磁石440を含むことができる。磁気モジュール418には、ベルト400の下側420に正の磁化450を設け、ベルト400の上側に負の磁化453を設けることができる。従って、ベルト400及び支持片412、415への磁化の配置により、ベルト400が支持部から離れるように矢印460の方向に押される。磁化されたモジュール418並びに支持片412及び415に配置された永久磁石440が、ベルト400と支持片412及び415との間の摩擦力を軽減する。
【0024】
本発明の磁性モジュールを片側の強磁性素子と組み合わせ、あるいは磁性モジュールを永久磁石又は電磁石素子と組み合わせることによって、他にも多数の応用が可能である。例えば、旋回ベルトに関して、磁性の縁モジュールを、半径方向内側の縁の磁性の縁ガイドに組み合わせ、ベルトがカーブを通過して移動するときに内側の縁ガイドに加わる旋回ベルトモジュールの圧力を軽減することができる。また、カーブにおける横転又は座屈を回避するために、旋回ベルトを、磁石が設置された摺動ベース上を走行する磁性モジュールによって押さえ付けることが可能である。
【0025】
また、本発明の磁性ベルトモジュールを、ベルトが傾いた経路を移動する際に強磁性の缶又は容器を所定の位置に保持するために使用することもできる。
【0026】
本発明のベルト又はチェーンの全体を、磁性材料から製造することができ、あるいはコストを削減するため、もしくは特定の領域のみに磁力をもたらすために、磁性モジュールを、非磁性モジュールと組み合わせて組み立てることができる。摩擦特性を改善するために、磁性モジュールを、本明細書の開示に基づいて当業者にとって明らかであるとおり、機械的な固定や外側被覆のプロセスなどによって、少なくとも2つの材料から製造してもよい。
【0027】
図6A〜6Cが、本発明によるモジュール式のコンベアベルトのためのサンドイッチモジュールを製作するための金型511を含んでいるサンドイッチ成型装置510を示している。上縁が平坦である例示的なサンドイッチ層構成のモジュール512が、図7〜9に示されている。これらのモジュールの構造を、以下で詳しく説明する。
【0028】
サンドイッチ層構成を有するモジュール512を製造するための金型511が、注入ユニット518からプラスチック溶解物を受け取るための金型キャビティ516を形成する対をなす第1及び第2の金型半体511A、511Bを含んでいる。対をなす金型半体511A、511Bは、それぞれ固定プラテン520及び可動プラテン522に取り付けられている。固定プラテン520、可動プラテン522、及び注入ユニット518は、共通のベース524によって支持されている。金型511は、第1の金型半体511Aを貫く湯口チャネル526を含んでおり、湯口チャネル526は、材料が金型キャビティ516へと注入されるときに、流体を流すことができるように注入ユニット518のノズル528に対して連絡する。ノズル528には、この技術分野において周知の形式の遮断弁(図示せず)が備えられている。
【0029】
注入ユニット518は、射出成型において典型的な構成の送りねじ532を含む外筒530を有している。送りねじは、プラスチックを可塑化して金型511へと注入するために、外筒530内を往復運動するように制御される。注入ユニット518は、ユニット518を金型511に向かって及び金型511から離れるように直線状に移動させるために、油圧シリンダ(図示せず)などの手段を備えている。より具体的には、注入ユニット518は、注入のために金型511に当接するように動かされ、その後に、第2のポリマー外皮材料を注入ユニットの外筒530へと供給できるよう、金型511及び固定プラテン520から離れるように引き戻される。ポリマー外皮材料の意義を、以下で詳しく説明する。
【0030】
補助可塑化ユニット534が、固定プラテン520上で注入ユニット518の付近に取り付けられており、注入ユニット518に垂直な線に沿って移動することができる。補助可塑化ユニット534の端部には、ホットランナー・マニホールド536が接続されている。このような補助ユニット534の向きにより、ホットランナー・マニホールド536が注入ユニット518の正面に適切に整列してノズル528に直接的につながることができるように、補助ユニット534を配置することが容易である。補助ユニット534は、往復式でない押し出し機であるが、所望であれば、第2の往復スクリュー注入ユニットであってもよい。
【0031】
次に、本発明によるサンドイッチ成型法によって製作されるサンドイッチ層モジュールの製造のための動作のサイクルを、図6A〜6Cを参照して説明する。注入ユニット518が、後方位置(図6A)へと引き込まれ、固定プラテン520とノズル528との間にすき間がもたらされる。次いで、ホットランナー・マニホールド536が注入ユニット518の前面に位置するように、補助ユニット534が下方へと動かされる。次に、注入ユニット518のノズル528が、注入ユニット518と補助ユニット534との間に流体を漏らさぬ接続を確立するために、ホットランナー・マニホールド536に当接するように動かされる。次いで、補助ユニット534が作動させられ、可塑化させた外皮材料538をホットランナー・マニホールド536を介し、ノズル528を通って注入ユニット518の外筒530への端部へと移送し、ねじ532を外筒内で後方に移動させる。図6Bに示されているように、補助ユニット534からの外皮材料538の移送は、モジュール512、514の形状によって定まる充分な量のポリマー材料が移送されるまで続けられる。
【0032】
ポリマー外皮材料538の移送が完了したとき、注入ユニット518は、通常の方法での送りねじ532の回転及び引き込みによって、充分な量のコア材料540を可塑化させ、1回分の溶解物を準備する。コア材料540は、恒久的に磁化されたコア層を形成するために、磁場又は電磁場からの磁化を受け取ることができる磁化可能粒子を有する組成物を含んでいる。可塑化の機能と同時に、注入ユニット518が、わずかな引き込みによって補助ユニット534から切り離される。注入ユニット518が、ノズル528が金型511の湯口チャネル526に連絡する位置へと今や妨げなく前方に移動することができるよう、補助ユニット534が上方へと動かされる。次いで、図6Cに示されているように、注入ユニット518が、射出成型プロセスに典型的な方法で送りねじ532を前進させることによって、金型511へと溜められている外皮ポリマー材料538を注入し、次いでコアポリマー材料540を注入する。
【0033】
装置569が、電磁界又は永久磁界572を生成する。磁力線が、磁化可能粒子を帯電させて、外皮層によって囲まれた恒久的に磁化されたコアを形成するように配向させるために、所望の軸にて金型キャビティ516及び成型部品を貫くような方法で向けられる。
【0034】
代案として、成型後の部品を、成型後に生じる別途の工程において磁界に曝露してもよい。
【0035】
成型装置510を詳しく説明したので、本発明によるサンドイッチ成型プロセス又は方法によってもたらされるサンドイッチ層構成を有している例示的な平坦な上面のモジュール512を、以下で説明する。モジュール512は、磁化可能粒子を有する成分を含んでいる。より詳しくは、モジュール512は、図6A〜6Cに示した射出成型装置510によって、磁化可能材料を専らコア層のポリマー材料に取り入れて製造される。
【0036】
図7及び8が、金型511の内部に形成されつつある平坦な上面のモジュール512を示している一方で、図9が、モジュール512を最終的な形態で示している。サンドイッチ構成を有する平坦な上面のモジュール512は、外皮部544によって囲まれたコア部542を備えている。外皮部544を構成するポリマー材料は、ポリエチレン、ポリプロピレンのホモポリマー又はコポリマー、POM、並びにABSなど、適切なポリマー材料を含んでいる。
【0037】
サンドイッチ構成を有する平坦な上面のモジュール512は、反対方向に延在する第1の複数のリンク端548及び第2の複数のリンク端550を有している概ね矩形の板状の本体546を含んでいる。横リブ552が本体546の下面の全幅を横切って延びており、この横リブ552は個々のリンク端548及び550が突き出している個々の縁558及び560を終端とする向かい合う溝554及び556を形成している。リブ552及びリンク端548、550の内側は、モジュール512を互いに接続することによって形成されるコンベアベルトに駆動力を付与するために、スプロケットホイール(図示せず)の対応するスプロケット歯に一致するように構成されている。横リブ552によって形成されるモジュール512の下部構造が、モジュールを補強するように機能すると共に、モジュール512の縦軸又は横軸を中心とする有意な拘束を防止するように機能する。
【0038】
リンク端548及び550が、対応する整列した円柱形の穴562を画定している。穴562は、類似の形状の棒564を金型511内に用意(図7及び8)することによって設けられる。モジュール式のコンベアベルト(図示せず)を形成すべく、複数のモジュールを端部対端部の構成で枢動可能に接続して隣り合うモジュールを横方向について整列させるように構成された枢支ピン又は棒(図示せず)を、穴562が受け入れる。好ましくは、モジュール512は、端部と端部とを入れ換えることができるリンク端の構成である。換言すると、モジュールのどちらの端部も、他のリンクモジュールのどちらの端部にも組み合わせることができる。
【0039】
本発明を特定の実施形態に関して説明したが、本発明の技術的範囲は、上述した特定の形態に限定されるわけではなく、添付の特許請求の範囲に定められるとおりの本発明の技術的範囲に包含される代案、変形、及び均等物も、保護の対象である。
【符号の説明】
【0040】
10,512 モジュール
110 成型装置
111,511 金型
111A,11B,511A,511B 金型半体
116,516 キャビティ
118,518 注入ユニット
120,520 固定プラテン
122,522 可動プラテン
124,524 ベース
126,526 湯口チャネル
128 ノズル
129,569 装置
130,530 外筒
200 ガイド
203 ベース部
206,209 側部
207 強磁性板
210 上面
213 案内面
216,217 ヒンジ通し
219 横穴
222 チェーンピン
303 ベース部
306,309 側壁部
400 コンベアベルト
403 外縁
406,409,412,415 支持部
421,548,550 リンク端
424 中間部
427 空間
429 枢支棒
431 横穴
440 磁石
534 補助可塑化ユニット
536 ホットランナー・マニホールド
538 外皮材料
540 コア材料
542 コア部
544 外皮部
546 本体
550 サンドイッチ成型装置
552 横リブ
562 穴
【特許請求の範囲】
【請求項1】
モジュールを製造する方法であって、
送りねじ(132)を収容している外筒(130)を備える注入ユニット(118)を有している成型装置(110)を用意し、
製造すべきモジュールの形状に構成されたキャビティ(116)を備える金型(111)を用意し、
磁化可能粒子を有するポリマー材料組成物(140)を送りねじ(132)へ供給し、
外筒(130)を金型(111)に接続し、送りねじ(132)を作動させてポリマー材料(140)を金型(111)へ注入し、
ポリマー材料(140)内の磁化可能粒子を帯電させるべく磁界(131)を供給し、恒久的に磁化されたプラスチックモジュールを形成し、
モジュールを金型(111)から取り出す、モジュールを製造する方法。
【請求項2】
前記磁界(131)が、所定の軸にて前記金型のキャビティ(116)を貫くように向けられる、請求項1に記載の方法。
【請求項3】
前記磁界(131)が、成型後の前記モジュールに加えられる、請求項1又は請求項2に記載の方法。
【請求項4】
前記磁界(131)が、成型中の前記モジュールへと加えられる、請求項1又は2に記載の方法。
【請求項5】
前記モジュールは、チェーン用モジュール(10)を含む、請求項1から請求項4のいずれか1項に記載の方法。
【請求項6】
前記チェーン用モジュール(10)が、上面(210)、第1の端部、前記第1の端部の反対側の第2の端部、前記第1の端部に配置された一対の第1の離間したヒンジ通し(216、217)、及び前記第2の端部に配置された第2のヒンジ通し(225)を備えている、請求項5に記載の方法。
【請求項7】
前記チェーン用モジュール(10)が、前記上面(210)に対して下方へと延びて前記チェーン用モジュール(10)を軌道のU字溝に係合させる一対の案内面(213)を備えている、請求項6に記載の方法。
【請求項8】
前記モジュールは、ベルトモジュール(418)を含む、請求項1から請求項4のいずれか1項に記載の方法。
【請求項9】
前記ベルトモジュール(418)が、第1の複数のリンク端及びそこから延在する第2の複数のリンク端を有している中間部(424)を備えている、請求項8に記載の方法。
【請求項10】
前記第1の複数のリンク端及び前記第2の複数のリンク端が、前記第2の複数のリンク端を隣の前記モジュールの前記第1の複数のリンク端の間に挿入できるようにオフセットされている、請求項8又は請求項9に記載の方法。
【請求項11】
モジュール式のチェーン装置であって、
中間部(203、303)を一対の側壁(206、209;306、309)へと接続することによって形成されたU字溝を有しており、磁気素子(207)が配置されている軌道、及び
搬送面(210)、第1の端部に配置された第1のヒンジ通し(225)、及び前記第1の端部の反対側に位置する第2の端部に配置された一対の離間した第2のヒンジ通し(216、217)を有するチェーン用モジュール(10)
を備えており、前記チェーン用モジュールが、成型時に磁界(131)に曝されたときに恒久的に磁化されたチェーン用モジュールを形成することができる磁化可能粒子を備える磁化可能材料を有する組成物から成型されている、モジュール式のチェーン装置。
【請求項12】
前記側壁(306、309)の少なくとも一方において前記軌道に配置された磁石(312)をさらに備えており、該磁石(312)が、摩擦を減らすべく前記チェーン用モジュールが前記側壁から反発させられるように向けられている請求項11に記載のモジュール式のチェーン装置。
【請求項13】
複数のベルトモジュール(418)を有しているモジュール式のベルト、及び
磁石(440)が配置されている少なくとも1つの支持片(412、415)
を備えているモジュール式のベルトシステムであって、
各々のベルトモジュールが、第1に方向に延在する第1の複数のリンク端と、前記第1の方向と反対の第2の方向に延在する第2の複数のリンク端とを備えている中間部(424)を有しており、前記第1及び第2の複数のリンク端に、横穴(431)が画定されており、第1のリンク端が隣のモジュールの第2のリンク端の間に挿入されたときに前記第1及び第2のリンク端の横穴を整列することができ、前記ベルトモジュールを枢支棒(429)によって列状に枢動可能に接続することができ、少なくとも1つのモジュールが、成型時に磁界に曝されたときに少なくとも1つの恒久的に磁化されたベルトモジュールを形成することができる磁化可能粒子を備える磁化可能材料を有する組成物から成型されているモジュール式のベルトシステム。
【請求項14】
前記支持片(412、415)の磁石(440)が、摩擦を減らすべく前記少なくとも1つの恒久的に磁化されたベルトモジュール(418)を反発させるように向けられている、請求項13に記載のモジュール式のベルトシステム。
【請求項15】
前記支持片(412、415)の磁石が、前記少なくとも1つの恒久的に磁化されたベルトモジュール(418)を引きつけるように向けられている、請求項13に記載のモジュール式のベルトシステム。
【請求項16】
前記少なくとも1つの恒久的に磁化されたベルトモジュール(418)が、ベルトの最も外側の縁(403)に接続されている、請求項13から請求項15のいずれか1項に記載のモジュール式のベルトシステム。
【請求項17】
前記モジュール式のベルトが、旋回ベルトである、請求項13から請求項16のいずれか1項に記載のモジュール式のベルトシステム。
【請求項18】
前記磁化された縁モジュールが、ベルトが旋回するときに内側の縁の付近に設置された磁石と相互作用する、請求項17に記載のモジュール式のベルトシステム。
【請求項19】
モジュールを製造する方法であって、
送りねじ(532)を収容している外筒(530)を備える主注入ユニット(518)と、補助可塑化ユニット(534)とを有している成型装置(510)を用意し、
製造すべきモジュールの形状に構成されたキャビティ(516)を備える金型(511)を用意し、
第1のポリマー材料(538)の第1の量を、補助可塑化ユニット(534)から主注入ユニット(518)の外筒(530)へと移送し、
磁化可能粒子を含んでいる組成物を有している第2のポリマー材料(540)の第2の量を、主注入ユニット(518)から外筒(530)へと、外筒(530)が第1のポリマー材料(538)及び第2のポリマー材料(540)の両者を外筒(530)へと装填された別個の材料として含むように移送し、
外筒(530)を金型(511)に接続し、送りねじ(532)を作動させて第1のポリマー材料(538)を最初に金型(511)へと注入してモジュールの外皮を形成し、次いで第2のポリマー材料(540)を金型(511)へと注入してモジュールのコアを形成し、
第2のポリマー材料(540)内の磁化可能粒子を帯電させるべく磁界(572)を供給し、恒久的に磁化されたプラスチックモジュールを形成し、
モジュールを金型(511)から取り出す、モジュールを製造する方法。
【請求項20】
前記磁界(572)が、所定の軸にて前記キャビティ(516)を貫くように向けられる、請求項19に記載の方法。
【請求項21】
前記磁界(572)が、成型後のモジュールへと加えられる、請求項19又は請求項20に記載の方法。
【請求項22】
前記磁界(572)が、成型時のモジュールへと加えられる、請求項19又は請求項20に記載の方法。
【請求項23】
前記モジュールは、チェーン用モジュール(10)を含む、請求項19から請求項22のいずれか1項に記載の方法。
【請求項24】
前記チェーン用モジュール(10)が、上面(210)、第1の端部、前記第1の端部の反対側の第2の端部、前記第1の端部に配置された一対の第1の離間したヒンジ通し(216、217)、及び前記第2の端部に配置された第2のヒンジ通し(225)を備えている、請求項23に記載の方法。
【請求項25】
前記チェーン用モジュール(10)が、前記上面(210)に対して下方へと延びて該チェーン用モジュール(10)を軌道のU字溝に係合させる一対の案内面(213)を備えている、請求項24に記載の方法。
【請求項26】
モジュールが、ベルトモジュール(418)を含んでいる、請求項19から請求項22のいずれか1項に記載の方法。
【請求項27】
前記ベルトモジュール(418)が、第1の複数のリンク端及びそこから延びる第2の複数のリンク端を有している中間部(424)を備えている、請求項26に記載の方法。
【請求項28】
前記第1の複数のリンク端及び前記第2の複数のリンク端が、該第2の複数のリンク端を隣のモジュールの前記第1の複数のリンク端の間に挿入できるようにオフセットされている、請求項27に記載の方法。
【請求項1】
モジュールを製造する方法であって、
送りねじ(132)を収容している外筒(130)を備える注入ユニット(118)を有している成型装置(110)を用意し、
製造すべきモジュールの形状に構成されたキャビティ(116)を備える金型(111)を用意し、
磁化可能粒子を有するポリマー材料組成物(140)を送りねじ(132)へ供給し、
外筒(130)を金型(111)に接続し、送りねじ(132)を作動させてポリマー材料(140)を金型(111)へ注入し、
ポリマー材料(140)内の磁化可能粒子を帯電させるべく磁界(131)を供給し、恒久的に磁化されたプラスチックモジュールを形成し、
モジュールを金型(111)から取り出す、モジュールを製造する方法。
【請求項2】
前記磁界(131)が、所定の軸にて前記金型のキャビティ(116)を貫くように向けられる、請求項1に記載の方法。
【請求項3】
前記磁界(131)が、成型後の前記モジュールに加えられる、請求項1又は請求項2に記載の方法。
【請求項4】
前記磁界(131)が、成型中の前記モジュールへと加えられる、請求項1又は2に記載の方法。
【請求項5】
前記モジュールは、チェーン用モジュール(10)を含む、請求項1から請求項4のいずれか1項に記載の方法。
【請求項6】
前記チェーン用モジュール(10)が、上面(210)、第1の端部、前記第1の端部の反対側の第2の端部、前記第1の端部に配置された一対の第1の離間したヒンジ通し(216、217)、及び前記第2の端部に配置された第2のヒンジ通し(225)を備えている、請求項5に記載の方法。
【請求項7】
前記チェーン用モジュール(10)が、前記上面(210)に対して下方へと延びて前記チェーン用モジュール(10)を軌道のU字溝に係合させる一対の案内面(213)を備えている、請求項6に記載の方法。
【請求項8】
前記モジュールは、ベルトモジュール(418)を含む、請求項1から請求項4のいずれか1項に記載の方法。
【請求項9】
前記ベルトモジュール(418)が、第1の複数のリンク端及びそこから延在する第2の複数のリンク端を有している中間部(424)を備えている、請求項8に記載の方法。
【請求項10】
前記第1の複数のリンク端及び前記第2の複数のリンク端が、前記第2の複数のリンク端を隣の前記モジュールの前記第1の複数のリンク端の間に挿入できるようにオフセットされている、請求項8又は請求項9に記載の方法。
【請求項11】
モジュール式のチェーン装置であって、
中間部(203、303)を一対の側壁(206、209;306、309)へと接続することによって形成されたU字溝を有しており、磁気素子(207)が配置されている軌道、及び
搬送面(210)、第1の端部に配置された第1のヒンジ通し(225)、及び前記第1の端部の反対側に位置する第2の端部に配置された一対の離間した第2のヒンジ通し(216、217)を有するチェーン用モジュール(10)
を備えており、前記チェーン用モジュールが、成型時に磁界(131)に曝されたときに恒久的に磁化されたチェーン用モジュールを形成することができる磁化可能粒子を備える磁化可能材料を有する組成物から成型されている、モジュール式のチェーン装置。
【請求項12】
前記側壁(306、309)の少なくとも一方において前記軌道に配置された磁石(312)をさらに備えており、該磁石(312)が、摩擦を減らすべく前記チェーン用モジュールが前記側壁から反発させられるように向けられている請求項11に記載のモジュール式のチェーン装置。
【請求項13】
複数のベルトモジュール(418)を有しているモジュール式のベルト、及び
磁石(440)が配置されている少なくとも1つの支持片(412、415)
を備えているモジュール式のベルトシステムであって、
各々のベルトモジュールが、第1に方向に延在する第1の複数のリンク端と、前記第1の方向と反対の第2の方向に延在する第2の複数のリンク端とを備えている中間部(424)を有しており、前記第1及び第2の複数のリンク端に、横穴(431)が画定されており、第1のリンク端が隣のモジュールの第2のリンク端の間に挿入されたときに前記第1及び第2のリンク端の横穴を整列することができ、前記ベルトモジュールを枢支棒(429)によって列状に枢動可能に接続することができ、少なくとも1つのモジュールが、成型時に磁界に曝されたときに少なくとも1つの恒久的に磁化されたベルトモジュールを形成することができる磁化可能粒子を備える磁化可能材料を有する組成物から成型されているモジュール式のベルトシステム。
【請求項14】
前記支持片(412、415)の磁石(440)が、摩擦を減らすべく前記少なくとも1つの恒久的に磁化されたベルトモジュール(418)を反発させるように向けられている、請求項13に記載のモジュール式のベルトシステム。
【請求項15】
前記支持片(412、415)の磁石が、前記少なくとも1つの恒久的に磁化されたベルトモジュール(418)を引きつけるように向けられている、請求項13に記載のモジュール式のベルトシステム。
【請求項16】
前記少なくとも1つの恒久的に磁化されたベルトモジュール(418)が、ベルトの最も外側の縁(403)に接続されている、請求項13から請求項15のいずれか1項に記載のモジュール式のベルトシステム。
【請求項17】
前記モジュール式のベルトが、旋回ベルトである、請求項13から請求項16のいずれか1項に記載のモジュール式のベルトシステム。
【請求項18】
前記磁化された縁モジュールが、ベルトが旋回するときに内側の縁の付近に設置された磁石と相互作用する、請求項17に記載のモジュール式のベルトシステム。
【請求項19】
モジュールを製造する方法であって、
送りねじ(532)を収容している外筒(530)を備える主注入ユニット(518)と、補助可塑化ユニット(534)とを有している成型装置(510)を用意し、
製造すべきモジュールの形状に構成されたキャビティ(516)を備える金型(511)を用意し、
第1のポリマー材料(538)の第1の量を、補助可塑化ユニット(534)から主注入ユニット(518)の外筒(530)へと移送し、
磁化可能粒子を含んでいる組成物を有している第2のポリマー材料(540)の第2の量を、主注入ユニット(518)から外筒(530)へと、外筒(530)が第1のポリマー材料(538)及び第2のポリマー材料(540)の両者を外筒(530)へと装填された別個の材料として含むように移送し、
外筒(530)を金型(511)に接続し、送りねじ(532)を作動させて第1のポリマー材料(538)を最初に金型(511)へと注入してモジュールの外皮を形成し、次いで第2のポリマー材料(540)を金型(511)へと注入してモジュールのコアを形成し、
第2のポリマー材料(540)内の磁化可能粒子を帯電させるべく磁界(572)を供給し、恒久的に磁化されたプラスチックモジュールを形成し、
モジュールを金型(511)から取り出す、モジュールを製造する方法。
【請求項20】
前記磁界(572)が、所定の軸にて前記キャビティ(516)を貫くように向けられる、請求項19に記載の方法。
【請求項21】
前記磁界(572)が、成型後のモジュールへと加えられる、請求項19又は請求項20に記載の方法。
【請求項22】
前記磁界(572)が、成型時のモジュールへと加えられる、請求項19又は請求項20に記載の方法。
【請求項23】
前記モジュールは、チェーン用モジュール(10)を含む、請求項19から請求項22のいずれか1項に記載の方法。
【請求項24】
前記チェーン用モジュール(10)が、上面(210)、第1の端部、前記第1の端部の反対側の第2の端部、前記第1の端部に配置された一対の第1の離間したヒンジ通し(216、217)、及び前記第2の端部に配置された第2のヒンジ通し(225)を備えている、請求項23に記載の方法。
【請求項25】
前記チェーン用モジュール(10)が、前記上面(210)に対して下方へと延びて該チェーン用モジュール(10)を軌道のU字溝に係合させる一対の案内面(213)を備えている、請求項24に記載の方法。
【請求項26】
モジュールが、ベルトモジュール(418)を含んでいる、請求項19から請求項22のいずれか1項に記載の方法。
【請求項27】
前記ベルトモジュール(418)が、第1の複数のリンク端及びそこから延びる第2の複数のリンク端を有している中間部(424)を備えている、請求項26に記載の方法。
【請求項28】
前記第1の複数のリンク端及び前記第2の複数のリンク端が、該第2の複数のリンク端を隣のモジュールの前記第1の複数のリンク端の間に挿入できるようにオフセットされている、請求項27に記載の方法。
【図1A】

【図1B】
【図1C】
【図2A】
【図2B】
【図3】
【図4−5】
【図6A】
【図6B】
【図6C】
【図7】
【図8】
【図9】
【図1B】
【図1C】
【図2A】
【図2B】
【図3】
【図4−5】
【図6A】
【図6B】
【図6C】
【図7】
【図8】
【図9】
【公表番号】特表2009−539730(P2009−539730A)
【公表日】平成21年11月19日(2009.11.19)
【国際特許分類】
【出願番号】特願2009−514606(P2009−514606)
【出願日】平成19年6月5日(2007.6.5)
【国際出願番号】PCT/CH2007/000280
【国際公開番号】WO2007/143867
【国際公開日】平成19年12月21日(2007.12.21)
【出願人】(591270796)ハバシット アクチエンゲゼルシャフト (25)
【Fターム(参考)】
【公表日】平成21年11月19日(2009.11.19)
【国際特許分類】
【出願日】平成19年6月5日(2007.6.5)
【国際出願番号】PCT/CH2007/000280
【国際公開番号】WO2007/143867
【国際公開日】平成19年12月21日(2007.12.21)
【出願人】(591270796)ハバシット アクチエンゲゼルシャフト (25)
【Fターム(参考)】
[ Back to top ]