
磁気記録媒体の製造方法
【課題】 磁気記録媒体の幅変動が抑制された磁気記録媒体の製造方法を提供することを目的とする。
【解決手段】 非磁性支持体上に磁性層を形成した磁気シートを所定の幅に裁断するスリット工程を含む磁気テープの製造方法において、前記スリット工程に磁気シートが案内される直前に、前記磁気シートを、前記非磁性支持体のガラス転移温度をTgとすると、(Tg−10)〜(Tg+30)(℃)の温度の加熱ロールに当接させ、引き続き30(℃)以下の温度の冷却ロールに当接させ、前記磁気シートを加熱ロールに当接させる時間が0.03〜0.6秒であり、冷却ロールに当接させる時間が0.03〜0.3秒であり、前記磁気シートが加熱ロールを離れてから冷却ロールに入るまでの時間が1秒以内である加熱冷却工程を設けることを特徴とする。
【解決手段】 非磁性支持体上に磁性層を形成した磁気シートを所定の幅に裁断するスリット工程を含む磁気テープの製造方法において、前記スリット工程に磁気シートが案内される直前に、前記磁気シートを、前記非磁性支持体のガラス転移温度をTgとすると、(Tg−10)〜(Tg+30)(℃)の温度の加熱ロールに当接させ、引き続き30(℃)以下の温度の冷却ロールに当接させ、前記磁気シートを加熱ロールに当接させる時間が0.03〜0.6秒であり、冷却ロールに当接させる時間が0.03〜0.3秒であり、前記磁気シートが加熱ロールを離れてから冷却ロールに入るまでの時間が1秒以内である加熱冷却工程を設けることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、磁気記録媒体の製造方法に関し、特に、幅変動が小さな磁気記録媒体の製造方法に関するものである。
【背景技術】
【0002】
磁気記録媒体の製造に当たっては、非磁性支持体上に非磁性層を介してか介さずして磁性塗料を塗布して磁性層が形成される。この時用いられる塗布装置としては、塗布の高速化、非磁性層と磁性層を同時に非磁性支持体上に形成する点で利点の多いダイコータが主流となっている。また、磁気記録媒体の高容量化の流れの中で、短波長記録を効率よく行うために、磁性層の厚さは、100nm以下に薄層化される傾向にある。
【0003】
さらに、記録トラック幅を小さくして高容量化が図られているため記録トラックを正確にトレースするためには、テープ幅変動も今まで以上に小さくする必要が出てきた。
【0004】
一方、磁気記録媒体の高温環境下における寸法安定性を向上させるために、広幅の原反から所定のテープ幅に裁断するスリット工程の直前に原反を20〜50g/cmの張力で走らせながら、80〜120℃、相対湿度60%RH以上で熱処理することが提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平1−109530号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
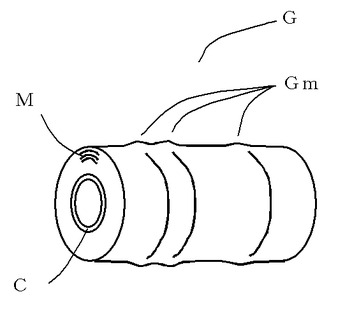
非磁性支持体上に非磁性層を介してか介さずして磁性塗料を塗布して磁性層を形成した磁気シートMは、通常、幅1m程度のものをコアCを巻き芯として1万m程度巻回した磁気原反Gとして扱われる。この磁気原反Gは、非磁性層や磁性層の塗布時の厚さムラのために、通常その外周面は幅方向にうねりを持った形状をなしており、盛り上がり部Gmを有している(図1)。
【0007】
この場合、磁気シートMの盛り上がり部Gmは、その他の部分に比較して、長手方向に伸ばされており、巻き出された磁気シートMは、その部分がたるんだ形状になる。このため、例えば磁気シートMを所定の幅に裁断し磁気テープとするスリット工程においては、他の部分に比較して小さなテンションで裁断されることになり、他の部分よりスリット幅が小さくなって、所望のテープ幅より小さな幅の磁気テープとなる問題点があった。また、磁気原反Gの外周面の幅方向のうねりの影響は、磁気原反Gの磁気シート巻き層の外層部と内層部で異なるので、長手方向のテープ幅変動の要因にもなる。
【0008】
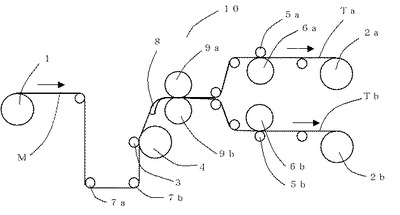
以下、図面に基づいて本発明に係る従来技術を具体的に説明する。図2に磁気シートMを所定の幅に裁断するスリット工程に使用される一例の裁断装置10の概略構成図を示す。
【0009】
裁断装置10は、磁気シートMを巻き出す巻き出し部1と、磁気シートMを所定の幅に裁断したものを巻き取る巻き取り部2a、2bとの間に、磁気シートMを所定の幅に裁断する回転刃9a、9bと、裁断時に磁気シートMを所定の張力に保持するメインフィードロール4、ニップロール3とアウトフィードロール6a、6b、ニップロール5a、5bと、磁気シートMを案内するガイドロール7a、7b、固定ガイド8から構成される。
【0010】
巻き出し部1から巻き出された磁気シートMは、ガイドロール7a、7b、メインフィードロール4、ニップロール3、固定ガイド8を経由して上下一対に配置された回転刃9a、9bに案内され所定の幅に裁断される。
【0011】
所定の幅に裁断された磁気シートMは、互いに隣接しているものが上下に分けられる。裁断したものを磁気シートの幅方向の一端より番号を付けたとすると、例えば偶数番号の磁気テープTaは上へ、奇数番号の磁気テープTbは下へと案内され、それぞれ巻取り部2a、2bにて巻き取られる。
【0012】
回転刃9a、9bにて磁気シートMを裁断する際のシート張力が変動すると磁気テープ幅が変動する原因になるので、メインフィードロール4、ニップロール3とアウトフィードロール6a、6b、ニップロール5a、5bによりシート張力が一定になるように制御される。
【0013】
しかし、図1で示したように、例えば非磁性支持体上に非磁性層、磁性層が形成された磁気シートMがコアCに巻回されて形成された磁気原反Gは、非磁性層、磁性層が形成される際の塗布厚さムラのため、程度の差はあるものの、磁気原反Gの外周面に盛り上がり部Gmを有している。このような磁気原反Mから磁気シートMを引き出すと、盛り上がり部Gmはシートが伸ばされているため、ベコベコと弛んだ状態となる。そこで、前述したようにメインフィードロール4、ニップロール3とアウトフィードロール6a、6b、ニップロール5a、5bによりシート張力が一定になるように制御したとしても、盛り上がり部Gmにおいては、設定した張力よりも小さな張力となってしまって、裁断幅(磁気テープ幅)が所定の幅よりも小さくなってしまう。
【0014】
本発明は、このような磁気シートMの変形を予め除去した上で、磁気シートMを裁断し、幅寸法の変動が抑制された磁気記録媒体を製造するための製造方法を提供するものである。
【課題を解決するための手段】
【0015】
本発明者らは、磁気記録媒体の製造方法について鋭意検討した結果、磁気記録媒体の製造方法を下記の構成にすれば、磁気記録媒体の幅変動が抑制された磁気記録媒体の製造方法を提供できることを見出し、本発明をなすに至った。
【0016】
すなわち、非磁性支持体上に磁性層を形成した磁気シートを所定の幅に裁断するスリット工程を含む磁気テープの製造方法において、前記スリット工程に、磁気シートが案内される直前に、前記磁気シートを、前記非磁性支持体のガラス転移温度をTgとすると、(Tg−10)〜(Tg+30)(℃)の温度の加熱ロールに当接させ、引き続き30(℃)以下の温度の冷却ロールに当接させ、前記磁気シートを加熱ロールに当接させる時間が0.03〜0.6秒であり、冷却ロールに当接させる時間が0.03〜0.3秒であり、前記磁気シートが加熱ロールを離れてから冷却ロールに入るまでの時間が1秒以内である加熱冷却工程を設けることを特徴とする。
【発明の効果】
【0017】
本発明の磁気記録媒体の製造方法においては、スリット工程に、磁気シートが案内される直前に、磁気シートの非磁性支持体のガラス転移温度をTgとすると、(Tg−10)〜(Tg+30)(℃)の温度の加熱ロールに当接させ、引き続き30(℃)以下の温度の冷却ロールに当接させる加熱冷却工程を設けるために、非磁性層や磁性層の塗布ムラにより生じた磁気シートの変形を元に戻し平坦な磁気シートとしてから磁気シートを裁断することができるので、幅変動の抑制された磁気記録媒体を製造することができる。
【図面の簡単な説明】
【0018】
【図1】非磁性支持体に非磁性層、磁性層を形成した磁気シートを巻回して得られた一例の磁気原反の形状を示すイメージ図である。
【図2】一例の裁断装置の概略構成図である。
【図3(a)】一例の本発明の加熱ロール、冷却ロールの構成図である。
【図3(b)】別の一例の本発明の加熱ロール、冷却ロールの構成図である。
【発明を実施するための形態】
【0019】
図3(a)、図3(b)に、本発明の磁気記録媒体の製造方法に用いる加熱ロール、冷却ロールの配置例を示す。本発明の磁気記録媒体の製造方法においては、裁断装置により磁気シートを所定の幅に裁断するスリット工程に、磁気シートが案内される直前に加熱ロールと冷却ロールとを非磁性支持体に当接させる加熱冷却工程を含む。
【0020】
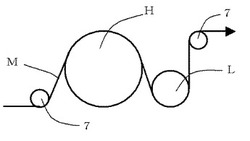
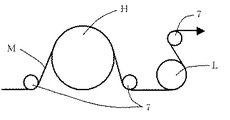
例えば、図2に示した裁断装置のガイドロール7aとガイドロール7bとの間に、図3(a)に示した加熱ロールH、冷却ロールLからなる加熱冷却手段を配置することができる。この加熱冷却手段は、ガイドロール7、7、磁気シートMが巻き付けられた加熱ロールHおよび冷却ロールLから構成される。磁気シートMが巻回された不図示の巻き出し部から巻き出された磁気シートMはガイドロール7により加熱ロールHに巻き付けられ、引き続き冷却ロールLに巻き付けられる。その後ガイドロール7により案内されて搬送され磁気シートMを所定の幅に裁断する回転刃に送られるように構成されている。
【0021】
このような構成にすることにより、加熱ロールHにて、変形した磁気シートMのシートを加熱することにより平坦に戻し、戻した形状を冷却ロールLによりそのまま固定することができる。
【0022】
加熱ロールHの温度は、磁気シートMの非磁性支持体の材質、搬送速度、厚さにより適宜設定することが好ましいが、通常、使用する磁気シートMの非磁性支持体のガラス転移温度をTgとすると、(Tg−10)〜(Tg+30)(℃)の範囲が好ましい。この範囲が好ましいのは、(Tg−10)(℃)未満であると、磁気シートM(主な構成要素は非磁性支持体)の変形を十分に戻すことができず、(Tg+30)(℃)以上であると、効果が飽和に達するだけではなく、却って磁気シートMに別の変形を与えたり、磁気シートMが収縮しすぎて、磁性層が塗られている幅が裁断機の刃物列の全幅よりも幅寸法が小さくなって、最端部の裁断された磁気テープに磁性層が塗られていない部分が入る場合があるからである。
【0023】
磁気記録媒体の非磁性支持体に使用される材料のTgは、通常50℃以上で、50℃未満であると、非磁性支持体がゴム状弾性を示すようになり、寸法安定性や剛性が低下して支持体としての性能が発揮できなくなる。好ましい材料としては、ポリエチレンテレフタレート(PET)(Tg=69℃)、ポリエチレンナフタレート(PEN)(Tg=113℃)などが挙げられる。また、磁気記録媒体の非磁性支持体に使用される材料のTgは、実用的には通常150℃以下である。
【0024】
また、磁気シートMを加熱ロールHに当接させる時間は、0.03〜0.6秒が好ましい。この範囲が好ましいのは、0.03秒未満であると、磁気シートMの変形を十分に戻すことができず、0.6秒を超えると効果が飽和に達するだけではなく、却って磁気シートMに別の変形を与える場合があるからである。当接時間がこの範囲になるように、磁気シートMの搬送速度、加熱ロールHのロール径、巻付け角度を設定することが好ましい。
【0025】
加熱ロールHで磁気シートMを平坦化した後は、できるだけ速やかに冷却ロールLに当接させて磁気シートMを冷却して平坦のまま形状を固定化することが好ましい。
【0026】
磁気シートMが加熱ロールHを離れてから冷却ロールLに入るまでの時間は、1秒以内が好ましく、短ければ短い程好ましい。この範囲がこのましいのは、1秒を超えると平坦化した磁気シートMが、平坦化前の元の形状に戻る場合があるからである。
【0027】
冷却ロールLの温度は、30(℃)以下の範囲が好ましい。この範囲で冷却することにより、平坦化された磁気シートMの平坦形状が好ましく固定されて維持される。また、磁気シートMを冷却ロールに当接させる時間は、0.03〜0.3秒が好ましい。この範囲が好ましいのは、0.03秒未満であると、平坦のまま形状を固定化することが十分行なえない場合があったり、0.3秒を超えると効果が飽和に達するからである。
【0028】
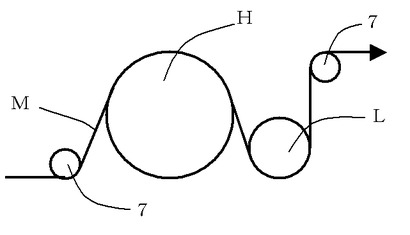
別の一例の本発明の加熱ロール、冷却ロールの配置についても説明する。図3(b)は図3(a)の加熱ロールHと冷却ロールLの間に、1つのガイドロール7を配置している。この時、磁気シートMが加熱ロールHを離れてから冷却ロールLに入るまでの時間は、1秒以内であり、加熱ロールHで加熱することにより平坦化した磁気シートMが、平坦化前の元の形状に戻ることなく、磁気シートMを所定の幅に裁断する回転刃に送る事が出来る。尚、磁気シートMが加熱ロールHを離れてから冷却ロールLに入るまでの時間が1秒以内であれば、加熱ロールHと冷却ロールLが図3(a)、図3(b)以外の配置でも良く、また加熱ロールHと冷却ロールLとの間には複数本のガイドが存在しても構わない。
【0029】
なお、特許文献1で開示されている先行技術では、磁気記録媒体の高温環境下における寸法安定性を向上させるために、広幅の原反から所定のテープ幅に裁断するスリット工程の直前に原反を20〜50g/cmの張力で走らせながら、80〜120℃、相対湿度60%RH以上で熱処理することが開示されているが、図1に示されているように、加熱加湿ゾーンが設けられており、比較的長時間に渡って加熱が行なわれるためスリット速度が上げられず生産効率に影響するとともに、装置が大かがりになる。また、本発明でいうところの冷却ロールも有していないので、本発明の目的とする、裁断前の磁気シートの平坦化の効果は発揮し得ない。
【実施例】
【0030】
厚さ6μmのPET(ポリエチレンテレフタレート)フイルム(Tg=69℃)(非磁性支持体)上に、メタル磁性粉末をバインダに分散した磁性塗料を、乾燥後の厚さが約2μmとなるように塗布して磁気シートを作製した。 この磁気シートを巻回して得られた磁気原反を、図2に示した裁断装置のガイドロール7aとガイドロール7bとの間に図3(a)で示した本発明の加熱・冷却手段を配置して1/2インチ幅に裁断し、磁気テープを得た。
【0031】
なお、加熱ロール、冷却ロールの温度および径と、原反シートの巻付け角、各ロール間の距離、原反シートの搬送速度を調整して、下記表に示した条件で各実施例、比較例の実験を行なった。
得られた磁気テープを下記方法にて評価した。
【0032】
<ガラス転移温度Tgの測定>
磁性層塗布前の非磁性支持体シートから、長手方向に、長さ70mm、幅6mmの測定用試料を切り出し、レオメトリックス社製、動的粘弾性測定器ソリットアナライザーRSA‐IIを使用して、チャック間距離50mm、測定温度範囲20℃〜180℃、昇温速度4℃/分、測定周波数1Hz(6.28rad/s)、測定負荷歪0.2%の条件で測定を行い、得られたtan−δ曲線のピーク位置をTgとして求めた。
【0033】
<裁断幅変動率>
磁気テープの幅寸法を、光学的センサーで磁気テープの両エッジ位置から求める測定装置で求めた。この測定装置を用いて、得られたすべての磁気テープを全長に渡って幅寸法を測定し、下式に基づいて幅変動率を求めた。
幅変動率(%)=
(最大の磁気テープ幅−平均磁気テープ幅)/平均磁気テープ幅×100
【0034】
<端部テープの状況>
加熱ロール、冷却ロールを通して裁断した際の、最端部刃物で裁断して得られた両端の磁気テープを観察し、磁気シートが幅方向に大きく収縮して、磁性層の塗布幅の端部がかかり磁性層が塗布されていない部分が含まれ、製品として使用できない場合を×とし、それ以外は○とした。
得られた結果を、表1および表2に示した。
【0035】
【表1】

【0036】
【表2】
【0037】
上記の結果から、請求項を満たす実施例1〜9は、各比較例に比べ、裁断幅変動率、端部テープの状況に優れることが分る。
【0038】
加熱ロール温度が非磁性支持体のTgより10℃を超えて低い場合は裁断幅変動率が大きくなり(比較例1)、一方30℃を超えて高い場合には裁断幅変動率が大きく、かつ磁気シート幅収縮率も大きくなって端部テープは使用できなくなった(比較例2)。冷却ロール温度が30℃を超える場合は裁断幅変動率が大きくなった(比較例7)。
【産業上の利用可能性】
【0039】
本発明によれば、磁気シートを平坦にしたうえで、裁断を行うことができるので、裁断幅変動の小さな磁気テープを得ることができる。また、その時の磁気シートの収縮率も小さいので、端部の磁気テープも使用可能となる。
【符号の説明】
【0040】
1 巻き出し部
2a、2b 巻き取り部
3、5a、5b ニップロール
4 メインフィードロール
6a、6b アウトフィードロール
7、7a、7b ガイドロール
9a、9b 回転刃
10 裁断装置
C コア
G 磁気原反
Gm 盛り上がり部
H 加熱ロール
L 冷却ロール
M 磁気シート
【技術分野】
【0001】
本発明は、磁気記録媒体の製造方法に関し、特に、幅変動が小さな磁気記録媒体の製造方法に関するものである。
【背景技術】
【0002】
磁気記録媒体の製造に当たっては、非磁性支持体上に非磁性層を介してか介さずして磁性塗料を塗布して磁性層が形成される。この時用いられる塗布装置としては、塗布の高速化、非磁性層と磁性層を同時に非磁性支持体上に形成する点で利点の多いダイコータが主流となっている。また、磁気記録媒体の高容量化の流れの中で、短波長記録を効率よく行うために、磁性層の厚さは、100nm以下に薄層化される傾向にある。
【0003】
さらに、記録トラック幅を小さくして高容量化が図られているため記録トラックを正確にトレースするためには、テープ幅変動も今まで以上に小さくする必要が出てきた。
【0004】
一方、磁気記録媒体の高温環境下における寸法安定性を向上させるために、広幅の原反から所定のテープ幅に裁断するスリット工程の直前に原反を20〜50g/cmの張力で走らせながら、80〜120℃、相対湿度60%RH以上で熱処理することが提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平1−109530号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
非磁性支持体上に非磁性層を介してか介さずして磁性塗料を塗布して磁性層を形成した磁気シートMは、通常、幅1m程度のものをコアCを巻き芯として1万m程度巻回した磁気原反Gとして扱われる。この磁気原反Gは、非磁性層や磁性層の塗布時の厚さムラのために、通常その外周面は幅方向にうねりを持った形状をなしており、盛り上がり部Gmを有している(図1)。
【0007】
この場合、磁気シートMの盛り上がり部Gmは、その他の部分に比較して、長手方向に伸ばされており、巻き出された磁気シートMは、その部分がたるんだ形状になる。このため、例えば磁気シートMを所定の幅に裁断し磁気テープとするスリット工程においては、他の部分に比較して小さなテンションで裁断されることになり、他の部分よりスリット幅が小さくなって、所望のテープ幅より小さな幅の磁気テープとなる問題点があった。また、磁気原反Gの外周面の幅方向のうねりの影響は、磁気原反Gの磁気シート巻き層の外層部と内層部で異なるので、長手方向のテープ幅変動の要因にもなる。
【0008】
以下、図面に基づいて本発明に係る従来技術を具体的に説明する。図2に磁気シートMを所定の幅に裁断するスリット工程に使用される一例の裁断装置10の概略構成図を示す。
【0009】
裁断装置10は、磁気シートMを巻き出す巻き出し部1と、磁気シートMを所定の幅に裁断したものを巻き取る巻き取り部2a、2bとの間に、磁気シートMを所定の幅に裁断する回転刃9a、9bと、裁断時に磁気シートMを所定の張力に保持するメインフィードロール4、ニップロール3とアウトフィードロール6a、6b、ニップロール5a、5bと、磁気シートMを案内するガイドロール7a、7b、固定ガイド8から構成される。
【0010】
巻き出し部1から巻き出された磁気シートMは、ガイドロール7a、7b、メインフィードロール4、ニップロール3、固定ガイド8を経由して上下一対に配置された回転刃9a、9bに案内され所定の幅に裁断される。
【0011】
所定の幅に裁断された磁気シートMは、互いに隣接しているものが上下に分けられる。裁断したものを磁気シートの幅方向の一端より番号を付けたとすると、例えば偶数番号の磁気テープTaは上へ、奇数番号の磁気テープTbは下へと案内され、それぞれ巻取り部2a、2bにて巻き取られる。
【0012】
回転刃9a、9bにて磁気シートMを裁断する際のシート張力が変動すると磁気テープ幅が変動する原因になるので、メインフィードロール4、ニップロール3とアウトフィードロール6a、6b、ニップロール5a、5bによりシート張力が一定になるように制御される。
【0013】
しかし、図1で示したように、例えば非磁性支持体上に非磁性層、磁性層が形成された磁気シートMがコアCに巻回されて形成された磁気原反Gは、非磁性層、磁性層が形成される際の塗布厚さムラのため、程度の差はあるものの、磁気原反Gの外周面に盛り上がり部Gmを有している。このような磁気原反Mから磁気シートMを引き出すと、盛り上がり部Gmはシートが伸ばされているため、ベコベコと弛んだ状態となる。そこで、前述したようにメインフィードロール4、ニップロール3とアウトフィードロール6a、6b、ニップロール5a、5bによりシート張力が一定になるように制御したとしても、盛り上がり部Gmにおいては、設定した張力よりも小さな張力となってしまって、裁断幅(磁気テープ幅)が所定の幅よりも小さくなってしまう。
【0014】
本発明は、このような磁気シートMの変形を予め除去した上で、磁気シートMを裁断し、幅寸法の変動が抑制された磁気記録媒体を製造するための製造方法を提供するものである。
【課題を解決するための手段】
【0015】
本発明者らは、磁気記録媒体の製造方法について鋭意検討した結果、磁気記録媒体の製造方法を下記の構成にすれば、磁気記録媒体の幅変動が抑制された磁気記録媒体の製造方法を提供できることを見出し、本発明をなすに至った。
【0016】
すなわち、非磁性支持体上に磁性層を形成した磁気シートを所定の幅に裁断するスリット工程を含む磁気テープの製造方法において、前記スリット工程に、磁気シートが案内される直前に、前記磁気シートを、前記非磁性支持体のガラス転移温度をTgとすると、(Tg−10)〜(Tg+30)(℃)の温度の加熱ロールに当接させ、引き続き30(℃)以下の温度の冷却ロールに当接させ、前記磁気シートを加熱ロールに当接させる時間が0.03〜0.6秒であり、冷却ロールに当接させる時間が0.03〜0.3秒であり、前記磁気シートが加熱ロールを離れてから冷却ロールに入るまでの時間が1秒以内である加熱冷却工程を設けることを特徴とする。
【発明の効果】
【0017】
本発明の磁気記録媒体の製造方法においては、スリット工程に、磁気シートが案内される直前に、磁気シートの非磁性支持体のガラス転移温度をTgとすると、(Tg−10)〜(Tg+30)(℃)の温度の加熱ロールに当接させ、引き続き30(℃)以下の温度の冷却ロールに当接させる加熱冷却工程を設けるために、非磁性層や磁性層の塗布ムラにより生じた磁気シートの変形を元に戻し平坦な磁気シートとしてから磁気シートを裁断することができるので、幅変動の抑制された磁気記録媒体を製造することができる。
【図面の簡単な説明】
【0018】
【図1】非磁性支持体に非磁性層、磁性層を形成した磁気シートを巻回して得られた一例の磁気原反の形状を示すイメージ図である。
【図2】一例の裁断装置の概略構成図である。
【図3(a)】一例の本発明の加熱ロール、冷却ロールの構成図である。
【図3(b)】別の一例の本発明の加熱ロール、冷却ロールの構成図である。
【発明を実施するための形態】
【0019】
図3(a)、図3(b)に、本発明の磁気記録媒体の製造方法に用いる加熱ロール、冷却ロールの配置例を示す。本発明の磁気記録媒体の製造方法においては、裁断装置により磁気シートを所定の幅に裁断するスリット工程に、磁気シートが案内される直前に加熱ロールと冷却ロールとを非磁性支持体に当接させる加熱冷却工程を含む。
【0020】
例えば、図2に示した裁断装置のガイドロール7aとガイドロール7bとの間に、図3(a)に示した加熱ロールH、冷却ロールLからなる加熱冷却手段を配置することができる。この加熱冷却手段は、ガイドロール7、7、磁気シートMが巻き付けられた加熱ロールHおよび冷却ロールLから構成される。磁気シートMが巻回された不図示の巻き出し部から巻き出された磁気シートMはガイドロール7により加熱ロールHに巻き付けられ、引き続き冷却ロールLに巻き付けられる。その後ガイドロール7により案内されて搬送され磁気シートMを所定の幅に裁断する回転刃に送られるように構成されている。
【0021】
このような構成にすることにより、加熱ロールHにて、変形した磁気シートMのシートを加熱することにより平坦に戻し、戻した形状を冷却ロールLによりそのまま固定することができる。
【0022】
加熱ロールHの温度は、磁気シートMの非磁性支持体の材質、搬送速度、厚さにより適宜設定することが好ましいが、通常、使用する磁気シートMの非磁性支持体のガラス転移温度をTgとすると、(Tg−10)〜(Tg+30)(℃)の範囲が好ましい。この範囲が好ましいのは、(Tg−10)(℃)未満であると、磁気シートM(主な構成要素は非磁性支持体)の変形を十分に戻すことができず、(Tg+30)(℃)以上であると、効果が飽和に達するだけではなく、却って磁気シートMに別の変形を与えたり、磁気シートMが収縮しすぎて、磁性層が塗られている幅が裁断機の刃物列の全幅よりも幅寸法が小さくなって、最端部の裁断された磁気テープに磁性層が塗られていない部分が入る場合があるからである。
【0023】
磁気記録媒体の非磁性支持体に使用される材料のTgは、通常50℃以上で、50℃未満であると、非磁性支持体がゴム状弾性を示すようになり、寸法安定性や剛性が低下して支持体としての性能が発揮できなくなる。好ましい材料としては、ポリエチレンテレフタレート(PET)(Tg=69℃)、ポリエチレンナフタレート(PEN)(Tg=113℃)などが挙げられる。また、磁気記録媒体の非磁性支持体に使用される材料のTgは、実用的には通常150℃以下である。
【0024】
また、磁気シートMを加熱ロールHに当接させる時間は、0.03〜0.6秒が好ましい。この範囲が好ましいのは、0.03秒未満であると、磁気シートMの変形を十分に戻すことができず、0.6秒を超えると効果が飽和に達するだけではなく、却って磁気シートMに別の変形を与える場合があるからである。当接時間がこの範囲になるように、磁気シートMの搬送速度、加熱ロールHのロール径、巻付け角度を設定することが好ましい。
【0025】
加熱ロールHで磁気シートMを平坦化した後は、できるだけ速やかに冷却ロールLに当接させて磁気シートMを冷却して平坦のまま形状を固定化することが好ましい。
【0026】
磁気シートMが加熱ロールHを離れてから冷却ロールLに入るまでの時間は、1秒以内が好ましく、短ければ短い程好ましい。この範囲がこのましいのは、1秒を超えると平坦化した磁気シートMが、平坦化前の元の形状に戻る場合があるからである。
【0027】
冷却ロールLの温度は、30(℃)以下の範囲が好ましい。この範囲で冷却することにより、平坦化された磁気シートMの平坦形状が好ましく固定されて維持される。また、磁気シートMを冷却ロールに当接させる時間は、0.03〜0.3秒が好ましい。この範囲が好ましいのは、0.03秒未満であると、平坦のまま形状を固定化することが十分行なえない場合があったり、0.3秒を超えると効果が飽和に達するからである。
【0028】
別の一例の本発明の加熱ロール、冷却ロールの配置についても説明する。図3(b)は図3(a)の加熱ロールHと冷却ロールLの間に、1つのガイドロール7を配置している。この時、磁気シートMが加熱ロールHを離れてから冷却ロールLに入るまでの時間は、1秒以内であり、加熱ロールHで加熱することにより平坦化した磁気シートMが、平坦化前の元の形状に戻ることなく、磁気シートMを所定の幅に裁断する回転刃に送る事が出来る。尚、磁気シートMが加熱ロールHを離れてから冷却ロールLに入るまでの時間が1秒以内であれば、加熱ロールHと冷却ロールLが図3(a)、図3(b)以外の配置でも良く、また加熱ロールHと冷却ロールLとの間には複数本のガイドが存在しても構わない。
【0029】
なお、特許文献1で開示されている先行技術では、磁気記録媒体の高温環境下における寸法安定性を向上させるために、広幅の原反から所定のテープ幅に裁断するスリット工程の直前に原反を20〜50g/cmの張力で走らせながら、80〜120℃、相対湿度60%RH以上で熱処理することが開示されているが、図1に示されているように、加熱加湿ゾーンが設けられており、比較的長時間に渡って加熱が行なわれるためスリット速度が上げられず生産効率に影響するとともに、装置が大かがりになる。また、本発明でいうところの冷却ロールも有していないので、本発明の目的とする、裁断前の磁気シートの平坦化の効果は発揮し得ない。
【実施例】
【0030】
厚さ6μmのPET(ポリエチレンテレフタレート)フイルム(Tg=69℃)(非磁性支持体)上に、メタル磁性粉末をバインダに分散した磁性塗料を、乾燥後の厚さが約2μmとなるように塗布して磁気シートを作製した。 この磁気シートを巻回して得られた磁気原反を、図2に示した裁断装置のガイドロール7aとガイドロール7bとの間に図3(a)で示した本発明の加熱・冷却手段を配置して1/2インチ幅に裁断し、磁気テープを得た。
【0031】
なお、加熱ロール、冷却ロールの温度および径と、原反シートの巻付け角、各ロール間の距離、原反シートの搬送速度を調整して、下記表に示した条件で各実施例、比較例の実験を行なった。
得られた磁気テープを下記方法にて評価した。
【0032】
<ガラス転移温度Tgの測定>
磁性層塗布前の非磁性支持体シートから、長手方向に、長さ70mm、幅6mmの測定用試料を切り出し、レオメトリックス社製、動的粘弾性測定器ソリットアナライザーRSA‐IIを使用して、チャック間距離50mm、測定温度範囲20℃〜180℃、昇温速度4℃/分、測定周波数1Hz(6.28rad/s)、測定負荷歪0.2%の条件で測定を行い、得られたtan−δ曲線のピーク位置をTgとして求めた。
【0033】
<裁断幅変動率>
磁気テープの幅寸法を、光学的センサーで磁気テープの両エッジ位置から求める測定装置で求めた。この測定装置を用いて、得られたすべての磁気テープを全長に渡って幅寸法を測定し、下式に基づいて幅変動率を求めた。
幅変動率(%)=
(最大の磁気テープ幅−平均磁気テープ幅)/平均磁気テープ幅×100
【0034】
<端部テープの状況>
加熱ロール、冷却ロールを通して裁断した際の、最端部刃物で裁断して得られた両端の磁気テープを観察し、磁気シートが幅方向に大きく収縮して、磁性層の塗布幅の端部がかかり磁性層が塗布されていない部分が含まれ、製品として使用できない場合を×とし、それ以外は○とした。
得られた結果を、表1および表2に示した。
【0035】
【表1】
【0036】
【表2】
【0037】
上記の結果から、請求項を満たす実施例1〜9は、各比較例に比べ、裁断幅変動率、端部テープの状況に優れることが分る。
【0038】
加熱ロール温度が非磁性支持体のTgより10℃を超えて低い場合は裁断幅変動率が大きくなり(比較例1)、一方30℃を超えて高い場合には裁断幅変動率が大きく、かつ磁気シート幅収縮率も大きくなって端部テープは使用できなくなった(比較例2)。冷却ロール温度が30℃を超える場合は裁断幅変動率が大きくなった(比較例7)。
【産業上の利用可能性】
【0039】
本発明によれば、磁気シートを平坦にしたうえで、裁断を行うことができるので、裁断幅変動の小さな磁気テープを得ることができる。また、その時の磁気シートの収縮率も小さいので、端部の磁気テープも使用可能となる。
【符号の説明】
【0040】
1 巻き出し部
2a、2b 巻き取り部
3、5a、5b ニップロール
4 メインフィードロール
6a、6b アウトフィードロール
7、7a、7b ガイドロール
9a、9b 回転刃
10 裁断装置
C コア
G 磁気原反
Gm 盛り上がり部
H 加熱ロール
L 冷却ロール
M 磁気シート
【特許請求の範囲】
【請求項1】
非磁性支持体上に磁性層を形成した磁気シートを所定の幅に裁断するスリット工程を含む磁気テープの製造方法において、
前記スリット工程に磁気シートが案内される直前に、前記磁気シートを、前記非磁性支持体のガラス転移温度をTgとすると、(Tg−10)〜(Tg+30)(℃)の温度の加熱ロールに当接させ、
引き続き30(℃)以下の温度の冷却ロールに当接させ、
前記磁気シートを加熱ロールに当接させる時間が0.03〜0.6秒であり、
冷却ロールに当接させる時間が0.03〜0.3秒であり、
前記磁気シートが加熱ロールを離れてから冷却ロールに入るまでの時間が1秒以内である加熱冷却工程を設けることを特徴とする磁気記録媒体の製造方法。
【請求項1】
非磁性支持体上に磁性層を形成した磁気シートを所定の幅に裁断するスリット工程を含む磁気テープの製造方法において、
前記スリット工程に磁気シートが案内される直前に、前記磁気シートを、前記非磁性支持体のガラス転移温度をTgとすると、(Tg−10)〜(Tg+30)(℃)の温度の加熱ロールに当接させ、
引き続き30(℃)以下の温度の冷却ロールに当接させ、
前記磁気シートを加熱ロールに当接させる時間が0.03〜0.6秒であり、
冷却ロールに当接させる時間が0.03〜0.3秒であり、
前記磁気シートが加熱ロールを離れてから冷却ロールに入るまでの時間が1秒以内である加熱冷却工程を設けることを特徴とする磁気記録媒体の製造方法。
【図1】

【図2】
【図3(a)】
【図3(b)】
【図2】
【図3(a)】
【図3(b)】
【公開番号】特開2012−48787(P2012−48787A)
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願番号】特願2010−190221(P2010−190221)
【出願日】平成22年8月27日(2010.8.27)
【出願人】(000005810)日立マクセル株式会社 (2,366)
【Fターム(参考)】
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願日】平成22年8月27日(2010.8.27)
【出願人】(000005810)日立マクセル株式会社 (2,366)
【Fターム(参考)】
[ Back to top ]