
磁気記録媒体用ガラス基板、及び、該磁気記録媒体用ガラス基板を用いた磁気記録媒体
【課題】磁気記録媒体用ガラス基板の記録再生領域の全面について、微小うねりの変化量が所定の範囲内にある、磁気記録媒体用ガラス基板、及び、該磁気記録媒体用ガラス基板を用いた磁気記録媒体を提供することを目的とする。
【解決手段】一対の主平面と、外周端面と、内周端面と、を有する磁気記録媒体用ガラス基板であって、少なくとも一方の主平面は、主平面の全面に設定される格子状の各評価領域で微小うねり(nWq)を測定したとき、一の評価領域と、これに隣接する評価領域との間における微小うねりの変化量の絶対値(ΔnWq)は、前記一の評価領域の微小うねりに対する比率が10%以下であることを特徴とする磁気記録媒体用ガラス基板、及び、該磁気記録媒体用ガラス基板を用いた磁気記録媒体を提供する。
【解決手段】一対の主平面と、外周端面と、内周端面と、を有する磁気記録媒体用ガラス基板であって、少なくとも一方の主平面は、主平面の全面に設定される格子状の各評価領域で微小うねり(nWq)を測定したとき、一の評価領域と、これに隣接する評価領域との間における微小うねりの変化量の絶対値(ΔnWq)は、前記一の評価領域の微小うねりに対する比率が10%以下であることを特徴とする磁気記録媒体用ガラス基板、及び、該磁気記録媒体用ガラス基板を用いた磁気記録媒体を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、磁気記録媒体用ガラス基板、及び、該磁気記録媒体用ガラス基板を用いた磁気記録媒体に関する。
【背景技術】
【0002】
磁気ディスク記録装置等に用いられる磁気記録媒体用基板としては、従来、アルミニウム合金基板が使用されてきた。しかしながら、近年、高記録密度化の要求に伴い、アルミニウム合金基板に比べて硬く、平坦性や平滑性に優れるガラス基板が主流となってきている。
【0003】
そして、近年磁気ディスク(以下、磁気記録媒体とも称す。)の高記録密度化に伴い、磁気ディスク上に磁気信号が微細に記録されるようになり、それに伴い信号は微弱になってきている。その微弱な信号の読み取り及び記録のため、磁気ディスクと磁気ヘッドとの距離をできるだけ接近させる要求が出てきている。
【0004】
高速で回転する磁気ディスクと磁気ヘッドとの間の距離、すなわち磁気ヘッドの浮上量を小さくするためには、磁気ディスクと磁気ヘッドとが接触しないように、磁気ディスクの基板である磁気記録媒体用ガラス基板の表面を、微小うねりが小さい平坦な表面とする必要がある。
【0005】
これまで、磁気記録媒体用ガラス基板の表面は、例えば特許文献1に記載されているように、レーザードップラー・バイブロメータ等によって、任意に選択された一部の領域について微小うねりの評価が行われていた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開第2009/084534号
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、従来の評価方法により得られた磁気記録媒体用ガラス基板においては、測定した領域では一定の平坦度が確保されているものの、それ以外の領域においては、局所的に微小うねりの大きい部分や、凹凸を有している場合があった。
【0008】
例えば、局所的に微少うねりの大きい部分が存在すると、磁気ディスクとして使用した際に、磁気ヘッドと磁気ディスクとの間の距離が場所により大きく変動することとなり、磁気ノイズが増加する。このため、記録の読み書き精度や記録密度が低下するという問題があった。また、磁気ディスクと磁気ヘッドとが接触するおそれがあるため、両者の間の距離を小さくすることが難しいといった問題もあった。
【0009】
本発明は上記従来技術が有する問題に鑑み、磁気記録媒体用ガラス基板の記録再生領域の全面について、微小うねりの変化量が所定の範囲内にある、磁気記録媒体用ガラス基板を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するため本発明は、一対の主平面と、外周端面と、内周端面と、を有する磁気記録媒体用ガラス基板であって、少なくとも一方の主平面は、主平面の全面に設定される格子状の各評価領域で微小うねり(nWq)を測定したとき、一の評価領域と、これに隣接する評価領域との間における微小うねりの変化量の絶対値(ΔnWq)は、前記一の評価領域の微小うねりに対する比率が10%以下であることを特徴とする磁気記録媒体用ガラス基板を提供する。
【発明の効果】
【0011】
本発明の磁気記録媒体用ガラス基板によれば、少なくとも一方の主平面の全面において微小うねり(二乗平均平方根うねり)の変化量が所定の範囲内であるため、磁気ディスクとした場合に、磁気ディスクと磁気ヘッドとの間の距離を小さくすることができる。また、磁気ディスクと磁気ヘッドとの間の距離が安定するため、記録の読み書き精度、記録密度を従来よりも高めることが可能になる。
【図面の簡単な説明】
【0012】
【図1】本発明の第1の実施形態に係る磁気記録媒体用ガラス基板及びその評価領域の説明図
【発明を実施するための形態】
【0013】
以下、本発明を実施するための形態について図面を参照して説明するが、本発明は、下記の実施形態に制限されることはなく、本発明の範囲を逸脱することなく、下記の実施形態に種々の変形および置換を加えることができる。
【0014】
[第1の実施形態]
本実施の形態では、本発明の磁気記録媒体用ガラス基板について説明を行う。
【0015】
まず、本発明の磁気記録媒体用ガラス基板は、一対の主平面と、外周端面と、内周端面と、を有している。そして、磁気記録媒体用ガラス基板の少なくとも一方の主平面の全面について、格子状に設定された各評価領域の微小うねり(nWq)を測定した場合に、一の評価領域と、これに隣接する評価領域との間での微小うねりの変化量の絶対値(ΔnWq)は、前記一の評価領域の微小うねりに対する比率(以下、微小うねりの変化率とも称す。)が10%以下であることを特徴とするものである。
【0016】
磁気ヘッドの浮上高さの変動は、磁気ディスク表面、すなわち、磁気記録媒体用ガラス基板の主平面の局所的な微小うねりの急激な変化によって発生すると考えられる。
【0017】
上述のように従来は、例えば主平面の任意の2箇所の領域で測定したうねりの値によって評価が行われていたが、係る方法では主平面の局所的な微小うねりの急激な変化を評価することはできていなかった。
【0018】
これは例えば、2箇所の領域での測定値に大きな差がある場合でも、磁気ディスク全面においてうねりが緩やかに変化する場合、磁気ヘッドの浮上高さの急激な変動は発生しない。また、2箇所の領域での測定値の差が小さい場合でも、その領域以外で局所的に微小うねりが大きく変化している部分がある場合、磁気ヘッドの浮上高さの急激な変動を生じることとなる。
【0019】
このように、従来の評価方法では、磁気ヘッドの浮上高さの変動に与える影響を正しく評価できておらず、磁気ディスクの高記録密度化を達成させるには不充分であった。
【0020】
これに対して、本発明は、主平面の全面に設定される格子状の各評価領域で微小うねり(nWq)を測定して、隣接する評価領域との差を所定範囲内にするものである。このため、磁気ヘッドの浮上高さの変動に影響を及ぼすおそれがある局所的な微小うねりの急激な変化がない磁気記録媒体用ガラス基板を提供できる。
【0021】
具体的な評価方法について図1を用いて説明する。
【0022】
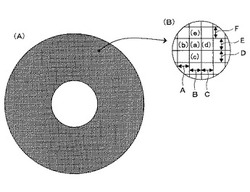
磁気記録媒体用ガラス基板は図1(A)に示すように、中心部に円孔を有する円盤形状を有している。そして、本発明においては、磁気記録媒体用ガラス基板の少なくとも一方の主平面の全面とは、磁気ディスクとしたときに記録再生領域となる領域の全面を含む主平面である。本発明では、磁気記録媒体用ガラス基板の少なくとも一方の主平面において、磁気ディスクとしたときに記録再生領域となる領域の全面を含む主平面に、格子状に設定された評価領域毎に微小うねり(nWq)を測定する。
【0023】
微小うねりの測定手段については限定されるものではなく、格子状に設定された評価領域毎の微小うねりを測定できるものであればよい。例えば、走査型干渉顕微鏡などにより測定することができる。
【0024】
格子状に設定される評価領域のサイズは、特に限定されるものではなく、例えば、1つの評価領域のサイズを100μm角、50μm角、40μm角、30μm角、20μm角など所望のサイズや形状に設定できる。
【0025】
格子状に設定される評価領域のサイズは、磁気ヘッドのサイズより小さくすることが好ましく、評価領域のサイズとしては、100μm角〜20μm角が好ましく、100μm角〜30μm角がさらに好ましく、80μm角〜30μm角が特に好ましい。
【0026】
ここで、評価領域について説明する。図1(A)、(B)に、模式的に各評価領域を示す。なお、図中線を示しているが、これは評価領域を説明するための格子を示すものであり、実際にガラス基板上に線を引くものではない。
【0027】
図1(B)は評価領域を説明するため、図1(A)の一部を拡大したものである。図1(B)で示す正方形の各格子が評価領域を示しており、例えばA〜Fをいずれも30μmに設定する。
【0028】
ここで、(a)〜(e)と記載した各格子は評価領域を意味しており、例えば評価領域(a)について隣接する評価領域とは、評価領域(a)と辺を共有する評価領域(b)〜(e)を意味している。
【0029】
そして、本発明の磁気記録媒体用ガラス基板は、主平面全体の各評価領域に対する、それぞれ隣接する評価領域との間における微小うねりの変化量の絶対値の変化率が10%以下となっている。
【0030】
これは、図1の評価領域(a)を例に説明すると、評価領域(a)の微小うねりを基準として、これに隣接する評価領域(b)〜(e)それぞれの微小うねりは変化率が10%以下となっており、磁気記録媒体用ガラス基板の少なくとも一方の主平面の全ての評価領域について同様のことがいえる。
【0031】
微小うねりの変化率は、例えば、評価領域(a)の微小うねりをnWq(a)とし、それに隣接する評価領域(b)の微小うねりをnWq(b)とした場合に、100×|nWq(a)−nWq(b)|/nWq(a)により算出できる。
【0032】
なお、主平面は磁気記録媒体用ガラス基板の上下に2面存在するが、磁気ディスクとした際に記録再生領域となるのはいずれか一方となる場合もあるため、少なくともいずれか一方の主平面が上記要件を満たす必要があるが、両主平面ともに充足していることがより好ましい。これは後述する微小うねり(nWq)の平均値、標準偏差についても同様である。
【0033】
上記規定を満たすことによって、本発明の磁気記録媒体用ガラス基板は、微小うねりが所定の範囲内のもの、すなわち、主平面の全面において局所的に微小うねりが高い部分がないものとすることができる。このため、本発明の磁気記録媒体用ガラス基板に磁性層等を形成して磁気ディスクとした際に、磁気ヘッドと磁気記録媒体との間の距離が安定し、磁気ノイズの発生を抑制できる。また、記録の読み書き精度、記録密度の向上を図ることができる。
【0034】
微小うねりの変化率は、7%以下がより好ましく、5%以下がさらに好ましく、3%以下が特に好ましい。
【0035】
さらに、磁気記録媒体用ガラス基板の少なくとも一方の主平面の全面に設定される前記格子状の各評価領域で測定した微小うねり(nWq)の平均値は0.080nm以下であることが好ましい。なお、本発明において平均値とは、算術平均値のことである。
【0036】
これは、磁気記録媒体用ガラス基板の主平面の微小うねりの平均値が上記範囲を満たすことにより、本発明のガラス基板に磁性層等を形成し、磁気ディスクとした場合に磁気ヘッドと磁気ディスクとの間の距離を小さくできるため好ましい。また、磁気ヘッドと磁気ディスクとの間の距離が安定するため、磁気ノイズの発生を抑制でき、記録の読み書き精度、記録密度の向上を図ることが可能になる。
【0037】
磁気記録媒体用ガラス基板の少なくとも一方の主平面の全面に設定される格子状の各評価領域で測定した微小うねり(nWq)の平均値は0.080nm以下であることが好ましく、0.055nm以下であることがより好ましく、0.045nm以下であることが特に好ましい。
【0038】
そして、磁気記録媒体用ガラス基板の少なくとも一方の主平面の全面に設定される前記格子状の各評価領域で測定した微小うねり(nWq)の標準偏差は0.0060nm以下であることが好ましい。
【0039】
これは、磁気記録媒体用ガラス基板の少なくとも一方の主平面全面、すなわち、少なくとも記録再生領域の全面について測定した各評価領域での微小うねりの標準偏差が上記範囲を充足することによって、ガラス基板の主平面全面における微小うねりのばらつきが小さくなる。つまり、局所的に微小うねりの値が高い領域が存在しないこととなるため、本発明の磁気記録媒体用ガラス基板に磁性層等を形成し、磁気ディスクとした場合に磁気ヘッドと磁気ディスクとの間の距離を小さくすることが可能になるため好ましい。また、磁気ヘッドと磁気ディスクとの間の距離が安定することになるため、磁気ノイズの発生を抑制することができ、記録の読み書き精度、記録密度の向上を図ることが可能になる。
【0040】
ここで、磁気記録媒体用ガラス基板の製造方法について説明する。
【0041】
磁気記録媒体用ガラス基板は以下の工程1〜4を含む製造方法により、製造できる。
(工程1)ガラス素基板から、中央部に円孔を有する円盤形状のガラス基板に加工した後、内周端面と外周端面を面取り加工する形状付与工程。
(工程2)ガラス基板の端面(内周端面及び外周端面)を研磨する端面研磨工程。
(工程3)前記ガラス基板の主平面を研磨する主平面研磨工程。
(工程4)前記ガラス基板を精密洗浄して乾燥する洗浄工程。
【0042】
そして、上記各工程を含む製造方法により得られた磁気記録媒体用ガラス基板はその上に磁性層などの薄膜を形成する工程をさらに行うことによって、磁気記録媒体とすることができる。
【0043】
ここで、(工程1)の形状付与工程は、フロート法、フュージョン法、プレス成形法、ダウンドロー法またはリドロー法で成形されたガラス素基板を、中央部に円孔を有する円盤形状のガラス基板に加工するものである。なお、用いるガラス素基板は、アモルファスガラスでもよく、結晶化ガラスでもよく、ガラス基板の表層に強化層を有する強化ガラスでもよい。
【0044】
そして、(工程2)の端面研磨工程は、ガラス基板の端面(側面部と面取り部)を端面研磨するものである。
【0045】
(工程3)の主平面研磨工程については、両面研磨装置を用い、ガラス基板の主平面に研磨液を供給しながらガラス基板の上下主平面を同時に研磨するものである。研磨工程は、1次研磨のみでもよく、1次研磨と2次研磨を行うものでもよく、2次研磨の後に3次研磨を行うものでもよい。
【0046】
そして、仕上げ研磨で用いる研磨パッドとしては、研磨面に現れた気孔の開口径の平均値が12μm未満、標準偏差が3μm未満の軟質ウレタン製研磨パッドを使用することが好ましい。
【0047】
係る研磨パッドを使用することによって、ガラス基板表面の微小うねりのばらつきを抑制することが可能になる。
【0048】
なお、仕上げ研磨とは、主平面研磨工程における最後の研磨工程を意味している。具体的には、主平面研磨工程を3次研磨まで行う場合は3次研磨が、1次研磨のみの場合は1次研磨が仕上げ研磨となる。
【0049】
上記(工程3)の主平面研磨工程の前において、主平面のラップ(例えば、遊離砥粒ラップ、固定砥粒ラップなど)を実施してもよい。また、各工程間にガラス基板の洗浄(工程間洗浄)やガラス基板表面のエッチング(工程間エッチング)を実施してもよい。なお、主平面のラップとは広義の主平面の研磨である。
【0050】
さらに、磁気記録媒体用ガラス基板に高い機械的強度が求められる場合、ガラス基板の表層に強化層を形成する強化工程(例えば、化学強化工程)を研磨工程前、または研磨工程後、あるいは研磨工程間で実施してもよい。
[第2の実施形態]
本実施形態では第1の実施形態で説明した磁気記録媒体用ガラス基板を用いた磁気記録媒体(磁気ディスク)について説明する。
【0051】
本発明の磁気記録媒体は、第1の実施形態で説明した磁気記録媒体用ガラス基板を用いたものであれば、その構成については限定されるものではないが、例えば、その表面に磁性層、保護層、潤滑層を備えたものが挙げられる。
【0052】
磁気記録媒体には水平磁気記録方式、垂直磁気記録方式があるが、ここでは垂直磁気記録方式を例に、具体的な製造方法について以下に説明する。
【0053】
磁気記録媒体は、少なくともその表面に磁性層、保護層、潤滑膜を備えている。そして、垂直磁気記録方式の場合、磁気ヘッドからの記録磁界を環流させる役割を果たす軟磁性材料からなる軟磁性下地層を配するのが一般的である。このため、ガラス基板表面から順に、例えば、軟磁性下地層、非磁性中間層、垂直記録用磁性層、保護層、潤滑膜のように積層されている。
【0054】
各層について以下に説明する。
【0055】
軟磁性下地層としては例えば、CoNiFe、FeCoB、CoCuFe、NiFe、FeAlSi、FeTaN、FeN、FeTaC、CoFeB、CoZrN等が使用できる。
【0056】
そして、非磁性中間層は、Ru,Ru合金等から構成される。この非磁性中間層は垂直記録用磁性層のエピタキシャル成長を容易にするための機能、及び軟磁性下地層と記録用磁性層との間での磁気交換結合を断つ機能を有する。
【0057】
垂直記録用磁性層は、磁化容易軸が基板面に対して垂直方向を向いた磁性膜であり、少なくともCo、Ptを含んでいる。そして、高い固有媒体ノイズの原因となる粒間交換結合を低減するため、良好に隔離された微粒子構造(グラニュラー構造)とするのが良い。具体的には、CoPt系合金などに酸化物(SiO2、SiO、Cr2O3、CoO、Ta2O3、TiO2等)や、Cr、B、Cu、Ta、Zrなどを添加したものを用いるのがよい。
【0058】
ここまで説明した軟磁性下地層、非磁性中間層、垂直記録用磁性層はインラインスパッタ法、DCマグネトロンスパッタ法などで連続的に製造することができる。
【0059】
次いで、保護層は垂直記録用磁性層の腐食を防ぎ、かつ、磁気ヘッドが媒体に接触した場合でも媒体表面の損傷を防ぐために設けられたものであり、垂直記録用磁性層の上に設けられる。保護層としてはC、ZrO2、SiO2などを含む材料を用いることができる。
【0060】
その形成方法としては、例えばインラインスパッタ法、CVD法、スピンコート法などを用いることができる。
【0061】
保護層の表面には磁気ヘッドと記録媒体(磁気ディスク)との摩擦を低減するために、潤滑層を形成する。潤滑層は、例えばパーフルオロポリエーテル、フッ素化アルコール、フッ素化カルボン酸などを用いることができる。潤滑層についてはディップ法、スプレー法などで形成することができる。
【0062】
作製した磁気記録媒体の評価は、グライドハイトテスト、サーティファイテスト(MP評価)により行う。
【0063】
グライドハイトテストは磁気記録媒体の主平面の異常突起を評価するテストである。
【0064】
ここで、グライドハイトテスト(グライドハイトアバランシェ試験)を行う装置について説明すると、磁気ディスクを回転させるスピンドルと、前記磁気ディスク上に位置し、前記磁気ディスクの回転により浮上するグライドスライダーとを備えている。さらに、前記グライドスライダーが前記磁気ディスク上の微小突起に接触した時に発生する弾性波を検出するAEセンサと、このAEセンサのフィルターを通した出力が一定の値以上であるか否かを検出する接触検知部によって構成される装置を用いて行う。
【0065】
磁気ディスクを回転させ、前記グライドスライダーを浮上させる。そして、前記グライドスライダーを前記磁気ディスク上の記録領域全面に移動させ、前記磁気ディスク上の微小突起と接触した際に発生する弾性波をAEセンサで検出する。
【0066】
一定の回転速度で前記磁気ディスクを回転させた後、徐々に前記磁気ディスクの回転速度を減少させ、前記グライドスライダーの浮上高さを減少させる。そして、前記AEセンサのフィルターを通した出力が一定の値以上となったとき(例えば、グライドスライダーの浮上高さの微小突起が磁気記録媒体上にあり、グライドスライダーが微小突起に衝突したときなど)のグライドスライダーの浮上高さをグライドハイトとする。
【0067】
なお、グライドスライダーの浮上高さは磁気ディスクの回転速度から算出する。
【0068】
サーティファイテストは磁気ディスクの磁気記録膜等の欠陥(信号品質)を評価するテストである。サーティファイテスト用磁気ヘッドをヘッドスライダに設けたテストヘッドを用いて、磁気ディスク装置の磁気ヘッドと磁気ディスクの関係を再現させ、磁気ディスクのトラック毎に、信号の書込み、再生、消去、再々生等を行い評価する。具体的にはMP(Missing Pulse)エラーの有無について評価を行う。
【0069】
ここで、MPエラーとは、磁気記録媒体の膜内部の異物、記録膜の欠損、主平面の微小うねり(大きさ、面内の均一性)などの理由でヘッドの浮上高さや浮上姿勢が不安定となった場合等に、トラックの一部に、テストヘッドの平均再生電圧に対して一定のスライスレベル未満の再生信号を生じるものである。MPエラーは磁気ディスクの適正な信号処理を不能にする。
【0070】
後述する本発明の実施例においては、MPエラーが発生しなかった磁気記録媒体をA判定(合格品)とし、磁気記録媒体を100枚評価したときのA判定率(検査合格率)を求めて評価した。
【0071】
本発明の磁気記録媒体は、グライドハイトテストにより測定されたグライドハイトが2.5nm以下であることが好ましく、2.0nm以下であることがより好ましく、1.8nm以下であることが特に好ましい。
【0072】
さらに、サーティファイテストによってMP評価のA判定率が50%以上であることが好ましく、55%以上であることがより好ましい。
【0073】
以上説明した手順により本発明の磁気記録媒体用ガラス基板を用いて作製した磁気記録媒体(磁気ディスク)は、ガラス基板の主平面の全面における微小うねりが所定の範囲にあるため、磁気ディスクと磁気ヘッドとの間の距離を従来よりも小さくすることができる。また、磁気ディスクと磁気ヘッドとの間の距離が安定するため、磁気ノイズの発生を抑制し、記録の読み書き精度、記録密度を従来よりも高めることが可能になる。
【実施例】
【0074】
以下に具体的な実施例を挙げて説明するが、本発明はこれらの実施例に限定されるものではない。
【0075】
まず、以下の実施例、比較例における、磁気記録媒体用ガラス基板の評価方法、及び、ガラス基板表面に磁性層などの薄膜を成膜した磁気記録媒体の評価方法、について説明する。
【0076】
(1)微小うねり(nWq)
微小うねり(二乗平均平方根うねり)は走査型干渉顕微鏡(Zygo社製、ZeMapper)を用いて測定した。微小うねりの測定領域は、磁気記録媒体用ガラス基板の記録再生領域を含むように主平面の全面とした。測定は、磁気記録媒体用ガラス基板の一方の主平面を、30μm角の格子状に分割した各評価領域について個々に実施した。測定により得られたうねり情報から0.2μm〜1.8μmの波長成分以外をフィルタリングし、0.2μm〜1.8μmの周期(波長)を有する微小うねりを得た。
【0077】
なお、本実施例では、磁気ヘッドのサイズが微小化するに従い、主平面の微小うねりもより小さい周期のうねり成分がMPエラーの発生に影響を及ぼすと考え、上記のように0.2μm〜1.8μmの周期を有する微小うねりを評価した。
【0078】
また、隣接する評価領域における微小うねりの変化率は、例えば、図1における評価領域(a)の微小うねりをnWq(a)とし、それに隣接する評価領域(b)の微小うねりをnWq(b)とした場合に、以下の計算式により算出した。
(微小うねりの変化率)=100×|nWq(a)−nWq(b)|/nWq(a)
【0079】
(2)グライドハイトテスト
磁気記録媒体をグライドハイトテスト試験装置にセットし、磁気記録媒体を一定の回転速度で回転させた後、徐々に磁気記録媒体の回転速度を減少させ、グライドスライダーの浮上高さを減少させる。AEセンサの出力が一定の値以上となったときのグライドスライダー高さをグライドハイトとした。
【0080】
(3)サーティファイテスト
本実施例では、100枚の磁気記録媒体についてMP(Missing Pulse)エラーの評価を実施した。MPエラーの発生数が0である磁気記録媒体をA判定とし、A判定の磁気記録媒体の枚数をカウントし、A判定率を求めた。
【0081】
次に、本実施例、比較例における磁気記録媒体用ガラス基板、磁気記録媒体の製造方法について説明する。
【0082】
磁気記録媒体用ガラス基板は、以下の手順で作製した。
【0083】
外径65mm、内径20mm、板厚0.635mmの磁気記録媒体用ガラス基板が得られるように、フロート法で成形されたSiO2を主成分とするガラス基板を中央部に円孔を有する円盤形状ガラス基板に加工した。
【0084】
この円盤形状ガラス基板の内周端面と外周端面を、面取り幅0.15mm、面取り角度45°の磁気記録媒体用ガラス基板が得られるように面取り加工した(内周面取り工程、外周面取り工程)。
【0085】
面取り加工後、アルミナ砥粒を用いてガラス基板上下主平面をラッピング加工し、砥粒を洗浄除去した。
【0086】
次に、磁気記録媒体用ガラス基板の外周側面部と外周面取り部を、研磨ブラシと酸化セリウム砥粒を含有する研磨液を用いて研磨し、外周側面と外周面取り部の加工変質層(傷など)を除去し、鏡面となるように外周端面を研磨加工した(外周端面研磨工程)。
【0087】
外周端面研磨後、磁気記録媒体用ガラス基板の内周側面部と内周面取り部を研磨ブラシと酸化セリウム砥粒を含有する研磨液用いて研磨し、内周側面部と内周面取り部の加工変質層(傷など)を除去し、鏡面となるように内周端面を研磨加工した(内周端面研磨工程)。内周端面研磨したガラス基板は、砥粒を洗浄除去する。
【0088】
ガラス基板の端面を加工した後、ダイヤモンド砥粒を含有する固定粒工具と研削液を用いて、ガラス基板上下主平面をラッピング加工し、洗浄した。
【0089】
次に、研磨具として硬質ウレタン製の研磨パッドと酸化セリウム砥粒を含有する研磨液(平均粒子直径、以下、平均粒径と略す、約1.3μmの酸化セリウムを含有する研磨液組成物)を用いて、22B型両面研磨装置(スピードファム社製、製品名:DSM22B−6PV−4MH)により上下主平面を研磨量が20μmとなるようにガラス基板を1次研磨し、酸化セリウムを洗浄除去した。なお、1ロットで216枚のガラス基板を同時に研磨した。
【0090】
1次研磨後のガラス基板は、研磨具として軟質ウレタン製の研磨パッドと、上記の酸化セリウム砥粒よりも平均粒径が小さい酸化セリウム砥粒を含有する研磨液(平均粒径約0.5μmの酸化セリウムを主成分とする研磨液組成物)を用いて、22B型両面研磨装置により上下主平面を研磨量が5μmとなるように2次研磨し、酸化セリウムを洗浄除去した。
【0091】
2次研磨後のガラス基板は、3次研磨を行う。3次研磨は研磨具として軟質ウレタン製の研磨パッドと、コロイダルシリカを含有する研磨液(コロイダルシリカを主成分とする研磨液組成物)を用いて、22B型両面研磨装置により上下主平面を研磨量が1μmとなるように研磨加工した。
【0092】
3次研磨を行う際の研磨圧力、研磨パッドの研磨面に現れた気孔(開孔)の開口径の平均値、標準偏差は、後述する例1〜10に記載した。
【0093】
研磨面の開口径の平均値は、研磨定盤に装着した研磨パッドの外周端から5cmの領域及び10cmの領域、研磨パッドの中央領域部、研磨パッドの内周端から10cmの領域、5cmの領域の計5箇所について、マイクロスコープ(Keyence社、デジタルマイクロスコープ VHX−900)を用いて撮像し、観察視野にある全ての開孔の開口径から平均値と分散値(標準偏差)を算出した。
【0094】
3次研磨したガラス基板は、スクラブ洗浄、洗剤溶液に浸漬した状態での超音波洗浄、純水に浸漬した状態での超音波洗浄、を順次行い(精密洗浄)、イソプロピルアルコール蒸気にて乾燥した。
【0095】
以上の手順により得られた磁気記録媒体用ガラス基板の主平面について、上述の方法により微小うねりを評価した。
【0096】
また、以上の手順により得られた磁気記録媒体用ガラス基板の表面に、以下の手順により磁性層を有する多層膜を成膜して磁気記録媒体とし、グライドハイトテスト、サーティファイテスト(MP評価)を行った。
【0097】
磁気記録媒体用ガラス基板の表面に磁性層を有する多層膜の形成は、以下の手順で実施した。
【0098】
成膜前洗浄を行った磁気記録媒体用ガラス基板の表面に、インライン型スパッタリング装置を用いて、軟磁性下地層としてNiFe層、非磁性中間層としてRu層、垂直磁気記録層としてCoCrPtSiO2のグラニュラ構造層を、順次積層した。次に、CVD法にてダイヤモンドライクカーボン膜を保護層として形成した。その後、ディップ法によってパーフルオロポリエーテルを有する潤滑膜を形成した。
【0099】
主平面の仕上げ研磨(3次研磨)の加工条件を、以下の例1〜例10に記載した。例1〜6は実施例、例7〜例10は比較例である。
【0100】
例1〜例10の加工条件で加工した磁気記録媒体用ガラス基板の主平面全面における、隣接する評価領域との微小うねりの変化率の最大値(%)、微小うねり(nWq)の平均値(nm)と標準偏差(nm)、を表1に示した。また、磁気記録媒体のグライドハイト(nm)、MP評価のA判定率(%)についても表1に示した。
(例1)
上記した手順によって、主平面研磨の2次研磨まで施した磁気記録媒体用ガラス基板を、主平面の仕上げ研磨(3次研磨工程)において、研磨面の開孔の開口径の平均値が5μm、標準偏差が2μmの軟質ウレタン製研磨パッドを用い、メインの研磨圧力を8kPaとして研磨した。
上述したように、主平面研磨後のガラス基板に精密洗浄を施し、磁気記録媒体用ガラス基板を得た。
また、磁気記録媒体用ガラス基板の表面に磁性層を有する多層膜を成膜して磁気記録媒体とし、グライドハイトテスト、MP評価を行った。
(例2)
主平面研磨の仕上げ研磨(3次研磨工程)において、研磨圧力を10kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
(例3)
主平面研磨の仕上げ研磨(3次研磨工程)において、研磨圧力を12kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
(例4)
主平面研磨の仕上げ研磨(3次研磨工程)において、開口径の平均値が8μm、標準偏差が2μmの軟質ウレタン製研磨パッドを用い、研磨圧力を8kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
(例5)
主平面研磨の仕上げ研磨(3次研磨工程)において、開口径の平均値が8μm、標準偏差が2μmの軟質ウレタン製研磨パッドを用い、研磨圧力を10kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
(例6)
主平面研磨の仕上げ研磨(3次研磨工程)において、開口径の平均値が8μm、標準偏差が2μmの軟質ウレタン製研磨パッドを用い、研磨圧力を12kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
(例7)
主平面研磨の仕上げ研磨(3次研磨工程)において、開口径の平均値が12μm、標準偏差が3μmの軟質ウレタン製研磨パッドを用い、研磨圧力を10kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
(例8)
主平面研磨の仕上げ研磨(3次研磨工程)において、開口径の平均値が20μm、標準偏差が5μmの軟質ウレタン製研磨パッドを用い、研磨圧力を10kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
(例9)
主平面研磨の仕上げ研磨(3次研磨工程)において、開口径の平均値が20μm、標準偏差が8μmの軟質ウレタン製の研磨パッドを用い、研磨圧力を10kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
(例10)
主平面研磨の仕上げ研磨(3次研磨工程)において、開口径の平均値が40μm、標準偏差が10μmの軟質ウレタン製の研磨パッドを用い、研磨圧力を10kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
【0101】
表1の結果より、本発明の規定を満たす例1〜6の磁気記録媒体用ガラス基板を用いて作製した磁気記録媒体はいずれもグライドハイトが2.0nm以下と小さくなっており、磁気ヘッドと磁気記録媒体との間隔を小さくできることがわかる。
【0102】
また、MP評価のA判定率も約60%以上となっており、本発明の規定を満たさない例7〜10の磁気記録媒体と比較して、極めて高い値になっていることがわかる。
【0103】
これは、例1〜6の磁気記録媒体用ガラス基板を用いた磁気記録媒体においては、磁気ディスクと磁気ヘッドとの間の距離が安定するため、磁気ノイズの発生が抑制され、記録の読み書き精度の向上、記録密度を高めることができたためと考えられる。
【0104】
【表1】

【技術分野】
【0001】
本発明は、磁気記録媒体用ガラス基板、及び、該磁気記録媒体用ガラス基板を用いた磁気記録媒体に関する。
【背景技術】
【0002】
磁気ディスク記録装置等に用いられる磁気記録媒体用基板としては、従来、アルミニウム合金基板が使用されてきた。しかしながら、近年、高記録密度化の要求に伴い、アルミニウム合金基板に比べて硬く、平坦性や平滑性に優れるガラス基板が主流となってきている。
【0003】
そして、近年磁気ディスク(以下、磁気記録媒体とも称す。)の高記録密度化に伴い、磁気ディスク上に磁気信号が微細に記録されるようになり、それに伴い信号は微弱になってきている。その微弱な信号の読み取り及び記録のため、磁気ディスクと磁気ヘッドとの距離をできるだけ接近させる要求が出てきている。
【0004】
高速で回転する磁気ディスクと磁気ヘッドとの間の距離、すなわち磁気ヘッドの浮上量を小さくするためには、磁気ディスクと磁気ヘッドとが接触しないように、磁気ディスクの基板である磁気記録媒体用ガラス基板の表面を、微小うねりが小さい平坦な表面とする必要がある。
【0005】
これまで、磁気記録媒体用ガラス基板の表面は、例えば特許文献1に記載されているように、レーザードップラー・バイブロメータ等によって、任意に選択された一部の領域について微小うねりの評価が行われていた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開第2009/084534号
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、従来の評価方法により得られた磁気記録媒体用ガラス基板においては、測定した領域では一定の平坦度が確保されているものの、それ以外の領域においては、局所的に微小うねりの大きい部分や、凹凸を有している場合があった。
【0008】
例えば、局所的に微少うねりの大きい部分が存在すると、磁気ディスクとして使用した際に、磁気ヘッドと磁気ディスクとの間の距離が場所により大きく変動することとなり、磁気ノイズが増加する。このため、記録の読み書き精度や記録密度が低下するという問題があった。また、磁気ディスクと磁気ヘッドとが接触するおそれがあるため、両者の間の距離を小さくすることが難しいといった問題もあった。
【0009】
本発明は上記従来技術が有する問題に鑑み、磁気記録媒体用ガラス基板の記録再生領域の全面について、微小うねりの変化量が所定の範囲内にある、磁気記録媒体用ガラス基板を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するため本発明は、一対の主平面と、外周端面と、内周端面と、を有する磁気記録媒体用ガラス基板であって、少なくとも一方の主平面は、主平面の全面に設定される格子状の各評価領域で微小うねり(nWq)を測定したとき、一の評価領域と、これに隣接する評価領域との間における微小うねりの変化量の絶対値(ΔnWq)は、前記一の評価領域の微小うねりに対する比率が10%以下であることを特徴とする磁気記録媒体用ガラス基板を提供する。
【発明の効果】
【0011】
本発明の磁気記録媒体用ガラス基板によれば、少なくとも一方の主平面の全面において微小うねり(二乗平均平方根うねり)の変化量が所定の範囲内であるため、磁気ディスクとした場合に、磁気ディスクと磁気ヘッドとの間の距離を小さくすることができる。また、磁気ディスクと磁気ヘッドとの間の距離が安定するため、記録の読み書き精度、記録密度を従来よりも高めることが可能になる。
【図面の簡単な説明】
【0012】
【図1】本発明の第1の実施形態に係る磁気記録媒体用ガラス基板及びその評価領域の説明図
【発明を実施するための形態】
【0013】
以下、本発明を実施するための形態について図面を参照して説明するが、本発明は、下記の実施形態に制限されることはなく、本発明の範囲を逸脱することなく、下記の実施形態に種々の変形および置換を加えることができる。
【0014】
[第1の実施形態]
本実施の形態では、本発明の磁気記録媒体用ガラス基板について説明を行う。
【0015】
まず、本発明の磁気記録媒体用ガラス基板は、一対の主平面と、外周端面と、内周端面と、を有している。そして、磁気記録媒体用ガラス基板の少なくとも一方の主平面の全面について、格子状に設定された各評価領域の微小うねり(nWq)を測定した場合に、一の評価領域と、これに隣接する評価領域との間での微小うねりの変化量の絶対値(ΔnWq)は、前記一の評価領域の微小うねりに対する比率(以下、微小うねりの変化率とも称す。)が10%以下であることを特徴とするものである。
【0016】
磁気ヘッドの浮上高さの変動は、磁気ディスク表面、すなわち、磁気記録媒体用ガラス基板の主平面の局所的な微小うねりの急激な変化によって発生すると考えられる。
【0017】
上述のように従来は、例えば主平面の任意の2箇所の領域で測定したうねりの値によって評価が行われていたが、係る方法では主平面の局所的な微小うねりの急激な変化を評価することはできていなかった。
【0018】
これは例えば、2箇所の領域での測定値に大きな差がある場合でも、磁気ディスク全面においてうねりが緩やかに変化する場合、磁気ヘッドの浮上高さの急激な変動は発生しない。また、2箇所の領域での測定値の差が小さい場合でも、その領域以外で局所的に微小うねりが大きく変化している部分がある場合、磁気ヘッドの浮上高さの急激な変動を生じることとなる。
【0019】
このように、従来の評価方法では、磁気ヘッドの浮上高さの変動に与える影響を正しく評価できておらず、磁気ディスクの高記録密度化を達成させるには不充分であった。
【0020】
これに対して、本発明は、主平面の全面に設定される格子状の各評価領域で微小うねり(nWq)を測定して、隣接する評価領域との差を所定範囲内にするものである。このため、磁気ヘッドの浮上高さの変動に影響を及ぼすおそれがある局所的な微小うねりの急激な変化がない磁気記録媒体用ガラス基板を提供できる。
【0021】
具体的な評価方法について図1を用いて説明する。
【0022】
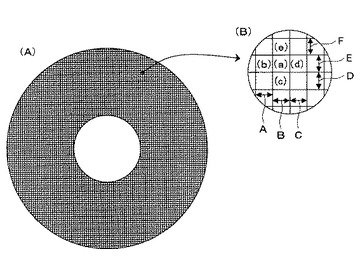
磁気記録媒体用ガラス基板は図1(A)に示すように、中心部に円孔を有する円盤形状を有している。そして、本発明においては、磁気記録媒体用ガラス基板の少なくとも一方の主平面の全面とは、磁気ディスクとしたときに記録再生領域となる領域の全面を含む主平面である。本発明では、磁気記録媒体用ガラス基板の少なくとも一方の主平面において、磁気ディスクとしたときに記録再生領域となる領域の全面を含む主平面に、格子状に設定された評価領域毎に微小うねり(nWq)を測定する。
【0023】
微小うねりの測定手段については限定されるものではなく、格子状に設定された評価領域毎の微小うねりを測定できるものであればよい。例えば、走査型干渉顕微鏡などにより測定することができる。
【0024】
格子状に設定される評価領域のサイズは、特に限定されるものではなく、例えば、1つの評価領域のサイズを100μm角、50μm角、40μm角、30μm角、20μm角など所望のサイズや形状に設定できる。
【0025】
格子状に設定される評価領域のサイズは、磁気ヘッドのサイズより小さくすることが好ましく、評価領域のサイズとしては、100μm角〜20μm角が好ましく、100μm角〜30μm角がさらに好ましく、80μm角〜30μm角が特に好ましい。
【0026】
ここで、評価領域について説明する。図1(A)、(B)に、模式的に各評価領域を示す。なお、図中線を示しているが、これは評価領域を説明するための格子を示すものであり、実際にガラス基板上に線を引くものではない。
【0027】
図1(B)は評価領域を説明するため、図1(A)の一部を拡大したものである。図1(B)で示す正方形の各格子が評価領域を示しており、例えばA〜Fをいずれも30μmに設定する。
【0028】
ここで、(a)〜(e)と記載した各格子は評価領域を意味しており、例えば評価領域(a)について隣接する評価領域とは、評価領域(a)と辺を共有する評価領域(b)〜(e)を意味している。
【0029】
そして、本発明の磁気記録媒体用ガラス基板は、主平面全体の各評価領域に対する、それぞれ隣接する評価領域との間における微小うねりの変化量の絶対値の変化率が10%以下となっている。
【0030】
これは、図1の評価領域(a)を例に説明すると、評価領域(a)の微小うねりを基準として、これに隣接する評価領域(b)〜(e)それぞれの微小うねりは変化率が10%以下となっており、磁気記録媒体用ガラス基板の少なくとも一方の主平面の全ての評価領域について同様のことがいえる。
【0031】
微小うねりの変化率は、例えば、評価領域(a)の微小うねりをnWq(a)とし、それに隣接する評価領域(b)の微小うねりをnWq(b)とした場合に、100×|nWq(a)−nWq(b)|/nWq(a)により算出できる。
【0032】
なお、主平面は磁気記録媒体用ガラス基板の上下に2面存在するが、磁気ディスクとした際に記録再生領域となるのはいずれか一方となる場合もあるため、少なくともいずれか一方の主平面が上記要件を満たす必要があるが、両主平面ともに充足していることがより好ましい。これは後述する微小うねり(nWq)の平均値、標準偏差についても同様である。
【0033】
上記規定を満たすことによって、本発明の磁気記録媒体用ガラス基板は、微小うねりが所定の範囲内のもの、すなわち、主平面の全面において局所的に微小うねりが高い部分がないものとすることができる。このため、本発明の磁気記録媒体用ガラス基板に磁性層等を形成して磁気ディスクとした際に、磁気ヘッドと磁気記録媒体との間の距離が安定し、磁気ノイズの発生を抑制できる。また、記録の読み書き精度、記録密度の向上を図ることができる。
【0034】
微小うねりの変化率は、7%以下がより好ましく、5%以下がさらに好ましく、3%以下が特に好ましい。
【0035】
さらに、磁気記録媒体用ガラス基板の少なくとも一方の主平面の全面に設定される前記格子状の各評価領域で測定した微小うねり(nWq)の平均値は0.080nm以下であることが好ましい。なお、本発明において平均値とは、算術平均値のことである。
【0036】
これは、磁気記録媒体用ガラス基板の主平面の微小うねりの平均値が上記範囲を満たすことにより、本発明のガラス基板に磁性層等を形成し、磁気ディスクとした場合に磁気ヘッドと磁気ディスクとの間の距離を小さくできるため好ましい。また、磁気ヘッドと磁気ディスクとの間の距離が安定するため、磁気ノイズの発生を抑制でき、記録の読み書き精度、記録密度の向上を図ることが可能になる。
【0037】
磁気記録媒体用ガラス基板の少なくとも一方の主平面の全面に設定される格子状の各評価領域で測定した微小うねり(nWq)の平均値は0.080nm以下であることが好ましく、0.055nm以下であることがより好ましく、0.045nm以下であることが特に好ましい。
【0038】
そして、磁気記録媒体用ガラス基板の少なくとも一方の主平面の全面に設定される前記格子状の各評価領域で測定した微小うねり(nWq)の標準偏差は0.0060nm以下であることが好ましい。
【0039】
これは、磁気記録媒体用ガラス基板の少なくとも一方の主平面全面、すなわち、少なくとも記録再生領域の全面について測定した各評価領域での微小うねりの標準偏差が上記範囲を充足することによって、ガラス基板の主平面全面における微小うねりのばらつきが小さくなる。つまり、局所的に微小うねりの値が高い領域が存在しないこととなるため、本発明の磁気記録媒体用ガラス基板に磁性層等を形成し、磁気ディスクとした場合に磁気ヘッドと磁気ディスクとの間の距離を小さくすることが可能になるため好ましい。また、磁気ヘッドと磁気ディスクとの間の距離が安定することになるため、磁気ノイズの発生を抑制することができ、記録の読み書き精度、記録密度の向上を図ることが可能になる。
【0040】
ここで、磁気記録媒体用ガラス基板の製造方法について説明する。
【0041】
磁気記録媒体用ガラス基板は以下の工程1〜4を含む製造方法により、製造できる。
(工程1)ガラス素基板から、中央部に円孔を有する円盤形状のガラス基板に加工した後、内周端面と外周端面を面取り加工する形状付与工程。
(工程2)ガラス基板の端面(内周端面及び外周端面)を研磨する端面研磨工程。
(工程3)前記ガラス基板の主平面を研磨する主平面研磨工程。
(工程4)前記ガラス基板を精密洗浄して乾燥する洗浄工程。
【0042】
そして、上記各工程を含む製造方法により得られた磁気記録媒体用ガラス基板はその上に磁性層などの薄膜を形成する工程をさらに行うことによって、磁気記録媒体とすることができる。
【0043】
ここで、(工程1)の形状付与工程は、フロート法、フュージョン法、プレス成形法、ダウンドロー法またはリドロー法で成形されたガラス素基板を、中央部に円孔を有する円盤形状のガラス基板に加工するものである。なお、用いるガラス素基板は、アモルファスガラスでもよく、結晶化ガラスでもよく、ガラス基板の表層に強化層を有する強化ガラスでもよい。
【0044】
そして、(工程2)の端面研磨工程は、ガラス基板の端面(側面部と面取り部)を端面研磨するものである。
【0045】
(工程3)の主平面研磨工程については、両面研磨装置を用い、ガラス基板の主平面に研磨液を供給しながらガラス基板の上下主平面を同時に研磨するものである。研磨工程は、1次研磨のみでもよく、1次研磨と2次研磨を行うものでもよく、2次研磨の後に3次研磨を行うものでもよい。
【0046】
そして、仕上げ研磨で用いる研磨パッドとしては、研磨面に現れた気孔の開口径の平均値が12μm未満、標準偏差が3μm未満の軟質ウレタン製研磨パッドを使用することが好ましい。
【0047】
係る研磨パッドを使用することによって、ガラス基板表面の微小うねりのばらつきを抑制することが可能になる。
【0048】
なお、仕上げ研磨とは、主平面研磨工程における最後の研磨工程を意味している。具体的には、主平面研磨工程を3次研磨まで行う場合は3次研磨が、1次研磨のみの場合は1次研磨が仕上げ研磨となる。
【0049】
上記(工程3)の主平面研磨工程の前において、主平面のラップ(例えば、遊離砥粒ラップ、固定砥粒ラップなど)を実施してもよい。また、各工程間にガラス基板の洗浄(工程間洗浄)やガラス基板表面のエッチング(工程間エッチング)を実施してもよい。なお、主平面のラップとは広義の主平面の研磨である。
【0050】
さらに、磁気記録媒体用ガラス基板に高い機械的強度が求められる場合、ガラス基板の表層に強化層を形成する強化工程(例えば、化学強化工程)を研磨工程前、または研磨工程後、あるいは研磨工程間で実施してもよい。
[第2の実施形態]
本実施形態では第1の実施形態で説明した磁気記録媒体用ガラス基板を用いた磁気記録媒体(磁気ディスク)について説明する。
【0051】
本発明の磁気記録媒体は、第1の実施形態で説明した磁気記録媒体用ガラス基板を用いたものであれば、その構成については限定されるものではないが、例えば、その表面に磁性層、保護層、潤滑層を備えたものが挙げられる。
【0052】
磁気記録媒体には水平磁気記録方式、垂直磁気記録方式があるが、ここでは垂直磁気記録方式を例に、具体的な製造方法について以下に説明する。
【0053】
磁気記録媒体は、少なくともその表面に磁性層、保護層、潤滑膜を備えている。そして、垂直磁気記録方式の場合、磁気ヘッドからの記録磁界を環流させる役割を果たす軟磁性材料からなる軟磁性下地層を配するのが一般的である。このため、ガラス基板表面から順に、例えば、軟磁性下地層、非磁性中間層、垂直記録用磁性層、保護層、潤滑膜のように積層されている。
【0054】
各層について以下に説明する。
【0055】
軟磁性下地層としては例えば、CoNiFe、FeCoB、CoCuFe、NiFe、FeAlSi、FeTaN、FeN、FeTaC、CoFeB、CoZrN等が使用できる。
【0056】
そして、非磁性中間層は、Ru,Ru合金等から構成される。この非磁性中間層は垂直記録用磁性層のエピタキシャル成長を容易にするための機能、及び軟磁性下地層と記録用磁性層との間での磁気交換結合を断つ機能を有する。
【0057】
垂直記録用磁性層は、磁化容易軸が基板面に対して垂直方向を向いた磁性膜であり、少なくともCo、Ptを含んでいる。そして、高い固有媒体ノイズの原因となる粒間交換結合を低減するため、良好に隔離された微粒子構造(グラニュラー構造)とするのが良い。具体的には、CoPt系合金などに酸化物(SiO2、SiO、Cr2O3、CoO、Ta2O3、TiO2等)や、Cr、B、Cu、Ta、Zrなどを添加したものを用いるのがよい。
【0058】
ここまで説明した軟磁性下地層、非磁性中間層、垂直記録用磁性層はインラインスパッタ法、DCマグネトロンスパッタ法などで連続的に製造することができる。
【0059】
次いで、保護層は垂直記録用磁性層の腐食を防ぎ、かつ、磁気ヘッドが媒体に接触した場合でも媒体表面の損傷を防ぐために設けられたものであり、垂直記録用磁性層の上に設けられる。保護層としてはC、ZrO2、SiO2などを含む材料を用いることができる。
【0060】
その形成方法としては、例えばインラインスパッタ法、CVD法、スピンコート法などを用いることができる。
【0061】
保護層の表面には磁気ヘッドと記録媒体(磁気ディスク)との摩擦を低減するために、潤滑層を形成する。潤滑層は、例えばパーフルオロポリエーテル、フッ素化アルコール、フッ素化カルボン酸などを用いることができる。潤滑層についてはディップ法、スプレー法などで形成することができる。
【0062】
作製した磁気記録媒体の評価は、グライドハイトテスト、サーティファイテスト(MP評価)により行う。
【0063】
グライドハイトテストは磁気記録媒体の主平面の異常突起を評価するテストである。
【0064】
ここで、グライドハイトテスト(グライドハイトアバランシェ試験)を行う装置について説明すると、磁気ディスクを回転させるスピンドルと、前記磁気ディスク上に位置し、前記磁気ディスクの回転により浮上するグライドスライダーとを備えている。さらに、前記グライドスライダーが前記磁気ディスク上の微小突起に接触した時に発生する弾性波を検出するAEセンサと、このAEセンサのフィルターを通した出力が一定の値以上であるか否かを検出する接触検知部によって構成される装置を用いて行う。
【0065】
磁気ディスクを回転させ、前記グライドスライダーを浮上させる。そして、前記グライドスライダーを前記磁気ディスク上の記録領域全面に移動させ、前記磁気ディスク上の微小突起と接触した際に発生する弾性波をAEセンサで検出する。
【0066】
一定の回転速度で前記磁気ディスクを回転させた後、徐々に前記磁気ディスクの回転速度を減少させ、前記グライドスライダーの浮上高さを減少させる。そして、前記AEセンサのフィルターを通した出力が一定の値以上となったとき(例えば、グライドスライダーの浮上高さの微小突起が磁気記録媒体上にあり、グライドスライダーが微小突起に衝突したときなど)のグライドスライダーの浮上高さをグライドハイトとする。
【0067】
なお、グライドスライダーの浮上高さは磁気ディスクの回転速度から算出する。
【0068】
サーティファイテストは磁気ディスクの磁気記録膜等の欠陥(信号品質)を評価するテストである。サーティファイテスト用磁気ヘッドをヘッドスライダに設けたテストヘッドを用いて、磁気ディスク装置の磁気ヘッドと磁気ディスクの関係を再現させ、磁気ディスクのトラック毎に、信号の書込み、再生、消去、再々生等を行い評価する。具体的にはMP(Missing Pulse)エラーの有無について評価を行う。
【0069】
ここで、MPエラーとは、磁気記録媒体の膜内部の異物、記録膜の欠損、主平面の微小うねり(大きさ、面内の均一性)などの理由でヘッドの浮上高さや浮上姿勢が不安定となった場合等に、トラックの一部に、テストヘッドの平均再生電圧に対して一定のスライスレベル未満の再生信号を生じるものである。MPエラーは磁気ディスクの適正な信号処理を不能にする。
【0070】
後述する本発明の実施例においては、MPエラーが発生しなかった磁気記録媒体をA判定(合格品)とし、磁気記録媒体を100枚評価したときのA判定率(検査合格率)を求めて評価した。
【0071】
本発明の磁気記録媒体は、グライドハイトテストにより測定されたグライドハイトが2.5nm以下であることが好ましく、2.0nm以下であることがより好ましく、1.8nm以下であることが特に好ましい。
【0072】
さらに、サーティファイテストによってMP評価のA判定率が50%以上であることが好ましく、55%以上であることがより好ましい。
【0073】
以上説明した手順により本発明の磁気記録媒体用ガラス基板を用いて作製した磁気記録媒体(磁気ディスク)は、ガラス基板の主平面の全面における微小うねりが所定の範囲にあるため、磁気ディスクと磁気ヘッドとの間の距離を従来よりも小さくすることができる。また、磁気ディスクと磁気ヘッドとの間の距離が安定するため、磁気ノイズの発生を抑制し、記録の読み書き精度、記録密度を従来よりも高めることが可能になる。
【実施例】
【0074】
以下に具体的な実施例を挙げて説明するが、本発明はこれらの実施例に限定されるものではない。
【0075】
まず、以下の実施例、比較例における、磁気記録媒体用ガラス基板の評価方法、及び、ガラス基板表面に磁性層などの薄膜を成膜した磁気記録媒体の評価方法、について説明する。
【0076】
(1)微小うねり(nWq)
微小うねり(二乗平均平方根うねり)は走査型干渉顕微鏡(Zygo社製、ZeMapper)を用いて測定した。微小うねりの測定領域は、磁気記録媒体用ガラス基板の記録再生領域を含むように主平面の全面とした。測定は、磁気記録媒体用ガラス基板の一方の主平面を、30μm角の格子状に分割した各評価領域について個々に実施した。測定により得られたうねり情報から0.2μm〜1.8μmの波長成分以外をフィルタリングし、0.2μm〜1.8μmの周期(波長)を有する微小うねりを得た。
【0077】
なお、本実施例では、磁気ヘッドのサイズが微小化するに従い、主平面の微小うねりもより小さい周期のうねり成分がMPエラーの発生に影響を及ぼすと考え、上記のように0.2μm〜1.8μmの周期を有する微小うねりを評価した。
【0078】
また、隣接する評価領域における微小うねりの変化率は、例えば、図1における評価領域(a)の微小うねりをnWq(a)とし、それに隣接する評価領域(b)の微小うねりをnWq(b)とした場合に、以下の計算式により算出した。
(微小うねりの変化率)=100×|nWq(a)−nWq(b)|/nWq(a)
【0079】
(2)グライドハイトテスト
磁気記録媒体をグライドハイトテスト試験装置にセットし、磁気記録媒体を一定の回転速度で回転させた後、徐々に磁気記録媒体の回転速度を減少させ、グライドスライダーの浮上高さを減少させる。AEセンサの出力が一定の値以上となったときのグライドスライダー高さをグライドハイトとした。
【0080】
(3)サーティファイテスト
本実施例では、100枚の磁気記録媒体についてMP(Missing Pulse)エラーの評価を実施した。MPエラーの発生数が0である磁気記録媒体をA判定とし、A判定の磁気記録媒体の枚数をカウントし、A判定率を求めた。
【0081】
次に、本実施例、比較例における磁気記録媒体用ガラス基板、磁気記録媒体の製造方法について説明する。
【0082】
磁気記録媒体用ガラス基板は、以下の手順で作製した。
【0083】
外径65mm、内径20mm、板厚0.635mmの磁気記録媒体用ガラス基板が得られるように、フロート法で成形されたSiO2を主成分とするガラス基板を中央部に円孔を有する円盤形状ガラス基板に加工した。
【0084】
この円盤形状ガラス基板の内周端面と外周端面を、面取り幅0.15mm、面取り角度45°の磁気記録媒体用ガラス基板が得られるように面取り加工した(内周面取り工程、外周面取り工程)。
【0085】
面取り加工後、アルミナ砥粒を用いてガラス基板上下主平面をラッピング加工し、砥粒を洗浄除去した。
【0086】
次に、磁気記録媒体用ガラス基板の外周側面部と外周面取り部を、研磨ブラシと酸化セリウム砥粒を含有する研磨液を用いて研磨し、外周側面と外周面取り部の加工変質層(傷など)を除去し、鏡面となるように外周端面を研磨加工した(外周端面研磨工程)。
【0087】
外周端面研磨後、磁気記録媒体用ガラス基板の内周側面部と内周面取り部を研磨ブラシと酸化セリウム砥粒を含有する研磨液用いて研磨し、内周側面部と内周面取り部の加工変質層(傷など)を除去し、鏡面となるように内周端面を研磨加工した(内周端面研磨工程)。内周端面研磨したガラス基板は、砥粒を洗浄除去する。
【0088】
ガラス基板の端面を加工した後、ダイヤモンド砥粒を含有する固定粒工具と研削液を用いて、ガラス基板上下主平面をラッピング加工し、洗浄した。
【0089】
次に、研磨具として硬質ウレタン製の研磨パッドと酸化セリウム砥粒を含有する研磨液(平均粒子直径、以下、平均粒径と略す、約1.3μmの酸化セリウムを含有する研磨液組成物)を用いて、22B型両面研磨装置(スピードファム社製、製品名:DSM22B−6PV−4MH)により上下主平面を研磨量が20μmとなるようにガラス基板を1次研磨し、酸化セリウムを洗浄除去した。なお、1ロットで216枚のガラス基板を同時に研磨した。
【0090】
1次研磨後のガラス基板は、研磨具として軟質ウレタン製の研磨パッドと、上記の酸化セリウム砥粒よりも平均粒径が小さい酸化セリウム砥粒を含有する研磨液(平均粒径約0.5μmの酸化セリウムを主成分とする研磨液組成物)を用いて、22B型両面研磨装置により上下主平面を研磨量が5μmとなるように2次研磨し、酸化セリウムを洗浄除去した。
【0091】
2次研磨後のガラス基板は、3次研磨を行う。3次研磨は研磨具として軟質ウレタン製の研磨パッドと、コロイダルシリカを含有する研磨液(コロイダルシリカを主成分とする研磨液組成物)を用いて、22B型両面研磨装置により上下主平面を研磨量が1μmとなるように研磨加工した。
【0092】
3次研磨を行う際の研磨圧力、研磨パッドの研磨面に現れた気孔(開孔)の開口径の平均値、標準偏差は、後述する例1〜10に記載した。
【0093】
研磨面の開口径の平均値は、研磨定盤に装着した研磨パッドの外周端から5cmの領域及び10cmの領域、研磨パッドの中央領域部、研磨パッドの内周端から10cmの領域、5cmの領域の計5箇所について、マイクロスコープ(Keyence社、デジタルマイクロスコープ VHX−900)を用いて撮像し、観察視野にある全ての開孔の開口径から平均値と分散値(標準偏差)を算出した。
【0094】
3次研磨したガラス基板は、スクラブ洗浄、洗剤溶液に浸漬した状態での超音波洗浄、純水に浸漬した状態での超音波洗浄、を順次行い(精密洗浄)、イソプロピルアルコール蒸気にて乾燥した。
【0095】
以上の手順により得られた磁気記録媒体用ガラス基板の主平面について、上述の方法により微小うねりを評価した。
【0096】
また、以上の手順により得られた磁気記録媒体用ガラス基板の表面に、以下の手順により磁性層を有する多層膜を成膜して磁気記録媒体とし、グライドハイトテスト、サーティファイテスト(MP評価)を行った。
【0097】
磁気記録媒体用ガラス基板の表面に磁性層を有する多層膜の形成は、以下の手順で実施した。
【0098】
成膜前洗浄を行った磁気記録媒体用ガラス基板の表面に、インライン型スパッタリング装置を用いて、軟磁性下地層としてNiFe層、非磁性中間層としてRu層、垂直磁気記録層としてCoCrPtSiO2のグラニュラ構造層を、順次積層した。次に、CVD法にてダイヤモンドライクカーボン膜を保護層として形成した。その後、ディップ法によってパーフルオロポリエーテルを有する潤滑膜を形成した。
【0099】
主平面の仕上げ研磨(3次研磨)の加工条件を、以下の例1〜例10に記載した。例1〜6は実施例、例7〜例10は比較例である。
【0100】
例1〜例10の加工条件で加工した磁気記録媒体用ガラス基板の主平面全面における、隣接する評価領域との微小うねりの変化率の最大値(%)、微小うねり(nWq)の平均値(nm)と標準偏差(nm)、を表1に示した。また、磁気記録媒体のグライドハイト(nm)、MP評価のA判定率(%)についても表1に示した。
(例1)
上記した手順によって、主平面研磨の2次研磨まで施した磁気記録媒体用ガラス基板を、主平面の仕上げ研磨(3次研磨工程)において、研磨面の開孔の開口径の平均値が5μm、標準偏差が2μmの軟質ウレタン製研磨パッドを用い、メインの研磨圧力を8kPaとして研磨した。
上述したように、主平面研磨後のガラス基板に精密洗浄を施し、磁気記録媒体用ガラス基板を得た。
また、磁気記録媒体用ガラス基板の表面に磁性層を有する多層膜を成膜して磁気記録媒体とし、グライドハイトテスト、MP評価を行った。
(例2)
主平面研磨の仕上げ研磨(3次研磨工程)において、研磨圧力を10kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
(例3)
主平面研磨の仕上げ研磨(3次研磨工程)において、研磨圧力を12kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
(例4)
主平面研磨の仕上げ研磨(3次研磨工程)において、開口径の平均値が8μm、標準偏差が2μmの軟質ウレタン製研磨パッドを用い、研磨圧力を8kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
(例5)
主平面研磨の仕上げ研磨(3次研磨工程)において、開口径の平均値が8μm、標準偏差が2μmの軟質ウレタン製研磨パッドを用い、研磨圧力を10kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
(例6)
主平面研磨の仕上げ研磨(3次研磨工程)において、開口径の平均値が8μm、標準偏差が2μmの軟質ウレタン製研磨パッドを用い、研磨圧力を12kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
(例7)
主平面研磨の仕上げ研磨(3次研磨工程)において、開口径の平均値が12μm、標準偏差が3μmの軟質ウレタン製研磨パッドを用い、研磨圧力を10kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
(例8)
主平面研磨の仕上げ研磨(3次研磨工程)において、開口径の平均値が20μm、標準偏差が5μmの軟質ウレタン製研磨パッドを用い、研磨圧力を10kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
(例9)
主平面研磨の仕上げ研磨(3次研磨工程)において、開口径の平均値が20μm、標準偏差が8μmの軟質ウレタン製の研磨パッドを用い、研磨圧力を10kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
(例10)
主平面研磨の仕上げ研磨(3次研磨工程)において、開口径の平均値が40μm、標準偏差が10μmの軟質ウレタン製の研磨パッドを用い、研磨圧力を10kPaとした以外は例1と同様の方法により磁気記録媒体用ガラス基板及び磁気記録媒体(磁気ディスク)を製造した。得られた磁気記録媒体用ガラス基板、磁気記録媒体について評価を行った。結果を表1に示す。
【0101】
表1の結果より、本発明の規定を満たす例1〜6の磁気記録媒体用ガラス基板を用いて作製した磁気記録媒体はいずれもグライドハイトが2.0nm以下と小さくなっており、磁気ヘッドと磁気記録媒体との間隔を小さくできることがわかる。
【0102】
また、MP評価のA判定率も約60%以上となっており、本発明の規定を満たさない例7〜10の磁気記録媒体と比較して、極めて高い値になっていることがわかる。
【0103】
これは、例1〜6の磁気記録媒体用ガラス基板を用いた磁気記録媒体においては、磁気ディスクと磁気ヘッドとの間の距離が安定するため、磁気ノイズの発生が抑制され、記録の読み書き精度の向上、記録密度を高めることができたためと考えられる。
【0104】
【表1】
【特許請求の範囲】
【請求項1】
一対の主平面と、外周端面と、内周端面と、を有する磁気記録媒体用ガラス基板であって、
少なくとも一方の主平面は、主平面の全面に設定される格子状の各評価領域で微小うねり(nWq)を測定したとき、
一の評価領域と、これに隣接する評価領域との間における微小うねりの変化量の絶対値(ΔnWq)は、前記一の評価領域の微小うねりに対する比率(変化率)が10%以下であることを特徴とする磁気記録媒体用ガラス基板。
【請求項2】
前記格子状の各評価領域で測定した微小うねり(nWq)の平均値は0.080nm以下である請求項1に記載の磁気記録媒体用ガラス基板。
【請求項3】
前記格子状の各評価領域で測定した微小うねり(nWq)の標準偏差は0.0060nm以下である請求項1または2に記載の磁気記録媒体用ガラス基板。
【請求項4】
請求項1乃至3いずれか一項に記載された磁気記録媒体用ガラス基板を用いた磁気記録媒体。
【請求項1】
一対の主平面と、外周端面と、内周端面と、を有する磁気記録媒体用ガラス基板であって、
少なくとも一方の主平面は、主平面の全面に設定される格子状の各評価領域で微小うねり(nWq)を測定したとき、
一の評価領域と、これに隣接する評価領域との間における微小うねりの変化量の絶対値(ΔnWq)は、前記一の評価領域の微小うねりに対する比率(変化率)が10%以下であることを特徴とする磁気記録媒体用ガラス基板。
【請求項2】
前記格子状の各評価領域で測定した微小うねり(nWq)の平均値は0.080nm以下である請求項1に記載の磁気記録媒体用ガラス基板。
【請求項3】
前記格子状の各評価領域で測定した微小うねり(nWq)の標準偏差は0.0060nm以下である請求項1または2に記載の磁気記録媒体用ガラス基板。
【請求項4】
請求項1乃至3いずれか一項に記載された磁気記録媒体用ガラス基板を用いた磁気記録媒体。
【図1】

【公開番号】特開2013−89264(P2013−89264A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−226946(P2011−226946)
【出願日】平成23年10月14日(2011.10.14)
【特許番号】特許第4977795号(P4977795)
【特許公報発行日】平成24年7月18日(2012.7.18)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月14日(2011.10.14)
【特許番号】特許第4977795号(P4977795)
【特許公報発行日】平成24年7月18日(2012.7.18)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
[ Back to top ]