
磁気記録媒体用ガラス基板及び磁気記録媒体
【課題】磁気ディスクの読取不良及び書込不良の発生を抑制した、磁気ディスク用ガラス基板を提供すること。
【解決手段】一対の主表面と、外周端面と、内周端面と、を有する磁気記録媒体用ガラス基板であって、前記磁気記録媒体用ガラス基板の全表面に存在するセリウム量が0.020ng/mm2以下である磁気記録媒体用ガラス基板。
【解決手段】一対の主表面と、外周端面と、内周端面と、を有する磁気記録媒体用ガラス基板であって、前記磁気記録媒体用ガラス基板の全表面に存在するセリウム量が0.020ng/mm2以下である磁気記録媒体用ガラス基板。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は磁気記録媒体用ガラス基板及び磁気記録媒体に関する。
【背景技術】
【0002】
磁気ディスク装置等に使用される円盤形状の磁気ディスク(以下、磁気記録媒体とも称す。)は、主に、アルミニウム合金基板が使用されてきた。しかしながら、近年、高密度記録化の要求に伴い、アルミニウム合金基板に比べて硬く、記録ヘッドによる基板表面への耐衝撃性に優れ、平坦性や平滑性に優れるガラス基板が主流となってきている。
【0003】
磁気ディスクは、磁気記録媒体用ガラス基板上に、少なくとも磁性層を形成してなる。磁気ディスクの製造工程において、磁気記録媒体用ガラス基板の主表面上に異物が存在する場合、この異物が原因となり、磁気ディスクの読取不良及び書込不良を引き起こすことがある。
【0004】
そこで、特許文献1では、磁気ディスク用ガラス基板の主表面において、0.1μm〜0.6μmの大きさ、かつ、0.5nm〜2nmの深さとして検出された欠陥が、24cm2当たり10個未満のガラス基板が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−108592
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1のガラス基板のように、ガラス基板主表面に付着した異物が少ない基板であっても、磁性膜等成膜前の洗浄工程において主表面の異物量が増加し、磁気ディスクの読取不良及び書込不良が発生する問題があった。
【0007】
そこで、本発明は、磁気ディスクの読取不良及び書込不良の発生を抑制した、磁気ディスク用ガラス基板を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、
一対の主表面と、外周端面と、内周端面と、を有する磁気記録媒体用ガラス基板であって、
前記磁気記録媒体用ガラス基板の全表面に存在するセリウム量は0.020ng/mm2以下である磁気記録媒体用ガラス基板を提供する。
【発明の効果】
【0009】
本発明によれば、磁気ディスクの読取不良及び書込不良の発生を抑制した、磁気ディスク用ガラス基板を提供できる。
【図面の簡単な説明】
【0010】
【図1】図1は、本発明のガラス基板の製造方法に係る、磁気記録媒体用ガラス基板の構成を説明するための、斜視断面図である。
【図2】図2は、主表面研磨工程で使用できる、両面研磨装置の一例の模式的な縦断面図である。
【発明を実施するための形態】
【0011】
以下、本発明に係る実施形態を、図面を参照しながら説明する。
【0012】
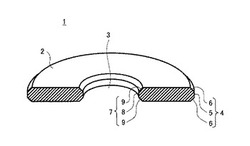
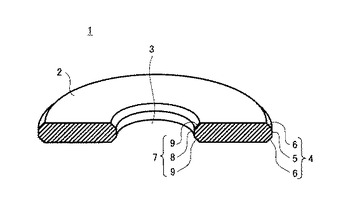
まず、磁気記録媒体用ガラス基板の構成を説明する。図1に、ガラス基板の構成を説明するための、斜視断面図の例を示す。図1において、磁気記録媒体用ガラス基板1は、主表面2の中心に円形孔3を有する円盤形状を呈している。磁気記録媒体用ガラス基板1の外周側の側面は外周端面4であり、円形孔3の側面は内周端面7である。外周端面4は、主表面2に対して略90度の角度を有する外周側面部5と、主表面2と外周側面部5とに接する外周面取り部6を含む。また、内周端面7は、主表面2に対して略90度の角度を有する内周側面部8と、主表面2と内周側面部8とに接する内周面取り部9を含む。
【0013】
このとき、磁気記録媒体用ガラス基板の主表面、内周端面及び外周端面(以降、磁気記録媒体用ガラス基板の全表面と呼ぶことがある)に存在するセリウム(Ce)量は、0.020ng/mm2以下である。このとき、ガラス基板の主表面のみならず、ガラス基板の全表面に存在するセリウム量を、0.020ng/mm2以下とすることが重要である。後に詳細に説明する、ガラス基板の端面研磨工程などにおいてガラス基板の端面(内周端面及び外周端面)に付着した酸化セリウムなどの異物は、磁気ディスク製造工程の洗浄工程(例えば、成膜工程前の洗浄工程)などにおいて、磁気記録媒体用ガラス基板の主表面に回りこみ、磁気記録媒体用ガラス基板の主表面に再付着することがある。しかしながら、磁気記録媒体用ガラス基板の全表面に存在するセリウム量を、0.020ng/mm2以下とすることにより、この主表面へのセリウムの回りこみや再付着を低減することができ、磁気ディスクの読取不良及び書込不良を防ぐことができる。磁気記録媒体用ガラス基板の全表面に存在するセリウム(Ce)量は、0.002ng/mm2以下がより好ましい。なお、磁気記録媒体用ガラス基板の全表面に存在するセリウム量は、例えば、ICP−MSなどを用いて、測定できる。
【0014】
また、本発明の磁気記録媒体用ガラス基板の外周端面は、長径1.0μm以上の異物の付着数が、1.5個/mm2以下であることが好ましい。外周端面に付着する、長径が1.0um以上の異物を、1.5個/mm2以下とすることで、磁気ディスクの読取不良及び書込不良を防ぐことができ、より信頼性の高い磁気ディスクを製造できる。
【0015】
なお、本発明において外周端面に付着する異物には、砥粒(例えば、酸化セリウム、酸化ジルコニウム、ジルコン、酸化アルミニウム、酸化ケイ素など)、ガラス屑(カレット)、金属(例えば、ステンレス、鉄など)、有機物(例えば、カセット等の樹脂、繊維、皮膚、バクテリア、など)などが含まれる。
【0016】
また、磁気記録媒体用ガラス基板の外周端面は、1.0個/mm2以下であることがより好ましく、0.7個/mm2以下であることがさらに好ましい。
【0017】
さらに、本発明の磁気記録媒体用ガラス基板の外周端面は、長径が0.5μm以上の異物の個数が6.0個/mm2以下であることが好ましく、3.0個/mm2以下がより好ましく、1.8個/mm2以下がさらに好ましい。
【0018】
磁気記録媒体用ガラス基板の外周端面に付着した異物は、例えば、分析用のカーボンテープなどを用いて外周端面から捕集できる。その後、カーボンテープの表面に補足された異物を走査型電子顕微鏡(SEM)で観察することにより、異物の長径の測定と異物の個数をカウントすることができる。
【0019】
本発明の磁気記録媒体用ガラス基板に係る、上述のセリウム量及び異物の個数は、単位面積あたりの量(又は個数)で規定しているため、磁気記録媒体用ガラス基板のサイズには依存しない。そのため、本実施の形態では、研磨後の磁気記録媒体用ガラス基板のサイズが、外径65mm、内径20mm、厚さ0.6mmとなるように、ガラス素基板を後述する形状付与工程により加工したが、本発明はこの点において限定されない。なお、外径65mm、内径20mm、厚さ0.6mmである磁気記録媒体用ガラス基板は、両主表面:6008.2mm2、外周側面部:68.4mm2、外周面取り部:86.4mm2、内周側面部:21.0mm2、内周面取り部:26.8mm2であった。
【0020】
[磁気記録媒体用ガラス基板の製造方法]
以下、本発明の磁気記録媒体用ガラス基板の製造方法について説明する。
【0021】
本発明の磁気記録媒体用ガラス基板の製造方法は、ガラス基板の全表面に存在するCe量が、0.020ng/mm2以下であれば、特に制限されない。
【0022】
一例を挙げると、一般的に、磁気記録媒体用ガラス基板は、
(1)ガラス素基板を、中央部に円形孔を有する円盤形状に加工した後、内周側面と外周側面を面取り加工する形状付与工程、
(2)ガラス基板の外周端面を研磨する外周端面研磨工程、
(3)ガラス基板の内周端面を研磨する。内周端面研磨工程、
(4)ガラス基板の上下両主表面を研磨する主表面研磨工程、
(5)ガラス基板を精密洗浄して乾燥する洗浄工程、
等の工程により製造される。
【0023】
(2)外周端面研磨工程と(3)内周端面研磨工程とは、どちらの工程を先に実施しても良い。また、(2)及び(3)の端面研磨工程の前後のうち少なくとも一方で、主表面のラップ(例えば、遊離砥粒ラップ、固定砥粒ラップなど)を実施しても良く、各工程間にガラス基板の洗浄(工程間洗浄)やガラス基板表面のエッチング(工程間エッチング)を実施しても良い。なお、ここで言う主表面のラップは、広義の主表面の研磨である。また、研磨工程は、1次研磨のみでも良く、1次研磨と2次研磨を行っても良く、2次研磨の後に3次研磨を行っても良い。
【0024】
本発明において、磁気記録媒体用ガラス基板は、アモルファスガラスでも良く、結晶化ガラスでも良く、ガラス基板の表層に強化層を有する強化ガラス(例えば、化学強化ガラス)でも良い。一例を挙げると、磁気記録媒体用ガラス基板に高い機械的強度が求められる場合、ガラス基板の表層に強化層を形成する強化工程(例えば、化学強化工程)を実施する。強化工程は、最初の研磨工程前、最後の研磨工程後、又は各研磨工程間のいずれで実施しても良い。また、本発明のガラス基板のガラス素基板は、フロート法、フュージョン法、リドロー法、プレス成形法などの方法により作製されるが、本発明はこの点で限定されない。
【0025】
下記に、上述の磁気記録媒体用ガラス基板の各製造工程について、一例を挙げるが、本発明はこれに限定されない。
【0026】
《(1)形状付与工程》
形状付与工程では、ガラス素基板を、中央部に円形孔を有する円盤形状に加工した後、内周側面と外周側面を面取り加工する。形状付与工程における、内周及び外周側面部の面取り加工は、一般にダイヤモンド砥粒を固定した砥石を用いて行う。その際、側面部と面取り部に加工変質層(キズ等)を発生させる。そのため、後述する端面研磨工程では、ガラス基板の外周端面及び内周端面の加工変質層を除去し、鏡面となるように加工する。ガラス基板の側面部と面取り部に残留した加工変質層は、ガラス基板の機械的強度の低下や、ガラス基板主表面の異物欠陥増加などの問題の原因となり、磁気ディスクとしたときに不具合を発生させる。そのため、後述する端面研磨工程において、加工変質層を確実に除去する必要がある。
【0027】
《(2)外周端面研磨工程》
磁気記録媒体用ガラス基板の外周端面の研磨では、通常、複数の円盤形状ガラス基板を、円形孔(径方向)の位置をあわせて重ね合わせて、ガラス基板積層体を形成する。円盤形状ガラス基板の重ね合わせ枚数は、特に制限はなく、例えば、100枚、200枚、300枚のガラス基板を重ね合わせてガラス基板積層体を形成できる。一般的には、重ね合わせるガラス基板の枚数を多くすることで、多くのガラス基板を同時に研磨できるため、経済性及び効率性の面より好ましい。
【0028】
この時、隣り合う円盤形状ガラス基板の間には、例えば、スペーサなどを挿入する。スペーサを挿入することで、主表面と外周面取り部との間の境界部に、ブラシ毛や研磨液が届きやすくなるため、外周端面をより均一に研磨できる。また、ガラス基板の主表面への加傷を防止できる。通常、ガラス基板積層体において、スペーサの円形孔及びガラス基板の円形孔の中心は、同一の中心軸を有し、この中心軸は、ガラス基板の主表面に直交する方向に延びる。なお、スペーサの材質としては、特に限定されず、樹脂製スペーサ(例えば、ゴム、プラスチックなど)、金属製スペーサ(例えば、アルミニウム合金、ステンレス鋼など)などを使用できる。
【0029】
スペーサの外径は、ガラス基板の主表面と外周面取り部との境界部により形成される径よりも若干小さくする。これにより、外周面取り部の全面を均一に研磨できる。スペーサの円形孔の内径は、ガラス基板の内周側面部により形成される径と同一であることが好ましい。
【0030】
複数枚積層したガラス基板積層体は、支持治具などにより保持され、公知の端面研磨装置の保持部に設置される。その後、端面研磨ブラシのブラシ毛を、ガラス基板の外周側面部と外周面取り部に、当接させる。次に、ガラス基板の外周側面部と外周面取り部に、砥粒を含む研磨液を供給する。この状態で、ガラス基板積層体と端面研磨ブラシとを反対方向に回転させて、研磨を進行させる。
【0031】
この時、例えば、1〜8mm程度、端面研磨ブラシをガラス基板積層体に対して押し当てても良い。また、端面研磨ブラシは、端面研磨ブラシの軸方向に往復運動させて研磨を行っても良い。なお、端面研磨ブラシを往復運動させる場合における往復距離は、特に制限されないが、通常、ガラス基板積層体の積層方向の長さに対して15%以上である。
【0032】
《(3)内周端面研磨工程》
磁気記録媒体用ガラス基板の内周端面の研磨においても、通常、複数の円盤形状ガラス基板を、円形孔の位置をあわせて重ね合わせて、ガラス基板積層体を形成する。このとき、上述の外周端面研磨工程と同様、隣り合う円盤形状ガラス基板の間には、スペーサを挿入しても良い。また、スペーサの材質、円盤形状ガラス基板の重ね合わせ枚数などは、上述の外周端面研磨工程と同様とすることができる。
【0033】
スペーサの円形孔の内径は、ガラス基板の主表面と内周面取り部との境界部により形成される径よりも若干大きくする。これにより、内周面取り部の全面を均一に研磨できる。スペーサの外径は、ガラス基板の内周側面部により形成される径より小さいことが好ましい。
【0034】
複数枚積層したガラス基板積層体は、公知の内周端面研磨装置のガラス基板積層体を保持する保持部に設置される。その後、ガラス基板積層体の中央部に形成された円形孔に、端面研磨ブラシを挿入して、ガラス基板の内周側面部と、内周面取り部にブラシ毛を当接させる。次に、ガラス基板の内周側面部と内周面取り部に、砥粒を含む研磨液を供給する。この状態で、ガラス基板積層体と端面研磨ブラシとを反対方向に回転させて研磨を進行させる。
【0035】
この時、例えば、1.5〜2.0mm程度、端面研磨ブラシをガラス基板積層体に対して押し当てても良い。また、端面研磨ブラシは、端面研磨ブラシの軸方向に往復運動させて研磨を行っても良い。なお、端面研磨ブラシを往復運動させる場合における往復距離は、ガラス基板積層体の積層方向の長さに対して15%以上であることが好ましい。端面研磨ブラシの往復運動させる距離が、ガラス基板積層体の積層方向の長さに対して15%未満の場合、研磨ブラシの軸方向での特性のバラツキに起因して、ガラス基板積層体内の研磨量のばらつきが発生することがある。
【0036】
内周端面研磨と外周端面研磨を行ったガラス基板は、砥粒を洗浄除去される。
【0037】
《(4)主表面研磨工程》
主表面研磨工程では、例えば、研磨具として硬質ウレタンパッドと酸化セリウム砥粒を含有した研磨液を用いて、両面研磨装置により上下主表面の研磨加工を行う。また、例えば、研磨具として軟質ウレタンパッド(又はスウェード研磨パッド)と酸化セリウム砥粒(前記酸化セリウム砥粒よりも平均粒径が小さい酸化セリウム砥粒を用いても良い)を含有した研磨液を用いて、両面研磨装置により上下主表面の研磨加工を行っても良い。さらに、研磨具として軟質ウレタンパッド(又はスウェード研磨パッド)と、1次粒子の平均粒径が20〜30nm程度のコロイダルシリカを主成分とする研磨液組成物等を用いて、両面研磨装置により上下主表面の仕上げ研磨加工を行う。
【0038】
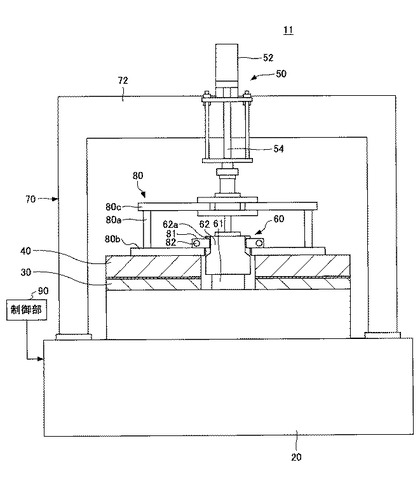
図2に、主表面研磨工程で使用できる、両面研磨装置の一例の模式的な縦断面図を示す。図2に示されるように、両面研磨装置11は、複数のガラス基板の両主表面を同時に研磨するように構成されている。両面研磨装置11は、基台20と、下定盤30と、上定盤40と、昇降機構50と、回転伝達機構60とを有する。基台20の上部には、下定盤30が回転可能に支持されており、基台20の内部には、後述する駆動部としての上定盤40等を回転駆動する駆動モーターが取り付けられている。
【0039】
下定盤30は、図示しないキャリヤに保持された複数のガラス基板の下面を研磨する下側研磨パッドを有する。また、上定盤40は、下定盤30の上方に対向配置され複数のガラス基板の上面を研磨する上側研磨パッドを有する。
【0040】
昇降機構50は、基台20の上方に起立する門型のフレーム70により支持されており、キャリヤ交換時に上定盤40を昇降させる昇降用シリンダ装置52を有する。昇降用シリンダ装置52は、フレーム70の梁72の中央に垂下方向に伸縮動作するように取り付けられている。昇降用シリンダ装置52のピストンロッド54は、下方に延在している。
【0041】
ピストンロッド54の下側先端部には、吊下部材80の中央部が結合されている。吊下部材80は、上定盤40を吊下するように取り付けられている。吊下部材80は、上下方向に延在する複数の支柱80aと、支柱80aの下端部に固定された円環状取付部材80bと、支柱80aの上端部に固定された板状取付部材80cとを備える。円環状取付部材80bの下面に、上定盤40の上面が固定されている。したがって、昇降用シリンダ装置52のピストンロッド54が上方向または下方向に駆動されると、ピストンロッド54と吊下部材80を介して連結された上定盤40も同時に駆動されて上昇または降下する。
【0042】
回転伝達機構60は、上定盤40の駆動モーターのモーター駆動軸61の上端に円筒形状に形成された結合部62を有する。また、回転伝達機構60は、上定盤40の中心孔を貫通する結合部62の上側側面に形成されたキー溝(凹部)62aに嵌合可能なキー(爪)81を有する。上定盤40の内周側に突出するキー81は、支軸82を揺動中心として、支軸82によって円環状取付部材80bに揺動可能に取り付けられている。
【0043】
両面研磨装置11は、上定盤40、昇降機構50、回転伝達機構60を制御する制御部90を有する。制御部90は、CPU等の演算処理装置を備え、演算処理装置により処理される所定のプログラムに従って、ガラス基板の主表面を研磨できる。
【0044】
なお、上述の通り、研磨工程は、1次研磨のみでも良く、1次研磨と2次研磨を行っても良く、2次研磨の後に3次研磨を行っても良い。例えば、3次研磨まで主表面の研磨を行う場合、各研磨工程の間には、通常、洗浄工程を設ける。各研磨工程の間の洗浄工程では、ガラス基板の端面(内周端面及び外周端面)に付着する酸化セリウムなどの異物を低減するよう、十分に洗浄することが好ましい。
【0045】
具体的には、例えば、アスコルビン酸0.25質量%+水を含む洗浄液や、組成が硫酸73.7質量%+過酸化水素4.3質量%+水であり、温度が75℃〜85℃の濃硫酸を用いて、洗浄することが好ましい。
【0046】
酸化セリウムなどの異物を低減するよう十分に洗浄することにより、磁性膜成膜前の洗浄工程において酸化セリウムなどの異物が主表面に回りこみ、再付着することを防ぐことができ、磁気ディスクの読取不良及び書込不良を防ぐことができる。
【0047】
《研磨液》
ガラス基板の研磨時における、研磨液としては、特に制限されない。一例を挙げると、下記で挙げる砥粒を、水又は水溶性有機溶媒に、分散させて得る。研磨液には、必要に応じて、分散剤、pH調整剤、粘度調整剤、キレート化剤などを添加できる。
【0048】
研磨液に含まれる砥粒としては、特に限定されず、例えば、酸化セリウムなどの希土類酸化物、酸化ジルコニウム、酸化アルミニウム、酸化マグネシウム、酸化ケイ素、炭化ケイ素、酸化マンガン、酸化鉄、ダイヤモンド、窒化ホウ素及びジルコンなどの砥粒を含む研磨液を使用できる。
【0049】
上述した砥粒の中でも、1次研磨では、酸化セリウム、酸化ジルコニウム、ジルコン、酸化ケイ素、酸化アルミニウムを含む砥粒を使用することが好ましい。これらの砥粒は、1種類を単独で使用しても良く、2種類以上を併用して使用しても良い。砥粒の平均粒子直径(D50)としては、特に限定されず、通常0.5μm〜5μmであり、好ましくは0.5μm〜2μmであり、より好ましくは0.7μm〜1.5μmである。
【0050】
また、仕上げ研磨加工では、酸化ケイ素を含む砥粒を使用することが好ましい。砥粒の1次粒子の平均粒子直径(D50)としては、特に限定されず、通常3nm〜100nmであり、好ましくは3nm〜60nmであり、より好ましくは3nm〜40nmである。
【0051】
《(5)洗浄工程》
洗浄工程では、仕上げ研磨後のガラス基板を、例えば、洗剤を用いたスクラブ洗浄、洗剤溶液へ浸漬した状態での超音波洗浄、純水へ浸漬した状態での超音波洗浄等を順次行い、イソプロピルアルコール等の蒸気により乾燥する。
【0052】
[磁気ディスクの製造方法]
本発明の磁気記録媒体は、例えば下記のような方法により磁気記録媒体用ガラス基板に磁性層を含む多層膜を形成させて得られる。ここでは、一例を挙げるが、本発明は下記方法に限定されない。
【0053】
磁気記録媒体は、例えば、ガラス基板の主表面上に、少なくとも磁性層(磁気記録層)、保護層、潤滑層が積層された構成になっている。このとき、磁性層の下に、付着層及び/又は下地層などのその他の層を形成しても良い。
【0054】
磁性層は、長手方向記録方式でも、垂直記録方式でも良いが、記録密度向上の点から、垂直記録方式であることが好ましい。
【0055】
垂直記録方式の場合、通常、CoNiFe、FeCoB、CoCuFe、NiFe、FeAlSi、FeTaN、FeN、FeTaC、CoFeB又はCoZrNなどの、(軟磁性)下地層を形成させる。(軟磁性)下地層を形成させることにより、磁気ヘッドからの記録磁界を還流させることができる。
【0056】
また、下地層と磁性層との間に、RuやRu合金などの非磁性中間層を形成しても良い。非磁性中間層を形成することにより、エピタキシャル成長により成膜する磁性層を、より容易に形成できる。また、軟磁性下地層及び記録用磁性層との磁気交換結合を断つことができる。
【0057】
垂直記録方式の磁性層は、磁化容易軸が基板面に対して垂直方向を向いた磁性膜であり、通常、CoPt系合金が使用される。このとき、高い固有媒体ノイズの原因となる、粒間交換結合を低減するため、十分に隔離された微粒子構造とするのが好ましい。具体的には、CoPt系合金などに、SiO2、SiO、Cr2O3、CoO、Ta2O3又はTiO2などの酸化物や、Cr、B、Cu、Ta又はZrなどの金属を添加し、CoPt系合金間を十分に隔離することが好ましい。
【0058】
軟磁性下地層、中間層及び磁性層は、上述のガラス基板の製造方法で得られたガラス基板を、精密洗浄(成膜前洗浄)して表面の粒子を除去した後、インラインスパッタ法、DCマグネトロンスパッタ法などの手法により、連続的に形成できる。
【0059】
保護層は、磁性層の腐食を防ぐために形成する。また、磁気ヘッドが磁気記録媒体に接触したときに、磁気記録媒体表面の損傷を防ぐ役割も果たす。具体的な保護層の例としては、C、ZrO2又はSiO2などを含む材料が挙げられる。保護層の形成方法としては、例えば、インラインスパッタ法、CVD法又はスピンコート法などが挙げられる。
【0060】
磁気ヘッドと磁気記録媒体との摩擦を低減するために、保護膜の表面には潤滑膜を形成する。潤滑膜の具体例としては、例えばパーフルオロポリエーテル、フッ素化アルコール又はフッ素化カルボン酸などを使用できる。潤滑膜は、ディップ法又はスプレー法などの手法により、形成できる。
【実施例】
【0061】
以下に具体的な例を挙げて本発明を更に説明するが、本発明はこれにより何ら制限されるものではない。
【0062】
フロート法で成形されたシリケートガラス板を、外径65mm、内径20mm、板厚0.6mmの磁気記録媒体用ガラス基板が得られるような、中央部に円孔を有する円盤形状ガラス基板に加工した。この円盤形状ガラス基板の内周側面と外周側面を、面取り幅0.15mm、面取り角度45°の磁気記録媒体用ガラス基板が得られるように面取り加工した。
【0063】
その後、ガラス基板の上下面のラッピングを、酸化アルミニウム砥粒を用いて行い、砥粒を洗浄除去した。
【0064】
内周側面と内周面取り部を研磨ブラシと酸化セリウム砥粒を用いて研磨し、内周側面と内周面取り部のキズを除去し、鏡面となるように加工した。次に、内周端面研磨を行ったガラス基板を、外周側面と外周面取り部を研磨ブラシと酸化セリウム砥粒を用いて研磨し、外周側面と外周面取り部のキズを除去し、鏡面となるように加工した。内周端面研磨と外周端面研磨を行ったガラス基板は、超音波洗浄により、砥粒を洗浄除去した。
【0065】
得られたガラス基板を、下記で記す例1〜例6の方法に供することにより、磁気記録媒体用ガラス基板を得た。なお、各例では、それぞれ複数枚のガラス基板を処理し、評価結果には複数のガラス基板を評価した値の平均値を記した。
【0066】
[例1]
《主表面研磨工程》
〔1次研磨工程〕
図2の両面研磨装置を使用して、ガラス基板の主表面を1次研磨した。研磨パッドとしては、発泡硬質ポリウレタン研磨パッドを用いた。研磨液としては、セリウム系研磨剤を純水に分散させた研磨液を用いた。なお、セリウム系研磨剤の平均粒径は1.2μmであった。
【0067】
1次研磨工程後のガラス基板を、純水、アルカリ洗剤の各洗浄槽に浸漬して洗浄を行った後、ガラス基板を乾燥させた。
【0068】
〔第1洗浄工程〕
1次研磨工程を終えたガラス基板を、濃硫酸を含有する洗浄液、純水の各洗浄槽に浸漬し洗浄を行った。洗浄後すぐに、ガラス基板を水中に保管し、湿潤状態のまま次の2次研磨工程へ搬送した。なお、使用した濃硫酸を含有する洗浄液は、組成が硫酸73.7質量%+過酸化水素4.3質量%+水であり、温度が75℃〜85℃であり、調製直後のものを用いた。
【0069】
〔2次研磨工程〕
両面研磨装置を使用して、ガラス基板の主表面を2次研磨した。研磨パッドとしては、スウェード研磨パッドを用いた。研磨液としては、LaOF結晶を含まないセリウム系研磨剤を純水に分散させた研磨液を用いた。なお、セリウム系研磨剤の平均粒径は0.5μmであった。
【0070】
〔第2洗浄工程〕
2次研磨工程を終えたガラス基板を、純水、洗浄液の各洗浄槽に浸漬し洗浄を行った。洗浄後すぐに、ガラス基板を水中に保管し、湿潤状態のまま次の3次研磨工程へ搬送した。なお、使用した洗浄液は、組成がアスコルビン酸0.25質量%+水であり、調製直後のものを用いた。
【0071】
〔3次研磨工程〕
両面研磨装置を使用して、ガラス基板の主表面を3次研磨した。研磨パッドとしては、スウェード研磨パッドを用いた。研磨液としては、コロイダルシリカ系研磨剤を純水に分散させた研磨液を用いた。なお、コロイダルシリカ系研磨剤の平均粒径は20nmであった。
【0072】
〔第3洗浄工程〕
3次研磨工程を終えたガラス基板を、アルカリ洗剤溶液、アルカリ性水溶液、純水の各洗浄槽に浸漬して洗浄し、イソプロピルアルコールにて蒸気乾燥を行い、例1の磁気記録媒体用ガラス基板を得た。
【0073】
[例2]
第1洗浄工程において、調製後25時間経過した濃硫酸を含有する洗浄液を使用し、第2洗浄工程において、調製後12時間経過した洗浄液を使用した以外は、実施例1と同様の方法により、実施例2の磁気記録媒体用ガラス基板を得た。
【0074】
[例3]
実施例1の〔第2洗浄工程〕を、下記の〔第2洗浄工程‐2〕に変更した以外は、実施例1と同様の方法により、実施例3の磁気記録媒体用ガラス基板を得た。
【0075】
〔第2洗浄工程‐2〕
2次研磨工程を終えたガラス基板を、純水、アルカリ洗剤溶液の各洗浄槽に浸漬し洗浄を行った。洗浄後すぐに、ガラス基板を水中に保管し、湿潤状態のまま次の3次研磨工程へ搬送した。
【0076】
[例4]
第1洗浄工程において、調製後25時間経過した濃硫酸を含有する洗浄液を使用した以外は、実施例3と同様の方法により、実施例4の磁気記録媒体用ガラス基板を得た。
【0077】
[例5]
〔1次研磨工程〕
図2の両面研磨装置を使用して、ガラス基板の主表面を1次研磨した。研磨パッドとしては、発泡硬質ポリウレタン研磨パッドを用いた。研磨液としては、セリウム系研磨剤を純水に分散させた研磨液を用いた。なお、セリウム系研磨剤の平均粒径は1.2μmであった。
【0078】
〔第1洗浄工程〕
1次研磨工程後のガラス基板を、酸性溶液、純水の各洗浄槽に浸漬して洗浄を行った後、ガラス基板を乾燥させた。なお、使用した酸性溶液は、組成がフッ化水素酸0.1質量%+硝酸0.14質量%+水の酸性溶液を用いた。
【0079】
〔2次研磨工程〕
両面研磨装置を使用して、ガラス基板の主表面を2次研磨した。研磨パッドとしては、スウェード研磨パッドを用いた。研磨液としては、LaOF結晶を含まないセリウム系研磨剤を純水に分散させた研磨液を用いた。なお、セリウム系研磨剤の平均粒径は0.5μmであった。
【0080】
〔第2洗浄工程〕
2次研磨工程を終えたガラス基板を、純水、アルカリ洗剤の各洗浄槽に浸漬し洗浄を行った。洗浄後すぐに、ガラス基板を水中に保管し、湿潤状態のまま次の3次研磨工程へ搬送した。
【0081】
〔3次研磨工程〕
両面研磨装置を使用して、ガラス基板の主表面を3次研磨した。研磨パッドとしては、スウェード研磨パッドを用いた。研磨液としては、コロイダルシリカ系研磨剤を純水に分散させた研磨液を用いた。なお、コロイダルシリカ系研磨剤の平均粒径は20nmであった。
【0082】
〔第3洗浄工程〕
3次研磨工程を終えたガラス基板を、アルカリ洗剤溶液、純水、アルカリ性水溶液の各洗浄槽に浸漬して洗浄し、イソプロピルアルコールにて蒸気乾燥を行い、例5の磁気記録媒体用ガラス基板を得た。
【0083】
[例6]
〔1次研磨工程〕
図2の両面研磨装置を使用して、ガラス基板の主表面を1次研磨した。研磨パッドとしては、発泡硬質ポリウレタン研磨パッドを用いた。研磨液としては、セリウム系研磨剤を純水に分散させた研磨液を用いた。なお、セリウム系研磨剤の平均粒径は1.2μmであった。
【0084】
〔第1洗浄工程〕
1次研磨工程後のガラス基板を、アルカリ洗剤溶液、純水の各洗浄槽に浸漬して洗浄を行った後、ガラス基板を乾燥させた。
【0085】
〔2次研磨工程〕
両面研磨装置を使用して、ガラス基板の主表面を2次研磨した。研磨パッドとしては、スウェード研磨パッドを用いた。研磨液としては、LaOF結晶を含まないセリウム系研磨剤を純水に分散させた研磨液を用いた。なお、セリウム系研磨剤の平均粒径は0.5μmであった。
【0086】
〔第2洗浄工程〕
2次研磨工程を終えたガラス基板を、純水、アルカリ洗剤溶液の各洗浄槽に浸漬し洗浄を行った。洗浄後すぐに、ガラス基板を水中に保管し、湿潤状態のまま次の3次研磨工程へ搬送した。
【0087】
〔3次研磨工程〕
両面研磨装置を使用して、ガラス基板の主表面を3次研磨した。研磨パッドとしては、スウェード研磨パッドを用いた。研磨液としては、コロイダルシリカ系研磨剤を純水に分散させた研磨液を用いた。なお、コロイダルシリカ系研磨剤の平均粒径は20nmであった。
【0088】
〔第3洗浄工程〕
3次研磨工程を終えたガラス基板を、アルカリ洗剤溶液、アルカリ性水溶液、純水の各洗浄槽に浸漬して洗浄し、イソプロピルアルコールにて蒸気乾燥を行い、例6の磁気記録媒体用ガラス基板を得た。
【0089】
《評価》
〔表面に存在するセリウム量〕
各例で得られたガラス基板を、7N HNO3と3質量%H2O2との混合液中に90℃で、2時間浸漬し、磁気記録媒体用ガラス基板の全表面に存在する異物を溶出した。得られた溶出液は、ICP−MS(パーキンエルマー社製;DRC−II)を用いて、セリウム量を計測した。得られたセリウム量は、磁気記録媒体用ガラス基板の全表面積で割り、単位面積当たりに存在するセリウム量を求めた。
【0090】
〔外周端面の付着異物の個数〕
各例で得られたガラス基板を治具で保持した。分析用両面カーボンテープ(Φ10mmカーボンテープ(クリーン仕様))を用いて、磁気記録媒体用ガラス基板の外周端面(側面部及び面取り部)を前記カーボンテープで全周タッピングして外周端面に付着した異物を捕集した。
【0091】
捕集した異物は、SEM(FEI Company製;Nova NanoSEM430)−EDX(EDAX社製;Genesis XM4+GENESIS EDX Particle/Phase Analysis Software)により、平面視により観察、分析し、長径1μm以上及び長径0.5μm以上の異物の個数を求めた。求めた異物の個数は、外周端面の面積で割り、外周端面の単位面積当たりに付着した異物の個数を求めた。なお、SEMの観察条件としては、加速電圧15kV、倍率233倍で行った。
【0092】
〔主表面の付着異物の個数〕
光学式表面検査装置(KLA−Tencor製;Candela 6100)を用いて、各例で得られたガラス基板の主表面(ガラス基板の片面、ガラス基板の半径12〜32mmの領域)の異物(サイズが0.1〜0.3μmの異物。)個数を測定した。測定した主表面の異物の個数を、評価した領域の面積で割り、主表面の単位面積当たりに付着した異物の個数を求めた。
【0093】
〔グライドハイト試験〕
各例で得られたガラス基板を、精密洗浄して表面のパーティクルを除去した後、インライン型スパッタリング装置にて、軟磁性下地層としてNiFe層、非磁性中間層としてRu層、垂直磁気記録層としてCoCrPtSiO2のグラニュラ構造層を順次積層した。その後、保護層として非晶質ダイヤモンド状カーボン膜を形成した。その後、ディップ法により、潤滑膜としてパーフルオロポリエーテル膜を形成し、磁気記録媒体を作成した。
【0094】
得られた磁気記録媒体は、グライドハイト試験に供与した。グライドハイト試験とは、ピエゾ素子又はアコースティックエミッション等のグライドハイトテスト用センサをヘッドスライダに設けたテストヘッドを用いて行う、磁気記録媒体の主平面の異常突起のチェックテストである。
【0095】
具体的には、磁気記録媒体の表面上で、ヘッドスライドの浮上面の幅に対応する多数のトラックを含む一定範囲の記録エリア毎に走査させる。このとき、一定高さ以上の異常突起が存在すると、テストヘッドのヘッドスライダに衝突し、過大振動エネルギが生じる。このエネルギをグライドハイトテスト用センサにより検出し、異常突起の存在を検出する試験である。
【0096】
本実施の形態では、得られた磁気記録媒体上を、浮上量を10nmに設定した検査用ヘッドを用いて浮上走行させ、検査用ヘッドのヒット及びクラッシュの有無を確認した。なお、評価は、複数枚の磁気記録媒体に対してグライドハイト試験を実施し、全磁気記録媒体における、試験をパスしなかった不良品の割合を不良率として算出した。
【0097】
〔サーティファイ試験〕
また、得られた磁気記録媒体に対して、サーティファイ試験を実施した。サーティファイ試験とは、磁気記録媒体の磁気記録膜等の欠陥(信号品質)をチェックする試験である。
【0098】
より具体的には、サーティファイテスト用磁気ヘッドをヘッドスライダに設けたテストヘッドを用いて、ディスクの各1本のトラック毎に、信号の書込み、読出し、消去、再読出しを行った。発生したMP(Missing Pulse)エラー、EP(Extra Pulse)エラーの発生数を検出し、欠陥の存在を検出した。
【0099】
本実施の形態では、得られた磁気記録媒体上を、浮上量を2nmに設定した検査用ヘッドを用いて、垂直記録方式による記録再生試験を行った。なお、評価は、複数枚の磁気記録媒体に対してサーティファイ試験を実施し、サーティファイ試験をパスしなかった磁気記録媒体の割合を不合格率として算出した。
【0100】
各々の評価試験の結果を表1に示す。
【0101】
【表1】

例1〜例4で得られた磁気記録媒体用ガラス基板と、例5及び例6で得られた磁気記録媒体用ガラス基板とでは、光学式表面検査装置で測定した主表面での付着異物の個数は同程度である。しかしながら、例1〜例4で得られたガラス基板は、磁気記録媒体用ガラス基板の全表面に存在するセリウム量及び外周端面に存在する(付着する)異物の個数が、例5及び例6のガラス基板と比して大幅に少ない。
【0102】
また、例1〜例4で得られた磁気記録媒体(磁気ディスク)は、グライドハイト試験及びサーティファイ試験の結果のいずれも、0.40%以下と良好であった。一方、例5及び例6で得られた磁気記録媒は、これらの試験結果も不十分であった。即ち、本発明によれば、磁気記録媒体用ガラス基板の主表面、内周端面及び外周端面に存在するセリウム(Ce)量を、0.020ng/mm2以下とすることにより、磁気ディスクの読取不良及び書込不良の発生を抑制し、高記録密度磁気記録媒体を提供できる。
【符号の説明】
【0103】
1 ガラス基板
2 主表面
3 円形孔
4 外周端面
5 外周側面部
6 外周面取り部
7 内周端面
8 内周側面部
9 内周面取り部
11 両面研磨装置
20 基台
30 下定盤
40 上定盤
50 昇降機構
60 回転伝達機構
【技術分野】
【0001】
本発明は磁気記録媒体用ガラス基板及び磁気記録媒体に関する。
【背景技術】
【0002】
磁気ディスク装置等に使用される円盤形状の磁気ディスク(以下、磁気記録媒体とも称す。)は、主に、アルミニウム合金基板が使用されてきた。しかしながら、近年、高密度記録化の要求に伴い、アルミニウム合金基板に比べて硬く、記録ヘッドによる基板表面への耐衝撃性に優れ、平坦性や平滑性に優れるガラス基板が主流となってきている。
【0003】
磁気ディスクは、磁気記録媒体用ガラス基板上に、少なくとも磁性層を形成してなる。磁気ディスクの製造工程において、磁気記録媒体用ガラス基板の主表面上に異物が存在する場合、この異物が原因となり、磁気ディスクの読取不良及び書込不良を引き起こすことがある。
【0004】
そこで、特許文献1では、磁気ディスク用ガラス基板の主表面において、0.1μm〜0.6μmの大きさ、かつ、0.5nm〜2nmの深さとして検出された欠陥が、24cm2当たり10個未満のガラス基板が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−108592
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1のガラス基板のように、ガラス基板主表面に付着した異物が少ない基板であっても、磁性膜等成膜前の洗浄工程において主表面の異物量が増加し、磁気ディスクの読取不良及び書込不良が発生する問題があった。
【0007】
そこで、本発明は、磁気ディスクの読取不良及び書込不良の発生を抑制した、磁気ディスク用ガラス基板を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、
一対の主表面と、外周端面と、内周端面と、を有する磁気記録媒体用ガラス基板であって、
前記磁気記録媒体用ガラス基板の全表面に存在するセリウム量は0.020ng/mm2以下である磁気記録媒体用ガラス基板を提供する。
【発明の効果】
【0009】
本発明によれば、磁気ディスクの読取不良及び書込不良の発生を抑制した、磁気ディスク用ガラス基板を提供できる。
【図面の簡単な説明】
【0010】
【図1】図1は、本発明のガラス基板の製造方法に係る、磁気記録媒体用ガラス基板の構成を説明するための、斜視断面図である。
【図2】図2は、主表面研磨工程で使用できる、両面研磨装置の一例の模式的な縦断面図である。
【発明を実施するための形態】
【0011】
以下、本発明に係る実施形態を、図面を参照しながら説明する。
【0012】
まず、磁気記録媒体用ガラス基板の構成を説明する。図1に、ガラス基板の構成を説明するための、斜視断面図の例を示す。図1において、磁気記録媒体用ガラス基板1は、主表面2の中心に円形孔3を有する円盤形状を呈している。磁気記録媒体用ガラス基板1の外周側の側面は外周端面4であり、円形孔3の側面は内周端面7である。外周端面4は、主表面2に対して略90度の角度を有する外周側面部5と、主表面2と外周側面部5とに接する外周面取り部6を含む。また、内周端面7は、主表面2に対して略90度の角度を有する内周側面部8と、主表面2と内周側面部8とに接する内周面取り部9を含む。
【0013】
このとき、磁気記録媒体用ガラス基板の主表面、内周端面及び外周端面(以降、磁気記録媒体用ガラス基板の全表面と呼ぶことがある)に存在するセリウム(Ce)量は、0.020ng/mm2以下である。このとき、ガラス基板の主表面のみならず、ガラス基板の全表面に存在するセリウム量を、0.020ng/mm2以下とすることが重要である。後に詳細に説明する、ガラス基板の端面研磨工程などにおいてガラス基板の端面(内周端面及び外周端面)に付着した酸化セリウムなどの異物は、磁気ディスク製造工程の洗浄工程(例えば、成膜工程前の洗浄工程)などにおいて、磁気記録媒体用ガラス基板の主表面に回りこみ、磁気記録媒体用ガラス基板の主表面に再付着することがある。しかしながら、磁気記録媒体用ガラス基板の全表面に存在するセリウム量を、0.020ng/mm2以下とすることにより、この主表面へのセリウムの回りこみや再付着を低減することができ、磁気ディスクの読取不良及び書込不良を防ぐことができる。磁気記録媒体用ガラス基板の全表面に存在するセリウム(Ce)量は、0.002ng/mm2以下がより好ましい。なお、磁気記録媒体用ガラス基板の全表面に存在するセリウム量は、例えば、ICP−MSなどを用いて、測定できる。
【0014】
また、本発明の磁気記録媒体用ガラス基板の外周端面は、長径1.0μm以上の異物の付着数が、1.5個/mm2以下であることが好ましい。外周端面に付着する、長径が1.0um以上の異物を、1.5個/mm2以下とすることで、磁気ディスクの読取不良及び書込不良を防ぐことができ、より信頼性の高い磁気ディスクを製造できる。
【0015】
なお、本発明において外周端面に付着する異物には、砥粒(例えば、酸化セリウム、酸化ジルコニウム、ジルコン、酸化アルミニウム、酸化ケイ素など)、ガラス屑(カレット)、金属(例えば、ステンレス、鉄など)、有機物(例えば、カセット等の樹脂、繊維、皮膚、バクテリア、など)などが含まれる。
【0016】
また、磁気記録媒体用ガラス基板の外周端面は、1.0個/mm2以下であることがより好ましく、0.7個/mm2以下であることがさらに好ましい。
【0017】
さらに、本発明の磁気記録媒体用ガラス基板の外周端面は、長径が0.5μm以上の異物の個数が6.0個/mm2以下であることが好ましく、3.0個/mm2以下がより好ましく、1.8個/mm2以下がさらに好ましい。
【0018】
磁気記録媒体用ガラス基板の外周端面に付着した異物は、例えば、分析用のカーボンテープなどを用いて外周端面から捕集できる。その後、カーボンテープの表面に補足された異物を走査型電子顕微鏡(SEM)で観察することにより、異物の長径の測定と異物の個数をカウントすることができる。
【0019】
本発明の磁気記録媒体用ガラス基板に係る、上述のセリウム量及び異物の個数は、単位面積あたりの量(又は個数)で規定しているため、磁気記録媒体用ガラス基板のサイズには依存しない。そのため、本実施の形態では、研磨後の磁気記録媒体用ガラス基板のサイズが、外径65mm、内径20mm、厚さ0.6mmとなるように、ガラス素基板を後述する形状付与工程により加工したが、本発明はこの点において限定されない。なお、外径65mm、内径20mm、厚さ0.6mmである磁気記録媒体用ガラス基板は、両主表面:6008.2mm2、外周側面部:68.4mm2、外周面取り部:86.4mm2、内周側面部:21.0mm2、内周面取り部:26.8mm2であった。
【0020】
[磁気記録媒体用ガラス基板の製造方法]
以下、本発明の磁気記録媒体用ガラス基板の製造方法について説明する。
【0021】
本発明の磁気記録媒体用ガラス基板の製造方法は、ガラス基板の全表面に存在するCe量が、0.020ng/mm2以下であれば、特に制限されない。
【0022】
一例を挙げると、一般的に、磁気記録媒体用ガラス基板は、
(1)ガラス素基板を、中央部に円形孔を有する円盤形状に加工した後、内周側面と外周側面を面取り加工する形状付与工程、
(2)ガラス基板の外周端面を研磨する外周端面研磨工程、
(3)ガラス基板の内周端面を研磨する。内周端面研磨工程、
(4)ガラス基板の上下両主表面を研磨する主表面研磨工程、
(5)ガラス基板を精密洗浄して乾燥する洗浄工程、
等の工程により製造される。
【0023】
(2)外周端面研磨工程と(3)内周端面研磨工程とは、どちらの工程を先に実施しても良い。また、(2)及び(3)の端面研磨工程の前後のうち少なくとも一方で、主表面のラップ(例えば、遊離砥粒ラップ、固定砥粒ラップなど)を実施しても良く、各工程間にガラス基板の洗浄(工程間洗浄)やガラス基板表面のエッチング(工程間エッチング)を実施しても良い。なお、ここで言う主表面のラップは、広義の主表面の研磨である。また、研磨工程は、1次研磨のみでも良く、1次研磨と2次研磨を行っても良く、2次研磨の後に3次研磨を行っても良い。
【0024】
本発明において、磁気記録媒体用ガラス基板は、アモルファスガラスでも良く、結晶化ガラスでも良く、ガラス基板の表層に強化層を有する強化ガラス(例えば、化学強化ガラス)でも良い。一例を挙げると、磁気記録媒体用ガラス基板に高い機械的強度が求められる場合、ガラス基板の表層に強化層を形成する強化工程(例えば、化学強化工程)を実施する。強化工程は、最初の研磨工程前、最後の研磨工程後、又は各研磨工程間のいずれで実施しても良い。また、本発明のガラス基板のガラス素基板は、フロート法、フュージョン法、リドロー法、プレス成形法などの方法により作製されるが、本発明はこの点で限定されない。
【0025】
下記に、上述の磁気記録媒体用ガラス基板の各製造工程について、一例を挙げるが、本発明はこれに限定されない。
【0026】
《(1)形状付与工程》
形状付与工程では、ガラス素基板を、中央部に円形孔を有する円盤形状に加工した後、内周側面と外周側面を面取り加工する。形状付与工程における、内周及び外周側面部の面取り加工は、一般にダイヤモンド砥粒を固定した砥石を用いて行う。その際、側面部と面取り部に加工変質層(キズ等)を発生させる。そのため、後述する端面研磨工程では、ガラス基板の外周端面及び内周端面の加工変質層を除去し、鏡面となるように加工する。ガラス基板の側面部と面取り部に残留した加工変質層は、ガラス基板の機械的強度の低下や、ガラス基板主表面の異物欠陥増加などの問題の原因となり、磁気ディスクとしたときに不具合を発生させる。そのため、後述する端面研磨工程において、加工変質層を確実に除去する必要がある。
【0027】
《(2)外周端面研磨工程》
磁気記録媒体用ガラス基板の外周端面の研磨では、通常、複数の円盤形状ガラス基板を、円形孔(径方向)の位置をあわせて重ね合わせて、ガラス基板積層体を形成する。円盤形状ガラス基板の重ね合わせ枚数は、特に制限はなく、例えば、100枚、200枚、300枚のガラス基板を重ね合わせてガラス基板積層体を形成できる。一般的には、重ね合わせるガラス基板の枚数を多くすることで、多くのガラス基板を同時に研磨できるため、経済性及び効率性の面より好ましい。
【0028】
この時、隣り合う円盤形状ガラス基板の間には、例えば、スペーサなどを挿入する。スペーサを挿入することで、主表面と外周面取り部との間の境界部に、ブラシ毛や研磨液が届きやすくなるため、外周端面をより均一に研磨できる。また、ガラス基板の主表面への加傷を防止できる。通常、ガラス基板積層体において、スペーサの円形孔及びガラス基板の円形孔の中心は、同一の中心軸を有し、この中心軸は、ガラス基板の主表面に直交する方向に延びる。なお、スペーサの材質としては、特に限定されず、樹脂製スペーサ(例えば、ゴム、プラスチックなど)、金属製スペーサ(例えば、アルミニウム合金、ステンレス鋼など)などを使用できる。
【0029】
スペーサの外径は、ガラス基板の主表面と外周面取り部との境界部により形成される径よりも若干小さくする。これにより、外周面取り部の全面を均一に研磨できる。スペーサの円形孔の内径は、ガラス基板の内周側面部により形成される径と同一であることが好ましい。
【0030】
複数枚積層したガラス基板積層体は、支持治具などにより保持され、公知の端面研磨装置の保持部に設置される。その後、端面研磨ブラシのブラシ毛を、ガラス基板の外周側面部と外周面取り部に、当接させる。次に、ガラス基板の外周側面部と外周面取り部に、砥粒を含む研磨液を供給する。この状態で、ガラス基板積層体と端面研磨ブラシとを反対方向に回転させて、研磨を進行させる。
【0031】
この時、例えば、1〜8mm程度、端面研磨ブラシをガラス基板積層体に対して押し当てても良い。また、端面研磨ブラシは、端面研磨ブラシの軸方向に往復運動させて研磨を行っても良い。なお、端面研磨ブラシを往復運動させる場合における往復距離は、特に制限されないが、通常、ガラス基板積層体の積層方向の長さに対して15%以上である。
【0032】
《(3)内周端面研磨工程》
磁気記録媒体用ガラス基板の内周端面の研磨においても、通常、複数の円盤形状ガラス基板を、円形孔の位置をあわせて重ね合わせて、ガラス基板積層体を形成する。このとき、上述の外周端面研磨工程と同様、隣り合う円盤形状ガラス基板の間には、スペーサを挿入しても良い。また、スペーサの材質、円盤形状ガラス基板の重ね合わせ枚数などは、上述の外周端面研磨工程と同様とすることができる。
【0033】
スペーサの円形孔の内径は、ガラス基板の主表面と内周面取り部との境界部により形成される径よりも若干大きくする。これにより、内周面取り部の全面を均一に研磨できる。スペーサの外径は、ガラス基板の内周側面部により形成される径より小さいことが好ましい。
【0034】
複数枚積層したガラス基板積層体は、公知の内周端面研磨装置のガラス基板積層体を保持する保持部に設置される。その後、ガラス基板積層体の中央部に形成された円形孔に、端面研磨ブラシを挿入して、ガラス基板の内周側面部と、内周面取り部にブラシ毛を当接させる。次に、ガラス基板の内周側面部と内周面取り部に、砥粒を含む研磨液を供給する。この状態で、ガラス基板積層体と端面研磨ブラシとを反対方向に回転させて研磨を進行させる。
【0035】
この時、例えば、1.5〜2.0mm程度、端面研磨ブラシをガラス基板積層体に対して押し当てても良い。また、端面研磨ブラシは、端面研磨ブラシの軸方向に往復運動させて研磨を行っても良い。なお、端面研磨ブラシを往復運動させる場合における往復距離は、ガラス基板積層体の積層方向の長さに対して15%以上であることが好ましい。端面研磨ブラシの往復運動させる距離が、ガラス基板積層体の積層方向の長さに対して15%未満の場合、研磨ブラシの軸方向での特性のバラツキに起因して、ガラス基板積層体内の研磨量のばらつきが発生することがある。
【0036】
内周端面研磨と外周端面研磨を行ったガラス基板は、砥粒を洗浄除去される。
【0037】
《(4)主表面研磨工程》
主表面研磨工程では、例えば、研磨具として硬質ウレタンパッドと酸化セリウム砥粒を含有した研磨液を用いて、両面研磨装置により上下主表面の研磨加工を行う。また、例えば、研磨具として軟質ウレタンパッド(又はスウェード研磨パッド)と酸化セリウム砥粒(前記酸化セリウム砥粒よりも平均粒径が小さい酸化セリウム砥粒を用いても良い)を含有した研磨液を用いて、両面研磨装置により上下主表面の研磨加工を行っても良い。さらに、研磨具として軟質ウレタンパッド(又はスウェード研磨パッド)と、1次粒子の平均粒径が20〜30nm程度のコロイダルシリカを主成分とする研磨液組成物等を用いて、両面研磨装置により上下主表面の仕上げ研磨加工を行う。
【0038】
図2に、主表面研磨工程で使用できる、両面研磨装置の一例の模式的な縦断面図を示す。図2に示されるように、両面研磨装置11は、複数のガラス基板の両主表面を同時に研磨するように構成されている。両面研磨装置11は、基台20と、下定盤30と、上定盤40と、昇降機構50と、回転伝達機構60とを有する。基台20の上部には、下定盤30が回転可能に支持されており、基台20の内部には、後述する駆動部としての上定盤40等を回転駆動する駆動モーターが取り付けられている。
【0039】
下定盤30は、図示しないキャリヤに保持された複数のガラス基板の下面を研磨する下側研磨パッドを有する。また、上定盤40は、下定盤30の上方に対向配置され複数のガラス基板の上面を研磨する上側研磨パッドを有する。
【0040】
昇降機構50は、基台20の上方に起立する門型のフレーム70により支持されており、キャリヤ交換時に上定盤40を昇降させる昇降用シリンダ装置52を有する。昇降用シリンダ装置52は、フレーム70の梁72の中央に垂下方向に伸縮動作するように取り付けられている。昇降用シリンダ装置52のピストンロッド54は、下方に延在している。
【0041】
ピストンロッド54の下側先端部には、吊下部材80の中央部が結合されている。吊下部材80は、上定盤40を吊下するように取り付けられている。吊下部材80は、上下方向に延在する複数の支柱80aと、支柱80aの下端部に固定された円環状取付部材80bと、支柱80aの上端部に固定された板状取付部材80cとを備える。円環状取付部材80bの下面に、上定盤40の上面が固定されている。したがって、昇降用シリンダ装置52のピストンロッド54が上方向または下方向に駆動されると、ピストンロッド54と吊下部材80を介して連結された上定盤40も同時に駆動されて上昇または降下する。
【0042】
回転伝達機構60は、上定盤40の駆動モーターのモーター駆動軸61の上端に円筒形状に形成された結合部62を有する。また、回転伝達機構60は、上定盤40の中心孔を貫通する結合部62の上側側面に形成されたキー溝(凹部)62aに嵌合可能なキー(爪)81を有する。上定盤40の内周側に突出するキー81は、支軸82を揺動中心として、支軸82によって円環状取付部材80bに揺動可能に取り付けられている。
【0043】
両面研磨装置11は、上定盤40、昇降機構50、回転伝達機構60を制御する制御部90を有する。制御部90は、CPU等の演算処理装置を備え、演算処理装置により処理される所定のプログラムに従って、ガラス基板の主表面を研磨できる。
【0044】
なお、上述の通り、研磨工程は、1次研磨のみでも良く、1次研磨と2次研磨を行っても良く、2次研磨の後に3次研磨を行っても良い。例えば、3次研磨まで主表面の研磨を行う場合、各研磨工程の間には、通常、洗浄工程を設ける。各研磨工程の間の洗浄工程では、ガラス基板の端面(内周端面及び外周端面)に付着する酸化セリウムなどの異物を低減するよう、十分に洗浄することが好ましい。
【0045】
具体的には、例えば、アスコルビン酸0.25質量%+水を含む洗浄液や、組成が硫酸73.7質量%+過酸化水素4.3質量%+水であり、温度が75℃〜85℃の濃硫酸を用いて、洗浄することが好ましい。
【0046】
酸化セリウムなどの異物を低減するよう十分に洗浄することにより、磁性膜成膜前の洗浄工程において酸化セリウムなどの異物が主表面に回りこみ、再付着することを防ぐことができ、磁気ディスクの読取不良及び書込不良を防ぐことができる。
【0047】
《研磨液》
ガラス基板の研磨時における、研磨液としては、特に制限されない。一例を挙げると、下記で挙げる砥粒を、水又は水溶性有機溶媒に、分散させて得る。研磨液には、必要に応じて、分散剤、pH調整剤、粘度調整剤、キレート化剤などを添加できる。
【0048】
研磨液に含まれる砥粒としては、特に限定されず、例えば、酸化セリウムなどの希土類酸化物、酸化ジルコニウム、酸化アルミニウム、酸化マグネシウム、酸化ケイ素、炭化ケイ素、酸化マンガン、酸化鉄、ダイヤモンド、窒化ホウ素及びジルコンなどの砥粒を含む研磨液を使用できる。
【0049】
上述した砥粒の中でも、1次研磨では、酸化セリウム、酸化ジルコニウム、ジルコン、酸化ケイ素、酸化アルミニウムを含む砥粒を使用することが好ましい。これらの砥粒は、1種類を単独で使用しても良く、2種類以上を併用して使用しても良い。砥粒の平均粒子直径(D50)としては、特に限定されず、通常0.5μm〜5μmであり、好ましくは0.5μm〜2μmであり、より好ましくは0.7μm〜1.5μmである。
【0050】
また、仕上げ研磨加工では、酸化ケイ素を含む砥粒を使用することが好ましい。砥粒の1次粒子の平均粒子直径(D50)としては、特に限定されず、通常3nm〜100nmであり、好ましくは3nm〜60nmであり、より好ましくは3nm〜40nmである。
【0051】
《(5)洗浄工程》
洗浄工程では、仕上げ研磨後のガラス基板を、例えば、洗剤を用いたスクラブ洗浄、洗剤溶液へ浸漬した状態での超音波洗浄、純水へ浸漬した状態での超音波洗浄等を順次行い、イソプロピルアルコール等の蒸気により乾燥する。
【0052】
[磁気ディスクの製造方法]
本発明の磁気記録媒体は、例えば下記のような方法により磁気記録媒体用ガラス基板に磁性層を含む多層膜を形成させて得られる。ここでは、一例を挙げるが、本発明は下記方法に限定されない。
【0053】
磁気記録媒体は、例えば、ガラス基板の主表面上に、少なくとも磁性層(磁気記録層)、保護層、潤滑層が積層された構成になっている。このとき、磁性層の下に、付着層及び/又は下地層などのその他の層を形成しても良い。
【0054】
磁性層は、長手方向記録方式でも、垂直記録方式でも良いが、記録密度向上の点から、垂直記録方式であることが好ましい。
【0055】
垂直記録方式の場合、通常、CoNiFe、FeCoB、CoCuFe、NiFe、FeAlSi、FeTaN、FeN、FeTaC、CoFeB又はCoZrNなどの、(軟磁性)下地層を形成させる。(軟磁性)下地層を形成させることにより、磁気ヘッドからの記録磁界を還流させることができる。
【0056】
また、下地層と磁性層との間に、RuやRu合金などの非磁性中間層を形成しても良い。非磁性中間層を形成することにより、エピタキシャル成長により成膜する磁性層を、より容易に形成できる。また、軟磁性下地層及び記録用磁性層との磁気交換結合を断つことができる。
【0057】
垂直記録方式の磁性層は、磁化容易軸が基板面に対して垂直方向を向いた磁性膜であり、通常、CoPt系合金が使用される。このとき、高い固有媒体ノイズの原因となる、粒間交換結合を低減するため、十分に隔離された微粒子構造とするのが好ましい。具体的には、CoPt系合金などに、SiO2、SiO、Cr2O3、CoO、Ta2O3又はTiO2などの酸化物や、Cr、B、Cu、Ta又はZrなどの金属を添加し、CoPt系合金間を十分に隔離することが好ましい。
【0058】
軟磁性下地層、中間層及び磁性層は、上述のガラス基板の製造方法で得られたガラス基板を、精密洗浄(成膜前洗浄)して表面の粒子を除去した後、インラインスパッタ法、DCマグネトロンスパッタ法などの手法により、連続的に形成できる。
【0059】
保護層は、磁性層の腐食を防ぐために形成する。また、磁気ヘッドが磁気記録媒体に接触したときに、磁気記録媒体表面の損傷を防ぐ役割も果たす。具体的な保護層の例としては、C、ZrO2又はSiO2などを含む材料が挙げられる。保護層の形成方法としては、例えば、インラインスパッタ法、CVD法又はスピンコート法などが挙げられる。
【0060】
磁気ヘッドと磁気記録媒体との摩擦を低減するために、保護膜の表面には潤滑膜を形成する。潤滑膜の具体例としては、例えばパーフルオロポリエーテル、フッ素化アルコール又はフッ素化カルボン酸などを使用できる。潤滑膜は、ディップ法又はスプレー法などの手法により、形成できる。
【実施例】
【0061】
以下に具体的な例を挙げて本発明を更に説明するが、本発明はこれにより何ら制限されるものではない。
【0062】
フロート法で成形されたシリケートガラス板を、外径65mm、内径20mm、板厚0.6mmの磁気記録媒体用ガラス基板が得られるような、中央部に円孔を有する円盤形状ガラス基板に加工した。この円盤形状ガラス基板の内周側面と外周側面を、面取り幅0.15mm、面取り角度45°の磁気記録媒体用ガラス基板が得られるように面取り加工した。
【0063】
その後、ガラス基板の上下面のラッピングを、酸化アルミニウム砥粒を用いて行い、砥粒を洗浄除去した。
【0064】
内周側面と内周面取り部を研磨ブラシと酸化セリウム砥粒を用いて研磨し、内周側面と内周面取り部のキズを除去し、鏡面となるように加工した。次に、内周端面研磨を行ったガラス基板を、外周側面と外周面取り部を研磨ブラシと酸化セリウム砥粒を用いて研磨し、外周側面と外周面取り部のキズを除去し、鏡面となるように加工した。内周端面研磨と外周端面研磨を行ったガラス基板は、超音波洗浄により、砥粒を洗浄除去した。
【0065】
得られたガラス基板を、下記で記す例1〜例6の方法に供することにより、磁気記録媒体用ガラス基板を得た。なお、各例では、それぞれ複数枚のガラス基板を処理し、評価結果には複数のガラス基板を評価した値の平均値を記した。
【0066】
[例1]
《主表面研磨工程》
〔1次研磨工程〕
図2の両面研磨装置を使用して、ガラス基板の主表面を1次研磨した。研磨パッドとしては、発泡硬質ポリウレタン研磨パッドを用いた。研磨液としては、セリウム系研磨剤を純水に分散させた研磨液を用いた。なお、セリウム系研磨剤の平均粒径は1.2μmであった。
【0067】
1次研磨工程後のガラス基板を、純水、アルカリ洗剤の各洗浄槽に浸漬して洗浄を行った後、ガラス基板を乾燥させた。
【0068】
〔第1洗浄工程〕
1次研磨工程を終えたガラス基板を、濃硫酸を含有する洗浄液、純水の各洗浄槽に浸漬し洗浄を行った。洗浄後すぐに、ガラス基板を水中に保管し、湿潤状態のまま次の2次研磨工程へ搬送した。なお、使用した濃硫酸を含有する洗浄液は、組成が硫酸73.7質量%+過酸化水素4.3質量%+水であり、温度が75℃〜85℃であり、調製直後のものを用いた。
【0069】
〔2次研磨工程〕
両面研磨装置を使用して、ガラス基板の主表面を2次研磨した。研磨パッドとしては、スウェード研磨パッドを用いた。研磨液としては、LaOF結晶を含まないセリウム系研磨剤を純水に分散させた研磨液を用いた。なお、セリウム系研磨剤の平均粒径は0.5μmであった。
【0070】
〔第2洗浄工程〕
2次研磨工程を終えたガラス基板を、純水、洗浄液の各洗浄槽に浸漬し洗浄を行った。洗浄後すぐに、ガラス基板を水中に保管し、湿潤状態のまま次の3次研磨工程へ搬送した。なお、使用した洗浄液は、組成がアスコルビン酸0.25質量%+水であり、調製直後のものを用いた。
【0071】
〔3次研磨工程〕
両面研磨装置を使用して、ガラス基板の主表面を3次研磨した。研磨パッドとしては、スウェード研磨パッドを用いた。研磨液としては、コロイダルシリカ系研磨剤を純水に分散させた研磨液を用いた。なお、コロイダルシリカ系研磨剤の平均粒径は20nmであった。
【0072】
〔第3洗浄工程〕
3次研磨工程を終えたガラス基板を、アルカリ洗剤溶液、アルカリ性水溶液、純水の各洗浄槽に浸漬して洗浄し、イソプロピルアルコールにて蒸気乾燥を行い、例1の磁気記録媒体用ガラス基板を得た。
【0073】
[例2]
第1洗浄工程において、調製後25時間経過した濃硫酸を含有する洗浄液を使用し、第2洗浄工程において、調製後12時間経過した洗浄液を使用した以外は、実施例1と同様の方法により、実施例2の磁気記録媒体用ガラス基板を得た。
【0074】
[例3]
実施例1の〔第2洗浄工程〕を、下記の〔第2洗浄工程‐2〕に変更した以外は、実施例1と同様の方法により、実施例3の磁気記録媒体用ガラス基板を得た。
【0075】
〔第2洗浄工程‐2〕
2次研磨工程を終えたガラス基板を、純水、アルカリ洗剤溶液の各洗浄槽に浸漬し洗浄を行った。洗浄後すぐに、ガラス基板を水中に保管し、湿潤状態のまま次の3次研磨工程へ搬送した。
【0076】
[例4]
第1洗浄工程において、調製後25時間経過した濃硫酸を含有する洗浄液を使用した以外は、実施例3と同様の方法により、実施例4の磁気記録媒体用ガラス基板を得た。
【0077】
[例5]
〔1次研磨工程〕
図2の両面研磨装置を使用して、ガラス基板の主表面を1次研磨した。研磨パッドとしては、発泡硬質ポリウレタン研磨パッドを用いた。研磨液としては、セリウム系研磨剤を純水に分散させた研磨液を用いた。なお、セリウム系研磨剤の平均粒径は1.2μmであった。
【0078】
〔第1洗浄工程〕
1次研磨工程後のガラス基板を、酸性溶液、純水の各洗浄槽に浸漬して洗浄を行った後、ガラス基板を乾燥させた。なお、使用した酸性溶液は、組成がフッ化水素酸0.1質量%+硝酸0.14質量%+水の酸性溶液を用いた。
【0079】
〔2次研磨工程〕
両面研磨装置を使用して、ガラス基板の主表面を2次研磨した。研磨パッドとしては、スウェード研磨パッドを用いた。研磨液としては、LaOF結晶を含まないセリウム系研磨剤を純水に分散させた研磨液を用いた。なお、セリウム系研磨剤の平均粒径は0.5μmであった。
【0080】
〔第2洗浄工程〕
2次研磨工程を終えたガラス基板を、純水、アルカリ洗剤の各洗浄槽に浸漬し洗浄を行った。洗浄後すぐに、ガラス基板を水中に保管し、湿潤状態のまま次の3次研磨工程へ搬送した。
【0081】
〔3次研磨工程〕
両面研磨装置を使用して、ガラス基板の主表面を3次研磨した。研磨パッドとしては、スウェード研磨パッドを用いた。研磨液としては、コロイダルシリカ系研磨剤を純水に分散させた研磨液を用いた。なお、コロイダルシリカ系研磨剤の平均粒径は20nmであった。
【0082】
〔第3洗浄工程〕
3次研磨工程を終えたガラス基板を、アルカリ洗剤溶液、純水、アルカリ性水溶液の各洗浄槽に浸漬して洗浄し、イソプロピルアルコールにて蒸気乾燥を行い、例5の磁気記録媒体用ガラス基板を得た。
【0083】
[例6]
〔1次研磨工程〕
図2の両面研磨装置を使用して、ガラス基板の主表面を1次研磨した。研磨パッドとしては、発泡硬質ポリウレタン研磨パッドを用いた。研磨液としては、セリウム系研磨剤を純水に分散させた研磨液を用いた。なお、セリウム系研磨剤の平均粒径は1.2μmであった。
【0084】
〔第1洗浄工程〕
1次研磨工程後のガラス基板を、アルカリ洗剤溶液、純水の各洗浄槽に浸漬して洗浄を行った後、ガラス基板を乾燥させた。
【0085】
〔2次研磨工程〕
両面研磨装置を使用して、ガラス基板の主表面を2次研磨した。研磨パッドとしては、スウェード研磨パッドを用いた。研磨液としては、LaOF結晶を含まないセリウム系研磨剤を純水に分散させた研磨液を用いた。なお、セリウム系研磨剤の平均粒径は0.5μmであった。
【0086】
〔第2洗浄工程〕
2次研磨工程を終えたガラス基板を、純水、アルカリ洗剤溶液の各洗浄槽に浸漬し洗浄を行った。洗浄後すぐに、ガラス基板を水中に保管し、湿潤状態のまま次の3次研磨工程へ搬送した。
【0087】
〔3次研磨工程〕
両面研磨装置を使用して、ガラス基板の主表面を3次研磨した。研磨パッドとしては、スウェード研磨パッドを用いた。研磨液としては、コロイダルシリカ系研磨剤を純水に分散させた研磨液を用いた。なお、コロイダルシリカ系研磨剤の平均粒径は20nmであった。
【0088】
〔第3洗浄工程〕
3次研磨工程を終えたガラス基板を、アルカリ洗剤溶液、アルカリ性水溶液、純水の各洗浄槽に浸漬して洗浄し、イソプロピルアルコールにて蒸気乾燥を行い、例6の磁気記録媒体用ガラス基板を得た。
【0089】
《評価》
〔表面に存在するセリウム量〕
各例で得られたガラス基板を、7N HNO3と3質量%H2O2との混合液中に90℃で、2時間浸漬し、磁気記録媒体用ガラス基板の全表面に存在する異物を溶出した。得られた溶出液は、ICP−MS(パーキンエルマー社製;DRC−II)を用いて、セリウム量を計測した。得られたセリウム量は、磁気記録媒体用ガラス基板の全表面積で割り、単位面積当たりに存在するセリウム量を求めた。
【0090】
〔外周端面の付着異物の個数〕
各例で得られたガラス基板を治具で保持した。分析用両面カーボンテープ(Φ10mmカーボンテープ(クリーン仕様))を用いて、磁気記録媒体用ガラス基板の外周端面(側面部及び面取り部)を前記カーボンテープで全周タッピングして外周端面に付着した異物を捕集した。
【0091】
捕集した異物は、SEM(FEI Company製;Nova NanoSEM430)−EDX(EDAX社製;Genesis XM4+GENESIS EDX Particle/Phase Analysis Software)により、平面視により観察、分析し、長径1μm以上及び長径0.5μm以上の異物の個数を求めた。求めた異物の個数は、外周端面の面積で割り、外周端面の単位面積当たりに付着した異物の個数を求めた。なお、SEMの観察条件としては、加速電圧15kV、倍率233倍で行った。
【0092】
〔主表面の付着異物の個数〕
光学式表面検査装置(KLA−Tencor製;Candela 6100)を用いて、各例で得られたガラス基板の主表面(ガラス基板の片面、ガラス基板の半径12〜32mmの領域)の異物(サイズが0.1〜0.3μmの異物。)個数を測定した。測定した主表面の異物の個数を、評価した領域の面積で割り、主表面の単位面積当たりに付着した異物の個数を求めた。
【0093】
〔グライドハイト試験〕
各例で得られたガラス基板を、精密洗浄して表面のパーティクルを除去した後、インライン型スパッタリング装置にて、軟磁性下地層としてNiFe層、非磁性中間層としてRu層、垂直磁気記録層としてCoCrPtSiO2のグラニュラ構造層を順次積層した。その後、保護層として非晶質ダイヤモンド状カーボン膜を形成した。その後、ディップ法により、潤滑膜としてパーフルオロポリエーテル膜を形成し、磁気記録媒体を作成した。
【0094】
得られた磁気記録媒体は、グライドハイト試験に供与した。グライドハイト試験とは、ピエゾ素子又はアコースティックエミッション等のグライドハイトテスト用センサをヘッドスライダに設けたテストヘッドを用いて行う、磁気記録媒体の主平面の異常突起のチェックテストである。
【0095】
具体的には、磁気記録媒体の表面上で、ヘッドスライドの浮上面の幅に対応する多数のトラックを含む一定範囲の記録エリア毎に走査させる。このとき、一定高さ以上の異常突起が存在すると、テストヘッドのヘッドスライダに衝突し、過大振動エネルギが生じる。このエネルギをグライドハイトテスト用センサにより検出し、異常突起の存在を検出する試験である。
【0096】
本実施の形態では、得られた磁気記録媒体上を、浮上量を10nmに設定した検査用ヘッドを用いて浮上走行させ、検査用ヘッドのヒット及びクラッシュの有無を確認した。なお、評価は、複数枚の磁気記録媒体に対してグライドハイト試験を実施し、全磁気記録媒体における、試験をパスしなかった不良品の割合を不良率として算出した。
【0097】
〔サーティファイ試験〕
また、得られた磁気記録媒体に対して、サーティファイ試験を実施した。サーティファイ試験とは、磁気記録媒体の磁気記録膜等の欠陥(信号品質)をチェックする試験である。
【0098】
より具体的には、サーティファイテスト用磁気ヘッドをヘッドスライダに設けたテストヘッドを用いて、ディスクの各1本のトラック毎に、信号の書込み、読出し、消去、再読出しを行った。発生したMP(Missing Pulse)エラー、EP(Extra Pulse)エラーの発生数を検出し、欠陥の存在を検出した。
【0099】
本実施の形態では、得られた磁気記録媒体上を、浮上量を2nmに設定した検査用ヘッドを用いて、垂直記録方式による記録再生試験を行った。なお、評価は、複数枚の磁気記録媒体に対してサーティファイ試験を実施し、サーティファイ試験をパスしなかった磁気記録媒体の割合を不合格率として算出した。
【0100】
各々の評価試験の結果を表1に示す。
【0101】
【表1】
例1〜例4で得られた磁気記録媒体用ガラス基板と、例5及び例6で得られた磁気記録媒体用ガラス基板とでは、光学式表面検査装置で測定した主表面での付着異物の個数は同程度である。しかしながら、例1〜例4で得られたガラス基板は、磁気記録媒体用ガラス基板の全表面に存在するセリウム量及び外周端面に存在する(付着する)異物の個数が、例5及び例6のガラス基板と比して大幅に少ない。
【0102】
また、例1〜例4で得られた磁気記録媒体(磁気ディスク)は、グライドハイト試験及びサーティファイ試験の結果のいずれも、0.40%以下と良好であった。一方、例5及び例6で得られた磁気記録媒は、これらの試験結果も不十分であった。即ち、本発明によれば、磁気記録媒体用ガラス基板の主表面、内周端面及び外周端面に存在するセリウム(Ce)量を、0.020ng/mm2以下とすることにより、磁気ディスクの読取不良及び書込不良の発生を抑制し、高記録密度磁気記録媒体を提供できる。
【符号の説明】
【0103】
1 ガラス基板
2 主表面
3 円形孔
4 外周端面
5 外周側面部
6 外周面取り部
7 内周端面
8 内周側面部
9 内周面取り部
11 両面研磨装置
20 基台
30 下定盤
40 上定盤
50 昇降機構
60 回転伝達機構
【特許請求の範囲】
【請求項1】
一対の主表面と、外周端面と、内周端面と、を有する磁気記録媒体用ガラス基板であって、
前記磁気記録媒体用ガラス基板の全表面に存在するセリウム量は0.020ng/mm2以下である磁気記録媒体用ガラス基板。
【請求項2】
前記外周端面は、長径1.0μm以上の異物の付着数が、1.5個/mm2以下である、請求項1に記載の磁気記録媒体用ガラス基板。
【請求項3】
前記外周端面は、長径0.5μm以上の異物の付着数が、6.0個/mm2以下である、請求項1又は2に記載の磁気記録媒体用ガラス基板。
【請求項4】
請求項1乃至3のいずれか一項に記載の磁気記録媒体用ガラス基板を使用した磁気記録媒体。
【請求項1】
一対の主表面と、外周端面と、内周端面と、を有する磁気記録媒体用ガラス基板であって、
前記磁気記録媒体用ガラス基板の全表面に存在するセリウム量は0.020ng/mm2以下である磁気記録媒体用ガラス基板。
【請求項2】
前記外周端面は、長径1.0μm以上の異物の付着数が、1.5個/mm2以下である、請求項1に記載の磁気記録媒体用ガラス基板。
【請求項3】
前記外周端面は、長径0.5μm以上の異物の付着数が、6.0個/mm2以下である、請求項1又は2に記載の磁気記録媒体用ガラス基板。
【請求項4】
請求項1乃至3のいずれか一項に記載の磁気記録媒体用ガラス基板を使用した磁気記録媒体。
【図1】

【図2】
【図2】
【公開番号】特開2013−89262(P2013−89262A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−226261(P2011−226261)
【出願日】平成23年10月13日(2011.10.13)
【特許番号】特許第5067498号(P5067498)
【特許公報発行日】平成24年11月7日(2012.11.7)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月13日(2011.10.13)
【特許番号】特許第5067498号(P5067498)
【特許公報発行日】平成24年11月7日(2012.11.7)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
[ Back to top ]