
磁界透過型センサ、包装箱内のアルミブリスターシート枚数検査装置、および、包装箱内のインサートチップ数量検査装置
【課題】包装箱の種類によって送信ヘッドと受信ヘッド間の距離を変更することなしに、包装箱内の金属体の数量を検証する。
【解決手段】磁界透過型センサ1は、交番磁界を発生する送信ヘッド10と、送信ヘッド10から発せられて包装箱40を透過した交番磁界を検出して受信信号を生成する受信ヘッド20と、受信信号の変化に基づき、包装箱40内の金属製の被対象物が所定数あるか否かを判定する数量判定手段30とを備え、送信ヘッド10および受信ヘッド20は、それぞれが、断面形状が円形または角丸長方形で断面形状が円形の場合は直径、角丸長方形の場合は短手方向の長さが軸方向の長さの半分以下である棒状のコア11,21と、このコア11,21に巻き回されたコイル12,22と、コア11,21とコイル12,22とを保持する非導電性材料のみからなるケース13,23とからなる構成とした。
【解決手段】磁界透過型センサ1は、交番磁界を発生する送信ヘッド10と、送信ヘッド10から発せられて包装箱40を透過した交番磁界を検出して受信信号を生成する受信ヘッド20と、受信信号の変化に基づき、包装箱40内の金属製の被対象物が所定数あるか否かを判定する数量判定手段30とを備え、送信ヘッド10および受信ヘッド20は、それぞれが、断面形状が円形または角丸長方形で断面形状が円形の場合は直径、角丸長方形の場合は短手方向の長さが軸方向の長さの半分以下である棒状のコア11,21と、このコア11,21に巻き回されたコイル12,22と、コア11,21とコイル12,22とを保持する非導電性材料のみからなるケース13,23とからなる構成とした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、磁界を送受信して包装箱内の金属体の数量を検証する磁界透過型センサに関するものであり、さらには、このセンサを用いた包装箱内のアルミブリスターシート枚数検査装置、および、包装箱内のインサートチップ数量検査装置に関するものである。
【背景技術】
【0002】
従来、医薬品業界においては、錠剤やカプセル剤等の包装について、アルミブリスターシート(PTP包装とも呼ばれる)が広く用いられている。アルミブリスターシートとは、錠剤やカプセル剤の形にへこませた硬質プラスチックに錠剤やカプセル剤を入れ、アルミニウムフィルムで封をしたものである。そして、市販薬においてはアルミブリスターシートを所定枚数箱詰包装し販売するのが一般的となっている。ところで、医薬品は規定の内容量と実際の内容量とが一致することが厳しく要求されており、包装箱に封をした後にアルミブリスターシートの枚数を検査する方法が強く求められてきた。
【0003】
このため、医薬品製造工場では出荷前の最終工程の中で、封をした後の包装箱の質量を計測することによってアルミブリスターシートの枚数を検査することが一般化している。しかし、包装箱の質量が吸湿により変化すること、搬送装置上を搬送する際に振動が発生すること等から、包装箱の質量からアルミブリスターシートの枚数を正確に検査するのは簡単ではなかった。
【0004】
そこで、送信ヘッドから交番磁界を発生させ、包装箱を通過した交番磁界を受信ヘッドが受信し、受信した交番磁界の変化に基づき包装箱内の金属体の数量を検証する磁界透過型センサを用いた包装箱内のアルミブリスターシート枚数検査装置が提案されている(特許文献1)。この装置によれば包装箱の吸湿や振動を考慮する必要がない。しかし、従来の磁界透過型センサでは、送信ヘッドと包装箱、および、受信ヘッドと包装箱との距離が近接していなければならず、包装箱の種類が変わるたびに両ヘッド間の距離を変更しなければならなかった。このため、包装箱の種類によって両ヘッド間の距離を変更しなくてもよい磁界透過型センサ、および、この磁界透過型センサを用いた包装箱内のアルミブリスターシート枚数検査装置が求められていた。
【0005】
また、例えば切削工具の替刃であるインサートチップなどについても、包装箱に封をした後に包装箱内に所定数量が詰められているか否かを検査する方法が求められていた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−185111号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、このような事情に鑑みてなされたものであり、包装箱の種類によって送信ヘッドと受信ヘッドとの間の距離を変更することなしに、包装箱内の金属体の数量を正確に検証する磁界透過型センサを提供することである。また、さらにこの磁界透過型センサを用いた包装箱内のアルミブリスターシート枚数検査装置、および、包装箱内のインサートチップ数量検査装置を提供することである。
【課題を解決するための手段】
【0008】
上記課題を解決するために、請求項1に係る発明の磁界透過型センサでは、交番磁界を発生する一つの送信ヘッドと、この送信ヘッドから発せられて包装箱を透過した交番磁界を検出して受信信号を生成する一つまたは複数の受信ヘッドと、この受信ヘッドによって生成された受信信号の変化に基づき、包装箱内の金属製の被対象物が所定数あるか否かを判定する数量判定手段とを備え、送信ヘッドおよび受信ヘッドは、それぞれが、一つまたは複数の棒状のコアと、このコアに巻き回されたコイルと、コアとコイルとを保持するケースとからなり、コアは、断面形状が円形または角丸長方形で、断面形状が円形の場合は直径、角丸長方形の場合は短手方向の長さが軸方向の長さの半分以下であり、ケースは、非導電性材料のみからなることを特徴としている。
【0009】
請求項2に係る発明では、請求項1に記載の磁界透過型センサにおいて、コイルは、軸方向の長さがコアの軸方向の長さの半分以下で、送信ヘッドのコアでは中央よりも受信ヘッド側、受信ヘッドのコアでは中央よりも送信ヘッド側に寄って巻かれていることを特徴としている。
【0010】
請求項3に係る発明では、請求項1または2に記載の磁界透過型センサにおいて、コイルは、送信ヘッドのコアでは受信ヘッド側の端部、受信ヘッドのコアでは送信ヘッド側の端部に可能な限り寄って巻かれていることを特徴としている。
【0011】
請求項4に係る発明では、アルミブリスターシートが包装箱に層状に詰められた状態で搬送装置により搬送される際に、包装箱内のアルミブリスターシートの枚数を検査する装置であって、請求項1〜3のいずれかに記載の磁界透過型センサを備え、磁界透過型センサは、送信ヘッドと受信ヘッドとが包装箱内のアルミブリスターシートのシート面を挟むようにして対向して配置されていることを特徴としている。なお、ここでいうアルミブリスターシートには、錠剤やカプセル剤の形にへこませた硬質プラスチックに錠剤やカプセル剤を入れ、アルミニウムフィルムで封をしたものだけでなく、粉剤等の全面をアルミニウムフィルムで覆ったものも含まれる。
【0012】
請求項5に係る発明では、内部に格子状の仕切り壁を有し、そのそれぞれの区画に1個ずつのインサートチップが詰められた略直方体の包装箱が、インサートチップが置かれた面を下にして搬送装置により包装箱の長手方向に平行に搬送される際に、包装箱内のインサートチップの数量を検査する装置であって、請求項1〜3のいずれかに記載の磁界透過型センサを備え、磁界透過型センサは、送信ヘッドが包装箱の短手方向中央の上方または下方に配置され、受信ヘッドが包装箱の短手方向の区画数と同数であり、包装箱の短手方向に置かれたそれぞれのインサートチップの略中心を挟むようにして送信ヘッドと対向して配置されていることを特徴としている。なお、ここでいうインサートチップが置かれた面とは、包装箱を開封し、インサートチップを包装箱から取り出す際に下になる面、すなわちインサートチップの使用者が通常下面と感じる面のことをいう。
【発明の効果】
【0013】
請求項1に係る発明の磁界透過型センサによれば、送信ヘッドおよび受信ヘッドは次の特徴を備えている。まず、第1にケース部材に金属を使用しないで、プラスチック等の不導体材料のみを使用していることである。従来の磁界透過型センサでは、ケース部材に金属を使用していたが、金属系素材は、交流磁界を浴びると渦電流が発生し、渦電流によって一次磁界とほぼ逆相の二次磁界を発生させる。一次磁界と二次磁界の合成磁界が実際の磁界となるため、一次磁界が弱められることになっていた。本発明ではケース部材に金属を使用していないため、ケースに渦電流が発生することはなく、ケースから二次磁界が発生することもないため、結果的に送信ヘッドでは発生する磁界を強くすることができ、受信ヘッドでは磁界を受信する感度を上げることができる。
【0014】
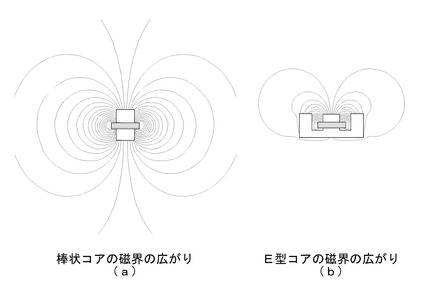
第2に断面形状が円形または角丸長方形で、断面形状が円形の場合は直径、角丸長方形の場合は短手方向の長さが軸方向の長さの半分以下である一つまたは複数の棒状のコアを有していることである。コアを有することで送信ヘッドでは発生する磁界を強くすることができ、受信ヘッドでは磁界を受信する感度を上げることができる。また、コアの形状を細長くすることで反磁場係数を小さくすることができることから、送信ヘッドでは発生する磁界を強くすることができ、受信ヘッドでは磁界を受信する感度を上げることができる。さらに、コアの形状をE型ではなく棒状としたことで、図4に示すとおり送信ヘッドではより遠くまで磁界を広げさせることができ、受信ヘッドではより遠くの磁界まで拾うことができる。
【0015】
これらにより、請求項1に係る発明の磁界透過型センサでは、従来の磁界透過型センサよりも検出距離が長くなり、より大きな包装箱でも検査できる。また、これらにより、包装箱の種類によっていちいち送信ヘッドと受信ヘッドとの距離を変更する必要もない。さらに、従来の磁界透過型センサでは、検出感度を上げるために、包装箱の種類によって動作周波数を変えたり、数量判定方式を交番磁界の位相変化と減衰量のうち有利なほうに切り替えたりしていたが、本発明では十分な感度があるため、周波数は一定で変える必要はなく、数量判定方式も減衰量のみで対応でき、位相変化を考慮する必要はない。
【0016】
請求項2に係る発明の磁界透過型センサによれば、コアに巻き回されたコイルは、軸方向の長さがコアの軸方向の長さの半分以下で、コアの中央よりも送信ヘッドの場合は受信ヘッド側、受信ヘッドの場合は送信ヘッド側に寄って巻かれている。金属体を透過した交番磁界は、高い動作周波数ほど減衰量が大きいため、ある程度高い動作周波数でなければ正確な検査はできない。本発明では、コイルの軸方向の長さを短くすることで寄生容量(線間容量)を低減させ、並列共振周波数を高くしているため、高い動作周波数を得ることができる。また、コイルがコアの中央よりも端側に寄って巻かれているため、インダクタンスを小さくすることができ、これにより高い動作周波数でもインピーダンスを低くすることができる。
【0017】
また、受信ヘッドにおいては、コイルと浮遊容量によって自己発振が起こり、自己発生ノイズが発生するが、この自己発生ノイズが大きいと検査に悪影響を及ぼすため、できるだけ小さいことが望ましい。本発明では、コイルがコアの中央よりも端側に寄って巻かれていることで中央に巻いた場合と比較して自己発生ノイズを低減させることができる。これは、中央をずらして巻くことで平衡状態が崩れ自己発振を抑制できるためだと考える。これにより、安定した検査をすることができる。
【0018】
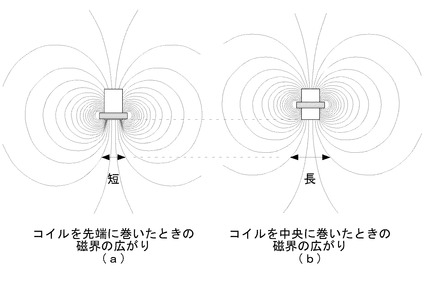
さらに、送信ヘッドにおいては、コイルをコアの中央よりも受信ヘッド側に巻くことによって、図5に示すように中心に巻いた場合と比較して受信ヘッドの方向により強い磁界を発生させることができる。また、受信ヘッドにおいては、コイルをコアの中央よりも送信ヘッド側に巻くことによって、中央に巻いた場合と比較してコイルと送信ヘッドとの距離が小さくなり、より多くの磁束がコイル内を通過するため、感度を上げることができる。
【0019】
これらにより、請求項2に係る発明の磁界透過型センサでは、従来の磁界透過型センサよりも検出距離が長くなり、より大きな包装箱でも検査できる。また、これらにより、包装箱の種類によっていちいち送信ヘッドと受信ヘッドとの距離を変更する必要もない。
【0020】
請求項3に係る発明によれば、請求項2に記載の磁界透過型センサにおいて、コイルは、送信ヘッドのコアでは受信ヘッド側の端部、受信ヘッドのコアでは送信ヘッド側の端部に可能な限り寄って巻かれている。これによりコイルのインダクタンスをより小さくでき、高い動作周波数を得ることができる。従来の磁界透過型センサでは、16kHz程度が上限であったが、本発明では140kHz程度まで使用できる。また、受信ヘッドにおいては、中央に巻いた場合と比較して自己発生ノイズをより低減することができるため、安定した検査をすることができる。さらに、送信ヘッドにおいては、中心に巻いた場合と比較して受信ヘッドの方向により強い磁界を発生させることができ、受信ヘッドでは、より感度を上げることができる。
【0021】
請求項4に係る発明の包装箱内のアルミブリスターシート枚数検査装置によれば、従来と比較して、高い周波数を使用し、出力も感度も増した磁界透過型センサを用いているため、包装箱の種類によって送信ヘッドと受信ヘッドとの距離を変更することなく、アルミブリスターシートの枚数を正確に検査することができる。また、包装箱に10枚程度のアルミブリスターシートが詰められている場合でも安定して検査することができる。
【0022】
請求項5に係る発明の包装箱内のインサートチップ数量検査装置によれば、封をした包装箱が搬送装置により搬送される際に、開封することなしに連続して包装箱内のインサートチップの数量を検査することができる。また、本発明は、既存の生産ラインに取付可能であり、低コストで導入できる。
【図面の簡単な説明】
【0023】
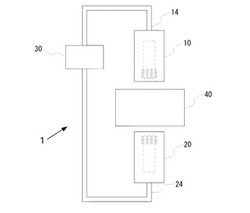
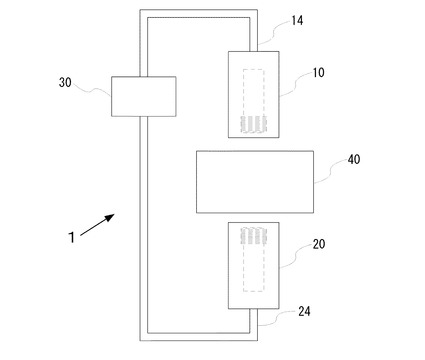
【図1】磁界透過型センサ(実施例1)を示した概略図である。
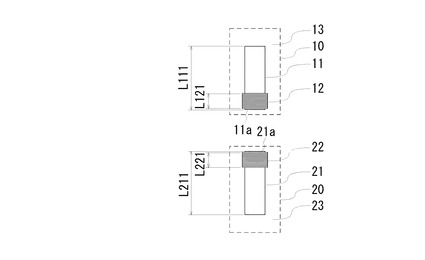
【図2】送信ヘッドと受信ヘッドの内部を示した概略図である。
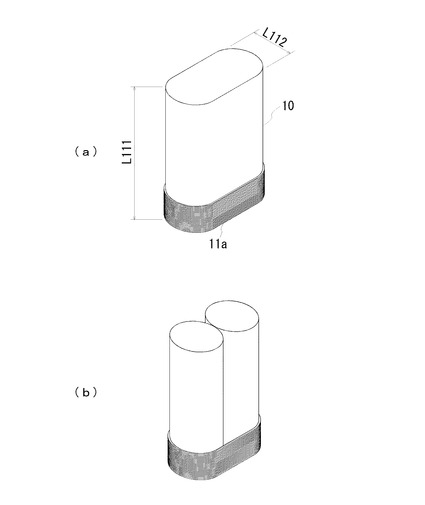
【図3】コアの形状を示した図である。
【図4】棒状コアとE型コアの磁界の広がりを示した図である。
【図5】コイルをコアの先端寄りに巻いたときと中央に巻いたときの磁界の広がりを示した図である。
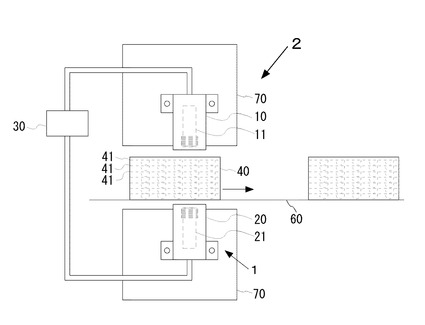
【図6】包装箱内のアルミブリスターシート枚数検査装置(実施例2)を示した概略図である。
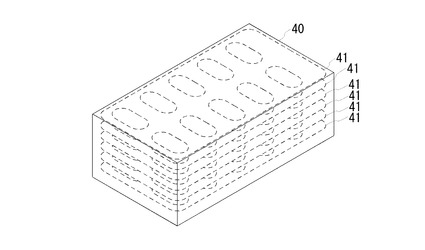
【図7】アルミブリスターシートと包装箱の関係を示した図である。
【図8】包装箱内のアルミブリスターシート枚数検査装置がアルミブリスターシートの枚数を検査できる原理を説明する図である。
【図9】包装箱内のアルミブリスターシート枚数検査装置の受信ヘッドの出力特性を示した図である。
【図10】包装箱内のインサートチップ数量検査装置(実施例3)を示した概略図である。
【図11】インサートチップと包装箱の関係を示した図である。
【図12】包装箱内のインサートチップ数量検査装置の磁界透過型センサを包装箱の進行方向正面から見た図である。
【図13】包装箱内のインサートチップ数量検査装置の受信ヘッドの出力特性を示した図である。
【発明を実施するための形態】
【0024】
以下、本発明である磁界透過型センサ、包装箱内のアルミブリスターシート枚数検査装置、および、包装箱内のインサートチップ数量検査装置を具体化した実施例について図面を参照しつつ説明する。
【実施例1】
【0025】
(磁界透過型センサ)
まず、実施例1の磁界透過型センサ1の構成について、主に図1および図2を参照して説明する。磁界透過型センサ1は、送信ヘッド10と、受信ヘッド20と、制御部30(数量判定手段に相当する。)とで構成される。
【0026】
送信ヘッド10は、コア11と、コア11に巻き回されたコイル12と、コア11とコイル12を保持するケース13とで構成される。送信ヘッド10のインダクタンスは、250〜900μHが好ましいが、本実施例ではより好ましい350μHを採用している。送信ヘッドの動作周波数は、80kHz〜140kHzが好ましいが、本実施例ではより好ましい100kHzを採用している。すわなち、送信ヘッドは、制御部30に接続され制御部30からの入力信号により100kHzの交番磁界を発生させる。
【0027】
コア11は、図3(a)に示すとおり、断面形状が角丸長方形の棒状で、この角丸長方形の短手方向の長さL112が軸方向の長さL111の半分以下である。コア11の材料は、初透磁率が1500以上が好ましく、略2300がより好ましい。また、150kHz以上まで初透磁率が同じ数値を保つ高周波特性を持つものが好ましい。さらに、コア11の抵抗率は6.0Ω・m以上が好ましく、略13Ω・mがより好ましい。本実施例では、コア11の材料は、上記の条件を満たす軟磁性のフェライトを使用している。
なお、コアの断面は円形でもよく、また、図3(b)に示すように、例えば2本でもよい。
【0028】
コイル12は、コア11の受信ヘッド20側の端部11a近傍に複層に巻き回されている。コイル12の軸方向の長さL121は、コア11の軸方向の長さL111の半分以下である。巻き線の巻き数は、80〜150回が好ましいが、本実施例では110回を採用している。巻き線の直径は、0.1〜0.3mmが好ましいが、本実施例では0.2mmを採用している。コイル12に接続されるケーブル14は、一芯シールドケーブルまたは二芯シールドケーブルが好ましいが、本実施例では二芯シールドケーブルを使用している。
【0029】
ケース13は、非導電性材料のプラスチックのみからなり、コア11とコイル12を完全に覆っている。
【0030】
受信ヘッド20は、送信ヘッド10と所定の距離をおいて配置され、制御部30に接続されている。受信ヘッド20は、コア21と、コア21に巻き回されたコイル22と、コア21とコイル22を保持するケース23とで構成される。受信ヘッド20のインダクタンスは、80〜250μHが好ましいが、本実施例ではより好ましい120μHを採用している。受信ヘッド20は、送信ヘッド10から発せられて包装箱40を透過した交番磁界を検出して受信信号を生成し、生成した受信信号は、制御部30に送られる。なお、コア21は、送信ヘッド10のコア11と同じものである。
【0031】
コイル22は、コア21の送信ヘッド10側の端部21a近傍に単層に巻き回されている。単層に巻き回されているのは、寄生容量(線間容量)を低減させるためである。コイル22の軸方向の長さL221は、コア21の軸方向の長さL211の半分以下である。巻き線の巻き数は、40〜70回が好ましいが、本実施例では50回を採用している。巻き線の直径は、0.05〜0.2mmが好ましいが本実施例では0.1mmを採用している。コイル22に接続されるケーブル24は、ツイスト二芯シールドケーブルを使用している。
【0032】
ケース23は、ケース13と同様に非導電性材料のプラスチックのみからなり、コア21とコイル22を完全に覆っている。
【0033】
制御部30は、受信ヘッド20によって生成された受信信号の変化、すなわち交番磁界の減衰量に基づき、包装箱40内の金属製の被対象物が所定数あるか否かを判定する。なお、制御部30の働き、および、磁界透過型センサ1の使用方法等については、実施例2で具体的に説明する。
【実施例2】
【0034】
(包装箱内のアルミブリスターシート枚数検査装置)
つぎに、実施例2の包装箱内のアルミブリスターシート枚数検査装置2(以下、検査装置2という。)の構成について、主に図6を参照して説明する。検査装置2は、包装箱40が図示しない搬送装置によりベルト60上を搬送される際に、包装箱40内のアルミブリスターシート41の枚数を検査する装置である。
【0035】
アルミブリスターシート41は、図7に示すように、包装箱40に層状に詰められている。アルミブリスターシート41に用いられる金属は、通常アルミニウムであるが、金属であれば特に材質は問わない。なお、アルミブリスターシート41は、金属フィルムやビニールでピロー包装された後に包装箱40に詰められていてもよい。
【0036】
包装箱40は通常紙製であるが特に材質を問わず、包装箱40がさらにプラスチックフィルム等で覆われていてもよい。また、アルミブリスターシート41が層状に収納される限り特に形状も問わない。
【0037】
図示しない搬送装置は、包装箱40を包装箱40の長手方向または短手方向に平行に移動させる。また、検査装置2を設置する位置において、包装箱40の通過位置は一定となっている。
【0038】
検査装置2は、実施例1の磁界透過型センサ1を備え、送信ヘッド10と受信ヘッド20は、それぞれのコア11,21の中心軸が一致するように、また、包装箱40内のアルミブリスターシート41のシート面のほぼ中心を挟むようにして対向して配置されている。すなわち、送信ヘッド10から発信された交番磁界が、重なり合う全てのアルミブリスターシート41を透過して受信ヘッド20に向かうように構成されている。また、送信ヘッド10と受信ヘッド20は、コア11,21の断面形状の長手方向が包装箱の長手方向と一致する向きで取り付けられている。
【0039】
送信ヘッド10と受信ヘッド20間の距離は、最大検出距離以内であれば特に問わないが、包装箱の上面および下面にできるだけ近づけたほうが、アルミブリスターシート41一枚あたりの出力電圧の差が大きくなり、搬送による振動や位置ずれに対し、より安定した検査結果をもたらす。なお、本実施例では、送信ヘッド10を包装箱40の上方に、受信ヘッド20を下方に配置したが、上下の位置を入れ替えてもよい。
【0040】
送信ヘッド10および受信ヘッド20を金属フレーム70に取り付ける場合は、金属フレーム70面がコア11およびコア21の中心軸と垂直とならないようにしなければならない。金属フレーム70から二次磁界が発生し、検出能力を弱めるからである。また、送信ヘッド10および受信ヘッド20を金属フレームに平行に取り付ける場合であっても、送信ヘッド10と受信ヘッド20との間に金属フレーム70が存在しないようにしなければならない。
【0041】
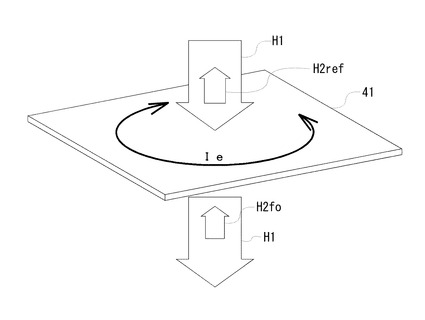
検査装置2がアルミブリスターシート41の枚数を検査できる原理を図7を参照して説明する。送信ヘッド10のコイル11に電流を流すと一次磁界H1が発生する。一次磁界H1がアルミブリスターシート41を通過しようとすると、アルミブリスターシート41に渦電流Ieが生じる。そして、渦電流Ieによって一次磁界H1とほぼ逆位相の二次磁界が発生する。より具体的には、アルミブリスターシート41の送信ヘッド側では二次磁界H2refが反射磁界となって返され、アルミブリスターシート41の受信ヘッド側では二次磁界H2foが進行磁界となって進む。ここで、アルミブリスターシート41の受信ヘッド20側の合成磁界は、H1+H2foであり、H2foがH1とほぼ逆位相であることから、一次磁界H1が減衰することとなる。アルミブリスターシート41が複数枚ある場合は、一次磁界H1が1枚ごとに減衰されるため、あらかじめ正常枚数時の合成磁界(透過磁界)と正常枚数に1枚満たない、あるいは1枚多いときの合成磁界を計測しておくことで、アルミブリスターシート41の枚数を検査することができる。
【0042】
つづいて、検査装置2の使用方法について説明する。検査装置2は、送信ヘッド10に印加する電流の変更によって感度レベルを設定する。送信ヘッド10に印加する電流が大きいほど発生磁界が強く、受信ヘッド20の受信レベルも上がる。また、受信ヘッド20が生成する出力電圧のアルミブリスターシート41、1枚あたりの差が大きくなる。しかし、大きくしすぎた場合、1枚または複数枚のアルミブリスターシート41を内包する包装箱40が送信ヘッド10と受信ヘッド20の間を通過しても、出力電圧は飽和したままで、ダイナミックレンジ内まで下がらない。したがって、検査したい枚数の範囲(例えば、規定枚数±1枚)の出力電圧範囲が、ダイナミックレンジ内に収まるよう送信ヘッド10に印加する電流を調整する。
【0043】
例えば、アルミブリスターシート41が10枚詰められている状態を正常枚数としたときに9枚と10枚と11枚とを判定する手順を示す。アルミブリスターシート41を包装箱40から1枚抜いて合計9枚とし、送信ヘッド10のコア11と受信ヘッド20のコア12の中心軸が包装箱40の中心を貫く位置に包装箱40を置き、受信ヘッド20の出力電圧が飽和電圧である10Vより低い電圧値(好ましくは8V以下)となるように送信ヘッド10に印加する電流を設定する。この時の出力電圧を9枚の値とし制御部30に記憶させる。アルミブリスターシート41を包装箱40に10枚入れ、先ほどと同じ位置に包装箱40を置き、出力電圧のレベルを確認する。この時の出力値を10枚の値とし制御部30に記憶させる。アルミブリスターシート41を包装箱40に11枚入れ、先ほどと同じ位置に包装箱40を置き、出力電圧のレベルを確認する。この時の出力値を11枚の値とし制御部30に記憶させる。そうすると、制御部30は、閾値を9枚と10枚、10枚と11枚の値の中間から若干高い値に自動的に設定する。なお、制御部30の上記の機能は、周知の技術を用いている。
【0044】
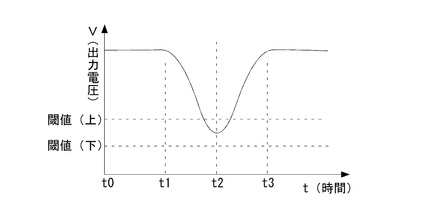
上記のとおり、受信ヘッド20が出力する出力電圧は、アルミブリスターシート41がない状態では出力飽和状態であり、アルミブリスターシート41の通過によって出力電圧は飽和状態からダイナミックレンジ内に落ち、アルミブリスターシート41の枚数が多いほど出力電圧は小さくなる。しかし、実際の検査では包装箱40が搬送装置によりベルト60上を移動していることから、出力電圧は図9のように推移する。時間tとアルミブリスターシート41の位置関係は以下のとおりである。t0からt1までは、送信ヘッド10と受信ヘッド20との間(以下、両ヘッド間という。)にアルミブリスターシート41は存在しないが、両ヘッド間にだんだん近づいている時間帯である。t1は、両ヘッド間にアルミブリスターシート41の先端が入った時点である。t2は、アルミブリスターシート41がさらに進み、シート面の中心が両ヘッド間を通過した時点である。このとき受信ヘッド20の出力電圧は最小値となる。t3は、アルミブリスターシート41の後端が両ヘッド間を通り抜けた時点である。したがって、制御部30は、このt2のときの出力電圧の最小値を計測し、閾値と比較することによって、両ヘッド間を通過した包装箱40内のアルミブリスターシート41の枚数を判定している。なお、出力電圧の代わりに出力電流を用いても同様に枚数を判定することができる。
【0045】
具体的には、制御部30は、受信ヘッド20の出力電圧を取得し、最小値を計測する。そして、制御部30は、最小値と閾値とを比較し、閾値の範囲内であれば、最小値を記憶するとともに最小値が何回出現したかを記憶する。これにより、正常枚数の包装箱40がいくつ通過したかを把握することができる。また、最小値が閾値の範囲外である場合は、制御部30は、図示しない排出装置に信号を送って正常枚数でない包装箱40を搬送装置から排出し、図示しないランプを点灯させ、ブザーを鳴らす。これにより、正常枚数以外の包装箱40が取り除かれたことを確認することができる。なお、制御部30の上記の機能は、周知の技術を用いている。
【実施例3】
【0046】
(包装箱内のインサートチップ数量検査装置)
つぎに、実施例3の包装箱内のインサートチップ数量検査装置3(以下、検査装置3という。)の構成について、主に図10、図11、図12を参照して説明する。検査装置3は、包装箱50が図示しない搬送装置によりベルト61上を搬送される際に、包装箱50内のインサートチップ51の数量を検査する装置である。
【0047】
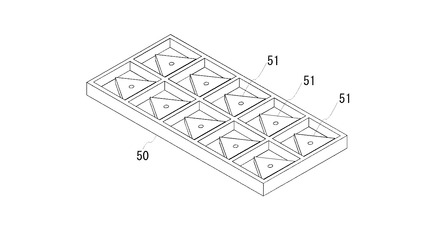
包装箱50は、略直方体で、図11に示すように内部に格子状の仕切り壁を有し、そのそれぞれの区画に1つずつのインサートチップ51が詰められている。本実施例では、10個入りである。包装箱50は通常不導体であるプラスチック製であり、さらに包装箱50は、不導体の材料であれば、不透明なプラスチックフィルム、紙シール等で覆われていてもよい。
【0048】
図示しない搬送装置は、包装箱50をインサートチップ51が置かれた面を下にして包装箱50の長手方向に平行に移動させる。インサートチップ51が置かれた面とは、包装箱50を開封し、インサートチップ51を取り出すときに下になる面、すなわち使用者が通常下面と感じる面である。また、検査装置3を設置する位置において、包装箱50の通過位置は一定となっている。
【0049】
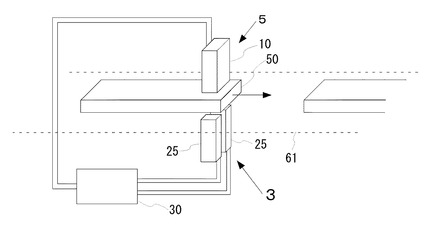
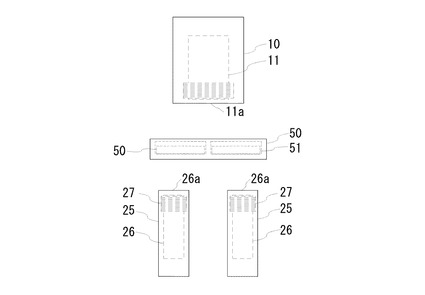
検査装置3は、実施例1とは異なる磁界透過型センサ5を備えている。具体的には、送信ヘッド10は同一であるが、受信ヘッド25は、コア26の断面形状が円形または角を丸めた矩形で、個数が包装箱50の短手方向の区画数と同数の2個となっている。コイル27については、実施例1と同様の仕様である。
【0050】
図12は、磁界透過型センサ5を包装箱50の進行方向正面から見た図であるが、送信ヘッド10は、図12に示すように包装箱50の短手方向中央の上方に配置されている。また、送信ヘッド10は、コア11の断面形状の長手方向が包装箱の短手方向と一致する向きで取り付けられている。2つの受信ヘッド25,25は、図12に示すようにそれぞれが包装箱50の短手方向に置かれたインサートチップ51,51のほぼ中心を挟むように送信ヘッド10と対向して配置されている。送信ヘッド10と受信ヘッド25,25は、それぞれのコア11,26,26の中心軸が平行となっている。
【0051】
すなわち、送信ヘッド10から発信された交番磁界が、全てのインサートチップ51,51を透過して受信ヘッド25,25に向かうように構成されている。本実施例では受信ヘッド25,25のコア26,26の中心軸はインサートチップ51,51が置かれた面の垂直方向と平行であるが、送信ヘッド10のコア先端11aの中央とインサートチップ51,51の中心を結ぶ方向と一致させてもよい。また、送信ヘッド10と受信ヘッド25,25の上下関係を入れ替えてもよい。なお、実施例1の磁界透過型センサ1を2つ設置することはできない。異なる制御部30にそれぞれ接続された送信ヘッド10と受信ヘッド20が近づきあうと、互いに干渉し、検査ができないからである。
【0052】
つづいて、例えばインサートチップ51が10個詰められている状態を正常としたときに不足を判定する手順を示す。まず、インサートチップ51を包装箱50に10個入れ、送信ヘッド10のコア先端11aの中央と受信ヘッド25,25のコア先端26a,26aを結んだ線がインサートチップ51,51のほぼ中心を貫く位置に包装箱50を置き、受信ヘッド25,25の出力電圧が飽和電圧である10Vを十分下回るように(好ましくは5V以下)送信ヘッド10に印加する電流を設定する。この時の出力電圧を正常値とし制御部30に記憶させる。つぎに、送信ヘッド10のコア先端11aの中央と受信ヘッド25,25のコア先端26a,26aを結んだ線が包装箱50の長手方向を区画する仕切り壁に位置するように包装箱50を移動させ、出力電圧のレベルを確認する。この時の出力値を区画値とし制御部30に記憶させる。そうすると、制御部30は、閾値を正常値と区画値の中間から若干高い値に設定する。なお、制御部30の上記の機能は、周知の技術を用いている。
【0053】
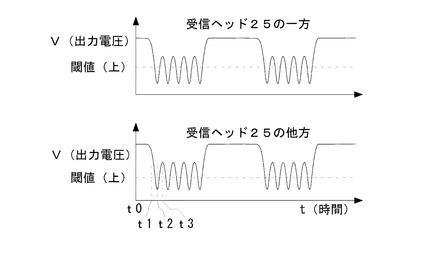
実際の検査では包装箱50が搬送装置上を移動していることから、受信ヘッド25,25の出力電圧は図13に示すように推移する。時間tとインサートチップ51の位置関係は以下のとおりである。t0からt1までは、送信ヘッド10と受信ヘッド25,25との間(以下、両ヘッド間という。)にインサートチップ51,51は存在しないが、両ヘッド間にだんだん近づいている時間帯である。t1は、両ヘッド間に包装箱50内の先端のインサートチップ51,51が入った時点である。t2は、先端のインサートチップ51,51の中心が両ヘッド間を通過した時点である。このとき受信ヘッド25,25の出力電圧は最小値となる。t3は、先端のインサートチップ51,51が両ヘッド間を通り抜け、包装箱50の長手方向を区画する仕切り壁が両ヘッド間を通過した時点である。そして、インサートチップ51は、1列に5個ずつ入っているため、さらにその後4回これを繰り返す。したがって、制御部30は、この合計10回全ての最小値を計測し、閾値と比較することによって、両ヘッド間を通過した包装箱50内のインサートチップ51の数量を判定している。なお、出力電圧の代わりに出力電流を用いても同様に数量を判定することができる。
【0054】
具体的には、制御部30は、包装箱50が一定速度で両ヘッド間を移動するときに、受信ヘッド25,25の出力電圧を取得し、最小値を計測する。そして、制御部30は、最小値と閾値とを比較し、閾値以下となる信号が、規則的に5回連続して出力された場合、正常と判定する。規則的に5回連続して出力されなかった場合、異常と判定し、制御部30は、図示しない排出装置に信号を送って異常と判定された包装箱50を搬送装置から排出し、図示しないランプを点灯させ、ブザーを鳴らす。これにより、インサートチップ51が正常数量以外の包装箱50を取り除くことができる。なお、制御部30の上記の機能は、周知の技術を用いている。
【符号の説明】
【0055】
1:磁界透過型センサ
2:包装箱内のアルミブリスターシート枚数検査装置
3:包装箱内のインサートチップ数量検査装置
5:磁界透過型センサ
10:送信ヘッド 11:コア 12:コイル 13:ケース 14:ケーブル
20:受信ヘッド 21:コア 22:コイル 23:ケース 24:ケーブル
25:受信ヘッド 26:コア
30:制御部 40:包装箱 41:アルミブリスターシート
50:包装箱 51:インサートチップ 60:ベルト 61:ベルト
70:金属プレート
【技術分野】
【0001】
本発明は、磁界を送受信して包装箱内の金属体の数量を検証する磁界透過型センサに関するものであり、さらには、このセンサを用いた包装箱内のアルミブリスターシート枚数検査装置、および、包装箱内のインサートチップ数量検査装置に関するものである。
【背景技術】
【0002】
従来、医薬品業界においては、錠剤やカプセル剤等の包装について、アルミブリスターシート(PTP包装とも呼ばれる)が広く用いられている。アルミブリスターシートとは、錠剤やカプセル剤の形にへこませた硬質プラスチックに錠剤やカプセル剤を入れ、アルミニウムフィルムで封をしたものである。そして、市販薬においてはアルミブリスターシートを所定枚数箱詰包装し販売するのが一般的となっている。ところで、医薬品は規定の内容量と実際の内容量とが一致することが厳しく要求されており、包装箱に封をした後にアルミブリスターシートの枚数を検査する方法が強く求められてきた。
【0003】
このため、医薬品製造工場では出荷前の最終工程の中で、封をした後の包装箱の質量を計測することによってアルミブリスターシートの枚数を検査することが一般化している。しかし、包装箱の質量が吸湿により変化すること、搬送装置上を搬送する際に振動が発生すること等から、包装箱の質量からアルミブリスターシートの枚数を正確に検査するのは簡単ではなかった。
【0004】
そこで、送信ヘッドから交番磁界を発生させ、包装箱を通過した交番磁界を受信ヘッドが受信し、受信した交番磁界の変化に基づき包装箱内の金属体の数量を検証する磁界透過型センサを用いた包装箱内のアルミブリスターシート枚数検査装置が提案されている(特許文献1)。この装置によれば包装箱の吸湿や振動を考慮する必要がない。しかし、従来の磁界透過型センサでは、送信ヘッドと包装箱、および、受信ヘッドと包装箱との距離が近接していなければならず、包装箱の種類が変わるたびに両ヘッド間の距離を変更しなければならなかった。このため、包装箱の種類によって両ヘッド間の距離を変更しなくてもよい磁界透過型センサ、および、この磁界透過型センサを用いた包装箱内のアルミブリスターシート枚数検査装置が求められていた。
【0005】
また、例えば切削工具の替刃であるインサートチップなどについても、包装箱に封をした後に包装箱内に所定数量が詰められているか否かを検査する方法が求められていた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−185111号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、このような事情に鑑みてなされたものであり、包装箱の種類によって送信ヘッドと受信ヘッドとの間の距離を変更することなしに、包装箱内の金属体の数量を正確に検証する磁界透過型センサを提供することである。また、さらにこの磁界透過型センサを用いた包装箱内のアルミブリスターシート枚数検査装置、および、包装箱内のインサートチップ数量検査装置を提供することである。
【課題を解決するための手段】
【0008】
上記課題を解決するために、請求項1に係る発明の磁界透過型センサでは、交番磁界を発生する一つの送信ヘッドと、この送信ヘッドから発せられて包装箱を透過した交番磁界を検出して受信信号を生成する一つまたは複数の受信ヘッドと、この受信ヘッドによって生成された受信信号の変化に基づき、包装箱内の金属製の被対象物が所定数あるか否かを判定する数量判定手段とを備え、送信ヘッドおよび受信ヘッドは、それぞれが、一つまたは複数の棒状のコアと、このコアに巻き回されたコイルと、コアとコイルとを保持するケースとからなり、コアは、断面形状が円形または角丸長方形で、断面形状が円形の場合は直径、角丸長方形の場合は短手方向の長さが軸方向の長さの半分以下であり、ケースは、非導電性材料のみからなることを特徴としている。
【0009】
請求項2に係る発明では、請求項1に記載の磁界透過型センサにおいて、コイルは、軸方向の長さがコアの軸方向の長さの半分以下で、送信ヘッドのコアでは中央よりも受信ヘッド側、受信ヘッドのコアでは中央よりも送信ヘッド側に寄って巻かれていることを特徴としている。
【0010】
請求項3に係る発明では、請求項1または2に記載の磁界透過型センサにおいて、コイルは、送信ヘッドのコアでは受信ヘッド側の端部、受信ヘッドのコアでは送信ヘッド側の端部に可能な限り寄って巻かれていることを特徴としている。
【0011】
請求項4に係る発明では、アルミブリスターシートが包装箱に層状に詰められた状態で搬送装置により搬送される際に、包装箱内のアルミブリスターシートの枚数を検査する装置であって、請求項1〜3のいずれかに記載の磁界透過型センサを備え、磁界透過型センサは、送信ヘッドと受信ヘッドとが包装箱内のアルミブリスターシートのシート面を挟むようにして対向して配置されていることを特徴としている。なお、ここでいうアルミブリスターシートには、錠剤やカプセル剤の形にへこませた硬質プラスチックに錠剤やカプセル剤を入れ、アルミニウムフィルムで封をしたものだけでなく、粉剤等の全面をアルミニウムフィルムで覆ったものも含まれる。
【0012】
請求項5に係る発明では、内部に格子状の仕切り壁を有し、そのそれぞれの区画に1個ずつのインサートチップが詰められた略直方体の包装箱が、インサートチップが置かれた面を下にして搬送装置により包装箱の長手方向に平行に搬送される際に、包装箱内のインサートチップの数量を検査する装置であって、請求項1〜3のいずれかに記載の磁界透過型センサを備え、磁界透過型センサは、送信ヘッドが包装箱の短手方向中央の上方または下方に配置され、受信ヘッドが包装箱の短手方向の区画数と同数であり、包装箱の短手方向に置かれたそれぞれのインサートチップの略中心を挟むようにして送信ヘッドと対向して配置されていることを特徴としている。なお、ここでいうインサートチップが置かれた面とは、包装箱を開封し、インサートチップを包装箱から取り出す際に下になる面、すなわちインサートチップの使用者が通常下面と感じる面のことをいう。
【発明の効果】
【0013】
請求項1に係る発明の磁界透過型センサによれば、送信ヘッドおよび受信ヘッドは次の特徴を備えている。まず、第1にケース部材に金属を使用しないで、プラスチック等の不導体材料のみを使用していることである。従来の磁界透過型センサでは、ケース部材に金属を使用していたが、金属系素材は、交流磁界を浴びると渦電流が発生し、渦電流によって一次磁界とほぼ逆相の二次磁界を発生させる。一次磁界と二次磁界の合成磁界が実際の磁界となるため、一次磁界が弱められることになっていた。本発明ではケース部材に金属を使用していないため、ケースに渦電流が発生することはなく、ケースから二次磁界が発生することもないため、結果的に送信ヘッドでは発生する磁界を強くすることができ、受信ヘッドでは磁界を受信する感度を上げることができる。
【0014】
第2に断面形状が円形または角丸長方形で、断面形状が円形の場合は直径、角丸長方形の場合は短手方向の長さが軸方向の長さの半分以下である一つまたは複数の棒状のコアを有していることである。コアを有することで送信ヘッドでは発生する磁界を強くすることができ、受信ヘッドでは磁界を受信する感度を上げることができる。また、コアの形状を細長くすることで反磁場係数を小さくすることができることから、送信ヘッドでは発生する磁界を強くすることができ、受信ヘッドでは磁界を受信する感度を上げることができる。さらに、コアの形状をE型ではなく棒状としたことで、図4に示すとおり送信ヘッドではより遠くまで磁界を広げさせることができ、受信ヘッドではより遠くの磁界まで拾うことができる。
【0015】
これらにより、請求項1に係る発明の磁界透過型センサでは、従来の磁界透過型センサよりも検出距離が長くなり、より大きな包装箱でも検査できる。また、これらにより、包装箱の種類によっていちいち送信ヘッドと受信ヘッドとの距離を変更する必要もない。さらに、従来の磁界透過型センサでは、検出感度を上げるために、包装箱の種類によって動作周波数を変えたり、数量判定方式を交番磁界の位相変化と減衰量のうち有利なほうに切り替えたりしていたが、本発明では十分な感度があるため、周波数は一定で変える必要はなく、数量判定方式も減衰量のみで対応でき、位相変化を考慮する必要はない。
【0016】
請求項2に係る発明の磁界透過型センサによれば、コアに巻き回されたコイルは、軸方向の長さがコアの軸方向の長さの半分以下で、コアの中央よりも送信ヘッドの場合は受信ヘッド側、受信ヘッドの場合は送信ヘッド側に寄って巻かれている。金属体を透過した交番磁界は、高い動作周波数ほど減衰量が大きいため、ある程度高い動作周波数でなければ正確な検査はできない。本発明では、コイルの軸方向の長さを短くすることで寄生容量(線間容量)を低減させ、並列共振周波数を高くしているため、高い動作周波数を得ることができる。また、コイルがコアの中央よりも端側に寄って巻かれているため、インダクタンスを小さくすることができ、これにより高い動作周波数でもインピーダンスを低くすることができる。
【0017】
また、受信ヘッドにおいては、コイルと浮遊容量によって自己発振が起こり、自己発生ノイズが発生するが、この自己発生ノイズが大きいと検査に悪影響を及ぼすため、できるだけ小さいことが望ましい。本発明では、コイルがコアの中央よりも端側に寄って巻かれていることで中央に巻いた場合と比較して自己発生ノイズを低減させることができる。これは、中央をずらして巻くことで平衡状態が崩れ自己発振を抑制できるためだと考える。これにより、安定した検査をすることができる。
【0018】
さらに、送信ヘッドにおいては、コイルをコアの中央よりも受信ヘッド側に巻くことによって、図5に示すように中心に巻いた場合と比較して受信ヘッドの方向により強い磁界を発生させることができる。また、受信ヘッドにおいては、コイルをコアの中央よりも送信ヘッド側に巻くことによって、中央に巻いた場合と比較してコイルと送信ヘッドとの距離が小さくなり、より多くの磁束がコイル内を通過するため、感度を上げることができる。
【0019】
これらにより、請求項2に係る発明の磁界透過型センサでは、従来の磁界透過型センサよりも検出距離が長くなり、より大きな包装箱でも検査できる。また、これらにより、包装箱の種類によっていちいち送信ヘッドと受信ヘッドとの距離を変更する必要もない。
【0020】
請求項3に係る発明によれば、請求項2に記載の磁界透過型センサにおいて、コイルは、送信ヘッドのコアでは受信ヘッド側の端部、受信ヘッドのコアでは送信ヘッド側の端部に可能な限り寄って巻かれている。これによりコイルのインダクタンスをより小さくでき、高い動作周波数を得ることができる。従来の磁界透過型センサでは、16kHz程度が上限であったが、本発明では140kHz程度まで使用できる。また、受信ヘッドにおいては、中央に巻いた場合と比較して自己発生ノイズをより低減することができるため、安定した検査をすることができる。さらに、送信ヘッドにおいては、中心に巻いた場合と比較して受信ヘッドの方向により強い磁界を発生させることができ、受信ヘッドでは、より感度を上げることができる。
【0021】
請求項4に係る発明の包装箱内のアルミブリスターシート枚数検査装置によれば、従来と比較して、高い周波数を使用し、出力も感度も増した磁界透過型センサを用いているため、包装箱の種類によって送信ヘッドと受信ヘッドとの距離を変更することなく、アルミブリスターシートの枚数を正確に検査することができる。また、包装箱に10枚程度のアルミブリスターシートが詰められている場合でも安定して検査することができる。
【0022】
請求項5に係る発明の包装箱内のインサートチップ数量検査装置によれば、封をした包装箱が搬送装置により搬送される際に、開封することなしに連続して包装箱内のインサートチップの数量を検査することができる。また、本発明は、既存の生産ラインに取付可能であり、低コストで導入できる。
【図面の簡単な説明】
【0023】
【図1】磁界透過型センサ(実施例1)を示した概略図である。
【図2】送信ヘッドと受信ヘッドの内部を示した概略図である。
【図3】コアの形状を示した図である。
【図4】棒状コアとE型コアの磁界の広がりを示した図である。
【図5】コイルをコアの先端寄りに巻いたときと中央に巻いたときの磁界の広がりを示した図である。
【図6】包装箱内のアルミブリスターシート枚数検査装置(実施例2)を示した概略図である。
【図7】アルミブリスターシートと包装箱の関係を示した図である。
【図8】包装箱内のアルミブリスターシート枚数検査装置がアルミブリスターシートの枚数を検査できる原理を説明する図である。
【図9】包装箱内のアルミブリスターシート枚数検査装置の受信ヘッドの出力特性を示した図である。
【図10】包装箱内のインサートチップ数量検査装置(実施例3)を示した概略図である。
【図11】インサートチップと包装箱の関係を示した図である。
【図12】包装箱内のインサートチップ数量検査装置の磁界透過型センサを包装箱の進行方向正面から見た図である。
【図13】包装箱内のインサートチップ数量検査装置の受信ヘッドの出力特性を示した図である。
【発明を実施するための形態】
【0024】
以下、本発明である磁界透過型センサ、包装箱内のアルミブリスターシート枚数検査装置、および、包装箱内のインサートチップ数量検査装置を具体化した実施例について図面を参照しつつ説明する。
【実施例1】
【0025】
(磁界透過型センサ)
まず、実施例1の磁界透過型センサ1の構成について、主に図1および図2を参照して説明する。磁界透過型センサ1は、送信ヘッド10と、受信ヘッド20と、制御部30(数量判定手段に相当する。)とで構成される。
【0026】
送信ヘッド10は、コア11と、コア11に巻き回されたコイル12と、コア11とコイル12を保持するケース13とで構成される。送信ヘッド10のインダクタンスは、250〜900μHが好ましいが、本実施例ではより好ましい350μHを採用している。送信ヘッドの動作周波数は、80kHz〜140kHzが好ましいが、本実施例ではより好ましい100kHzを採用している。すわなち、送信ヘッドは、制御部30に接続され制御部30からの入力信号により100kHzの交番磁界を発生させる。
【0027】
コア11は、図3(a)に示すとおり、断面形状が角丸長方形の棒状で、この角丸長方形の短手方向の長さL112が軸方向の長さL111の半分以下である。コア11の材料は、初透磁率が1500以上が好ましく、略2300がより好ましい。また、150kHz以上まで初透磁率が同じ数値を保つ高周波特性を持つものが好ましい。さらに、コア11の抵抗率は6.0Ω・m以上が好ましく、略13Ω・mがより好ましい。本実施例では、コア11の材料は、上記の条件を満たす軟磁性のフェライトを使用している。
なお、コアの断面は円形でもよく、また、図3(b)に示すように、例えば2本でもよい。
【0028】
コイル12は、コア11の受信ヘッド20側の端部11a近傍に複層に巻き回されている。コイル12の軸方向の長さL121は、コア11の軸方向の長さL111の半分以下である。巻き線の巻き数は、80〜150回が好ましいが、本実施例では110回を採用している。巻き線の直径は、0.1〜0.3mmが好ましいが、本実施例では0.2mmを採用している。コイル12に接続されるケーブル14は、一芯シールドケーブルまたは二芯シールドケーブルが好ましいが、本実施例では二芯シールドケーブルを使用している。
【0029】
ケース13は、非導電性材料のプラスチックのみからなり、コア11とコイル12を完全に覆っている。
【0030】
受信ヘッド20は、送信ヘッド10と所定の距離をおいて配置され、制御部30に接続されている。受信ヘッド20は、コア21と、コア21に巻き回されたコイル22と、コア21とコイル22を保持するケース23とで構成される。受信ヘッド20のインダクタンスは、80〜250μHが好ましいが、本実施例ではより好ましい120μHを採用している。受信ヘッド20は、送信ヘッド10から発せられて包装箱40を透過した交番磁界を検出して受信信号を生成し、生成した受信信号は、制御部30に送られる。なお、コア21は、送信ヘッド10のコア11と同じものである。
【0031】
コイル22は、コア21の送信ヘッド10側の端部21a近傍に単層に巻き回されている。単層に巻き回されているのは、寄生容量(線間容量)を低減させるためである。コイル22の軸方向の長さL221は、コア21の軸方向の長さL211の半分以下である。巻き線の巻き数は、40〜70回が好ましいが、本実施例では50回を採用している。巻き線の直径は、0.05〜0.2mmが好ましいが本実施例では0.1mmを採用している。コイル22に接続されるケーブル24は、ツイスト二芯シールドケーブルを使用している。
【0032】
ケース23は、ケース13と同様に非導電性材料のプラスチックのみからなり、コア21とコイル22を完全に覆っている。
【0033】
制御部30は、受信ヘッド20によって生成された受信信号の変化、すなわち交番磁界の減衰量に基づき、包装箱40内の金属製の被対象物が所定数あるか否かを判定する。なお、制御部30の働き、および、磁界透過型センサ1の使用方法等については、実施例2で具体的に説明する。
【実施例2】
【0034】
(包装箱内のアルミブリスターシート枚数検査装置)
つぎに、実施例2の包装箱内のアルミブリスターシート枚数検査装置2(以下、検査装置2という。)の構成について、主に図6を参照して説明する。検査装置2は、包装箱40が図示しない搬送装置によりベルト60上を搬送される際に、包装箱40内のアルミブリスターシート41の枚数を検査する装置である。
【0035】
アルミブリスターシート41は、図7に示すように、包装箱40に層状に詰められている。アルミブリスターシート41に用いられる金属は、通常アルミニウムであるが、金属であれば特に材質は問わない。なお、アルミブリスターシート41は、金属フィルムやビニールでピロー包装された後に包装箱40に詰められていてもよい。
【0036】
包装箱40は通常紙製であるが特に材質を問わず、包装箱40がさらにプラスチックフィルム等で覆われていてもよい。また、アルミブリスターシート41が層状に収納される限り特に形状も問わない。
【0037】
図示しない搬送装置は、包装箱40を包装箱40の長手方向または短手方向に平行に移動させる。また、検査装置2を設置する位置において、包装箱40の通過位置は一定となっている。
【0038】
検査装置2は、実施例1の磁界透過型センサ1を備え、送信ヘッド10と受信ヘッド20は、それぞれのコア11,21の中心軸が一致するように、また、包装箱40内のアルミブリスターシート41のシート面のほぼ中心を挟むようにして対向して配置されている。すなわち、送信ヘッド10から発信された交番磁界が、重なり合う全てのアルミブリスターシート41を透過して受信ヘッド20に向かうように構成されている。また、送信ヘッド10と受信ヘッド20は、コア11,21の断面形状の長手方向が包装箱の長手方向と一致する向きで取り付けられている。
【0039】
送信ヘッド10と受信ヘッド20間の距離は、最大検出距離以内であれば特に問わないが、包装箱の上面および下面にできるだけ近づけたほうが、アルミブリスターシート41一枚あたりの出力電圧の差が大きくなり、搬送による振動や位置ずれに対し、より安定した検査結果をもたらす。なお、本実施例では、送信ヘッド10を包装箱40の上方に、受信ヘッド20を下方に配置したが、上下の位置を入れ替えてもよい。
【0040】
送信ヘッド10および受信ヘッド20を金属フレーム70に取り付ける場合は、金属フレーム70面がコア11およびコア21の中心軸と垂直とならないようにしなければならない。金属フレーム70から二次磁界が発生し、検出能力を弱めるからである。また、送信ヘッド10および受信ヘッド20を金属フレームに平行に取り付ける場合であっても、送信ヘッド10と受信ヘッド20との間に金属フレーム70が存在しないようにしなければならない。
【0041】
検査装置2がアルミブリスターシート41の枚数を検査できる原理を図7を参照して説明する。送信ヘッド10のコイル11に電流を流すと一次磁界H1が発生する。一次磁界H1がアルミブリスターシート41を通過しようとすると、アルミブリスターシート41に渦電流Ieが生じる。そして、渦電流Ieによって一次磁界H1とほぼ逆位相の二次磁界が発生する。より具体的には、アルミブリスターシート41の送信ヘッド側では二次磁界H2refが反射磁界となって返され、アルミブリスターシート41の受信ヘッド側では二次磁界H2foが進行磁界となって進む。ここで、アルミブリスターシート41の受信ヘッド20側の合成磁界は、H1+H2foであり、H2foがH1とほぼ逆位相であることから、一次磁界H1が減衰することとなる。アルミブリスターシート41が複数枚ある場合は、一次磁界H1が1枚ごとに減衰されるため、あらかじめ正常枚数時の合成磁界(透過磁界)と正常枚数に1枚満たない、あるいは1枚多いときの合成磁界を計測しておくことで、アルミブリスターシート41の枚数を検査することができる。
【0042】
つづいて、検査装置2の使用方法について説明する。検査装置2は、送信ヘッド10に印加する電流の変更によって感度レベルを設定する。送信ヘッド10に印加する電流が大きいほど発生磁界が強く、受信ヘッド20の受信レベルも上がる。また、受信ヘッド20が生成する出力電圧のアルミブリスターシート41、1枚あたりの差が大きくなる。しかし、大きくしすぎた場合、1枚または複数枚のアルミブリスターシート41を内包する包装箱40が送信ヘッド10と受信ヘッド20の間を通過しても、出力電圧は飽和したままで、ダイナミックレンジ内まで下がらない。したがって、検査したい枚数の範囲(例えば、規定枚数±1枚)の出力電圧範囲が、ダイナミックレンジ内に収まるよう送信ヘッド10に印加する電流を調整する。
【0043】
例えば、アルミブリスターシート41が10枚詰められている状態を正常枚数としたときに9枚と10枚と11枚とを判定する手順を示す。アルミブリスターシート41を包装箱40から1枚抜いて合計9枚とし、送信ヘッド10のコア11と受信ヘッド20のコア12の中心軸が包装箱40の中心を貫く位置に包装箱40を置き、受信ヘッド20の出力電圧が飽和電圧である10Vより低い電圧値(好ましくは8V以下)となるように送信ヘッド10に印加する電流を設定する。この時の出力電圧を9枚の値とし制御部30に記憶させる。アルミブリスターシート41を包装箱40に10枚入れ、先ほどと同じ位置に包装箱40を置き、出力電圧のレベルを確認する。この時の出力値を10枚の値とし制御部30に記憶させる。アルミブリスターシート41を包装箱40に11枚入れ、先ほどと同じ位置に包装箱40を置き、出力電圧のレベルを確認する。この時の出力値を11枚の値とし制御部30に記憶させる。そうすると、制御部30は、閾値を9枚と10枚、10枚と11枚の値の中間から若干高い値に自動的に設定する。なお、制御部30の上記の機能は、周知の技術を用いている。
【0044】
上記のとおり、受信ヘッド20が出力する出力電圧は、アルミブリスターシート41がない状態では出力飽和状態であり、アルミブリスターシート41の通過によって出力電圧は飽和状態からダイナミックレンジ内に落ち、アルミブリスターシート41の枚数が多いほど出力電圧は小さくなる。しかし、実際の検査では包装箱40が搬送装置によりベルト60上を移動していることから、出力電圧は図9のように推移する。時間tとアルミブリスターシート41の位置関係は以下のとおりである。t0からt1までは、送信ヘッド10と受信ヘッド20との間(以下、両ヘッド間という。)にアルミブリスターシート41は存在しないが、両ヘッド間にだんだん近づいている時間帯である。t1は、両ヘッド間にアルミブリスターシート41の先端が入った時点である。t2は、アルミブリスターシート41がさらに進み、シート面の中心が両ヘッド間を通過した時点である。このとき受信ヘッド20の出力電圧は最小値となる。t3は、アルミブリスターシート41の後端が両ヘッド間を通り抜けた時点である。したがって、制御部30は、このt2のときの出力電圧の最小値を計測し、閾値と比較することによって、両ヘッド間を通過した包装箱40内のアルミブリスターシート41の枚数を判定している。なお、出力電圧の代わりに出力電流を用いても同様に枚数を判定することができる。
【0045】
具体的には、制御部30は、受信ヘッド20の出力電圧を取得し、最小値を計測する。そして、制御部30は、最小値と閾値とを比較し、閾値の範囲内であれば、最小値を記憶するとともに最小値が何回出現したかを記憶する。これにより、正常枚数の包装箱40がいくつ通過したかを把握することができる。また、最小値が閾値の範囲外である場合は、制御部30は、図示しない排出装置に信号を送って正常枚数でない包装箱40を搬送装置から排出し、図示しないランプを点灯させ、ブザーを鳴らす。これにより、正常枚数以外の包装箱40が取り除かれたことを確認することができる。なお、制御部30の上記の機能は、周知の技術を用いている。
【実施例3】
【0046】
(包装箱内のインサートチップ数量検査装置)
つぎに、実施例3の包装箱内のインサートチップ数量検査装置3(以下、検査装置3という。)の構成について、主に図10、図11、図12を参照して説明する。検査装置3は、包装箱50が図示しない搬送装置によりベルト61上を搬送される際に、包装箱50内のインサートチップ51の数量を検査する装置である。
【0047】
包装箱50は、略直方体で、図11に示すように内部に格子状の仕切り壁を有し、そのそれぞれの区画に1つずつのインサートチップ51が詰められている。本実施例では、10個入りである。包装箱50は通常不導体であるプラスチック製であり、さらに包装箱50は、不導体の材料であれば、不透明なプラスチックフィルム、紙シール等で覆われていてもよい。
【0048】
図示しない搬送装置は、包装箱50をインサートチップ51が置かれた面を下にして包装箱50の長手方向に平行に移動させる。インサートチップ51が置かれた面とは、包装箱50を開封し、インサートチップ51を取り出すときに下になる面、すなわち使用者が通常下面と感じる面である。また、検査装置3を設置する位置において、包装箱50の通過位置は一定となっている。
【0049】
検査装置3は、実施例1とは異なる磁界透過型センサ5を備えている。具体的には、送信ヘッド10は同一であるが、受信ヘッド25は、コア26の断面形状が円形または角を丸めた矩形で、個数が包装箱50の短手方向の区画数と同数の2個となっている。コイル27については、実施例1と同様の仕様である。
【0050】
図12は、磁界透過型センサ5を包装箱50の進行方向正面から見た図であるが、送信ヘッド10は、図12に示すように包装箱50の短手方向中央の上方に配置されている。また、送信ヘッド10は、コア11の断面形状の長手方向が包装箱の短手方向と一致する向きで取り付けられている。2つの受信ヘッド25,25は、図12に示すようにそれぞれが包装箱50の短手方向に置かれたインサートチップ51,51のほぼ中心を挟むように送信ヘッド10と対向して配置されている。送信ヘッド10と受信ヘッド25,25は、それぞれのコア11,26,26の中心軸が平行となっている。
【0051】
すなわち、送信ヘッド10から発信された交番磁界が、全てのインサートチップ51,51を透過して受信ヘッド25,25に向かうように構成されている。本実施例では受信ヘッド25,25のコア26,26の中心軸はインサートチップ51,51が置かれた面の垂直方向と平行であるが、送信ヘッド10のコア先端11aの中央とインサートチップ51,51の中心を結ぶ方向と一致させてもよい。また、送信ヘッド10と受信ヘッド25,25の上下関係を入れ替えてもよい。なお、実施例1の磁界透過型センサ1を2つ設置することはできない。異なる制御部30にそれぞれ接続された送信ヘッド10と受信ヘッド20が近づきあうと、互いに干渉し、検査ができないからである。
【0052】
つづいて、例えばインサートチップ51が10個詰められている状態を正常としたときに不足を判定する手順を示す。まず、インサートチップ51を包装箱50に10個入れ、送信ヘッド10のコア先端11aの中央と受信ヘッド25,25のコア先端26a,26aを結んだ線がインサートチップ51,51のほぼ中心を貫く位置に包装箱50を置き、受信ヘッド25,25の出力電圧が飽和電圧である10Vを十分下回るように(好ましくは5V以下)送信ヘッド10に印加する電流を設定する。この時の出力電圧を正常値とし制御部30に記憶させる。つぎに、送信ヘッド10のコア先端11aの中央と受信ヘッド25,25のコア先端26a,26aを結んだ線が包装箱50の長手方向を区画する仕切り壁に位置するように包装箱50を移動させ、出力電圧のレベルを確認する。この時の出力値を区画値とし制御部30に記憶させる。そうすると、制御部30は、閾値を正常値と区画値の中間から若干高い値に設定する。なお、制御部30の上記の機能は、周知の技術を用いている。
【0053】
実際の検査では包装箱50が搬送装置上を移動していることから、受信ヘッド25,25の出力電圧は図13に示すように推移する。時間tとインサートチップ51の位置関係は以下のとおりである。t0からt1までは、送信ヘッド10と受信ヘッド25,25との間(以下、両ヘッド間という。)にインサートチップ51,51は存在しないが、両ヘッド間にだんだん近づいている時間帯である。t1は、両ヘッド間に包装箱50内の先端のインサートチップ51,51が入った時点である。t2は、先端のインサートチップ51,51の中心が両ヘッド間を通過した時点である。このとき受信ヘッド25,25の出力電圧は最小値となる。t3は、先端のインサートチップ51,51が両ヘッド間を通り抜け、包装箱50の長手方向を区画する仕切り壁が両ヘッド間を通過した時点である。そして、インサートチップ51は、1列に5個ずつ入っているため、さらにその後4回これを繰り返す。したがって、制御部30は、この合計10回全ての最小値を計測し、閾値と比較することによって、両ヘッド間を通過した包装箱50内のインサートチップ51の数量を判定している。なお、出力電圧の代わりに出力電流を用いても同様に数量を判定することができる。
【0054】
具体的には、制御部30は、包装箱50が一定速度で両ヘッド間を移動するときに、受信ヘッド25,25の出力電圧を取得し、最小値を計測する。そして、制御部30は、最小値と閾値とを比較し、閾値以下となる信号が、規則的に5回連続して出力された場合、正常と判定する。規則的に5回連続して出力されなかった場合、異常と判定し、制御部30は、図示しない排出装置に信号を送って異常と判定された包装箱50を搬送装置から排出し、図示しないランプを点灯させ、ブザーを鳴らす。これにより、インサートチップ51が正常数量以外の包装箱50を取り除くことができる。なお、制御部30の上記の機能は、周知の技術を用いている。
【符号の説明】
【0055】
1:磁界透過型センサ
2:包装箱内のアルミブリスターシート枚数検査装置
3:包装箱内のインサートチップ数量検査装置
5:磁界透過型センサ
10:送信ヘッド 11:コア 12:コイル 13:ケース 14:ケーブル
20:受信ヘッド 21:コア 22:コイル 23:ケース 24:ケーブル
25:受信ヘッド 26:コア
30:制御部 40:包装箱 41:アルミブリスターシート
50:包装箱 51:インサートチップ 60:ベルト 61:ベルト
70:金属プレート
【特許請求の範囲】
【請求項1】
交番磁界を発生する一つの送信ヘッドと、
この送信ヘッドから発せられて包装箱を透過した交番磁界を検出して受信信号を生成する一つまたは複数の受信ヘッドと、
この受信ヘッドによって生成された受信信号の変化に基づき、前記包装箱内の金属製の被対象物が所定数あるか否かを判定する数量判定手段とを備え、
前記送信ヘッドおよび前記受信ヘッドは、それぞれが、
一つまたは複数の棒状のコアと、
このコアに巻き回されたコイルと、
前記コアと前記コイルとを保持するケースとからなり、
前記コアは、断面形状が円形または角丸長方形で、断面形状が円形の場合は直径、角丸長方形の場合は短手方向の長さが軸方向の長さの半分以下であり、
前記ケースは、非導電性材料のみからなることを特徴とする磁界透過型センサ。
【請求項2】
前記コイルは、軸方向の長さが前記コアの軸方向の長さの半分以下で、前記送信ヘッドの前記コアでは中央よりも前記受信ヘッド側、前記受信ヘッドの前記コアでは中央よりも前記送信ヘッド側に寄って巻かれていることを特徴とする請求項1に記載の磁界透過型センサ。
【請求項3】
前記コイルは、前記送信ヘッドの前記コアでは前記受信ヘッド側の端部、前記受信ヘッドの前記コアでは前記送信ヘッド側の端部に可能な限り寄って巻かれていることを特徴とする請求項2に記載の磁界透過型センサ。
【請求項4】
アルミブリスターシートが包装箱に層状に詰められた状態で搬送装置により搬送される際に、前記包装箱内の前記アルミブリスターシートの枚数を検査する装置であって、
請求項1〜3のいずれかに記載の磁界透過型センサを備え、
前記磁界透過型センサは、前記送信ヘッドと前記受信ヘッドとが前記包装箱内の前記アルミブリスターシートのシート面を挟むようにして対向して配置されていることを特徴とする包装箱内のアルミブリスターシート枚数検査装置。
【請求項5】
内部に格子状の仕切り壁を有し、そのそれぞれの区画に1個ずつのインサートチップが詰められた略直方体の包装箱が、前記インサートチップが置かれた面を下にして搬送装置により前記包装箱の長手方向に平行に搬送される際に、前記包装箱内の前記インサートチップの数量を検査する装置であって、
請求項1〜3のいずれかに記載の磁界透過型センサを備え、前記磁界透過型センサは、
前記送信ヘッドが前記包装箱の短手方向中央の上方または下方に配置され、
前記受信ヘッドが前記包装箱の短手方向の区画数と同数であり、前記包装箱の短手方向に置かれたそれぞれの前記インサートチップの略中心を挟むようにして前記送信ヘッドと対向して配置されていることを特徴とする包装箱内のインサートチップ数量検査装置。
【請求項1】
交番磁界を発生する一つの送信ヘッドと、
この送信ヘッドから発せられて包装箱を透過した交番磁界を検出して受信信号を生成する一つまたは複数の受信ヘッドと、
この受信ヘッドによって生成された受信信号の変化に基づき、前記包装箱内の金属製の被対象物が所定数あるか否かを判定する数量判定手段とを備え、
前記送信ヘッドおよび前記受信ヘッドは、それぞれが、
一つまたは複数の棒状のコアと、
このコアに巻き回されたコイルと、
前記コアと前記コイルとを保持するケースとからなり、
前記コアは、断面形状が円形または角丸長方形で、断面形状が円形の場合は直径、角丸長方形の場合は短手方向の長さが軸方向の長さの半分以下であり、
前記ケースは、非導電性材料のみからなることを特徴とする磁界透過型センサ。
【請求項2】
前記コイルは、軸方向の長さが前記コアの軸方向の長さの半分以下で、前記送信ヘッドの前記コアでは中央よりも前記受信ヘッド側、前記受信ヘッドの前記コアでは中央よりも前記送信ヘッド側に寄って巻かれていることを特徴とする請求項1に記載の磁界透過型センサ。
【請求項3】
前記コイルは、前記送信ヘッドの前記コアでは前記受信ヘッド側の端部、前記受信ヘッドの前記コアでは前記送信ヘッド側の端部に可能な限り寄って巻かれていることを特徴とする請求項2に記載の磁界透過型センサ。
【請求項4】
アルミブリスターシートが包装箱に層状に詰められた状態で搬送装置により搬送される際に、前記包装箱内の前記アルミブリスターシートの枚数を検査する装置であって、
請求項1〜3のいずれかに記載の磁界透過型センサを備え、
前記磁界透過型センサは、前記送信ヘッドと前記受信ヘッドとが前記包装箱内の前記アルミブリスターシートのシート面を挟むようにして対向して配置されていることを特徴とする包装箱内のアルミブリスターシート枚数検査装置。
【請求項5】
内部に格子状の仕切り壁を有し、そのそれぞれの区画に1個ずつのインサートチップが詰められた略直方体の包装箱が、前記インサートチップが置かれた面を下にして搬送装置により前記包装箱の長手方向に平行に搬送される際に、前記包装箱内の前記インサートチップの数量を検査する装置であって、
請求項1〜3のいずれかに記載の磁界透過型センサを備え、前記磁界透過型センサは、
前記送信ヘッドが前記包装箱の短手方向中央の上方または下方に配置され、
前記受信ヘッドが前記包装箱の短手方向の区画数と同数であり、前記包装箱の短手方向に置かれたそれぞれの前記インサートチップの略中心を挟むようにして前記送信ヘッドと対向して配置されていることを特徴とする包装箱内のインサートチップ数量検査装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2012−124685(P2012−124685A)
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願番号】特願2010−273033(P2010−273033)
【出願日】平成22年12月7日(2010.12.7)
【出願人】(710007803)クーレヨン株式会社 (4)
【Fターム(参考)】
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願日】平成22年12月7日(2010.12.7)
【出願人】(710007803)クーレヨン株式会社 (4)
【Fターム(参考)】
[ Back to top ]