
磁石用再生磁粉および磁石体の製造方法
【課題】バージン磁粉に対する再生磁粉の混合割合を増大させることができ、もって資源の有効利用を図る。
【解決手段】超急冷法によって得たバージン磁粉を含む原料を熱間塑性加工することにより製造された磁石体の、使用不可部分に対して水素吸蔵粉砕処理を施して磁石製造用の再生磁粉を得る。そして、再生磁粉をバージン磁粉に対し全体量の40質量%以上で80質量%以下の割合で混合して混合磁粉とし、当該混合磁粉を熱間塑性加工して磁石体を得る。
【解決手段】超急冷法によって得たバージン磁粉を含む原料を熱間塑性加工することにより製造された磁石体の、使用不可部分に対して水素吸蔵粉砕処理を施して磁石製造用の再生磁粉を得る。そして、再生磁粉をバージン磁粉に対し全体量の40質量%以上で80質量%以下の割合で混合して混合磁粉とし、当該混合磁粉を熱間塑性加工して磁石体を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は磁石用再生磁粉および磁石体の製造方法に関し、特に、異方性磁石体の製造に適した製造方法に関する。
【背景技術】
【0002】
異方性磁石体の製造方法として、超急冷法によって得た磁粉(バージン磁粉)を、形状成形のための冷間プレス成形、成形品密度を高めるための熱間プレス成形、および磁気異方性を付与するための熱間塑性加工を経て行う方法が知られている。この場合、熱間塑性加工後の形状が筒状になるものでは、その開口縁部分は磁気特性が劣るために使用不可部分となる。また、熱間塑性加工後の形状が有底筒状になるものでは、開口縁部分に加えて、底壁部分では磁気異方性が得られないためこの部分が使用不可部分となる。また、寸法不良等によって成形品全体が使用不可部分となることもある。従来、これら使用不可部分は回収して再溶融し、超急冷法によって再度磁粉にしているが、これはコスト高になるとともに使用不可部分の再利用に時間を要するという問題があった。
【0003】
そこで、引用文献1では、Nd-Fe-B系磁石体の使用不可部分を粉砕して再生磁粉とし、これをバージン磁粉に一定割合で混合して、この混合粉末を熱間塑性加工することによって新たなNd-Fe-B系磁石体を得る方法が示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−100524
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、上記従来の方法は回収された使用不可部分の粉砕を機械的に行っているため、得られた再生磁粉はその粒子形態や、酸素含有量等が高くなるなどその化学組成がバージン磁粉とは大きく異なる。このため、磁石体の耐食性や機械的強度、磁気特性の低下を防止するためには再生磁粉の混合割合は全体量の40質量%以下に抑える必要があって、再生磁粉の利用率が未だ不十分であるという問題があった。
【0006】
そこで、本発明はこのような課題を解決するもので、バージン磁粉に対する再生磁粉の混合割合を増大させることができ、もって資源の有効利用を図ることが可能な磁石用再生磁粉および磁石体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本第1発明の再生磁粉の製造方法では、超急冷法によって得たバージン磁粉を含む原料を熱間塑性加工することにより製造された磁石体の、使用不可部分に対して水素吸蔵粉砕処理を施して磁石製造用の再生磁粉を得ることを特徴とする。ここで、「使用不可部分」とは、磁石体のうち磁気特性が劣る部分、寸法が不良な部分等、製品として使用するには不適な部分を言う。
【0008】
本第1発明で得られる再生磁粉は、酸化し易い粒径の小さい微粉の発生が少なく粉末の酸素濃度が低いため磁石体の耐食性や機械的強度、磁気特性の低下を防くことができ、この結果、磁石体の製造に際してバージン磁粉への混合割合を従来より多くして資源の有効利用を図ることができる。
【0009】
また、本第2発明の磁石体の製造方法では、前記再生磁粉をバージン磁粉に対し全体量の40質量%以上で80質量%以下の割合で混合して混合磁粉とし、当該混合磁粉を熱間塑性加工して磁石体を得ることを特徴とする。
【0010】
本第2発明により得られる磁石体は、バージン磁粉のみから製造された磁石体に対して、耐食性や機械的強度、磁気特性のいずれもその低下を許容範囲内に収めることができ、しかも再生磁粉の混入量を従来よりも多くすることができるから、資源の有効利用を図ることができる。
【発明の効果】
【0011】
以上のように、本発明によれば、バージン磁粉に対する再生磁粉の混合割合を増大させることができ、もって資源の有効利用を図ることができる。
【図面の簡単な説明】
【0012】
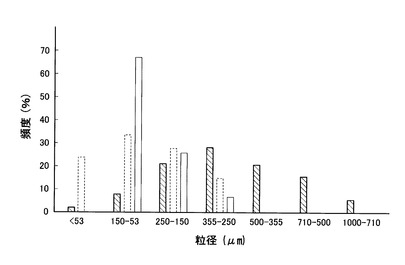
【図1】再生磁粉とバージン磁粉の粒径分布を比較したグラフである。
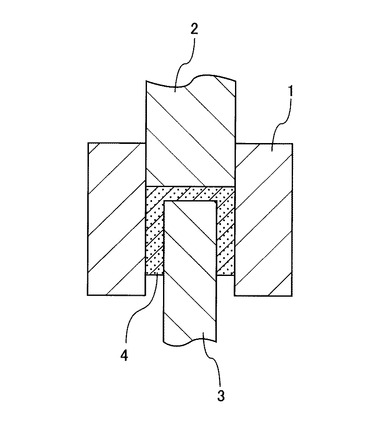
【図2】磁石体の熱間塑性加工工程を示す断面図である。
【図3】磁石体の全体縦断面図である。
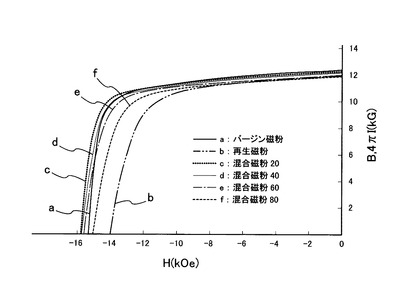
【図4】磁石体のB−H特性を示す図である。
【発明を実施するための形態】
【0013】
なお、以下に説明する実施形態はあくまで一例であり、本発明の要旨を逸脱しない範囲で当業者が行う種々の設計的改良も本発明の範囲に含まれる。
【0014】
Nd:30質量%,Co:4.0質量%,Ga:0.5質量%,B:0.9質量%,Fe:残部からなるNd−Fe−Co−B系合金から、公知の超急冷法によって薄片のバージン磁粉を得た。この際のバージン磁粉の粒径分布は図1の細実線棒グラフで示すように、53〜355μmの範囲にあり、53μm以下の微粉は存在しない。
【0015】
このようなバージン磁粉を冷間プレス成形し、冷間プレス成形体にカーボン潤滑剤を塗布した後、800℃で熱間プレス成形を行った。その後、熱間プレス成形体を室温まで冷却した後、再度カーボン潤滑剤の塗布を行って、800℃で熱間押出加工(塑性加工)を行い、磁石体を得た。熱間押出加工は図2に示すように、金型1の内部で金型2,3によって上記熱間プレス成形体を押出成形するもので、この成形で得られる磁石体4は図3に示すような有底円筒体となる。
【0016】
磁石体4のうち開口縁部分41と底壁部分42は、前述のように磁気特性が劣る、あるいは磁気異方性が得られない等の使用不可部分であるため、これらの部分41,42は磁石体4から切断分離されて、最終的に円筒状の磁石体4が得られる。本実施形態では、切断分離された使用不可部分41,42に対して水素吸蔵粉砕処理を施した。
【0017】
すなわち、真空槽内に使用不可部分41,42たる磁石片を装入して真空排気し、その後、水素を導入して所定温度(本実施形態では400℃)まで昇温する。この状態で所定時間(本実施形態では3時間)放置して水素を吸蔵させる。その後、水素を排気して再度所定温度(本実施形態では720℃)まで昇温し、この状態で所定時間(本実施形態では1時間)水素の脱気を行って再生磁粉を得た。
【0018】
水素吸蔵粉砕処理で得られた再生磁粉の粒径分布を図1の斜線を付した太実線棒グラフで示す。これによれば、粒径分布は53μm以下から1000μm辺りまで広く分布しているものの、図より明らかなように、酸化し易いため磁石体の耐食性や機械的強度および磁気特性の低下をもたらす53μm以下の微粉の割合は2%程度と極めて少ない。これに対して、ジェットミル粉砕等の従来の機械的粉砕では、図1の破線棒グラフで示すように、53μm以下の微粉の割合が24%程度にも達している。
【0019】
そこでバージン磁粉のみを使用した場合、水素吸蔵粉砕により得られた再生磁粉について、再生磁粉のみを使用した場合、バージン磁粉に対し全体量の20質量%,40質量%,60質量%,80質量%の再生磁粉を混合した混合磁粉(それぞれ混合磁粉20,混合磁粉40,混合磁粉60,混合磁粉80という)を使用した場合、のそれぞれについて、前述の冷間プレス成形、熱間プレス成形、および熱間押出加工の工程により外径30mm、内径25mm、長さ30mmの円筒磁石体を製造して、それぞれのBH特性を測定した。これを図4に示す。図4より明らかなように、再生磁粉のみでは良好なBH特性が得られないが、再生磁粉の混入割合が40質量%以下ではBH特性は殆ど悪化せず、再生磁粉の混入割合を60質量%、80質量%にしてもBH特性はやや悪化するものの未だ許容範囲内にある。したがって、再生磁粉の混入量を40質量%を越えて80質量%程度まで増やすことができる。
【0020】
また、バージン磁粉のみ、バージン磁粉に水素吸蔵粉砕による再生磁粉を全体量の80質量%混合した混合磁粉(混合磁粉Aという)、バージン磁粉に機械粉砕による再生磁粉を全体量の40質量%混合した混合磁粉(混合磁粉Bという)、バージン磁粉に機械粉砕による再生磁粉を全体量の80質量%混合した混合磁粉(混合磁粉C)を使用して上記と同様の工程で同形の円筒磁石体を製造し、各磁石体の磁気特性および機械的強度を測定した。これを表1に示す。
【0021】
磁気特性についてはマグネットアナライザーによって全磁束量を測定した。表1より明らかなように、バージン磁粉のみの磁石体の全磁束量が484μWであるのに対して、混合磁粉Aを使用した磁石体の全磁束量は460μWと十分大きな値を示している。これに対し、混合磁粉Bを使用した磁石体では全磁束量は449μWと大きくは低下していない。しかし、混合磁粉Cを使用した磁石体では全磁束量は420μWと大きく低下してしまう。
【0022】
機械的強度については表1に示すように圧環強度を測定した。ここで圧環強度とは、サンプルに半径方向から力を加えて当該サンプルが破壊した荷重(圧環荷重)に対してサンプルの寸法等を勘案した値である。具体的には、圧環荷重×(外径−肉厚)/(高さ×(肉厚)2)で求められる。なお肉厚は、(外径−内径)/2の値である。これによると、バージン磁粉のみの磁石体では圧環強度が181MPaであるのに対して、混合磁粉Aを使用した磁石体の圧環強度は176.3MPaと十分な強度を示している。これに対し、混合磁粉Bを使用した磁石体では圧環強度は143MPaと大きく低下してしまう。混合磁粉Gを使用した磁石体では圧環強度は110MPaと著しく低下する。
【0023】
【表1】

【0024】
以上より、従来の機械粉砕により得られた再生磁粉を全体量の80質量%の混合割合でバージン磁粉に加えると、これを使用して成形された磁石体は磁気特性、機械的強度のいずれもバージン磁粉のみを使用して成形された磁石体に対して大きく低下する。これに対して、水素吸蔵粉砕により得られた再生磁粉はバージン磁粉に対して全体量の80質量%の混合割合で加えても、これより成形された磁石体は、バージン磁粉のみを使用して成形された磁石体に比して磁気特性、機械的強度のいずれもその低下は許容範囲内に維持される。したがって、再生磁粉の有効活用が可能となり、資源の有効利用を図ることが可能となる。
【符号の説明】
【0025】
1,2,3…金型、4…磁石体、41…開口縁部分(使用不可部分)、42…底壁部分(使用不可部分)。
【技術分野】
【0001】
本発明は磁石用再生磁粉および磁石体の製造方法に関し、特に、異方性磁石体の製造に適した製造方法に関する。
【背景技術】
【0002】
異方性磁石体の製造方法として、超急冷法によって得た磁粉(バージン磁粉)を、形状成形のための冷間プレス成形、成形品密度を高めるための熱間プレス成形、および磁気異方性を付与するための熱間塑性加工を経て行う方法が知られている。この場合、熱間塑性加工後の形状が筒状になるものでは、その開口縁部分は磁気特性が劣るために使用不可部分となる。また、熱間塑性加工後の形状が有底筒状になるものでは、開口縁部分に加えて、底壁部分では磁気異方性が得られないためこの部分が使用不可部分となる。また、寸法不良等によって成形品全体が使用不可部分となることもある。従来、これら使用不可部分は回収して再溶融し、超急冷法によって再度磁粉にしているが、これはコスト高になるとともに使用不可部分の再利用に時間を要するという問題があった。
【0003】
そこで、引用文献1では、Nd-Fe-B系磁石体の使用不可部分を粉砕して再生磁粉とし、これをバージン磁粉に一定割合で混合して、この混合粉末を熱間塑性加工することによって新たなNd-Fe-B系磁石体を得る方法が示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−100524
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、上記従来の方法は回収された使用不可部分の粉砕を機械的に行っているため、得られた再生磁粉はその粒子形態や、酸素含有量等が高くなるなどその化学組成がバージン磁粉とは大きく異なる。このため、磁石体の耐食性や機械的強度、磁気特性の低下を防止するためには再生磁粉の混合割合は全体量の40質量%以下に抑える必要があって、再生磁粉の利用率が未だ不十分であるという問題があった。
【0006】
そこで、本発明はこのような課題を解決するもので、バージン磁粉に対する再生磁粉の混合割合を増大させることができ、もって資源の有効利用を図ることが可能な磁石用再生磁粉および磁石体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本第1発明の再生磁粉の製造方法では、超急冷法によって得たバージン磁粉を含む原料を熱間塑性加工することにより製造された磁石体の、使用不可部分に対して水素吸蔵粉砕処理を施して磁石製造用の再生磁粉を得ることを特徴とする。ここで、「使用不可部分」とは、磁石体のうち磁気特性が劣る部分、寸法が不良な部分等、製品として使用するには不適な部分を言う。
【0008】
本第1発明で得られる再生磁粉は、酸化し易い粒径の小さい微粉の発生が少なく粉末の酸素濃度が低いため磁石体の耐食性や機械的強度、磁気特性の低下を防くことができ、この結果、磁石体の製造に際してバージン磁粉への混合割合を従来より多くして資源の有効利用を図ることができる。
【0009】
また、本第2発明の磁石体の製造方法では、前記再生磁粉をバージン磁粉に対し全体量の40質量%以上で80質量%以下の割合で混合して混合磁粉とし、当該混合磁粉を熱間塑性加工して磁石体を得ることを特徴とする。
【0010】
本第2発明により得られる磁石体は、バージン磁粉のみから製造された磁石体に対して、耐食性や機械的強度、磁気特性のいずれもその低下を許容範囲内に収めることができ、しかも再生磁粉の混入量を従来よりも多くすることができるから、資源の有効利用を図ることができる。
【発明の効果】
【0011】
以上のように、本発明によれば、バージン磁粉に対する再生磁粉の混合割合を増大させることができ、もって資源の有効利用を図ることができる。
【図面の簡単な説明】
【0012】
【図1】再生磁粉とバージン磁粉の粒径分布を比較したグラフである。
【図2】磁石体の熱間塑性加工工程を示す断面図である。
【図3】磁石体の全体縦断面図である。
【図4】磁石体のB−H特性を示す図である。
【発明を実施するための形態】
【0013】
なお、以下に説明する実施形態はあくまで一例であり、本発明の要旨を逸脱しない範囲で当業者が行う種々の設計的改良も本発明の範囲に含まれる。
【0014】
Nd:30質量%,Co:4.0質量%,Ga:0.5質量%,B:0.9質量%,Fe:残部からなるNd−Fe−Co−B系合金から、公知の超急冷法によって薄片のバージン磁粉を得た。この際のバージン磁粉の粒径分布は図1の細実線棒グラフで示すように、53〜355μmの範囲にあり、53μm以下の微粉は存在しない。
【0015】
このようなバージン磁粉を冷間プレス成形し、冷間プレス成形体にカーボン潤滑剤を塗布した後、800℃で熱間プレス成形を行った。その後、熱間プレス成形体を室温まで冷却した後、再度カーボン潤滑剤の塗布を行って、800℃で熱間押出加工(塑性加工)を行い、磁石体を得た。熱間押出加工は図2に示すように、金型1の内部で金型2,3によって上記熱間プレス成形体を押出成形するもので、この成形で得られる磁石体4は図3に示すような有底円筒体となる。
【0016】
磁石体4のうち開口縁部分41と底壁部分42は、前述のように磁気特性が劣る、あるいは磁気異方性が得られない等の使用不可部分であるため、これらの部分41,42は磁石体4から切断分離されて、最終的に円筒状の磁石体4が得られる。本実施形態では、切断分離された使用不可部分41,42に対して水素吸蔵粉砕処理を施した。
【0017】
すなわち、真空槽内に使用不可部分41,42たる磁石片を装入して真空排気し、その後、水素を導入して所定温度(本実施形態では400℃)まで昇温する。この状態で所定時間(本実施形態では3時間)放置して水素を吸蔵させる。その後、水素を排気して再度所定温度(本実施形態では720℃)まで昇温し、この状態で所定時間(本実施形態では1時間)水素の脱気を行って再生磁粉を得た。
【0018】
水素吸蔵粉砕処理で得られた再生磁粉の粒径分布を図1の斜線を付した太実線棒グラフで示す。これによれば、粒径分布は53μm以下から1000μm辺りまで広く分布しているものの、図より明らかなように、酸化し易いため磁石体の耐食性や機械的強度および磁気特性の低下をもたらす53μm以下の微粉の割合は2%程度と極めて少ない。これに対して、ジェットミル粉砕等の従来の機械的粉砕では、図1の破線棒グラフで示すように、53μm以下の微粉の割合が24%程度にも達している。
【0019】
そこでバージン磁粉のみを使用した場合、水素吸蔵粉砕により得られた再生磁粉について、再生磁粉のみを使用した場合、バージン磁粉に対し全体量の20質量%,40質量%,60質量%,80質量%の再生磁粉を混合した混合磁粉(それぞれ混合磁粉20,混合磁粉40,混合磁粉60,混合磁粉80という)を使用した場合、のそれぞれについて、前述の冷間プレス成形、熱間プレス成形、および熱間押出加工の工程により外径30mm、内径25mm、長さ30mmの円筒磁石体を製造して、それぞれのBH特性を測定した。これを図4に示す。図4より明らかなように、再生磁粉のみでは良好なBH特性が得られないが、再生磁粉の混入割合が40質量%以下ではBH特性は殆ど悪化せず、再生磁粉の混入割合を60質量%、80質量%にしてもBH特性はやや悪化するものの未だ許容範囲内にある。したがって、再生磁粉の混入量を40質量%を越えて80質量%程度まで増やすことができる。
【0020】
また、バージン磁粉のみ、バージン磁粉に水素吸蔵粉砕による再生磁粉を全体量の80質量%混合した混合磁粉(混合磁粉Aという)、バージン磁粉に機械粉砕による再生磁粉を全体量の40質量%混合した混合磁粉(混合磁粉Bという)、バージン磁粉に機械粉砕による再生磁粉を全体量の80質量%混合した混合磁粉(混合磁粉C)を使用して上記と同様の工程で同形の円筒磁石体を製造し、各磁石体の磁気特性および機械的強度を測定した。これを表1に示す。
【0021】
磁気特性についてはマグネットアナライザーによって全磁束量を測定した。表1より明らかなように、バージン磁粉のみの磁石体の全磁束量が484μWであるのに対して、混合磁粉Aを使用した磁石体の全磁束量は460μWと十分大きな値を示している。これに対し、混合磁粉Bを使用した磁石体では全磁束量は449μWと大きくは低下していない。しかし、混合磁粉Cを使用した磁石体では全磁束量は420μWと大きく低下してしまう。
【0022】
機械的強度については表1に示すように圧環強度を測定した。ここで圧環強度とは、サンプルに半径方向から力を加えて当該サンプルが破壊した荷重(圧環荷重)に対してサンプルの寸法等を勘案した値である。具体的には、圧環荷重×(外径−肉厚)/(高さ×(肉厚)2)で求められる。なお肉厚は、(外径−内径)/2の値である。これによると、バージン磁粉のみの磁石体では圧環強度が181MPaであるのに対して、混合磁粉Aを使用した磁石体の圧環強度は176.3MPaと十分な強度を示している。これに対し、混合磁粉Bを使用した磁石体では圧環強度は143MPaと大きく低下してしまう。混合磁粉Gを使用した磁石体では圧環強度は110MPaと著しく低下する。
【0023】
【表1】
【0024】
以上より、従来の機械粉砕により得られた再生磁粉を全体量の80質量%の混合割合でバージン磁粉に加えると、これを使用して成形された磁石体は磁気特性、機械的強度のいずれもバージン磁粉のみを使用して成形された磁石体に対して大きく低下する。これに対して、水素吸蔵粉砕により得られた再生磁粉はバージン磁粉に対して全体量の80質量%の混合割合で加えても、これより成形された磁石体は、バージン磁粉のみを使用して成形された磁石体に比して磁気特性、機械的強度のいずれもその低下は許容範囲内に維持される。したがって、再生磁粉の有効活用が可能となり、資源の有効利用を図ることが可能となる。
【符号の説明】
【0025】
1,2,3…金型、4…磁石体、41…開口縁部分(使用不可部分)、42…底壁部分(使用不可部分)。
【特許請求の範囲】
【請求項1】
超急冷法によって得たバージン磁粉を含む原料を熱間塑性加工することにより製造された磁石体の、使用不可部分に対して水素吸蔵粉砕処理を施して磁石製造用の再生磁粉を得ることを特徴とする再生磁粉の製造方法。
【請求項2】
請求項1の製造方法により得られた前記再生磁粉を、バージン磁粉に対し全体量の40質量%以上で80質量%以下の割合で混合して混合磁粉とし、当該混合磁粉を熱間塑性加工して磁石体を得ることを特徴とする磁石体の製造方法。
【請求項1】
超急冷法によって得たバージン磁粉を含む原料を熱間塑性加工することにより製造された磁石体の、使用不可部分に対して水素吸蔵粉砕処理を施して磁石製造用の再生磁粉を得ることを特徴とする再生磁粉の製造方法。
【請求項2】
請求項1の製造方法により得られた前記再生磁粉を、バージン磁粉に対し全体量の40質量%以上で80質量%以下の割合で混合して混合磁粉とし、当該混合磁粉を熱間塑性加工して磁石体を得ることを特徴とする磁石体の製造方法。
【図1】

【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−253162(P2012−253162A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−123862(P2011−123862)
【出願日】平成23年6月2日(2011.6.2)
【出願人】(595181210)株式会社ダイドー電子 (41)
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年6月2日(2011.6.2)
【出願人】(595181210)株式会社ダイドー電子 (41)
【Fターム(参考)】
[ Back to top ]