
磁石発電機用一体型ローター及び鋼板からの冷間鍛造成形によるその製造方法
【課題】ハブ部とヨーク部が一体で十分な強度と精度を有するようにすること。
【解決手段】円板状鋼板1の中央部をその外周端を抑えながら加圧して、その穴11の周囲にハブ部より大径の増肉部511を生成させた円錐凹状の第1中間体51を作成し、次いでその増肉部511を含む中心部を扱いて縮径させ、かつ高さを延ばしてハブ部予定部521を成形し、更にその外周側を加圧して底壁予定部522を成形し、ハブ部予定部521側を増肉した第2中間体52を作成する。ハブ部予定部521の内周を整圧し、外周を扱いた上で、上端を圧縮加工してハブ部を成形し、その間に底壁予定部522を加圧して底壁部を成形し、かつ外周の側壁予定部を成形した第3中間体を作成する。その後、ハブ部の形状を保持しながら、側壁予定部の絞り加工と扱きとを同時に行って発電機用一体形ローターを完成させる。
【解決手段】円板状鋼板1の中央部をその外周端を抑えながら加圧して、その穴11の周囲にハブ部より大径の増肉部511を生成させた円錐凹状の第1中間体51を作成し、次いでその増肉部511を含む中心部を扱いて縮径させ、かつ高さを延ばしてハブ部予定部521を成形し、更にその外周側を加圧して底壁予定部522を成形し、ハブ部予定部521側を増肉した第2中間体52を作成する。ハブ部予定部521の内周を整圧し、外周を扱いた上で、上端を圧縮加工してハブ部を成形し、その間に底壁予定部522を加圧して底壁部を成形し、かつ外周の側壁予定部を成形した第3中間体を作成する。その後、ハブ部の形状を保持しながら、側壁予定部の絞り加工と扱きとを同時に行って発電機用一体形ローターを完成させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ハブ部とこれをその中心に位置させた底壁部及び側壁部からなるほぼ有底円筒状のヨーク部とが一体成形された磁石発電機用一体型ローター及びこれを鋼板から冷間鍛造成形によって製造する、磁石発電機用一体型ローター及び鋼板からの冷間鍛造成形によるその製造方法に関するものである。
【背景技術】
【0002】
この種の発電機用のローターは、前記のように、ハブ部とヨーク部とからなるものであるが、その強度と精度とが発電機の性能に影響するため、個別に作成した硬く強度の高いハブ部用部品とヨーク部用部品とを結合して製造することで、回転軸への取付強度や回転に際しての精度を確保していた。近年、製造工程数を低減し、コストを削減する趣旨からそれらを一体成形する技術が提案されている。また、発電機以外の機械用ローターの一部では実行されてきている。
【0003】
特許文献1の技術は磁石発電機の製造方法であり、前記ハブ部とヨーク部との一体成形に関する技術の内の一つである。
これは、板材をプレス加工してローターの中間形状物を成形する前処理工程と、前記中間形状物を仕上げ加工する仕上げ工程とを含む、ボス部及びフライホイール部を有するローターを一体成形する磁石発電機の製造方法であり、該仕上げ工程は、該中間形状物を冷間鍛造する冷鍛工程と、冷間鍛造された該中間形状物を切削加工する切削工程とを含む工程であるものである。
【0004】
この特許文献1の技術は、それ以前の個別に作成したハブ部とヨーク部とを結合する技術及びブロック状の原料を被加工材として冷間鍛造又は熱間鍛造で行う一体成形の技術と比較して、工程数を減少させ得るとされ、その面での利点は認めることができる。
しかしこの特許文献1の製造方法では、素材の流れを適切にコントロールしてボス部側を厚肉にし、かつフライホイール部側を薄肉にすることが困難であり、更にボス部側の硬度を高めて十分に強化することもできないと思われる。即ち、ハブ部の強度が十分に確保されないうちにローターの形状がほぼできあがってしまうので、その十分な強度を得るための冷間鍛造が困難になってしまい、この種の磁石発電機用として要求される強度と精度とを両立することができないものとなっていると云わざるを得ない。
【0005】
特許文献2の技術も磁石発電機の製造方法であり、前記ハブ部とヨーク部との一体成形に係る技術の一つである。
これは、板材に対する冷間鍛造の初期段階においてヨークの底壁部と側壁部との境目の厚さを前記底壁部の最終段階の厚さに形成することにより、前記板材に対する前記冷間鍛造の、それ以降における前記板材の材料の前記側壁部への流れと前記ヨークの底壁部への流れとを明確に分配することを特徴とする磁石発電機の製造方法であり、以上の磁石発電機において、板材の前記底壁部の材料を前記ボス部の径方向に寄せること、前記板材の材料を順次起こして行くことによって前記側壁部を成形すること、及び前記ボス部が軸方向に繰り返し圧縮されること、が適用されることがある、とされるものである。
【0006】
従って、この特許文献2の技術によれば、冷間鍛造の初期段階に前記境目に形成した流れ制御部によって、その後の冷間鍛造工程で、底壁部側の素材を側壁部側ではなく、ボス部側に適切に流動させることができるため、ヨークの側壁部及び底壁部、並びにボス部の肉厚を予め設定された通りに形成することが可能になるとされ、更に繰り返される冷間鍛造工程で加工硬化が生じ、これによって各部の表面硬度が高まり、その後の焼き入れ処理等が不要になるとされている。
【0007】
しかし、特許文献2の技術によれば、前記流れ制御部は、前記のように、ヨークの底壁部と側壁部の境目に位置するものであり、ボス部の増肉は、底壁部からの流動にのみ依存するものであり、工程数の少ない冷間鍛造で、確実に予定のボス部の肉厚が得られるかは疑問である。
また特許文献1について述べたのと同様に、ボス部の強度が十分に確保されないうちにローターの形状がほぼできあがってしまうものであるので、この種の磁石発電機として要求される強度と精度とが両立できないものとなっていると云わざるを得ない。
【0008】
なお、他の機械部品としての一体型ローターでは、ローターの側壁部の内外面を切削加工して精度を確保しており、コスト削減効果が薄れてしまっていた。
さらに、ローター形状に発電機用としての特段の配慮がないため、発電機用の部品をローターに取付けようにも取付けられなかったり、ローターの駆動源と共振を起こしたりしていた。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平08−331814号公報
【特許文献2】特開2002−369464号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、以上のような従来技術の問題点を解消し、鋼板からハブ部とヨーク部とを一体化したローターを冷間鍛造によって成形する製造方法であって、要求される強度を確保すべく、製造過程で、各部の肉厚を適切に設定し、かつ硬度及び精度を確保すべく、必要な鍛造工程を繰り返す、鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法を提供することを解決の課題とする。
また、望ましい形状を有する発電機用一体形ローターを提供することを解決の課題とする。
【課題を解決するための手段】
【0011】
本発明の1は、ハブ部とその基部から放射方向に延びる底壁部及びその外周端から該ハブ部の軸方向と平行な方向に延びる側壁部からなる有底円筒状のヨーク部とが一体成形された磁石発電機用ローターを鋼板から冷間鍛造成形によって成形する、鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法であって、
中央部に穴を開口してある円板状鋼板の中央部を、該円板状鋼板の外周端を抑えながら加圧操作して、該中央部の穴の周囲に最終段階のハブ部径より大径の増肉部を生成させ、かつ、該増肉部の周囲を、該増肉部を最下部とする円錐容器状に成形して第1中間体を作成する第1工程と、
前記第1中間体の中央部近傍の増肉部を含む円錐容器状の部分を扱いて縮径させながらその高さを延長させてハブ部予定部を成形し、引き続いて、該ハブ部予定部より外周側を加圧してヨーク部の底壁予定部を成形するとともに、該底壁予定部の過剰素材をハブ部予定部側に流動させることにより、該ハブ部予定部を増肉させた第2中間体を作成する第2工程と、
前記第2中間体のハブ部予定部の内周を加圧し、かつ該ハブ部予定部の外周を扱いた上で、その上端を加圧して圧縮加工することにより、ハブ部の成形を完了させ、その間に前記ヨーク部の底壁予定部を加圧して底壁部の成形を完了させるとともに、その外周の側壁予定部を成形した第3中間体を作成する第3工程と、
前記第3中間体のハブ部の形状を保持しながら、そのヨーク部の側壁予定部の絞り加工と扱きとを同時に行い、ハブ部とヨーク部の同軸性及びヨーク部の真円度を確保して発電機用一体形ローターを完成させる第4工程と、
を順次行う鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法である。
【0012】
本発明の2は、本発明の1の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法において、
前記第1工程の円板状鋼板の中央部の加圧は、前記増肉部の径に相当する先端径を有する上型パンチにより行い、前記円板状鋼板の外周端の抑えは、環状上型を該外周端に圧接することで行い、かつ前記増肉部は、下型の中央開口部に、前記上型パンチの前記加圧によって前記円板状鋼板の中央部を押し込むことで生成させ、
前記増肉部の周囲の該増肉部を最下部とする円錐容器状への成形は、以上の加圧過程で、該増肉部の周囲を前記下型の中央開口部を最下部とし外周方向に向かって上向き傾斜するテーパ面に沿った形状に変形させることによって行われるようにしたものである。
【0013】
本発明の3は、本発明の1又は2の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法において、
前記第2工程における前記第1中間体の中央部近傍の増肉部を含む円錐容器状の部分の扱きは、該第1中間体を上下反転させて下型に配置し、これによって、中央部近傍の増肉部を含む円錐容器状の部分を下型マンドレルの上部に外装状態にし、かつ該円錐容器状の部分の中央部の穴を該下型マンドレル上部中央の円柱状の係止突起に外装し、上型を、該中央部近傍の増肉部を含む円錐容器状の部分を扱き動作させることにより行い、
該中央部近傍の増肉部を含む円錐容器状の部分より外周側の加圧は、前記上型を、前記扱き操作に引き続いて、該中央部近傍の増肉部を含む円錐容器状の部分より外周側に押圧動作をさせることにより行うこととしたものである。
【0014】
本発明の4は、本発明の1、2又は3の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法において、
前記第3工程のハブ部予定部の内周の加圧及び外周の扱きは、前記第2中間体を環状下型上に配置し、これによって、該第2中間体の中央のハブ部予定部の基部を、該環状下型の中央部に突出状態に配してあるハブ部の大径の基部内周を成形する円筒状下型マンドレルに外装し、かつ同時に該ハブ部予定部の中央の穴を、該円柱状下型マンドレルの中央部に突出状態に配してある円柱ピンに外装し、更に該ハブ部の上部及び基部外周の成形は、環状の成形上型を該ハブ部予定部に扱き下降をさせることで行い、
前記ハブ部予定部の上端の加圧は、成形上型の中央から筒状パンチを下降させ、これで加圧動作させることにより行い、
更に前記ヨーク部の底壁予定部の加圧は、前記成形上型を、前記ハブ部予定部の扱き下降に引き続いて下降させて該底壁予定部に加圧動作させることにより行うこととしたものである。
【0015】
本発明の5は、本発明の1、2、3又は4の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法において、
前記第4工程のハブ部の形状の保持は、円筒状上型の内周部に第3中間体のハブ部の上部外周を挿入保持させ、該円筒状上型に外装状態の円環状上型パンチの下部内周に該ハブ部の基部外周を挿入保持させ、更に該円環状上型パンチの下端に該第3中間体のヨーク部の底壁部を当接させて行い、
前記ヨーク部の側壁予定部の絞り加工と扱きとは、該円筒状上型及び該円環状上型パンチを同時に下降させ、下型の内周との間で、該第3中間体のヨーク部の側壁予定部の絞り加工及び扱き動作をさせることにより行うこととしたものである。
【0016】
本発明の6は、磁石発電機に装着される磁石発電機用一体型ローターであって、
ハブ部とヨーク部とからなり、該ヨーク部は、前記ハブ部の基部から放射方向に延びる底壁部及びその外周端から該ハブ部の軸方向と平行な方向に延びる側壁部からなる有底円筒状をなし、
前記底壁部は、前記ハブ部と連続する内側寄りの部分が径方向(放射方向)に延びる平面を有し、かつ前記側壁部と連続する外側寄りの部分より厚い肉厚を有し(軸方向に厚い厚さ寸法を有し)、
前記外側寄りの部分は、前記内側寄りの平面から前記側壁部の開口端側に向けて離反するように傾斜または湾曲して形成された磁石発電機用一体型ローターである。
【発明の効果】
【0017】
本発明の1の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法によれば、一枚の円板状鋼鈑からハブ部及びヨーク部が一体となった磁石発電機用のローターを、少ない工程数で、ハブ部の十分な強度、ハブ部とヨーク部との高い真円度及び同軸性を確保しながら製造することができる。
【0018】
その第1工程で、中央部に適切な径の増肉部を形成した第1中間体を形成することで、次工程でハブ部予定部の増肉が良好に行えるようにすることができる。
第2工程で、ハブ部予定部を成形し、底壁予定部を加圧成形する過程で、その部位の過剰素材をハブ部予定部側に流動させ、ハブ部予定部を十分に増肉し、これによって次工程で、予定の肉厚を有し、かつ塑性流動による内部加工硬化から十分な強度を持ったハブ部を成形することができることになる。
【0019】
第3工程で、ハブ部及びヨーク部の底壁部の成形を完了させることにより、最後の工程である第4工程では、ヨーク部の側壁部の成形と、ハブ部及びヨーク部の同軸性及び真円度の確保のみを行うことができることになる。即ち、この第3工程まで、十分な強度を持ったハブ部を成形すべく、大部分を、十分な肉厚及び硬度を確保するための鍛造工程に費やし、目的の結果を得ることとなっているものである。
第4工程では、前記のように、ハブ部とヨーク部の同軸性及びヨーク部の真円度を確保している。
【0020】
こうして、本発明の1の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法によれば、一枚の円板状鋼板からハブ部とヨーク部とが一体となったローターを得ることができるものであるため、工程数を減少させ、コストを低減することができる。また前記のように、ヨーク部の加工に優先してハブ部の加工を行い、必要な肉厚と硬度とを確保しているため、得られるローターの十分な強度が得られる。更に、前記のように、十分な精度も確保できるので、発電機に適用された際に、安定した回転を確保し得、騒音の発生等を減少させ、かつ寿命を延長することができることになる。加えて、冷間鍛造による製法であって、必要な部位に加工硬化による必要な硬度が得られるため、焼き入れ等も不要である。それ故、熱間鍛造のような成形時の加熱が不要であり、また当然、焼き入れのための加熱も不要であり、そのような加熱の際に発生するCO2の排出が削減される利点もある。
【0021】
また本発明6の発電機用一体形ローターによれば、発電機用の部品を外面に確実に取付け支持でき、ローターの駆動源からの振動に対する周波数特性をそのピークを共振点からずらして好ましいものに変更することができる。
【0022】
本発明の2の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法によれば、第1中間体の中央部に目的に適合する十分な厚さの増肉部を形成し、かつそれ自体をその増肉部を中心とする円錐容器状に成形することができる。それ故、その後の工程で、予定通りの厚さと強度を持ったハブ部を容易に成形することができることになる。
【0023】
本発明の3の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法によれば、次工程でハブ部を成形するのに適合する肉厚を有するハブ部予定部を容易に成形することができる。またヨーク部の底壁予定部もその過剰素材をハブ部予定部側に流動させながら後工程で底壁を成形するのに適合する形状に成形することができる。
【0024】
本発明の4の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法によれば、目的とする形状、精度及び強度を備えたハブ部及びヨーク部の底壁部が成形できる。また次工程で真円度を確保できるヨーク部の側壁予定部を成形することもできる。
【0025】
本発明の5の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法によれば、第3工程で成形されたハブ部及びヨーク部の底壁部を確実に保持しながら、ヨーク部の側壁部をハブ部とヨーク部の同軸性及び真円度を確保しながら成形することができる。
【図面の簡単な説明】
【0026】
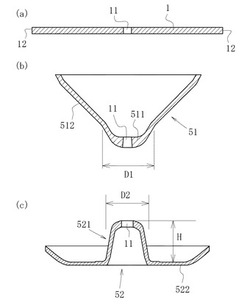
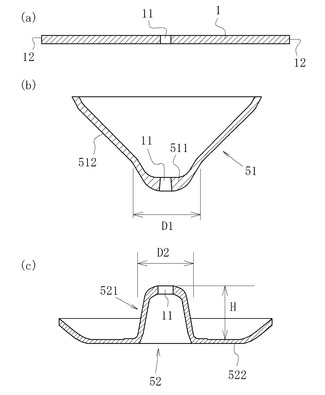
【図1】(a)は成形用材料である円板状鋼板の断面図、(b)第1工程で成形された第1中間体の断面図、(c)は第2工程で成形された第2中間体の断面図。
【図2】(a)は第3工程で成形された第3中間体の断面図、(b)は第4工程で成形完了した発電機用一体形ローターの断面図。
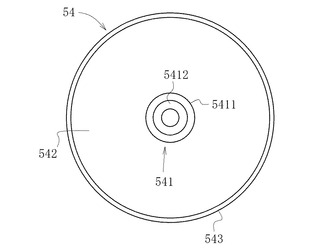
【図3】第4工程で成形完了した発電機用一体形ローターの平面図。
【図4】鍛造装置で成形加工を行う第1工程を示す断面図。
【図5】鍛造装置で成形加工を行う第2工程を示す断面図。
【図6】鍛造装置で成形加工を行う第3工程を示す断面図。
【図7】鍛造装置で成形加工を行う第4工程を示す断面図。
【発明を実施するための形態】
【0027】
本発明を実施するための形態を図面を参照しながら詳細に説明する。
【0028】
この実施の形態の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法は、基本的に、図1及び図4〜図7に示すように、
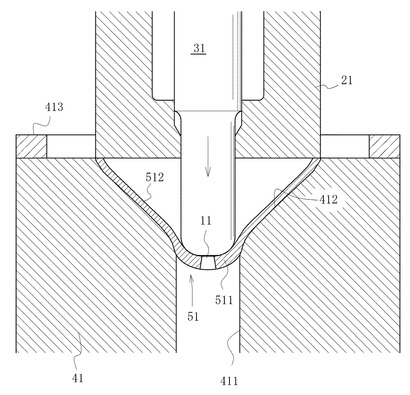
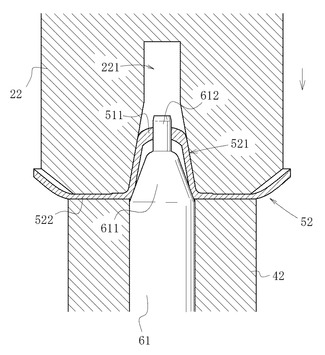
第1工程で、中央部に穴11を開口してある円板状鋼板1の中央部を、該円板状鋼板1の外周端12を可動の環状上型21で抑えながら、該環状上型21の中央に昇降自在に配した上型パンチ31で加圧して、固定の下型41の中央開口部411に押し込み操作することにより、前記中央部の穴11の周囲に該上型パンチ31の先端面の径にほぼ相当する径D1の増肉部511を生成させ、該増肉部511の周囲を、以上の上型パンチ31による加圧過程で、該下型41の中央開口部411の上端を最下部とする外周方向に向かって上向き傾斜のテーパ面412に沿って上向きテーパ状の側板部512に成形して(全体としては円錐容器状に成形して)第1中間体51を成形し、
第2工程で、該第1中間体51を上下反転させて固定の環状下型42の上面上に配置し、これによって、中央部の増肉部511を含む円錐容器状の凹部を該環状下型42の中央部に突出状態に固設した下型マンドレル61の円錐状部611に外装し、かつ該円錐容器状の凹部の上端にあたる増肉部511の中央に開口してある穴11を、該下型マンドレル61の円錐状部611の中央上端に突出状態に構成してある円柱状の係止突起612に外装し、他方、扱き用の中央穴部221を有する可動の上型22で、該中央部の増肉部511を含む円錐状容器状部の中央部付近を扱いて縮径させながらその高さを延長させてハブ部予定部521を成形し、引き続いて該上型22により該ハブ部予定部521より外周側の部分を加圧してヨーク部の底壁予定部522を成形するとともに、該部位の過剰素材をハブ部予定部521側に流動させることにより、該ハブ部予定部521を増肉させて第2中間体52を成形し、
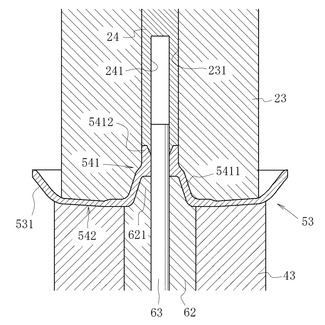
第3工程で、該第2中間体52を、固定の環状下型43の上面上に配置し、これによって、中央のハブ部予定部521を、該環状下型43の中央部に突出状態に固設してある円筒状下型マンドレル62の円錐部621に外装し、かつ同時に、該ハブ部予定部521の中央部の穴11を、該円筒状下型マンドレル62の中央部に同様に突出状態に固設してある円柱ピン63に外装状態とし、その後、可動の環状の成形上型23を加圧下降させて、該ハブ部予定部521の内周側には、該円筒状下型マンドレル62の上部の円錐部621の外形に従ったハブ部541の大径の基部5411の内周形状及び該円柱ピン63の外形に従ったハブ部541の小径上部5412の内形を成形し、更に該ハブ部予定部521の外周側には、該ハブ部541の小径上部5412の外形及び基部5411の大径の外周を成形し、加えてヨーク部の底壁部542を成形するとともに、該環状の成形上型23の中央空洞部231を下降し、これによって、下降下部では、相対的に、前記円柱ピン63をその中心空洞部241に進入させる筒状パンチ24で、該ハブ部予定部521の上端を加圧してその高さ寸法を圧縮し、かつハブ部541の上端部形状を形成することにより、該ハブ部541の硬度を高め、更に上記ヨーク部の底壁部542の加圧成形により該部位の過剰素材をヨーク部の側壁部予定部531となる外周側に流動させ、ハブ部541及びヨーク部の底壁部542を成形し、ヨーク部の側壁部予定部531を成形した第3中間体53を成形し、
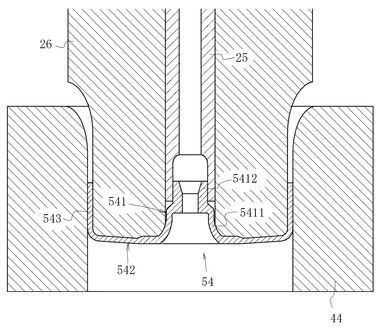
第4工程で、第3中間体53を、それぞれ、そのハブ部541の小径上部5412は、可動の円筒状上型25の内周部に係止させ、そのハブ部541の基部5411は、該円筒状上型25に外装状態の円環状上型パンチ26の下部内周に係止させて、両上型25、26に保持させ、かつ該第3中間体53のヨーク部の底壁部542を該円環状上型パンチ26の下端に当接させた上で、該円筒状上型25及び該円環状上型パンチ26を同時に下降させ、固定の下型44の内周との間で、該第3中間体53のヨーク部の側壁予定部531の絞り加工と扱きとを同時に行い、それ自体の真円度及びハブ部541との同軸性を確保した側壁部543を成形し、これによって発電機用一体形ローター54の製造を完了するものである。
【0029】
以下、以上に示した鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法を順次詳しく説明する。
【0030】
前記第1工程の円板状鋼板1は、先に述べ、図1に示すように、中央部に穴11を開口してある、文字通りの円板状の鋼板である。材質的には、十分な展延性を有するものであることに加えて、発電機用のローターとして適合する適当な材料でもあるべきである。
【0031】
該第1工程は、前記し、図4に示すように、下面が平坦な環状となっている環状上型21、該環状上型21の中央部の貫通穴に昇降自在に配してある上型パンチ31、下型41及び該下型41の上面周縁部に固設してある環状の案内下型413を用いて行われる。
該下型41は、同図に示すように、その中央に、該上型パンチ31より若干大径の中央開口部411を開口し、かつ該中央開口部411の周囲にこれを中心とする上向き傾斜のテーパ面412を有する構成となっている。該テーパ面412は、これを全体としてみれば、円錐状凹面ということができる。また前記環状の案内下型413は、前記円板状鋼板1の中心を前記下型41の中心と一致させて配するためのガイドとなるものであり、その内径を該円板状鋼板1の径に対応させてある。
【0032】
該第1工程では、前記円板状鋼板1は、その中央の穴11を該下型41の中央に対応させた状態で該下型41上に配する。該円板状鋼板1は、その周縁部が該下型41の円環状の上面に載置した状態になる。なお、これは、該円板状鋼板1を前記案内下型413の内側に装入すれば自ずとそうなる。
この後、前記上型パンチ31及び環状上型21を下降させ、該上型パンチ31を該円板状鋼板1の中央部に押し当てて絞って行く。この間に該環状上型21の下面が、円錐凹状に絞られつつある該円板状鋼板1の周端に圧接するに至り、その放射方向への延びを抑えるように機能する。該上型パンチ31による加圧は継続し、図4に示すように、円錐凹状に絞られた該円板状鋼板1の中央部は下型41の中央開口部411に押し込まれた状態となり、その周囲は該下型41のテーパ面412に沿った上向きテーパ状の側板部512に成形され(全体としては円錐容器状に成形され)、第1中間体51が成形されることになり、第1工程は終了する。
【0033】
該第1工程において、図1(b)及び図4に示すように、該第1中間体51の中央部の穴11の周囲には、前記上型パンチ31の先端面の径にほぼ相当する径D1の増肉部511が生成される。このような増肉部511は、以上のような上型パンチ31で加圧して絞り、該増肉部511となる部位を前記下型41の中央開口部411中に押し込むこと、及びこのとき、該増肉部511となる部位の周囲の部位の周端を、前記のように、前記環状上型21の下面で抑え、その延びを抑制する結果として得られる。なお、この径D1は、より小さい方が増肉効果を高めることができるが、目的とするハブ部541の径より大径とすべきものである。
【0034】
第2工程は、図5に示すように、上面が基本的に平坦な環状となっている環状下型42、その中央穴に固設されている下型マンドレル61及び上型22を用いて行われる。
該下型マンドレル61は、その上部が上細りの円錐状部611に構成され、更に該円錐状部611の上端中央には、前記第1中間体51の増肉部511の中央に開口している穴11に緩みなく挿入状態となりうる円柱状の係止突起612が構成してある。また前記上型22は、反転させた第1中間体51の増肉部511及びその周囲近傍の側板部512を扱き加工してハブ部予定部521を形成すべく、その中央穴部221を該当する径のテーパ状に形成してあり、更に、該上型22は、反転させた第1中間体51の増肉部511及びその周囲近傍の側板部512より外周側の側板部512を絞り加工して該部位をヨーク部の底壁予定部522に成形すべく、その環状の下端面を形成してある。
【0035】
第2工程では、前記第1中間体51を上下反転させて前記環状下型42の円環状の上面上に載せ、このとき同時に、該第1中間体51の中央の凹部中に、該環状下型42の中央部に固設した前記下型マンドレル61の円錐状部611を挿入状態にし、更に該凹部上端の増肉部511に開口してある穴11中に、該円錐状部611の上端中央に立ち上げた係止突起612を挿入状態とする。該係止突起612が該第1中間体51の中央の穴11に挿入状態となることにより、該第1中間体51は正確に型の中央に位置決めされることになる。この後、図5に示すように、この状態で、前記上型22が下降して、その中央穴部221で該第1中間体51の増肉部511及びその周囲近傍の側板部512を扱き加工して縮径させながらその高さを延長させてハブ部予定部521を成形し、引き続いて、該上型22の環状の下端面で該ハブ部予定部521より外周側の側板部512を加圧して(据込)ヨーク部の底壁予定部522を成形する。またこのとき、該底壁予定部522を作成する部位の過剰素材をハブ部予定部521側に流動させ、該ハブ部予定部521を増肉させる。こうして第2中間体52を成形し、第2工程は終了する。
【0036】
第2工程においては、以上に述べ、図1(c)及び図5に示すとおり、前記第1中間体51の増肉部511及びその周囲近傍の側板部512からハブ部予定部521が成形される。このハブ部予定部511の増肉の度合いは、該ハブ部予定部521の径D2と高さHによって決まる。大径の前記増肉部511及びその周囲の側板部512を、より小径に、かつ高さHが余り低くならないように、扱き、引き続いてその周囲を据込むと、得られるハブ部予定部521は、増肉され、逆の態様の扱き及び引き続く据込を行うと、減肉されることになる。本件のように、増肉を必要とする場合は、当然、前者のようになるように、前記増肉部511の径D1をハブ部予定部521の径D2より大径に、かつハブ部予定部521の高さHを高めに設定しておくべきである。
【0037】
第3工程は、図6に示すように、内側部分が平坦で、周方向途中から外周方向に向かって上向き傾斜になる環状の上面を備えた環状下型43、該環状下型43の中央空洞部に、ここから突出する状態に固設してある円筒状下型マンドレル62、該円筒状下型マンドレル62の中空部に、更にここから突出する状態に固設してある円柱ピン63、環状の成形上型23及び該環状の成形上型23の中央空洞部231に昇降自在に配した筒状パンチ24を用いて行われる。
前記円筒状下型マンドレル62は、図6に示すように、その上部に、第2中間体52の中央のハブ部予定部521の内部に位置してハブ部541の大径の基部5411の内周を成形する円錐部621を備えている。また該円錐部621は、同図に示すように、該ハブ部541の基部5411の内周形状に対応すべく、最上端は錐状に尖らず、該基部5411内周上端の径に対応する円形端面となっている。
【0038】
前記円柱ピン63は、図6に示すように、ハブ部541の小径上部5412の内径に対応する径の円柱状部材である。前記環状の成形上型23は、その内周下部は、ハブ部541の小径上部5412及び基部5411の外周形状に対応する内周形状に構成し、下面は、基本的に、ヨーク部の底壁部542の上面形状に対応する形状としたものである。また前記筒状パンチ24は、同図に示すように、下端に開口する円筒状の部材であり、下方に突出状態に位置する前記円柱ピン63を、その中心空洞部241で外装状態となりつつ下降できるように構成してあるものである。更に該筒状パンチ24は、その下端が、前記ハブ部541の小径上部5412の上端形状に対応する形状に構成してある。
【0039】
第3工程では、前記第2中間体52を、前記環状下型43の内側部分が平坦で外側部分が外周方向に向かって上向き傾斜となっている上面上に配置し、中央のハブ部予定部521の内周側を、前記円筒状下型マンドレル62の円錐部621に外装状態にし、かつ該ハブ部予定部521の上部中央の穴11を、該円筒状下型マンドレル62の中央部に固設された円柱ピン63に外装状態にする。
その後、上方から、前記環状の成形上型23を下降させ、図6に示すように、その内周下部でハブ部予定部521を加圧し、これによってハブ部541の小径上部5412及び基部5411の外周形状を成形するとともに、前記円筒状下型マンドレル62の円錐部621でハブ部541の基部5411の内周形状を成形し、かつ前記円柱ピン63でハブ部541の小径上部5412の内周形状を成形する。また更に前記成形上型23の下面で第2中間体52のヨーク部の底壁予定部522が加圧され、ヨーク部の底壁部542が成形される。同時に、更に該底壁部542の外周側にヨーク部の側壁部予定部531も成形される。また該成形上型23が下降すると同時に、中央空洞部231を前記筒状パンチ24も下降し、上方に伸びたハブ部541の小径上部5412の上端を加圧・圧縮し上端部を成形する。こうして第3中間体53を成形し、第3工程は終了する。図2(a)は、こうして製造された第3中間体53の断面を示している。
【0040】
なお、以上の成形上型23によるヨーク部の底壁部542の成形過程で、その部位の過剰素材がハブ部541側に流動して増肉し、該ハブ部541の必要な肉厚を確保し、他方、前記成形上型23及び前記筒状パンチ24の加圧成形動作による加工硬化で、ハブ部541に十分な硬度を確保することができたものでもある。
【0041】
第4工程は、図7に示すように、円筒状上型25、該円筒状上型25に外装状態の円環状上型パンチ26及び下型44を用いて行われる。
前記円筒状上型25は、図7に示すように、その下部内周を、第3中間体53のハブ部541の小径上部5412の外径とほぼ一致させ、該小径上部5412をその中心に外装保持できる内径寸法に形成した部材である。前記円環状上型パンチ26は、同図に示すように、その中央部の最下部直上までの間に該円筒状上型25を外装し、その最下部の内周は、ハブ部541の基部5411の外周形状及び外径とほぼ一致させ、該基部5411をその中心に外装保持できる内径寸法に形成した部材である。また該円環状上型パンチ26は、以上のように、ハブ部541の基部5411をその中心に外装保持した状態で、その下端が該第3中間体53のヨーク部の底壁部542に良好に接合できるように構成してあるものである。更に前記下型44は、該円環状上型パンチ26及び円筒状上型25に保持されて下降する該第3中間体53のヨーク部の側壁部543を成形すべく、その内周を円筒状内面に構成した型部材である。
【0042】
第4工程では、図7に示すように、前記円筒状上型25及び該円筒状上型25に外装状態の円環状上型パンチ26に前記第3中間体53を保持させた上で、そのヨーク部の側壁予定部531に外周絞り加工及び扱き加工を施して、側壁部543を成形する。
該第3中間体53の保持は、同図に示すように、円筒状上型25の下部内周で該第3中間体53の小径上部5412の外周を外装状態でその中心に保持し、更に円環状上型パンチ26の最下部の内周で、該第3中間体53のハブ部541の基部5411の外周を同様に外装状態でその中心に保持することにより、実行し、かつその状態で、該円環状上型パンチ26の下端を該第3中間体53のヨーク部の底壁部542に当接させておく。
【0043】
その後、図7に示すように、該円筒状上型25及び該円環状上型パンチ26を下降させ、下型44の内周との間で、該第3中間体53のヨーク部の側壁予定部531の絞り加工と扱きとを同時に行い、ヨーク部の側壁部543を成形し、これによって発電機用一体形ローター54の製造を完了させ、第4工程は終了する。図2(b)は、発電機用一体形ローター54の断面を示しており、図3は平面を示している。なお、第4工程は、扱き落とし加工法である。
【0044】
なお、以上の絞り加工と扱きとにより、得られたヨーク部の側壁部543はそれ自体の真円度が確保され、該ヨーク部の側壁部543と前記ハブ部541との同軸性も確保されることになる。
【0045】
最終製品の発電機用一体型ローター54は、以上の工程により後述の形状を付与される。
ヨーク部の底壁部542は、特に図2(b)及び図7に示すように、ハブ部541寄りの内側部分5421と側壁部543寄りの外側部分5422とからなり、内側部分5421は外側部分5422より厚肉であるとともに、ローターの外側になる面に平面部5423を有し、また、外側部分5422は、前記平面部5423から側壁部543に向かうに従い側壁端面側(有底筒状の開口側端面側)に離れるように傾斜あるいは湾曲した形状の部分5424を有する。
【0046】
平面部5423は一定の範囲に形成され、特に図2(b)に示すように、例えば、ローターの外径に対し1/3〜2/3、より好ましくは約半分の径D3の範囲に設けられ、傾斜あるいは湾曲した形状の部分5424の角度θは平面部5423の仮装延長面に対し3°〜10°、より好ましくは約5°で傾斜するか、その外周端で該仮装延長面から肉厚tの0.7〜2倍、より好ましくは約0.8倍の距離lだけ離れるように湾曲し、底壁部542の外側部分5422と側壁部543とは直角より緩い角度で連続している。
【0047】
なお、外側部分5422の肉厚tは側壁部543の肉厚より厚く構成されている。
なおまた、ローター内側に位置するステーター(不図示)のための開口を設けることを妨げない。
【0048】
上述の形状により、ローターに発電機用の部品(不図示)を確実に固定する支持面を外面に確保するとともに、底壁部542の駆動源(不図示)からの振動に対する周波数特性をそのピークを100Hz以上共振点からずらして好ましいものに変更させることができる。また、ヨーク部の底壁部542と側壁部543との緩い角度での連続は流動性を向上させる。
【産業上の利用可能性】
【0049】
本発明の鋼鈑からの冷間鍛造成形による発電機用一体形ローターの製造方法は、文字通り、発電機用のローターの製造の分野で有効に利用できる。
【符号の説明】
【0050】
1 円板状鋼板
11 円板状鋼板の中央部の穴
12 円板状鋼板の外周端
21 第1工程で用いる環状上型
22 第2工程で用いる上型
221 第2工程で用いる上型の中央穴部
23 第3工程で用いる成形上型
231 第3工程で用いる成形上型の中央空洞部
24 第3工程で用いる上型の筒状パンチ
241 筒状パンチの中心空洞部
25 第4工程で用いる円筒状上型
26 第4工程で用いる円環状上型パンチ
31 第1工程で用いる上型パンチ
41 第1工程で用いる下型
411 第1工程で用いる下型の中央開口部
412 第1工程で用いる下型のテーパ面
413 第1工程で用いる案内下型
42 第2工程で用いる環状下型
43 第3工程で用いる環状下型
44 第4工程で用いる下型
51 第1中間体
511 増肉部
512 第1中間体の側板部
52 第2中間体
521 ハブ部予定部
522 ヨーク部の底壁予定部
53 第3中間体
531 ヨーク部の側壁部予定部
54 発電機用一体形ローター
541 ハブ部
5411 ハブ部の基部
5412 ハブ部の小径上部
542 ヨーク部の底壁部
5421 底壁部のハブ部寄りの内側部分
5422 底壁部の側壁部寄りの外側部分
5423 内側部分の外側の面である平面部
5424 外側部分の外側の面である傾斜あるいは湾曲した形状の部分
543 ヨーク部の側壁部
61 下型マンドレル
611 下型マンドレルの円錐状部
612 円錐状部の係止突起
62 第3工程で用いる円筒状下型マンドレル
621 第3工程で用いる円筒状下型マンドレルの円錐部
63 第3工程で用いる円柱ピン
D1 増肉部の径
D2 ハブ部予定部の径
D3 平面部の径
H ハブ部予定部の高さ
θ 外側部分の傾斜あるいは湾曲した形状の部分の角度
t 外側部分の肉厚
l 外側部分の傾斜あるいは湾曲した形状の部分の最外端と内側部分の外側の面である平面部からの仮装延長線との間の距離
【技術分野】
【0001】
本発明は、ハブ部とこれをその中心に位置させた底壁部及び側壁部からなるほぼ有底円筒状のヨーク部とが一体成形された磁石発電機用一体型ローター及びこれを鋼板から冷間鍛造成形によって製造する、磁石発電機用一体型ローター及び鋼板からの冷間鍛造成形によるその製造方法に関するものである。
【背景技術】
【0002】
この種の発電機用のローターは、前記のように、ハブ部とヨーク部とからなるものであるが、その強度と精度とが発電機の性能に影響するため、個別に作成した硬く強度の高いハブ部用部品とヨーク部用部品とを結合して製造することで、回転軸への取付強度や回転に際しての精度を確保していた。近年、製造工程数を低減し、コストを削減する趣旨からそれらを一体成形する技術が提案されている。また、発電機以外の機械用ローターの一部では実行されてきている。
【0003】
特許文献1の技術は磁石発電機の製造方法であり、前記ハブ部とヨーク部との一体成形に関する技術の内の一つである。
これは、板材をプレス加工してローターの中間形状物を成形する前処理工程と、前記中間形状物を仕上げ加工する仕上げ工程とを含む、ボス部及びフライホイール部を有するローターを一体成形する磁石発電機の製造方法であり、該仕上げ工程は、該中間形状物を冷間鍛造する冷鍛工程と、冷間鍛造された該中間形状物を切削加工する切削工程とを含む工程であるものである。
【0004】
この特許文献1の技術は、それ以前の個別に作成したハブ部とヨーク部とを結合する技術及びブロック状の原料を被加工材として冷間鍛造又は熱間鍛造で行う一体成形の技術と比較して、工程数を減少させ得るとされ、その面での利点は認めることができる。
しかしこの特許文献1の製造方法では、素材の流れを適切にコントロールしてボス部側を厚肉にし、かつフライホイール部側を薄肉にすることが困難であり、更にボス部側の硬度を高めて十分に強化することもできないと思われる。即ち、ハブ部の強度が十分に確保されないうちにローターの形状がほぼできあがってしまうので、その十分な強度を得るための冷間鍛造が困難になってしまい、この種の磁石発電機用として要求される強度と精度とを両立することができないものとなっていると云わざるを得ない。
【0005】
特許文献2の技術も磁石発電機の製造方法であり、前記ハブ部とヨーク部との一体成形に係る技術の一つである。
これは、板材に対する冷間鍛造の初期段階においてヨークの底壁部と側壁部との境目の厚さを前記底壁部の最終段階の厚さに形成することにより、前記板材に対する前記冷間鍛造の、それ以降における前記板材の材料の前記側壁部への流れと前記ヨークの底壁部への流れとを明確に分配することを特徴とする磁石発電機の製造方法であり、以上の磁石発電機において、板材の前記底壁部の材料を前記ボス部の径方向に寄せること、前記板材の材料を順次起こして行くことによって前記側壁部を成形すること、及び前記ボス部が軸方向に繰り返し圧縮されること、が適用されることがある、とされるものである。
【0006】
従って、この特許文献2の技術によれば、冷間鍛造の初期段階に前記境目に形成した流れ制御部によって、その後の冷間鍛造工程で、底壁部側の素材を側壁部側ではなく、ボス部側に適切に流動させることができるため、ヨークの側壁部及び底壁部、並びにボス部の肉厚を予め設定された通りに形成することが可能になるとされ、更に繰り返される冷間鍛造工程で加工硬化が生じ、これによって各部の表面硬度が高まり、その後の焼き入れ処理等が不要になるとされている。
【0007】
しかし、特許文献2の技術によれば、前記流れ制御部は、前記のように、ヨークの底壁部と側壁部の境目に位置するものであり、ボス部の増肉は、底壁部からの流動にのみ依存するものであり、工程数の少ない冷間鍛造で、確実に予定のボス部の肉厚が得られるかは疑問である。
また特許文献1について述べたのと同様に、ボス部の強度が十分に確保されないうちにローターの形状がほぼできあがってしまうものであるので、この種の磁石発電機として要求される強度と精度とが両立できないものとなっていると云わざるを得ない。
【0008】
なお、他の機械部品としての一体型ローターでは、ローターの側壁部の内外面を切削加工して精度を確保しており、コスト削減効果が薄れてしまっていた。
さらに、ローター形状に発電機用としての特段の配慮がないため、発電機用の部品をローターに取付けようにも取付けられなかったり、ローターの駆動源と共振を起こしたりしていた。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平08−331814号公報
【特許文献2】特開2002−369464号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、以上のような従来技術の問題点を解消し、鋼板からハブ部とヨーク部とを一体化したローターを冷間鍛造によって成形する製造方法であって、要求される強度を確保すべく、製造過程で、各部の肉厚を適切に設定し、かつ硬度及び精度を確保すべく、必要な鍛造工程を繰り返す、鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法を提供することを解決の課題とする。
また、望ましい形状を有する発電機用一体形ローターを提供することを解決の課題とする。
【課題を解決するための手段】
【0011】
本発明の1は、ハブ部とその基部から放射方向に延びる底壁部及びその外周端から該ハブ部の軸方向と平行な方向に延びる側壁部からなる有底円筒状のヨーク部とが一体成形された磁石発電機用ローターを鋼板から冷間鍛造成形によって成形する、鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法であって、
中央部に穴を開口してある円板状鋼板の中央部を、該円板状鋼板の外周端を抑えながら加圧操作して、該中央部の穴の周囲に最終段階のハブ部径より大径の増肉部を生成させ、かつ、該増肉部の周囲を、該増肉部を最下部とする円錐容器状に成形して第1中間体を作成する第1工程と、
前記第1中間体の中央部近傍の増肉部を含む円錐容器状の部分を扱いて縮径させながらその高さを延長させてハブ部予定部を成形し、引き続いて、該ハブ部予定部より外周側を加圧してヨーク部の底壁予定部を成形するとともに、該底壁予定部の過剰素材をハブ部予定部側に流動させることにより、該ハブ部予定部を増肉させた第2中間体を作成する第2工程と、
前記第2中間体のハブ部予定部の内周を加圧し、かつ該ハブ部予定部の外周を扱いた上で、その上端を加圧して圧縮加工することにより、ハブ部の成形を完了させ、その間に前記ヨーク部の底壁予定部を加圧して底壁部の成形を完了させるとともに、その外周の側壁予定部を成形した第3中間体を作成する第3工程と、
前記第3中間体のハブ部の形状を保持しながら、そのヨーク部の側壁予定部の絞り加工と扱きとを同時に行い、ハブ部とヨーク部の同軸性及びヨーク部の真円度を確保して発電機用一体形ローターを完成させる第4工程と、
を順次行う鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法である。
【0012】
本発明の2は、本発明の1の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法において、
前記第1工程の円板状鋼板の中央部の加圧は、前記増肉部の径に相当する先端径を有する上型パンチにより行い、前記円板状鋼板の外周端の抑えは、環状上型を該外周端に圧接することで行い、かつ前記増肉部は、下型の中央開口部に、前記上型パンチの前記加圧によって前記円板状鋼板の中央部を押し込むことで生成させ、
前記増肉部の周囲の該増肉部を最下部とする円錐容器状への成形は、以上の加圧過程で、該増肉部の周囲を前記下型の中央開口部を最下部とし外周方向に向かって上向き傾斜するテーパ面に沿った形状に変形させることによって行われるようにしたものである。
【0013】
本発明の3は、本発明の1又は2の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法において、
前記第2工程における前記第1中間体の中央部近傍の増肉部を含む円錐容器状の部分の扱きは、該第1中間体を上下反転させて下型に配置し、これによって、中央部近傍の増肉部を含む円錐容器状の部分を下型マンドレルの上部に外装状態にし、かつ該円錐容器状の部分の中央部の穴を該下型マンドレル上部中央の円柱状の係止突起に外装し、上型を、該中央部近傍の増肉部を含む円錐容器状の部分を扱き動作させることにより行い、
該中央部近傍の増肉部を含む円錐容器状の部分より外周側の加圧は、前記上型を、前記扱き操作に引き続いて、該中央部近傍の増肉部を含む円錐容器状の部分より外周側に押圧動作をさせることにより行うこととしたものである。
【0014】
本発明の4は、本発明の1、2又は3の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法において、
前記第3工程のハブ部予定部の内周の加圧及び外周の扱きは、前記第2中間体を環状下型上に配置し、これによって、該第2中間体の中央のハブ部予定部の基部を、該環状下型の中央部に突出状態に配してあるハブ部の大径の基部内周を成形する円筒状下型マンドレルに外装し、かつ同時に該ハブ部予定部の中央の穴を、該円柱状下型マンドレルの中央部に突出状態に配してある円柱ピンに外装し、更に該ハブ部の上部及び基部外周の成形は、環状の成形上型を該ハブ部予定部に扱き下降をさせることで行い、
前記ハブ部予定部の上端の加圧は、成形上型の中央から筒状パンチを下降させ、これで加圧動作させることにより行い、
更に前記ヨーク部の底壁予定部の加圧は、前記成形上型を、前記ハブ部予定部の扱き下降に引き続いて下降させて該底壁予定部に加圧動作させることにより行うこととしたものである。
【0015】
本発明の5は、本発明の1、2、3又は4の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法において、
前記第4工程のハブ部の形状の保持は、円筒状上型の内周部に第3中間体のハブ部の上部外周を挿入保持させ、該円筒状上型に外装状態の円環状上型パンチの下部内周に該ハブ部の基部外周を挿入保持させ、更に該円環状上型パンチの下端に該第3中間体のヨーク部の底壁部を当接させて行い、
前記ヨーク部の側壁予定部の絞り加工と扱きとは、該円筒状上型及び該円環状上型パンチを同時に下降させ、下型の内周との間で、該第3中間体のヨーク部の側壁予定部の絞り加工及び扱き動作をさせることにより行うこととしたものである。
【0016】
本発明の6は、磁石発電機に装着される磁石発電機用一体型ローターであって、
ハブ部とヨーク部とからなり、該ヨーク部は、前記ハブ部の基部から放射方向に延びる底壁部及びその外周端から該ハブ部の軸方向と平行な方向に延びる側壁部からなる有底円筒状をなし、
前記底壁部は、前記ハブ部と連続する内側寄りの部分が径方向(放射方向)に延びる平面を有し、かつ前記側壁部と連続する外側寄りの部分より厚い肉厚を有し(軸方向に厚い厚さ寸法を有し)、
前記外側寄りの部分は、前記内側寄りの平面から前記側壁部の開口端側に向けて離反するように傾斜または湾曲して形成された磁石発電機用一体型ローターである。
【発明の効果】
【0017】
本発明の1の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法によれば、一枚の円板状鋼鈑からハブ部及びヨーク部が一体となった磁石発電機用のローターを、少ない工程数で、ハブ部の十分な強度、ハブ部とヨーク部との高い真円度及び同軸性を確保しながら製造することができる。
【0018】
その第1工程で、中央部に適切な径の増肉部を形成した第1中間体を形成することで、次工程でハブ部予定部の増肉が良好に行えるようにすることができる。
第2工程で、ハブ部予定部を成形し、底壁予定部を加圧成形する過程で、その部位の過剰素材をハブ部予定部側に流動させ、ハブ部予定部を十分に増肉し、これによって次工程で、予定の肉厚を有し、かつ塑性流動による内部加工硬化から十分な強度を持ったハブ部を成形することができることになる。
【0019】
第3工程で、ハブ部及びヨーク部の底壁部の成形を完了させることにより、最後の工程である第4工程では、ヨーク部の側壁部の成形と、ハブ部及びヨーク部の同軸性及び真円度の確保のみを行うことができることになる。即ち、この第3工程まで、十分な強度を持ったハブ部を成形すべく、大部分を、十分な肉厚及び硬度を確保するための鍛造工程に費やし、目的の結果を得ることとなっているものである。
第4工程では、前記のように、ハブ部とヨーク部の同軸性及びヨーク部の真円度を確保している。
【0020】
こうして、本発明の1の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法によれば、一枚の円板状鋼板からハブ部とヨーク部とが一体となったローターを得ることができるものであるため、工程数を減少させ、コストを低減することができる。また前記のように、ヨーク部の加工に優先してハブ部の加工を行い、必要な肉厚と硬度とを確保しているため、得られるローターの十分な強度が得られる。更に、前記のように、十分な精度も確保できるので、発電機に適用された際に、安定した回転を確保し得、騒音の発生等を減少させ、かつ寿命を延長することができることになる。加えて、冷間鍛造による製法であって、必要な部位に加工硬化による必要な硬度が得られるため、焼き入れ等も不要である。それ故、熱間鍛造のような成形時の加熱が不要であり、また当然、焼き入れのための加熱も不要であり、そのような加熱の際に発生するCO2の排出が削減される利点もある。
【0021】
また本発明6の発電機用一体形ローターによれば、発電機用の部品を外面に確実に取付け支持でき、ローターの駆動源からの振動に対する周波数特性をそのピークを共振点からずらして好ましいものに変更することができる。
【0022】
本発明の2の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法によれば、第1中間体の中央部に目的に適合する十分な厚さの増肉部を形成し、かつそれ自体をその増肉部を中心とする円錐容器状に成形することができる。それ故、その後の工程で、予定通りの厚さと強度を持ったハブ部を容易に成形することができることになる。
【0023】
本発明の3の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法によれば、次工程でハブ部を成形するのに適合する肉厚を有するハブ部予定部を容易に成形することができる。またヨーク部の底壁予定部もその過剰素材をハブ部予定部側に流動させながら後工程で底壁を成形するのに適合する形状に成形することができる。
【0024】
本発明の4の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法によれば、目的とする形状、精度及び強度を備えたハブ部及びヨーク部の底壁部が成形できる。また次工程で真円度を確保できるヨーク部の側壁予定部を成形することもできる。
【0025】
本発明の5の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法によれば、第3工程で成形されたハブ部及びヨーク部の底壁部を確実に保持しながら、ヨーク部の側壁部をハブ部とヨーク部の同軸性及び真円度を確保しながら成形することができる。
【図面の簡単な説明】
【0026】
【図1】(a)は成形用材料である円板状鋼板の断面図、(b)第1工程で成形された第1中間体の断面図、(c)は第2工程で成形された第2中間体の断面図。
【図2】(a)は第3工程で成形された第3中間体の断面図、(b)は第4工程で成形完了した発電機用一体形ローターの断面図。
【図3】第4工程で成形完了した発電機用一体形ローターの平面図。
【図4】鍛造装置で成形加工を行う第1工程を示す断面図。
【図5】鍛造装置で成形加工を行う第2工程を示す断面図。
【図6】鍛造装置で成形加工を行う第3工程を示す断面図。
【図7】鍛造装置で成形加工を行う第4工程を示す断面図。
【発明を実施するための形態】
【0027】
本発明を実施するための形態を図面を参照しながら詳細に説明する。
【0028】
この実施の形態の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法は、基本的に、図1及び図4〜図7に示すように、
第1工程で、中央部に穴11を開口してある円板状鋼板1の中央部を、該円板状鋼板1の外周端12を可動の環状上型21で抑えながら、該環状上型21の中央に昇降自在に配した上型パンチ31で加圧して、固定の下型41の中央開口部411に押し込み操作することにより、前記中央部の穴11の周囲に該上型パンチ31の先端面の径にほぼ相当する径D1の増肉部511を生成させ、該増肉部511の周囲を、以上の上型パンチ31による加圧過程で、該下型41の中央開口部411の上端を最下部とする外周方向に向かって上向き傾斜のテーパ面412に沿って上向きテーパ状の側板部512に成形して(全体としては円錐容器状に成形して)第1中間体51を成形し、
第2工程で、該第1中間体51を上下反転させて固定の環状下型42の上面上に配置し、これによって、中央部の増肉部511を含む円錐容器状の凹部を該環状下型42の中央部に突出状態に固設した下型マンドレル61の円錐状部611に外装し、かつ該円錐容器状の凹部の上端にあたる増肉部511の中央に開口してある穴11を、該下型マンドレル61の円錐状部611の中央上端に突出状態に構成してある円柱状の係止突起612に外装し、他方、扱き用の中央穴部221を有する可動の上型22で、該中央部の増肉部511を含む円錐状容器状部の中央部付近を扱いて縮径させながらその高さを延長させてハブ部予定部521を成形し、引き続いて該上型22により該ハブ部予定部521より外周側の部分を加圧してヨーク部の底壁予定部522を成形するとともに、該部位の過剰素材をハブ部予定部521側に流動させることにより、該ハブ部予定部521を増肉させて第2中間体52を成形し、
第3工程で、該第2中間体52を、固定の環状下型43の上面上に配置し、これによって、中央のハブ部予定部521を、該環状下型43の中央部に突出状態に固設してある円筒状下型マンドレル62の円錐部621に外装し、かつ同時に、該ハブ部予定部521の中央部の穴11を、該円筒状下型マンドレル62の中央部に同様に突出状態に固設してある円柱ピン63に外装状態とし、その後、可動の環状の成形上型23を加圧下降させて、該ハブ部予定部521の内周側には、該円筒状下型マンドレル62の上部の円錐部621の外形に従ったハブ部541の大径の基部5411の内周形状及び該円柱ピン63の外形に従ったハブ部541の小径上部5412の内形を成形し、更に該ハブ部予定部521の外周側には、該ハブ部541の小径上部5412の外形及び基部5411の大径の外周を成形し、加えてヨーク部の底壁部542を成形するとともに、該環状の成形上型23の中央空洞部231を下降し、これによって、下降下部では、相対的に、前記円柱ピン63をその中心空洞部241に進入させる筒状パンチ24で、該ハブ部予定部521の上端を加圧してその高さ寸法を圧縮し、かつハブ部541の上端部形状を形成することにより、該ハブ部541の硬度を高め、更に上記ヨーク部の底壁部542の加圧成形により該部位の過剰素材をヨーク部の側壁部予定部531となる外周側に流動させ、ハブ部541及びヨーク部の底壁部542を成形し、ヨーク部の側壁部予定部531を成形した第3中間体53を成形し、
第4工程で、第3中間体53を、それぞれ、そのハブ部541の小径上部5412は、可動の円筒状上型25の内周部に係止させ、そのハブ部541の基部5411は、該円筒状上型25に外装状態の円環状上型パンチ26の下部内周に係止させて、両上型25、26に保持させ、かつ該第3中間体53のヨーク部の底壁部542を該円環状上型パンチ26の下端に当接させた上で、該円筒状上型25及び該円環状上型パンチ26を同時に下降させ、固定の下型44の内周との間で、該第3中間体53のヨーク部の側壁予定部531の絞り加工と扱きとを同時に行い、それ自体の真円度及びハブ部541との同軸性を確保した側壁部543を成形し、これによって発電機用一体形ローター54の製造を完了するものである。
【0029】
以下、以上に示した鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法を順次詳しく説明する。
【0030】
前記第1工程の円板状鋼板1は、先に述べ、図1に示すように、中央部に穴11を開口してある、文字通りの円板状の鋼板である。材質的には、十分な展延性を有するものであることに加えて、発電機用のローターとして適合する適当な材料でもあるべきである。
【0031】
該第1工程は、前記し、図4に示すように、下面が平坦な環状となっている環状上型21、該環状上型21の中央部の貫通穴に昇降自在に配してある上型パンチ31、下型41及び該下型41の上面周縁部に固設してある環状の案内下型413を用いて行われる。
該下型41は、同図に示すように、その中央に、該上型パンチ31より若干大径の中央開口部411を開口し、かつ該中央開口部411の周囲にこれを中心とする上向き傾斜のテーパ面412を有する構成となっている。該テーパ面412は、これを全体としてみれば、円錐状凹面ということができる。また前記環状の案内下型413は、前記円板状鋼板1の中心を前記下型41の中心と一致させて配するためのガイドとなるものであり、その内径を該円板状鋼板1の径に対応させてある。
【0032】
該第1工程では、前記円板状鋼板1は、その中央の穴11を該下型41の中央に対応させた状態で該下型41上に配する。該円板状鋼板1は、その周縁部が該下型41の円環状の上面に載置した状態になる。なお、これは、該円板状鋼板1を前記案内下型413の内側に装入すれば自ずとそうなる。
この後、前記上型パンチ31及び環状上型21を下降させ、該上型パンチ31を該円板状鋼板1の中央部に押し当てて絞って行く。この間に該環状上型21の下面が、円錐凹状に絞られつつある該円板状鋼板1の周端に圧接するに至り、その放射方向への延びを抑えるように機能する。該上型パンチ31による加圧は継続し、図4に示すように、円錐凹状に絞られた該円板状鋼板1の中央部は下型41の中央開口部411に押し込まれた状態となり、その周囲は該下型41のテーパ面412に沿った上向きテーパ状の側板部512に成形され(全体としては円錐容器状に成形され)、第1中間体51が成形されることになり、第1工程は終了する。
【0033】
該第1工程において、図1(b)及び図4に示すように、該第1中間体51の中央部の穴11の周囲には、前記上型パンチ31の先端面の径にほぼ相当する径D1の増肉部511が生成される。このような増肉部511は、以上のような上型パンチ31で加圧して絞り、該増肉部511となる部位を前記下型41の中央開口部411中に押し込むこと、及びこのとき、該増肉部511となる部位の周囲の部位の周端を、前記のように、前記環状上型21の下面で抑え、その延びを抑制する結果として得られる。なお、この径D1は、より小さい方が増肉効果を高めることができるが、目的とするハブ部541の径より大径とすべきものである。
【0034】
第2工程は、図5に示すように、上面が基本的に平坦な環状となっている環状下型42、その中央穴に固設されている下型マンドレル61及び上型22を用いて行われる。
該下型マンドレル61は、その上部が上細りの円錐状部611に構成され、更に該円錐状部611の上端中央には、前記第1中間体51の増肉部511の中央に開口している穴11に緩みなく挿入状態となりうる円柱状の係止突起612が構成してある。また前記上型22は、反転させた第1中間体51の増肉部511及びその周囲近傍の側板部512を扱き加工してハブ部予定部521を形成すべく、その中央穴部221を該当する径のテーパ状に形成してあり、更に、該上型22は、反転させた第1中間体51の増肉部511及びその周囲近傍の側板部512より外周側の側板部512を絞り加工して該部位をヨーク部の底壁予定部522に成形すべく、その環状の下端面を形成してある。
【0035】
第2工程では、前記第1中間体51を上下反転させて前記環状下型42の円環状の上面上に載せ、このとき同時に、該第1中間体51の中央の凹部中に、該環状下型42の中央部に固設した前記下型マンドレル61の円錐状部611を挿入状態にし、更に該凹部上端の増肉部511に開口してある穴11中に、該円錐状部611の上端中央に立ち上げた係止突起612を挿入状態とする。該係止突起612が該第1中間体51の中央の穴11に挿入状態となることにより、該第1中間体51は正確に型の中央に位置決めされることになる。この後、図5に示すように、この状態で、前記上型22が下降して、その中央穴部221で該第1中間体51の増肉部511及びその周囲近傍の側板部512を扱き加工して縮径させながらその高さを延長させてハブ部予定部521を成形し、引き続いて、該上型22の環状の下端面で該ハブ部予定部521より外周側の側板部512を加圧して(据込)ヨーク部の底壁予定部522を成形する。またこのとき、該底壁予定部522を作成する部位の過剰素材をハブ部予定部521側に流動させ、該ハブ部予定部521を増肉させる。こうして第2中間体52を成形し、第2工程は終了する。
【0036】
第2工程においては、以上に述べ、図1(c)及び図5に示すとおり、前記第1中間体51の増肉部511及びその周囲近傍の側板部512からハブ部予定部521が成形される。このハブ部予定部511の増肉の度合いは、該ハブ部予定部521の径D2と高さHによって決まる。大径の前記増肉部511及びその周囲の側板部512を、より小径に、かつ高さHが余り低くならないように、扱き、引き続いてその周囲を据込むと、得られるハブ部予定部521は、増肉され、逆の態様の扱き及び引き続く据込を行うと、減肉されることになる。本件のように、増肉を必要とする場合は、当然、前者のようになるように、前記増肉部511の径D1をハブ部予定部521の径D2より大径に、かつハブ部予定部521の高さHを高めに設定しておくべきである。
【0037】
第3工程は、図6に示すように、内側部分が平坦で、周方向途中から外周方向に向かって上向き傾斜になる環状の上面を備えた環状下型43、該環状下型43の中央空洞部に、ここから突出する状態に固設してある円筒状下型マンドレル62、該円筒状下型マンドレル62の中空部に、更にここから突出する状態に固設してある円柱ピン63、環状の成形上型23及び該環状の成形上型23の中央空洞部231に昇降自在に配した筒状パンチ24を用いて行われる。
前記円筒状下型マンドレル62は、図6に示すように、その上部に、第2中間体52の中央のハブ部予定部521の内部に位置してハブ部541の大径の基部5411の内周を成形する円錐部621を備えている。また該円錐部621は、同図に示すように、該ハブ部541の基部5411の内周形状に対応すべく、最上端は錐状に尖らず、該基部5411内周上端の径に対応する円形端面となっている。
【0038】
前記円柱ピン63は、図6に示すように、ハブ部541の小径上部5412の内径に対応する径の円柱状部材である。前記環状の成形上型23は、その内周下部は、ハブ部541の小径上部5412及び基部5411の外周形状に対応する内周形状に構成し、下面は、基本的に、ヨーク部の底壁部542の上面形状に対応する形状としたものである。また前記筒状パンチ24は、同図に示すように、下端に開口する円筒状の部材であり、下方に突出状態に位置する前記円柱ピン63を、その中心空洞部241で外装状態となりつつ下降できるように構成してあるものである。更に該筒状パンチ24は、その下端が、前記ハブ部541の小径上部5412の上端形状に対応する形状に構成してある。
【0039】
第3工程では、前記第2中間体52を、前記環状下型43の内側部分が平坦で外側部分が外周方向に向かって上向き傾斜となっている上面上に配置し、中央のハブ部予定部521の内周側を、前記円筒状下型マンドレル62の円錐部621に外装状態にし、かつ該ハブ部予定部521の上部中央の穴11を、該円筒状下型マンドレル62の中央部に固設された円柱ピン63に外装状態にする。
その後、上方から、前記環状の成形上型23を下降させ、図6に示すように、その内周下部でハブ部予定部521を加圧し、これによってハブ部541の小径上部5412及び基部5411の外周形状を成形するとともに、前記円筒状下型マンドレル62の円錐部621でハブ部541の基部5411の内周形状を成形し、かつ前記円柱ピン63でハブ部541の小径上部5412の内周形状を成形する。また更に前記成形上型23の下面で第2中間体52のヨーク部の底壁予定部522が加圧され、ヨーク部の底壁部542が成形される。同時に、更に該底壁部542の外周側にヨーク部の側壁部予定部531も成形される。また該成形上型23が下降すると同時に、中央空洞部231を前記筒状パンチ24も下降し、上方に伸びたハブ部541の小径上部5412の上端を加圧・圧縮し上端部を成形する。こうして第3中間体53を成形し、第3工程は終了する。図2(a)は、こうして製造された第3中間体53の断面を示している。
【0040】
なお、以上の成形上型23によるヨーク部の底壁部542の成形過程で、その部位の過剰素材がハブ部541側に流動して増肉し、該ハブ部541の必要な肉厚を確保し、他方、前記成形上型23及び前記筒状パンチ24の加圧成形動作による加工硬化で、ハブ部541に十分な硬度を確保することができたものでもある。
【0041】
第4工程は、図7に示すように、円筒状上型25、該円筒状上型25に外装状態の円環状上型パンチ26及び下型44を用いて行われる。
前記円筒状上型25は、図7に示すように、その下部内周を、第3中間体53のハブ部541の小径上部5412の外径とほぼ一致させ、該小径上部5412をその中心に外装保持できる内径寸法に形成した部材である。前記円環状上型パンチ26は、同図に示すように、その中央部の最下部直上までの間に該円筒状上型25を外装し、その最下部の内周は、ハブ部541の基部5411の外周形状及び外径とほぼ一致させ、該基部5411をその中心に外装保持できる内径寸法に形成した部材である。また該円環状上型パンチ26は、以上のように、ハブ部541の基部5411をその中心に外装保持した状態で、その下端が該第3中間体53のヨーク部の底壁部542に良好に接合できるように構成してあるものである。更に前記下型44は、該円環状上型パンチ26及び円筒状上型25に保持されて下降する該第3中間体53のヨーク部の側壁部543を成形すべく、その内周を円筒状内面に構成した型部材である。
【0042】
第4工程では、図7に示すように、前記円筒状上型25及び該円筒状上型25に外装状態の円環状上型パンチ26に前記第3中間体53を保持させた上で、そのヨーク部の側壁予定部531に外周絞り加工及び扱き加工を施して、側壁部543を成形する。
該第3中間体53の保持は、同図に示すように、円筒状上型25の下部内周で該第3中間体53の小径上部5412の外周を外装状態でその中心に保持し、更に円環状上型パンチ26の最下部の内周で、該第3中間体53のハブ部541の基部5411の外周を同様に外装状態でその中心に保持することにより、実行し、かつその状態で、該円環状上型パンチ26の下端を該第3中間体53のヨーク部の底壁部542に当接させておく。
【0043】
その後、図7に示すように、該円筒状上型25及び該円環状上型パンチ26を下降させ、下型44の内周との間で、該第3中間体53のヨーク部の側壁予定部531の絞り加工と扱きとを同時に行い、ヨーク部の側壁部543を成形し、これによって発電機用一体形ローター54の製造を完了させ、第4工程は終了する。図2(b)は、発電機用一体形ローター54の断面を示しており、図3は平面を示している。なお、第4工程は、扱き落とし加工法である。
【0044】
なお、以上の絞り加工と扱きとにより、得られたヨーク部の側壁部543はそれ自体の真円度が確保され、該ヨーク部の側壁部543と前記ハブ部541との同軸性も確保されることになる。
【0045】
最終製品の発電機用一体型ローター54は、以上の工程により後述の形状を付与される。
ヨーク部の底壁部542は、特に図2(b)及び図7に示すように、ハブ部541寄りの内側部分5421と側壁部543寄りの外側部分5422とからなり、内側部分5421は外側部分5422より厚肉であるとともに、ローターの外側になる面に平面部5423を有し、また、外側部分5422は、前記平面部5423から側壁部543に向かうに従い側壁端面側(有底筒状の開口側端面側)に離れるように傾斜あるいは湾曲した形状の部分5424を有する。
【0046】
平面部5423は一定の範囲に形成され、特に図2(b)に示すように、例えば、ローターの外径に対し1/3〜2/3、より好ましくは約半分の径D3の範囲に設けられ、傾斜あるいは湾曲した形状の部分5424の角度θは平面部5423の仮装延長面に対し3°〜10°、より好ましくは約5°で傾斜するか、その外周端で該仮装延長面から肉厚tの0.7〜2倍、より好ましくは約0.8倍の距離lだけ離れるように湾曲し、底壁部542の外側部分5422と側壁部543とは直角より緩い角度で連続している。
【0047】
なお、外側部分5422の肉厚tは側壁部543の肉厚より厚く構成されている。
なおまた、ローター内側に位置するステーター(不図示)のための開口を設けることを妨げない。
【0048】
上述の形状により、ローターに発電機用の部品(不図示)を確実に固定する支持面を外面に確保するとともに、底壁部542の駆動源(不図示)からの振動に対する周波数特性をそのピークを100Hz以上共振点からずらして好ましいものに変更させることができる。また、ヨーク部の底壁部542と側壁部543との緩い角度での連続は流動性を向上させる。
【産業上の利用可能性】
【0049】
本発明の鋼鈑からの冷間鍛造成形による発電機用一体形ローターの製造方法は、文字通り、発電機用のローターの製造の分野で有効に利用できる。
【符号の説明】
【0050】
1 円板状鋼板
11 円板状鋼板の中央部の穴
12 円板状鋼板の外周端
21 第1工程で用いる環状上型
22 第2工程で用いる上型
221 第2工程で用いる上型の中央穴部
23 第3工程で用いる成形上型
231 第3工程で用いる成形上型の中央空洞部
24 第3工程で用いる上型の筒状パンチ
241 筒状パンチの中心空洞部
25 第4工程で用いる円筒状上型
26 第4工程で用いる円環状上型パンチ
31 第1工程で用いる上型パンチ
41 第1工程で用いる下型
411 第1工程で用いる下型の中央開口部
412 第1工程で用いる下型のテーパ面
413 第1工程で用いる案内下型
42 第2工程で用いる環状下型
43 第3工程で用いる環状下型
44 第4工程で用いる下型
51 第1中間体
511 増肉部
512 第1中間体の側板部
52 第2中間体
521 ハブ部予定部
522 ヨーク部の底壁予定部
53 第3中間体
531 ヨーク部の側壁部予定部
54 発電機用一体形ローター
541 ハブ部
5411 ハブ部の基部
5412 ハブ部の小径上部
542 ヨーク部の底壁部
5421 底壁部のハブ部寄りの内側部分
5422 底壁部の側壁部寄りの外側部分
5423 内側部分の外側の面である平面部
5424 外側部分の外側の面である傾斜あるいは湾曲した形状の部分
543 ヨーク部の側壁部
61 下型マンドレル
611 下型マンドレルの円錐状部
612 円錐状部の係止突起
62 第3工程で用いる円筒状下型マンドレル
621 第3工程で用いる円筒状下型マンドレルの円錐部
63 第3工程で用いる円柱ピン
D1 増肉部の径
D2 ハブ部予定部の径
D3 平面部の径
H ハブ部予定部の高さ
θ 外側部分の傾斜あるいは湾曲した形状の部分の角度
t 外側部分の肉厚
l 外側部分の傾斜あるいは湾曲した形状の部分の最外端と内側部分の外側の面である平面部からの仮装延長線との間の距離
【特許請求の範囲】
【請求項1】
ハブ部とその基部から放射方向に延びる底壁部及びその外周端から該ハブ部の軸方向と平行な方向に延びる側壁部からなる有底円筒状のヨーク部とが一体成形された磁石発電機用ローターを鋼板から冷間鍛造成形によって成形する、鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法であって、
中央部に穴を開口してある円板状鋼鈑の中央部を、該円板状鋼鈑の外周端を抑えながら加圧操作して、該中央部の穴の周囲に最終段階のハブ部径より大径の増肉部を生成させ、かつ、該増肉部の周囲を、該増肉部を最下部とする円錐容器状に成形して第1中間体を作成する第1工程と、
前記第1中間体の中央部近傍の増肉部を含む円錐容器状の部分を扱いて縮径させながらその高さを伸ばしてハブ部予定部を成形し、引き続いて、該ハブ部予定部より外周側を加圧してヨーク部の底壁予定部を成形するとともに、該底壁予定部の過剰素材をハブ部予定部側に流動させることにより、該ハブ部予定部を増肉させた第2中間体を作成する
第2工程と、
前記第2中間体のハブ部予定部の内周を整圧し、かつ該ハブ部予定部の外周を扱いた上で、その上端を加圧して圧縮加工することにより、ハブ部の成形を完了させ、その間に前記ヨーク部の底壁予定部を加圧して底壁部の成形を完了させるとともに、その外周の側壁予定部を成形した第3中間体を作成する
第3工程と、
前記第3中間体のハブ部の形状を保持しながら、そのヨーク部の側壁予定部の絞り加工と扱きとを同時に行い、ハブ部とヨーク部の同軸性及びヨーク部の真円度を確保して発電機用一体形ローターを完成させる第4工程と、
を順次行う鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法。
【請求項2】
前記第1工程の円板状鋼板の中央部の加圧は、前記増肉部の径に相当する先端径を有する上型パンチにより行い、前記円板状鋼板の外周端の抑えは、環状上型を該外周端に圧接することで行い、かつ前記増肉部は、下型の中央開口部に、前記上型パンチの前記加圧によって前記円板状鋼板の中央部を押し込むことで生成させ、
前記増肉部の周囲の該増肉部を最下部とする円錐容器状への成形は、以上の加圧過程で、該増肉部の周囲を前記下型の中央開口部を最下部とし外周方向に向かって上向き傾斜するテーパ面に沿った形状に変形させることによって行われるようにした請求項1の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法。
【請求項3】
前記第2工程における前記第1中間体の中央部近傍の増肉部を含む円錐容器状の部分の扱きは、該第1中間体を上下反転させて下型に配置し、これによって、中央部近傍の増肉部を含む円錐容器状の部分を下型マンドレルの上部に外装状態にし、かつ該円錐容器状の部分の中央部の穴を該下型マンドレル上部中央の円柱状の係止突起に外装し、上型を、該中央部近傍の増肉部を含む円錐容器状の部分を扱き動作させることにより行い、
該中央部近傍の増肉部を含む円錐容器状の部分より外周側の加圧は、前記上型を、前記扱き操作に引き続いて、該中央部近傍の増肉部を含む円錐容器状の部分より外周側に押圧動作をさせることにより行うこととした請求項1又は2の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法。
【請求項4】
前記第3工程のハブ部予定部の内周の加圧及び外周の扱きは、前記第2中間体を環状下型上に配置し、これによって、該第2中間体の中央のハブ部予定部の基部を、該環状下型の中央部に突出状態に配してあるハブ部の大径の基部内周を成形する円筒状下型マンドレルに外装し、かつ同時に該ハブ部予定部の中央の穴を、該円柱状下型マンドレルの中央部に突出状態に配してある円柱ピンに外装し、更に該ハブ部の上部及び基部外周の成形は、環状の成形上型を該ハブ部予定部に扱き下降をさせることで行い、
前記ハブ部予定部の上端の加圧は、成形上型の中央から筒状パンチを下降させ、これで加圧動作させることにより行い、
更に前記ヨーク部の底壁予定部の加圧は、前記成形上型を、前記ハブ部予定部の扱き下降に引き続いて下降させて該底壁予定部に加圧動作させることにより行うこととした請求項1、2又は3の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法。
【請求項5】
前記第4工程のハブ部の形状の保持は、円筒状上型の内周部に第3中間体のハブ部の上部外周を挿入保持させ、該円筒状上型に外装状態の円環状上型パンチの下部内周に該ハブ部の基部外周を挿入保持させ、更に該円環状上型パンチの下端に該第3中間体のヨーク部の底壁部を当接させて行い、
前記ヨーク部の側壁予定部の絞り加工と扱きとは、該円筒状上型及び該円環状上型パンチを同時に下降させ、下型の内周との間で、該第3中間体のヨーク部の側壁予定部の絞り加工及び扱き動作をさせることにより行うこととした請求項1、2、3又は4の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法。
【請求項6】
磁石発電機に装着される磁石発電機用一体型ローターであって、
ハブ部とヨーク部とからなり、該ヨーク部は、前記ハブ部の基部から径方向に延びる底壁部及びその外周端から該ハブ部の軸方向と平行な方向に延びる側壁部からなる有底円筒状をなし、
前記底壁部は、前記ハブ部と連続する内側寄りの部分が径方向に延びる平面を有し、かつ前記側壁部と連続する外側寄りの部分より軸方向に厚い肉厚を有し、
前記外側寄りの部分は、前記内側寄りの平面から前記側壁部の開口端側に向けて離反するように傾斜または湾曲して形成された磁石発電機用一体型ローター。
【請求項1】
ハブ部とその基部から放射方向に延びる底壁部及びその外周端から該ハブ部の軸方向と平行な方向に延びる側壁部からなる有底円筒状のヨーク部とが一体成形された磁石発電機用ローターを鋼板から冷間鍛造成形によって成形する、鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法であって、
中央部に穴を開口してある円板状鋼鈑の中央部を、該円板状鋼鈑の外周端を抑えながら加圧操作して、該中央部の穴の周囲に最終段階のハブ部径より大径の増肉部を生成させ、かつ、該増肉部の周囲を、該増肉部を最下部とする円錐容器状に成形して第1中間体を作成する第1工程と、
前記第1中間体の中央部近傍の増肉部を含む円錐容器状の部分を扱いて縮径させながらその高さを伸ばしてハブ部予定部を成形し、引き続いて、該ハブ部予定部より外周側を加圧してヨーク部の底壁予定部を成形するとともに、該底壁予定部の過剰素材をハブ部予定部側に流動させることにより、該ハブ部予定部を増肉させた第2中間体を作成する
第2工程と、
前記第2中間体のハブ部予定部の内周を整圧し、かつ該ハブ部予定部の外周を扱いた上で、その上端を加圧して圧縮加工することにより、ハブ部の成形を完了させ、その間に前記ヨーク部の底壁予定部を加圧して底壁部の成形を完了させるとともに、その外周の側壁予定部を成形した第3中間体を作成する
第3工程と、
前記第3中間体のハブ部の形状を保持しながら、そのヨーク部の側壁予定部の絞り加工と扱きとを同時に行い、ハブ部とヨーク部の同軸性及びヨーク部の真円度を確保して発電機用一体形ローターを完成させる第4工程と、
を順次行う鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法。
【請求項2】
前記第1工程の円板状鋼板の中央部の加圧は、前記増肉部の径に相当する先端径を有する上型パンチにより行い、前記円板状鋼板の外周端の抑えは、環状上型を該外周端に圧接することで行い、かつ前記増肉部は、下型の中央開口部に、前記上型パンチの前記加圧によって前記円板状鋼板の中央部を押し込むことで生成させ、
前記増肉部の周囲の該増肉部を最下部とする円錐容器状への成形は、以上の加圧過程で、該増肉部の周囲を前記下型の中央開口部を最下部とし外周方向に向かって上向き傾斜するテーパ面に沿った形状に変形させることによって行われるようにした請求項1の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法。
【請求項3】
前記第2工程における前記第1中間体の中央部近傍の増肉部を含む円錐容器状の部分の扱きは、該第1中間体を上下反転させて下型に配置し、これによって、中央部近傍の増肉部を含む円錐容器状の部分を下型マンドレルの上部に外装状態にし、かつ該円錐容器状の部分の中央部の穴を該下型マンドレル上部中央の円柱状の係止突起に外装し、上型を、該中央部近傍の増肉部を含む円錐容器状の部分を扱き動作させることにより行い、
該中央部近傍の増肉部を含む円錐容器状の部分より外周側の加圧は、前記上型を、前記扱き操作に引き続いて、該中央部近傍の増肉部を含む円錐容器状の部分より外周側に押圧動作をさせることにより行うこととした請求項1又は2の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法。
【請求項4】
前記第3工程のハブ部予定部の内周の加圧及び外周の扱きは、前記第2中間体を環状下型上に配置し、これによって、該第2中間体の中央のハブ部予定部の基部を、該環状下型の中央部に突出状態に配してあるハブ部の大径の基部内周を成形する円筒状下型マンドレルに外装し、かつ同時に該ハブ部予定部の中央の穴を、該円柱状下型マンドレルの中央部に突出状態に配してある円柱ピンに外装し、更に該ハブ部の上部及び基部外周の成形は、環状の成形上型を該ハブ部予定部に扱き下降をさせることで行い、
前記ハブ部予定部の上端の加圧は、成形上型の中央から筒状パンチを下降させ、これで加圧動作させることにより行い、
更に前記ヨーク部の底壁予定部の加圧は、前記成形上型を、前記ハブ部予定部の扱き下降に引き続いて下降させて該底壁予定部に加圧動作させることにより行うこととした請求項1、2又は3の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法。
【請求項5】
前記第4工程のハブ部の形状の保持は、円筒状上型の内周部に第3中間体のハブ部の上部外周を挿入保持させ、該円筒状上型に外装状態の円環状上型パンチの下部内周に該ハブ部の基部外周を挿入保持させ、更に該円環状上型パンチの下端に該第3中間体のヨーク部の底壁部を当接させて行い、
前記ヨーク部の側壁予定部の絞り加工と扱きとは、該円筒状上型及び該円環状上型パンチを同時に下降させ、下型の内周との間で、該第3中間体のヨーク部の側壁予定部の絞り加工及び扱き動作をさせることにより行うこととした請求項1、2、3又は4の鋼板からの冷間鍛造成形による発電機用一体形ローターの製造方法。
【請求項6】
磁石発電機に装着される磁石発電機用一体型ローターであって、
ハブ部とヨーク部とからなり、該ヨーク部は、前記ハブ部の基部から径方向に延びる底壁部及びその外周端から該ハブ部の軸方向と平行な方向に延びる側壁部からなる有底円筒状をなし、
前記底壁部は、前記ハブ部と連続する内側寄りの部分が径方向に延びる平面を有し、かつ前記側壁部と連続する外側寄りの部分より軸方向に厚い肉厚を有し、
前記外側寄りの部分は、前記内側寄りの平面から前記側壁部の開口端側に向けて離反するように傾斜または湾曲して形成された磁石発電機用一体型ローター。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−104607(P2011−104607A)
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願番号】特願2009−260366(P2009−260366)
【出願日】平成21年11月13日(2009.11.13)
【出願人】(301049593)茨城スチールセンター株式会社 (3)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願日】平成21年11月13日(2009.11.13)
【出願人】(301049593)茨城スチールセンター株式会社 (3)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]