
移載秤量装置
【課題】複数種の容器をそれぞれ所望の高さで支持でき、しかも複数種の容器に投下される内容物を一つの秤量手段によって秤量できる移載秤量装置を提供する。
【解決手段】移載秤量装置1は、相互に上下方向の寸法を違える複数種の容器3,5から選択される容器を一つずつ送り出す容器供給手段7と、容器供給手段7を昇降させる導入昇降手段9と、相互に高さを違える複数の支持手段11,13と、容器に内容物を投下する主投下コンベヤと、主秤量手段19と、移載コンベヤ21と、容器に少量の内容物を投下する副投下コンベヤと、副秤量手段27と、移載コンベヤ21を昇降させる導出昇降手段29とを備える。
【解決手段】移載秤量装置1は、相互に上下方向の寸法を違える複数種の容器3,5から選択される容器を一つずつ送り出す容器供給手段7と、容器供給手段7を昇降させる導入昇降手段9と、相互に高さを違える複数の支持手段11,13と、容器に内容物を投下する主投下コンベヤと、主秤量手段19と、移載コンベヤ21と、容器に少量の内容物を投下する副投下コンベヤと、副秤量手段27と、移載コンベヤ21を昇降させる導出昇降手段29とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、容器を移送し同容器に投下される内容物を秤量する移載秤量装置に関する。
【背景技術】
【0002】
上向きの開口部を有する容器を移送し、この容器にコンベヤから投下される内容物を秤量する装置が下記の特許文献に開示されている。容器に投下された内容物が容器から跳ね出すことのないように、コンベヤから容器の開口部までの内容物の落差を小さくするのが好ましい。互いに上下方向の寸法(高さ)を違えた複数種の容器の中から選択される何れか一つの種類の容器に上記のコンベヤから内容物を投下する場合、上下方向の寸法の長い容器に比べ同寸法の短い容器を高所に配置すれば、コンベヤから複数種の容器のそれぞれの開口部までの落差を小さく抑えることができる。
【0003】
しかしながら、内容物の投下される容器は秤量手段によって支持されている。秤量手段は、容器の荷重に基づき同容器に投下された内容物を秤量するものである。このため、一つの種類の容器毎に、これを所望の高さに支持できる専用の秤量手段を設置する必要があり、設備費の増大を避けられない。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】実開平6−49306号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上記の実情に鑑みて為されたものであり、複数種の容器をそれぞれ所望の高さに支持でき、しかも複数種の容器に投下される内容物を一つの秤量手段によって秤量できる移載秤量装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、相互に上下方向の寸法を違える複数種の容器から選択される容器を一つずつ送り出す容器供給手段と、前記容器供給手段を昇降させる導入昇降手段と、相互に高さを違え前記容器供給手段に隣接し、前記容器供給手段が容器を送り出す向きに容器を移動自在に支持する複数の支持手段と、前記支持手段に支持される容器に内容物を投下する大出し口を有し、前記大出し口に内容物を供給する主投下コンベヤと、前記支持手段に支持される容器の荷重に基づき前記大出し口から容器に投下された内容物を秤量する主秤量手段と、前記支持手段に対して前記容器供給手段が容器を送り出す向きの前方で容器を支持する移載コンベヤと、前記移載コンベヤに支持される容器に内容物を投下する小出し口を有し、前記主投下コンベヤと比較して少量の内容物を前記小出し口に供給する副投下コンベヤと、前記移載コンベヤに支持される容器の荷重に基づき前記小出し口から容器に投下された内容物を秤量する副秤量手段と、前記移載コンベヤを昇降させる導出昇降手段とを備え、前記導入昇降手段は、前記容器供給手段から送り出される容器の上下方向の寸法に応じて、前記複数の支持手段のうち相対的に高く配置された支持手段に前記複数種の容器のうち相対的に前記寸法の小さい容器が支持されるように、前記複数の支持手段のうちの一つの支持手段が容器を支持する高さに、前記容器供給手段から容器が送り出される高さを合致させ、前記導出昇降手段は、前記容器供給手段から送り出された容器が前記支持手段に支持された高さに、前記移載コンベヤが容器を支持する高さを合致させることを特徴とする。
【0007】
また、本発明は、前記容器供給手段が容器を前記支持手段に押し出す移載プッシャーを備え、前記移載プッシャーにより押し出される容器が、前記支持手段に達する行程で、前記支持手段に支持される容器を前記移載コンベヤに支持される位置まで押し出すことを特徴とする。
【発明の効果】
【0008】
本発明に係る移載秤量装置によれば、複数種の容器のそれぞれの上下方向の寸法に応じて、複数の支持手段のうち相対的に高く配置された支持手段に、複数の容器のうち相対的に上下方向の寸法の小さい容器を支持させるので、主投下コンベヤの大出し口、又は副投下コンベヤの小出し口から容器の上面までの内容物の落差を最小限に抑え、内容物の容器からの飛び出しを予防することができる。
【0009】
しかも、本発明に係る移載秤量装置によれば、導入昇降手段が容器供給手段を昇降させることにより、相対的に高く配置された支持手段が容器を支持する高さと容器供給手段が容器を支持手段へ送り出す高さとを合致させ、或いは相対的に低く配置された支持手段が容器を支持する高さと、容器供給手段が容器を支持手段へ送り出す高さとを合致させ、容器を適切な高さで支持手段に支持させることができる。このため、複数種の容器の何れかに投下される内容物を、上記寸法に関わりなく一つの主秤量手段、及び一つの副秤量手段によって秤量できるので、当該移載秤量装置の製造コストを低減することができる。
【0010】
更に、本発明に係る移載秤量装置によれば、移載プッシャーにより押し出される容器が、支持手段に達する行程で、支持手段に支持される容器を移載コンベヤに支持される位置まで押し出すことができる。このため、支持手段から移載コンベヤへ容器を積極的に載せ換えるためのコンベヤ等が不要であるので、当該移載秤量装置の構造を簡素化し、その製造コストを一層低減することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態に係る移載秤量装置を俯瞰した概略図。
【図2】本発明の実施形態に係る移載秤量装置の概要を示す斜視図。
【図3】本発明の実施形態に係る移載秤量装置に適用した容器供給手段、及び導入昇降手段の正面図。
【図4】本発明の実施形態に係る移載秤量装置に適用した容器供給手段、及び支持手段の側面図。
【図5】本発明の実施形態に係る移載秤量装置に適用した主投下コンベヤ、支持手段、及び主秤量手段の正面図。
【図6】本発明の実施形態に係る移載秤量装置に適用した移載コンベヤ、及び導出昇降手段の側面図。
【発明を実施するための形態】
【0012】
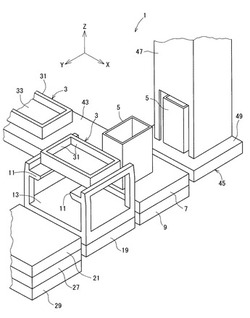
図1,2に示すように、本発明の実施形態に係る移載秤量装置1は、相互に上下方向の寸法を違える複数種の容器3,5から選択される容器を一つずつ水平方向に送り出す容器供給手段7と、容器供給手段7を昇降させる導入昇降手段9と、容器供給手段7に隣接し相互に高さを違える複数の支持手段11,13と、青果物等の内容物を大出し口15から容器に投下する主投下コンベヤ17と、大出し口15から容器に投下された内容物を秤量する主秤量手段19と、支持手段11,13に対して容器供給手段7が容器を送り出す向きの前方で容器を支持する移載コンベヤ21と、移載コンベヤ21に支持される容器に小出し口23から内容物を投下する副投下コンベヤ25と、小出し口23から容器に投下された内容物を秤量する副秤量手段27と、移載コンベヤ21を昇降させる導出昇降手段29とを備える。
【0013】
移載秤量装置1を構成する要素を以下の実施例で述べる。実施例に記す駆動源としてエアシリンダー、又はサーボモーター等を適用し、案内手段としてガイドレールにスライダーを係合させた滑り対偶を適用しても良い。また、駆動源、案内手段、伝動部材、及び自明の機械要素を取付ける筐体については、その図示を省略する。
【実施例1】
【0014】
容器3,5はそれぞれの上面を開放している。容器3,5の上下方向の寸法とは、それぞれの下面から上面までの矢印Zの向きの高さを意味し、例えば容器3が160mmに対して容器5が400mmである。容器3は、その四方の側壁部31を底面33に重なるように折り畳みできる合成樹脂製のコンテナである。容器5は段ボール箱である。容器3,5の仕様、及び材質は何ら限定されるものでない。
【0015】
主投下コンベヤ17は、青果物等の内容物を矢印Yの向きに搬送するベルトコンベヤ35の前方に、内容物を矢印Yに直交する矢印Xの向きに搬送するベルトコンベヤ37を配置し、ベルトコンベヤ37の終端を大出し口15としたものである。副投下コンベヤ25は、ベルトコンベヤ35に隣接するベルトコンベヤ39の前方に、内容物を矢印Xの向きに一列に並べて搬送できるローラーコンベヤ41を配置し、ローラーコンベヤ41の終端を小出し口23としたものである。ベルトコンベヤ39は、ベルトコンベヤ35,37よりもベルトの幅が狭く、所定の時間当たりに副投下コンベヤ25の小出し口23から投下される内容物の個数は、主投下コンベヤ17の大出し口15から投下される内容物の個数よりも少ない。ローラーコンベヤ41は、内容物を小出し口23から一つずつ投下できるものであることが好ましい。
【0016】
コンテナ供給手段43、及び段ボール箱供給手段45が容器供給手段7に隣接している。コンテナ供給手段43は、ベルトコンベヤ35,39の下方に設置され、容器3を矢印Xの向きに搬送するローラーコンベヤである。段ボール箱供給手段45は、鉛直シュート47から落下する容器5を底受部材49で受け止め、後述の供給プッシャーにより容器5を底受部材49から矢印Yの向きに押し出すものである。コンテナ供給手段43に搬送される容器3の下面と、底受部材49に受け止められる容器5の下面と、支持手段11に支持される容器5の下面の高さは互いに等しく、この高さを以下で「基準レベル」と記す。
【0017】
図3,4に示すように、容器供給手段7は、コンベヤフレーム51に軸受けされた複数のローラー53と、ローラー53を図3の矢印αの向きに回転させる駆動源と、エアシリンダー55と、エアシリンダー55のピストンロッド57に取付けた櫛歯形の移載プッシャー59と、連結部材61を介してコンベヤフレーム51に連結された進退駆動手段63とを備える。
【0018】
複数のローラー53は、互いに水平方向に並列されている。エアシリンダー55は、そのシリンダーケースにピストンロッド57を鉛直方向に案内するガイドレール67を係合している。エアシリンダー55がピストンロッド57を上昇させると、移載プッシャー59がコンベヤフレーム51に対して上昇し、移載プッシャー59の爪部69が複数のローラー53の上方へ突出する。この状態が同図に表れている。エアシリンダー55がピストンロッド57を下降させると、移載プッシャー59がコンベヤフレーム51に対して下降し、移載プッシャー59の爪部69がローラー53同士の間に没入する。
【0019】
導入昇降手段9は、容器供給手段7のコンベヤフレーム51にピストンロッド71を連結したエアシリンダーであり、そのシリンダーケースにピストンロッド71を鉛直方向に案内するガイドレール75を係合している。導入昇降手段9がピストンロッド71を上昇させると、コンベヤフレーム51と共にローラー53が図4に仮想線53'で表した高さまで上昇する。導入昇降手段9がピストンロッド71を下降させると、ローラー53が実線で表した高さまで下降する。
【0020】
進退駆動手段63は、そのシリンダーケース77に供給される空気圧に基づき、シリンダーケース77に係合したスライダー79を矢印Yの向き、又は矢印Yの反対向きに動作させるロッドレスエアシリンダーである。スライダー79は、エアシリンダー55を保持する保持部材81に連結されている。進退駆動手段63のスライダー79の動作に従い保持部材81と共にエアシリンダー55が移動することにより、移載プッシャー59が図4に実線で表した位置から図4の仮想線59'の位置までの行程を進退する。仮想線59"は、導入昇降手段9が容器供給手段7のローラー53を上昇させた状態で、移載プッシャーの前進する位置を示している。
【0021】
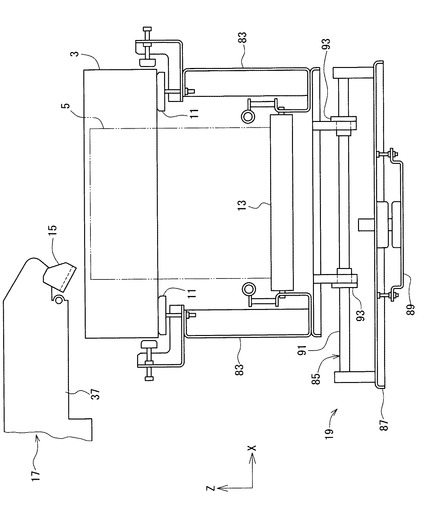
図4,5に示すように、主秤量手段19は、支持手段11,13を支持する一対の支持フレーム83を案内手段85を介してベース板87に取付け、容器3、又は容器5から一対の支持フレーム83の受ける荷重をベース板87の底部89に設けた歪みゲージにより計測するものである。支持手段11は、水平方向に延びる一対の案内レールであり、図4の仮想線53'で表したローラーと同じ高さで、容器3の下面を支持することができる。支持手段13は、一対の支持フレーム83の間で水平方向に広がる平滑な案内板であり、図4に実線で表したローラー53と同じ基準レベルで容器5の下面を支持することができる。
【0022】
案内手段85は、ベース板87に固定したガイドレール91と、一対の支持フレーム83に連結しスライダー93とを備える。一対の支持フレーム83はスライダー93と共にベース板87に対して矢印Xの向き、又はその反対向きに移動できる。これにより、支持手段11,13に支持される容器3,5の位置を主投下コンベヤ17の大出し口15の真下になるよう調整することができる。
【0023】
図1,2に示すように移載コンベヤ21に対して矢印Yの向きの前方に、搬出コンベヤ95が設置されている。搬出コンベヤ95は、容器3,5を基準レベルで受け止め、容器3,5を適所へ搬出できるベルトコンベヤであれば良い。図6に示すように、移載コンベヤ21は、コンベヤフレーム97に軸受けされた複数のローラー99と、ローラー99を矢印βの向きに回転させる駆動源と、コンベヤフレーム97に取付けた駆動源101により昇降するストッパー103とを備える。複数のローラー99は、互いに水平方向に並列されている。導出昇降手段29は、ピストンロッド105をコンベヤフレーム97の底部109に連結したエアシリンダーである。副秤量手段27は、容器3、又は容器5からコンベヤフレーム97の受ける荷重を、コンベヤフレーム97の底部109に設けた歪みゲージにより計測するものである。
【0024】
導出昇降手段29がピストンロッド105を下降させると、移載コンベヤ21のローラー99は、同図に実線で表した高さまで下降し、容器5の下面を基準レベルで受け止めることができる。導出昇降手段29がピストンロッド105を上昇させると、移載コンベヤ21のローラーは、同図に仮想線99'で表した高さまで上昇し、容器3の下面を支持手段11と同じ高さで受け止めることができる。
【0025】
次に移載秤量装置1が容器3,5に内容物を投入する動作を説明する。図面は特に断らない限り、図1,2を参照する。以下の動作は、駆動源がオペレータの指令、センサ類からの電気信号、又は個々の駆動源の制御を担うCPUがアクセスできる記憶媒体に書き込まれたプログラムに基づいて成されるものとする。また、文頭に付した英文字は動作の工程を区分する指標である。
【0026】
A:図4に示す導入昇降手段9が容器供給手段7のローラー53を下降させ、進退駆動手段63がローラー53の上方に突出した移載プッシャー59を実線で表した位置に後退させる。この状態で、図3に示すコンテナ供給手段43が空の容器3を容器供給手段7に供給する。即ち、コンテナ供給手段43が容器3を矢印Xの向きに搬送し、容器3の端部を容器供給手段7のローラー53に乗り上げさせる。これと同時に容器供給手段7がローラー53を駆動させ、容器3の全体がローラー53に受け止められたところで、ローラー53を停止させる。
【0027】
B:段ボール箱供給手段45の供給プッシャー111は、本工程で鉛直シュート47よりも更に矢印Yの反対向きに後退している。導入昇降手段9が容器供給手段7のローラーを図4に仮想線53'で表した高さまで上昇させる。
【0028】
C:進退駆動手段63が移載プッシャー59を矢印Yの向きに前進させる。これにより容器3が容器供給手段7から矢印Yの向きに送り出され、図5に示すように支持手段11に乗り移る。続いて、進退駆動手段63が移載プッシャー59を矢印Yの反対向きに後退させる。上記Bの工程で導入昇降手段9が容器供給手段7のローラー53を上昇させたことにより、本工程で容器供給手段7から送り出される容器3の下面の高さは、支持手段11が容器3の下面を支持する高さに合致している。
【0029】
D:主投下コンベヤ17のベルトコンベヤ35,37が起動する。これにより大出し口15から内容物が投下され、支持手段11に支持された容器3の荷重に内容物の荷重が加算される。この加算された荷重に基づき、主秤量手段19は大出し口15から容器3に投下された内容物を秤量する。容器3に収納されるべき内容物の総重量は予め定められており、大出し口15から投下された内容物の荷重が上記の総重量に達する直前に、ベルトコンベヤ35,37が停止し、内容物の投下が断たれる。
【0030】
E:図6に示す導出昇降手段29が移載コンベヤ21のローラーを仮想線99'で表した高さまで上昇させ、上記C,Dの工程で容器3の下面が支持手段11に支持された高さに、移載コンベヤ21が容器3の下面を支持する高さを合致させる。移載コンベヤ21の駆動源101がストッパー103をローラー99の上方まで上昇させる。
【0031】
F:上記Dの工程が行われている間に、以上に述べた容器3に後続する新たな空の容器3をコンテナ供給手段43が容器供給手段7に供給する。この後続の容器3を対象として移載秤量装置1が上記B,Cの工程を繰り返し、後続の容器3を移載プッシャー59により容器供給手段7から支持手段11に乗り移らせる。この過程で、後続の容器3が上記の総重量に達する直前の量の内容物を既に投入された先行の容器3に突き当たるので、この先行の容器3は、支持手段11から図6に仮想線99'で表した移載コンベヤ21のローラーに乗り移り、容器3がストッパー103に突き当たる。容器3はストッパー103により移載コンベヤ21に位置決めさせる。
【0032】
G:副投下コンベヤ25のベルトコンベヤ39、及びローラーコンベヤ41が起動する。これにより小出し口23から内容物が投下され、支持手段13に支持された容器5の荷重に内容物の荷重が加算される。この加算された荷重に基づき、副秤量手段27は小出し口23から容器5に投下された内容物を秤量する。上記Dの工程で大出し口15から投下された内容物の荷重、及び本工程で小出し口23から投下された内容物の荷重の総計が上記の総重量に達した時点で、ベルトコンベヤ39、及びローラーコンベヤ41が停止し、内容物の投下が断たれる。
【0033】
H:図4に示す導入昇降手段9が容器供給手段7のローラー53を実線で表した高さまで降下させる。
【0034】
I:図6に示す導出昇降手段29が移載コンベヤ21のローラー99を実線で表した位置まで下降させる。駆動源101がストッパー103をローラー99の下方まで下降させる。
【0035】
J:移載コンベヤ21が容器3を搬出コンベヤ95へ搬出する。即ち、移載コンベヤ21がローラー99を回転させることにより容器3を矢印Yの向きに搬送し、容器3の端部を搬出コンベヤ95に乗り上げさせる。これと同時に搬出コンベヤ95を起動させ、容器3の全体を搬出コンベヤ95に乗り移らせる。
【0036】
移載秤量装置1は上記A〜Jの工程を再度行っても良いが、段ボール箱供給手段45を始動させ、以下の工程を行うことができる。
【0037】
K:図3,4に示す容器供給手段7のエアシリンダー55が移載プッシャー59をローラー53同士の間に没入させる。供給プッシャー111が鉛直シュート47よりも更に矢印Yの反対向きに後退した状態で、鉛直シュート47から落下する空の容器5が底受部材49に受け止められる。この容器5を段ボール箱供給手段45が容器供給手段7に供給する。即ち、段ボール箱供給手段45が供給プッシャー111を矢印Yの向きに前進させることにより、容器5を供給プッシャー111で底受部材49から押し出し、容器5の全体を容器供給手段7のローラー53に受け止めさせる。
【0038】
L:容器供給手段7のエアシリンダー55が移載プッシャー59をローラー53の上方へ突出させ、進退駆動手段63が移載プッシャー59を前進させる。これにより容器5が容器供給手段7から矢印Yの向きに送り出され、図5に示すように支持手段13に乗り移る。続いて、エアシリンダー55が移載プッシャー59をローラー53同士の間に没入させ、進退駆動手段63が移載プッシャー59を矢印Yの反対向きに後退させる。上記Hの工程で導入昇降手段9は容器供給手段7のローラー53を既に降下させているので、本工程で容器供給手段7から送り出される容器5の下面の高さは基準レベルに合致している。
【0039】
M:主投下コンベヤ17の大出し口15から内容物が支持手段13に支持された容器5に投下される。これ以外は上記Dの工程と同様である。
【0040】
N:上記Iの工程で導出昇降手段29が移載コンベヤ21のローラー99を下降させている。この状態で、駆動源101がストッパー103をローラー99の上方まで上昇させる。
【0041】
O:上記Mの工程が行われている間に、以上に述べた容器5に後続する新たな空の容器5を段ボール箱供給手段45が容器供給手段7に供給する。この後続の容器5を移載プッシャー59により容器供給手段7から支持手段13に乗り移らせる過程で、後続の容器5が既に支持手段13に支持された先行の容器5に突き当たるので、この先行の容器5が支持手段13から図6に実線で表した移載コンベヤ21のローラー99に乗り移り、ストッパー103に突き当たる。容器5はストッパー103により移載コンベヤ21に位置決めさせる。
【0042】
P:副投下コンベヤ25の小出し口23から内容物が支持手段13に支持された容器5に投下される。続いて、駆動源101がストッパー103をローラー99の下方まで下降させ、移載コンベヤ21が容器5を搬出コンベヤ95へ搬出する。
【0043】
以上に述べた移載秤量装置1によれば、容器3,5のそれぞれの上下方向の寸法に応じて、支持手段11,13のうち相対的に高く配置された支持手段11に、容器3,5のうち相対的に寸法の小さい容器3を支持させるので、主投下コンベヤ17の大出し口15、又は副投下コンベヤ25の小出し口23から容器3,5の上面までの内容物の落差を最小限に抑え、内容物が容器3,5から飛び出すのを予防することができる。
【0044】
しかも、導入昇降手段9が容器供給手段7を昇降させることにより、相対的に高く配置された支持手段11が容器3を支持する高さ、又は相対的に低く配置された支持手段13が容器5を支持する高さと、容器供給手段7が容器3を矢印Yの向きに送り出す高さとを合致させ、或いは相対的に低く配置された支持手段13が容器5を支持する高さと、容器供給手段7が容器5を矢印Yの向きに送り出す高さとを合致させ、容器3,5を支持手段11,13にそれぞれで支持させることができる。このため、複数の容器3,5の何れかに投下される内容物を一つの主秤量手段19、及び一つの副秤量手段27によって秤量できるので、移載秤量装置1の製造コストを低減することができる。
【0045】
また、上記Dの工程で主秤量手段19が内容物を容器3に投下している間に、導入昇降手段9は、上記Bの工程で容器供給手段7のローラー53と共に後続の容器3を上昇させることができる。このため、容器3の上昇に要する時間が上記A〜Pの工程を実行する移載秤量装置1のサイクル時間に加算されないので、主投下コンベヤ17、及び副投下コンベヤ25が所定の時間当たりに内容物を投入することのできる容器3の個数を増大することができる。
【0046】
尚、本発明は、その趣旨を逸脱しない範囲で当業者の知識に基づき種々なる改良、修正、又は変形を加えた態様でも実施できる。例えば、支持手段11,13が容器3,5を支持するローラーであっても良く、支持手段を3つ以上に増設し、これらの支持手段が容器を支持できる高さを3段階以上に違えるようにしても良い。
【0047】
容器供給手段7が容器3,5を受け止める高さと、搬出コンベヤ95が容器3,5を搬出する高さとを違えてもよい。また、コンテナ供給手段43、段ボール箱供給手段45、案内手段85、及び搬出コンベヤ95は本発明の必須の要素ではなく、これらを省略しても本発明の実施が妨げられることはない。
【0048】
上記Cの工程で進退駆動手段63が移載プッシャー59を矢印Yの反対向きに後退させた後、容器供給手段7のエアシリンダー55が移載プッシャー59をローラー53同士の間に没入させても良い。この場合、移載秤量装置1が上記Aの工程を再度行うときに、エアシリンダー55が移載プッシャー59をローラー53の上方へ突出させる。
【産業上の利用可能性】
【0049】
本発明は、青果物等に限らず、あらゆる物品を箱詰めし秤量するのに有益な技術である。
【符号の説明】
【0050】
1...移載秤量装置、3,5...容器、7...容器供給手段、9...導入昇降手段、11,13...支持手段、15...大出し口、17...主投下コンベヤ、19...主秤量手段、21...移載コンベヤ、23...小出し口、25...副投下コンベヤ、27...副秤量手段、29...導出昇降手段、31...側壁部、33...底面、35,37,39...ベルトコンベヤ、41...ローラーコンベヤ、43...コンテナ供給手段、45...段ボール箱供給手段、47...鉛直シュート、49...底受部材、51,97...コンベヤフレーム、53,99...ローラー、55...エアシリンダー、57,71,105...ピストンロッド、59...移載プッシャー、61...連結部材、63...進退駆動手段、77...シリンダーケース、67,75,91...ガイドレール、69...爪部、79,93...スライダー、81...保持部材、83...支持フレーム、85...案内手段、87...ベース板、89,109...底部、95...搬出コンベヤ、101...駆動源、103...ストッパー、111...供給プッシャー。
【技術分野】
【0001】
本発明は、容器を移送し同容器に投下される内容物を秤量する移載秤量装置に関する。
【背景技術】
【0002】
上向きの開口部を有する容器を移送し、この容器にコンベヤから投下される内容物を秤量する装置が下記の特許文献に開示されている。容器に投下された内容物が容器から跳ね出すことのないように、コンベヤから容器の開口部までの内容物の落差を小さくするのが好ましい。互いに上下方向の寸法(高さ)を違えた複数種の容器の中から選択される何れか一つの種類の容器に上記のコンベヤから内容物を投下する場合、上下方向の寸法の長い容器に比べ同寸法の短い容器を高所に配置すれば、コンベヤから複数種の容器のそれぞれの開口部までの落差を小さく抑えることができる。
【0003】
しかしながら、内容物の投下される容器は秤量手段によって支持されている。秤量手段は、容器の荷重に基づき同容器に投下された内容物を秤量するものである。このため、一つの種類の容器毎に、これを所望の高さに支持できる専用の秤量手段を設置する必要があり、設備費の増大を避けられない。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】実開平6−49306号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上記の実情に鑑みて為されたものであり、複数種の容器をそれぞれ所望の高さに支持でき、しかも複数種の容器に投下される内容物を一つの秤量手段によって秤量できる移載秤量装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、相互に上下方向の寸法を違える複数種の容器から選択される容器を一つずつ送り出す容器供給手段と、前記容器供給手段を昇降させる導入昇降手段と、相互に高さを違え前記容器供給手段に隣接し、前記容器供給手段が容器を送り出す向きに容器を移動自在に支持する複数の支持手段と、前記支持手段に支持される容器に内容物を投下する大出し口を有し、前記大出し口に内容物を供給する主投下コンベヤと、前記支持手段に支持される容器の荷重に基づき前記大出し口から容器に投下された内容物を秤量する主秤量手段と、前記支持手段に対して前記容器供給手段が容器を送り出す向きの前方で容器を支持する移載コンベヤと、前記移載コンベヤに支持される容器に内容物を投下する小出し口を有し、前記主投下コンベヤと比較して少量の内容物を前記小出し口に供給する副投下コンベヤと、前記移載コンベヤに支持される容器の荷重に基づき前記小出し口から容器に投下された内容物を秤量する副秤量手段と、前記移載コンベヤを昇降させる導出昇降手段とを備え、前記導入昇降手段は、前記容器供給手段から送り出される容器の上下方向の寸法に応じて、前記複数の支持手段のうち相対的に高く配置された支持手段に前記複数種の容器のうち相対的に前記寸法の小さい容器が支持されるように、前記複数の支持手段のうちの一つの支持手段が容器を支持する高さに、前記容器供給手段から容器が送り出される高さを合致させ、前記導出昇降手段は、前記容器供給手段から送り出された容器が前記支持手段に支持された高さに、前記移載コンベヤが容器を支持する高さを合致させることを特徴とする。
【0007】
また、本発明は、前記容器供給手段が容器を前記支持手段に押し出す移載プッシャーを備え、前記移載プッシャーにより押し出される容器が、前記支持手段に達する行程で、前記支持手段に支持される容器を前記移載コンベヤに支持される位置まで押し出すことを特徴とする。
【発明の効果】
【0008】
本発明に係る移載秤量装置によれば、複数種の容器のそれぞれの上下方向の寸法に応じて、複数の支持手段のうち相対的に高く配置された支持手段に、複数の容器のうち相対的に上下方向の寸法の小さい容器を支持させるので、主投下コンベヤの大出し口、又は副投下コンベヤの小出し口から容器の上面までの内容物の落差を最小限に抑え、内容物の容器からの飛び出しを予防することができる。
【0009】
しかも、本発明に係る移載秤量装置によれば、導入昇降手段が容器供給手段を昇降させることにより、相対的に高く配置された支持手段が容器を支持する高さと容器供給手段が容器を支持手段へ送り出す高さとを合致させ、或いは相対的に低く配置された支持手段が容器を支持する高さと、容器供給手段が容器を支持手段へ送り出す高さとを合致させ、容器を適切な高さで支持手段に支持させることができる。このため、複数種の容器の何れかに投下される内容物を、上記寸法に関わりなく一つの主秤量手段、及び一つの副秤量手段によって秤量できるので、当該移載秤量装置の製造コストを低減することができる。
【0010】
更に、本発明に係る移載秤量装置によれば、移載プッシャーにより押し出される容器が、支持手段に達する行程で、支持手段に支持される容器を移載コンベヤに支持される位置まで押し出すことができる。このため、支持手段から移載コンベヤへ容器を積極的に載せ換えるためのコンベヤ等が不要であるので、当該移載秤量装置の構造を簡素化し、その製造コストを一層低減することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態に係る移載秤量装置を俯瞰した概略図。
【図2】本発明の実施形態に係る移載秤量装置の概要を示す斜視図。
【図3】本発明の実施形態に係る移載秤量装置に適用した容器供給手段、及び導入昇降手段の正面図。
【図4】本発明の実施形態に係る移載秤量装置に適用した容器供給手段、及び支持手段の側面図。
【図5】本発明の実施形態に係る移載秤量装置に適用した主投下コンベヤ、支持手段、及び主秤量手段の正面図。
【図6】本発明の実施形態に係る移載秤量装置に適用した移載コンベヤ、及び導出昇降手段の側面図。
【発明を実施するための形態】
【0012】
図1,2に示すように、本発明の実施形態に係る移載秤量装置1は、相互に上下方向の寸法を違える複数種の容器3,5から選択される容器を一つずつ水平方向に送り出す容器供給手段7と、容器供給手段7を昇降させる導入昇降手段9と、容器供給手段7に隣接し相互に高さを違える複数の支持手段11,13と、青果物等の内容物を大出し口15から容器に投下する主投下コンベヤ17と、大出し口15から容器に投下された内容物を秤量する主秤量手段19と、支持手段11,13に対して容器供給手段7が容器を送り出す向きの前方で容器を支持する移載コンベヤ21と、移載コンベヤ21に支持される容器に小出し口23から内容物を投下する副投下コンベヤ25と、小出し口23から容器に投下された内容物を秤量する副秤量手段27と、移載コンベヤ21を昇降させる導出昇降手段29とを備える。
【0013】
移載秤量装置1を構成する要素を以下の実施例で述べる。実施例に記す駆動源としてエアシリンダー、又はサーボモーター等を適用し、案内手段としてガイドレールにスライダーを係合させた滑り対偶を適用しても良い。また、駆動源、案内手段、伝動部材、及び自明の機械要素を取付ける筐体については、その図示を省略する。
【実施例1】
【0014】
容器3,5はそれぞれの上面を開放している。容器3,5の上下方向の寸法とは、それぞれの下面から上面までの矢印Zの向きの高さを意味し、例えば容器3が160mmに対して容器5が400mmである。容器3は、その四方の側壁部31を底面33に重なるように折り畳みできる合成樹脂製のコンテナである。容器5は段ボール箱である。容器3,5の仕様、及び材質は何ら限定されるものでない。
【0015】
主投下コンベヤ17は、青果物等の内容物を矢印Yの向きに搬送するベルトコンベヤ35の前方に、内容物を矢印Yに直交する矢印Xの向きに搬送するベルトコンベヤ37を配置し、ベルトコンベヤ37の終端を大出し口15としたものである。副投下コンベヤ25は、ベルトコンベヤ35に隣接するベルトコンベヤ39の前方に、内容物を矢印Xの向きに一列に並べて搬送できるローラーコンベヤ41を配置し、ローラーコンベヤ41の終端を小出し口23としたものである。ベルトコンベヤ39は、ベルトコンベヤ35,37よりもベルトの幅が狭く、所定の時間当たりに副投下コンベヤ25の小出し口23から投下される内容物の個数は、主投下コンベヤ17の大出し口15から投下される内容物の個数よりも少ない。ローラーコンベヤ41は、内容物を小出し口23から一つずつ投下できるものであることが好ましい。
【0016】
コンテナ供給手段43、及び段ボール箱供給手段45が容器供給手段7に隣接している。コンテナ供給手段43は、ベルトコンベヤ35,39の下方に設置され、容器3を矢印Xの向きに搬送するローラーコンベヤである。段ボール箱供給手段45は、鉛直シュート47から落下する容器5を底受部材49で受け止め、後述の供給プッシャーにより容器5を底受部材49から矢印Yの向きに押し出すものである。コンテナ供給手段43に搬送される容器3の下面と、底受部材49に受け止められる容器5の下面と、支持手段11に支持される容器5の下面の高さは互いに等しく、この高さを以下で「基準レベル」と記す。
【0017】
図3,4に示すように、容器供給手段7は、コンベヤフレーム51に軸受けされた複数のローラー53と、ローラー53を図3の矢印αの向きに回転させる駆動源と、エアシリンダー55と、エアシリンダー55のピストンロッド57に取付けた櫛歯形の移載プッシャー59と、連結部材61を介してコンベヤフレーム51に連結された進退駆動手段63とを備える。
【0018】
複数のローラー53は、互いに水平方向に並列されている。エアシリンダー55は、そのシリンダーケースにピストンロッド57を鉛直方向に案内するガイドレール67を係合している。エアシリンダー55がピストンロッド57を上昇させると、移載プッシャー59がコンベヤフレーム51に対して上昇し、移載プッシャー59の爪部69が複数のローラー53の上方へ突出する。この状態が同図に表れている。エアシリンダー55がピストンロッド57を下降させると、移載プッシャー59がコンベヤフレーム51に対して下降し、移載プッシャー59の爪部69がローラー53同士の間に没入する。
【0019】
導入昇降手段9は、容器供給手段7のコンベヤフレーム51にピストンロッド71を連結したエアシリンダーであり、そのシリンダーケースにピストンロッド71を鉛直方向に案内するガイドレール75を係合している。導入昇降手段9がピストンロッド71を上昇させると、コンベヤフレーム51と共にローラー53が図4に仮想線53'で表した高さまで上昇する。導入昇降手段9がピストンロッド71を下降させると、ローラー53が実線で表した高さまで下降する。
【0020】
進退駆動手段63は、そのシリンダーケース77に供給される空気圧に基づき、シリンダーケース77に係合したスライダー79を矢印Yの向き、又は矢印Yの反対向きに動作させるロッドレスエアシリンダーである。スライダー79は、エアシリンダー55を保持する保持部材81に連結されている。進退駆動手段63のスライダー79の動作に従い保持部材81と共にエアシリンダー55が移動することにより、移載プッシャー59が図4に実線で表した位置から図4の仮想線59'の位置までの行程を進退する。仮想線59"は、導入昇降手段9が容器供給手段7のローラー53を上昇させた状態で、移載プッシャーの前進する位置を示している。
【0021】
図4,5に示すように、主秤量手段19は、支持手段11,13を支持する一対の支持フレーム83を案内手段85を介してベース板87に取付け、容器3、又は容器5から一対の支持フレーム83の受ける荷重をベース板87の底部89に設けた歪みゲージにより計測するものである。支持手段11は、水平方向に延びる一対の案内レールであり、図4の仮想線53'で表したローラーと同じ高さで、容器3の下面を支持することができる。支持手段13は、一対の支持フレーム83の間で水平方向に広がる平滑な案内板であり、図4に実線で表したローラー53と同じ基準レベルで容器5の下面を支持することができる。
【0022】
案内手段85は、ベース板87に固定したガイドレール91と、一対の支持フレーム83に連結しスライダー93とを備える。一対の支持フレーム83はスライダー93と共にベース板87に対して矢印Xの向き、又はその反対向きに移動できる。これにより、支持手段11,13に支持される容器3,5の位置を主投下コンベヤ17の大出し口15の真下になるよう調整することができる。
【0023】
図1,2に示すように移載コンベヤ21に対して矢印Yの向きの前方に、搬出コンベヤ95が設置されている。搬出コンベヤ95は、容器3,5を基準レベルで受け止め、容器3,5を適所へ搬出できるベルトコンベヤであれば良い。図6に示すように、移載コンベヤ21は、コンベヤフレーム97に軸受けされた複数のローラー99と、ローラー99を矢印βの向きに回転させる駆動源と、コンベヤフレーム97に取付けた駆動源101により昇降するストッパー103とを備える。複数のローラー99は、互いに水平方向に並列されている。導出昇降手段29は、ピストンロッド105をコンベヤフレーム97の底部109に連結したエアシリンダーである。副秤量手段27は、容器3、又は容器5からコンベヤフレーム97の受ける荷重を、コンベヤフレーム97の底部109に設けた歪みゲージにより計測するものである。
【0024】
導出昇降手段29がピストンロッド105を下降させると、移載コンベヤ21のローラー99は、同図に実線で表した高さまで下降し、容器5の下面を基準レベルで受け止めることができる。導出昇降手段29がピストンロッド105を上昇させると、移載コンベヤ21のローラーは、同図に仮想線99'で表した高さまで上昇し、容器3の下面を支持手段11と同じ高さで受け止めることができる。
【0025】
次に移載秤量装置1が容器3,5に内容物を投入する動作を説明する。図面は特に断らない限り、図1,2を参照する。以下の動作は、駆動源がオペレータの指令、センサ類からの電気信号、又は個々の駆動源の制御を担うCPUがアクセスできる記憶媒体に書き込まれたプログラムに基づいて成されるものとする。また、文頭に付した英文字は動作の工程を区分する指標である。
【0026】
A:図4に示す導入昇降手段9が容器供給手段7のローラー53を下降させ、進退駆動手段63がローラー53の上方に突出した移載プッシャー59を実線で表した位置に後退させる。この状態で、図3に示すコンテナ供給手段43が空の容器3を容器供給手段7に供給する。即ち、コンテナ供給手段43が容器3を矢印Xの向きに搬送し、容器3の端部を容器供給手段7のローラー53に乗り上げさせる。これと同時に容器供給手段7がローラー53を駆動させ、容器3の全体がローラー53に受け止められたところで、ローラー53を停止させる。
【0027】
B:段ボール箱供給手段45の供給プッシャー111は、本工程で鉛直シュート47よりも更に矢印Yの反対向きに後退している。導入昇降手段9が容器供給手段7のローラーを図4に仮想線53'で表した高さまで上昇させる。
【0028】
C:進退駆動手段63が移載プッシャー59を矢印Yの向きに前進させる。これにより容器3が容器供給手段7から矢印Yの向きに送り出され、図5に示すように支持手段11に乗り移る。続いて、進退駆動手段63が移載プッシャー59を矢印Yの反対向きに後退させる。上記Bの工程で導入昇降手段9が容器供給手段7のローラー53を上昇させたことにより、本工程で容器供給手段7から送り出される容器3の下面の高さは、支持手段11が容器3の下面を支持する高さに合致している。
【0029】
D:主投下コンベヤ17のベルトコンベヤ35,37が起動する。これにより大出し口15から内容物が投下され、支持手段11に支持された容器3の荷重に内容物の荷重が加算される。この加算された荷重に基づき、主秤量手段19は大出し口15から容器3に投下された内容物を秤量する。容器3に収納されるべき内容物の総重量は予め定められており、大出し口15から投下された内容物の荷重が上記の総重量に達する直前に、ベルトコンベヤ35,37が停止し、内容物の投下が断たれる。
【0030】
E:図6に示す導出昇降手段29が移載コンベヤ21のローラーを仮想線99'で表した高さまで上昇させ、上記C,Dの工程で容器3の下面が支持手段11に支持された高さに、移載コンベヤ21が容器3の下面を支持する高さを合致させる。移載コンベヤ21の駆動源101がストッパー103をローラー99の上方まで上昇させる。
【0031】
F:上記Dの工程が行われている間に、以上に述べた容器3に後続する新たな空の容器3をコンテナ供給手段43が容器供給手段7に供給する。この後続の容器3を対象として移載秤量装置1が上記B,Cの工程を繰り返し、後続の容器3を移載プッシャー59により容器供給手段7から支持手段11に乗り移らせる。この過程で、後続の容器3が上記の総重量に達する直前の量の内容物を既に投入された先行の容器3に突き当たるので、この先行の容器3は、支持手段11から図6に仮想線99'で表した移載コンベヤ21のローラーに乗り移り、容器3がストッパー103に突き当たる。容器3はストッパー103により移載コンベヤ21に位置決めさせる。
【0032】
G:副投下コンベヤ25のベルトコンベヤ39、及びローラーコンベヤ41が起動する。これにより小出し口23から内容物が投下され、支持手段13に支持された容器5の荷重に内容物の荷重が加算される。この加算された荷重に基づき、副秤量手段27は小出し口23から容器5に投下された内容物を秤量する。上記Dの工程で大出し口15から投下された内容物の荷重、及び本工程で小出し口23から投下された内容物の荷重の総計が上記の総重量に達した時点で、ベルトコンベヤ39、及びローラーコンベヤ41が停止し、内容物の投下が断たれる。
【0033】
H:図4に示す導入昇降手段9が容器供給手段7のローラー53を実線で表した高さまで降下させる。
【0034】
I:図6に示す導出昇降手段29が移載コンベヤ21のローラー99を実線で表した位置まで下降させる。駆動源101がストッパー103をローラー99の下方まで下降させる。
【0035】
J:移載コンベヤ21が容器3を搬出コンベヤ95へ搬出する。即ち、移載コンベヤ21がローラー99を回転させることにより容器3を矢印Yの向きに搬送し、容器3の端部を搬出コンベヤ95に乗り上げさせる。これと同時に搬出コンベヤ95を起動させ、容器3の全体を搬出コンベヤ95に乗り移らせる。
【0036】
移載秤量装置1は上記A〜Jの工程を再度行っても良いが、段ボール箱供給手段45を始動させ、以下の工程を行うことができる。
【0037】
K:図3,4に示す容器供給手段7のエアシリンダー55が移載プッシャー59をローラー53同士の間に没入させる。供給プッシャー111が鉛直シュート47よりも更に矢印Yの反対向きに後退した状態で、鉛直シュート47から落下する空の容器5が底受部材49に受け止められる。この容器5を段ボール箱供給手段45が容器供給手段7に供給する。即ち、段ボール箱供給手段45が供給プッシャー111を矢印Yの向きに前進させることにより、容器5を供給プッシャー111で底受部材49から押し出し、容器5の全体を容器供給手段7のローラー53に受け止めさせる。
【0038】
L:容器供給手段7のエアシリンダー55が移載プッシャー59をローラー53の上方へ突出させ、進退駆動手段63が移載プッシャー59を前進させる。これにより容器5が容器供給手段7から矢印Yの向きに送り出され、図5に示すように支持手段13に乗り移る。続いて、エアシリンダー55が移載プッシャー59をローラー53同士の間に没入させ、進退駆動手段63が移載プッシャー59を矢印Yの反対向きに後退させる。上記Hの工程で導入昇降手段9は容器供給手段7のローラー53を既に降下させているので、本工程で容器供給手段7から送り出される容器5の下面の高さは基準レベルに合致している。
【0039】
M:主投下コンベヤ17の大出し口15から内容物が支持手段13に支持された容器5に投下される。これ以外は上記Dの工程と同様である。
【0040】
N:上記Iの工程で導出昇降手段29が移載コンベヤ21のローラー99を下降させている。この状態で、駆動源101がストッパー103をローラー99の上方まで上昇させる。
【0041】
O:上記Mの工程が行われている間に、以上に述べた容器5に後続する新たな空の容器5を段ボール箱供給手段45が容器供給手段7に供給する。この後続の容器5を移載プッシャー59により容器供給手段7から支持手段13に乗り移らせる過程で、後続の容器5が既に支持手段13に支持された先行の容器5に突き当たるので、この先行の容器5が支持手段13から図6に実線で表した移載コンベヤ21のローラー99に乗り移り、ストッパー103に突き当たる。容器5はストッパー103により移載コンベヤ21に位置決めさせる。
【0042】
P:副投下コンベヤ25の小出し口23から内容物が支持手段13に支持された容器5に投下される。続いて、駆動源101がストッパー103をローラー99の下方まで下降させ、移載コンベヤ21が容器5を搬出コンベヤ95へ搬出する。
【0043】
以上に述べた移載秤量装置1によれば、容器3,5のそれぞれの上下方向の寸法に応じて、支持手段11,13のうち相対的に高く配置された支持手段11に、容器3,5のうち相対的に寸法の小さい容器3を支持させるので、主投下コンベヤ17の大出し口15、又は副投下コンベヤ25の小出し口23から容器3,5の上面までの内容物の落差を最小限に抑え、内容物が容器3,5から飛び出すのを予防することができる。
【0044】
しかも、導入昇降手段9が容器供給手段7を昇降させることにより、相対的に高く配置された支持手段11が容器3を支持する高さ、又は相対的に低く配置された支持手段13が容器5を支持する高さと、容器供給手段7が容器3を矢印Yの向きに送り出す高さとを合致させ、或いは相対的に低く配置された支持手段13が容器5を支持する高さと、容器供給手段7が容器5を矢印Yの向きに送り出す高さとを合致させ、容器3,5を支持手段11,13にそれぞれで支持させることができる。このため、複数の容器3,5の何れかに投下される内容物を一つの主秤量手段19、及び一つの副秤量手段27によって秤量できるので、移載秤量装置1の製造コストを低減することができる。
【0045】
また、上記Dの工程で主秤量手段19が内容物を容器3に投下している間に、導入昇降手段9は、上記Bの工程で容器供給手段7のローラー53と共に後続の容器3を上昇させることができる。このため、容器3の上昇に要する時間が上記A〜Pの工程を実行する移載秤量装置1のサイクル時間に加算されないので、主投下コンベヤ17、及び副投下コンベヤ25が所定の時間当たりに内容物を投入することのできる容器3の個数を増大することができる。
【0046】
尚、本発明は、その趣旨を逸脱しない範囲で当業者の知識に基づき種々なる改良、修正、又は変形を加えた態様でも実施できる。例えば、支持手段11,13が容器3,5を支持するローラーであっても良く、支持手段を3つ以上に増設し、これらの支持手段が容器を支持できる高さを3段階以上に違えるようにしても良い。
【0047】
容器供給手段7が容器3,5を受け止める高さと、搬出コンベヤ95が容器3,5を搬出する高さとを違えてもよい。また、コンテナ供給手段43、段ボール箱供給手段45、案内手段85、及び搬出コンベヤ95は本発明の必須の要素ではなく、これらを省略しても本発明の実施が妨げられることはない。
【0048】
上記Cの工程で進退駆動手段63が移載プッシャー59を矢印Yの反対向きに後退させた後、容器供給手段7のエアシリンダー55が移載プッシャー59をローラー53同士の間に没入させても良い。この場合、移載秤量装置1が上記Aの工程を再度行うときに、エアシリンダー55が移載プッシャー59をローラー53の上方へ突出させる。
【産業上の利用可能性】
【0049】
本発明は、青果物等に限らず、あらゆる物品を箱詰めし秤量するのに有益な技術である。
【符号の説明】
【0050】
1...移載秤量装置、3,5...容器、7...容器供給手段、9...導入昇降手段、11,13...支持手段、15...大出し口、17...主投下コンベヤ、19...主秤量手段、21...移載コンベヤ、23...小出し口、25...副投下コンベヤ、27...副秤量手段、29...導出昇降手段、31...側壁部、33...底面、35,37,39...ベルトコンベヤ、41...ローラーコンベヤ、43...コンテナ供給手段、45...段ボール箱供給手段、47...鉛直シュート、49...底受部材、51,97...コンベヤフレーム、53,99...ローラー、55...エアシリンダー、57,71,105...ピストンロッド、59...移載プッシャー、61...連結部材、63...進退駆動手段、77...シリンダーケース、67,75,91...ガイドレール、69...爪部、79,93...スライダー、81...保持部材、83...支持フレーム、85...案内手段、87...ベース板、89,109...底部、95...搬出コンベヤ、101...駆動源、103...ストッパー、111...供給プッシャー。
【特許請求の範囲】
【請求項1】
相互に上下方向の寸法を違える複数種の容器から選択される容器を一つずつ送り出す容器供給手段と、
前記容器供給手段を昇降させる導入昇降手段と、
相互に高さを違え前記容器供給手段に隣接し、前記容器供給手段が容器を送り出す向きに容器を移動自在に支持する複数の支持手段と、
前記支持手段に支持される容器に内容物を投下する大出し口を有し、前記大出し口に内容物を供給する主投下コンベヤと、
前記支持手段に支持される容器の荷重に基づき前記大出し口から容器に投下された内容物を秤量する主秤量手段と、
前記支持手段に対して前記容器供給手段が容器を送り出す向きの前方で容器を支持する移載コンベヤと、
前記移載コンベヤに支持される容器に内容物を投下する小出し口を有し、前記主投下コンベヤと比較して少量の内容物を前記小出し口に供給する副投下コンベヤと、
前記移載コンベヤに支持される容器の荷重に基づき前記小出し口から容器に投下された内容物を秤量する副秤量手段と、
前記移載コンベヤを昇降させる導出昇降手段とを備え、
前記導入昇降手段は、前記容器供給手段から送り出される容器の上下方向の寸法に応じて、前記複数の支持手段のうち相対的に高く配置された支持手段に前記複数種の容器のうち相対的に前記寸法の小さい容器が支持されるように、前記複数の支持手段のうちの一つの支持手段が容器を支持する高さに、前記容器供給手段から容器が送り出される高さを合致させ、
前記導出昇降手段は、前記容器供給手段から送り出された容器が前記支持手段に支持された高さに、前記移載コンベヤが容器を支持する高さを合致させることを特徴とする移載秤量装置。
【請求項2】
前記容器供給手段が容器を前記支持手段に押し出す移載プッシャーを備え、前記移載プッシャーにより押し出される容器が、前記支持手段に達する行程で、前記支持手段に支持される容器を前記移載コンベヤに支持される位置まで押し出すことを特徴とする請求項1に記載の移載秤量装置。
【請求項1】
相互に上下方向の寸法を違える複数種の容器から選択される容器を一つずつ送り出す容器供給手段と、
前記容器供給手段を昇降させる導入昇降手段と、
相互に高さを違え前記容器供給手段に隣接し、前記容器供給手段が容器を送り出す向きに容器を移動自在に支持する複数の支持手段と、
前記支持手段に支持される容器に内容物を投下する大出し口を有し、前記大出し口に内容物を供給する主投下コンベヤと、
前記支持手段に支持される容器の荷重に基づき前記大出し口から容器に投下された内容物を秤量する主秤量手段と、
前記支持手段に対して前記容器供給手段が容器を送り出す向きの前方で容器を支持する移載コンベヤと、
前記移載コンベヤに支持される容器に内容物を投下する小出し口を有し、前記主投下コンベヤと比較して少量の内容物を前記小出し口に供給する副投下コンベヤと、
前記移載コンベヤに支持される容器の荷重に基づき前記小出し口から容器に投下された内容物を秤量する副秤量手段と、
前記移載コンベヤを昇降させる導出昇降手段とを備え、
前記導入昇降手段は、前記容器供給手段から送り出される容器の上下方向の寸法に応じて、前記複数の支持手段のうち相対的に高く配置された支持手段に前記複数種の容器のうち相対的に前記寸法の小さい容器が支持されるように、前記複数の支持手段のうちの一つの支持手段が容器を支持する高さに、前記容器供給手段から容器が送り出される高さを合致させ、
前記導出昇降手段は、前記容器供給手段から送り出された容器が前記支持手段に支持された高さに、前記移載コンベヤが容器を支持する高さを合致させることを特徴とする移載秤量装置。
【請求項2】
前記容器供給手段が容器を前記支持手段に押し出す移載プッシャーを備え、前記移載プッシャーにより押し出される容器が、前記支持手段に達する行程で、前記支持手段に支持される容器を前記移載コンベヤに支持される位置まで押し出すことを特徴とする請求項1に記載の移載秤量装置。
【図1】



【図2】

【図3】

【図4】

【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−107920(P2012−107920A)
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願番号】特願2010−255583(P2010−255583)
【出願日】平成22年11月16日(2010.11.16)
【出願人】(000003643)株式会社ダイフク (1,209)
【Fターム(参考)】
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願日】平成22年11月16日(2010.11.16)
【出願人】(000003643)株式会社ダイフク (1,209)
【Fターム(参考)】
[ Back to top ]