
積層ゴム部材を有する接合パーツ及び製造方法
圧入され、加硫され、かつ2つの剛性部材間で圧縮して存在し、それらに接合するゴム部材を有する接合パーツ。ゴム部材は、2つの自己接合性ゴム層間に挟まれかつ接合された芯体を有する積層体である。接合パーツは、例えば振動ダンパー、アイソレータ、アブソーバであっても良い。芯体層及び自己接合性層は、同一の主エラストマー及び硬化系の種類を有して良く、自己接合性層は、芯体層に存在しない接着促進剤を有する。接着層は、0.05〜1mmの厚み、又は積層体厚みの5%〜10%であっても良い。方法は、ゴム芯体層を形成すること、それを硬化すること、積層体を形成するために、ゴム接着層を各側面に取り付けること、2つの剛性部材間に圧縮下で積層体を挿入すること、及び接合パーツを形成するために後硬化することを含む。接着層は、挿入前に部分硬化されても良い。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、概ね圧縮された積層ゴム部材を有するゴム−金属接合製品を製造する方法に関し、より詳細には、2つの剛性部材間で接合された積層ゴム部材を有する振動制御装置に関し、特に、内側及び外側の剛性又は金属部材に直接接合され、かつ圧縮された環状の積層ゴム部材を有する捩り振動ダンパーに関する。
【背景技術】
【0002】
乗物エンジン技術が開発されるに従って、エンジンは、高駆動トルクを生じさせるとともに、2つの剛性例えば金属部材に連結するゴム部材を有するクランクシャフトダンパーに、更なる要件を要求する。かくして、摩擦の信頼性は十分でないとともに、ゴム部材は、高駆動トルクを支持しかつ耐久性を改良するために、金属表面に接合されるに違いない。ゴムを金属に接合させる現在の手法は、後続の加硫接合用に、剛性又は金属部材に塗布されるゴム−金属接着剤を使用することや、自己接合性ゴム組成物を射出成形することを含む。これら手法は、一般的に、加硫温度から冷却されるときにゴムが引張状態になることを可能にし、結果として低温度での耐久性の低下と早期のパーツ破損をもたらす。ゴムが引張状態となるのを防止し、かつ、ゴムを圧縮状態に保つために、金属接合表面に塗布された種々のゴム−金属接着剤による、後加硫接合が利用されるかもしれない。これら接合技術は、一般的に、接合のための金属及び/又はゴム表面を用意し、接着剤を塗布し、化学薬品又は排出を取り扱う等の多数の高価な工程ステップを必要とする。2ステップ硬化方法は、従来の接着剤を削除した自己接合性ゴム配合、及びゴム部材を形成し、かつそれを金属に接合させ、そしてゴムをある程度圧縮した状態に保つ2ステップ硬化方法を開示する米国特許第7078104号明細書、第7291241号明細書に開示される。しかしながら、実際には、ゴムモジュラス、ダンピング、耐熱性等を調整する一方で、接合性と保持された圧縮性との釣り合いを最適化するためのゴムの配合や処理における競合的な制約を考慮に入れると、クランクシャフトダンパーのための所望の耐久性目標を達成するためには、十分な圧縮を保持するのが未だ困難であることが実証されている。ゴム部材が、剛性部材間で接合され、かつ耐久性を強化するために、圧縮下で保持される、いかなる種類の接合ゴム複合製品又はパーツにおいても同じ懸念が生じる。
【発明の概要】
【発明が解決しようとする課題】
【0003】
必要とされることは、接着性又はいかなる所望のゴム特性の改良を犠牲にすることなく、かつ従来の接着剤を使用することなく表面処理要件を要求しつつ、複合パーツの全寿命にわたってより高い圧縮状態を達成するために、より高い柔軟性程度を有する、剛性パーツにゴムを接合する工程である。
【0004】
出願人の同時係属出願第12/340864号、第11/890163号があることについて言及する。
【課題を解決するための手段】
【0005】
本発明は、接着性又はゴム特性の改良性能を犠牲にすることなく、かつ従来の接着剤を使用することなく、工程柔軟性を有するとともに、複合パーツの全寿命にわたって高い圧縮状態を達成する、剛性パーツにゴムを接合するための工程を提供するシステム及び方法を対象とする。
【0006】
本発明は、2つの剛性部材間で圧縮して存在し、かつそれらに接合される圧入加硫ゴム部材を有する接合パーツを対象とし、ゴム部材は、2つの自己接合性ゴム層間に挟まれかつ接合される芯体層を有する積層体である。接合パーツは、振動ダンパー、アイソレータ、アブソーバ、又は圧縮した接合ゴム層を保持するいかなるパーツであっても良い。芯体層及び自己接合性層は、同じ主エラストマー及び硬化系の種類を有して良く、自己接合層は、芯体層には存在しない接着促進剤(adhesion promoter)を含有する。接着層は、約0.05〜約1mmの厚み、または、積層体厚みの約5%〜約10%であって良い。剛性部材は金属であって良い。上記圧縮の量は、約10%〜約50%であって良い。
【0007】
本発明の一実施形態では、ゴム芯体層は、過酸化物硬化エラストマー組成物であって良く、自己接合性ゴム層は、接着促進剤を含有する過酸化物硬化エラストマー組成物であって良い。主エラストマーの種類は、エチレン−α−オレフィンエラストマーであっても良いとともに、接着促進剤はα,β不飽和有機酸の金属塩であっても良い。
【0008】
本発明の他の一実施形態では、芯体は、山と谷を有する少なくとも1つの表面を有しても良く、接着層は谷内部に存在し、または谷を埋めても良い。
【0009】
本発明は、ゴム芯体層を形成すること、芯体層を硬化すること、積層体ゴム部材を形成するために芯体層の各側面にゴム接着層を取り付けること、その積層体を圧縮下2つの剛性部材間に挿入すること、及び、接合パーツを形成するために組立品を後硬化することを含む方法を対象とする。接着層は、挿入前に部分硬化されても良い。芯体層の硬化は、ASTM D−5289又は等価のテスト法に従って、全硬化の80%〜100%であって良い。芯体層の硬化程度は、実質的に全硬化であっても良い。
【0010】
本発明の一実施形態では、接着層は、加圧下で取り付けられて良く、その後、全硬化の30%〜80%で部分硬化されて良い。その取り付けステップは、押出被覆によるものであっても良い。形成及び取り付けステップは、同時押出によるものであっても良い。取り付けは、インサート成型(射出、圧縮、又はトランスファーのいずれか)によるものであっても良く、接着層を部分硬化することを含んでも良い。取り付けは、ゴム接着層を部分硬化もする乾燥ステップを含む溶液塗布によるものであっても良い。
【0011】
本発明の実施形態では、芯体及び接着層の主エラストマーは、同じ種類のものであっても良く、エチレン−α−オレフィンエラストマー、EPM、EPDM、SBR、NBR、NR、EVM、EAM、ECO、及びこれらの混合物から成る群から選択されても良い。ゴム層における硬化系は、接着性のために、それらの間で親和性(compatible)があり、かつ共硬化(co-cure)であっても良く、接着層は、芯体層には存在しない接着促進剤を有していて良い。芯体層は、主エラストマーとしてのEPDM及び過酸化物硬化系を有していて良く、接着層は、主エラストマーとしてのEPDM、過酸化物硬化系、及び接着促進剤としての不飽和有機酸の金属塩を有していて良い。接着層は、少なくとも5℃離れた異なる硬化活性化温度を有する2つの過酸化物を含有していて良い。
【0012】
下記の発明の詳細な説明によってさらに良く理解させるために、前記は、本発明の特徴及び技術的な優位点をむしろ広く概説したものである。本発明の特許請求の範囲の主題を形成する本発明の付加的な特徴及び優位点は、この後述べられる。開示される概念及び特定の実施形態は、本発明と同じ目的を達成するために、他の構造を改変又は設計する根拠として直ちに使用されて良いことを、当分野の当業者によって理解されるべきである。斯様な等価の構成は、添付の特許請求の範囲に記載された発明の精神及び範囲から逸脱しないことを、当業者によって直ちに理解されるべきである。構成及び操作方法の両方に関し、更なる目的及び優位点とともに、本発明の特徴であると信じられる新規の特徴は、添付図面との関係が考慮されたとき、下記の説明からより良好に理解される。しかしながら、各図面は、単に説示及び説明を目的として提供されるものであって、本発明の限定を定義するものとして意図されたものでないことは、明らかに理解される。
【図面の簡単な説明】
【0013】
添付図面は、明細書に組み入れられかつその一部を形成し、同等の符号が同等の部材を示し、かつ本記載とともに本発明の実施形態を示し、本発明の本質を説明するために提供される。図面において:
【0014】
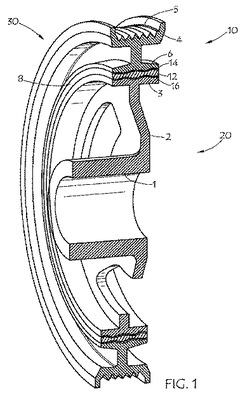
【図1】本発明に従って構成された捩り振動ダンパーの部分的に破断した斜視図である。
【0015】
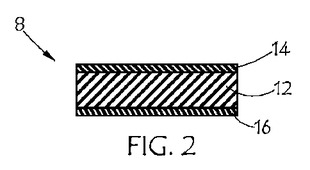
【図2】本発明の一実施形態に従うゴム積層体の横断面図である。
【0016】
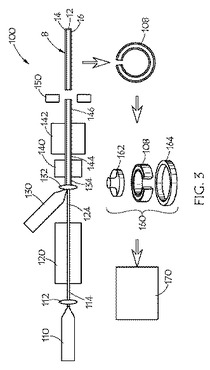
【図3】本発明の一実施形態に従う接合ゴムパーツを製造する方法の流れ図である。
【0017】
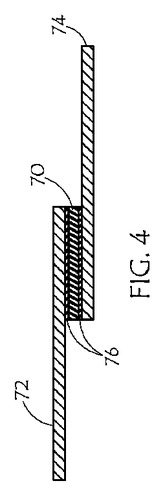
【図4】重ねせん断接着試験の構成の側面図である。
【0018】
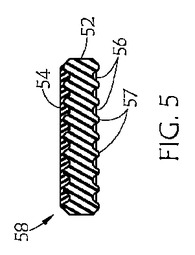
【図5】本発明の他の一実施形態に従うゴム積層体の横断面図である。
【発明を実施するための形態】
【0019】
一実施形態において、本発明は、実質的に全硬化したゴム芯体の上に、自己接合性ゴムの薄層を取り付けるために、押出を使用する。芯体及び自己接合性ゴム層は、自己接合性ゴム層が芯体層に接合できるように、硬化の点において親和性がある。自己接合性ゴム層は、結果物である積層ゴム部材が最終複合製品の剛性又は金属部材に接合できるように、ゴム芯体には存在する必要がない接着促進剤を含有する。本発明は、従来の接合方法に比べて、接着剤が必要とされない;金属表面に特別な処理が必要とされない;そのため、工程コストが相対的に低い;ゴム特性を犠牲にすることなく優れた接合性がある;優れたゴム圧縮が維持される;を含む多数の優位点を提供する。
【0020】
図2は、本発明に従う典型的な押出ゴム積層体の横断面図である。図2において、積層ゴム部材8は、芯体層12及び自己接合性接着ゴム層14及び16を含む。芯体層は、ゴム部材の厚みの過半を構成し、そのため、モジュラス、ダンピング、柔軟性、靱性、強度、耐圧縮永久歪み等、用途において必要とされるエラストマー特性を与える。接着ゴム層は、相対的に非常に薄く、かつ芯体層と剛性部材間に強くかつ耐久性のある接合を提供する。全てを行う1つの配合を最適化しなければならない代わりに、各部分が特定の目的のために最適化され得るため、積層ゴム部材を使用することは、設計及びゴム配合における柔軟性を可能にする。本発明の一実施形態において、接着層それぞれは、全積層厚みの約5%〜約10%を構成しても良い。代替的に、接着層それぞれは、約0.05mm(0.002インチ)〜約1mm(0.04インチ)の範囲にあり、或いは、約0.1mm〜約0.5mmであっても良い。
【0021】
“圧縮”は、当方向における圧縮力の付加による、主方向(principal direction)における厚みの減少を意味する。“圧縮”はここでは、静水圧(hydrostatic pressure)における体積圧縮又は容積測定圧縮(volumetric compression)には言及しない。例えば、2つの剛性プレートの間にゴム積層体を圧入することは結果として、プレート表面に直交する方向における、積層体の厚みの減少すなわち圧縮と、プレート表面に平行な面寸法増加をもたらす。圧縮は、例えばASTM D−395で述べられるように、初期厚みを基準にした当方向における変形又は撓み率として表される。ある程度の圧縮下におけるゴムは、動応力が作用されたとき、中立状態又は引張下よりも耐久性がある。圧縮量は、約1%〜約60%、又は約5%〜約50%、又は好ましくは約10%〜約40%であって良い。
【0022】
“剛性”は、圧縮状態下でゴム部材を保持するときに、その形状を保てるほど十分に硬いことを意味する。硬さは、材料特性(例えば、モジュラス)の機能、及び剛性部材の寸法である。複合製品の予期される使用又は用途は、剛性部材についての硬さ要件を求めても良い。適当な剛性材料は、例えば鋼鉄、黄銅、アルミニウム、鉄、又はこれらのアロイのような金属;例えばフェノール、エポキシ、ポリエステル、ポリイミド、ポリアミド、ポリアリーレンエーテルケトン、ポリアリーレンスルフィド、ポリスルフォン、ポリカーボネート等や、これらに種々の補強材、フィラー、又は他の添加剤が含有されたものを含む、高性能熱硬化性、熱可塑性プラスチック;ガラスやセラミックスのような金属酸化物をベースとした材料;及びこれらの種々の剛性複合物を含んでいても良い。
【0023】
“硬化”、“加硫”及び“架橋”はここでは、架橋タイプに関わらず、一般的に加熱、輻射線、及び/又は加圧がゴム組成物に付与された結果としてのポリマー鎖間の化学的結合又は架橋の形成を述べるために、一般的に区別しないで使用され、かつ一般的にゴム組成物における可塑性の減少と弾性の増加によって示される。硬化状態又は硬化程度は、所定のゴム組成物について、ゴム産業において公知のいかなるキュアメータやレオメータが使用されることにより測定され又は特徴づけられるとともに、そのパーツに適用された実際の硬化条件及び/又は工程履歴により、そのゴム組成物から作られた所定のパーツについて推察されても良い。例えば、硬化率は、ASTM D−5289、ASTM D−2084、ISO 6502等に従って測定されて良い。“実質的に全硬化”はここでは、実際の意味では、ゴムパーツが取扱性が良く繰り返し伸長可能であり、完全に実用的であり、かつ/又は、硬化程度又は状態を特徴づけるのに使用されても良い、伸び、引張及び引裂強度、圧縮永久歪み、デュロメータ等の硬化に依拠する1つ以上の物理的性能に関し、実質的に最適なレベルに達することを意味することに使用される。非限定的な例として、ASTM D−5289に従って、“t90”以上の硬化、又は“最大トルク”、又は規定期間における“最も高いトルク”等は、実質的に全硬化と認められて良い。好ましい実施形態において、芯体は、t80〜t90、又は全硬化若しくは性能の最大値の80〜90%で硬化されていて良い。
【0024】
本内容において、用語“接合(bonded)”又は“接着(adhered)”は、特別な言及がない限りは、当分野で認識されるように区別しないで、化学反応によってもたらされる強力な又は実質的な固着を示すために使用される。この状態は、斯様な固着がない場合の支持体を分離するのに要求される力に比べて、関連する支持体を分離するのに要求される力のいかなる増加によって特徴づけられる。接合強度は、本発明の実施に際して、引裂強度を超えていても良く、それは結果として凝集破壊をもたらすが、凝集破壊は、本発明の状況においては、いくらかの接合性が達成することを構築するのに必要とされない。
【0025】
“自己接合性(self-bonding)”又は“接着(adhesive)”ゴムは、加熱、輻射線、及び/又は加圧、又は他の適当な硬化条件が付与され、硬化されかつ支持体に接合されたゴム組成物を意味する。自己接合性ゴム組成物“それ自体”が支持体に接合するので、支持体は、他の種類の従来のプライマー、接着剤、接着剤被覆、接着剤処理を必要としない。一般的に適用可能な支持体は、金属又は他の剛性構造材料であるが、状況によってはいかなる支持体が想定されても良い。
【0026】
図1は、捩り振動ダンパー形状の本発明の一実施形態に従う一例である製品を示す。図1を参照すると、二重リングダンパー10は、内部リング20と、慣性外部リング30と、上記しかつ図2に示すエラストマーリング形状のゴム積層体である積層ゴム部材8とを含む。内部リング20は、ハブ1とウエブ2とリム3を含む。ハブ1は、クランクシャフトのようなシャフト(図示しないが従来の)に取り付けられる大きさにされる。フランジ、キー溝、又は当分野で知られる他の配列が、ハブを受けシャフトに固定するために使用されても良いが、図1に示す形状はハブ1をシャフトに圧入するためのものである。慣性外部リング30は、リム6とベルト受け部4とを含む。ベルト受け部4は、平ベルト、Vベルト、歯付きベルト、又は図1に示されるマルチVリブドベルト輪郭5を含む、当分野で知られるいかなるベルト輪郭を備えていても良い。本発明の範囲内であると予期される他の複合装置は、エンジンマウント、ブッシング、シャフトダンパー、アイソレータ、分離カップリング(isolation coupling)等を含む。本発明は、例えば、ある程度の柔軟性を有し、かつ/又はいくらかの振動を減衰、吸収、又は分離しつつ、2つの剛性部材を接続又は結合するために、ゴム部材が圧縮状態で2つの剛性部材間に挟まれかつ接合される装置に特に適している。
【0027】
リム3及び6は、それらの間の間隔に環状空間を描く。この環状空間は、一般的な円筒のリムの剛性特質のために、厚みが固定されている。リム3及び6は、平面及び/又は平滑であっても良い。代替的に、リム3及び6はそれぞれ、図1に示される波形形状のように、ゴム部材8が環状空間内部に機械的に固定させることを可能にする複雑な形状を有していても良い。リム3及び6は、こぶ、表面粗さ、若しくはいかなる他の形状のランダム表面凹凸、又はリム及びエラストマー間の接着性を強化するための摩擦発生形状を備えていても良い。環状の間隔を有する一般的な円筒の装置は、本発明から利益を享受しても良い、その内部に挿入されかつ圧縮されたゴム層を有しても良い振動制御装置の一種である。他の装置は、ある外部フレームと、ゴム部材によって分離された内部剛性部材を有する矩形であっても良い。本発明は、いくらかの外力によってではなく、剛性部材そのものによりゴム圧縮が維持される斯様な装置に最も有益である。
【0028】
ゴム積層体は、各側面に自己接合性接着層を有する芯体層を含む。芯体層及び接着層は、例えば、耐熱性、柔軟性、モジュラス、ダンピング、耐環境性等、用途の要求に合致するように、適切に選択されたいかなる所望のゴム又はエラストマー組成物を備えても良い。芯体層及び接着層のゴム組成物は、好ましくは、自己接合性ゴム層と共硬化可能な、さもなければ親和性があるいかなる所望のエラストマーであっても良い、ベースエラストマー又は主エラストマー成分を含む。芯体層及び接着層のいずれもが、層間の接合親和性を改善するために、同一の又は同様の又は少なくとも親和性がある主エラストマーを有することが好ましい。適切な主エラストマーは、天然ゴム(NR)、エチレン−α−オレフィンエラストマー(例えば、エチレンプロピレン共重合体(EPM)、エチレンプロピレンジエン三元共重合体(EPDM)、エチレンオクテン共重合体(EOM)、エチレンブテン共重合体(EBM)、エチレンオクテン三元共重合体(EODM)、及びエチレンブテン三元共重合体(EBDM))、エチレン/アクリルエラストマー(AEM)、ポリクロロプレンゴム(CR)、アクリロニトリルブタジエンゴム(NBR)、水素化NBR(HNBR)、スチレンブタジエンゴム(SBR)、クロロスルフォン化ポリエチレン(CSM,ACSM),エピクロヒドリン(ECO)、ポリブタジエンゴム(BR)、ポリイソプレンベースエラストマー(IR,IIR,CIIR,BIIR)、塩素化ポリエチレン(CPE)、臭素化ポリメチルスチレンブテン共重合体、スチレンブタジエンスチレン(S-B-S)とスチレンエチレンブタジエンスチレン(S-E-B-S)のブロック共重合体、アクリルゴム(ACM)、エチレン酢酸ビニルエラストマー(EVM,EAM)及びシリコーンゴム、又はこれらの2以上の組み合わせ又はこれらの混合物を含む。他の適当なエラストマー及び略語は、ASTM D−1418を参照せよ。エラストマー混合物の場合、“主”エラストマーは、混合物、若しくは混合物におけるより多いエラストマー成分に言及するために使用される。好ましくは、芯体層は、ASTM D−395又は等価によって測定される耐圧縮永久歪みが良好である。これは、ゴム部材が、装置の組立品において付与された初期圧縮を、組立品の全寿命にわたって維持するのに役立つ。
【0029】
芯体層ゴム組成物及び/又は自己接合性ゴム組成物の硬化系は、例えば、促進剤、硫黄等を有する硫黄ベースタイプ、又は1以上の過酸化物、共薬剤(coagent)等を有する過酸化物ベースタイプ、又は他の適切な硬化系タイプであっても良い。最終硬化における材料間の良好な接合を確保するために、好ましくは芯体層及び接着層はいずれも、同様の硬化系、又は少なくとも親和性のある系を有する。適当な過酸化物硬化剤は、限定するわけではないが、1,1−ジ−(t−ブチルパーオキシ)−3,3,5−トリメチルシクロヘキサン、2,5−ジメチル−2,5−ジ−(t−ブチルパーオキシ)3−ヘキシン、ジクミルパーオキサイド、ビス−(t−ブチルパーオキシ−ジイソプロピルベンゼン)、α,α−ビス(t−ブチルパーオキシ)ジイソプロピルベンゼン、ジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ジ−t−ブチルパーオキシへキサン、及び過安息香酸t−ブチルを含む。過酸化物は、従来、ゴム100部(“phr”)あたり、約2〜10部組み込まれている。硫黄は、約0.1〜1phrで、硬化系の一部として任意に過酸化物に加えられても良い。
【0030】
芯体層及び接着ゴム層は、フィラー、繊維、オイル、酸化防止剤、オゾン亀裂防止剤、加工助剤、促進剤、架橋助剤、共薬剤、摩擦改質剤等を含む、当分野で知られている配合剤のいかなる他の組み合わせを含有していても良い。自己接合性ゴム層はさらに、組立品におけるゴムと剛性部材間の良好な接合性を確保するために、少なくとも接着促進剤を含有する。適当な接着促進剤は、単一の配合剤、又は配合剤の組み合わせ若しくは系であっても良い。剛性部材と芯体ゴム層の両方に対する接合機能が得られる限り、いかなる公知の接着促進剤また接着系が使用されても良い。一般的に、最適な接着系は、主エラストマー、硬化系、および剛性材料の選択に依拠する。
【0031】
使用可能な接着促進剤は、例えばマレイン化樹脂、α,β不飽和有機酸の金属塩、硫黄含有コバルト塩、銅及び亜鉛塩、有機ニッケル塩、レゾルシノール−アルデヒド樹脂、フェノール樹脂、ポリマレイミド及びビスマレイミド、イソシアネート、シリカ、シラン等、及びこれらの種々の組み合わせを含む。マレイン化(maleated)又はマレイン酸化(maleinized)樹脂は、例えばこれを参照することによりここに組み入れられる米国特許第5300569号明細書のように、例えばマレイン化ポリブタジエン又はSBR、マレイン化ポリイソプレン、マレイン化植物油、マレイン化エチレン−α−オレフィンポリマー等を含む。α,β不飽和有機酸の金属塩は、例えばこれを参照することによりここに組み入れられる米国特許第5776294号明細書で述べられるように、例えばα,β−エチレン性不飽和カルボン酸金属塩を含む。アクリル又はメタクリル酸金属塩における金属は、限定されるわけではないが、亜鉛、マグネシウム、ナトリウム、カリウム、カルシウム、バリウム、コバルト、銅、及び鉄を含む。ジアクリル酸亜鉛(ZDA)及びジメタクリル酸亜鉛(ZDMA)は、それらの有効性や商業的入手可能性により、過酸化物硬化のゴム組成物において好ましい接着促進剤である。
【0032】
有益なポリマレイミド及びビスマレイミドは、いかなる介在構造を有さないで窒素原子で直接結合され、または、例えばアルキレン、シクロアルキレン、オキシジメチレン、フェニレン(3つ全ての異性体)、2,6−ジメチレン−4−アルキフェノール(alkyphenol)、スルホニル等の介在する2価の基によって窒素原子が分離されて結合されるマレイミド基含有N,N’−結合ビスマレイミドを含む。好ましいマレイミド化合物は、各末端に無水マレイン酸由来の二重結合を有する、無水マレイン酸とジアミン化合物の縮合物から従来のように形成されたものを含む。本発明で使用可能な好ましいビスマレイミド樹脂は、無水マレイン酸2モルと芳香族ジアミン1モルの反応生成物である。本目的において使用可能な芳香族ジアミンの例は、限定されるわけではないが、ジアミノベンゼン、4,4’−ジアミノ−3,3’−ジメチルビフェニル、1,4−ジアミノジフェニルエーテル、1,4−ジアミノジフェニルメタン、2,2−ビス(4−アミノフェニル)プロパン、1,4−ジアミノジフェニルスルフォン、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,4−ビス(3−アミノフェノキシ)ベンゼン、及びビス(4−(3−アミノフェノキシ)フェニル)スルフォンを含む。現在のところ、m−フェニレン−ビスマレイミドが好ましい化合物である。ポリマレイミド化合物は、脂肪族又は芳香族ポリマレイミドを含む。芳香族ポリマレイミドは、マレイミド基がそれぞれ隣接する芳香族環に直接結合して、約1〜100の芳香族核を有することが好ましい。
【0033】
本発明は、ゴム−金属接合パーツを製造する方法も対象とする。ゴム部材は、所定形状のゴム芯体を形成し、それを好ましくは実質的に全硬化レベルまで硬化することにより製造される。次いで、自己接合性ゴム層が、好ましくは、例えば押出又はラミネート工程のように圧力と熱が付与された工程で、或いは密閉型中で、硬化された芯体の両側面に取り付けられ、ゴム積層体が形成される。自己接合性ゴム層は、操作性を改善し、かつ/又は芯体ゴムに対する接合を引き起こすために、所望により、任意で部分硬化されても良い。次いで、ゴム積層体は、2つの剛性部材間に挿入され、その最終組立品は後硬化されて、自己接合性層の硬化が完了し、それらと剛性部材との間、及び芯体に対する接合が有効にされる。ゴム積層体は、概ねそれが挿入される間隔又は空間よりも厚く、結果として圧入及び圧縮状態で存在する積層体がもたらされる。挿入工程も、相当な応力を積層体に生じさせるので、すなわち積層体の一体性と操作性を改善し、組立中の層間剥離を防ぐために、積層体は好ましくは加圧及び加熱下で形成されることが好ましく、接着層の部分硬化を含んでいても良い。
【0034】
図3は、芯体を形成し、自己接合性ゴムの薄層を芯体ゴムの両側面に取り付けるために、押出を使用した本発明の工程の一実施形態を示す。図3において、芯体ゴムは、第1押出機110を通過するとともに、第1ダイ112は、予め定められた形状及び/又は寸法に生芯体114を形成する。そして、生芯体は、第1硬化オーブン120の第1硬化を通過して、好ましくは実質的に全硬化までされる。硬化された芯体ゴム124は、次の層に対する接合を容易にするために、第2押出機130の塗布ダイ132を通過するとき、所定の温度に維持されていても良い。第2押出機130は、自己接合性ゴムの薄層を芯体ゴム表面の両側面に取り付けて、生積層体134を作製し、それは任意の第2硬化オーブン140で部分硬化されても良い。完成積層体144は、切断機150を通過する前に、冷却ステージ142で冷却され、その芯体12と自己接合性層14及び16を有する積層体ゴム部材8の製造物が完成する。ゴム積層体は、ゴムリング108を形成するために曲げられても良く、それは、組立操作160において、ダンパーハブ162と慣性又はプーリリング164との間の環状間隔に組み入れられて良い。組み立てられたダンパーは、最終硬化オーブン170、すなわち後硬化ステップにおいて、後硬化を完了して、ゴムの剛性又は金属パーツに対する接合が有効にされる。
【0035】
他の一実施形態において第1及び第2押出機は、組み合わされ、同時押出ステップにされても良く、それにより第1硬化オーブン120が省略される。そして、芯体層の硬化は、積層後に、例えば第2硬化オーブン140において行われる。本実施形態では、芯体層は、接着層と異なる硬化系を有するに違いなく、それは、オーブン140における同一の加硫条件に曝露されたとき、自己接合性ゴム層が約70%より多く硬化される前、好ましくは約50%〜70%以下で、芯体の実質的な全硬化を可能にする。そして、結果物としての完成積層体144は、上記した工程を継続して実施して良い。
【0036】
組立ステップは、積層体を間隔内に押し込むことを含み、滑剤を必要としても良い。いくつかの滑剤は、接合性を有利に改善するかもしれないことが見出された。好ましくは滑剤は、自己接合性層及び/又はゴム芯体に吸収される親和性のある油又は石鹸をベースとする。それゆえ、滑剤は、油、水性エマルション、滑剤懸濁液、石鹸液等であっても良い。
【0037】
第2硬化オーブン140において、自己接合性層を部分硬化する任意のステップは、異なる活性化温度を有する2つの硬化剤又は硬化系の使用によって容易にされても良い。それゆえ、少なくとも2つの別個の硬化剤又は硬化系(すなわち、硬化系は単一の硬化剤、又は混合物、又は2以上の別個の硬化剤の混合物を含んでいても良い)が、エラストマー組成物を硬化するために使用されても良い。さらに、斯様な硬化剤又は硬化系が他のものと異なる活性化温度範囲を有するように、斯様な硬化剤は有益に選択されて良い。更なる実施形態において、2つの斯様な硬化剤は、本発明のエラストマー組成物において使用され、それぞれの活性化は、温度、圧力及び/又は暴露期間を含む、他のものと異なる特定の条件に曝露されることにより引き起こされる。実質的に等しい暴露期間及び圧力においては、互いに少なくとも5℃離れており、さらに好ましくは少なくとも互いに15℃離れており、最も好ましくは互いに少なくとも25℃離れている、本実施形態に従う斯様な2つの硬化剤の活性化温度が、有益に使用されても良い。それぞれの活性化温度を示し、かつ本発明の実施に際し有益な例である材料は、第1硬化剤として、例えばR.T. Vanderbiltによる商標名VAROX 231XLで入手可能な1,1−ジ−(t−ブチルパーオキシ)−3,3,5−トリメチルシクロヘキサン、及び第2硬化剤として例えばR.T. Vanderbiltによる商標名VAROX 130XLで入手可能な2,5−ジメチル−2,5−ジ−(t−ブチルパーオキシ)3−ヘキシンを含む。
【0038】
積層された接着層の任意の部分硬化が使用されるときには、硬化程度は、後硬化における剛性パーツへの接合を妨げずに、操作性の利点を提供できるいかなる量であっても良い。例えば硬化程度は、20〜95%、又は40%〜80%であっても良く、好ましくは硬化程度は、50%〜70%である。
【0039】
芯体層を形成し、かつ/又は接着ゴムの薄層を取り付ける他の方法は、本発明の種々の実施形態で使用されても良い。例えば、射出、圧縮又はトラスファー成型を使用して、好ましくは実質的に全硬化し、最初に芯体ゴムリングを成型することが可能である。次いで、芯体ゴムリングは、第2成型キャビティ内にインサートとして置かれ、自己接合性エラストマーが、射出又はトランスファー又は他の成型技術により、任意にある程度部分硬化されて、芯体ゴムリングの内面及び外面上に取り付けられる。自己接合性エラストマーは、最終硬化段階(すなわち、組立後の“後硬化”)において、ゴムを剛性又は金属表面に接合するための接合剤として作用する。
【0040】
有益な取り付けステップの他の一例としては、硬化されたゴム芯体層を接合剤溶液に浸漬して、接着ゴムの塗布層を取り付けることも可能である。所望の層厚を達成するために、多数浸漬が利用されても良い。組立及び後硬化(すなわち、最終硬化)ステップは、上記した通りであって良い。
【0041】
図5に描かれる積層ゴム部材58の他の一実施形態においては、芯体層52は、例えばリングを成型し、又は、一方又は両方の側面に、リブ付きの又は歯付き形状(すなわち、山及び谷)の輪郭を押し出し、次いで、芯体エラストマーを実質的に全硬化することにより形成されることが可能である。リングすなわち輪郭には、上記した取り付け方法の1つによって、自己接合性ゴムが取り付けられて良い。そして、自己接合性ゴムは、谷56を単に充填し、又は、谷を充填しかつ山54を被覆しても良い。山は、完全硬化された芯体が最終パーツの剛性部材に近接し又は露出57さえする相対的に薄い領域を提供する一方、谷は、接着の非常に大きな深さ又は厚みを有する領域を提供する働きをすることが可能である。この厚みの分布は、接着と圧縮の安定性のより良好な組み合わせを提供するかもしれない。山及び谷は、組立又は他の操作中に接着が残存するのを手助けして良い。上記したように、他の一実施形態においては、リブ付き積層体は、接着ゴム層に対して芯体がより低温度でより早く硬化可能である等、異なる硬化系を有する2つの材料の同時押出によって作製可能である。
【0042】
他の積層組み合わせも可能である。例えば、別の又は交互のエラストマー層によって、その水平面において積層された芯体は、単一層では不可能な特定の一連の物理的又は動的性能を有するように設計されても良い。最終パーツの剛性部材に接合するための自己接合性外層とともに、斯様な改変は、完全に硬化されたエラストマーであり、かつ自己接合性エラストマーの剛性表面に接合されるゴムの容積による圧縮を維持することについての二元的な従来矛盾していた利益を与える。
【0043】
[実施例]
【0044】
本発明の実施形態を実施するために、ゴム積層体の芯体及び接着層として使用される多数の実施例ゴム組成物が混合された。実施例は、種々のカーボンブラック又はシリカフィラー及び過酸化物又は硫黄硬化剤を含有するEPDMベースであった。混合は、ゴム材料の従来の慣行に従って、すなわちバンバリータイプの密閉式混合機を用いて実施された。化合物は概ね2段階で混合され、硬化剤は第2段階で加えられた。実施例H〜Nの接着層は、0.25mmの厚みにカレンダーされ、実施例Oは厚み0.5mmで押し出された。芯体層は概ね、直径約5インチ、長さ約1インチ、厚み約3/16インチの環状リング形状に射出成型された。リングは、重ねせん断接着試験のために1インチ角に切断されるとともに、さらに後述するように、ダンパー試験のために全体が使用された。
【0045】
本発明の実施形態に使用するための多数の芯体層ゴム組成物(A〜G)が、表1に記述される。本発明の実施形態に使用するための多数の接着層ゴム組成物(H〜O)が表2に記述される。本発明が、広範囲の積層組み合わせ及び組立選択に広く適用可能であることを確認するために、芯体組成物A〜Fは、重ねせん断接着試験において、接着組成物H〜Nと組み合わされて使用された。組み合わせと結果は表3に示される。表3は、第1シリーズの実施例を示す。発明実施例は“Ex.”で示され、比較実施例は“Comp.Ex.”で示される。
【0046】
多数の比較実施例が表3には含まれており、そこでは接着組成物は、部分硬化された芯体を作製するために使用され、かつその芯体は次いで追加的な接着層無しで、金属の重ねせん断タブに接触して完全硬化された。以下の表に与えられる重ねせん断接着性の結果は、それぞれが、実測25.4mm(1インチ)×63.5mm(2.5インチ)の鋼鉄タブ72、74と、実測0.25mm(10ミル)厚さ、1インチ角のゴム接着層76とともに積層された、実測4.8mm(3/16インチ)厚さ、25.4mm(1インチ)角の成型ゴム芯体スラブ70とを使用して得られたものであり、約25%のゴム圧縮が達成されるように十分に力が付与された状態で、ゴム積層サンプルが、図4に示されるように、基準両面において金属スラブによって実質的に完全に被覆されるように、ASTM D−816“Type 1 Lap Specimen”の方法に従って作られた。それゆえ、重ねせん断試験は、ゴム積層体と金属−ゴムパーツ全体の接合性を評価した。
【0047】
多数の実施例において、潤滑組立操作を模倣するために、種々の滑剤が鋼鉄又は積層体表面に付与された。“P−80”はInternational Products社から入手可能な組立用潤滑油であるとともに、“R”は、鋼鉄スラブ表面に対する薄層に付与されるClark Oil and Refining社によるプロセス油グレードであった。殆どの場合、重ねせん断サンプルは、1、4、24時間、潤滑油塗布されたスラブに接触した状態で置かれることが許され、次いで、組立詳細に関する脚注に示されるように硬化された。最後に、サンプルは、破損点(point of failure)まで2インチ/分の速度で引っ張られた。加熱接着試験は、100℃で実施された。結果は、接合領域のポンド/平方インチと等価である、ポンドの最大荷重として報告される。一般的には、圧縮による相当な変動によって、200ポンド以上の最大荷重では、ゴムせん断がサンプルの主要な破損モードであるとともに、200ポンド未満の最大荷重においては、接着破壊が主要であると知られているかもしれない。
【0048】
表3、4で示されるいくつかの実施例では、組立用滑剤を付与し、かつゴム積層体を挿入する前に、鋼鉄パーツは、従来手法を利用して、グリットブラストされ、かつ/又はアルカリ洗浄された。組立前にゴム積層体を部分硬化する任意のステップは、これら実施例では行われなかった。
【0049】
表3に示す重ねせん断の結果は、多くの有利な結果を示す。比較実施例25〜27は、純粋な自己接着性エラストマーが金属に対して到達できる接着レベルの基準値として使用されても良い。接着性の同様のレベルは、本発明の組み合わせにおいても見られる。それゆえ、良好な結果は、硫黄硬化芯体(B及びD)又は過酸化物硬化芯体(A、C、及びE−F)において、種々の過酸化物硬化される自己接合性層によって、得られるかもしれない。実施例1〜9及び13〜15は、種々の芯体ゴム層(A−E)が、同一の接着ゴム組成物(H)によって、金属パーツに接合されても良いことを示す。これは、単一のゴム配合(配合)に基づく従来の2ステップ硬化方法よりも、本発明を非常に柔軟にする。前述の特定の実施例は、表1の試験結果によって示されるように、種々のレベルの耐圧縮永久歪みを有する硫黄硬化及び過酸化物硬化の両方の配合を含む。表3の結果は、いくつかの芯体と接着の組み合わせが他よりも良好であるとともに、組立の詳細、滑剤、硬化等のような他の改変も重要であるかもしれないことをさらに示す。
【0050】
芯体組成物A、D及びEは、トルクトウターン(torque to turn)試験における結果としての接着性を試験するために、接着組成物Iと積層され、かつ、積層体はモック捩りダンパーに挿入された。組み合わせ及び結果は表4に示される。表4から理解できるように、硫黄硬化芯体(D)又は過酸化物硬化芯体(A及びE)のいずれかは、過酸化物硬化の自己接合性組成物Iとともに使用されても良い。しかしながら、化学的に相性がより良い芯体と接着両方が過酸化物硬化である組み合わせは、最も強いTTT結果を与える。これら実施例のうちいくつかは、後硬化中にポップアパート(pop apart)されたため、試験されなかったことが知られても良い。これは、グリットブラストされた表面よりも、機械加工(又は平滑)表面においてより生じやすかった。
【0051】
芯体組成物Gは、接着組成物Oとともに使用され、表1に示される比較実施例ゴム組成物(“Comp.Ex.51”)を基にした従来手法を超える、本発明の実施形態の性能優位性を確認するために、クランクダンパー形状の例となる組立パーツを作製した。比較実施例51の組成物は、これを参照することによりここに組み入れられる米国特許第7078104号明細書に開示されるように、形成されて部分的に硬化され、クランクダンバーに組み立てられ、2ステップ硬化工程に従って後硬化された。これら実施例において、クランクダンパーは、図1に示されるものと同様であった。
【0052】
【表1】
1DSM ElastomersによるEPDM
2Dow ChemicalによるEPDM
3Lion Copolymerによるシリコーン変性EPDM
4重合1,2−ジヒドロ−2,2,4−トリメチルキノリン
5SartomerによるSR-634
6DuPontによるHVA-2
【0053】
【表2】
1Dow ChemicalによるEOM
2ExxonMobile ChemicalによるEPM
3Lion Copolymerによる液体EPM
42−メルカプトトリルイミダゾール亜鉛
5置換ジフェニルアミン
64,4’−メチレンビス−(2,6−ジ−t−ブチルフェノール)
7Sartomer社によるSR-633
8Sartomer社による液状ポリブタジエン樹脂
【0054】
クランクダンパーを作製するために、芯体層のためのエラストマー組成物、表1における“G”は、組成物が実質的に全硬化されるのに十分である約80秒、約175℃の圧縮成型により、約4mm厚み、約25mm幅のストリップに成型された。自己接合性接着組成物、表2における“O”は、厚み0.5mmのフィルムとして押し出され、芯体ストリップの両側面に取り付けられた。結果物としての積層体は、接着層を部分硬化するために、50秒間160℃で加熱され、次いで、アルカリ石鹸滑剤を活用してダンパーの間隔に嵌め入れられた。金属接合表面は、機械加工操作による余剰残渣を取り去るために、ラグにより拭き取られたが、更なる洗浄又は表面処理は実施されなかった。使用されるダンパー間隔は、空間で約3.5mmであるとともに、それぞれ約0.5mm厚さの2つの接着層を含み、それゆえ積層エラストマー部材は、約5mm厚みであった。そのため、エラストマーは、間隔に挿入されるときに約30%圧縮され、接着層はそれぞれ全厚みの約10%であった。ダンパー組立品は、190℃、60分間オーブンに置かれ、自己接合性層が活性化され、それを芯体及び金属ダンパーパーツ(ハブとリング)に接合させる。
【0055】
トルクトウターン試験(TTT)は、室温でダンパー実施例において、積層体ゴム要素及び/又は接合が破損するまで、外部リングが固定され、1°/秒の速度でハブを回転することにより実施され、最大トルクが記録された。いくつかの実施例では、TTT試験は、振動回転型シェーカー試験において、ハブ励起振幅(hub excitation amplitude)の0.2又は0.3の二重振幅度(degree double amplitude)(“DDA”)で、100℃環境下共振周波数で、所定期間(一般的に40時間が目標時間である)で行う耐久性試験後に実施された。引張試験は、記録されるとき、成型プレートによるダンベルカットを使用したASTM D−412に従った。圧縮永久歪み試験は、25%圧縮でASTM D−395の方法Bに従った。実施例の他の側面は、以下で説明される。
【0056】
比較例ダンパー組立品は、ここでは全ての内容がこれを参照することにより組み入れられる米国特許第7078104号明細書、第7291241号明細書の2ステップ硬化方法に従って作製された。使用されたゴムは、表1の“Comp.Ex.”であった。
【0057】
ダンパー試験の結果は、当該発明方法の優位点を示す。積層ゴムを有する実施例50のダンパーは、破損モードとしてゴムせん断であり、1732N-mのTTTの結果によって示されるように、十分な初期接着性を示した。0.2DDAで40時間耐久性試験をした後のTTTの結果は、1454N-mであった(約84%の残存トルクトウターン)。比較すると、比較実施例51のダンパーは、初期TTT値3448N-mを有していたが、0.2DDA40時間後では、そのトルク強度の約22%を残存しているのみであった。0.3DDA40時間のより過酷な試験後において、比較実施例51は、ハブ表面における接着破壊によりたった10時間しか継続しなった一方、実施例50のダンパーは、未だその初期トルクの73%を残存させていた。
【0058】
【表3】
1組立詳細:洗浄、グリットブラストされた鋼鉄、20分/175℃の後硬化。
2組立詳細:洗浄、グリットブラストされた鋼鉄、1時間待機、45分/171℃の後硬化。
【0059】
【表4】
3M=機械加工された接合表面、G=グリットブラストされた接合表面;24時間待機、次いで後硬化20分/175℃
4M及びGは同じ意味を有する;4時間待機、次いで後硬化30分/177℃
【0060】
【表5】
1本試験は、接着破壊により10時間しか継続しなかった。
【0061】
本発明及びその優位点が詳細に述べられたが、種々の変更、置換及び代替が、添付の特許請求の範囲で定義される本発明の精神及び範囲から逸脱しない限り、ここではなされ得ることが理解されるべきである。さらに本出願の範囲は、明細書で述べられた工程、機械、製法、物の組成物、手段、方法及びステップの特定の実施形態に限定されることが意図されていない。当分野の当業者が本発明の開示から直ちに理解するとき、ここで述べられた実施形態に対応するものと、実質的に同一の機能を果たし、又は実質的に同一の結果を達成する、現在ある又はその後開発される工程、機械、製法、物の組成物、手段、方法又はステップは、本発明に従って使用されても良い。したがって、添付の特許請求の範囲は、その範囲内における斯様な工程、機械、製法、物の組成物、手段、方法又はステップを含むことが意図されたものである。ここで開示された発明は、ここで具体的に開示されないいかなる要素を欠く場合も、適当に実施されて良い。
【技術分野】
【0001】
本発明は、概ね圧縮された積層ゴム部材を有するゴム−金属接合製品を製造する方法に関し、より詳細には、2つの剛性部材間で接合された積層ゴム部材を有する振動制御装置に関し、特に、内側及び外側の剛性又は金属部材に直接接合され、かつ圧縮された環状の積層ゴム部材を有する捩り振動ダンパーに関する。
【背景技術】
【0002】
乗物エンジン技術が開発されるに従って、エンジンは、高駆動トルクを生じさせるとともに、2つの剛性例えば金属部材に連結するゴム部材を有するクランクシャフトダンパーに、更なる要件を要求する。かくして、摩擦の信頼性は十分でないとともに、ゴム部材は、高駆動トルクを支持しかつ耐久性を改良するために、金属表面に接合されるに違いない。ゴムを金属に接合させる現在の手法は、後続の加硫接合用に、剛性又は金属部材に塗布されるゴム−金属接着剤を使用することや、自己接合性ゴム組成物を射出成形することを含む。これら手法は、一般的に、加硫温度から冷却されるときにゴムが引張状態になることを可能にし、結果として低温度での耐久性の低下と早期のパーツ破損をもたらす。ゴムが引張状態となるのを防止し、かつ、ゴムを圧縮状態に保つために、金属接合表面に塗布された種々のゴム−金属接着剤による、後加硫接合が利用されるかもしれない。これら接合技術は、一般的に、接合のための金属及び/又はゴム表面を用意し、接着剤を塗布し、化学薬品又は排出を取り扱う等の多数の高価な工程ステップを必要とする。2ステップ硬化方法は、従来の接着剤を削除した自己接合性ゴム配合、及びゴム部材を形成し、かつそれを金属に接合させ、そしてゴムをある程度圧縮した状態に保つ2ステップ硬化方法を開示する米国特許第7078104号明細書、第7291241号明細書に開示される。しかしながら、実際には、ゴムモジュラス、ダンピング、耐熱性等を調整する一方で、接合性と保持された圧縮性との釣り合いを最適化するためのゴムの配合や処理における競合的な制約を考慮に入れると、クランクシャフトダンパーのための所望の耐久性目標を達成するためには、十分な圧縮を保持するのが未だ困難であることが実証されている。ゴム部材が、剛性部材間で接合され、かつ耐久性を強化するために、圧縮下で保持される、いかなる種類の接合ゴム複合製品又はパーツにおいても同じ懸念が生じる。
【発明の概要】
【発明が解決しようとする課題】
【0003】
必要とされることは、接着性又はいかなる所望のゴム特性の改良を犠牲にすることなく、かつ従来の接着剤を使用することなく表面処理要件を要求しつつ、複合パーツの全寿命にわたってより高い圧縮状態を達成するために、より高い柔軟性程度を有する、剛性パーツにゴムを接合する工程である。
【0004】
出願人の同時係属出願第12/340864号、第11/890163号があることについて言及する。
【課題を解決するための手段】
【0005】
本発明は、接着性又はゴム特性の改良性能を犠牲にすることなく、かつ従来の接着剤を使用することなく、工程柔軟性を有するとともに、複合パーツの全寿命にわたって高い圧縮状態を達成する、剛性パーツにゴムを接合するための工程を提供するシステム及び方法を対象とする。
【0006】
本発明は、2つの剛性部材間で圧縮して存在し、かつそれらに接合される圧入加硫ゴム部材を有する接合パーツを対象とし、ゴム部材は、2つの自己接合性ゴム層間に挟まれかつ接合される芯体層を有する積層体である。接合パーツは、振動ダンパー、アイソレータ、アブソーバ、又は圧縮した接合ゴム層を保持するいかなるパーツであっても良い。芯体層及び自己接合性層は、同じ主エラストマー及び硬化系の種類を有して良く、自己接合層は、芯体層には存在しない接着促進剤(adhesion promoter)を含有する。接着層は、約0.05〜約1mmの厚み、または、積層体厚みの約5%〜約10%であって良い。剛性部材は金属であって良い。上記圧縮の量は、約10%〜約50%であって良い。
【0007】
本発明の一実施形態では、ゴム芯体層は、過酸化物硬化エラストマー組成物であって良く、自己接合性ゴム層は、接着促進剤を含有する過酸化物硬化エラストマー組成物であって良い。主エラストマーの種類は、エチレン−α−オレフィンエラストマーであっても良いとともに、接着促進剤はα,β不飽和有機酸の金属塩であっても良い。
【0008】
本発明の他の一実施形態では、芯体は、山と谷を有する少なくとも1つの表面を有しても良く、接着層は谷内部に存在し、または谷を埋めても良い。
【0009】
本発明は、ゴム芯体層を形成すること、芯体層を硬化すること、積層体ゴム部材を形成するために芯体層の各側面にゴム接着層を取り付けること、その積層体を圧縮下2つの剛性部材間に挿入すること、及び、接合パーツを形成するために組立品を後硬化することを含む方法を対象とする。接着層は、挿入前に部分硬化されても良い。芯体層の硬化は、ASTM D−5289又は等価のテスト法に従って、全硬化の80%〜100%であって良い。芯体層の硬化程度は、実質的に全硬化であっても良い。
【0010】
本発明の一実施形態では、接着層は、加圧下で取り付けられて良く、その後、全硬化の30%〜80%で部分硬化されて良い。その取り付けステップは、押出被覆によるものであっても良い。形成及び取り付けステップは、同時押出によるものであっても良い。取り付けは、インサート成型(射出、圧縮、又はトランスファーのいずれか)によるものであっても良く、接着層を部分硬化することを含んでも良い。取り付けは、ゴム接着層を部分硬化もする乾燥ステップを含む溶液塗布によるものであっても良い。
【0011】
本発明の実施形態では、芯体及び接着層の主エラストマーは、同じ種類のものであっても良く、エチレン−α−オレフィンエラストマー、EPM、EPDM、SBR、NBR、NR、EVM、EAM、ECO、及びこれらの混合物から成る群から選択されても良い。ゴム層における硬化系は、接着性のために、それらの間で親和性(compatible)があり、かつ共硬化(co-cure)であっても良く、接着層は、芯体層には存在しない接着促進剤を有していて良い。芯体層は、主エラストマーとしてのEPDM及び過酸化物硬化系を有していて良く、接着層は、主エラストマーとしてのEPDM、過酸化物硬化系、及び接着促進剤としての不飽和有機酸の金属塩を有していて良い。接着層は、少なくとも5℃離れた異なる硬化活性化温度を有する2つの過酸化物を含有していて良い。
【0012】
下記の発明の詳細な説明によってさらに良く理解させるために、前記は、本発明の特徴及び技術的な優位点をむしろ広く概説したものである。本発明の特許請求の範囲の主題を形成する本発明の付加的な特徴及び優位点は、この後述べられる。開示される概念及び特定の実施形態は、本発明と同じ目的を達成するために、他の構造を改変又は設計する根拠として直ちに使用されて良いことを、当分野の当業者によって理解されるべきである。斯様な等価の構成は、添付の特許請求の範囲に記載された発明の精神及び範囲から逸脱しないことを、当業者によって直ちに理解されるべきである。構成及び操作方法の両方に関し、更なる目的及び優位点とともに、本発明の特徴であると信じられる新規の特徴は、添付図面との関係が考慮されたとき、下記の説明からより良好に理解される。しかしながら、各図面は、単に説示及び説明を目的として提供されるものであって、本発明の限定を定義するものとして意図されたものでないことは、明らかに理解される。
【図面の簡単な説明】
【0013】
添付図面は、明細書に組み入れられかつその一部を形成し、同等の符号が同等の部材を示し、かつ本記載とともに本発明の実施形態を示し、本発明の本質を説明するために提供される。図面において:
【0014】
【図1】本発明に従って構成された捩り振動ダンパーの部分的に破断した斜視図である。
【0015】
【図2】本発明の一実施形態に従うゴム積層体の横断面図である。
【0016】
【図3】本発明の一実施形態に従う接合ゴムパーツを製造する方法の流れ図である。
【0017】
【図4】重ねせん断接着試験の構成の側面図である。
【0018】
【図5】本発明の他の一実施形態に従うゴム積層体の横断面図である。
【発明を実施するための形態】
【0019】
一実施形態において、本発明は、実質的に全硬化したゴム芯体の上に、自己接合性ゴムの薄層を取り付けるために、押出を使用する。芯体及び自己接合性ゴム層は、自己接合性ゴム層が芯体層に接合できるように、硬化の点において親和性がある。自己接合性ゴム層は、結果物である積層ゴム部材が最終複合製品の剛性又は金属部材に接合できるように、ゴム芯体には存在する必要がない接着促進剤を含有する。本発明は、従来の接合方法に比べて、接着剤が必要とされない;金属表面に特別な処理が必要とされない;そのため、工程コストが相対的に低い;ゴム特性を犠牲にすることなく優れた接合性がある;優れたゴム圧縮が維持される;を含む多数の優位点を提供する。
【0020】
図2は、本発明に従う典型的な押出ゴム積層体の横断面図である。図2において、積層ゴム部材8は、芯体層12及び自己接合性接着ゴム層14及び16を含む。芯体層は、ゴム部材の厚みの過半を構成し、そのため、モジュラス、ダンピング、柔軟性、靱性、強度、耐圧縮永久歪み等、用途において必要とされるエラストマー特性を与える。接着ゴム層は、相対的に非常に薄く、かつ芯体層と剛性部材間に強くかつ耐久性のある接合を提供する。全てを行う1つの配合を最適化しなければならない代わりに、各部分が特定の目的のために最適化され得るため、積層ゴム部材を使用することは、設計及びゴム配合における柔軟性を可能にする。本発明の一実施形態において、接着層それぞれは、全積層厚みの約5%〜約10%を構成しても良い。代替的に、接着層それぞれは、約0.05mm(0.002インチ)〜約1mm(0.04インチ)の範囲にあり、或いは、約0.1mm〜約0.5mmであっても良い。
【0021】
“圧縮”は、当方向における圧縮力の付加による、主方向(principal direction)における厚みの減少を意味する。“圧縮”はここでは、静水圧(hydrostatic pressure)における体積圧縮又は容積測定圧縮(volumetric compression)には言及しない。例えば、2つの剛性プレートの間にゴム積層体を圧入することは結果として、プレート表面に直交する方向における、積層体の厚みの減少すなわち圧縮と、プレート表面に平行な面寸法増加をもたらす。圧縮は、例えばASTM D−395で述べられるように、初期厚みを基準にした当方向における変形又は撓み率として表される。ある程度の圧縮下におけるゴムは、動応力が作用されたとき、中立状態又は引張下よりも耐久性がある。圧縮量は、約1%〜約60%、又は約5%〜約50%、又は好ましくは約10%〜約40%であって良い。
【0022】
“剛性”は、圧縮状態下でゴム部材を保持するときに、その形状を保てるほど十分に硬いことを意味する。硬さは、材料特性(例えば、モジュラス)の機能、及び剛性部材の寸法である。複合製品の予期される使用又は用途は、剛性部材についての硬さ要件を求めても良い。適当な剛性材料は、例えば鋼鉄、黄銅、アルミニウム、鉄、又はこれらのアロイのような金属;例えばフェノール、エポキシ、ポリエステル、ポリイミド、ポリアミド、ポリアリーレンエーテルケトン、ポリアリーレンスルフィド、ポリスルフォン、ポリカーボネート等や、これらに種々の補強材、フィラー、又は他の添加剤が含有されたものを含む、高性能熱硬化性、熱可塑性プラスチック;ガラスやセラミックスのような金属酸化物をベースとした材料;及びこれらの種々の剛性複合物を含んでいても良い。
【0023】
“硬化”、“加硫”及び“架橋”はここでは、架橋タイプに関わらず、一般的に加熱、輻射線、及び/又は加圧がゴム組成物に付与された結果としてのポリマー鎖間の化学的結合又は架橋の形成を述べるために、一般的に区別しないで使用され、かつ一般的にゴム組成物における可塑性の減少と弾性の増加によって示される。硬化状態又は硬化程度は、所定のゴム組成物について、ゴム産業において公知のいかなるキュアメータやレオメータが使用されることにより測定され又は特徴づけられるとともに、そのパーツに適用された実際の硬化条件及び/又は工程履歴により、そのゴム組成物から作られた所定のパーツについて推察されても良い。例えば、硬化率は、ASTM D−5289、ASTM D−2084、ISO 6502等に従って測定されて良い。“実質的に全硬化”はここでは、実際の意味では、ゴムパーツが取扱性が良く繰り返し伸長可能であり、完全に実用的であり、かつ/又は、硬化程度又は状態を特徴づけるのに使用されても良い、伸び、引張及び引裂強度、圧縮永久歪み、デュロメータ等の硬化に依拠する1つ以上の物理的性能に関し、実質的に最適なレベルに達することを意味することに使用される。非限定的な例として、ASTM D−5289に従って、“t90”以上の硬化、又は“最大トルク”、又は規定期間における“最も高いトルク”等は、実質的に全硬化と認められて良い。好ましい実施形態において、芯体は、t80〜t90、又は全硬化若しくは性能の最大値の80〜90%で硬化されていて良い。
【0024】
本内容において、用語“接合(bonded)”又は“接着(adhered)”は、特別な言及がない限りは、当分野で認識されるように区別しないで、化学反応によってもたらされる強力な又は実質的な固着を示すために使用される。この状態は、斯様な固着がない場合の支持体を分離するのに要求される力に比べて、関連する支持体を分離するのに要求される力のいかなる増加によって特徴づけられる。接合強度は、本発明の実施に際して、引裂強度を超えていても良く、それは結果として凝集破壊をもたらすが、凝集破壊は、本発明の状況においては、いくらかの接合性が達成することを構築するのに必要とされない。
【0025】
“自己接合性(self-bonding)”又は“接着(adhesive)”ゴムは、加熱、輻射線、及び/又は加圧、又は他の適当な硬化条件が付与され、硬化されかつ支持体に接合されたゴム組成物を意味する。自己接合性ゴム組成物“それ自体”が支持体に接合するので、支持体は、他の種類の従来のプライマー、接着剤、接着剤被覆、接着剤処理を必要としない。一般的に適用可能な支持体は、金属又は他の剛性構造材料であるが、状況によってはいかなる支持体が想定されても良い。
【0026】
図1は、捩り振動ダンパー形状の本発明の一実施形態に従う一例である製品を示す。図1を参照すると、二重リングダンパー10は、内部リング20と、慣性外部リング30と、上記しかつ図2に示すエラストマーリング形状のゴム積層体である積層ゴム部材8とを含む。内部リング20は、ハブ1とウエブ2とリム3を含む。ハブ1は、クランクシャフトのようなシャフト(図示しないが従来の)に取り付けられる大きさにされる。フランジ、キー溝、又は当分野で知られる他の配列が、ハブを受けシャフトに固定するために使用されても良いが、図1に示す形状はハブ1をシャフトに圧入するためのものである。慣性外部リング30は、リム6とベルト受け部4とを含む。ベルト受け部4は、平ベルト、Vベルト、歯付きベルト、又は図1に示されるマルチVリブドベルト輪郭5を含む、当分野で知られるいかなるベルト輪郭を備えていても良い。本発明の範囲内であると予期される他の複合装置は、エンジンマウント、ブッシング、シャフトダンパー、アイソレータ、分離カップリング(isolation coupling)等を含む。本発明は、例えば、ある程度の柔軟性を有し、かつ/又はいくらかの振動を減衰、吸収、又は分離しつつ、2つの剛性部材を接続又は結合するために、ゴム部材が圧縮状態で2つの剛性部材間に挟まれかつ接合される装置に特に適している。
【0027】
リム3及び6は、それらの間の間隔に環状空間を描く。この環状空間は、一般的な円筒のリムの剛性特質のために、厚みが固定されている。リム3及び6は、平面及び/又は平滑であっても良い。代替的に、リム3及び6はそれぞれ、図1に示される波形形状のように、ゴム部材8が環状空間内部に機械的に固定させることを可能にする複雑な形状を有していても良い。リム3及び6は、こぶ、表面粗さ、若しくはいかなる他の形状のランダム表面凹凸、又はリム及びエラストマー間の接着性を強化するための摩擦発生形状を備えていても良い。環状の間隔を有する一般的な円筒の装置は、本発明から利益を享受しても良い、その内部に挿入されかつ圧縮されたゴム層を有しても良い振動制御装置の一種である。他の装置は、ある外部フレームと、ゴム部材によって分離された内部剛性部材を有する矩形であっても良い。本発明は、いくらかの外力によってではなく、剛性部材そのものによりゴム圧縮が維持される斯様な装置に最も有益である。
【0028】
ゴム積層体は、各側面に自己接合性接着層を有する芯体層を含む。芯体層及び接着層は、例えば、耐熱性、柔軟性、モジュラス、ダンピング、耐環境性等、用途の要求に合致するように、適切に選択されたいかなる所望のゴム又はエラストマー組成物を備えても良い。芯体層及び接着層のゴム組成物は、好ましくは、自己接合性ゴム層と共硬化可能な、さもなければ親和性があるいかなる所望のエラストマーであっても良い、ベースエラストマー又は主エラストマー成分を含む。芯体層及び接着層のいずれもが、層間の接合親和性を改善するために、同一の又は同様の又は少なくとも親和性がある主エラストマーを有することが好ましい。適切な主エラストマーは、天然ゴム(NR)、エチレン−α−オレフィンエラストマー(例えば、エチレンプロピレン共重合体(EPM)、エチレンプロピレンジエン三元共重合体(EPDM)、エチレンオクテン共重合体(EOM)、エチレンブテン共重合体(EBM)、エチレンオクテン三元共重合体(EODM)、及びエチレンブテン三元共重合体(EBDM))、エチレン/アクリルエラストマー(AEM)、ポリクロロプレンゴム(CR)、アクリロニトリルブタジエンゴム(NBR)、水素化NBR(HNBR)、スチレンブタジエンゴム(SBR)、クロロスルフォン化ポリエチレン(CSM,ACSM),エピクロヒドリン(ECO)、ポリブタジエンゴム(BR)、ポリイソプレンベースエラストマー(IR,IIR,CIIR,BIIR)、塩素化ポリエチレン(CPE)、臭素化ポリメチルスチレンブテン共重合体、スチレンブタジエンスチレン(S-B-S)とスチレンエチレンブタジエンスチレン(S-E-B-S)のブロック共重合体、アクリルゴム(ACM)、エチレン酢酸ビニルエラストマー(EVM,EAM)及びシリコーンゴム、又はこれらの2以上の組み合わせ又はこれらの混合物を含む。他の適当なエラストマー及び略語は、ASTM D−1418を参照せよ。エラストマー混合物の場合、“主”エラストマーは、混合物、若しくは混合物におけるより多いエラストマー成分に言及するために使用される。好ましくは、芯体層は、ASTM D−395又は等価によって測定される耐圧縮永久歪みが良好である。これは、ゴム部材が、装置の組立品において付与された初期圧縮を、組立品の全寿命にわたって維持するのに役立つ。
【0029】
芯体層ゴム組成物及び/又は自己接合性ゴム組成物の硬化系は、例えば、促進剤、硫黄等を有する硫黄ベースタイプ、又は1以上の過酸化物、共薬剤(coagent)等を有する過酸化物ベースタイプ、又は他の適切な硬化系タイプであっても良い。最終硬化における材料間の良好な接合を確保するために、好ましくは芯体層及び接着層はいずれも、同様の硬化系、又は少なくとも親和性のある系を有する。適当な過酸化物硬化剤は、限定するわけではないが、1,1−ジ−(t−ブチルパーオキシ)−3,3,5−トリメチルシクロヘキサン、2,5−ジメチル−2,5−ジ−(t−ブチルパーオキシ)3−ヘキシン、ジクミルパーオキサイド、ビス−(t−ブチルパーオキシ−ジイソプロピルベンゼン)、α,α−ビス(t−ブチルパーオキシ)ジイソプロピルベンゼン、ジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ジ−t−ブチルパーオキシへキサン、及び過安息香酸t−ブチルを含む。過酸化物は、従来、ゴム100部(“phr”)あたり、約2〜10部組み込まれている。硫黄は、約0.1〜1phrで、硬化系の一部として任意に過酸化物に加えられても良い。
【0030】
芯体層及び接着ゴム層は、フィラー、繊維、オイル、酸化防止剤、オゾン亀裂防止剤、加工助剤、促進剤、架橋助剤、共薬剤、摩擦改質剤等を含む、当分野で知られている配合剤のいかなる他の組み合わせを含有していても良い。自己接合性ゴム層はさらに、組立品におけるゴムと剛性部材間の良好な接合性を確保するために、少なくとも接着促進剤を含有する。適当な接着促進剤は、単一の配合剤、又は配合剤の組み合わせ若しくは系であっても良い。剛性部材と芯体ゴム層の両方に対する接合機能が得られる限り、いかなる公知の接着促進剤また接着系が使用されても良い。一般的に、最適な接着系は、主エラストマー、硬化系、および剛性材料の選択に依拠する。
【0031】
使用可能な接着促進剤は、例えばマレイン化樹脂、α,β不飽和有機酸の金属塩、硫黄含有コバルト塩、銅及び亜鉛塩、有機ニッケル塩、レゾルシノール−アルデヒド樹脂、フェノール樹脂、ポリマレイミド及びビスマレイミド、イソシアネート、シリカ、シラン等、及びこれらの種々の組み合わせを含む。マレイン化(maleated)又はマレイン酸化(maleinized)樹脂は、例えばこれを参照することによりここに組み入れられる米国特許第5300569号明細書のように、例えばマレイン化ポリブタジエン又はSBR、マレイン化ポリイソプレン、マレイン化植物油、マレイン化エチレン−α−オレフィンポリマー等を含む。α,β不飽和有機酸の金属塩は、例えばこれを参照することによりここに組み入れられる米国特許第5776294号明細書で述べられるように、例えばα,β−エチレン性不飽和カルボン酸金属塩を含む。アクリル又はメタクリル酸金属塩における金属は、限定されるわけではないが、亜鉛、マグネシウム、ナトリウム、カリウム、カルシウム、バリウム、コバルト、銅、及び鉄を含む。ジアクリル酸亜鉛(ZDA)及びジメタクリル酸亜鉛(ZDMA)は、それらの有効性や商業的入手可能性により、過酸化物硬化のゴム組成物において好ましい接着促進剤である。
【0032】
有益なポリマレイミド及びビスマレイミドは、いかなる介在構造を有さないで窒素原子で直接結合され、または、例えばアルキレン、シクロアルキレン、オキシジメチレン、フェニレン(3つ全ての異性体)、2,6−ジメチレン−4−アルキフェノール(alkyphenol)、スルホニル等の介在する2価の基によって窒素原子が分離されて結合されるマレイミド基含有N,N’−結合ビスマレイミドを含む。好ましいマレイミド化合物は、各末端に無水マレイン酸由来の二重結合を有する、無水マレイン酸とジアミン化合物の縮合物から従来のように形成されたものを含む。本発明で使用可能な好ましいビスマレイミド樹脂は、無水マレイン酸2モルと芳香族ジアミン1モルの反応生成物である。本目的において使用可能な芳香族ジアミンの例は、限定されるわけではないが、ジアミノベンゼン、4,4’−ジアミノ−3,3’−ジメチルビフェニル、1,4−ジアミノジフェニルエーテル、1,4−ジアミノジフェニルメタン、2,2−ビス(4−アミノフェニル)プロパン、1,4−ジアミノジフェニルスルフォン、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,4−ビス(3−アミノフェノキシ)ベンゼン、及びビス(4−(3−アミノフェノキシ)フェニル)スルフォンを含む。現在のところ、m−フェニレン−ビスマレイミドが好ましい化合物である。ポリマレイミド化合物は、脂肪族又は芳香族ポリマレイミドを含む。芳香族ポリマレイミドは、マレイミド基がそれぞれ隣接する芳香族環に直接結合して、約1〜100の芳香族核を有することが好ましい。
【0033】
本発明は、ゴム−金属接合パーツを製造する方法も対象とする。ゴム部材は、所定形状のゴム芯体を形成し、それを好ましくは実質的に全硬化レベルまで硬化することにより製造される。次いで、自己接合性ゴム層が、好ましくは、例えば押出又はラミネート工程のように圧力と熱が付与された工程で、或いは密閉型中で、硬化された芯体の両側面に取り付けられ、ゴム積層体が形成される。自己接合性ゴム層は、操作性を改善し、かつ/又は芯体ゴムに対する接合を引き起こすために、所望により、任意で部分硬化されても良い。次いで、ゴム積層体は、2つの剛性部材間に挿入され、その最終組立品は後硬化されて、自己接合性層の硬化が完了し、それらと剛性部材との間、及び芯体に対する接合が有効にされる。ゴム積層体は、概ねそれが挿入される間隔又は空間よりも厚く、結果として圧入及び圧縮状態で存在する積層体がもたらされる。挿入工程も、相当な応力を積層体に生じさせるので、すなわち積層体の一体性と操作性を改善し、組立中の層間剥離を防ぐために、積層体は好ましくは加圧及び加熱下で形成されることが好ましく、接着層の部分硬化を含んでいても良い。
【0034】
図3は、芯体を形成し、自己接合性ゴムの薄層を芯体ゴムの両側面に取り付けるために、押出を使用した本発明の工程の一実施形態を示す。図3において、芯体ゴムは、第1押出機110を通過するとともに、第1ダイ112は、予め定められた形状及び/又は寸法に生芯体114を形成する。そして、生芯体は、第1硬化オーブン120の第1硬化を通過して、好ましくは実質的に全硬化までされる。硬化された芯体ゴム124は、次の層に対する接合を容易にするために、第2押出機130の塗布ダイ132を通過するとき、所定の温度に維持されていても良い。第2押出機130は、自己接合性ゴムの薄層を芯体ゴム表面の両側面に取り付けて、生積層体134を作製し、それは任意の第2硬化オーブン140で部分硬化されても良い。完成積層体144は、切断機150を通過する前に、冷却ステージ142で冷却され、その芯体12と自己接合性層14及び16を有する積層体ゴム部材8の製造物が完成する。ゴム積層体は、ゴムリング108を形成するために曲げられても良く、それは、組立操作160において、ダンパーハブ162と慣性又はプーリリング164との間の環状間隔に組み入れられて良い。組み立てられたダンパーは、最終硬化オーブン170、すなわち後硬化ステップにおいて、後硬化を完了して、ゴムの剛性又は金属パーツに対する接合が有効にされる。
【0035】
他の一実施形態において第1及び第2押出機は、組み合わされ、同時押出ステップにされても良く、それにより第1硬化オーブン120が省略される。そして、芯体層の硬化は、積層後に、例えば第2硬化オーブン140において行われる。本実施形態では、芯体層は、接着層と異なる硬化系を有するに違いなく、それは、オーブン140における同一の加硫条件に曝露されたとき、自己接合性ゴム層が約70%より多く硬化される前、好ましくは約50%〜70%以下で、芯体の実質的な全硬化を可能にする。そして、結果物としての完成積層体144は、上記した工程を継続して実施して良い。
【0036】
組立ステップは、積層体を間隔内に押し込むことを含み、滑剤を必要としても良い。いくつかの滑剤は、接合性を有利に改善するかもしれないことが見出された。好ましくは滑剤は、自己接合性層及び/又はゴム芯体に吸収される親和性のある油又は石鹸をベースとする。それゆえ、滑剤は、油、水性エマルション、滑剤懸濁液、石鹸液等であっても良い。
【0037】
第2硬化オーブン140において、自己接合性層を部分硬化する任意のステップは、異なる活性化温度を有する2つの硬化剤又は硬化系の使用によって容易にされても良い。それゆえ、少なくとも2つの別個の硬化剤又は硬化系(すなわち、硬化系は単一の硬化剤、又は混合物、又は2以上の別個の硬化剤の混合物を含んでいても良い)が、エラストマー組成物を硬化するために使用されても良い。さらに、斯様な硬化剤又は硬化系が他のものと異なる活性化温度範囲を有するように、斯様な硬化剤は有益に選択されて良い。更なる実施形態において、2つの斯様な硬化剤は、本発明のエラストマー組成物において使用され、それぞれの活性化は、温度、圧力及び/又は暴露期間を含む、他のものと異なる特定の条件に曝露されることにより引き起こされる。実質的に等しい暴露期間及び圧力においては、互いに少なくとも5℃離れており、さらに好ましくは少なくとも互いに15℃離れており、最も好ましくは互いに少なくとも25℃離れている、本実施形態に従う斯様な2つの硬化剤の活性化温度が、有益に使用されても良い。それぞれの活性化温度を示し、かつ本発明の実施に際し有益な例である材料は、第1硬化剤として、例えばR.T. Vanderbiltによる商標名VAROX 231XLで入手可能な1,1−ジ−(t−ブチルパーオキシ)−3,3,5−トリメチルシクロヘキサン、及び第2硬化剤として例えばR.T. Vanderbiltによる商標名VAROX 130XLで入手可能な2,5−ジメチル−2,5−ジ−(t−ブチルパーオキシ)3−ヘキシンを含む。
【0038】
積層された接着層の任意の部分硬化が使用されるときには、硬化程度は、後硬化における剛性パーツへの接合を妨げずに、操作性の利点を提供できるいかなる量であっても良い。例えば硬化程度は、20〜95%、又は40%〜80%であっても良く、好ましくは硬化程度は、50%〜70%である。
【0039】
芯体層を形成し、かつ/又は接着ゴムの薄層を取り付ける他の方法は、本発明の種々の実施形態で使用されても良い。例えば、射出、圧縮又はトラスファー成型を使用して、好ましくは実質的に全硬化し、最初に芯体ゴムリングを成型することが可能である。次いで、芯体ゴムリングは、第2成型キャビティ内にインサートとして置かれ、自己接合性エラストマーが、射出又はトランスファー又は他の成型技術により、任意にある程度部分硬化されて、芯体ゴムリングの内面及び外面上に取り付けられる。自己接合性エラストマーは、最終硬化段階(すなわち、組立後の“後硬化”)において、ゴムを剛性又は金属表面に接合するための接合剤として作用する。
【0040】
有益な取り付けステップの他の一例としては、硬化されたゴム芯体層を接合剤溶液に浸漬して、接着ゴムの塗布層を取り付けることも可能である。所望の層厚を達成するために、多数浸漬が利用されても良い。組立及び後硬化(すなわち、最終硬化)ステップは、上記した通りであって良い。
【0041】
図5に描かれる積層ゴム部材58の他の一実施形態においては、芯体層52は、例えばリングを成型し、又は、一方又は両方の側面に、リブ付きの又は歯付き形状(すなわち、山及び谷)の輪郭を押し出し、次いで、芯体エラストマーを実質的に全硬化することにより形成されることが可能である。リングすなわち輪郭には、上記した取り付け方法の1つによって、自己接合性ゴムが取り付けられて良い。そして、自己接合性ゴムは、谷56を単に充填し、又は、谷を充填しかつ山54を被覆しても良い。山は、完全硬化された芯体が最終パーツの剛性部材に近接し又は露出57さえする相対的に薄い領域を提供する一方、谷は、接着の非常に大きな深さ又は厚みを有する領域を提供する働きをすることが可能である。この厚みの分布は、接着と圧縮の安定性のより良好な組み合わせを提供するかもしれない。山及び谷は、組立又は他の操作中に接着が残存するのを手助けして良い。上記したように、他の一実施形態においては、リブ付き積層体は、接着ゴム層に対して芯体がより低温度でより早く硬化可能である等、異なる硬化系を有する2つの材料の同時押出によって作製可能である。
【0042】
他の積層組み合わせも可能である。例えば、別の又は交互のエラストマー層によって、その水平面において積層された芯体は、単一層では不可能な特定の一連の物理的又は動的性能を有するように設計されても良い。最終パーツの剛性部材に接合するための自己接合性外層とともに、斯様な改変は、完全に硬化されたエラストマーであり、かつ自己接合性エラストマーの剛性表面に接合されるゴムの容積による圧縮を維持することについての二元的な従来矛盾していた利益を与える。
【0043】
[実施例]
【0044】
本発明の実施形態を実施するために、ゴム積層体の芯体及び接着層として使用される多数の実施例ゴム組成物が混合された。実施例は、種々のカーボンブラック又はシリカフィラー及び過酸化物又は硫黄硬化剤を含有するEPDMベースであった。混合は、ゴム材料の従来の慣行に従って、すなわちバンバリータイプの密閉式混合機を用いて実施された。化合物は概ね2段階で混合され、硬化剤は第2段階で加えられた。実施例H〜Nの接着層は、0.25mmの厚みにカレンダーされ、実施例Oは厚み0.5mmで押し出された。芯体層は概ね、直径約5インチ、長さ約1インチ、厚み約3/16インチの環状リング形状に射出成型された。リングは、重ねせん断接着試験のために1インチ角に切断されるとともに、さらに後述するように、ダンパー試験のために全体が使用された。
【0045】
本発明の実施形態に使用するための多数の芯体層ゴム組成物(A〜G)が、表1に記述される。本発明の実施形態に使用するための多数の接着層ゴム組成物(H〜O)が表2に記述される。本発明が、広範囲の積層組み合わせ及び組立選択に広く適用可能であることを確認するために、芯体組成物A〜Fは、重ねせん断接着試験において、接着組成物H〜Nと組み合わされて使用された。組み合わせと結果は表3に示される。表3は、第1シリーズの実施例を示す。発明実施例は“Ex.”で示され、比較実施例は“Comp.Ex.”で示される。
【0046】
多数の比較実施例が表3には含まれており、そこでは接着組成物は、部分硬化された芯体を作製するために使用され、かつその芯体は次いで追加的な接着層無しで、金属の重ねせん断タブに接触して完全硬化された。以下の表に与えられる重ねせん断接着性の結果は、それぞれが、実測25.4mm(1インチ)×63.5mm(2.5インチ)の鋼鉄タブ72、74と、実測0.25mm(10ミル)厚さ、1インチ角のゴム接着層76とともに積層された、実測4.8mm(3/16インチ)厚さ、25.4mm(1インチ)角の成型ゴム芯体スラブ70とを使用して得られたものであり、約25%のゴム圧縮が達成されるように十分に力が付与された状態で、ゴム積層サンプルが、図4に示されるように、基準両面において金属スラブによって実質的に完全に被覆されるように、ASTM D−816“Type 1 Lap Specimen”の方法に従って作られた。それゆえ、重ねせん断試験は、ゴム積層体と金属−ゴムパーツ全体の接合性を評価した。
【0047】
多数の実施例において、潤滑組立操作を模倣するために、種々の滑剤が鋼鉄又は積層体表面に付与された。“P−80”はInternational Products社から入手可能な組立用潤滑油であるとともに、“R”は、鋼鉄スラブ表面に対する薄層に付与されるClark Oil and Refining社によるプロセス油グレードであった。殆どの場合、重ねせん断サンプルは、1、4、24時間、潤滑油塗布されたスラブに接触した状態で置かれることが許され、次いで、組立詳細に関する脚注に示されるように硬化された。最後に、サンプルは、破損点(point of failure)まで2インチ/分の速度で引っ張られた。加熱接着試験は、100℃で実施された。結果は、接合領域のポンド/平方インチと等価である、ポンドの最大荷重として報告される。一般的には、圧縮による相当な変動によって、200ポンド以上の最大荷重では、ゴムせん断がサンプルの主要な破損モードであるとともに、200ポンド未満の最大荷重においては、接着破壊が主要であると知られているかもしれない。
【0048】
表3、4で示されるいくつかの実施例では、組立用滑剤を付与し、かつゴム積層体を挿入する前に、鋼鉄パーツは、従来手法を利用して、グリットブラストされ、かつ/又はアルカリ洗浄された。組立前にゴム積層体を部分硬化する任意のステップは、これら実施例では行われなかった。
【0049】
表3に示す重ねせん断の結果は、多くの有利な結果を示す。比較実施例25〜27は、純粋な自己接着性エラストマーが金属に対して到達できる接着レベルの基準値として使用されても良い。接着性の同様のレベルは、本発明の組み合わせにおいても見られる。それゆえ、良好な結果は、硫黄硬化芯体(B及びD)又は過酸化物硬化芯体(A、C、及びE−F)において、種々の過酸化物硬化される自己接合性層によって、得られるかもしれない。実施例1〜9及び13〜15は、種々の芯体ゴム層(A−E)が、同一の接着ゴム組成物(H)によって、金属パーツに接合されても良いことを示す。これは、単一のゴム配合(配合)に基づく従来の2ステップ硬化方法よりも、本発明を非常に柔軟にする。前述の特定の実施例は、表1の試験結果によって示されるように、種々のレベルの耐圧縮永久歪みを有する硫黄硬化及び過酸化物硬化の両方の配合を含む。表3の結果は、いくつかの芯体と接着の組み合わせが他よりも良好であるとともに、組立の詳細、滑剤、硬化等のような他の改変も重要であるかもしれないことをさらに示す。
【0050】
芯体組成物A、D及びEは、トルクトウターン(torque to turn)試験における結果としての接着性を試験するために、接着組成物Iと積層され、かつ、積層体はモック捩りダンパーに挿入された。組み合わせ及び結果は表4に示される。表4から理解できるように、硫黄硬化芯体(D)又は過酸化物硬化芯体(A及びE)のいずれかは、過酸化物硬化の自己接合性組成物Iとともに使用されても良い。しかしながら、化学的に相性がより良い芯体と接着両方が過酸化物硬化である組み合わせは、最も強いTTT結果を与える。これら実施例のうちいくつかは、後硬化中にポップアパート(pop apart)されたため、試験されなかったことが知られても良い。これは、グリットブラストされた表面よりも、機械加工(又は平滑)表面においてより生じやすかった。
【0051】
芯体組成物Gは、接着組成物Oとともに使用され、表1に示される比較実施例ゴム組成物(“Comp.Ex.51”)を基にした従来手法を超える、本発明の実施形態の性能優位性を確認するために、クランクダンパー形状の例となる組立パーツを作製した。比較実施例51の組成物は、これを参照することによりここに組み入れられる米国特許第7078104号明細書に開示されるように、形成されて部分的に硬化され、クランクダンバーに組み立てられ、2ステップ硬化工程に従って後硬化された。これら実施例において、クランクダンパーは、図1に示されるものと同様であった。
【0052】
【表1】
1DSM ElastomersによるEPDM
2Dow ChemicalによるEPDM
3Lion Copolymerによるシリコーン変性EPDM
4重合1,2−ジヒドロ−2,2,4−トリメチルキノリン
5SartomerによるSR-634
6DuPontによるHVA-2
【0053】
【表2】
1Dow ChemicalによるEOM
2ExxonMobile ChemicalによるEPM
3Lion Copolymerによる液体EPM
42−メルカプトトリルイミダゾール亜鉛
5置換ジフェニルアミン
64,4’−メチレンビス−(2,6−ジ−t−ブチルフェノール)
7Sartomer社によるSR-633
8Sartomer社による液状ポリブタジエン樹脂
【0054】
クランクダンパーを作製するために、芯体層のためのエラストマー組成物、表1における“G”は、組成物が実質的に全硬化されるのに十分である約80秒、約175℃の圧縮成型により、約4mm厚み、約25mm幅のストリップに成型された。自己接合性接着組成物、表2における“O”は、厚み0.5mmのフィルムとして押し出され、芯体ストリップの両側面に取り付けられた。結果物としての積層体は、接着層を部分硬化するために、50秒間160℃で加熱され、次いで、アルカリ石鹸滑剤を活用してダンパーの間隔に嵌め入れられた。金属接合表面は、機械加工操作による余剰残渣を取り去るために、ラグにより拭き取られたが、更なる洗浄又は表面処理は実施されなかった。使用されるダンパー間隔は、空間で約3.5mmであるとともに、それぞれ約0.5mm厚さの2つの接着層を含み、それゆえ積層エラストマー部材は、約5mm厚みであった。そのため、エラストマーは、間隔に挿入されるときに約30%圧縮され、接着層はそれぞれ全厚みの約10%であった。ダンパー組立品は、190℃、60分間オーブンに置かれ、自己接合性層が活性化され、それを芯体及び金属ダンパーパーツ(ハブとリング)に接合させる。
【0055】
トルクトウターン試験(TTT)は、室温でダンパー実施例において、積層体ゴム要素及び/又は接合が破損するまで、外部リングが固定され、1°/秒の速度でハブを回転することにより実施され、最大トルクが記録された。いくつかの実施例では、TTT試験は、振動回転型シェーカー試験において、ハブ励起振幅(hub excitation amplitude)の0.2又は0.3の二重振幅度(degree double amplitude)(“DDA”)で、100℃環境下共振周波数で、所定期間(一般的に40時間が目標時間である)で行う耐久性試験後に実施された。引張試験は、記録されるとき、成型プレートによるダンベルカットを使用したASTM D−412に従った。圧縮永久歪み試験は、25%圧縮でASTM D−395の方法Bに従った。実施例の他の側面は、以下で説明される。
【0056】
比較例ダンパー組立品は、ここでは全ての内容がこれを参照することにより組み入れられる米国特許第7078104号明細書、第7291241号明細書の2ステップ硬化方法に従って作製された。使用されたゴムは、表1の“Comp.Ex.”であった。
【0057】
ダンパー試験の結果は、当該発明方法の優位点を示す。積層ゴムを有する実施例50のダンパーは、破損モードとしてゴムせん断であり、1732N-mのTTTの結果によって示されるように、十分な初期接着性を示した。0.2DDAで40時間耐久性試験をした後のTTTの結果は、1454N-mであった(約84%の残存トルクトウターン)。比較すると、比較実施例51のダンパーは、初期TTT値3448N-mを有していたが、0.2DDA40時間後では、そのトルク強度の約22%を残存しているのみであった。0.3DDA40時間のより過酷な試験後において、比較実施例51は、ハブ表面における接着破壊によりたった10時間しか継続しなった一方、実施例50のダンパーは、未だその初期トルクの73%を残存させていた。
【0058】
【表3】
1組立詳細:洗浄、グリットブラストされた鋼鉄、20分/175℃の後硬化。
2組立詳細:洗浄、グリットブラストされた鋼鉄、1時間待機、45分/171℃の後硬化。
【0059】
【表4】
3M=機械加工された接合表面、G=グリットブラストされた接合表面;24時間待機、次いで後硬化20分/175℃
4M及びGは同じ意味を有する;4時間待機、次いで後硬化30分/177℃
【0060】
【表5】
1本試験は、接着破壊により10時間しか継続しなかった。
【0061】
本発明及びその優位点が詳細に述べられたが、種々の変更、置換及び代替が、添付の特許請求の範囲で定義される本発明の精神及び範囲から逸脱しない限り、ここではなされ得ることが理解されるべきである。さらに本出願の範囲は、明細書で述べられた工程、機械、製法、物の組成物、手段、方法及びステップの特定の実施形態に限定されることが意図されていない。当分野の当業者が本発明の開示から直ちに理解するとき、ここで述べられた実施形態に対応するものと、実質的に同一の機能を果たし、又は実質的に同一の結果を達成する、現在ある又はその後開発される工程、機械、製法、物の組成物、手段、方法又はステップは、本発明に従って使用されても良い。したがって、添付の特許請求の範囲は、その範囲内における斯様な工程、機械、製法、物の組成物、手段、方法又はステップを含むことが意図されたものである。ここで開示された発明は、ここで具体的に開示されないいかなる要素を欠く場合も、適当に実施されて良い。
【特許請求の範囲】
【請求項1】
2つの剛性部材間で圧縮して存在し、それらに接合する加硫ゴム部材を備え、前記ゴム部材が、2つの自己接合性ゴム層の間に挟まれて接合されるゴム芯体層を備える積層体であることを特徴とする接合パーツ。
【請求項2】
振動ダンパー、アイソレータ、又はアブソーバの形状である請求項1の接合パーツ。
【請求項3】
前記剛性部材が金属部材であって、前記圧縮の量が10%〜50%であることを特徴とする請求項1の接合パーツ。
【請求項4】
前記芯体層及び前記自己接合性層が、同一の主エラストマーの種類と同一の硬化系の種類を備えるとともに、前記自己接合性層が、前記芯体層に存在しない接着促進剤を備えることを特徴とする請求項3の接合パーツ。
【請求項5】
前記ゴム芯体層が、過酸化物硬化エラストマー組成物を備えるとともに、前記自己接合性ゴム層が、接着促進剤を備える過酸化物硬化エラストマー組成物を備えることを特徴とする請求項4の接合パーツ。
【請求項6】
前記主エラストマーの種類は、エチレン−α−オレフィンエラストマーであるとともに、前記接着促進剤はα,β不飽和有機酸の金属塩であることを特徴とする請求項5の接合パーツ。
【請求項7】
前記自己接合性層は、それぞれ約0.05mm〜約1mmの厚みであることを特徴とする請求項1の接合パーツ。
【請求項8】
前記自己接合性層は、それぞれ全積層体厚みの約5%〜約10%であることを特徴とする請求項1の接合パーツ。
【請求項9】
前記芯体が、山と谷を有する少なくとも1つの面を備えるとともに、前記自己接合性層が谷に充填することを特徴とする請求項1の接合パーツ。
【請求項10】
a)主エラストマーと硬化系を備えるエラストマー組成物からゴム芯体層を形成すること
b)少なくとも部分的に前記芯体層を硬化すること
c)ゴム積層体を形成するために、ゴム接着層を前記芯体層の各側面に取り付けること
d)複合製品を形成するために、2つの剛性部材の間に、圧縮下で存在するように前記ゴム積層体を挿入すること
e)接合パーツを形成するために、前記ゴム接着層と前記剛性部材間の接合を有効にするために、前記複合製品を後硬化すること
を備える方法。
【請求項11】
(f)前記ゴム接着層を、前記挿入する前に、ASTM D−5289又は等価の方法に従って全硬化の70%以下で硬化すること
をさらに備えることを特徴とする請求項10の方法。
【請求項12】
前記芯体層の前記硬化の程度が、ASTM D−5289又は等価の試験方法に従って全硬化の80%〜100%であることを特徴とする請求項10の方法。
【請求項13】
前記芯体層の前記硬化の程度が、実質的に全硬化であることを特徴とする請求項10の方法。
【請求項14】
各接着層が、0.05mm〜1mmの厚みであることを特徴とする請求項10の方法。
【請求項15】
前記接着層が、それぞれ全積層体厚みの約5%〜約10%であることを特徴とする請求項10の方法。
【請求項16】
前記接着層が、加圧下で取り付けられ、その後全硬化の30%〜80%で部分硬化されることを特徴とする請求項10の方法。
【請求項17】
前記取り付けられることは、自己接合性ゴム組成物による押出被覆によってなされることを特徴とする請求項10の方法。
【請求項18】
前記形成すること及び前記取り付けられることは、同時押出によってなされることを特徴とする請求項10の方法。
【請求項19】
前記取り付けられることは、インサート成型(射出、圧縮、又はトランスファーのいずれか)によってなされ、かつ全硬化の70%以下で前記接着層を部分硬化することを含むことを特徴とする請求項10の方法。
【請求項20】
前記取り付けられることは、前記ゴム接着層を全硬化の70%以下で部分硬化もする乾燥ステップを有する、溶液塗布によってなされることを特徴とする請求項10の方法。
【請求項21】
前記芯体及び前記接着ゴム層の前記主エラストマーは、同一の種類であり、かつ、エチレン−α−オレフィンエラストマー、EPM、EPDM、SBR、NBR、NR、EVM、EAM、ECO及びこれらの混合物から成る群から選択され、前記ゴム層の硬化系は、それらの間の接着のために、親和性があり共硬化であるとともに、前記接着層は前記芯体層に存在しない接着促進剤を備えることを特徴とする請求項10の方法。
【請求項22】
前記芯体層が、前記主エラストマーとしてのEPDM、及び過酸化物硬化系を備え、
前記接着層が、主エラストマーとしてのEPDM、過酸化物硬化系、及び前記接着促進剤としての不飽和有機酸の金属塩を備えること
を特徴とする請求項21の方法。
【請求項23】
前記剛性部材が、金属部材であることを特徴とする請求項22の方法。
【請求項24】
前記接着層が、硬化活性化温度が少なくとも5℃離れて異なる2つの過酸化物を含有することを特徴とする請求項23の方法。
【請求項1】
2つの剛性部材間で圧縮して存在し、それらに接合する加硫ゴム部材を備え、前記ゴム部材が、2つの自己接合性ゴム層の間に挟まれて接合されるゴム芯体層を備える積層体であることを特徴とする接合パーツ。
【請求項2】
振動ダンパー、アイソレータ、又はアブソーバの形状である請求項1の接合パーツ。
【請求項3】
前記剛性部材が金属部材であって、前記圧縮の量が10%〜50%であることを特徴とする請求項1の接合パーツ。
【請求項4】
前記芯体層及び前記自己接合性層が、同一の主エラストマーの種類と同一の硬化系の種類を備えるとともに、前記自己接合性層が、前記芯体層に存在しない接着促進剤を備えることを特徴とする請求項3の接合パーツ。
【請求項5】
前記ゴム芯体層が、過酸化物硬化エラストマー組成物を備えるとともに、前記自己接合性ゴム層が、接着促進剤を備える過酸化物硬化エラストマー組成物を備えることを特徴とする請求項4の接合パーツ。
【請求項6】
前記主エラストマーの種類は、エチレン−α−オレフィンエラストマーであるとともに、前記接着促進剤はα,β不飽和有機酸の金属塩であることを特徴とする請求項5の接合パーツ。
【請求項7】
前記自己接合性層は、それぞれ約0.05mm〜約1mmの厚みであることを特徴とする請求項1の接合パーツ。
【請求項8】
前記自己接合性層は、それぞれ全積層体厚みの約5%〜約10%であることを特徴とする請求項1の接合パーツ。
【請求項9】
前記芯体が、山と谷を有する少なくとも1つの面を備えるとともに、前記自己接合性層が谷に充填することを特徴とする請求項1の接合パーツ。
【請求項10】
a)主エラストマーと硬化系を備えるエラストマー組成物からゴム芯体層を形成すること
b)少なくとも部分的に前記芯体層を硬化すること
c)ゴム積層体を形成するために、ゴム接着層を前記芯体層の各側面に取り付けること
d)複合製品を形成するために、2つの剛性部材の間に、圧縮下で存在するように前記ゴム積層体を挿入すること
e)接合パーツを形成するために、前記ゴム接着層と前記剛性部材間の接合を有効にするために、前記複合製品を後硬化すること
を備える方法。
【請求項11】
(f)前記ゴム接着層を、前記挿入する前に、ASTM D−5289又は等価の方法に従って全硬化の70%以下で硬化すること
をさらに備えることを特徴とする請求項10の方法。
【請求項12】
前記芯体層の前記硬化の程度が、ASTM D−5289又は等価の試験方法に従って全硬化の80%〜100%であることを特徴とする請求項10の方法。
【請求項13】
前記芯体層の前記硬化の程度が、実質的に全硬化であることを特徴とする請求項10の方法。
【請求項14】
各接着層が、0.05mm〜1mmの厚みであることを特徴とする請求項10の方法。
【請求項15】
前記接着層が、それぞれ全積層体厚みの約5%〜約10%であることを特徴とする請求項10の方法。
【請求項16】
前記接着層が、加圧下で取り付けられ、その後全硬化の30%〜80%で部分硬化されることを特徴とする請求項10の方法。
【請求項17】
前記取り付けられることは、自己接合性ゴム組成物による押出被覆によってなされることを特徴とする請求項10の方法。
【請求項18】
前記形成すること及び前記取り付けられることは、同時押出によってなされることを特徴とする請求項10の方法。
【請求項19】
前記取り付けられることは、インサート成型(射出、圧縮、又はトランスファーのいずれか)によってなされ、かつ全硬化の70%以下で前記接着層を部分硬化することを含むことを特徴とする請求項10の方法。
【請求項20】
前記取り付けられることは、前記ゴム接着層を全硬化の70%以下で部分硬化もする乾燥ステップを有する、溶液塗布によってなされることを特徴とする請求項10の方法。
【請求項21】
前記芯体及び前記接着ゴム層の前記主エラストマーは、同一の種類であり、かつ、エチレン−α−オレフィンエラストマー、EPM、EPDM、SBR、NBR、NR、EVM、EAM、ECO及びこれらの混合物から成る群から選択され、前記ゴム層の硬化系は、それらの間の接着のために、親和性があり共硬化であるとともに、前記接着層は前記芯体層に存在しない接着促進剤を備えることを特徴とする請求項10の方法。
【請求項22】
前記芯体層が、前記主エラストマーとしてのEPDM、及び過酸化物硬化系を備え、
前記接着層が、主エラストマーとしてのEPDM、過酸化物硬化系、及び前記接着促進剤としての不飽和有機酸の金属塩を備えること
を特徴とする請求項21の方法。
【請求項23】
前記剛性部材が、金属部材であることを特徴とする請求項22の方法。
【請求項24】
前記接着層が、硬化活性化温度が少なくとも5℃離れて異なる2つの過酸化物を含有することを特徴とする請求項23の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2012−532288(P2012−532288A)
【公表日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2012−518559(P2012−518559)
【出願日】平成22年6月25日(2010.6.25)
【国際出願番号】PCT/US2010/039917
【国際公開番号】WO2011/002672
【国際公開日】平成23年1月6日(2011.1.6)
【出願人】(504005091)ザ ゲイツ コーポレイション (103)
【Fターム(参考)】
【公表日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成22年6月25日(2010.6.25)
【国際出願番号】PCT/US2010/039917
【国際公開番号】WO2011/002672
【国際公開日】平成23年1月6日(2011.1.6)
【出願人】(504005091)ザ ゲイツ コーポレイション (103)
【Fターム(参考)】
[ Back to top ]