
積層シート、積層シートを貼り付けた部品およびその製造方法

【課題】インモールド射出成形法、真空加熱圧着法などによって基材に貼り付けるのに適した、形状追従性に優れたより薄い積層シートを提供する。また、用途に応じて必要とされる耐薬品性に優れた最表面層を有する積層シートを提供する。
【解決手段】積層シートは、最表面に配置される表面層と、加熱成形性を有する樹脂層と、前記基材に接着される接着層とを含み、表面層が、炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートと、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーとを含むモノマー混合物を共重合してなる(メタ)アクリル共重合体を含む。
【解決手段】積層シートは、最表面に配置される表面層と、加熱成形性を有する樹脂層と、前記基材に接着される接着層とを含み、表面層が、炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートと、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーとを含むモノマー混合物を共重合してなる(メタ)アクリル共重合体を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は積層シート、積層シートを貼り付けた部品およびその製造方法に関し、より詳細には、インモールド射出成形法、真空加熱圧着法などを用いて基材に貼り付け可能な積層シート、その積層シートを基材に貼り付けた部品およびその製造方法に関する。
【背景技術】
【0002】
自動車の内装品や外装品などの立体基材表面を装飾する方法として、基材の表面に装飾フィルムやシートを貼り付ける方法が知られている。代表的な装飾シートの貼り付け方法としては、インモールド射出成形法が挙げられる。これは、ベースシート上に図柄層などを形成した装飾シートをそのまま、あるいは予備成形した後、射出成形用金型内にセットし、立体形状の成形品を射出成形すると同時にこの装飾シートを成形品に一体的に接着して装飾を行う方法である。
【0003】
基材への装飾シートの貼り付け方法として、真空加熱圧着法も知られている。真空加熱圧着法には、真空成形法および真空圧空成形法が含まれる。真空加熱圧着法は、上記インモールド射出成形法において装飾シートを予備成形する場合にも使用されることもあるが、ここでいう真空加熱圧着法とは、部品の基材に装飾シートを直接貼り付けるために使用される方法を指す。
【0004】
真空加熱圧着法では、予め成形された基材に対し、装飾シートを加熱し、延伸させながら、圧力差を用いて基材に貼り付ける。成形とは別途の作業で部品の基材面へ装飾シートが貼り付けられるので、一台の真空加熱圧着装置で、様々な形状の基材に対し装飾シートを貼り付けることができる。また、真空加熱圧着法は、基材表面の凹凸に対し、追従性よく貼り付けることが可能であり、インモールド射出成形法では困難である、基材端部付近における表面から裏面にかけての連続的な被覆、すなわち巻き込み被覆も可能になる。このように、真空加熱圧着法は、複雑な種々の形状の三次元立体基材に対して優れた被覆性で装飾シートを貼り付けることができる方法である。
【0005】
特許文献1には、透明な熱可塑性樹脂シート(B1)、着色剤を含む熱可塑性樹脂シート(C)、接着剤層(D)および基材シート(E)がこの順で積層され、前記透明な熱可塑性樹脂シート(B1)上に透明な硬化樹脂層(A)が設けられた装飾シートであって、前記透明な熱可塑性樹脂シート(B1)と前記着色剤を含む熱可塑性樹脂シート(C)との少なくとも1つがMDとTDの両方向に熱収縮応力が0.1〜1MPaである弱配向が施されたものであることを特徴とする装飾シートが記載されている。
【0006】
特許文献2には、離型面を有する耐熱性フィルム材料でなる離型フィルムと、離型フィルムの離型面上に形成された転写層と、転写層の転写面上に形成され予備成形後の面積/予備成形前の面積×100(%)で表される伸びが150%以上可能な賦形性を有するフィルム材料でなる賦形性フィルムとを有し、該転写層が、離型フィルムの離型面上に形成された(メタ)アクリル当量100〜300g/eq、水酸基価20〜500、重量平均分子量5000〜50000のポリマーと多官能イソシアネートとを有効成分として含有する熱及び活性エネルギー線硬化性樹脂組成物の熱反応体でなる表面保護層を有し、転写層中又は転写層と賦形性フィルムとの間に、賦形性フィルムを接着するための貼り合わせ層を有するインサート成形品製造用積層フィルムが記載されている。
【0007】
特許文献3には、基材に貼り付ける積層シートであって、最表面に配置される表面層(A)と、熱可塑性樹脂層(B)と、前記基材に接着される接着層(C)とを含み、前記表面層(A)は、水酸基を含有するモノマーを0.5質量%以上5質量%未満含む(メタ)アクリレートモノマーを共重合してなる(メタ)アクリル共重合体(I)と、一分子に二以上のイソシアネート基を有するイソシアネート化合物(II)とを、前記(メタ)アクリル共重合体(I)100gに対し前記イソシアネート基が3〜16mmolになる混合比で、混合して形成された、ガラス転移点(Tg)が80℃以上の(メタ)アクリル樹脂化合物を主成分とする積層シートが記載されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特許第3956716号公報
【特許文献2】特許第3137618号公報
【特許文献3】特開2010−131901号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記のインモールド射出成形法、真空加熱圧着法などによって基材に貼り付けられる装飾シートは、三次元形状を有する基材表面に対する形状追従性、すなわち優れた延伸性を有することが望ましい。一方で、装飾シートの最表面層は、物や人間の爪などによる押し跡が付きにくく、耐傷つき性、耐薬品性などに優れていることが望ましいが、これらの特性と高い延伸性の両立は困難である。
【0010】
本開示は、インモールド射出成形法、真空加熱圧着法などによって基材に貼り付けるのに適した、形状追従性に優れたより薄い積層シートを提供する。また、本開示は、用途に応じて必要とされる耐薬品性に優れた最表面層を有する積層シートを提供する。また、これらの積層シートを貼り付けた部品およびその製造方法を提供する。
【課題を解決するための手段】
【0011】
本開示の一実施態様によれば、基材に貼り付ける積層シートであって、最表面に配置される表面層と、加熱成形性を有する樹脂層と、前記基材に接着される接着層とを含み、前記表面層が、炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートと、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーとを含むモノマー混合物を共重合してなる(メタ)アクリル共重合体を含む、積層シートが提供される。
【0012】
本開示の別の実施態様によれば、基材を有する部品の前記基材表面に、上記積層シートを真空加熱圧着法で貼り付ける工程を含む、部品の製造方法が提供される。
【0013】
本開示のさらに別の実施態様によれば、基材を有する部品の前記基材表面に、上記積層シートが貼り付けられた部品が提供される。
【発明の効果】
【0014】
本開示の一実施態様によれば、表面層に含まれる(メタ)アクリル共重合体を得るのに使用するモノマー混合物に、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーを含めることにより、追加の接着層を使用せずに、表面層を加熱成形性を有する樹脂層と直接接触させて高い接着力で接合することができる。そのため、積層シートを構成する層の数を少なくすることができ、形状追従性に優れたより薄い積層シートを従来のものより低コストで提供することができる。
【0015】
本開示の別の実施態様によれば、表面層に含まれる(メタ)アクリル共重合体を得るのに使用するモノマー混合物に、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、および炭素数5以上のシクロアルコキシ基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーを含めることにより、例えば、部品の塗装工程において溶媒として使用されるエタノール、可塑剤であるジオクチルフタレート(DOP)などの化学物質に対する耐薬品性に優れた最表面層を有する積層シートを提供することができる。
【0016】
本開示の別の実施態様によれば、上記積層シートにより基材表面だけではなく基材端部においてもクラック、破断などのない良好な巻き込み被覆が施された部品を製造し、そのような部品を提供することができる。
【図面の簡単な説明】
【0017】
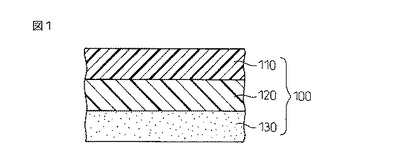
【図1】本開示の一実施態様の積層シートの断面図を示す。
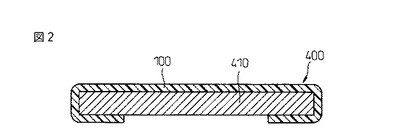
【図2】本開示の一実施態様の積層シートが貼り付けられた部品の構造を示す断面図である。
【図3】本開示の別の実施態様の積層シートを示す断面図である。
【図4】本開示の別の実施態様の積層シートを示す断面図である。
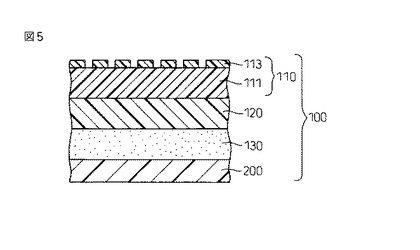
【図5】本開示の別の実施態様の積層シートを示す断面図である。
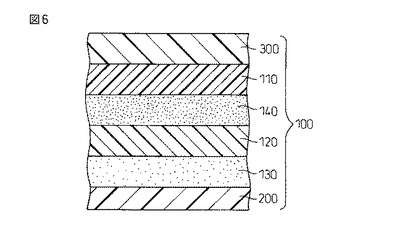
【図6】本開示の別の実施態様の積層シートを示す断面図である。
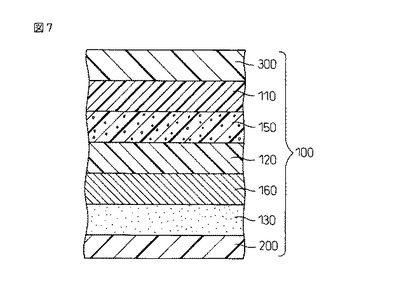
【図7】本開示の別の実施態様の積層シートを示す断面図である。
【図8】真空加熱圧着装置を用いて積層シートを基材に適用する工程を模式的に説明する図である。
【発明を実施するための形態】
【0018】
本開示の実施態様(以下、「本実施態様」という)の積層シートは、基材に貼り付けるために使用される積層シートであって、最表面に配置される表面層と、加熱成形性を有する樹脂層と、前記基材に接着される接着層とを含む。ここで、積層シートの表面層は、炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートと、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーとを含むモノマー混合物を共重合してなる(メタ)アクリル共重合体を含む。
【0019】
本実施態様の積層シートは、インサート射出成形法、真空加熱圧着法などを用いて、様々な形状の基材表面を装飾するための装飾シートとして使用することに適しているが、装飾目的に限られるものではなく、例えば、基材の傷つきや汚れ防止のための保護シートなどの他の目的を含め、基材表面に貼り付ける目的は限定されない。
【0020】
以下、図面を参照しながら、本実施態様の積層シートについて具体的に述べるが、本明細書において、「シート」の概念には、可とう性を有する積層体であり、「フィルム」と呼ばれる薄い積層体も含まれる。
【0021】
本明細書において、「(メタ)アクリル」はアクリルおよびメタクリルを意味し、「(メタ)アクリレート」はアクリレートおよびメタクリレートを意味する。本明細書において、(メタ)アクリルポリマーは、(メタ)アクリル系モノマー以外のモノマー、例えばビニル不飽和モノマーに由来する単位を含む共重合体であってもよい。
【0022】
本明細書において、「巻き込み被覆」とは、代表的には真空加熱圧着法により、基材表面に積層シートを貼り付ける際に、例えば基材表面から連続的に基材裏面にかけて基材端部を積層シートで被覆する被覆態様をいう。なお、ここで「裏面」には、部品の表面側から観察した場合に、通常見えない位置にある面を含むものとする。
【0023】
図1は、本開示の一実施態様の積層シート100を示す断面図である。図2は、この積層シート100を基材410に貼り付けた部品400の一例であり、積層シート100で基材を巻き込み被覆した例を示す断面図である。
【0024】
図1に示すように、積層シート100は、積層シートの最表面に配置される表面層110と、加熱成形性を有する樹脂層120と、基材に接着される接着層130とを含む。基材410に貼り付ける前の積層シート100において、図3に示すように、接着層130の露出面に剥離シート200が貼られていてもよい。また、必要に応じて、表面層110の露出面は、製造時に使用した、剥離可能な支持シート300が貼り付けられた状態であってもよい。
【0025】
表面層は(メタ)アクリル共重合体を含み、この(メタ)アクリル共重合体は、炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートと、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーとを含むモノマー混合物を共重合することによって得られる。(メタ)アクリル共重合体の調製には、溶液ラジカル重合法などの溶液重合法、懸濁重合法、乳化重合法、塊状重合法などを使用することができる。例えば、酢酸エチルなどの溶媒中で、上記モノマー混合物を重合開始剤と混合し、所定温度に加熱し、重合を行うことによって、(メタ)アクリル共重合体を得ることができる。重合開始剤としては、過酸化ベンゾイル、ラウロイルパーオキシド、ビス(4−tert−ブチルシクロヘキシル)パーオキシジカーボネートのような有機過酸化物や、2,2’−アゾビスイソブチロニトリル、2,2’−アゾビス−2−メチルブチロニトリル、4,4’−アゾビス−4−シアノバレリアン酸、2,2’−アゾビス(2−メチルプロピオン酸)ジメチル、アゾビス−2,4−ジメチルバレロ二トリル(AVN)などのアゾ系重合開始剤を使用することができる。重合開始剤の使用量は、モノマー混合物100質量部あたり、0.05〜5質量部とすることができる。
【0026】
炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートとして、メチル(メタ)アクリレート、エチル(メタ)アクリレート、n−プロピル(メタ)アクリレート、イソプロピル(メタ)アクリレート、n−ブチル(メタ)アクリレート、tert−ブチル(メタ)アクリレートなどが挙げられ、2種以上を組み合わせて使用してもよい。後述するように、耐薬品性、耐傷つき性、押し跡回復性などに優れた表面層を形成するには(メタ)アクリル共重合体のガラス転移点(Tg)が所定温度以上であることが有利であることから、結晶性の高い共重合体を形成することができるメチルメタクリレートがモノマー混合物に含まれることが好ましい。炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートは、モノマー混合物を100質量部としたときに、約30質量部以上、約40質量部以上、または約50質量部以上、約99.9質量部以下、約99.5質量部以下、または約99質量部以下使用することができる。
【0027】
式(1)の(メタ)アクリルモノマーにおいて、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される。式(1)の(メタ)アクリルモノマーは2種以上を組み合わせて使用してもよい。式(1)の(メタ)アクリルモノマーは、モノマー混合物を100質量部としたときに、約0.1質量部以上、約0.5質量部以上、または約1質量部以上、約70質量部以下、約60質量部以下、または約50質量部以下使用することができる。
【0028】
R2がヒドロキシル基、または含窒素基である(メタ)アクリルモノマーを使用することにより、追加の接着層を使用せずに、後述する加熱成形性を有する樹脂層と表面層とが直接接触して高い接着力で接合された積層シートを作ることができる。そのため、積層シートを構成する層の数を少なくすることができ、形状追従性に優れたより薄い積層シートを従来のものより低コストで提供することができる。そのような(メタ)アクリルモノマーとして、R2がヒドロキシル基、すなわちカルボキシル基含有モノマーであるアクリル酸およびメタクリル酸;R2が含窒素基、例えばアミノ基含有モノマーである、N,N−ジメチルアミノエチルアクリレート(DMAEA)、N,N−ジメチルアミノエチルメタクリレート(DMAEMA)などのアミノアルキル(メタ)アクリレート、アミド基含有モノマーである、N,N−ジメチルアクリルアミド(DMAA)、N,N−ジメチルメタクリルアミド(DMMAA)、N,N−ジメチルアミノプロピルアクリルアミド(DMAPAA)、N,N−ジメチルアミノプロピルメタクリルアミドなどのジアルキルアミノアルキル(メタ)アクリルアミド、含窒素複素環含有モノマーである、2−(1−イミダゾリル)エチル(メタ)アクリレート、2−(4−モルホリニル)エチル(メタ)アクリレート、1−(2−メタクリロイルオキシエチル)−2−ピロリドンなどを使用することができる。入手が容易であり、樹脂層との接着力が高いことから、R2がヒドロキシル基、すなわちアクリル酸および/またはメタクリル酸を使用することが有利である。また、R2が含窒素基である(メタ)アクリルモノマーを使用する場合、耐候性などが要求される用途では黄変が起こりにくいことからアミド基含有(メタ)アクリルモノマーを使用することが望ましい。R2がヒドロキシル基、または含窒素基である(メタ)アクリルモノマーは、モノマー混合物を100質量部としたときに、一般に、約0.1質量部以上、約0.5質量部以上、または約1質量部以上、約30質量部以下、約25質量部以下、または約20質量部以下使用することができる。
【0029】
R2が炭素数5以上のアルコキシ基、または炭素数5以上のシクロアルコキシ基である(メタ)アクリルモノマーを使用することにより、例えば、部品の塗装工程において溶媒として使用されるエタノール、可塑剤であるジオクチルフタレート(DOP)などの化学物質に対する耐薬品性に優れた表面層を形成することができる。そのような(メタ)アクリルモノマーとして、R2が炭素数5以上のアルコキシ基、すなわち炭素数5以上のアルキル基を有するアルキル(メタ)アクリレートである、n−ペンチル(メタ)アクリレート、n−ヘキシル(メタ)アクリレート、イソアミル(メタ)アクリレート、n−オクチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、イソオクチル(メタ)アクリレート、イソノニル(メタ)アクリレート、デシル(メタ)アクリレート、ラウリル(メタ)アクリレート、ステアリル(メタ)アクリレート、ベヘニル(メタ)アクリレートなど;R2が炭素数5以上のシクロアルコキシ基、すなわち炭素数5以上のシクロアルキル基を有するシクロアルキル(メタ)アクリレートである、シクロペンチル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、イソボルニル(メタ)アクリレート、ジシクロペンテニル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレートなどを使用することができる。上記アルコキシ基およびシクロアルコキシ基の炭素数の上限は特に限定されないが、一般に50以下、36以下、または24以下である。R2が炭素数5以上のアルコキシ基、または炭素数5以上のシクロアルコキシ基である(メタ)アクリルモノマーは、モノマー混合物を100質量部としたときに、一般に、約1質量部以上、約2質量部以上、または約5質量部以上、約70質量部以下、約60質量部以下、または約50質量部以下使用することができる。一般に、R2が炭素数5以上のアルコキシ基、または炭素数5以上のシクロアルコキシ基である(メタ)アクリルモノマーの量を増やすと、エタノールなどの極性の高い化学物質に対して表面層の耐薬品性を向上させることができる。また、R2が炭素数5以上のアルコキシ基、または炭素数5以上のシクロアルコキシ基である(メタ)アクリルモノマーを使用すると、(メタ)アクリル共重合体を溶液重合法で調製するときの重合溶液の粘度が低下するため、重合溶液の固形分含量を高くすることができる。このような重合溶液を表面層を形成するための組成物に使用すると、表面層の膜厚を増やしても乾燥が容易であり、その組成物のコーティング適性を向上させることができる場合がある。
【0030】
R2がヒドロキシル基、または含窒素基である(メタ)アクリルモノマーと、R2が炭素数5以上のアルコキシ基、または炭素数5以上のシクロアルコキシ基である(メタ)アクリルモノマーとを組み合わせてモノマー混合物に使用することにより、上記のとおり、耐薬品性に優れた最表面層を有し、かつ形状追従性に優れたより薄い積層シートを得ることができる。
【0031】
上記モノマー混合物には、積層シートの特性を損なわない範囲で、他の重合性モノマーが含まれていてもよい。そのような他の重合性モノマーとして、例えば、上記以外の(メタ)アクリル系モノマー、酢酸ビニル、プロピオン酸ビニル、スチレンなどのビニルモノマーなどを使用することができる。
【0032】
上記(メタ)アクリル共重合体は、架橋剤を用いて架橋されていてもよい。(メタ)アクリル共重合体を架橋すると、表面層の強度を高めて、耐傷つき性、耐薬品性などを向上させることができる。架橋剤として、上記(メタ)アクリル共重合体に含まれる官能基と反応可能な官能基を分子内に2以上有するものを使用することができる。そのような架橋剤として、イソシアネート架橋剤、エポキシ架橋剤、アジリジン架橋剤、ビスアミド架橋剤、オキサゾリン架橋剤、金属キレート架橋剤などが挙げられる。架橋された(メタ)アクリル共重合体に含まれるウレタン結合に起因して、表面層に耐衝撃性、耐傷つき性などの優れた物性を付与できることから、イソシアネート架橋剤で架橋された(メタ)アクリル共重合体を使用することが望ましい。
【0033】
イソシアネート架橋剤を使用する場合、イソシアネート基と反応する水酸基を有する(メタ)アクリル共重合体を使用することができる。そのような(メタ)アクリル共重合体は、上記モノマー混合物に、水酸基含有モノマーをさらに追加したものを共重合して得ることができる。水酸基含有モノマーは、2種以上を組み合わせて使用してもよい。水酸基含有モノマーは、モノマー混合物を100質量部としたときに、約0.2質量部以上、約0.5質量部以上、または約1質量部以上、約5質量部以下、約4質量部以下、または約3質量部以下使用することができる。水酸基含有モノマーの使用量を5質量部以下とすることで、(メタ)アクリル共重合体の架橋が過度に進行せず、その結果、表面層の延伸性をより高めて、積層シートの形状追従性を向上させることができる。
【0034】
このような水酸基含有モノマーとして、ヒドロキシエチル(メタ)アクリレート、ヒドロキシブチル(メタ)アクリレートなどの炭素数2〜8のヒドロキシアルキル(メタ)アクリレート;ヒドロキシエチルビニルエーテルなどのヒドロキシアルキルビニルエーテル;エチレングリコール、1,6−ヘキサンジオール、ネオペンチルグリコール、ポリエチレングリコール、ポリプロピレングリコール、ポリブチレングリコールなどのジオール化合物と(メタ)アクリル酸との部分エステル化反応により得られた水酸基含有(メタ)アクリレート;グリシジル(メタ)アクリレートを酢酸、プロピオン酸、p−tert−ブチル安息香酸、脂肪酸などの酸、またはアルキルアミンなどのモノアミンと反応させることにより得られた水酸基含有(メタ)アクリレートなどを挙げることができる。
【0035】
さらに、上記水酸基含有モノマーに由来する水酸基を利用して、(メタ)アクリル共重合体の側鎖長を延長し、その末端に水酸基を導入したものを用いることもできる。側鎖の構造および導入方法は特に限定されないが、例えば水酸基含有モノマーに由来する水酸基に対してラクトンを開環付加することにより、末端に水酸基を有する構造を導入することができる。側鎖に導入されたラクトンの重合度も1以上であればよく、架橋時に十分な反応性を得る観点から、側鎖重合度1〜10であることが好ましく、1〜5であることがさらに好ましい。
【0036】
水酸基を有する(メタ)アクリル共重合体は、イソシアネート架橋剤と混合して、重合付加反応を行うことによって架橋することができる。重合付加反応を行うにあたり、必要に応じて、公知の硬化触媒を用いてもよく、硬化触媒は特に限定されない。イソシアネート架橋剤は、一般に、一分子に2以上のイソシアネート基を有するイソシアネート化合物である。イソシアネート化合物は2種以上を組み合わせて使用してもよい。
【0037】
イソシアネート化合物は、(メタ)アクリル共重合体100gに対してイソシアネート基が約1mmol以上、約2mmol以上、または約3mmol以上、約50mmol以下、約30mmol以下、または約20mmol以下となる量で混合することができる。イソシアネート化合物の使用量を上記範囲とすることによっても、(メタ)アクリル共重合体の過度な架橋を抑制し、表面層に高い延伸性を与え、積層シートの形状追従性を向上させることができる。積層シートに高い延伸性、例えば、120℃で300面積%以上または400面積%以上の延伸性が求められる場合、イソシアネート化合物を(メタ)アクリル共重合体100gに対してイソシアネート基が約20mmol以下となる量で混合することが望ましい。
【0038】
このようなイソシアネート化合物として、例えば、ヘキサメチレンジイソシアネートなどの脂肪族ジイソシアネート;水素添加キシリレンジイソシアネート、シクロヘキシレンジイソシアネート、イソホロンジイソシアネートなどの脂環式ジイソシアネート;トリレンジイソシアネート、ナフタレンジイソシアネートなどの芳香族ジイソシアネート;2,4,6−トリイソシアナトシクロヘプタン、1,2,5−トリイソシアナトシクロオクタンなどの脂肪族トリイソシアネート;1,3,5−トリイソシアナトベンゼン、2,4,6−トリイソシアナトナフタレンなどの芳香族トリイソシアネートなどを使用することができる。
【0039】
一分子に3以上のイソシアネート基を持つポリイソシアネート化合物として、2価以上のポリイソシアネートの2量体または3量体;これらの2価または3価以上のポリイソシアネートと、多価アルコール、末端に水酸基を有するポリエステル樹脂などとをイソシアネート基過剰の条件で反応させて得られる付加物;遊離のイソシアネート基を有するイソシアネート化合物の遊離のイソシアネート基をフェノール、オキシム、ラクタム、アルコール、メルカプタンなどのブロック剤で封鎖したブロックポリイソシアネート;遊離のイソシアネート基を有するポリイソシアネートと水とを反応させて得られるビウレット構造を有するポリイソシアネートなどを使用することもできる。さらに上記ポリイソシアネートのイソシアネート基残基を種々のポリオール化合物を用いて連結した多官能ポリイソシアネートを使用することもできる。
【0040】
(メタ)アクリル共重合体が活性水素を有する官能基を有する場合、すなわち式(1)の(メタ)アクリルモノマーにおいて、R2がヒドロキシル基であるか、あるいはR2が活性水素を有する含窒素基である、例えば一級または二級アミノ基、無置換または一置換アミド基などを含む場合は、エポキシ架橋剤で(メタ)アクリル共重合体を架橋することもできる。エポキシ架橋剤として、通常市販されているエポキシ架橋剤を使用でき、4官能のエポキシ架橋剤を使用することが好ましい。エポキシ架橋剤としては、例えば、綜研化学株式会社製のE−5XM、三菱ガス化学株式会社製のテトラッドX、テトラッドCなどが挙げられる。エポキシ架橋剤は、(メタ)アクリル共重合体100gに対してエポキシ基が約1mmol以上、約2mmol以上、または約3mmol以上、約50mmol以下、約30mmol以下、または約20mmol以下となる量で混合することができる。
【0041】
架橋されていない状態の(メタ)アクリル共重合体の分子量は特に限定されないが、一般に、重量平均分子量で約2万以上、または約5万以上、約120万以下、または約60万以下とすることができる。なお、上記範囲より低い分子量の(メタ)アクリル共重合体を架橋して使用することもできる。
【0042】
必要に応じて架橋された(メタ)アクリル共重合体のガラス転移点(Tg)は約80℃以上であることが望ましい。このようなガラス転移点を有する(メタ)アクリル共重合体は、例えば自動車用途において想定される温度、例えば約−20℃〜約70℃において結晶性を示しその構造自体がより密であることから、耐薬品性、耐傷つき性を向上させるだけでなく、爪などで押してもその跡が残らないようにする性質である、押し跡回復力を高めることができる。
【0043】
例えば、真空加熱圧着法などを用いて基材に積層シートを貼り付ける場合、基材の耐熱性を考慮し、貼り付け温度は約110℃〜約150℃、一般的には約120℃程度に調整されることが多い。(メタ)アクリル共重合体のガラス転移点(Tg)は、少なくともこの貼り付け温度を超えない範囲であることが望ましく、貼り付け温度以下であれば、例えば90℃以上、あるいは105℃以上にしてもよい。
【0044】
(メタ)アクリル共重合体のガラス転移点(Tg)は、(メタ)アクリル共重合体を作る際に使用するモノマー混合物に含まれる炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレート、式(1)の(メタ)アクリルモノマー、必要に応じて使用される水酸基含有モノマー、およびその他の重合性モノマーの種類および混合比などによって調節することができる。
【0045】
以下、上記アルキル(メタ)アクリレート、式(1)で表される(メタ)アクリルモノマー、水酸基含有モノマーおよびその他の重合性モノマーのうち、代表的なもののガラス転移点(Tg)を記載する。ここでのガラス転移点(Tg)とは、これらのモノマーを単独で重合して得られるホモポリマーのガラス転移点(Tg)をいう。
【0046】
ガラス転移点(Tg)が80℃以上
メチルメタクリレート(Tg=105℃)、tert−ブチルメタクリレート(Tg=107℃)、シクロヘキシルメタクリレート(Tg=83℃)、イソボルニルメタクリレート(Tg=155℃)、イソボルニルアクリレート(Tg=94℃)、ジシクロペンテニルアクリレート(Tg=120℃)、ジシクロペンタニルアクリレート(Tg=120℃)、ジシクロペンタニルメタクリレート(Tg=175℃)
【0047】
ガラス転移点(Tg)が80℃未満
メチルアクリレート(Tg=8℃)、エチルアクリレート(Tg=−22℃)、ブチルアクリレート(Tg=−56℃)、イソブチルアクリレート(Tg=−26℃)、tert−ブチルアクリレート(Tg=41℃)、イソアミルアクリレート(Tg=−45℃)、シクロヘキシルアクリレート(Tg=15℃)、2−エチルヘキシルアクリレート(Tg=−70℃)、ラウリルアクリレート(Tg=−3℃)、エチルメタクリレート(Tg=65℃)、ブチルメタクリレート(Tg=20℃)、イソブチルメタアクリレート(Tg=48℃)、2−エチルヘキシルメタアクリレート(Tg=−10℃)、ラウリルメタクリレート(Tg=−65℃)、2−メトキシエチルアクリレート(Tg=−50℃)、エチルカルビトールアクリレート(Tg=−67℃)、テトラヒドロフルフリルアクリレート(Tg=−12℃)、テトラヒドロフルフリルメタクリレート(Tg=60℃)、ベンジルアクリレート(Tg=6℃)、ベンジルメタクリレート(Tg=54℃)、フェノキシエチルアクリレート(Tg=−22℃)
【0048】
表面層は上記(メタ)アクリル共重合体を主成分とするが、それ以外にも、本実施態様の積層シートの作用効果を発揮できる範囲で添加物を加えてもよい。このような添加物として、例えば、耐摩擦剤、表面調節剤(レベリング剤、消泡剤、ブロッキング防止剤など)、耐光性添加剤(紫外線吸収剤、安定剤など)、可塑剤、顔料、酸化防止剤、帯電防止剤、難燃剤、滑剤、防カビ剤、抗菌剤、非反応性樹脂、合成ゴム、分散剤などを使用することができる。
【0049】
特に表面層の透明性を保持したまま耐傷つき性、耐薬品性を向上させるために、有機溶媒分散性の金属酸化物微粒子を添加してもよい。これら有機溶媒分散性の金属酸化物としては、例えば、酸化チタン、酸化スズ、酸化ジルコニア、酸化ケイ素(シリカ)、酸化アルミニウムおよび酸化亜鉛などを用いることができる。
【0050】
本実施態様の表面層の厚みは、特に限定されないが、例えば、十分な耐傷性を得るために約20μm以上、または約30μm以上であることが好ましく、さらに約50μm以上であってもよい。また、基材貼り付け時に、良好な延伸性を示すためには、約100μm以下、または約80μm以下にすることが好ましい。
【0051】
表面層は、上記(メタ)アクリル共重合体に、必要に応じて架橋剤、重合開始剤、溶媒などを添加した組成物を、支持シートまたは樹脂層に種々の方法でコーティングし、加熱することで形成できる。表面層の厚みは、組成物の粘度やコーティング方法、コーティング繰り返し回数などで調整できる。
【0052】
また、表面層は、単一層に限らず、二以上の複数の層で形成されていてもよい。主成分以外の成分を各層ごとに異なるものとしてもよい。また、少なくとも一の層を、装飾性を付加した表面層としてもよい。例えば図4に示すように、表面層110を下地表面層111と露出表面に三次元構造を有する表面層112との積層構造としてもよい。例えば、表面層112の露出面にエンボス加工を施してもよい。微細な凹凸によりマットな外観を得ることもできるし、ヘアラインパターンなどのデザイン性のあるストライプ状の溝を形成することもできる。その他、要望にあわせて、表面層の凹凸で、幾何学的、梨地、砂目、砂紋、地紋、布目、文字などの模様を与えることもできる。あるいは、表面層112に、ビーズ粒子や金属酸化物粒子などを含めてもよい。
【0053】
なお、このような表面層112に三次元構造を形成する方法は特に限定されないが、代表的には、表面に凹凸のある支持シート300を使用し、その上にコーティングで表面層112を形成することで、容易に支持シートの凹凸を表面層112に転写する方法を用いることができる。この方法で表面層112に形成された凹凸は、形成時に発生する残留応力が小さいため、形状保持性が高く、貼り付け時の加熱や延伸によっても凹凸形状が変形や消失を生じにくい。
【0054】
あるいは、図5に示すように、表面層110を下地表面層111とグラビア印刷などで形成された装飾パターンを有する印刷層113との積層構造としてもよい。例えば、印刷層113としてビーズや顔料を含む印刷パターンを形成してもよい。さらには、図示はしないが、下地表面層111と三次元構造を有する表面層112の間に、グラビア印刷などで着色や図柄を配した加飾層を形成することもできる。これらの種々の加飾層の存在により、単独で、あるいは組み合わせにより、より複雑な装飾、例えば木目模様、皮革模様、立体模様など、多種多様な装飾を施すことができる。
【0055】
次に、加熱成形性を有する樹脂層について説明する。図1に示すように、加熱成形性を有する樹脂層120は、表面層110と接着層130の間に配置される。なお、上述したように、表面層に含まれる(メタ)アクリル共重合体が、式(1)においてR2がヒドロキシル基または含窒素基である(メタ)アクリルモノマーを含むモノマー混合物を共重合して得られるものである実施態様においては、加熱成形性を有する樹脂層120と表面層110の間に第2の接着層を配置する必要がない。別の実施態様においては、樹脂層120と表面層110の間に第2の接着層を配置してもよい。また、後述するように、各層の間に、印刷や着色による加飾層、プライマー層などをさらに設けてもよい。
【0056】
加熱成形性を有する樹脂層を構成する熱可塑性樹脂に特に限定はなく、例えば、アクリロニトリル−ブタジエン−スチレン(ABS)樹脂、アクリロニトリル−アクリルゴム−スチレン(AAS)樹脂、アクリロニトリル−エチレンゴム―スチレン(AES)樹脂、ポリエチレン(PE)、ポリプロピレン(PP)などのポリオレフィン系樹脂、ポリエチレンテレフタレート(PET)などのポリエステル系樹脂、アクリル系樹脂、塩ビ系(PVC)系樹脂などの汎用樹脂、またはスチレン系樹脂、ウレタン系樹脂、ポリアミド系樹脂などの熱可塑性樹脂を、単体もしくは2種以上を混合した単層で、または2種以上の各層を積層して使用することができる。
【0057】
加熱成形性を有する樹脂層は、基材表面に積層シートを貼り付ける際に、少なくとも表面層と同等かそれ以上に高い延伸性を示すことが望ましい。例えば、貼り付け時の温度、すなわち約100℃〜約150℃、一般的には約120℃において、約300面積%以上、約400面積%以上、または約600面積%の延伸性を備えることが望ましい。例えば、約120℃において、面積比で約600%の延伸を行っても、破断やクラックが生じない良好な成形性を有することが望ましく、このような加熱成形性を有する樹脂層として、ポリウレタン樹脂およびポリエステル樹脂を挙げることができる。
【0058】
ポリウレタン樹脂としては、ポリヒドロキシ化合物とポリイソシアネート化合物との重合付加反応により得られる樹脂が挙げられる。ここで、具体的なポリヒドロキシ化合物としては、フタル酸、イソフタル酸、アジピン酸、マレイン酸などの多塩基酸と、エチレングリコール、プロピレングリコール、ブチレングリコール、ジエチレングリコール、トリメチロールプロパン、グリセリン、ペンタエリスリトールなどのポリヒドロキシ化合物との縮合反応物よりなるポリエステルポリオール、およびポリカプロラクトンなどのラクトン系ポリエステルポリオール、ポリヘキシレンカーボネートジオール、ポリノニレンカーボネートジオール、ポリシクロヘキシレンカーボネートジオール、ポリジメチルシクロヘキシルカーボネートジオールなどのポリカーボネートポリオール、ポリオキシプロピレングリコール、ポリオキシエチレン−ポリオキシプロピレングリコール、ポリオキシテトラメチレングリコールなどのポリエーテルポリオールが挙げられる。さらにアクリルポリオール、ヒマシ油誘導体なども挙げられる。また、エチレングリコール、プロピレングリコール、ブタンジオール、ネオペンチルグリコール、シクロヘキサンジメタノールなどのヒドロキシ化合物、およびジメチロールプロピオン酸、ジメチロールブタン酸などのカルボキシル基含有ヒドロキシ化合物も挙げられる。
【0059】
ポリイソシアネート化合物としては、トルエンジイソシアネート、ジフェニルメタンジイソシアネート、キシリレンジイソシアネート、ヘキサメチレンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネート、ビス(イソシアネートメチル)シクロヘキサンなどが例示できる。
【0060】
ポリエステル樹脂としては、フタル酸、イソフタル酸、アジピン酸、マレイン酸などの多塩基酸と、エチレングリコール、プロピレングリコール、ブチレングリコール、ジエチレングリコール、トリメチロールプロパン、グリセリン、ペンタエリスリトールなどのポリヒドロキシ化合物との縮合反応物よりなるものが挙げられる。
【0061】
式(1)においてR2がヒドロキシル基または含窒素基である(メタ)アクリルモノマーを含むモノマー混合物を共重合して得られるメタ(アクリル)共重合体を含む表面層とより高い接着力で接合させることができるため、樹脂層は水系ポリウレタン樹脂を含むことが有利である。いかなる理論に拘束される訳ではないが、水系ポリウレタン樹脂はポリウレタン分子中にカルボキシル基などの極性基を有することから、このようなメタ(アクリル)共重合体と化学的により強く結合する傾向があると考えられている。
【0062】
加熱成形性を有する樹脂層の厚みは、特に限定されないが、積層シートを基材に貼り付け加工する際に十分な柔軟性を維持し、成形性を確保できればよく、例えば約300μm以下、または約200μm以下とすることができる。一方、積層シートを基材に貼り付け加工する際に、積層シートに生じる応力を緩和する、一種の応力緩和層としての機能が発揮できる厚みが望ましく、例えば約10μm以上、約20μm以上、または約30μm以上とすることができる。
【0063】
加熱成形性を有する樹脂層の形成は、例えば、水または有機溶剤に溶解または分散させたコーティング溶液または分散液をライナーまたは積層シートの他の層の上にコーティングすることで形成できる。膜厚の調整は、コーティング溶液または分散液の粘度、コーティング方法、コーティング回数などを制御して行うことができる。
【0064】
次に、本実施態様で使用する接着層について説明する。図1に示すように、接着層130は積層シート100の裏面に位置し、基材に貼り付ける前は、通常剥離シート200によりその露出面は被覆されている。接着層130は、図2に示すように、本実施態様の積層シート100を基材410に貼り付ける際に、基材410に直接接触して積層シート100を基材410に固定する。
【0065】
接着層の材質は、特に限定されないが、アクリル系、ポリエステル系、ウレタン系、ゴム系、シリコーン系粘着剤などの汎用の粘着剤、接着剤を挙げることができる。これらの中でも、耐熱性、および耐久性の理由から、アクリル系接着剤が好ましい。
【0066】
基材への貼り付け時に、積層シートは高温にさらされることが多い。例えば、真空加熱圧着法を用いて基材への貼り付けを行う場合は、積層シートに約100℃以上、または約120℃以上の高温にて、局部的に約300面積%以上の極めて大きな面延伸が生じる場合があるため、接着層にも高温下で極めて大きな応力がかかる。よって、接着層は、この条件においても良好な基材への接着力を維持できることが望ましい。
【0067】
上記条件を考慮した場合、接着層としては、(a)ポリマーの全繰り返し単位数に対してカルボキシル基を含有する繰り返し単位数の割合が約4.0%以上、約25%以下である、約25℃以下のガラス転移点(Tg)を有するカルボキシル基含有(メタ)アクリルポリマー、および(b)ポリマーの全繰り返し単位数に対してアミノ基を含有する繰り返し単位数の割合が約3.5%以上、約15%以下である、約75℃以上のガラス転移点(Tg)を有するアミノ基含有(メタ)アクリルポリマーを含み、成分(a)と成分(b)の配合比を質量比で62:38〜75:25とするアクリル系接着剤を使用することが望ましい。
【0068】
例えば真空加熱圧着法を用いて、基材に積層シートを貼り付けた場合、局部的に高温で約300面積%を超える延伸が生じ、貼り付け後の冷却時に延伸部分に残留応力が残る場合がある。接着層として上記アクリル系接着剤を使用した場合は、残留応力が存在した場合であっても接着力が保持され、積層シートを基材にしっかり固定できる。
【0069】
(メタ)アクリルポリマーを構成するモノエチレン性不飽和モノマーとして、一般には式(2):
CH2=CR3COOR4 (2)
(式中、R3は水素またはメチル基であり、R4は直鎖、分岐または環状のアルキル基、フェニル基、アルコキシアルキル基、フェノキシアルキル基などである。)で表されるものを主成分として使用するが、その他、スチレン、α−メチルスチレン、ビニルトルエンなどの芳香族ビニルモノマー、酢酸ビニルなどのビニルエステルなどを使用することもできる。このようなモノマーとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、n−ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、tert−ブチル(メタ)アクリレート、n−ヘキシル(メタ)アクリレート、イソアミル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、イソオクチル(メタ)アクリレート、イソノニル(メタ)アクリレート、イソボルニル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレート、デシル(メタ)アクリレート、ラウリル(メタ)アクリレートなどのアルキル(メタ)アクリレート、フェノキシエチル(メタ)アクリレートなどのフェノキシアルキル(メタ)アクリレート、メトキシプロピル(メタ)アクリレートや2−メトキシブチル(メタ)アクリレートなどのアルコキシアルキル(メタ)アクリレートなどを使用でき、所望のガラス転移点、接着性、熱間接着性、熱間保持力などを得るために、その目的に応じて適宜1種または2種以上を使用することができる。モノエチレン性不飽和モノマーは、アルキル(メタ)アクリレート(アルキル基の好ましい炭素数は1〜12である)が好ましい。
【0070】
成分(a)は、25℃以下のガラス転移点(Tg)を有する(メタ)アクリルポリマーであり、軟らかい成分である。この軟らかい成分(a)自体は、常温で粘着性を有しているが、成分(b)と上記の量で混合された組成物は、常温では殆ど粘着性を示さない。しかし、この軟らかい成分(a)が含まれないか少ないと、被着体表面での接着剤の濡れ性が低く、接着剤が被着体表面で展開しにくくなり、積層シートを加熱圧着後、常温に冷却したときに、接着層が基材から剥離しやすい。
【0071】
ガラス転移点(Tg)が25℃以下の(メタ)アクリルポリマーは、そのホモポリマーのガラス転移点(Tg)が25℃以下となるモノマーを主成分とすることにより、容易に提供できる。そのようなモノマーとしては、例えば、メチルアクリレート、エチルアクリレート、n−ブチルアクリレート、イソブチルアクリレート、イソアミルアクリレート、2−エチルヘキシル(メタ)アクリレート、イソオクチル(メタ)アクリレート、およびドデシル(メタ)アクリレートを挙げることができる。室温での接着性、高温時での凝集力を考慮すると、(メタ)アクリルポリマーの好ましい範囲のTgは、0℃〜−50℃である。
【0072】
さらに、成分(a)はカルボキシル基を含有する(メタ)アクリルポリマーである。成分(a)がカルボキシル基を含有するとともに、成分(b)がアミノ基を含有することで、成分(a)と成分(b)との相溶性が向上し、接着剤組成物における成分(a)と成分(b)の相分離を回避できる。成分(a)と成分(b)が相分離すると、成分(a)と成分(b)を混合しても、高温での所望の接着性と保持力のどちらも得られない。この所望の相溶性を得るために、成分(a)の(メタ)アクリルポリマーに含まれるカルボキシル基の量は、ポリマーの全繰り返し単位数に対してカルボキシル基を含有する繰り返し単位数の割合が4.0%〜25%(カルボキシ基量mol%とも表示する。)であることが好ましい。
【0073】
カルボキシル基を含有した不飽和モノマーを上記モノエチレン性不飽和モノマーと共重合することで、(メタ)アクリルポリマーにカルボキシル基を含有させることができる。このようなモノマーとしては、例えば、アクリル酸、メタクリル酸、マレイン酸、イタコン酸、ω−カルボキシポリカプロラクトンモノ(メタ)アクリレート、フタル酸モノヒドロキシエチル(メタ)アクリレート、β−カルボキシエチル(メタ)アクリレート、2−(メタ)アクリロイルオキシエチルコハク酸、2−(メタ)アクリロイルオキシエチルヘキサヒドロフタル酸などを使用することができる。カルボキシル基を含有した不飽和モノマーは、耐黄変性を考慮すると、(メタ)アクリル酸、ω−カルボキシポリカプロラクトンモノ(メタ)アクリレート、β−カルボキシエチル(メタ)アクリレートが好ましい。
【0074】
成分(a)のカルボキシル基含有(メタ)アクリルポリマーの分子量は特に限定されないが、一般に、重量平均分子量で約10万〜約100万、または約20万〜約80万とすることができる。重量平均分子量が小さいと凝集性が低下し、大きいと相溶性が低下する傾向があるが、ポリマーが成分(a)の条件を満たせば特に限定されない。
【0075】
成分(b)は、75℃以上のガラス転移点(Tg)を有する(メタ)アクリルポリマーであり、硬い成分である。この硬い成分(b)が含まれないか少ないと、接着剤は常温において粘着剤であり、耐熱性が低く、熱間接着性および/または熱間保持力が不足する。75℃以上のガラス転移点(Tg)を有する成分(b)を含ませることで、加熱接着時に接着剤が粘着性を示すことができる。これにより、積層シートを基材に貼り付けた際に、高温で延伸され、その後残留応力により収縮しても、接着層がその収縮に耐えることができ、積層シートがエッジからずれたり剥がれたりすることを防止できる。成分(b)のガラス転移点(Tg)は75℃以上が好ましい。Tgが高いほどTg付近での高温接着力は高くできるが、Tgがあまり高いと室温接着性が低下して剥がれ易くなる場合がある、あるいは加熱圧着の温度が必要以上に高くなるので、Tgは250℃以下が好ましく、80〜120℃であることがより好ましい。
【0076】
ガラス転移点(Tg)が75℃以上の(メタ)アクリルポリマーは、そのホモポリマーのTgが75℃以上となるモノマーを主成分とすることで容易に提供できる。そのようなモノマーとしては、例えば、メチルメタクリレート、エチルメタクリレート、tert−ブチルメタクリレート、シクロヘキシルメタクリレート、イソボルニル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレートなどを挙げることができる。
【0077】
成分(b)はアミノ基を含有する(メタ)アクリルポリマーであり、成分(a)との相溶性が良好であるため、成分(a)と成分(b)の相分離を防止または抑制することができる。成分(a)と成分(b)が良好に相溶することで、所望の加熱接着性や熱間接着性および/または熱間保持力が効果的に得られる。この所望の相溶性効果を得るためには、成分(b)の(メタ)アクリルポリマーに含まれるアミノ基の量は、ポリマーの全繰り返し単位数に対してアミノ基を含有する繰り返し単位数の割合が3.5%〜15%(アミノ基量mol%とも表示する。)であることが望ましい。
【0078】
上記モノエチレン性不飽和モノマーと共重合してアミノ基含有(メタ)アクリルポリマーを構成する、アミノ基を含有する不飽和モノマーとして、具体的には、N,N−ジメチルアミノエチルアクリレート(DMAEA)、N,N−ジメチルアミノエチルメタクリレート(DMAEMA)などのジアルキルアミノアルキル(メタ)アクリレート、N,N−ジメチルアミノプロピルアクリルアミド(DMAPAA)、N,N−ジメチルアミノプロピルメタクリルアミドなどのジアルキルアミノアルキル(メタ)アクリルアミド、およびビニルイミダゾールなどの含窒素複素環を有するビニルモノマーに代表される3級アミノ基を有するモノマーなどを使用することができる。
【0079】
成分(b)のアミノ基含有(メタ)アクリルポリマーの分子量は特に限定されないが、一般に、重量平均分子量で約1万〜約20万、または約4万〜約15万とすることができる。重量平均分子量が小さいと熱間接着性および/または熱間保持力が劣り、大きいと相溶性が低下する傾向があるが、ポリマーが成分(b)の条件を満たせば特に限定されない。
【0080】
成分(a)と成分(b)の量は、成分(a)と成分(b)の配合比が質量比で62:38〜75:25となる量とすることが好ましい。成分(a)の量がこれより少ないと、室温接着性および加熱接着性が不足し、これより多いと成分(b)が不足して熱間接着性および/または熱間保持力が不足する傾向がある。成分(b)がこれより少ないと、熱間接着性および/または熱間保持力が不足し、これより多いと接着剤の被着体表面に対する濡れ性が低下し、室温接着性および加熱接着性が不足する傾向がある。成分(a)と成分(b)のより好ましい配合比は質量比で65:35〜70:30の範囲である。
【0081】
(メタ)アクリルポリマーはラジカル重合法により得ることができ、溶液重合法、懸濁重合法、乳化重合法、塊状重合法などの公知の方法を使用することができる。重合開始剤としては、過酸化ベンゾイル、ラウロイルパーオキシド、ビス(4−tert−ブチルシクロヘキシル)パーオキシジカーボネートのような有機過酸化物や、2,2’−アゾビスイソブチロニトリル、2,2’−アゾビス−2−メチルブチロニトリル、4,4’−アゾビス−4−シアノバレリアン酸、2,2’−アゾビス(2−メチルプロピオン酸)ジメチル、アゾビス−2,4−ジメチルバレロ二トリル(AVN)などのアゾ系重合開始剤が用いられる。重合開始剤の使用量は、モノマー混合物100質量部あたり、0.05〜5質量部とすることができる。
【0082】
本実施態様の接着層の接着剤には、そのほか、必要に応じて、可塑剤、架橋剤(例えばエポキシ系、アジリジン系、イソシアネート系、ビスアミド系の官能基を有する架橋剤、金属キレート系架橋剤)、酸化防止剤、紫外線吸収剤、顔料、フィラーなどの添加剤を添加することができる。
【0083】
本実施態様の接着層の厚みは、特に限定されないが、約5μm以上、または約10μm以上、約100μm以下、または約80μm以下とすることができる。
【0084】
本実施態様の積層シートは、最表面に配置される表面層と、加熱成形性を有する樹脂層と、基材に接着される接着層とを含むものであるが、図6に示すように、表面層と加熱成形性を有する樹脂層の間に、これらの層の間の接着力を高めるために別の第2接着層140を配置してもよい。図7に示すように、積層シートに装飾性、デザイン性などを付与する目的で、印刷層や着色層などの加飾層150または金属層160を表面層と接着層の間に配置してもよい。また、各層の間の接着力を高めるために、必要によりプライマーを塗布してもよい。
【0085】
加飾層150は、例えば、図柄であれば、グラビアダイレクト印刷法、グラビアオフセット印刷法、スクリーン印刷法などの通常の印刷法や、グラビアコート法、ロールコート法、コンマコート法などのコーティング法を用いて形成することができる。加飾層150を印刷などにより着色してもよく、あるいは加飾層150に木目柄、幾何学模様、皮革模様などの様々な装飾パターンを加えてもよい。
【0086】
金属層160は、真空蒸着法、スパッターリング法、イオンプレーティング法、鍍金法などにより形成することができる。求められる金属色調に合わせて、アルミニウム、ニッケル、金、白金、クロム、鉄、銅、スズ、インジウム、銀、チタニウム、鉛、亜鉛、ゲルマニウムなどの金属、これらの合金または化合物である硫化亜鉛、酸化ケイ素、フッ化マグネシウム、酸化スズ、ITOなどを使用することができる。例えば10〜100nm、より好ましくは40〜60nmの膜厚のインジウムまたはスズの蒸着層を用いれば、基材への積層シートの貼り付け時に積層シートに生じる局部的な延伸に対しても、クラックの発生を抑制できる。
【0087】
表面層自身を加飾層として使用する場合のように、加熱成形性を有する樹脂層や接着層に顔料やビーズを加えてそれ自身を加飾層として使用することもできる。
【0088】
本実施態様の積層シートの製造方法については、特に限定されない。各層についてはすでに説明した各層の製造方法に従って製造できる。積層シートの製造に際しては、例えば、表面を剥離処理したPETフィルムなどの支持シートまたは剥離シートの上に表面層を形成したもの、加熱成形性を有する樹脂層を形成したもの、および接着層を形成したものをそれぞれ用意し、その後、これらを互いに貼り合わせることで、積層シートを形成することができる。あるいは、一枚の剥離シート(支持シート)の上に、コーティング工程と硬化工程を繰り返し、表面層、加熱成形性を有する樹脂層およびその他の加飾層などを順次積層したものに、別の剥離シート上に形成した接着層と貼り合わせることで、積層シートを形成してもよい。さらに各層を貼り合わせる前に、表面層と加熱成形性を有する樹脂層との間に第2接着層を形成してもよい。あるいは各層間の接着性を上げるために、プライマー層を形成してもよい。また、各層間に加飾層または金属層を形成してもよい。なお、ここで使用する支持シートや剥離シートは、使用時にそのシートの上に形成された層を容易に剥がすことができるものであれば、材質に限定はなく、剥離処理された紙やPETなどのプラスチックフィルムを使用することができる。
【0089】
このようにして得られる、本開示の一実施態様の積層シートは、120℃で300面積%以上の延伸性を有する。そのため、真空加熱圧着法を用いた基材端部への巻き込み被覆を行ったときに、300面積%以上または400面積%以上の大きな延伸が局所的に生じた場合であっても、積層シートが破断、クラックしていない部品を提供することができる。ここで100面積%とは延伸前のシートの面積と同じ面積を意味し、延伸後のシート面積が300面積%であるとは、積層シートが約3倍の面積となる状態、例えば縦、横方向ともに約1.73倍に延伸された状態をいう。
【0090】
図2は、本実施態様の積層シートが貼り付けられた部品の構造を概略的に示す断面図である。図2に示すように、部品400において、基材410の表面に上述の本実施態様の積層シート100が貼り付けられている。基材への貼り付け方法として真空加熱圧着法が有利に使用できる。基材410の形状は、図2に示すような板状に限られず、より複雑な三次元構造を持つ成形体であってもよい。成形体の材質は特に限定されず、貼り付け温度において耐熱性を有するものであればよく、プラスチック、金属、木材などを使用することができる。
【0091】
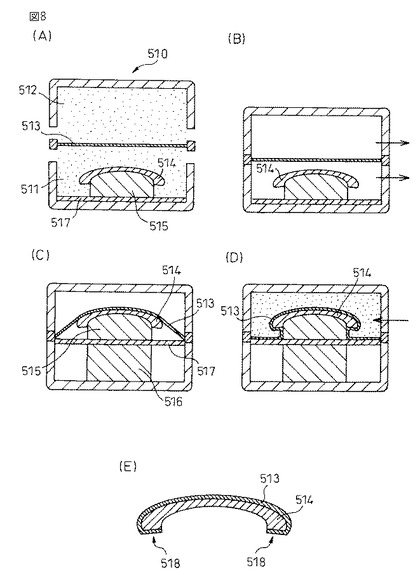
以下、図8を参照しながら、真空加熱圧着法を用いた本実施態様の部品の製造方法、すなわち真空加熱圧着装置510を用いた積層シートの貼り付け方法について例示的に説明する。
【0092】
図8(A)に示すように、例示的な真空加熱圧着装置510は、上下に第1真空室511および第2の真空室512を有しており、上下の真空室の間に被着体である基材514に貼り付ける積層シートをセットする治具(不図示)が備えられている。また、下側の第1真空室511には、上下に昇降可能な昇降台(不図示)の上に仕切り板517および台座515が設置されており、部品の基材514は、この台座515の上にセットされる。このような真空加熱圧着装置としては、市販のもの、例えば両面真空成型機(布施真空株式会社製)などを使用することができる。
【0093】
図8(A)に示すように、まず、真空加熱圧着装置510の第1真空室511および第2真空室512を大気圧に解放した状態で、上下の真空室の間に、積層シート513をセットする。第1真空室511には台座515の上に基材514をセットする。
【0094】
次に、図8(B)に示すように、第1真空室511および第2真空室512を閉鎖し、それぞれ減圧し、各室の内部を真空(大気圧を0atmとした場合例えば−1atm)にする。その後または真空にするのと同時にシートを加熱する。次いで、図8(C)に示すように、昇降台516を上昇させて基材514を第2真空室512まで押し上げる。加熱は、例えば第2真空室512の天井部に組み込まれたランプヒータで行うことができる。
【0095】
加熱された積層シート513は基材514の表面に押しつけられて延伸される。その後または延伸と同時に、図8(D)に示すように、第2真空室512内を適当な圧力(例えば2atm〜0atm)に加圧する。圧力差により積層シート513は基材514の露出表面に密着し、露出表面の凹凸形状に追従して延伸し、基材表面に密着した被覆を形成する。このとき、積層シート513は、基材514の端部において裏面518まで回り込んで、露出面をきれいに被覆する、巻き込み被覆を行うことができる。図8(B)の状態で減圧および加熱を行った後、そのまま第2真空室512内を加圧して、積層シート513で基材514の露出表面を被覆することもできる。
【0096】
この後、上下の第1真空室511および第2真空室512を再び大気圧に開放して、積層シート513で被覆された基材514を外に取り出す。図8(E)に示すように、基材514の表面に密着した積層シート513のエッジをトリミングして、真空圧空成形工程は完了する。
【0097】
真空成形法は、第2真空室がないこと以外は真空圧空成形法に用いられる装置と同様の装置を用いて行うことができる。例えば、真空成形法によれば、積層シートの基材がない側の圧力を常に大気圧とし、第1真空室が大気圧に解放された状態で積層シートを加熱し、積層シートを基材に接触させてからまたは接触と同時に、第1真空室を減圧することによって、積層シートを基材に適用することができる。
【0098】
真空加熱圧着装置の加熱温度の設定は、基材および積層シートに悪影響を及ぼさない範囲で適宜決定でき、例えば約80℃以上、または約90℃以上、約160℃以下、約または約140℃以下、例えば約120℃とすることができる。真空圧空成形法の減圧過程における真空度をより真空に近づけると、貼り付けた時のエアだまりが発生しにくい、および/またはいったんエアだまりができた後そこからエアが抜けた輪郭(跡)が発生しにくいため、良好な外観を得ることができる。真空圧空成形法の減圧過程における真空度としては、例えば、積層シート適用時の大気圧を0.00atm、完全な真空状態を−1.00atmとした時に、約−0.85atm以下が好ましく、約−0.925atm以下がより好ましく、約−0.97atm以下がさらに好ましい。
【0099】
真空加熱圧着法を用いて積層シートを貼り付けた部品では、基材の端部付近で、約300面積%以上または約400面積%に達する延伸がなされた部分を含む。本実施態様の積層シートを使用した部品では、このような延伸に対してもクラックや積層シートの破断のない、良好な外観を得ることができる。また、本開示の一実施態様によれば、目的とする用途に応じた耐薬品性を有する表面を部品に付与することができる。このような部品は、自動車の外装品または内装品、家電製品、車輌(鉄道など)などの部品、建材などとして使用することができる。
【実施例】
【0100】
以下、本発明を実施例により更に具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【0101】
以下の表1および2において用いた略称は以下のとおりである。
MMA:メチルメタクリレート(三菱レイヨン株式会社製、製品名:アクリエステルM)
BMA:n−ブチルメタクリレート(三菱レイヨン株式会社製、製品名:アクリエステルB)
MAA:メタクリル酸(三菱レイヨン株式会社製)
DMAA:N,N−ジメチルアクリルアミド(株式会社興人製)
HEMA:2−ヒドロキシエチルメタクリレート(三菱レイヨン株式会社製、製品名:アクリエステルHISS)
CHMA:シクロヘキシルメタアクリレート(三菱レイヨン株式会社製、製品名:アクリエステルCH)
2EHMA:2−エチルヘキシルメタアクリレート(三菱レイヨン株式会社製、製品名:アクリエステルEH)
STMA:ステアリルメタアクリレート(三菱レイヨン株式会社製、製品名:アクリエステルS)
IBX:イソボルニルメタアクリレート(三菱レイヨン株式会社製、製品名:アクリエステルIBX)
NCO:イソシアネート架橋剤(旭化成株式会社製、製品名:デュラネートTPA−100)
Epoxy:エポキシ架橋剤(綜研化学株式会社製、製品名:E−5XM)
【0102】
<例1>
例1の積層シートは、以下の手順で作製した。
【0103】
メチルメタクリレート(MMA)95質量部、メタアクリル酸(MAA)4質量部、水酸基含有モノマーとして、2−ヒドロキシエチルメタクリレート(HEMA)1質量部、溶媒として酢酸エチル150質量部、および重合開始剤としてジメチル−2,2’−アゾビス(2−メチルプロピオネート)(和光純薬工業株式会社製、製品名:V−601)0.6質量部を混合し、窒素雰囲気下で、65℃の温度で24時間重合反応を行い、(メタ)アクリル共重合体の酢酸エチル溶液を作製した。
【0104】
得られた(メタ)アクリル共重合体溶液に、固形質量比として100gに対しイソシアネート基が15.0mmolとなるように、イソシアネート架橋剤(NCO)を混合し、支持シートである約50μm厚みの平坦な透明PETフィルム(東レ株式会社製、製品名:T−60)表面上にナイフコートにより塗布した。これを90℃で3分、その後120℃で5分、合計8分間オーブン(エスペック社製 恒温機PV−221)で乾燥させ、厚み約30μmの表面層がPETフィルム上に形成されたシートAを作製した。
【0105】
表1に、例1のアクリレート共重合体を作製するために使用したMMA、MAAおよびHEMAの質量部比率、および表面層のガラス転移点(Tg)を示す。ガラス転移点(Tg)は、Rheometric Scientific社製、RSA−IIIを用い、Mode:Tension、Frequency:10.0Hz、温度:30℃〜150℃(5.0℃/分)における、損失正接(tanδ)(損失弾性率E”/貯蔵弾性率E’)のピーク温度を測定することにより求めることもできるが、本実施例および比較例では、以下の計算式を用いてTgを求めた。各モノマーのホモポリマーのガラス転移点(Tg)はカタログ値を用いた。
【0106】
<Tgの計算式>
重合体のガラス転移点(Tg)の設定は、下記のFox式(Fox, T. G., Bull. Am. Phys. Soc., 1, in 1956, p. 123)に従い、共重合体を構成するモノマーの質量比率を設定することにより行なった。
【0107】
【数1】

【0108】
式中、Tgは共重合体のガラス転移点を表わし、Tg1、Tg2、…、Tgmは各モノマーをそれぞれ単独で重合して得られるホモポリマーのガラス転移点を表わす。また、W1、W2、…、Wmは共重合体を構成する各モノマーの質量比率を表わす。ここでは共重合体のガラス転移点(Tg)を表面層のガラス転移点とし、MMA、MAA、およびHEMAのそれぞれのホモポリマーのガラス転移点をTg1、Tg2、Tg3、混合比率を質量%に換算したものをW1、W2、W3、m=3として計算した。
【0109】
水系ポリウレタン樹脂(大日精化工業株式会社製、製品名:D−6260)を支持体であるシートAの表面層の上にナイフコートにより塗布した。これを90℃で3分、その後120℃で5分、合計8分間オーブン(エスペック社製 恒温機PV−221)で乾燥させ、厚み約35μmのポリウレタン樹脂層、すなわち加熱成形性を有する樹脂層がPETフィルム上の表面層の上に形成されたシートBを作製した。
【0110】
n−ブチルアクリレート(BA)とアクリル酸(東亞合成株式会社製)とを質量部比率で94:6となるように混合し、Tg=−21℃、カルボキシル基量10.2mol%、重量平均分子量580,000のカルボキシル基含有アクリルポリマー溶液(成分(a))を得た。一方、MMA、BMA、およびN,N−ジメチルアミノエチルメタクリレート(DMAEMA、三菱レイヨン株式会社製、製品名:アクリエステルDM)を質量部比率で60:34:6となるように混合し、Tg=91℃、アミノ基量4.4mol%、重量平均分子量96,000のアミノ基含有アクリルポリマー溶液(成分(b))を得た。この後、カルボキシル基含有アクリルポリマー溶液(成分(a))と、アミノ基含有アクリルポリマー溶液(成分(b))を、固形分質量比70:30で混合し、さらに架橋剤として、エポキシ系架橋剤(綜研化学株式会社製、製品名:E−5XM)をポリマー全固形分に対して固形分比0.1質量%で添加し、接着剤液を作製した。
【0111】
シートBの樹脂層の上に上記接着剤液を塗布し、100℃、20分間加熱乾燥させ、さらに120℃、30分間加熱して、厚み約40μmの接着層を形成した。その後、剥離シートとして用意した厚み50μmのポリプロピレン樹脂フィルム(三井化学東セロ株式会社製、製品名:無延伸ポリプロピレンフィルムS)を接着剤面と貼り合わせて、図3に相当する積層構造を持つ積層シートを得た。
【0112】
<例2〜例17>
例1と同様の手順で各例の積層シートを作製した。各例においてシートAの作製、すなわち表面層の作製における、MMA、BMA、MAA、N,N−ジメチルアクリルアミド(DMAA)、HEMA、シクロヘキシルメタクリレート(CHMA)、2−エチルヘキシルメタクリレート(2EHMA)、ステアリルメタクリレート(STMA)、およびイソボルニルメタクリレート(IBX)の質量部比率、および表面層のガラス転移点(Tg)を表1および2に示す。例4では架橋剤としてNCOの代わりにエポキシ架橋剤(Epoxy)を、(メタ)アクリル共重合体溶液に、固形質量比として100gに対し15.0mmolとなるように混合した。例10および16では、(メタ)アクリル共重合体に対する架橋剤(NCO)の混合比を表2に示すとおり変化させた。
【0113】
<例18>
例18の積層シートは、表面層を含むシートA’、加熱成形性を有する樹脂層を含むシートB’、および接着層を含むシートC’の3つのシートを以下の条件で準備し、これらを貼り合わせることで作製した。
【0114】
シートA’として例11で作製したシートAを使用した。
【0115】
水系ポリウレタン樹脂(大日精化工業株式会社製、製品名:D−6260)を支持体である、約50μm厚みの平坦なPETフィルム(東レ株式会社製、製品名:T−60)表面上にナイフコートにより塗布した。これを90℃で3分、その後160℃で5分、合計8分間オーブン(エスペック社製 恒温機PV−221)で乾燥させ、厚み約30μmのポリウレタン樹脂層、すなわち加熱成形性を有する樹脂層がPETフィルム上に形成されたシートB’を作製した。
【0116】
剥離シートとして厚み38μmの剥離処理PETフィルム(帝人株式会社製、製品名:ピューレックス(登録商標)A−71)を用意し、この上に例1で作製した接着剤液を塗布し、100℃、20分間加熱乾燥させ、さらに120℃、30分間加熱して、PETフィルム上に厚み40μmの接着層が形成されたシートC’を得た。
【0117】
シートB’のポリウレタン樹脂層(加熱成形性を有する樹脂層)表面に、シートC’の接着層を約70℃で貼り合わせ、加熱成形性を有する樹脂層と接着層との積層体を作製した。
【0118】
ポリエステル系樹脂(大日精化工業株式会社製、製品名:E−295NT)とポリイソシアネート(大日精化工業株式会社製、製品名:C−55)とを質量比で10:0.3となるように配合し、ウレタン系接着剤を調整した。このウレタン系接着剤をシートA’の表面層の上に厚みが15μmとなるようにコーティングして、第2接着層を形成した。
【0119】
先に得られたシートB’とシートC’との積層体から一方のPETフィルムを剥離し、ポリウレタン樹脂層を露出させ、この露出面とシートA’の上に形成された第2接着層とを貼り合わせて、図6に相当する積層構造を持つ積層シートを得た。
【0120】
<比較例1>
例1と同様の手順で積層シートを作製した。ただし、表1に示すとおり、表面層の(メタ)アクリル共重合体を作製する際にMMAを97質量部、HEMAを3質量部とし、MAAを使用しなかった。
【0121】
<評価方法>
各例および比較例の積層シートは、以下の方法で、(1)密着性、(2)熱間押し跡回復性、(3)延伸率、および(4)耐薬品性について評価を行った。
【0122】
(1)密着性
積層シートの表面層をカバーしているPETシート(支持シート)および接着層をカバーしているPETフィルム(剥離シート)を剥離した後、真空加熱成形装置を用いて135℃にて接着層面を厚み2mmのABS樹脂板(コーティングテスター工業社製)に貼り付ける。フィルム表面にカッターナイフで直交する縦横11本ずつの1mm間隔の平行線を引いて100個のます目ができるように碁盤目状の切り傷を付ける。室温で粘着テープ(ニチバンセロテープ(登録商標))をこの部分に密着させ、テープの一端を持ち、上方に急激に剥がして剥がれの有無を確認する。100個のます目が一つも剥がれなかったものを「OK」とし、一つ以上剥がれたものを「NG」とする。
【0123】
(2)熱間押し跡回復性
積層シートの接着層をカバーしているPETフィルム(剥離シート)を剥離した後、接着層面を厚み2mmのABS樹脂板(コーティングテスター工業社製)に135℃で貼り付け、表面層をカバーしているPETフィルム(支持シート)を剥離した後、80℃で10分、さらに100℃で10分養生を行ったものを試験サンプルとして用いる。60℃環境にてサンプルの上に薬局ガーゼを5枚重ねてその上に1kgの錘を置き、1時間後に錘と薬局ガーゼを取り除いて、試験サンプル表面にガーゼの押し跡が残っているかどうかを目視で確認する。結果は以下の2段階で評価する。
OK:ガーゼの押し跡が確認されない。
NG:ガーゼの押し跡が部分的乃至全面に残っている。
【0124】
(3)延伸率
試料の縦方向および横方向からISO34の引張り試験片ダンベル2号型を3枚ずつ打ち抜き、試験片の長さ方向の中央に40mm間隔の標線を記入する。この試験片を引張り試験機に取り付け、温度を120℃として200mm/分の速度で引張り、試験片が破断に至るまでの破断時の標線間距離を測定して延伸率を算出する。
延伸率(%)=(破断時の標線間距離(mm)−40)/40×100
【0125】
(4)耐薬品性
試験片の上に内径38mm、高さ15mmのポリエチレン製円筒を置き、ゴムバンドまたは他の適当な圧着器で試験片に強く密着させ、その開口部に試験液を5mL滴下する。開口部にガラス板またはポリエチレン板で蓋をする。所定の温度および時間放置した後、圧着器を取り外す。試験板を水洗し拭き取った後、試験液を滴下した面の状態(変色、つや、しわ、割れ、ふくれ、剥がれなど)を観察する。外観に変化が見られなかったものをOK、変化があったものをNGとする。使用した薬品および試験条件は以下のとおりである。
50%エタノール(EtOH):55℃×4時間
ジオクチルフタレート(DOP):80℃×72時間
【0126】
【表1】
【0127】
【表2】
【符号の説明】
【0128】
100 積層シート
110 表面層
111 下地表面層
112 三次元構造を有する表面層
113 印刷層
120 加熱成形性を有する樹脂層
130 接着層
140 第2接着層
150 加飾層
160 金属層
200 剥離シート
300 支持シート
400 部品
410 基材
510 真空加熱圧着装置
511 第1真空室
512 第2真空室
513 積層シート
514 基材
515 台座
516 昇降台
517 仕切り板
518 基材裏面
【技術分野】
【0001】
本発明は積層シート、積層シートを貼り付けた部品およびその製造方法に関し、より詳細には、インモールド射出成形法、真空加熱圧着法などを用いて基材に貼り付け可能な積層シート、その積層シートを基材に貼り付けた部品およびその製造方法に関する。
【背景技術】
【0002】
自動車の内装品や外装品などの立体基材表面を装飾する方法として、基材の表面に装飾フィルムやシートを貼り付ける方法が知られている。代表的な装飾シートの貼り付け方法としては、インモールド射出成形法が挙げられる。これは、ベースシート上に図柄層などを形成した装飾シートをそのまま、あるいは予備成形した後、射出成形用金型内にセットし、立体形状の成形品を射出成形すると同時にこの装飾シートを成形品に一体的に接着して装飾を行う方法である。
【0003】
基材への装飾シートの貼り付け方法として、真空加熱圧着法も知られている。真空加熱圧着法には、真空成形法および真空圧空成形法が含まれる。真空加熱圧着法は、上記インモールド射出成形法において装飾シートを予備成形する場合にも使用されることもあるが、ここでいう真空加熱圧着法とは、部品の基材に装飾シートを直接貼り付けるために使用される方法を指す。
【0004】
真空加熱圧着法では、予め成形された基材に対し、装飾シートを加熱し、延伸させながら、圧力差を用いて基材に貼り付ける。成形とは別途の作業で部品の基材面へ装飾シートが貼り付けられるので、一台の真空加熱圧着装置で、様々な形状の基材に対し装飾シートを貼り付けることができる。また、真空加熱圧着法は、基材表面の凹凸に対し、追従性よく貼り付けることが可能であり、インモールド射出成形法では困難である、基材端部付近における表面から裏面にかけての連続的な被覆、すなわち巻き込み被覆も可能になる。このように、真空加熱圧着法は、複雑な種々の形状の三次元立体基材に対して優れた被覆性で装飾シートを貼り付けることができる方法である。
【0005】
特許文献1には、透明な熱可塑性樹脂シート(B1)、着色剤を含む熱可塑性樹脂シート(C)、接着剤層(D)および基材シート(E)がこの順で積層され、前記透明な熱可塑性樹脂シート(B1)上に透明な硬化樹脂層(A)が設けられた装飾シートであって、前記透明な熱可塑性樹脂シート(B1)と前記着色剤を含む熱可塑性樹脂シート(C)との少なくとも1つがMDとTDの両方向に熱収縮応力が0.1〜1MPaである弱配向が施されたものであることを特徴とする装飾シートが記載されている。
【0006】
特許文献2には、離型面を有する耐熱性フィルム材料でなる離型フィルムと、離型フィルムの離型面上に形成された転写層と、転写層の転写面上に形成され予備成形後の面積/予備成形前の面積×100(%)で表される伸びが150%以上可能な賦形性を有するフィルム材料でなる賦形性フィルムとを有し、該転写層が、離型フィルムの離型面上に形成された(メタ)アクリル当量100〜300g/eq、水酸基価20〜500、重量平均分子量5000〜50000のポリマーと多官能イソシアネートとを有効成分として含有する熱及び活性エネルギー線硬化性樹脂組成物の熱反応体でなる表面保護層を有し、転写層中又は転写層と賦形性フィルムとの間に、賦形性フィルムを接着するための貼り合わせ層を有するインサート成形品製造用積層フィルムが記載されている。
【0007】
特許文献3には、基材に貼り付ける積層シートであって、最表面に配置される表面層(A)と、熱可塑性樹脂層(B)と、前記基材に接着される接着層(C)とを含み、前記表面層(A)は、水酸基を含有するモノマーを0.5質量%以上5質量%未満含む(メタ)アクリレートモノマーを共重合してなる(メタ)アクリル共重合体(I)と、一分子に二以上のイソシアネート基を有するイソシアネート化合物(II)とを、前記(メタ)アクリル共重合体(I)100gに対し前記イソシアネート基が3〜16mmolになる混合比で、混合して形成された、ガラス転移点(Tg)が80℃以上の(メタ)アクリル樹脂化合物を主成分とする積層シートが記載されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特許第3956716号公報
【特許文献2】特許第3137618号公報
【特許文献3】特開2010−131901号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記のインモールド射出成形法、真空加熱圧着法などによって基材に貼り付けられる装飾シートは、三次元形状を有する基材表面に対する形状追従性、すなわち優れた延伸性を有することが望ましい。一方で、装飾シートの最表面層は、物や人間の爪などによる押し跡が付きにくく、耐傷つき性、耐薬品性などに優れていることが望ましいが、これらの特性と高い延伸性の両立は困難である。
【0010】
本開示は、インモールド射出成形法、真空加熱圧着法などによって基材に貼り付けるのに適した、形状追従性に優れたより薄い積層シートを提供する。また、本開示は、用途に応じて必要とされる耐薬品性に優れた最表面層を有する積層シートを提供する。また、これらの積層シートを貼り付けた部品およびその製造方法を提供する。
【課題を解決するための手段】
【0011】
本開示の一実施態様によれば、基材に貼り付ける積層シートであって、最表面に配置される表面層と、加熱成形性を有する樹脂層と、前記基材に接着される接着層とを含み、前記表面層が、炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートと、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーとを含むモノマー混合物を共重合してなる(メタ)アクリル共重合体を含む、積層シートが提供される。
【0012】
本開示の別の実施態様によれば、基材を有する部品の前記基材表面に、上記積層シートを真空加熱圧着法で貼り付ける工程を含む、部品の製造方法が提供される。
【0013】
本開示のさらに別の実施態様によれば、基材を有する部品の前記基材表面に、上記積層シートが貼り付けられた部品が提供される。
【発明の効果】
【0014】
本開示の一実施態様によれば、表面層に含まれる(メタ)アクリル共重合体を得るのに使用するモノマー混合物に、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーを含めることにより、追加の接着層を使用せずに、表面層を加熱成形性を有する樹脂層と直接接触させて高い接着力で接合することができる。そのため、積層シートを構成する層の数を少なくすることができ、形状追従性に優れたより薄い積層シートを従来のものより低コストで提供することができる。
【0015】
本開示の別の実施態様によれば、表面層に含まれる(メタ)アクリル共重合体を得るのに使用するモノマー混合物に、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、および炭素数5以上のシクロアルコキシ基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーを含めることにより、例えば、部品の塗装工程において溶媒として使用されるエタノール、可塑剤であるジオクチルフタレート(DOP)などの化学物質に対する耐薬品性に優れた最表面層を有する積層シートを提供することができる。
【0016】
本開示の別の実施態様によれば、上記積層シートにより基材表面だけではなく基材端部においてもクラック、破断などのない良好な巻き込み被覆が施された部品を製造し、そのような部品を提供することができる。
【図面の簡単な説明】
【0017】
【図1】本開示の一実施態様の積層シートの断面図を示す。
【図2】本開示の一実施態様の積層シートが貼り付けられた部品の構造を示す断面図である。
【図3】本開示の別の実施態様の積層シートを示す断面図である。
【図4】本開示の別の実施態様の積層シートを示す断面図である。
【図5】本開示の別の実施態様の積層シートを示す断面図である。
【図6】本開示の別の実施態様の積層シートを示す断面図である。
【図7】本開示の別の実施態様の積層シートを示す断面図である。
【図8】真空加熱圧着装置を用いて積層シートを基材に適用する工程を模式的に説明する図である。
【発明を実施するための形態】
【0018】
本開示の実施態様(以下、「本実施態様」という)の積層シートは、基材に貼り付けるために使用される積層シートであって、最表面に配置される表面層と、加熱成形性を有する樹脂層と、前記基材に接着される接着層とを含む。ここで、積層シートの表面層は、炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートと、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーとを含むモノマー混合物を共重合してなる(メタ)アクリル共重合体を含む。
【0019】
本実施態様の積層シートは、インサート射出成形法、真空加熱圧着法などを用いて、様々な形状の基材表面を装飾するための装飾シートとして使用することに適しているが、装飾目的に限られるものではなく、例えば、基材の傷つきや汚れ防止のための保護シートなどの他の目的を含め、基材表面に貼り付ける目的は限定されない。
【0020】
以下、図面を参照しながら、本実施態様の積層シートについて具体的に述べるが、本明細書において、「シート」の概念には、可とう性を有する積層体であり、「フィルム」と呼ばれる薄い積層体も含まれる。
【0021】
本明細書において、「(メタ)アクリル」はアクリルおよびメタクリルを意味し、「(メタ)アクリレート」はアクリレートおよびメタクリレートを意味する。本明細書において、(メタ)アクリルポリマーは、(メタ)アクリル系モノマー以外のモノマー、例えばビニル不飽和モノマーに由来する単位を含む共重合体であってもよい。
【0022】
本明細書において、「巻き込み被覆」とは、代表的には真空加熱圧着法により、基材表面に積層シートを貼り付ける際に、例えば基材表面から連続的に基材裏面にかけて基材端部を積層シートで被覆する被覆態様をいう。なお、ここで「裏面」には、部品の表面側から観察した場合に、通常見えない位置にある面を含むものとする。
【0023】
図1は、本開示の一実施態様の積層シート100を示す断面図である。図2は、この積層シート100を基材410に貼り付けた部品400の一例であり、積層シート100で基材を巻き込み被覆した例を示す断面図である。
【0024】
図1に示すように、積層シート100は、積層シートの最表面に配置される表面層110と、加熱成形性を有する樹脂層120と、基材に接着される接着層130とを含む。基材410に貼り付ける前の積層シート100において、図3に示すように、接着層130の露出面に剥離シート200が貼られていてもよい。また、必要に応じて、表面層110の露出面は、製造時に使用した、剥離可能な支持シート300が貼り付けられた状態であってもよい。
【0025】
表面層は(メタ)アクリル共重合体を含み、この(メタ)アクリル共重合体は、炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートと、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーとを含むモノマー混合物を共重合することによって得られる。(メタ)アクリル共重合体の調製には、溶液ラジカル重合法などの溶液重合法、懸濁重合法、乳化重合法、塊状重合法などを使用することができる。例えば、酢酸エチルなどの溶媒中で、上記モノマー混合物を重合開始剤と混合し、所定温度に加熱し、重合を行うことによって、(メタ)アクリル共重合体を得ることができる。重合開始剤としては、過酸化ベンゾイル、ラウロイルパーオキシド、ビス(4−tert−ブチルシクロヘキシル)パーオキシジカーボネートのような有機過酸化物や、2,2’−アゾビスイソブチロニトリル、2,2’−アゾビス−2−メチルブチロニトリル、4,4’−アゾビス−4−シアノバレリアン酸、2,2’−アゾビス(2−メチルプロピオン酸)ジメチル、アゾビス−2,4−ジメチルバレロ二トリル(AVN)などのアゾ系重合開始剤を使用することができる。重合開始剤の使用量は、モノマー混合物100質量部あたり、0.05〜5質量部とすることができる。
【0026】
炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートとして、メチル(メタ)アクリレート、エチル(メタ)アクリレート、n−プロピル(メタ)アクリレート、イソプロピル(メタ)アクリレート、n−ブチル(メタ)アクリレート、tert−ブチル(メタ)アクリレートなどが挙げられ、2種以上を組み合わせて使用してもよい。後述するように、耐薬品性、耐傷つき性、押し跡回復性などに優れた表面層を形成するには(メタ)アクリル共重合体のガラス転移点(Tg)が所定温度以上であることが有利であることから、結晶性の高い共重合体を形成することができるメチルメタクリレートがモノマー混合物に含まれることが好ましい。炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートは、モノマー混合物を100質量部としたときに、約30質量部以上、約40質量部以上、または約50質量部以上、約99.9質量部以下、約99.5質量部以下、または約99質量部以下使用することができる。
【0027】
式(1)の(メタ)アクリルモノマーにおいて、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される。式(1)の(メタ)アクリルモノマーは2種以上を組み合わせて使用してもよい。式(1)の(メタ)アクリルモノマーは、モノマー混合物を100質量部としたときに、約0.1質量部以上、約0.5質量部以上、または約1質量部以上、約70質量部以下、約60質量部以下、または約50質量部以下使用することができる。
【0028】
R2がヒドロキシル基、または含窒素基である(メタ)アクリルモノマーを使用することにより、追加の接着層を使用せずに、後述する加熱成形性を有する樹脂層と表面層とが直接接触して高い接着力で接合された積層シートを作ることができる。そのため、積層シートを構成する層の数を少なくすることができ、形状追従性に優れたより薄い積層シートを従来のものより低コストで提供することができる。そのような(メタ)アクリルモノマーとして、R2がヒドロキシル基、すなわちカルボキシル基含有モノマーであるアクリル酸およびメタクリル酸;R2が含窒素基、例えばアミノ基含有モノマーである、N,N−ジメチルアミノエチルアクリレート(DMAEA)、N,N−ジメチルアミノエチルメタクリレート(DMAEMA)などのアミノアルキル(メタ)アクリレート、アミド基含有モノマーである、N,N−ジメチルアクリルアミド(DMAA)、N,N−ジメチルメタクリルアミド(DMMAA)、N,N−ジメチルアミノプロピルアクリルアミド(DMAPAA)、N,N−ジメチルアミノプロピルメタクリルアミドなどのジアルキルアミノアルキル(メタ)アクリルアミド、含窒素複素環含有モノマーである、2−(1−イミダゾリル)エチル(メタ)アクリレート、2−(4−モルホリニル)エチル(メタ)アクリレート、1−(2−メタクリロイルオキシエチル)−2−ピロリドンなどを使用することができる。入手が容易であり、樹脂層との接着力が高いことから、R2がヒドロキシル基、すなわちアクリル酸および/またはメタクリル酸を使用することが有利である。また、R2が含窒素基である(メタ)アクリルモノマーを使用する場合、耐候性などが要求される用途では黄変が起こりにくいことからアミド基含有(メタ)アクリルモノマーを使用することが望ましい。R2がヒドロキシル基、または含窒素基である(メタ)アクリルモノマーは、モノマー混合物を100質量部としたときに、一般に、約0.1質量部以上、約0.5質量部以上、または約1質量部以上、約30質量部以下、約25質量部以下、または約20質量部以下使用することができる。
【0029】
R2が炭素数5以上のアルコキシ基、または炭素数5以上のシクロアルコキシ基である(メタ)アクリルモノマーを使用することにより、例えば、部品の塗装工程において溶媒として使用されるエタノール、可塑剤であるジオクチルフタレート(DOP)などの化学物質に対する耐薬品性に優れた表面層を形成することができる。そのような(メタ)アクリルモノマーとして、R2が炭素数5以上のアルコキシ基、すなわち炭素数5以上のアルキル基を有するアルキル(メタ)アクリレートである、n−ペンチル(メタ)アクリレート、n−ヘキシル(メタ)アクリレート、イソアミル(メタ)アクリレート、n−オクチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、イソオクチル(メタ)アクリレート、イソノニル(メタ)アクリレート、デシル(メタ)アクリレート、ラウリル(メタ)アクリレート、ステアリル(メタ)アクリレート、ベヘニル(メタ)アクリレートなど;R2が炭素数5以上のシクロアルコキシ基、すなわち炭素数5以上のシクロアルキル基を有するシクロアルキル(メタ)アクリレートである、シクロペンチル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、イソボルニル(メタ)アクリレート、ジシクロペンテニル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレートなどを使用することができる。上記アルコキシ基およびシクロアルコキシ基の炭素数の上限は特に限定されないが、一般に50以下、36以下、または24以下である。R2が炭素数5以上のアルコキシ基、または炭素数5以上のシクロアルコキシ基である(メタ)アクリルモノマーは、モノマー混合物を100質量部としたときに、一般に、約1質量部以上、約2質量部以上、または約5質量部以上、約70質量部以下、約60質量部以下、または約50質量部以下使用することができる。一般に、R2が炭素数5以上のアルコキシ基、または炭素数5以上のシクロアルコキシ基である(メタ)アクリルモノマーの量を増やすと、エタノールなどの極性の高い化学物質に対して表面層の耐薬品性を向上させることができる。また、R2が炭素数5以上のアルコキシ基、または炭素数5以上のシクロアルコキシ基である(メタ)アクリルモノマーを使用すると、(メタ)アクリル共重合体を溶液重合法で調製するときの重合溶液の粘度が低下するため、重合溶液の固形分含量を高くすることができる。このような重合溶液を表面層を形成するための組成物に使用すると、表面層の膜厚を増やしても乾燥が容易であり、その組成物のコーティング適性を向上させることができる場合がある。
【0030】
R2がヒドロキシル基、または含窒素基である(メタ)アクリルモノマーと、R2が炭素数5以上のアルコキシ基、または炭素数5以上のシクロアルコキシ基である(メタ)アクリルモノマーとを組み合わせてモノマー混合物に使用することにより、上記のとおり、耐薬品性に優れた最表面層を有し、かつ形状追従性に優れたより薄い積層シートを得ることができる。
【0031】
上記モノマー混合物には、積層シートの特性を損なわない範囲で、他の重合性モノマーが含まれていてもよい。そのような他の重合性モノマーとして、例えば、上記以外の(メタ)アクリル系モノマー、酢酸ビニル、プロピオン酸ビニル、スチレンなどのビニルモノマーなどを使用することができる。
【0032】
上記(メタ)アクリル共重合体は、架橋剤を用いて架橋されていてもよい。(メタ)アクリル共重合体を架橋すると、表面層の強度を高めて、耐傷つき性、耐薬品性などを向上させることができる。架橋剤として、上記(メタ)アクリル共重合体に含まれる官能基と反応可能な官能基を分子内に2以上有するものを使用することができる。そのような架橋剤として、イソシアネート架橋剤、エポキシ架橋剤、アジリジン架橋剤、ビスアミド架橋剤、オキサゾリン架橋剤、金属キレート架橋剤などが挙げられる。架橋された(メタ)アクリル共重合体に含まれるウレタン結合に起因して、表面層に耐衝撃性、耐傷つき性などの優れた物性を付与できることから、イソシアネート架橋剤で架橋された(メタ)アクリル共重合体を使用することが望ましい。
【0033】
イソシアネート架橋剤を使用する場合、イソシアネート基と反応する水酸基を有する(メタ)アクリル共重合体を使用することができる。そのような(メタ)アクリル共重合体は、上記モノマー混合物に、水酸基含有モノマーをさらに追加したものを共重合して得ることができる。水酸基含有モノマーは、2種以上を組み合わせて使用してもよい。水酸基含有モノマーは、モノマー混合物を100質量部としたときに、約0.2質量部以上、約0.5質量部以上、または約1質量部以上、約5質量部以下、約4質量部以下、または約3質量部以下使用することができる。水酸基含有モノマーの使用量を5質量部以下とすることで、(メタ)アクリル共重合体の架橋が過度に進行せず、その結果、表面層の延伸性をより高めて、積層シートの形状追従性を向上させることができる。
【0034】
このような水酸基含有モノマーとして、ヒドロキシエチル(メタ)アクリレート、ヒドロキシブチル(メタ)アクリレートなどの炭素数2〜8のヒドロキシアルキル(メタ)アクリレート;ヒドロキシエチルビニルエーテルなどのヒドロキシアルキルビニルエーテル;エチレングリコール、1,6−ヘキサンジオール、ネオペンチルグリコール、ポリエチレングリコール、ポリプロピレングリコール、ポリブチレングリコールなどのジオール化合物と(メタ)アクリル酸との部分エステル化反応により得られた水酸基含有(メタ)アクリレート;グリシジル(メタ)アクリレートを酢酸、プロピオン酸、p−tert−ブチル安息香酸、脂肪酸などの酸、またはアルキルアミンなどのモノアミンと反応させることにより得られた水酸基含有(メタ)アクリレートなどを挙げることができる。
【0035】
さらに、上記水酸基含有モノマーに由来する水酸基を利用して、(メタ)アクリル共重合体の側鎖長を延長し、その末端に水酸基を導入したものを用いることもできる。側鎖の構造および導入方法は特に限定されないが、例えば水酸基含有モノマーに由来する水酸基に対してラクトンを開環付加することにより、末端に水酸基を有する構造を導入することができる。側鎖に導入されたラクトンの重合度も1以上であればよく、架橋時に十分な反応性を得る観点から、側鎖重合度1〜10であることが好ましく、1〜5であることがさらに好ましい。
【0036】
水酸基を有する(メタ)アクリル共重合体は、イソシアネート架橋剤と混合して、重合付加反応を行うことによって架橋することができる。重合付加反応を行うにあたり、必要に応じて、公知の硬化触媒を用いてもよく、硬化触媒は特に限定されない。イソシアネート架橋剤は、一般に、一分子に2以上のイソシアネート基を有するイソシアネート化合物である。イソシアネート化合物は2種以上を組み合わせて使用してもよい。
【0037】
イソシアネート化合物は、(メタ)アクリル共重合体100gに対してイソシアネート基が約1mmol以上、約2mmol以上、または約3mmol以上、約50mmol以下、約30mmol以下、または約20mmol以下となる量で混合することができる。イソシアネート化合物の使用量を上記範囲とすることによっても、(メタ)アクリル共重合体の過度な架橋を抑制し、表面層に高い延伸性を与え、積層シートの形状追従性を向上させることができる。積層シートに高い延伸性、例えば、120℃で300面積%以上または400面積%以上の延伸性が求められる場合、イソシアネート化合物を(メタ)アクリル共重合体100gに対してイソシアネート基が約20mmol以下となる量で混合することが望ましい。
【0038】
このようなイソシアネート化合物として、例えば、ヘキサメチレンジイソシアネートなどの脂肪族ジイソシアネート;水素添加キシリレンジイソシアネート、シクロヘキシレンジイソシアネート、イソホロンジイソシアネートなどの脂環式ジイソシアネート;トリレンジイソシアネート、ナフタレンジイソシアネートなどの芳香族ジイソシアネート;2,4,6−トリイソシアナトシクロヘプタン、1,2,5−トリイソシアナトシクロオクタンなどの脂肪族トリイソシアネート;1,3,5−トリイソシアナトベンゼン、2,4,6−トリイソシアナトナフタレンなどの芳香族トリイソシアネートなどを使用することができる。
【0039】
一分子に3以上のイソシアネート基を持つポリイソシアネート化合物として、2価以上のポリイソシアネートの2量体または3量体;これらの2価または3価以上のポリイソシアネートと、多価アルコール、末端に水酸基を有するポリエステル樹脂などとをイソシアネート基過剰の条件で反応させて得られる付加物;遊離のイソシアネート基を有するイソシアネート化合物の遊離のイソシアネート基をフェノール、オキシム、ラクタム、アルコール、メルカプタンなどのブロック剤で封鎖したブロックポリイソシアネート;遊離のイソシアネート基を有するポリイソシアネートと水とを反応させて得られるビウレット構造を有するポリイソシアネートなどを使用することもできる。さらに上記ポリイソシアネートのイソシアネート基残基を種々のポリオール化合物を用いて連結した多官能ポリイソシアネートを使用することもできる。
【0040】
(メタ)アクリル共重合体が活性水素を有する官能基を有する場合、すなわち式(1)の(メタ)アクリルモノマーにおいて、R2がヒドロキシル基であるか、あるいはR2が活性水素を有する含窒素基である、例えば一級または二級アミノ基、無置換または一置換アミド基などを含む場合は、エポキシ架橋剤で(メタ)アクリル共重合体を架橋することもできる。エポキシ架橋剤として、通常市販されているエポキシ架橋剤を使用でき、4官能のエポキシ架橋剤を使用することが好ましい。エポキシ架橋剤としては、例えば、綜研化学株式会社製のE−5XM、三菱ガス化学株式会社製のテトラッドX、テトラッドCなどが挙げられる。エポキシ架橋剤は、(メタ)アクリル共重合体100gに対してエポキシ基が約1mmol以上、約2mmol以上、または約3mmol以上、約50mmol以下、約30mmol以下、または約20mmol以下となる量で混合することができる。
【0041】
架橋されていない状態の(メタ)アクリル共重合体の分子量は特に限定されないが、一般に、重量平均分子量で約2万以上、または約5万以上、約120万以下、または約60万以下とすることができる。なお、上記範囲より低い分子量の(メタ)アクリル共重合体を架橋して使用することもできる。
【0042】
必要に応じて架橋された(メタ)アクリル共重合体のガラス転移点(Tg)は約80℃以上であることが望ましい。このようなガラス転移点を有する(メタ)アクリル共重合体は、例えば自動車用途において想定される温度、例えば約−20℃〜約70℃において結晶性を示しその構造自体がより密であることから、耐薬品性、耐傷つき性を向上させるだけでなく、爪などで押してもその跡が残らないようにする性質である、押し跡回復力を高めることができる。
【0043】
例えば、真空加熱圧着法などを用いて基材に積層シートを貼り付ける場合、基材の耐熱性を考慮し、貼り付け温度は約110℃〜約150℃、一般的には約120℃程度に調整されることが多い。(メタ)アクリル共重合体のガラス転移点(Tg)は、少なくともこの貼り付け温度を超えない範囲であることが望ましく、貼り付け温度以下であれば、例えば90℃以上、あるいは105℃以上にしてもよい。
【0044】
(メタ)アクリル共重合体のガラス転移点(Tg)は、(メタ)アクリル共重合体を作る際に使用するモノマー混合物に含まれる炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレート、式(1)の(メタ)アクリルモノマー、必要に応じて使用される水酸基含有モノマー、およびその他の重合性モノマーの種類および混合比などによって調節することができる。
【0045】
以下、上記アルキル(メタ)アクリレート、式(1)で表される(メタ)アクリルモノマー、水酸基含有モノマーおよびその他の重合性モノマーのうち、代表的なもののガラス転移点(Tg)を記載する。ここでのガラス転移点(Tg)とは、これらのモノマーを単独で重合して得られるホモポリマーのガラス転移点(Tg)をいう。
【0046】
ガラス転移点(Tg)が80℃以上
メチルメタクリレート(Tg=105℃)、tert−ブチルメタクリレート(Tg=107℃)、シクロヘキシルメタクリレート(Tg=83℃)、イソボルニルメタクリレート(Tg=155℃)、イソボルニルアクリレート(Tg=94℃)、ジシクロペンテニルアクリレート(Tg=120℃)、ジシクロペンタニルアクリレート(Tg=120℃)、ジシクロペンタニルメタクリレート(Tg=175℃)
【0047】
ガラス転移点(Tg)が80℃未満
メチルアクリレート(Tg=8℃)、エチルアクリレート(Tg=−22℃)、ブチルアクリレート(Tg=−56℃)、イソブチルアクリレート(Tg=−26℃)、tert−ブチルアクリレート(Tg=41℃)、イソアミルアクリレート(Tg=−45℃)、シクロヘキシルアクリレート(Tg=15℃)、2−エチルヘキシルアクリレート(Tg=−70℃)、ラウリルアクリレート(Tg=−3℃)、エチルメタクリレート(Tg=65℃)、ブチルメタクリレート(Tg=20℃)、イソブチルメタアクリレート(Tg=48℃)、2−エチルヘキシルメタアクリレート(Tg=−10℃)、ラウリルメタクリレート(Tg=−65℃)、2−メトキシエチルアクリレート(Tg=−50℃)、エチルカルビトールアクリレート(Tg=−67℃)、テトラヒドロフルフリルアクリレート(Tg=−12℃)、テトラヒドロフルフリルメタクリレート(Tg=60℃)、ベンジルアクリレート(Tg=6℃)、ベンジルメタクリレート(Tg=54℃)、フェノキシエチルアクリレート(Tg=−22℃)
【0048】
表面層は上記(メタ)アクリル共重合体を主成分とするが、それ以外にも、本実施態様の積層シートの作用効果を発揮できる範囲で添加物を加えてもよい。このような添加物として、例えば、耐摩擦剤、表面調節剤(レベリング剤、消泡剤、ブロッキング防止剤など)、耐光性添加剤(紫外線吸収剤、安定剤など)、可塑剤、顔料、酸化防止剤、帯電防止剤、難燃剤、滑剤、防カビ剤、抗菌剤、非反応性樹脂、合成ゴム、分散剤などを使用することができる。
【0049】
特に表面層の透明性を保持したまま耐傷つき性、耐薬品性を向上させるために、有機溶媒分散性の金属酸化物微粒子を添加してもよい。これら有機溶媒分散性の金属酸化物としては、例えば、酸化チタン、酸化スズ、酸化ジルコニア、酸化ケイ素(シリカ)、酸化アルミニウムおよび酸化亜鉛などを用いることができる。
【0050】
本実施態様の表面層の厚みは、特に限定されないが、例えば、十分な耐傷性を得るために約20μm以上、または約30μm以上であることが好ましく、さらに約50μm以上であってもよい。また、基材貼り付け時に、良好な延伸性を示すためには、約100μm以下、または約80μm以下にすることが好ましい。
【0051】
表面層は、上記(メタ)アクリル共重合体に、必要に応じて架橋剤、重合開始剤、溶媒などを添加した組成物を、支持シートまたは樹脂層に種々の方法でコーティングし、加熱することで形成できる。表面層の厚みは、組成物の粘度やコーティング方法、コーティング繰り返し回数などで調整できる。
【0052】
また、表面層は、単一層に限らず、二以上の複数の層で形成されていてもよい。主成分以外の成分を各層ごとに異なるものとしてもよい。また、少なくとも一の層を、装飾性を付加した表面層としてもよい。例えば図4に示すように、表面層110を下地表面層111と露出表面に三次元構造を有する表面層112との積層構造としてもよい。例えば、表面層112の露出面にエンボス加工を施してもよい。微細な凹凸によりマットな外観を得ることもできるし、ヘアラインパターンなどのデザイン性のあるストライプ状の溝を形成することもできる。その他、要望にあわせて、表面層の凹凸で、幾何学的、梨地、砂目、砂紋、地紋、布目、文字などの模様を与えることもできる。あるいは、表面層112に、ビーズ粒子や金属酸化物粒子などを含めてもよい。
【0053】
なお、このような表面層112に三次元構造を形成する方法は特に限定されないが、代表的には、表面に凹凸のある支持シート300を使用し、その上にコーティングで表面層112を形成することで、容易に支持シートの凹凸を表面層112に転写する方法を用いることができる。この方法で表面層112に形成された凹凸は、形成時に発生する残留応力が小さいため、形状保持性が高く、貼り付け時の加熱や延伸によっても凹凸形状が変形や消失を生じにくい。
【0054】
あるいは、図5に示すように、表面層110を下地表面層111とグラビア印刷などで形成された装飾パターンを有する印刷層113との積層構造としてもよい。例えば、印刷層113としてビーズや顔料を含む印刷パターンを形成してもよい。さらには、図示はしないが、下地表面層111と三次元構造を有する表面層112の間に、グラビア印刷などで着色や図柄を配した加飾層を形成することもできる。これらの種々の加飾層の存在により、単独で、あるいは組み合わせにより、より複雑な装飾、例えば木目模様、皮革模様、立体模様など、多種多様な装飾を施すことができる。
【0055】
次に、加熱成形性を有する樹脂層について説明する。図1に示すように、加熱成形性を有する樹脂層120は、表面層110と接着層130の間に配置される。なお、上述したように、表面層に含まれる(メタ)アクリル共重合体が、式(1)においてR2がヒドロキシル基または含窒素基である(メタ)アクリルモノマーを含むモノマー混合物を共重合して得られるものである実施態様においては、加熱成形性を有する樹脂層120と表面層110の間に第2の接着層を配置する必要がない。別の実施態様においては、樹脂層120と表面層110の間に第2の接着層を配置してもよい。また、後述するように、各層の間に、印刷や着色による加飾層、プライマー層などをさらに設けてもよい。
【0056】
加熱成形性を有する樹脂層を構成する熱可塑性樹脂に特に限定はなく、例えば、アクリロニトリル−ブタジエン−スチレン(ABS)樹脂、アクリロニトリル−アクリルゴム−スチレン(AAS)樹脂、アクリロニトリル−エチレンゴム―スチレン(AES)樹脂、ポリエチレン(PE)、ポリプロピレン(PP)などのポリオレフィン系樹脂、ポリエチレンテレフタレート(PET)などのポリエステル系樹脂、アクリル系樹脂、塩ビ系(PVC)系樹脂などの汎用樹脂、またはスチレン系樹脂、ウレタン系樹脂、ポリアミド系樹脂などの熱可塑性樹脂を、単体もしくは2種以上を混合した単層で、または2種以上の各層を積層して使用することができる。
【0057】
加熱成形性を有する樹脂層は、基材表面に積層シートを貼り付ける際に、少なくとも表面層と同等かそれ以上に高い延伸性を示すことが望ましい。例えば、貼り付け時の温度、すなわち約100℃〜約150℃、一般的には約120℃において、約300面積%以上、約400面積%以上、または約600面積%の延伸性を備えることが望ましい。例えば、約120℃において、面積比で約600%の延伸を行っても、破断やクラックが生じない良好な成形性を有することが望ましく、このような加熱成形性を有する樹脂層として、ポリウレタン樹脂およびポリエステル樹脂を挙げることができる。
【0058】
ポリウレタン樹脂としては、ポリヒドロキシ化合物とポリイソシアネート化合物との重合付加反応により得られる樹脂が挙げられる。ここで、具体的なポリヒドロキシ化合物としては、フタル酸、イソフタル酸、アジピン酸、マレイン酸などの多塩基酸と、エチレングリコール、プロピレングリコール、ブチレングリコール、ジエチレングリコール、トリメチロールプロパン、グリセリン、ペンタエリスリトールなどのポリヒドロキシ化合物との縮合反応物よりなるポリエステルポリオール、およびポリカプロラクトンなどのラクトン系ポリエステルポリオール、ポリヘキシレンカーボネートジオール、ポリノニレンカーボネートジオール、ポリシクロヘキシレンカーボネートジオール、ポリジメチルシクロヘキシルカーボネートジオールなどのポリカーボネートポリオール、ポリオキシプロピレングリコール、ポリオキシエチレン−ポリオキシプロピレングリコール、ポリオキシテトラメチレングリコールなどのポリエーテルポリオールが挙げられる。さらにアクリルポリオール、ヒマシ油誘導体なども挙げられる。また、エチレングリコール、プロピレングリコール、ブタンジオール、ネオペンチルグリコール、シクロヘキサンジメタノールなどのヒドロキシ化合物、およびジメチロールプロピオン酸、ジメチロールブタン酸などのカルボキシル基含有ヒドロキシ化合物も挙げられる。
【0059】
ポリイソシアネート化合物としては、トルエンジイソシアネート、ジフェニルメタンジイソシアネート、キシリレンジイソシアネート、ヘキサメチレンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネート、ビス(イソシアネートメチル)シクロヘキサンなどが例示できる。
【0060】
ポリエステル樹脂としては、フタル酸、イソフタル酸、アジピン酸、マレイン酸などの多塩基酸と、エチレングリコール、プロピレングリコール、ブチレングリコール、ジエチレングリコール、トリメチロールプロパン、グリセリン、ペンタエリスリトールなどのポリヒドロキシ化合物との縮合反応物よりなるものが挙げられる。
【0061】
式(1)においてR2がヒドロキシル基または含窒素基である(メタ)アクリルモノマーを含むモノマー混合物を共重合して得られるメタ(アクリル)共重合体を含む表面層とより高い接着力で接合させることができるため、樹脂層は水系ポリウレタン樹脂を含むことが有利である。いかなる理論に拘束される訳ではないが、水系ポリウレタン樹脂はポリウレタン分子中にカルボキシル基などの極性基を有することから、このようなメタ(アクリル)共重合体と化学的により強く結合する傾向があると考えられている。
【0062】
加熱成形性を有する樹脂層の厚みは、特に限定されないが、積層シートを基材に貼り付け加工する際に十分な柔軟性を維持し、成形性を確保できればよく、例えば約300μm以下、または約200μm以下とすることができる。一方、積層シートを基材に貼り付け加工する際に、積層シートに生じる応力を緩和する、一種の応力緩和層としての機能が発揮できる厚みが望ましく、例えば約10μm以上、約20μm以上、または約30μm以上とすることができる。
【0063】
加熱成形性を有する樹脂層の形成は、例えば、水または有機溶剤に溶解または分散させたコーティング溶液または分散液をライナーまたは積層シートの他の層の上にコーティングすることで形成できる。膜厚の調整は、コーティング溶液または分散液の粘度、コーティング方法、コーティング回数などを制御して行うことができる。
【0064】
次に、本実施態様で使用する接着層について説明する。図1に示すように、接着層130は積層シート100の裏面に位置し、基材に貼り付ける前は、通常剥離シート200によりその露出面は被覆されている。接着層130は、図2に示すように、本実施態様の積層シート100を基材410に貼り付ける際に、基材410に直接接触して積層シート100を基材410に固定する。
【0065】
接着層の材質は、特に限定されないが、アクリル系、ポリエステル系、ウレタン系、ゴム系、シリコーン系粘着剤などの汎用の粘着剤、接着剤を挙げることができる。これらの中でも、耐熱性、および耐久性の理由から、アクリル系接着剤が好ましい。
【0066】
基材への貼り付け時に、積層シートは高温にさらされることが多い。例えば、真空加熱圧着法を用いて基材への貼り付けを行う場合は、積層シートに約100℃以上、または約120℃以上の高温にて、局部的に約300面積%以上の極めて大きな面延伸が生じる場合があるため、接着層にも高温下で極めて大きな応力がかかる。よって、接着層は、この条件においても良好な基材への接着力を維持できることが望ましい。
【0067】
上記条件を考慮した場合、接着層としては、(a)ポリマーの全繰り返し単位数に対してカルボキシル基を含有する繰り返し単位数の割合が約4.0%以上、約25%以下である、約25℃以下のガラス転移点(Tg)を有するカルボキシル基含有(メタ)アクリルポリマー、および(b)ポリマーの全繰り返し単位数に対してアミノ基を含有する繰り返し単位数の割合が約3.5%以上、約15%以下である、約75℃以上のガラス転移点(Tg)を有するアミノ基含有(メタ)アクリルポリマーを含み、成分(a)と成分(b)の配合比を質量比で62:38〜75:25とするアクリル系接着剤を使用することが望ましい。
【0068】
例えば真空加熱圧着法を用いて、基材に積層シートを貼り付けた場合、局部的に高温で約300面積%を超える延伸が生じ、貼り付け後の冷却時に延伸部分に残留応力が残る場合がある。接着層として上記アクリル系接着剤を使用した場合は、残留応力が存在した場合であっても接着力が保持され、積層シートを基材にしっかり固定できる。
【0069】
(メタ)アクリルポリマーを構成するモノエチレン性不飽和モノマーとして、一般には式(2):
CH2=CR3COOR4 (2)
(式中、R3は水素またはメチル基であり、R4は直鎖、分岐または環状のアルキル基、フェニル基、アルコキシアルキル基、フェノキシアルキル基などである。)で表されるものを主成分として使用するが、その他、スチレン、α−メチルスチレン、ビニルトルエンなどの芳香族ビニルモノマー、酢酸ビニルなどのビニルエステルなどを使用することもできる。このようなモノマーとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、n−ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、tert−ブチル(メタ)アクリレート、n−ヘキシル(メタ)アクリレート、イソアミル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、イソオクチル(メタ)アクリレート、イソノニル(メタ)アクリレート、イソボルニル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレート、デシル(メタ)アクリレート、ラウリル(メタ)アクリレートなどのアルキル(メタ)アクリレート、フェノキシエチル(メタ)アクリレートなどのフェノキシアルキル(メタ)アクリレート、メトキシプロピル(メタ)アクリレートや2−メトキシブチル(メタ)アクリレートなどのアルコキシアルキル(メタ)アクリレートなどを使用でき、所望のガラス転移点、接着性、熱間接着性、熱間保持力などを得るために、その目的に応じて適宜1種または2種以上を使用することができる。モノエチレン性不飽和モノマーは、アルキル(メタ)アクリレート(アルキル基の好ましい炭素数は1〜12である)が好ましい。
【0070】
成分(a)は、25℃以下のガラス転移点(Tg)を有する(メタ)アクリルポリマーであり、軟らかい成分である。この軟らかい成分(a)自体は、常温で粘着性を有しているが、成分(b)と上記の量で混合された組成物は、常温では殆ど粘着性を示さない。しかし、この軟らかい成分(a)が含まれないか少ないと、被着体表面での接着剤の濡れ性が低く、接着剤が被着体表面で展開しにくくなり、積層シートを加熱圧着後、常温に冷却したときに、接着層が基材から剥離しやすい。
【0071】
ガラス転移点(Tg)が25℃以下の(メタ)アクリルポリマーは、そのホモポリマーのガラス転移点(Tg)が25℃以下となるモノマーを主成分とすることにより、容易に提供できる。そのようなモノマーとしては、例えば、メチルアクリレート、エチルアクリレート、n−ブチルアクリレート、イソブチルアクリレート、イソアミルアクリレート、2−エチルヘキシル(メタ)アクリレート、イソオクチル(メタ)アクリレート、およびドデシル(メタ)アクリレートを挙げることができる。室温での接着性、高温時での凝集力を考慮すると、(メタ)アクリルポリマーの好ましい範囲のTgは、0℃〜−50℃である。
【0072】
さらに、成分(a)はカルボキシル基を含有する(メタ)アクリルポリマーである。成分(a)がカルボキシル基を含有するとともに、成分(b)がアミノ基を含有することで、成分(a)と成分(b)との相溶性が向上し、接着剤組成物における成分(a)と成分(b)の相分離を回避できる。成分(a)と成分(b)が相分離すると、成分(a)と成分(b)を混合しても、高温での所望の接着性と保持力のどちらも得られない。この所望の相溶性を得るために、成分(a)の(メタ)アクリルポリマーに含まれるカルボキシル基の量は、ポリマーの全繰り返し単位数に対してカルボキシル基を含有する繰り返し単位数の割合が4.0%〜25%(カルボキシ基量mol%とも表示する。)であることが好ましい。
【0073】
カルボキシル基を含有した不飽和モノマーを上記モノエチレン性不飽和モノマーと共重合することで、(メタ)アクリルポリマーにカルボキシル基を含有させることができる。このようなモノマーとしては、例えば、アクリル酸、メタクリル酸、マレイン酸、イタコン酸、ω−カルボキシポリカプロラクトンモノ(メタ)アクリレート、フタル酸モノヒドロキシエチル(メタ)アクリレート、β−カルボキシエチル(メタ)アクリレート、2−(メタ)アクリロイルオキシエチルコハク酸、2−(メタ)アクリロイルオキシエチルヘキサヒドロフタル酸などを使用することができる。カルボキシル基を含有した不飽和モノマーは、耐黄変性を考慮すると、(メタ)アクリル酸、ω−カルボキシポリカプロラクトンモノ(メタ)アクリレート、β−カルボキシエチル(メタ)アクリレートが好ましい。
【0074】
成分(a)のカルボキシル基含有(メタ)アクリルポリマーの分子量は特に限定されないが、一般に、重量平均分子量で約10万〜約100万、または約20万〜約80万とすることができる。重量平均分子量が小さいと凝集性が低下し、大きいと相溶性が低下する傾向があるが、ポリマーが成分(a)の条件を満たせば特に限定されない。
【0075】
成分(b)は、75℃以上のガラス転移点(Tg)を有する(メタ)アクリルポリマーであり、硬い成分である。この硬い成分(b)が含まれないか少ないと、接着剤は常温において粘着剤であり、耐熱性が低く、熱間接着性および/または熱間保持力が不足する。75℃以上のガラス転移点(Tg)を有する成分(b)を含ませることで、加熱接着時に接着剤が粘着性を示すことができる。これにより、積層シートを基材に貼り付けた際に、高温で延伸され、その後残留応力により収縮しても、接着層がその収縮に耐えることができ、積層シートがエッジからずれたり剥がれたりすることを防止できる。成分(b)のガラス転移点(Tg)は75℃以上が好ましい。Tgが高いほどTg付近での高温接着力は高くできるが、Tgがあまり高いと室温接着性が低下して剥がれ易くなる場合がある、あるいは加熱圧着の温度が必要以上に高くなるので、Tgは250℃以下が好ましく、80〜120℃であることがより好ましい。
【0076】
ガラス転移点(Tg)が75℃以上の(メタ)アクリルポリマーは、そのホモポリマーのTgが75℃以上となるモノマーを主成分とすることで容易に提供できる。そのようなモノマーとしては、例えば、メチルメタクリレート、エチルメタクリレート、tert−ブチルメタクリレート、シクロヘキシルメタクリレート、イソボルニル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレートなどを挙げることができる。
【0077】
成分(b)はアミノ基を含有する(メタ)アクリルポリマーであり、成分(a)との相溶性が良好であるため、成分(a)と成分(b)の相分離を防止または抑制することができる。成分(a)と成分(b)が良好に相溶することで、所望の加熱接着性や熱間接着性および/または熱間保持力が効果的に得られる。この所望の相溶性効果を得るためには、成分(b)の(メタ)アクリルポリマーに含まれるアミノ基の量は、ポリマーの全繰り返し単位数に対してアミノ基を含有する繰り返し単位数の割合が3.5%〜15%(アミノ基量mol%とも表示する。)であることが望ましい。
【0078】
上記モノエチレン性不飽和モノマーと共重合してアミノ基含有(メタ)アクリルポリマーを構成する、アミノ基を含有する不飽和モノマーとして、具体的には、N,N−ジメチルアミノエチルアクリレート(DMAEA)、N,N−ジメチルアミノエチルメタクリレート(DMAEMA)などのジアルキルアミノアルキル(メタ)アクリレート、N,N−ジメチルアミノプロピルアクリルアミド(DMAPAA)、N,N−ジメチルアミノプロピルメタクリルアミドなどのジアルキルアミノアルキル(メタ)アクリルアミド、およびビニルイミダゾールなどの含窒素複素環を有するビニルモノマーに代表される3級アミノ基を有するモノマーなどを使用することができる。
【0079】
成分(b)のアミノ基含有(メタ)アクリルポリマーの分子量は特に限定されないが、一般に、重量平均分子量で約1万〜約20万、または約4万〜約15万とすることができる。重量平均分子量が小さいと熱間接着性および/または熱間保持力が劣り、大きいと相溶性が低下する傾向があるが、ポリマーが成分(b)の条件を満たせば特に限定されない。
【0080】
成分(a)と成分(b)の量は、成分(a)と成分(b)の配合比が質量比で62:38〜75:25となる量とすることが好ましい。成分(a)の量がこれより少ないと、室温接着性および加熱接着性が不足し、これより多いと成分(b)が不足して熱間接着性および/または熱間保持力が不足する傾向がある。成分(b)がこれより少ないと、熱間接着性および/または熱間保持力が不足し、これより多いと接着剤の被着体表面に対する濡れ性が低下し、室温接着性および加熱接着性が不足する傾向がある。成分(a)と成分(b)のより好ましい配合比は質量比で65:35〜70:30の範囲である。
【0081】
(メタ)アクリルポリマーはラジカル重合法により得ることができ、溶液重合法、懸濁重合法、乳化重合法、塊状重合法などの公知の方法を使用することができる。重合開始剤としては、過酸化ベンゾイル、ラウロイルパーオキシド、ビス(4−tert−ブチルシクロヘキシル)パーオキシジカーボネートのような有機過酸化物や、2,2’−アゾビスイソブチロニトリル、2,2’−アゾビス−2−メチルブチロニトリル、4,4’−アゾビス−4−シアノバレリアン酸、2,2’−アゾビス(2−メチルプロピオン酸)ジメチル、アゾビス−2,4−ジメチルバレロ二トリル(AVN)などのアゾ系重合開始剤が用いられる。重合開始剤の使用量は、モノマー混合物100質量部あたり、0.05〜5質量部とすることができる。
【0082】
本実施態様の接着層の接着剤には、そのほか、必要に応じて、可塑剤、架橋剤(例えばエポキシ系、アジリジン系、イソシアネート系、ビスアミド系の官能基を有する架橋剤、金属キレート系架橋剤)、酸化防止剤、紫外線吸収剤、顔料、フィラーなどの添加剤を添加することができる。
【0083】
本実施態様の接着層の厚みは、特に限定されないが、約5μm以上、または約10μm以上、約100μm以下、または約80μm以下とすることができる。
【0084】
本実施態様の積層シートは、最表面に配置される表面層と、加熱成形性を有する樹脂層と、基材に接着される接着層とを含むものであるが、図6に示すように、表面層と加熱成形性を有する樹脂層の間に、これらの層の間の接着力を高めるために別の第2接着層140を配置してもよい。図7に示すように、積層シートに装飾性、デザイン性などを付与する目的で、印刷層や着色層などの加飾層150または金属層160を表面層と接着層の間に配置してもよい。また、各層の間の接着力を高めるために、必要によりプライマーを塗布してもよい。
【0085】
加飾層150は、例えば、図柄であれば、グラビアダイレクト印刷法、グラビアオフセット印刷法、スクリーン印刷法などの通常の印刷法や、グラビアコート法、ロールコート法、コンマコート法などのコーティング法を用いて形成することができる。加飾層150を印刷などにより着色してもよく、あるいは加飾層150に木目柄、幾何学模様、皮革模様などの様々な装飾パターンを加えてもよい。
【0086】
金属層160は、真空蒸着法、スパッターリング法、イオンプレーティング法、鍍金法などにより形成することができる。求められる金属色調に合わせて、アルミニウム、ニッケル、金、白金、クロム、鉄、銅、スズ、インジウム、銀、チタニウム、鉛、亜鉛、ゲルマニウムなどの金属、これらの合金または化合物である硫化亜鉛、酸化ケイ素、フッ化マグネシウム、酸化スズ、ITOなどを使用することができる。例えば10〜100nm、より好ましくは40〜60nmの膜厚のインジウムまたはスズの蒸着層を用いれば、基材への積層シートの貼り付け時に積層シートに生じる局部的な延伸に対しても、クラックの発生を抑制できる。
【0087】
表面層自身を加飾層として使用する場合のように、加熱成形性を有する樹脂層や接着層に顔料やビーズを加えてそれ自身を加飾層として使用することもできる。
【0088】
本実施態様の積層シートの製造方法については、特に限定されない。各層についてはすでに説明した各層の製造方法に従って製造できる。積層シートの製造に際しては、例えば、表面を剥離処理したPETフィルムなどの支持シートまたは剥離シートの上に表面層を形成したもの、加熱成形性を有する樹脂層を形成したもの、および接着層を形成したものをそれぞれ用意し、その後、これらを互いに貼り合わせることで、積層シートを形成することができる。あるいは、一枚の剥離シート(支持シート)の上に、コーティング工程と硬化工程を繰り返し、表面層、加熱成形性を有する樹脂層およびその他の加飾層などを順次積層したものに、別の剥離シート上に形成した接着層と貼り合わせることで、積層シートを形成してもよい。さらに各層を貼り合わせる前に、表面層と加熱成形性を有する樹脂層との間に第2接着層を形成してもよい。あるいは各層間の接着性を上げるために、プライマー層を形成してもよい。また、各層間に加飾層または金属層を形成してもよい。なお、ここで使用する支持シートや剥離シートは、使用時にそのシートの上に形成された層を容易に剥がすことができるものであれば、材質に限定はなく、剥離処理された紙やPETなどのプラスチックフィルムを使用することができる。
【0089】
このようにして得られる、本開示の一実施態様の積層シートは、120℃で300面積%以上の延伸性を有する。そのため、真空加熱圧着法を用いた基材端部への巻き込み被覆を行ったときに、300面積%以上または400面積%以上の大きな延伸が局所的に生じた場合であっても、積層シートが破断、クラックしていない部品を提供することができる。ここで100面積%とは延伸前のシートの面積と同じ面積を意味し、延伸後のシート面積が300面積%であるとは、積層シートが約3倍の面積となる状態、例えば縦、横方向ともに約1.73倍に延伸された状態をいう。
【0090】
図2は、本実施態様の積層シートが貼り付けられた部品の構造を概略的に示す断面図である。図2に示すように、部品400において、基材410の表面に上述の本実施態様の積層シート100が貼り付けられている。基材への貼り付け方法として真空加熱圧着法が有利に使用できる。基材410の形状は、図2に示すような板状に限られず、より複雑な三次元構造を持つ成形体であってもよい。成形体の材質は特に限定されず、貼り付け温度において耐熱性を有するものであればよく、プラスチック、金属、木材などを使用することができる。
【0091】
以下、図8を参照しながら、真空加熱圧着法を用いた本実施態様の部品の製造方法、すなわち真空加熱圧着装置510を用いた積層シートの貼り付け方法について例示的に説明する。
【0092】
図8(A)に示すように、例示的な真空加熱圧着装置510は、上下に第1真空室511および第2の真空室512を有しており、上下の真空室の間に被着体である基材514に貼り付ける積層シートをセットする治具(不図示)が備えられている。また、下側の第1真空室511には、上下に昇降可能な昇降台(不図示)の上に仕切り板517および台座515が設置されており、部品の基材514は、この台座515の上にセットされる。このような真空加熱圧着装置としては、市販のもの、例えば両面真空成型機(布施真空株式会社製)などを使用することができる。
【0093】
図8(A)に示すように、まず、真空加熱圧着装置510の第1真空室511および第2真空室512を大気圧に解放した状態で、上下の真空室の間に、積層シート513をセットする。第1真空室511には台座515の上に基材514をセットする。
【0094】
次に、図8(B)に示すように、第1真空室511および第2真空室512を閉鎖し、それぞれ減圧し、各室の内部を真空(大気圧を0atmとした場合例えば−1atm)にする。その後または真空にするのと同時にシートを加熱する。次いで、図8(C)に示すように、昇降台516を上昇させて基材514を第2真空室512まで押し上げる。加熱は、例えば第2真空室512の天井部に組み込まれたランプヒータで行うことができる。
【0095】
加熱された積層シート513は基材514の表面に押しつけられて延伸される。その後または延伸と同時に、図8(D)に示すように、第2真空室512内を適当な圧力(例えば2atm〜0atm)に加圧する。圧力差により積層シート513は基材514の露出表面に密着し、露出表面の凹凸形状に追従して延伸し、基材表面に密着した被覆を形成する。このとき、積層シート513は、基材514の端部において裏面518まで回り込んで、露出面をきれいに被覆する、巻き込み被覆を行うことができる。図8(B)の状態で減圧および加熱を行った後、そのまま第2真空室512内を加圧して、積層シート513で基材514の露出表面を被覆することもできる。
【0096】
この後、上下の第1真空室511および第2真空室512を再び大気圧に開放して、積層シート513で被覆された基材514を外に取り出す。図8(E)に示すように、基材514の表面に密着した積層シート513のエッジをトリミングして、真空圧空成形工程は完了する。
【0097】
真空成形法は、第2真空室がないこと以外は真空圧空成形法に用いられる装置と同様の装置を用いて行うことができる。例えば、真空成形法によれば、積層シートの基材がない側の圧力を常に大気圧とし、第1真空室が大気圧に解放された状態で積層シートを加熱し、積層シートを基材に接触させてからまたは接触と同時に、第1真空室を減圧することによって、積層シートを基材に適用することができる。
【0098】
真空加熱圧着装置の加熱温度の設定は、基材および積層シートに悪影響を及ぼさない範囲で適宜決定でき、例えば約80℃以上、または約90℃以上、約160℃以下、約または約140℃以下、例えば約120℃とすることができる。真空圧空成形法の減圧過程における真空度をより真空に近づけると、貼り付けた時のエアだまりが発生しにくい、および/またはいったんエアだまりができた後そこからエアが抜けた輪郭(跡)が発生しにくいため、良好な外観を得ることができる。真空圧空成形法の減圧過程における真空度としては、例えば、積層シート適用時の大気圧を0.00atm、完全な真空状態を−1.00atmとした時に、約−0.85atm以下が好ましく、約−0.925atm以下がより好ましく、約−0.97atm以下がさらに好ましい。
【0099】
真空加熱圧着法を用いて積層シートを貼り付けた部品では、基材の端部付近で、約300面積%以上または約400面積%に達する延伸がなされた部分を含む。本実施態様の積層シートを使用した部品では、このような延伸に対してもクラックや積層シートの破断のない、良好な外観を得ることができる。また、本開示の一実施態様によれば、目的とする用途に応じた耐薬品性を有する表面を部品に付与することができる。このような部品は、自動車の外装品または内装品、家電製品、車輌(鉄道など)などの部品、建材などとして使用することができる。
【実施例】
【0100】
以下、本発明を実施例により更に具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【0101】
以下の表1および2において用いた略称は以下のとおりである。
MMA:メチルメタクリレート(三菱レイヨン株式会社製、製品名:アクリエステルM)
BMA:n−ブチルメタクリレート(三菱レイヨン株式会社製、製品名:アクリエステルB)
MAA:メタクリル酸(三菱レイヨン株式会社製)
DMAA:N,N−ジメチルアクリルアミド(株式会社興人製)
HEMA:2−ヒドロキシエチルメタクリレート(三菱レイヨン株式会社製、製品名:アクリエステルHISS)
CHMA:シクロヘキシルメタアクリレート(三菱レイヨン株式会社製、製品名:アクリエステルCH)
2EHMA:2−エチルヘキシルメタアクリレート(三菱レイヨン株式会社製、製品名:アクリエステルEH)
STMA:ステアリルメタアクリレート(三菱レイヨン株式会社製、製品名:アクリエステルS)
IBX:イソボルニルメタアクリレート(三菱レイヨン株式会社製、製品名:アクリエステルIBX)
NCO:イソシアネート架橋剤(旭化成株式会社製、製品名:デュラネートTPA−100)
Epoxy:エポキシ架橋剤(綜研化学株式会社製、製品名:E−5XM)
【0102】
<例1>
例1の積層シートは、以下の手順で作製した。
【0103】
メチルメタクリレート(MMA)95質量部、メタアクリル酸(MAA)4質量部、水酸基含有モノマーとして、2−ヒドロキシエチルメタクリレート(HEMA)1質量部、溶媒として酢酸エチル150質量部、および重合開始剤としてジメチル−2,2’−アゾビス(2−メチルプロピオネート)(和光純薬工業株式会社製、製品名:V−601)0.6質量部を混合し、窒素雰囲気下で、65℃の温度で24時間重合反応を行い、(メタ)アクリル共重合体の酢酸エチル溶液を作製した。
【0104】
得られた(メタ)アクリル共重合体溶液に、固形質量比として100gに対しイソシアネート基が15.0mmolとなるように、イソシアネート架橋剤(NCO)を混合し、支持シートである約50μm厚みの平坦な透明PETフィルム(東レ株式会社製、製品名:T−60)表面上にナイフコートにより塗布した。これを90℃で3分、その後120℃で5分、合計8分間オーブン(エスペック社製 恒温機PV−221)で乾燥させ、厚み約30μmの表面層がPETフィルム上に形成されたシートAを作製した。
【0105】
表1に、例1のアクリレート共重合体を作製するために使用したMMA、MAAおよびHEMAの質量部比率、および表面層のガラス転移点(Tg)を示す。ガラス転移点(Tg)は、Rheometric Scientific社製、RSA−IIIを用い、Mode:Tension、Frequency:10.0Hz、温度:30℃〜150℃(5.0℃/分)における、損失正接(tanδ)(損失弾性率E”/貯蔵弾性率E’)のピーク温度を測定することにより求めることもできるが、本実施例および比較例では、以下の計算式を用いてTgを求めた。各モノマーのホモポリマーのガラス転移点(Tg)はカタログ値を用いた。
【0106】
<Tgの計算式>
重合体のガラス転移点(Tg)の設定は、下記のFox式(Fox, T. G., Bull. Am. Phys. Soc., 1, in 1956, p. 123)に従い、共重合体を構成するモノマーの質量比率を設定することにより行なった。
【0107】
【数1】
【0108】
式中、Tgは共重合体のガラス転移点を表わし、Tg1、Tg2、…、Tgmは各モノマーをそれぞれ単独で重合して得られるホモポリマーのガラス転移点を表わす。また、W1、W2、…、Wmは共重合体を構成する各モノマーの質量比率を表わす。ここでは共重合体のガラス転移点(Tg)を表面層のガラス転移点とし、MMA、MAA、およびHEMAのそれぞれのホモポリマーのガラス転移点をTg1、Tg2、Tg3、混合比率を質量%に換算したものをW1、W2、W3、m=3として計算した。
【0109】
水系ポリウレタン樹脂(大日精化工業株式会社製、製品名:D−6260)を支持体であるシートAの表面層の上にナイフコートにより塗布した。これを90℃で3分、その後120℃で5分、合計8分間オーブン(エスペック社製 恒温機PV−221)で乾燥させ、厚み約35μmのポリウレタン樹脂層、すなわち加熱成形性を有する樹脂層がPETフィルム上の表面層の上に形成されたシートBを作製した。
【0110】
n−ブチルアクリレート(BA)とアクリル酸(東亞合成株式会社製)とを質量部比率で94:6となるように混合し、Tg=−21℃、カルボキシル基量10.2mol%、重量平均分子量580,000のカルボキシル基含有アクリルポリマー溶液(成分(a))を得た。一方、MMA、BMA、およびN,N−ジメチルアミノエチルメタクリレート(DMAEMA、三菱レイヨン株式会社製、製品名:アクリエステルDM)を質量部比率で60:34:6となるように混合し、Tg=91℃、アミノ基量4.4mol%、重量平均分子量96,000のアミノ基含有アクリルポリマー溶液(成分(b))を得た。この後、カルボキシル基含有アクリルポリマー溶液(成分(a))と、アミノ基含有アクリルポリマー溶液(成分(b))を、固形分質量比70:30で混合し、さらに架橋剤として、エポキシ系架橋剤(綜研化学株式会社製、製品名:E−5XM)をポリマー全固形分に対して固形分比0.1質量%で添加し、接着剤液を作製した。
【0111】
シートBの樹脂層の上に上記接着剤液を塗布し、100℃、20分間加熱乾燥させ、さらに120℃、30分間加熱して、厚み約40μmの接着層を形成した。その後、剥離シートとして用意した厚み50μmのポリプロピレン樹脂フィルム(三井化学東セロ株式会社製、製品名:無延伸ポリプロピレンフィルムS)を接着剤面と貼り合わせて、図3に相当する積層構造を持つ積層シートを得た。
【0112】
<例2〜例17>
例1と同様の手順で各例の積層シートを作製した。各例においてシートAの作製、すなわち表面層の作製における、MMA、BMA、MAA、N,N−ジメチルアクリルアミド(DMAA)、HEMA、シクロヘキシルメタクリレート(CHMA)、2−エチルヘキシルメタクリレート(2EHMA)、ステアリルメタクリレート(STMA)、およびイソボルニルメタクリレート(IBX)の質量部比率、および表面層のガラス転移点(Tg)を表1および2に示す。例4では架橋剤としてNCOの代わりにエポキシ架橋剤(Epoxy)を、(メタ)アクリル共重合体溶液に、固形質量比として100gに対し15.0mmolとなるように混合した。例10および16では、(メタ)アクリル共重合体に対する架橋剤(NCO)の混合比を表2に示すとおり変化させた。
【0113】
<例18>
例18の積層シートは、表面層を含むシートA’、加熱成形性を有する樹脂層を含むシートB’、および接着層を含むシートC’の3つのシートを以下の条件で準備し、これらを貼り合わせることで作製した。
【0114】
シートA’として例11で作製したシートAを使用した。
【0115】
水系ポリウレタン樹脂(大日精化工業株式会社製、製品名:D−6260)を支持体である、約50μm厚みの平坦なPETフィルム(東レ株式会社製、製品名:T−60)表面上にナイフコートにより塗布した。これを90℃で3分、その後160℃で5分、合計8分間オーブン(エスペック社製 恒温機PV−221)で乾燥させ、厚み約30μmのポリウレタン樹脂層、すなわち加熱成形性を有する樹脂層がPETフィルム上に形成されたシートB’を作製した。
【0116】
剥離シートとして厚み38μmの剥離処理PETフィルム(帝人株式会社製、製品名:ピューレックス(登録商標)A−71)を用意し、この上に例1で作製した接着剤液を塗布し、100℃、20分間加熱乾燥させ、さらに120℃、30分間加熱して、PETフィルム上に厚み40μmの接着層が形成されたシートC’を得た。
【0117】
シートB’のポリウレタン樹脂層(加熱成形性を有する樹脂層)表面に、シートC’の接着層を約70℃で貼り合わせ、加熱成形性を有する樹脂層と接着層との積層体を作製した。
【0118】
ポリエステル系樹脂(大日精化工業株式会社製、製品名:E−295NT)とポリイソシアネート(大日精化工業株式会社製、製品名:C−55)とを質量比で10:0.3となるように配合し、ウレタン系接着剤を調整した。このウレタン系接着剤をシートA’の表面層の上に厚みが15μmとなるようにコーティングして、第2接着層を形成した。
【0119】
先に得られたシートB’とシートC’との積層体から一方のPETフィルムを剥離し、ポリウレタン樹脂層を露出させ、この露出面とシートA’の上に形成された第2接着層とを貼り合わせて、図6に相当する積層構造を持つ積層シートを得た。
【0120】
<比較例1>
例1と同様の手順で積層シートを作製した。ただし、表1に示すとおり、表面層の(メタ)アクリル共重合体を作製する際にMMAを97質量部、HEMAを3質量部とし、MAAを使用しなかった。
【0121】
<評価方法>
各例および比較例の積層シートは、以下の方法で、(1)密着性、(2)熱間押し跡回復性、(3)延伸率、および(4)耐薬品性について評価を行った。
【0122】
(1)密着性
積層シートの表面層をカバーしているPETシート(支持シート)および接着層をカバーしているPETフィルム(剥離シート)を剥離した後、真空加熱成形装置を用いて135℃にて接着層面を厚み2mmのABS樹脂板(コーティングテスター工業社製)に貼り付ける。フィルム表面にカッターナイフで直交する縦横11本ずつの1mm間隔の平行線を引いて100個のます目ができるように碁盤目状の切り傷を付ける。室温で粘着テープ(ニチバンセロテープ(登録商標))をこの部分に密着させ、テープの一端を持ち、上方に急激に剥がして剥がれの有無を確認する。100個のます目が一つも剥がれなかったものを「OK」とし、一つ以上剥がれたものを「NG」とする。
【0123】
(2)熱間押し跡回復性
積層シートの接着層をカバーしているPETフィルム(剥離シート)を剥離した後、接着層面を厚み2mmのABS樹脂板(コーティングテスター工業社製)に135℃で貼り付け、表面層をカバーしているPETフィルム(支持シート)を剥離した後、80℃で10分、さらに100℃で10分養生を行ったものを試験サンプルとして用いる。60℃環境にてサンプルの上に薬局ガーゼを5枚重ねてその上に1kgの錘を置き、1時間後に錘と薬局ガーゼを取り除いて、試験サンプル表面にガーゼの押し跡が残っているかどうかを目視で確認する。結果は以下の2段階で評価する。
OK:ガーゼの押し跡が確認されない。
NG:ガーゼの押し跡が部分的乃至全面に残っている。
【0124】
(3)延伸率
試料の縦方向および横方向からISO34の引張り試験片ダンベル2号型を3枚ずつ打ち抜き、試験片の長さ方向の中央に40mm間隔の標線を記入する。この試験片を引張り試験機に取り付け、温度を120℃として200mm/分の速度で引張り、試験片が破断に至るまでの破断時の標線間距離を測定して延伸率を算出する。
延伸率(%)=(破断時の標線間距離(mm)−40)/40×100
【0125】
(4)耐薬品性
試験片の上に内径38mm、高さ15mmのポリエチレン製円筒を置き、ゴムバンドまたは他の適当な圧着器で試験片に強く密着させ、その開口部に試験液を5mL滴下する。開口部にガラス板またはポリエチレン板で蓋をする。所定の温度および時間放置した後、圧着器を取り外す。試験板を水洗し拭き取った後、試験液を滴下した面の状態(変色、つや、しわ、割れ、ふくれ、剥がれなど)を観察する。外観に変化が見られなかったものをOK、変化があったものをNGとする。使用した薬品および試験条件は以下のとおりである。
50%エタノール(EtOH):55℃×4時間
ジオクチルフタレート(DOP):80℃×72時間
【0126】
【表1】
【0127】
【表2】
【符号の説明】
【0128】
100 積層シート
110 表面層
111 下地表面層
112 三次元構造を有する表面層
113 印刷層
120 加熱成形性を有する樹脂層
130 接着層
140 第2接着層
150 加飾層
160 金属層
200 剥離シート
300 支持シート
400 部品
410 基材
510 真空加熱圧着装置
511 第1真空室
512 第2真空室
513 積層シート
514 基材
515 台座
516 昇降台
517 仕切り板
518 基材裏面
【特許請求の範囲】
【請求項1】
基材に貼り付ける積層シートであって、最表面に配置される表面層と、加熱成形性を有する樹脂層と、前記基材に接着される接着層とを含み、前記表面層が、炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートと、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーとを含むモノマー混合物を共重合してなる(メタ)アクリル共重合体を含む、積層シート。
【請求項2】
式(1)のR2がヒドロキシル基または含窒素基であり、前記表面層が前記樹脂層と直接接触している、請求項1に記載の積層シート。
【請求項3】
前記樹脂層が水系ポリウレタン樹脂を含む、請求項2に記載の積層シート。
【請求項4】
式(1)のR2が炭素数5以上のアルコキシ基または炭素数5以上のシクロアルコキシ基である、請求項1に記載の積層シート。
【請求項5】
前記モノマー混合物が水酸基含有モノマーをさらに含み、前記表面層が、一分子に2以上のイソシアネート基を有するイソシアネート化合物で架橋された前記(メタ)アクリル共重合体を含む、請求項1〜4のいずれか一項に記載の積層シート。
【請求項6】
120℃で300面積%以上の延伸性を有する、請求項1〜5のいずれか一項に記載の積層シート。
【請求項7】
前記表面層と前記接着層の間に加飾層または金属層の少なくとも1層をさらに含む、請求項1〜6のいずれか一項に記載の積層シート。
【請求項8】
真空加熱圧着法による基材への貼り付けに使用される、請求項1〜7のいずれか一項に記載の積層シート。
【請求項9】
基材を有する部品の前記基材表面に、請求項1〜8のいずれか一項に記載の積層シートを真空加熱圧着法で貼り付ける工程を含む、部品の製造方法。
【請求項10】
前記積層シートを少なくとも部分的に300面積%以上延伸する、請求項9に記載の部品の製造方法。
【請求項11】
基材を有する部品の前記基材表面に、請求項1〜8のいずれか一項に記載の積層シートが貼り付けられた部品。
【請求項12】
自動車外装品または自動車内装品である、請求項11に記載の部品。
【請求項1】
基材に貼り付ける積層シートであって、最表面に配置される表面層と、加熱成形性を有する樹脂層と、前記基材に接着される接着層とを含み、前記表面層が、炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートと、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーとを含むモノマー混合物を共重合してなる(メタ)アクリル共重合体を含む、積層シート。
【請求項2】
式(1)のR2がヒドロキシル基または含窒素基であり、前記表面層が前記樹脂層と直接接触している、請求項1に記載の積層シート。
【請求項3】
前記樹脂層が水系ポリウレタン樹脂を含む、請求項2に記載の積層シート。
【請求項4】
式(1)のR2が炭素数5以上のアルコキシ基または炭素数5以上のシクロアルコキシ基である、請求項1に記載の積層シート。
【請求項5】
前記モノマー混合物が水酸基含有モノマーをさらに含み、前記表面層が、一分子に2以上のイソシアネート基を有するイソシアネート化合物で架橋された前記(メタ)アクリル共重合体を含む、請求項1〜4のいずれか一項に記載の積層シート。
【請求項6】
120℃で300面積%以上の延伸性を有する、請求項1〜5のいずれか一項に記載の積層シート。
【請求項7】
前記表面層と前記接着層の間に加飾層または金属層の少なくとも1層をさらに含む、請求項1〜6のいずれか一項に記載の積層シート。
【請求項8】
真空加熱圧着法による基材への貼り付けに使用される、請求項1〜7のいずれか一項に記載の積層シート。
【請求項9】
基材を有する部品の前記基材表面に、請求項1〜8のいずれか一項に記載の積層シートを真空加熱圧着法で貼り付ける工程を含む、部品の製造方法。
【請求項10】
前記積層シートを少なくとも部分的に300面積%以上延伸する、請求項9に記載の部品の製造方法。
【請求項11】
基材を有する部品の前記基材表面に、請求項1〜8のいずれか一項に記載の積層シートが貼り付けられた部品。
【請求項12】
自動車外装品または自動車内装品である、請求項11に記載の部品。
【図1】

【図2】
【図3】

【図4】

【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−28065(P2013−28065A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−165439(P2011−165439)
【出願日】平成23年7月28日(2011.7.28)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年7月28日(2011.7.28)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]