
積層シートおよびプリント回路基板
【課題】熱伝導性、柔軟性にすぐれ、製造が容易なプリント回路基板を提供する。
【解決手段】絶縁層と回路層とを有するプリント回路基板を形成すべく用いられ、無機フィラーが含有されているエポキシ樹脂組成物3が半硬化状態で基材シート2に担持されてなり絶縁層の形成に用いられるプリプレグシート層1と、金属箔Mが用いられてなり回路層の形成に用いられる金属箔層Mとが積層されている積層シートLであって、プリプレグシート層1を構成する基材シート2に織布が用いられており、該織布を構成する糸には、芯鞘構造を有し、芯部がポリエステル樹脂で形成され、該芯部に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で鞘部が形成されている熱融着性繊維20が用いられていることを特徴とする。
【解決手段】絶縁層と回路層とを有するプリント回路基板を形成すべく用いられ、無機フィラーが含有されているエポキシ樹脂組成物3が半硬化状態で基材シート2に担持されてなり絶縁層の形成に用いられるプリプレグシート層1と、金属箔Mが用いられてなり回路層の形成に用いられる金属箔層Mとが積層されている積層シートLであって、プリプレグシート層1を構成する基材シート2に織布が用いられており、該織布を構成する糸には、芯鞘構造を有し、芯部がポリエステル樹脂で形成され、該芯部に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で鞘部が形成されている熱融着性繊維20が用いられていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、絶縁層と回路層とを有するプリント回路基板を形成すべく用いられる積層シートと、プリント回路基板とに関する。
【背景技術】
【0002】
従来、ガラスクロスなどを基材シートとし、この基材シートに半硬化状態のエポキシ樹脂組成物が担持されてなるプリプレグシートが広く用いられており、このようなプリプレグシートに銅箔などの金属箔が積層されてプリプレグシート層と金属箔層とが形成されている積層シートは、電子部品用途におけるプリント回路基板形成材料として広く用いられている。
例えば、前記金属箔層をエッチングによってパターニングして回路層を形成させたものを複数枚重ね合わせて熱プレスを実施することによりこれらを接着一体化させるとともにプリプレグシート層を構成するエポキシ樹脂組成物を熱硬化させて絶縁層を形成させ、絶縁層と回路層とが交互に複数層積層されている多層板を形成させることが行われている。
このような積層シートの形成に用いられるプリプレグシートは、通常、ガラスクロス自体が、ガラス繊維が複数本束ねられた糸が緊密に平織りされて曲げ強度が高い状態に形成されていることからプリント回路基板の製造工程上柔軟性を有していることが好適であってもその要望を満足させることが困難である。
このようなことに対し、プリプレグシートに柔軟性を付与すべく、柔らかな樹脂繊維からなる糸で織られた基材シートをガラスクロスに代えて用いることが考えられる。
【0003】
ところで、エポキシ樹脂組成物は、Bステージなどと呼ばれる半硬化な状態とさせると脆くなって、少しの応力によって割れなどが生じてしまうことが知られている。
そのため、基材シート自体を柔軟にしても基材シートとエポキシ樹脂組成物との間に優れた密着性を有していないとプリプレグシートに加えられた応力によって基材シートからエポキシ樹脂組成物が脱落するおそれがある。
このことに対しエポキシ樹脂組成物との密着性に優れた樹脂繊維については、これまで十分な検討がなされておらずプリプレグシートへの柔軟性付与が困難な状況となっている。
【0004】
なお、近年、下記特許文献1に示されているように、無機フィラーを含有させたエポキシ樹脂組成物を用いてプリプレグシートの熱伝導性を向上させる試みがなされているが、無機フィラーを含有するエポキシ樹脂組成物は、無機フィラーを含まない場合に比べてBステージ状態における脆化が顕著であり基材シートからの脱落を防止することがより一層困難である。
【0005】
このようなことから、無機フィラーが含有されているエポキシ樹脂組成物が半硬化状態で基材シートに担持されてなる熱伝導性に優れたプリプレグシートにおいては、柔軟性の付与が特に難しい状況となっている。
そのため、積層シートにおいても柔軟性の確保が難しく、該積層シートが用いられてなるプリント回路基板においては、その製造における作業性に支障をきたすおそれを有している。
【0006】
【特許文献1】特開2008−274046号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記のような問題点の解決を図ることを課題としており、絶縁層と回路層とを有するプリント回路基板を形成すべく用いられ、無機フィラーが含有されているエポキシ樹脂組成物が半硬化状態で基材シートに担持されてなり前記絶縁層の形成に用いられるプリプレグシート層と、金属箔が用いられてなり前記回路層の形成に用いられる金属箔層とが積層されている積層シートの柔軟性を向上させ、ひいては、製造が容易なプリント回路基板を提供することを課題としている。
【課題を解決するための手段】
【0008】
本発明者らは、エポキシ樹脂組成物との密着性に優れた樹脂繊維について鋭意検討を行った結果、エポキシ樹脂組成物がポリエステル樹脂繊維に対して密着性が高く、しかも、芯鞘構造を有し、芯部がポリエステル樹脂で形成され、該芯部に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で前記鞘部が形成されている熱融着性繊維がエポキシ樹脂組成物と密着させ易いことを見出し本発明の完成に至った。
【0009】
すなわち、上記の課題を解決するための積層シートに係る本発明は、絶縁層と回路層とを有するプリント回路基板を形成すべく用いられ、無機フィラーが含有されているエポキシ樹脂組成物が半硬化状態で基材シートに担持されてなり前記絶縁層の形成に用いられるプリプレグシート層と、金属箔が用いられてなり前記回路層の形成に用いられる金属箔層とが積層されている積層シートであって、前記プリプレグシート層を構成する基材シートに織布が用いられており、該織布を構成する糸には、芯鞘構造を有し、芯部がポリエステル樹脂で形成され、該芯部に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で鞘部が形成されている熱融着性繊維が用いられていることを特徴としている。
【0010】
また、上記の課題を解決するためのプリント回路基板に係る本発明は、無機フィラーが含有されているエポキシ樹脂組成物が半硬化状態で基材シートに担持されてなるプリプレグシート層と、金属箔が用いられてなる金属箔層とが積層されている積層シートが形成され、前記金属箔層がパターニングされて形成された回路層と、前記エポキシ樹脂組成物が硬化されて形成された絶縁層とを有するプリント回路基板であって、前記プリプレグシート層の基材シートとして織布が用いられており、該織布を構成する糸には、芯鞘構造を有し、芯部がポリエステル樹脂で形成され、該芯部に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で鞘部が形成されている熱融着性繊維が用いられていることを特徴としている。
【発明の効果】
【0011】
本発明の積層シートは、前記プリプレグシートの基材シートに織布が用いられており、しかも、この織布を構成する糸に、芯鞘構造を有し、芯部がポリエステル樹脂で形成され、該芯部に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で前記鞘部が形成されている熱融着性繊維が用いられていることから基材シートとエポキシ樹脂組成物との密着性に優れている。
しかも、この基材シートは、ポリエステル樹脂が用いられてなる熱融着性繊維で形成されていることからガラスクロスに比べて柔軟な積層シートを形成させ得る。
したがって、無機フィラーを含むエポキシ樹脂組成物を用いることで高熱伝導性化が図られた場合であってもエポキシ樹脂組成物の脱落が抑制され、柔軟性に優れた積層シートとされうる。
すなわち、本発明によれば積層シートの柔軟性が向上され、この柔軟性に優れた積層シートを用いることでプリント回路基板を簡便に製造させうる。
【発明を実施するための最良の形態】
【0012】
以下に、本発明の好ましい実施の形態について、添付図面に基づき説明する。
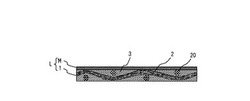
図1は、本実施形態の積層シートを示す断面図であり、この図1に示すように、本実施形態の積層シートLは、プリプレグシート1が用いられてなるプリプレグシート層と、金属箔Mが用いられてなる金属箔層とが積層されたものである。
そして、この積層シートLは、プリント回路基板を形成させるためのものであり、前記金属箔層は、プリント回路基板の回路層を形成すべく備えられ、前記プリプレグシート層は、プリント回路基板の絶縁層を形成すべく備えられている。
【0013】
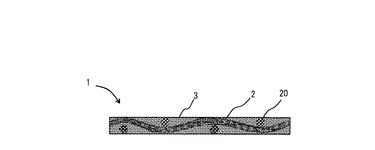
まず、図1〜3を参照しつつプリプレグシート層の形成に用いられるプリプレグシート1について説明する。
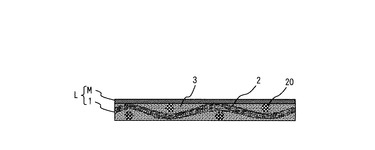
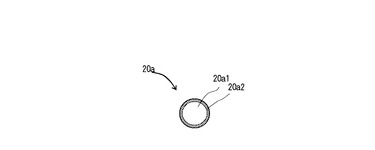
なお、図2は、本実施形態のプリプレグシート1の断面図であり、図3は、本実施形態のプリプレグシート1に用いられている熱融着性繊維の断面構造を示す断面図である。
【0014】
この図1、2に示されているように、本実施形態に係るプリプレグシート1は、半硬化状態のエポキシ樹脂組成物3が基材シート2に含浸された状態で担持されておりシート状に形成されている。
【0015】
前記基材シート2は、熱融着性繊維20aが用いられてなる糸20が織製された織布であり、前記熱融着性繊維は、芯鞘構造を有し、芯部20a1がポリエステル樹脂で形成され、該芯部20a1に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で鞘部20a2が形成されている。
【0016】
この基材シート2には、前記熱融着性繊維20aで形成された、50〜150μmのいずれかの太さの糸20が、タテ、ヨコそれぞれ40〜80本/インチの織密度で平織りされた織布が好適に用いられる。
また、基材シート2は、目付が10〜50g/m2のいずれかであることが好ましい。
【0017】
また、前記糸20は、前記熱融着性繊維からなる単糸であってもよく、複数本の前記熱融着性繊維が撚りのかけられた“より糸”であっても、撚りのかけられていない“引きそろえ糸”であってもよく、この糸20を構成する前記熱融着性繊維20aとしては、通常、25〜300dTexの太さのものが用いられる。
【0018】
本実施形態においては、前記芯部20a1は、ポリエチレンテレフタレート樹脂などのポリエステル樹脂によって形成されており、前記鞘部20a2は、芯部20a1に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂が用いられている。
中でも芯部20a1の形成材料としては、実質上の繰り返し単位が、下記のようなテレフタル酸とエチレングリコールとの縮合構造のみとされたポリエチレンテレフタレート樹脂が好ましい。
【0019】
【化1】

【0020】
この芯部20a1の形成材料として、テレフタル酸とエチレングリコール以外の重合成分を含んでいないポリエチレンテレフタレート樹脂が好ましく用いられる一方で、鞘部20a2の形成材料は、エチレングリコールとテレフタル酸以外に、イソフタル酸を共重合成分として含有する低融点ポリエチレンテレフタレート樹脂であることが好ましい。
【0021】
なお、基材シート2を構成する糸20は、上記のような熱融着性繊維20aのみで構成される必要はなく、要すれば、木綿、羊毛、絹などの天然繊維、ポリエチレン樹脂繊維、ポリプロピレン樹脂繊維、ポリアミド樹脂繊維、ポリイミド樹脂繊維、フッソ樹脂繊維などの合成樹脂繊維、アルミナ(酸化アルミニウム)繊維、シリカ(二酸化ケイ素)繊維、アルミナ・シリカ複合繊維、ボロン繊維、ガラスファイバー、ロックウール、などの無機繊維が熱融着性繊維20aとともに混紡された糸が用いられたものであっても良い。
ただし、柔軟性に富んだプリプレグシートを得る意味からは、基材シート2は、上記熱融着性繊維20aのみで構成されていることが好ましい。
【0022】
この基材シート2に半硬化状態で担持させるエポキシ樹脂組成物3は、エポキシ樹脂と無機フィラーとを含有するものである。
なお、このエポキシ樹脂組成物が半硬化状態であるかどうかについては、示差走査熱量計(DSC)を用いてエポキシ樹脂の硬化反応による熱変化が観測されるかどうかをもって判断することができる。
【0023】
このエポキシ樹脂組成物に用いるエポキシ樹脂としては、ビスフェノールタイプのもの、ノボラックタイプのものを挙げることができ、例えば、ビスフェノールタイプのものとしては、ビスフェノールA型エポキシ樹脂やビスフェノールF型エポキシ樹脂、さらには、例えば、これらをCTBN変性したものなどが挙げられ、エポキシ当量が180〜2500g/eqのものが挙げられる。なお、このエポキシ当量は、JIS K 7236に準拠して求められうる。
なかでも、CTBN変性等の変性がなされていない、900〜2500g/eqのいずれかのエポキシ当量を有するビスフェノールA型エポキシ樹脂が好適である。
また、ノボラックタイプのものとしては、クレゾールノボラック型エポキシ樹脂、フェノールノボラック型エポキシ樹脂が挙げられ、例えば、70〜90℃のいずれかの軟化点を有するo−クレゾールノボラック型エポキシ樹脂を例示することができる。なお、前記軟化点は、JIS K 7234の環球法によって測定されうる。
これらのエポキシ樹脂は、単独あるいは複数種類混合された状態でエポキシ樹脂組成物に含有させることができる。
【0024】
前記無機フィラーとしては、プリプレグシート1に優れた熱伝導性を付与する観点から、高熱伝導率のものをより多く含有させることが好ましい。
このような無機フィラーとしては、例えば、10nm〜100μmの粒径を有する窒化ホウ素粒子、窒化アルミニウム粒子、窒化ケイ素粒子、窒化ガリウム粒子、酸化アルミニウム粒子、炭化ケイ素粒子、二酸化ケイ素粒子、ダイヤモンド粒子などが挙げられる。
なかでも、窒化ホウ素粒子は、比較的安価でありながらも、高い熱伝導率を有している点において好適である。
このような無機フィラーの配合割合は、プリント回路基板の用途等に応じて適宜決定されるものではあるが、ガラスクロスが基材シートとして用いられるようなプリプレグシートにおいて僅かな応力で剥離を生じることから担持させること自体が困難であるために本発明の効果がより顕著化されうる点において、エポキシ樹脂組成物の固形分に40体積%以上となる割合で配合されることが好ましい。
【0025】
また、このエポキシ樹脂組成物には、前記エポキシ樹脂を硬化させるための硬化剤や促進剤と呼ばれるものを含有させうる。
この硬化剤としては、特に限定されるものではないが、例えば、ジアミノジフェニルスルホン、ジシアンジアミド、ジアミノジフェニルメタン、トリエチレンテトラミンなどのアミン系硬化剤、フェノールノボラック樹脂、アラルキル型フェノール樹脂、ジシクロペンタジエン変性フェノール樹脂、ナフタレン型フェノール樹脂、ビスフェノール系フェノール樹脂などのフェノール系硬化剤、酸無水物などを用いることができる。
中でも、プリプレグシートに電気絶縁性が強く求められるような場合においては、電気特性における信頼性を確保し易い点において、フェノールノボラック樹脂、ジアミノジフェニルスルホンなどが好適である。
前記硬化促進剤としては、特に限定されるものではないが、イミダゾール類や、トリフェニルフォスフェイト(TPP)、三フッ化ホウ素モノエチルアミンなどのアミン系硬化促進剤がプリプレグシートの保存時における硬化反応の進行を抑制させ得る点において好適である。
【0026】
また、上記のようなエポキシ樹脂、無機フィラー、硬化剤、促進剤以外に、分散剤、粘着性付与剤、老化防止剤、酸化防止剤、加工助剤、安定剤、消泡剤、難燃剤、増粘剤、顔料などといったゴム、プラスチック配合薬品として一般に用いられるものをエポキシ樹脂組成物に適宜含有させることができる。
【0027】
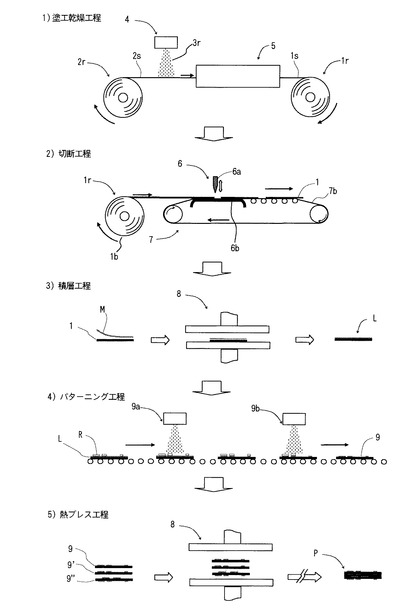
次いで、このようなプリプレグシート1、該プリプレグシートを用いた積層シートL、ならびに、該積層シートLを用いたプリント回路基板の製造方法について図4を参照しつつ説明する。
【0028】
本実施形態におけるプリプレグシート1の製造方法においては、予め前記エポキシ樹脂組成物を液状化させたエポキシ樹脂ワニスを作製し、次いで、図4に示すように、作製されたエポキシ樹脂ワニスを長尺の帯状の基材シートに対して連続的に塗工、乾燥することによりプリプレグシート1を作製する。
このエポキシ樹脂ワニスの作製方法としては、通常、ビスフェノールタイプのエポキシ樹脂やノボラックタイプのエポキシ樹脂の軟化点が120℃以下であることから、この軟化点以上の温度(例えば、120℃以上)に加熱することで液状のエポキシ樹脂組成物を得る方法が挙げられる。
また、このような方法に代えて、エポキシ樹脂を可溶な有機溶剤を用いて液状のエポキシ樹脂組成物を作製することができる。
例えば、エポキシ樹脂、無機フィラー、硬化剤、促進剤、その他配合剤をメチルエチルケトンなどの有機溶剤中に分散させて液状のエポキシ樹脂組成物を作製することができる。
【0029】
なお、図4では、有機溶剤を用いて作製したエポキシ樹脂ワニス3rを、帯状の基材シート2sがロール状に巻き取られた基材シートロール2rから連続的に繰り出された基材シート2sにスプレーコート機4で連続的に塗工する様子を示している。
本実施形態においては、この塗工の後、基材シート2sにエポキシ樹脂ワニス3rを担持させた状態で乾燥炉5に導入して加熱乾燥を実施して帯状のプリプレグシート1を作製し、この帯状のプリプレグシート1sをロール状に巻き取ってプリプレグシートロール1rを形成させる。
【0030】
なお、基材シート2sを構成する糸の間隔が大きく開いているなどしてこのような塗工によって基材シート2にエポキシ樹脂ワニス3rを含浸させて担持させることが困難な場合には、例えば、基材シートを下面側から離型処理されたフィルムなどで支持させて、そのフィルムによって基材シート2sにエポキシ樹脂ワニス3rが担持された状態を維持させつつフィルムごと乾燥炉5に導入して加熱乾燥をさせればよい。
また、金属箔層を形成させるための金属箔をこの離型処理されたフィルムに代えて用いることで、後段において説明する積層工程を割愛させることも可能である。
【0031】
このようにして得られた帯状のプリプレグシート1sを用いて積層シートLを製造する積層シート製造方法としては、例えば、図4に示すように、プリプレグシートロール1rから、プリプレグシート1sを一定長さ繰り出して、切断装置6で定尺に切断した後、この所定の大きさに切断されたプリプレグシート1と金属箔Mとを重ね合わせて、熱プレス機8でエポキシ樹脂組成物を完全硬化させない温度条件で熱プレスする積層工程を行えばよく、このことによって熱接着が可能な積層シートLを作製することができる。
このときの金属箔Mは、プリント回路基板の回路層の形成に用いられるものであるため、プリント回路基板の用途に応じて適宜選択され得る。一般的なプリント回路基板用であれば、5〜300μm厚みの、電解銅箔、圧延銅箔、電解アルミニウム箔、圧延アルミニウム箔、ニッケルメッキ銅箔、アルミニウム/銅二層クラッド箔などが用いられ得る。
【0032】
次いで、得られた積層シートLを用いてプリント回路基板を形成するには、前記金属箔Mによって形成されている積層シートLの金属箔層の表面にエッチングレジストRを用いて形成させる回路パターンを印刷する。
そして、エッチングマシーン9aによって、エッチングを実施し、このエッチングレジストRが印刷されていない箇所の金属箔を除去して回路層を形成(パターニング)させた後に、レジスト除去装置9bによってエッチングレジストRを除去させる。
【0033】
この前記金属箔層がパターニングされて回路層とされた予備成形シートを、例えば、そのままの状態で加熱するなどして、プリプレグシート層を構成するエポキシ樹脂組成物を熱硬化させることで絶縁層を形成し、片面側にのみ回路層が形成されたプリント回路基板Pを作製することができる。
【0034】
また、プリプレグシート1の両面に金属箔を接着させた積層シートを用いて、上記のようなパターニングならびにエポキシ樹脂組成物の熱硬化を行い、必要に応じて、スルホールによる表裏の導通確保など実施して、絶縁層の両面に回路層が形成されたプリント回路基板(両面板)を作製することができる。
【0035】
さらには、図4に示すように、半硬化状態のプリプレグシート層の表面に回路層が形成されている予備成形シートを複数枚用いて多層板を形成させることもできる。
なお、図4では、3枚の予備成形シート9、9’、9”を用いて回路層と絶縁層とが交互に繰り返して積層されて、合計4層の回路層と、3層の絶縁層とを有する多層板を形成させる場合を例示している。
【0036】
なお、先の片面板や両面板、あるいは、積層シートを銅板、アルミニウム板、ステンレス(SUS)板などに接着させて金属ベース回路基板を形成させる場合などにおいては、エポキシ樹脂組成物を熱硬化後に金属箔層のパターニングを実施することも可能である。
例えば、片面に金属箔層を有する積層シートとアルミニウム板とを熱プレスして、プリプレグシート層を構成するエポキシ樹脂組成物によって積層シートとアルミニウム板との熱接着を実施するとともにこの熱プレスによる加熱、あるいは、加えて実施されうるアフターキュアによってエポキシ樹脂組成物を完全に硬化させて、前記プリプレグシート層によって金属箔層とアルミニウム板との間に絶縁層を形成させた後に金属箔のエッチングを実施して回路層を形成させて金属ベース回路基板を作製することができる。
なお、この金属ベース回路基板を作製するための銅板などの金属板は、特にその厚みが限定されるものではないが、通常0.5〜3.0mmのいずれかのものが用いられ得る。
【0037】
本実施形態の積層シートは、このような金属ベース回路基板を製造する場合を含めてプリント回路基板を作製する際に慎重な取り扱いを要しないことからこれらの製造を従来の製造方法に比べて簡便に実施させ得る。
【0038】
例えば、図4に示すようなロールトゥロールでの取り扱いが可能で製造時のみならず加工時においても作業効率の向上を期待することができる。
また、図4では、プリプレグシートを切断してから金属箔と積層する方法を例示しているが、プリプレグシートを切断することなく長尺の帯状のまま用いて、同じくロール状の金属箔とともにヒーティングローラーのようなもので熱ラミネートして、長尺帯状の積層シートを作製することも可能である。
このように、無機フィラーを含有するエポキシ樹脂組成物が用いられた積層シート自体の製造効率が、従来の積層シートの場合よりも改善されるばかりでなく、その後のエッチングレジストのパターニングや、エッチングによる金属箔層のパターニングもロール状で作業することができ、その結果、プリント回路基板の製造が従来に比べて容易なものとなる。
【0039】
しかも、各工程における部材の収容形態においても、プリプレグシート及び積層シートが柔軟であることに起因してロール巻取りの曲げ半径を小さくすることができ、エポキシ樹脂組成物の剥離を防止するために太い心材を採用する必要がなく収容スペースの削減を図ることができる。
【0040】
このことから、エポキシ樹脂組成物に無機フィラーを、例えば、40体積%以上に高充填したような場合においても、基材シートからのエポキシ樹脂組成物の脱落を防止するための慎重な取り扱いを必要としない。
なお、無機フィラーをこのように高充填することで、積層シートに対してドリルなどで穴あけを実施した際に、ドリルの刃や穴周りに樹脂付着が生じることを抑制することができる。
したがって、両面板や多層板においてスルホールなどを形成させる場合において付着物の除去に要する手間を削減することができるとともに形状精度に優れた穴明けを実施することができ、スルホールメッキなどに要する手間も削減され得る。
【0041】
なお、通常は、平織りされた織布を基材シートに用いたプリプレグシートを利用すると、プレス時に、糸が重なり合う部分において圧力が集中して目ずれが生じる他、圧力のかかり方が不均一になって接着力にバラツキを生じやすい。
一方で本実施形態の積層シートは、プリプレグシートの基材シートに、鞘部に芯部よりも低融点のポリエステル樹脂が使用されている熱融着性繊維が用いられていることから、この低融点ポリエステル樹脂の融点以上あるいは、融点に近いプレス温度を採用することで糸の目ずれが抑制されるとともに、接着力の均一化が図られうる。
【0042】
したがって、金属箔層のパターニング後にアルミニウム板と熱プレスして金属ベース回路基板を製造する場合や、多層板を形成させる場合に、目ずれや圧力バラツキによってパターンの位置ずれが生じたりすることが抑制され、プリント回路基板の品質の向上をも期待することができる。
【0043】
なお、本実施形態においては、積層シートやプリント回路基板を上記のように構成し、上記のように製造する場合を例示しているが、上記例示に加えて、プリプレグシートを作製する際に、基材シートとエポキシ樹脂組成物との密着性をさらに向上させる工程を設けることも可能である。
【0044】
このことについてより具体的に説明すると、本実施形態の積層シートは、プリプレグシートの基材シートを構成する糸が、ポリエステル樹脂が用いられた熱融着性繊維で形成されている。
通常、ポリエチレンテレフタレート樹脂は、250℃以上の融点を有し、他のポリエステル樹脂も同様に、エポキシ樹脂の熱溶融温度や有機溶剤を揮発させるための乾燥温度(例えば、100〜160℃)などに比べて高い融点を有している。
したがって、例えば、有機溶剤を用いた方法でエポキシ樹脂ワニスを作製して100〜160℃の温度で乾燥させる場合でも、100〜160℃程度の加熱温度でエポキシ樹脂を熱溶融させてエポキシ樹脂ワニスを作製した場合でも、基材シートへの担持において問題を生じさせるおそれが十分低い。
【0045】
また、基材シートを構成する熱融着性繊維は、芯鞘構造を有し、しかも、鞘部20a2が芯部20a1に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で構成されていることから、この融点の違いを利用して基材シートとエポキシ樹脂組成物との密着性を高めることができる。
すなわち、熱溶融させたエポキシ樹脂ワニスの接触や、有機溶剤を用いたエポキシ樹脂ワニスを基材シート上で加熱乾燥させる際の熱によってエポキシ樹脂組成物と熱融着性繊維との接触温度を、鞘部20a2を構成する低融点ポリエステル樹脂の融点近傍、あるいは、融点以上としてエポキシ樹脂組成物と熱融着性繊維との密着性向上を図ることができる。
【0046】
例えば、芯鞘構造を有しておらず、内部まで同じ樹脂によって構成された繊維では、密着性の向上を目的としてこの繊維を構成する樹脂の融点温度に加熱すると繊維内部までもが軟化してしまい、繊維が切断されてしまうこととなるが、本実施形態にかかる基材シートはこのようなおそれを抑制しつつ工程内の温度条件の調整によって熱融着性繊維とエポキシ樹脂組成物との密着性向上を図ることができる。
【0047】
言い換えれば、芯部20a1を250℃以上の融点を有する一般的なポリエチレンテレフタレート樹脂で構成させるとともに鞘部20a2を構成する低融点ポリエステル樹脂の融点を、ポリエチレンテレフタレート樹脂よりも十分温度の低い、例えば、160℃以下とすることで、一般的な条件設定でも基材シートへのエポキシ樹脂組成物の担持においてその密着性を優れたものとさせ得る。
すなわち、エポキシ樹脂の熱溶融や有機溶剤を揮発させるための乾燥は、通常、100〜160℃の温度域でなされることから、鞘部20a2を構成させるための樹脂として160℃以下の融点(好ましくは、140℃以下の融点)のものを採用することで基材シートとエポキシ樹脂組成物との密着性を向上させ得る。
なお、この樹脂の融点については、DSCを用いた10℃/minの昇温速度での熱分析によって融解ピーク値を測定することによって求めることができる。
【0048】
また、このような芯部20a1と鞘部20a2との素材選択による基材シートとエポキシ樹脂組成物との密着性向上方法に加えて、例えば、一旦作製したプリプレグシートに対して熱プレスを実施して更なる密着性向上を図ることができる。
【0049】
例えば、鞘部20a2を構成する低融点ポリエステル樹脂の融点以上で、且つ、芯部20a1を構成するポリエステル樹脂の融点以下の温度でプリプレグシートの熱プレスを実施して、基材シートとエポキシ樹脂組成物との密着性の向上を図ることができる。
また、その際には、エポキシ樹脂組成物の硬化度合い(Bステージ状態)の調整を同時に実施することができプリプレグシートとしての品質の均一化を図ることが出きる。
【0050】
このようにして無機フィラーを含有するエポキシ樹脂組成物が半硬化状態で担持されていながらも柔軟性に優れた積層シートを得ることができる。
なお、ここではこれ詳述しないが、積層シートやプリント回路基板において従来公知の技術事項を本発明においても採用が可能である。
【実施例】
【0051】
次に実施例を挙げて本発明をさらに詳しく説明するが、本発明はこれらに限定されるものではない。
【0052】
(プリプレグシート1)
酸化アルミニウム粒子が60体積%含有されているエポキシ樹脂組成物を、芯鞘構造を有し、芯部がポリエステル樹脂で形成され、該芯部に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で鞘部が形成されている熱融着性繊維が用いられてなる基材シート(目付20g/m2)に半硬化な状態で担持させた厚さ130μm×幅20mm×長さ50mmの形状のプリプレグシートを作製し、第1のプリプレグシートとした。
【0053】
(プリプレグシート2)
基材シートを用いずに、厚さ130μm×幅20mm×長さ50mmの形状のプリプレグシートを作製し第2のプリプレグシートとした。
【0054】
(プリプレグシート3)
芯鞘構造を有していない、ポリエステル繊維が用いられていること以外、プリプレグシート1において用いた基材シートと同様に構成された基材シートを用い、それ以外はプリプレグシート1と同様に第3のプリプレグシートを作製した。
【0055】
(評価1:屈曲試験)
プリプレグシート1と、プリプレグシート2とを、長さ方向中間部において90度の角度で屈曲している状態となるように折り曲げた際のそれぞれの様子を観察した。
その結果、プリプレグシート2が完全に破断してしまったのに対して、プリプレグシート1は、曲げ部に若干のひび割れが観察された程度で、プリプレグシート2のような破断に至る様子が見られなかった。
【0056】
(評価2:接着力試験)
厚み35μmの電解銅箔と、厚み2mmのアルミニウム板との間にプリプレグシート1を挟んで、熱プレスで加熱接着を実施しプリント回路基板を模擬した銅箔引き剥がし用試験片(実施例1)を作製した。
また、プリプレグシート3を用いて同様に銅箔引き剥がし用試験片(比較例1)を作製した。
このそれぞれの試験片について、JIS C 6481に準じて銅箔の90度剥離試験を実施した。
測定は、初期状態における場合と、前記試験片を、260℃のハンダ槽に2分間浮かべるハンダ耐熱試験を実施した後との2通りで実施した。
その結果、それぞれの測定における引き剥がし強さの最小値と最大値については、下記、表1に示す通りとなった。
【0057】
【表1】
【0058】
この表1からもわかるように本発明の積層シートに用いられているプリプレグシートは、基材シートとエポキシ樹脂組成物との接着性に優れていることがわかる。
また、本発明の積層シートを用いることでプリント回路基板の回路層と絶縁層との接着力のバラツキも少ないことがわかる。
以上のようなことから、本発明によれば、無機フィラーの含有によって熱伝導率を向上させたエポキシ樹脂組成物を採用しながらも柔軟性に優れた積層シートの提供が可能で、プリント回路基板の製造を容易なものとさせ得ることがわかる。
【図面の簡単な説明】
【0059】
【図1】一実施形態における積層シートの断面図。
【図2】同実施形態の積層シートに用いられるプリプレグシートの断面図。
【図3】プリプレグシートに用いられている熱融着性繊維を表す断面図。
【図4】一実施形態の積層シート及びプリント回路基板の概略製造工程を示す側面図。
【符号の説明】
【0060】
1:プリプレグシート、2:基材シート、3:エポキシ樹脂組成物、20:糸、20a:熱融着性繊維、20a1:芯部、20a2:鞘部、L:積層シート、M:金属箔、P:プリント回路基板
【技術分野】
【0001】
本発明は、絶縁層と回路層とを有するプリント回路基板を形成すべく用いられる積層シートと、プリント回路基板とに関する。
【背景技術】
【0002】
従来、ガラスクロスなどを基材シートとし、この基材シートに半硬化状態のエポキシ樹脂組成物が担持されてなるプリプレグシートが広く用いられており、このようなプリプレグシートに銅箔などの金属箔が積層されてプリプレグシート層と金属箔層とが形成されている積層シートは、電子部品用途におけるプリント回路基板形成材料として広く用いられている。
例えば、前記金属箔層をエッチングによってパターニングして回路層を形成させたものを複数枚重ね合わせて熱プレスを実施することによりこれらを接着一体化させるとともにプリプレグシート層を構成するエポキシ樹脂組成物を熱硬化させて絶縁層を形成させ、絶縁層と回路層とが交互に複数層積層されている多層板を形成させることが行われている。
このような積層シートの形成に用いられるプリプレグシートは、通常、ガラスクロス自体が、ガラス繊維が複数本束ねられた糸が緊密に平織りされて曲げ強度が高い状態に形成されていることからプリント回路基板の製造工程上柔軟性を有していることが好適であってもその要望を満足させることが困難である。
このようなことに対し、プリプレグシートに柔軟性を付与すべく、柔らかな樹脂繊維からなる糸で織られた基材シートをガラスクロスに代えて用いることが考えられる。
【0003】
ところで、エポキシ樹脂組成物は、Bステージなどと呼ばれる半硬化な状態とさせると脆くなって、少しの応力によって割れなどが生じてしまうことが知られている。
そのため、基材シート自体を柔軟にしても基材シートとエポキシ樹脂組成物との間に優れた密着性を有していないとプリプレグシートに加えられた応力によって基材シートからエポキシ樹脂組成物が脱落するおそれがある。
このことに対しエポキシ樹脂組成物との密着性に優れた樹脂繊維については、これまで十分な検討がなされておらずプリプレグシートへの柔軟性付与が困難な状況となっている。
【0004】
なお、近年、下記特許文献1に示されているように、無機フィラーを含有させたエポキシ樹脂組成物を用いてプリプレグシートの熱伝導性を向上させる試みがなされているが、無機フィラーを含有するエポキシ樹脂組成物は、無機フィラーを含まない場合に比べてBステージ状態における脆化が顕著であり基材シートからの脱落を防止することがより一層困難である。
【0005】
このようなことから、無機フィラーが含有されているエポキシ樹脂組成物が半硬化状態で基材シートに担持されてなる熱伝導性に優れたプリプレグシートにおいては、柔軟性の付与が特に難しい状況となっている。
そのため、積層シートにおいても柔軟性の確保が難しく、該積層シートが用いられてなるプリント回路基板においては、その製造における作業性に支障をきたすおそれを有している。
【0006】
【特許文献1】特開2008−274046号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記のような問題点の解決を図ることを課題としており、絶縁層と回路層とを有するプリント回路基板を形成すべく用いられ、無機フィラーが含有されているエポキシ樹脂組成物が半硬化状態で基材シートに担持されてなり前記絶縁層の形成に用いられるプリプレグシート層と、金属箔が用いられてなり前記回路層の形成に用いられる金属箔層とが積層されている積層シートの柔軟性を向上させ、ひいては、製造が容易なプリント回路基板を提供することを課題としている。
【課題を解決するための手段】
【0008】
本発明者らは、エポキシ樹脂組成物との密着性に優れた樹脂繊維について鋭意検討を行った結果、エポキシ樹脂組成物がポリエステル樹脂繊維に対して密着性が高く、しかも、芯鞘構造を有し、芯部がポリエステル樹脂で形成され、該芯部に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で前記鞘部が形成されている熱融着性繊維がエポキシ樹脂組成物と密着させ易いことを見出し本発明の完成に至った。
【0009】
すなわち、上記の課題を解決するための積層シートに係る本発明は、絶縁層と回路層とを有するプリント回路基板を形成すべく用いられ、無機フィラーが含有されているエポキシ樹脂組成物が半硬化状態で基材シートに担持されてなり前記絶縁層の形成に用いられるプリプレグシート層と、金属箔が用いられてなり前記回路層の形成に用いられる金属箔層とが積層されている積層シートであって、前記プリプレグシート層を構成する基材シートに織布が用いられており、該織布を構成する糸には、芯鞘構造を有し、芯部がポリエステル樹脂で形成され、該芯部に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で鞘部が形成されている熱融着性繊維が用いられていることを特徴としている。
【0010】
また、上記の課題を解決するためのプリント回路基板に係る本発明は、無機フィラーが含有されているエポキシ樹脂組成物が半硬化状態で基材シートに担持されてなるプリプレグシート層と、金属箔が用いられてなる金属箔層とが積層されている積層シートが形成され、前記金属箔層がパターニングされて形成された回路層と、前記エポキシ樹脂組成物が硬化されて形成された絶縁層とを有するプリント回路基板であって、前記プリプレグシート層の基材シートとして織布が用いられており、該織布を構成する糸には、芯鞘構造を有し、芯部がポリエステル樹脂で形成され、該芯部に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で鞘部が形成されている熱融着性繊維が用いられていることを特徴としている。
【発明の効果】
【0011】
本発明の積層シートは、前記プリプレグシートの基材シートに織布が用いられており、しかも、この織布を構成する糸に、芯鞘構造を有し、芯部がポリエステル樹脂で形成され、該芯部に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で前記鞘部が形成されている熱融着性繊維が用いられていることから基材シートとエポキシ樹脂組成物との密着性に優れている。
しかも、この基材シートは、ポリエステル樹脂が用いられてなる熱融着性繊維で形成されていることからガラスクロスに比べて柔軟な積層シートを形成させ得る。
したがって、無機フィラーを含むエポキシ樹脂組成物を用いることで高熱伝導性化が図られた場合であってもエポキシ樹脂組成物の脱落が抑制され、柔軟性に優れた積層シートとされうる。
すなわち、本発明によれば積層シートの柔軟性が向上され、この柔軟性に優れた積層シートを用いることでプリント回路基板を簡便に製造させうる。
【発明を実施するための最良の形態】
【0012】
以下に、本発明の好ましい実施の形態について、添付図面に基づき説明する。
図1は、本実施形態の積層シートを示す断面図であり、この図1に示すように、本実施形態の積層シートLは、プリプレグシート1が用いられてなるプリプレグシート層と、金属箔Mが用いられてなる金属箔層とが積層されたものである。
そして、この積層シートLは、プリント回路基板を形成させるためのものであり、前記金属箔層は、プリント回路基板の回路層を形成すべく備えられ、前記プリプレグシート層は、プリント回路基板の絶縁層を形成すべく備えられている。
【0013】
まず、図1〜3を参照しつつプリプレグシート層の形成に用いられるプリプレグシート1について説明する。
なお、図2は、本実施形態のプリプレグシート1の断面図であり、図3は、本実施形態のプリプレグシート1に用いられている熱融着性繊維の断面構造を示す断面図である。
【0014】
この図1、2に示されているように、本実施形態に係るプリプレグシート1は、半硬化状態のエポキシ樹脂組成物3が基材シート2に含浸された状態で担持されておりシート状に形成されている。
【0015】
前記基材シート2は、熱融着性繊維20aが用いられてなる糸20が織製された織布であり、前記熱融着性繊維は、芯鞘構造を有し、芯部20a1がポリエステル樹脂で形成され、該芯部20a1に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で鞘部20a2が形成されている。
【0016】
この基材シート2には、前記熱融着性繊維20aで形成された、50〜150μmのいずれかの太さの糸20が、タテ、ヨコそれぞれ40〜80本/インチの織密度で平織りされた織布が好適に用いられる。
また、基材シート2は、目付が10〜50g/m2のいずれかであることが好ましい。
【0017】
また、前記糸20は、前記熱融着性繊維からなる単糸であってもよく、複数本の前記熱融着性繊維が撚りのかけられた“より糸”であっても、撚りのかけられていない“引きそろえ糸”であってもよく、この糸20を構成する前記熱融着性繊維20aとしては、通常、25〜300dTexの太さのものが用いられる。
【0018】
本実施形態においては、前記芯部20a1は、ポリエチレンテレフタレート樹脂などのポリエステル樹脂によって形成されており、前記鞘部20a2は、芯部20a1に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂が用いられている。
中でも芯部20a1の形成材料としては、実質上の繰り返し単位が、下記のようなテレフタル酸とエチレングリコールとの縮合構造のみとされたポリエチレンテレフタレート樹脂が好ましい。
【0019】
【化1】
【0020】
この芯部20a1の形成材料として、テレフタル酸とエチレングリコール以外の重合成分を含んでいないポリエチレンテレフタレート樹脂が好ましく用いられる一方で、鞘部20a2の形成材料は、エチレングリコールとテレフタル酸以外に、イソフタル酸を共重合成分として含有する低融点ポリエチレンテレフタレート樹脂であることが好ましい。
【0021】
なお、基材シート2を構成する糸20は、上記のような熱融着性繊維20aのみで構成される必要はなく、要すれば、木綿、羊毛、絹などの天然繊維、ポリエチレン樹脂繊維、ポリプロピレン樹脂繊維、ポリアミド樹脂繊維、ポリイミド樹脂繊維、フッソ樹脂繊維などの合成樹脂繊維、アルミナ(酸化アルミニウム)繊維、シリカ(二酸化ケイ素)繊維、アルミナ・シリカ複合繊維、ボロン繊維、ガラスファイバー、ロックウール、などの無機繊維が熱融着性繊維20aとともに混紡された糸が用いられたものであっても良い。
ただし、柔軟性に富んだプリプレグシートを得る意味からは、基材シート2は、上記熱融着性繊維20aのみで構成されていることが好ましい。
【0022】
この基材シート2に半硬化状態で担持させるエポキシ樹脂組成物3は、エポキシ樹脂と無機フィラーとを含有するものである。
なお、このエポキシ樹脂組成物が半硬化状態であるかどうかについては、示差走査熱量計(DSC)を用いてエポキシ樹脂の硬化反応による熱変化が観測されるかどうかをもって判断することができる。
【0023】
このエポキシ樹脂組成物に用いるエポキシ樹脂としては、ビスフェノールタイプのもの、ノボラックタイプのものを挙げることができ、例えば、ビスフェノールタイプのものとしては、ビスフェノールA型エポキシ樹脂やビスフェノールF型エポキシ樹脂、さらには、例えば、これらをCTBN変性したものなどが挙げられ、エポキシ当量が180〜2500g/eqのものが挙げられる。なお、このエポキシ当量は、JIS K 7236に準拠して求められうる。
なかでも、CTBN変性等の変性がなされていない、900〜2500g/eqのいずれかのエポキシ当量を有するビスフェノールA型エポキシ樹脂が好適である。
また、ノボラックタイプのものとしては、クレゾールノボラック型エポキシ樹脂、フェノールノボラック型エポキシ樹脂が挙げられ、例えば、70〜90℃のいずれかの軟化点を有するo−クレゾールノボラック型エポキシ樹脂を例示することができる。なお、前記軟化点は、JIS K 7234の環球法によって測定されうる。
これらのエポキシ樹脂は、単独あるいは複数種類混合された状態でエポキシ樹脂組成物に含有させることができる。
【0024】
前記無機フィラーとしては、プリプレグシート1に優れた熱伝導性を付与する観点から、高熱伝導率のものをより多く含有させることが好ましい。
このような無機フィラーとしては、例えば、10nm〜100μmの粒径を有する窒化ホウ素粒子、窒化アルミニウム粒子、窒化ケイ素粒子、窒化ガリウム粒子、酸化アルミニウム粒子、炭化ケイ素粒子、二酸化ケイ素粒子、ダイヤモンド粒子などが挙げられる。
なかでも、窒化ホウ素粒子は、比較的安価でありながらも、高い熱伝導率を有している点において好適である。
このような無機フィラーの配合割合は、プリント回路基板の用途等に応じて適宜決定されるものではあるが、ガラスクロスが基材シートとして用いられるようなプリプレグシートにおいて僅かな応力で剥離を生じることから担持させること自体が困難であるために本発明の効果がより顕著化されうる点において、エポキシ樹脂組成物の固形分に40体積%以上となる割合で配合されることが好ましい。
【0025】
また、このエポキシ樹脂組成物には、前記エポキシ樹脂を硬化させるための硬化剤や促進剤と呼ばれるものを含有させうる。
この硬化剤としては、特に限定されるものではないが、例えば、ジアミノジフェニルスルホン、ジシアンジアミド、ジアミノジフェニルメタン、トリエチレンテトラミンなどのアミン系硬化剤、フェノールノボラック樹脂、アラルキル型フェノール樹脂、ジシクロペンタジエン変性フェノール樹脂、ナフタレン型フェノール樹脂、ビスフェノール系フェノール樹脂などのフェノール系硬化剤、酸無水物などを用いることができる。
中でも、プリプレグシートに電気絶縁性が強く求められるような場合においては、電気特性における信頼性を確保し易い点において、フェノールノボラック樹脂、ジアミノジフェニルスルホンなどが好適である。
前記硬化促進剤としては、特に限定されるものではないが、イミダゾール類や、トリフェニルフォスフェイト(TPP)、三フッ化ホウ素モノエチルアミンなどのアミン系硬化促進剤がプリプレグシートの保存時における硬化反応の進行を抑制させ得る点において好適である。
【0026】
また、上記のようなエポキシ樹脂、無機フィラー、硬化剤、促進剤以外に、分散剤、粘着性付与剤、老化防止剤、酸化防止剤、加工助剤、安定剤、消泡剤、難燃剤、増粘剤、顔料などといったゴム、プラスチック配合薬品として一般に用いられるものをエポキシ樹脂組成物に適宜含有させることができる。
【0027】
次いで、このようなプリプレグシート1、該プリプレグシートを用いた積層シートL、ならびに、該積層シートLを用いたプリント回路基板の製造方法について図4を参照しつつ説明する。
【0028】
本実施形態におけるプリプレグシート1の製造方法においては、予め前記エポキシ樹脂組成物を液状化させたエポキシ樹脂ワニスを作製し、次いで、図4に示すように、作製されたエポキシ樹脂ワニスを長尺の帯状の基材シートに対して連続的に塗工、乾燥することによりプリプレグシート1を作製する。
このエポキシ樹脂ワニスの作製方法としては、通常、ビスフェノールタイプのエポキシ樹脂やノボラックタイプのエポキシ樹脂の軟化点が120℃以下であることから、この軟化点以上の温度(例えば、120℃以上)に加熱することで液状のエポキシ樹脂組成物を得る方法が挙げられる。
また、このような方法に代えて、エポキシ樹脂を可溶な有機溶剤を用いて液状のエポキシ樹脂組成物を作製することができる。
例えば、エポキシ樹脂、無機フィラー、硬化剤、促進剤、その他配合剤をメチルエチルケトンなどの有機溶剤中に分散させて液状のエポキシ樹脂組成物を作製することができる。
【0029】
なお、図4では、有機溶剤を用いて作製したエポキシ樹脂ワニス3rを、帯状の基材シート2sがロール状に巻き取られた基材シートロール2rから連続的に繰り出された基材シート2sにスプレーコート機4で連続的に塗工する様子を示している。
本実施形態においては、この塗工の後、基材シート2sにエポキシ樹脂ワニス3rを担持させた状態で乾燥炉5に導入して加熱乾燥を実施して帯状のプリプレグシート1を作製し、この帯状のプリプレグシート1sをロール状に巻き取ってプリプレグシートロール1rを形成させる。
【0030】
なお、基材シート2sを構成する糸の間隔が大きく開いているなどしてこのような塗工によって基材シート2にエポキシ樹脂ワニス3rを含浸させて担持させることが困難な場合には、例えば、基材シートを下面側から離型処理されたフィルムなどで支持させて、そのフィルムによって基材シート2sにエポキシ樹脂ワニス3rが担持された状態を維持させつつフィルムごと乾燥炉5に導入して加熱乾燥をさせればよい。
また、金属箔層を形成させるための金属箔をこの離型処理されたフィルムに代えて用いることで、後段において説明する積層工程を割愛させることも可能である。
【0031】
このようにして得られた帯状のプリプレグシート1sを用いて積層シートLを製造する積層シート製造方法としては、例えば、図4に示すように、プリプレグシートロール1rから、プリプレグシート1sを一定長さ繰り出して、切断装置6で定尺に切断した後、この所定の大きさに切断されたプリプレグシート1と金属箔Mとを重ね合わせて、熱プレス機8でエポキシ樹脂組成物を完全硬化させない温度条件で熱プレスする積層工程を行えばよく、このことによって熱接着が可能な積層シートLを作製することができる。
このときの金属箔Mは、プリント回路基板の回路層の形成に用いられるものであるため、プリント回路基板の用途に応じて適宜選択され得る。一般的なプリント回路基板用であれば、5〜300μm厚みの、電解銅箔、圧延銅箔、電解アルミニウム箔、圧延アルミニウム箔、ニッケルメッキ銅箔、アルミニウム/銅二層クラッド箔などが用いられ得る。
【0032】
次いで、得られた積層シートLを用いてプリント回路基板を形成するには、前記金属箔Mによって形成されている積層シートLの金属箔層の表面にエッチングレジストRを用いて形成させる回路パターンを印刷する。
そして、エッチングマシーン9aによって、エッチングを実施し、このエッチングレジストRが印刷されていない箇所の金属箔を除去して回路層を形成(パターニング)させた後に、レジスト除去装置9bによってエッチングレジストRを除去させる。
【0033】
この前記金属箔層がパターニングされて回路層とされた予備成形シートを、例えば、そのままの状態で加熱するなどして、プリプレグシート層を構成するエポキシ樹脂組成物を熱硬化させることで絶縁層を形成し、片面側にのみ回路層が形成されたプリント回路基板Pを作製することができる。
【0034】
また、プリプレグシート1の両面に金属箔を接着させた積層シートを用いて、上記のようなパターニングならびにエポキシ樹脂組成物の熱硬化を行い、必要に応じて、スルホールによる表裏の導通確保など実施して、絶縁層の両面に回路層が形成されたプリント回路基板(両面板)を作製することができる。
【0035】
さらには、図4に示すように、半硬化状態のプリプレグシート層の表面に回路層が形成されている予備成形シートを複数枚用いて多層板を形成させることもできる。
なお、図4では、3枚の予備成形シート9、9’、9”を用いて回路層と絶縁層とが交互に繰り返して積層されて、合計4層の回路層と、3層の絶縁層とを有する多層板を形成させる場合を例示している。
【0036】
なお、先の片面板や両面板、あるいは、積層シートを銅板、アルミニウム板、ステンレス(SUS)板などに接着させて金属ベース回路基板を形成させる場合などにおいては、エポキシ樹脂組成物を熱硬化後に金属箔層のパターニングを実施することも可能である。
例えば、片面に金属箔層を有する積層シートとアルミニウム板とを熱プレスして、プリプレグシート層を構成するエポキシ樹脂組成物によって積層シートとアルミニウム板との熱接着を実施するとともにこの熱プレスによる加熱、あるいは、加えて実施されうるアフターキュアによってエポキシ樹脂組成物を完全に硬化させて、前記プリプレグシート層によって金属箔層とアルミニウム板との間に絶縁層を形成させた後に金属箔のエッチングを実施して回路層を形成させて金属ベース回路基板を作製することができる。
なお、この金属ベース回路基板を作製するための銅板などの金属板は、特にその厚みが限定されるものではないが、通常0.5〜3.0mmのいずれかのものが用いられ得る。
【0037】
本実施形態の積層シートは、このような金属ベース回路基板を製造する場合を含めてプリント回路基板を作製する際に慎重な取り扱いを要しないことからこれらの製造を従来の製造方法に比べて簡便に実施させ得る。
【0038】
例えば、図4に示すようなロールトゥロールでの取り扱いが可能で製造時のみならず加工時においても作業効率の向上を期待することができる。
また、図4では、プリプレグシートを切断してから金属箔と積層する方法を例示しているが、プリプレグシートを切断することなく長尺の帯状のまま用いて、同じくロール状の金属箔とともにヒーティングローラーのようなもので熱ラミネートして、長尺帯状の積層シートを作製することも可能である。
このように、無機フィラーを含有するエポキシ樹脂組成物が用いられた積層シート自体の製造効率が、従来の積層シートの場合よりも改善されるばかりでなく、その後のエッチングレジストのパターニングや、エッチングによる金属箔層のパターニングもロール状で作業することができ、その結果、プリント回路基板の製造が従来に比べて容易なものとなる。
【0039】
しかも、各工程における部材の収容形態においても、プリプレグシート及び積層シートが柔軟であることに起因してロール巻取りの曲げ半径を小さくすることができ、エポキシ樹脂組成物の剥離を防止するために太い心材を採用する必要がなく収容スペースの削減を図ることができる。
【0040】
このことから、エポキシ樹脂組成物に無機フィラーを、例えば、40体積%以上に高充填したような場合においても、基材シートからのエポキシ樹脂組成物の脱落を防止するための慎重な取り扱いを必要としない。
なお、無機フィラーをこのように高充填することで、積層シートに対してドリルなどで穴あけを実施した際に、ドリルの刃や穴周りに樹脂付着が生じることを抑制することができる。
したがって、両面板や多層板においてスルホールなどを形成させる場合において付着物の除去に要する手間を削減することができるとともに形状精度に優れた穴明けを実施することができ、スルホールメッキなどに要する手間も削減され得る。
【0041】
なお、通常は、平織りされた織布を基材シートに用いたプリプレグシートを利用すると、プレス時に、糸が重なり合う部分において圧力が集中して目ずれが生じる他、圧力のかかり方が不均一になって接着力にバラツキを生じやすい。
一方で本実施形態の積層シートは、プリプレグシートの基材シートに、鞘部に芯部よりも低融点のポリエステル樹脂が使用されている熱融着性繊維が用いられていることから、この低融点ポリエステル樹脂の融点以上あるいは、融点に近いプレス温度を採用することで糸の目ずれが抑制されるとともに、接着力の均一化が図られうる。
【0042】
したがって、金属箔層のパターニング後にアルミニウム板と熱プレスして金属ベース回路基板を製造する場合や、多層板を形成させる場合に、目ずれや圧力バラツキによってパターンの位置ずれが生じたりすることが抑制され、プリント回路基板の品質の向上をも期待することができる。
【0043】
なお、本実施形態においては、積層シートやプリント回路基板を上記のように構成し、上記のように製造する場合を例示しているが、上記例示に加えて、プリプレグシートを作製する際に、基材シートとエポキシ樹脂組成物との密着性をさらに向上させる工程を設けることも可能である。
【0044】
このことについてより具体的に説明すると、本実施形態の積層シートは、プリプレグシートの基材シートを構成する糸が、ポリエステル樹脂が用いられた熱融着性繊維で形成されている。
通常、ポリエチレンテレフタレート樹脂は、250℃以上の融点を有し、他のポリエステル樹脂も同様に、エポキシ樹脂の熱溶融温度や有機溶剤を揮発させるための乾燥温度(例えば、100〜160℃)などに比べて高い融点を有している。
したがって、例えば、有機溶剤を用いた方法でエポキシ樹脂ワニスを作製して100〜160℃の温度で乾燥させる場合でも、100〜160℃程度の加熱温度でエポキシ樹脂を熱溶融させてエポキシ樹脂ワニスを作製した場合でも、基材シートへの担持において問題を生じさせるおそれが十分低い。
【0045】
また、基材シートを構成する熱融着性繊維は、芯鞘構造を有し、しかも、鞘部20a2が芯部20a1に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で構成されていることから、この融点の違いを利用して基材シートとエポキシ樹脂組成物との密着性を高めることができる。
すなわち、熱溶融させたエポキシ樹脂ワニスの接触や、有機溶剤を用いたエポキシ樹脂ワニスを基材シート上で加熱乾燥させる際の熱によってエポキシ樹脂組成物と熱融着性繊維との接触温度を、鞘部20a2を構成する低融点ポリエステル樹脂の融点近傍、あるいは、融点以上としてエポキシ樹脂組成物と熱融着性繊維との密着性向上を図ることができる。
【0046】
例えば、芯鞘構造を有しておらず、内部まで同じ樹脂によって構成された繊維では、密着性の向上を目的としてこの繊維を構成する樹脂の融点温度に加熱すると繊維内部までもが軟化してしまい、繊維が切断されてしまうこととなるが、本実施形態にかかる基材シートはこのようなおそれを抑制しつつ工程内の温度条件の調整によって熱融着性繊維とエポキシ樹脂組成物との密着性向上を図ることができる。
【0047】
言い換えれば、芯部20a1を250℃以上の融点を有する一般的なポリエチレンテレフタレート樹脂で構成させるとともに鞘部20a2を構成する低融点ポリエステル樹脂の融点を、ポリエチレンテレフタレート樹脂よりも十分温度の低い、例えば、160℃以下とすることで、一般的な条件設定でも基材シートへのエポキシ樹脂組成物の担持においてその密着性を優れたものとさせ得る。
すなわち、エポキシ樹脂の熱溶融や有機溶剤を揮発させるための乾燥は、通常、100〜160℃の温度域でなされることから、鞘部20a2を構成させるための樹脂として160℃以下の融点(好ましくは、140℃以下の融点)のものを採用することで基材シートとエポキシ樹脂組成物との密着性を向上させ得る。
なお、この樹脂の融点については、DSCを用いた10℃/minの昇温速度での熱分析によって融解ピーク値を測定することによって求めることができる。
【0048】
また、このような芯部20a1と鞘部20a2との素材選択による基材シートとエポキシ樹脂組成物との密着性向上方法に加えて、例えば、一旦作製したプリプレグシートに対して熱プレスを実施して更なる密着性向上を図ることができる。
【0049】
例えば、鞘部20a2を構成する低融点ポリエステル樹脂の融点以上で、且つ、芯部20a1を構成するポリエステル樹脂の融点以下の温度でプリプレグシートの熱プレスを実施して、基材シートとエポキシ樹脂組成物との密着性の向上を図ることができる。
また、その際には、エポキシ樹脂組成物の硬化度合い(Bステージ状態)の調整を同時に実施することができプリプレグシートとしての品質の均一化を図ることが出きる。
【0050】
このようにして無機フィラーを含有するエポキシ樹脂組成物が半硬化状態で担持されていながらも柔軟性に優れた積層シートを得ることができる。
なお、ここではこれ詳述しないが、積層シートやプリント回路基板において従来公知の技術事項を本発明においても採用が可能である。
【実施例】
【0051】
次に実施例を挙げて本発明をさらに詳しく説明するが、本発明はこれらに限定されるものではない。
【0052】
(プリプレグシート1)
酸化アルミニウム粒子が60体積%含有されているエポキシ樹脂組成物を、芯鞘構造を有し、芯部がポリエステル樹脂で形成され、該芯部に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で鞘部が形成されている熱融着性繊維が用いられてなる基材シート(目付20g/m2)に半硬化な状態で担持させた厚さ130μm×幅20mm×長さ50mmの形状のプリプレグシートを作製し、第1のプリプレグシートとした。
【0053】
(プリプレグシート2)
基材シートを用いずに、厚さ130μm×幅20mm×長さ50mmの形状のプリプレグシートを作製し第2のプリプレグシートとした。
【0054】
(プリプレグシート3)
芯鞘構造を有していない、ポリエステル繊維が用いられていること以外、プリプレグシート1において用いた基材シートと同様に構成された基材シートを用い、それ以外はプリプレグシート1と同様に第3のプリプレグシートを作製した。
【0055】
(評価1:屈曲試験)
プリプレグシート1と、プリプレグシート2とを、長さ方向中間部において90度の角度で屈曲している状態となるように折り曲げた際のそれぞれの様子を観察した。
その結果、プリプレグシート2が完全に破断してしまったのに対して、プリプレグシート1は、曲げ部に若干のひび割れが観察された程度で、プリプレグシート2のような破断に至る様子が見られなかった。
【0056】
(評価2:接着力試験)
厚み35μmの電解銅箔と、厚み2mmのアルミニウム板との間にプリプレグシート1を挟んで、熱プレスで加熱接着を実施しプリント回路基板を模擬した銅箔引き剥がし用試験片(実施例1)を作製した。
また、プリプレグシート3を用いて同様に銅箔引き剥がし用試験片(比較例1)を作製した。
このそれぞれの試験片について、JIS C 6481に準じて銅箔の90度剥離試験を実施した。
測定は、初期状態における場合と、前記試験片を、260℃のハンダ槽に2分間浮かべるハンダ耐熱試験を実施した後との2通りで実施した。
その結果、それぞれの測定における引き剥がし強さの最小値と最大値については、下記、表1に示す通りとなった。
【0057】
【表1】
【0058】
この表1からもわかるように本発明の積層シートに用いられているプリプレグシートは、基材シートとエポキシ樹脂組成物との接着性に優れていることがわかる。
また、本発明の積層シートを用いることでプリント回路基板の回路層と絶縁層との接着力のバラツキも少ないことがわかる。
以上のようなことから、本発明によれば、無機フィラーの含有によって熱伝導率を向上させたエポキシ樹脂組成物を採用しながらも柔軟性に優れた積層シートの提供が可能で、プリント回路基板の製造を容易なものとさせ得ることがわかる。
【図面の簡単な説明】
【0059】
【図1】一実施形態における積層シートの断面図。
【図2】同実施形態の積層シートに用いられるプリプレグシートの断面図。
【図3】プリプレグシートに用いられている熱融着性繊維を表す断面図。
【図4】一実施形態の積層シート及びプリント回路基板の概略製造工程を示す側面図。
【符号の説明】
【0060】
1:プリプレグシート、2:基材シート、3:エポキシ樹脂組成物、20:糸、20a:熱融着性繊維、20a1:芯部、20a2:鞘部、L:積層シート、M:金属箔、P:プリント回路基板
【特許請求の範囲】
【請求項1】
絶縁層と回路層とを有するプリント回路基板を形成すべく用いられ、無機フィラーが含有されているエポキシ樹脂組成物が半硬化状態で基材シートに担持されてなり前記絶縁層の形成に用いられるプリプレグシート層と、金属箔が用いられてなり前記回路層の形成に用いられる金属箔層とが積層されている積層シートであって、
前記プリプレグシート層を構成する基材シートに織布が用いられており、該織布を構成する糸には、芯鞘構造を有し、芯部がポリエステル樹脂で形成され、該芯部に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で鞘部が形成されている熱融着性繊維が用いられていることを特徴とする積層シート。
【請求項2】
前記無機フィラーが前記エポキシ樹脂組成物の固形分に占める割合が、40体積%以上である請求項1記載の積層シート。
【請求項3】
前記熱融着性繊維が、芯部がポリエチレンテレフタレート樹脂で形成され、鞘部がイソフタル酸を共重合成分として含有する低融点ポリエチレンテレフタレート樹脂で形成されている請求項1又は2記載の積層シート。
【請求項4】
前記基材シートは、50〜150μmのいずれかの太さを有する糸が、40〜80本/インチのいずれかの織密度で織製された織布である請求項1乃至3のいずれか1項に記載の積層シート。
【請求項5】
無機フィラーが含有されているエポキシ樹脂組成物が半硬化状態で基材シートに担持されてなるプリプレグシート層と、金属箔が用いられてなる金属箔層とが積層されている積層シートが形成され、前記金属箔層がパターニングされて形成された回路層と、前記エポキシ樹脂組成物が硬化されて形成された絶縁層とを有するプリント回路基板であって、
前記プリプレグシート層の基材シートとして織布が用いられており、該織布を構成する糸には、芯鞘構造を有し、芯部がポリエステル樹脂で形成され、該芯部に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で鞘部が形成されている熱融着性繊維が用いられていることを特徴とするプリント回路基板。
【請求項6】
前記絶縁層の表裏両面に回路層を有する両面板である請求項5記載のプリント回路基板。
【請求項7】
前記絶縁層と前記回路層とが交互に複数層積層されている多層板である請求項5記載のプリント回路基板。
【請求項8】
前記無機フィラーが前記エポキシ樹脂組成物の固形分に占める割合が、40体積%以上である請求項5乃至7のいずれか1項に記載のプリント回路基板。
【請求項9】
前記熱融着性繊維が、芯部がポリエチレンテレフタレート樹脂で形成され、鞘部がイソフタル酸を共重合成分として含有する低融点ポリエチレンテレフタレート樹脂で形成されている請求項5乃至8のいずれか1項に記載のプリント回路基板。
【請求項10】
前記基材シートは、50〜150μmのいずれかの太さを有する糸が、40〜80本/インチのいずれかの織密度で織製された織布である請求項5乃至9のいずれか1項に記載のプリント回路基板。
【請求項1】
絶縁層と回路層とを有するプリント回路基板を形成すべく用いられ、無機フィラーが含有されているエポキシ樹脂組成物が半硬化状態で基材シートに担持されてなり前記絶縁層の形成に用いられるプリプレグシート層と、金属箔が用いられてなり前記回路層の形成に用いられる金属箔層とが積層されている積層シートであって、
前記プリプレグシート層を構成する基材シートに織布が用いられており、該織布を構成する糸には、芯鞘構造を有し、芯部がポリエステル樹脂で形成され、該芯部に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で鞘部が形成されている熱融着性繊維が用いられていることを特徴とする積層シート。
【請求項2】
前記無機フィラーが前記エポキシ樹脂組成物の固形分に占める割合が、40体積%以上である請求項1記載の積層シート。
【請求項3】
前記熱融着性繊維が、芯部がポリエチレンテレフタレート樹脂で形成され、鞘部がイソフタル酸を共重合成分として含有する低融点ポリエチレンテレフタレート樹脂で形成されている請求項1又は2記載の積層シート。
【請求項4】
前記基材シートは、50〜150μmのいずれかの太さを有する糸が、40〜80本/インチのいずれかの織密度で織製された織布である請求項1乃至3のいずれか1項に記載の積層シート。
【請求項5】
無機フィラーが含有されているエポキシ樹脂組成物が半硬化状態で基材シートに担持されてなるプリプレグシート層と、金属箔が用いられてなる金属箔層とが積層されている積層シートが形成され、前記金属箔層がパターニングされて形成された回路層と、前記エポキシ樹脂組成物が硬化されて形成された絶縁層とを有するプリント回路基板であって、
前記プリプレグシート層の基材シートとして織布が用いられており、該織布を構成する糸には、芯鞘構造を有し、芯部がポリエステル樹脂で形成され、該芯部に用いられているポリエステル樹脂よりも融点の低い低融点ポリエステル樹脂で鞘部が形成されている熱融着性繊維が用いられていることを特徴とするプリント回路基板。
【請求項6】
前記絶縁層の表裏両面に回路層を有する両面板である請求項5記載のプリント回路基板。
【請求項7】
前記絶縁層と前記回路層とが交互に複数層積層されている多層板である請求項5記載のプリント回路基板。
【請求項8】
前記無機フィラーが前記エポキシ樹脂組成物の固形分に占める割合が、40体積%以上である請求項5乃至7のいずれか1項に記載のプリント回路基板。
【請求項9】
前記熱融着性繊維が、芯部がポリエチレンテレフタレート樹脂で形成され、鞘部がイソフタル酸を共重合成分として含有する低融点ポリエチレンテレフタレート樹脂で形成されている請求項5乃至8のいずれか1項に記載のプリント回路基板。
【請求項10】
前記基材シートは、50〜150μmのいずれかの太さを有する糸が、40〜80本/インチのいずれかの織密度で織製された織布である請求項5乃至9のいずれか1項に記載のプリント回路基板。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−137513(P2010−137513A)
【公開日】平成22年6月24日(2010.6.24)
【国際特許分類】
【出願番号】特願2008−318645(P2008−318645)
【出願日】平成20年12月15日(2008.12.15)
【出願人】(000190611)日東シンコー株式会社 (104)
【Fターム(参考)】
【公開日】平成22年6月24日(2010.6.24)
【国際特許分類】
【出願日】平成20年12月15日(2008.12.15)
【出願人】(000190611)日東シンコー株式会社 (104)
【Fターム(参考)】
[ Back to top ]