
積層シート及びその製造方法
【課題】液状成分を含浸させた状態で皮膚に対する密着性及びフィット性に優れるとともに、長時間使用しても毛羽立ちを抑制できる積層シートを提供する。
【解決手段】液状成分を吸収可能な保液層と、この保液層の少なくとも一方の面に、前記液状成分を透過可能であり、かつ皮膚と接触させるための密着層を積層して積層シートを調製する。前記保液層は、捲縮繊維を含む不織繊維集合体で形成され、かつ前記密着層が数平均繊維径10μm以下である不織繊維集合体で形成されている。前記捲縮繊維の割合は不織布全体に対して50質量%以下であってもよい。前記保液層において、不織繊維集合体は、さらに親水性繊維及び疎水性繊維を含んでいてもよい。この積層シートは、化粧料を含む液状成分を含浸させたスキンケアシート(特にフェイスマスク)であってもよい。
【解決手段】液状成分を吸収可能な保液層と、この保液層の少なくとも一方の面に、前記液状成分を透過可能であり、かつ皮膚と接触させるための密着層を積層して積層シートを調製する。前記保液層は、捲縮繊維を含む不織繊維集合体で形成され、かつ前記密着層が数平均繊維径10μm以下である不織繊維集合体で形成されている。前記捲縮繊維の割合は不織布全体に対して50質量%以下であってもよい。前記保液層において、不織繊維集合体は、さらに親水性繊維及び疎水性繊維を含んでいてもよい。この積層シートは、化粧料を含む液状成分を含浸させたスキンケアシート(特にフェイスマスク)であってもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、液状成分(液状化合物)を吸収可能で、かつ皮膚と接触可能な積層シート及びその製造方法、特に、美容成分や薬効成分などを含む液状成分を含浸させ、皮膚に貼付して使用する積層シート(液体含浸生体被膜シート)及びその製造方法に関する。
【背景技術】
【0002】
従来から、人体の肌(皮膚)などに貼付するシートして、化粧料などの液体を含浸したスキンケアシート(液体含浸生体被膜シート)が使用されている。フェイスマスクに代表されるスキンケアシートは、皮膚を簡便に高い湿潤状態に維持できることから、近年、多種多様な商品が開発されている。シートの材料としては、一般的には、繊維で構成される織布や不織布が用いられ、コストの面から不織布が広く用いられている。化粧料の不織布含浸シートとして多く用いられるのが、親水性の高いコットンに代表されるセルロース系の繊維を主成分としたスパンレース不織布である。しかし、セルロース系繊維のスパンレース不織布は、皮膚に対する刺激性や装着性が十分でなかった。
【0003】
特許第3944526号公報(特許文献1)には、顔面への刺激性と装着性をより良好にする目的で、シート表面に極細繊維を配した化粧料等の液体含浸生体被膜シート、詳しくは、親水性繊維を50質量%以上含む親水性繊維層の一方又は両方の表面に、繊度0.5dtex以下である極細繊維を10質量%以上含む極細繊維層が位置し、親水性繊維層と極細繊維層とが一体化されてなり、極細繊維層を皮膚との接触面とする化粧料含浸用皮膚被膜シートが提案されている。
【0004】
しかし、このシートでは、保液性及び放出性との両立が困難である上に、液状成分を含浸させた状態で皮膚に対する密着性及び刺激性が充分でない。
【0005】
これに対して、国際公開WO2011/004834号公報(特許文献2)には、不織繊維集合体で構成され、かつ液状成分を吸収可能な保液層と、この保液層の少なくとも一方の面に形成され、前記液状成分を透過可能であり、かつ皮膚と接触させるための密着層とで構成された積層シートであって、前記密着層が数平均繊維径10μm以下である不織繊維集合体で構成され、かつ密着層と保液層との厚み割合が、密着層/保液層=1/4〜1/100である積層シートが提案されている。
【0006】
しかし、この積層シートでは、密着性を向上させるために、不織布の絡合が充分でないためか、長時間使用すると、保液層の表面において、毛羽立ちが発生し、使用感が低下する。
【0007】
一方、特開2008−285433号公報(特許文献3)には、立体捲縮を有する立体捲縮繊維を含む不織布と、この不織布に含浸された化粧料とを含み、不織布の少なくとも皮膚と接する側の表面に立体捲縮が存在している化粧料含浸皮膚被覆シートが提案されている。
【0008】
特開2010−116374号公報(特許文献4)には、立体捲縮を有する立体捲縮繊維を含む不織布と、この不織布に含浸された化粧料とを含み、不織布の少なくとも皮膚と接する側の表面に立体捲縮が存在しており、不織布が繊維同士の交絡によって一体化しており、不織布の横方向の50%伸長時応力が、0.80〜1.60N/3cmであり、不織布の繊維密度が0.08g/cm3以上である化粧料含浸皮膚被覆シートが提案されている。
【0009】
これらの文献には、シート中の捲縮繊維の割合は25質量%以上、より好ましくは50質量%以上であると記載され、実施例における割合は70〜100質量%である。
【0010】
しかし、これらのシートでは、皮膚に対する密着性が低い。さらに、これらの文献では、捲縮繊維は、皮膚に接触する側の層として、皮膚に対する刺激性を抑制するために使用されており、毛羽立ちなどの不織布の安定性については記載されていない。特に、不織布において、肌に沿うための柔軟性又は密着性と、毛羽立ちを抑制するための不織布の安定性とはトレードオフの関係にあり、両立が困難であった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特許第3944526号公報(特許請求の範囲)
【特許文献2】国際公開WO2011/004834号公報(請求の範囲)
【特許文献3】特開2008−285433号公報(特許請求の範囲、段落[0025]、実施例)
【特許文献4】2010−116374号公報(特許請求の範囲、段落[0030]、実施例)
【発明の概要】
【発明が解決しようとする課題】
【0012】
従って、本発明の目的は、液状成分を含浸させた状態で皮膚に対する密着性及びフィット性に優れるとともに、長時間使用しても毛羽立ちを抑制できる積層シート及びその製造方法を提供することにある。
【0013】
本発明の他の目的は、保液性と放出性とのバランスに優れるとともに、皮膚に対する刺激性も少ない積層シート及びその製造方法を提供することにある。
【0014】
本発明のさらに他の目的は、柔軟で、かつ毛羽立ちを抑制できる積層シートを簡便に製造することにある。
【課題を解決するための手段】
【0015】
本発明者らは、前記課題を達成するため鋭意検討した結果、捲縮繊維を含む不織布(不織繊維集合体)で形成された保液層の少なくとも一方の面に、数平均繊維径10μm以下である不織繊維集合体で形成された密着層を積層することにより、液状成分を含浸させた状態で皮膚に対する密着性及びフィット性に優れるとともに、長時間使用しても毛羽立ちを抑制できることを見出し、本発明を完成した。
【0016】
すなわち、本発明の積層シートは、液状成分を吸収可能な保液層と、この保液層の少なくとも一方の面に積層され、前記液状成分を透過可能であり、かつ皮膚と接触可能な密着層とを含む積層シートであって、前記保液層が、捲縮繊維を含む不織繊維集合体で形成され、かつ前記密着層が数平均繊維径10μm以下である不織繊維集合体で形成されている。前記捲縮繊維の割合は不織布全体に対して50質量%以下であってもよい。前記保液層において、不織繊維集合体は、さらに親水性繊維を含んでいてもよい。この親水性繊維の割合は、捲縮繊維100質量部に対して50〜1000質量部程度である。前記保液層において、不織繊維集合体は、さらに疎水性繊維を含んでいてもよい。この疎水性繊維の割合は、捲縮繊維100質量部に対して、10〜1000質量部程度である。前記捲縮繊維は、10〜250μmの平均曲率半径を有し、かつポリアルキレンアリレート系樹脂と変性ポリアルキレンアリレート系樹脂とで構成された並列型又は偏芯芯鞘型複合繊維であってもよい。前記保液層は、セミランダムウェブ又はパラレルウェブを水流絡合させたスパンレース不織布で形成されていてもよい。前記密着層は、繊維径の標準偏差が5以下であるメルトブローン不織布で形成されていてもよい。前記密着層と前記保液層との厚み割合は、密着層/保液層=1/4〜1/100程度であってもよい。本発明の積層シートは、液状成分を含浸させたシート、例えば、化粧料を含む液状成分を含浸させたスキンケアシート(特にフェイスマスク)であってもよい。
【0017】
本発明には、密着層をメルトブローン法で形成し、不織繊維集合体で形成された保液層の少なくとも一方の面に積層する積層工程、及び保液層の不織繊維集合体に含まれる潜在捲縮性繊維を加熱し潜在捲縮性繊維の捲縮を発現させる加熱工程を含む前記積層シートの製造方法も含まれる。前記積層工程において、潜在捲縮性繊維と親水性繊維と疎水性繊維とをスパンレース法で交絡させて保液層を形成した後、得られた保液層と密着層とをさらにスパンレース法で交絡させるか、又は得られた保液層に密着層を直接吹き付けてもよい。前記加熱工程において、積層工程で形成された積層体を加熱してもよい。
【0018】
本発明には、前記積層シートを、液状成分を含浸した状態で、密着層を皮膚に接触させる積層シートの使用方法も含まれる。
【0019】
本願明細書では、「スキンケア」という用語は、化粧料や乳液などによる皮膚(肌)の手入れ(いわゆる、スキンケア)としての意味だけではなく、皮膚と関連付けることのできる他の行為を含む広い概念として用いる。従って、スキンケア用シートには、例えば、皮膚を洗浄するためのシート、皮膚の痒みを抑制するためのシート、皮膚を通じて冷却するためのシート、皮膚からの浸透を通じて炎症などを抑制するためのシート(湿布)などの皮膚と接触させて用いられるシートが含まれる。
【発明の効果】
【0020】
本発明では、捲縮繊維を含む不織繊維集合体で形成された保液層の少なくとも一方の面に、数平均繊維径10μm以下である不織繊維集合体で形成された密着層が積層されているため、液状成分を含浸させた状態で皮膚に対する密着性及びフィット性に優れるとともに、長時間使用しても毛羽立ちを抑制できる。また、保液層にさらに親水性繊維を含有させ、密着層を保液層に対して薄肉に形成することにより、保液性と放出性とのバランスを向上できる。さらに、密着層の繊維径を均一に調整することにより、その表面が平坦かつ滑らかとなり、皮膚に接したときの感触が柔らかく、皮膚に対する刺激性も抑制できる。特に、保液層を、セミランダムウェブ又はパラレルウェブを水流絡合させたスパンレース不織布で形成することにより、柔軟で、かつ毛羽立ちが抑制された積層シートを高い経済性及び生産性で簡便に製造できる。
【図面の簡単な説明】
【0021】
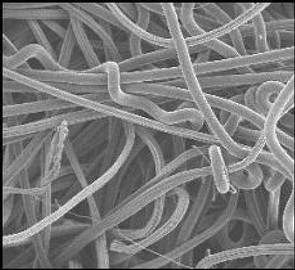
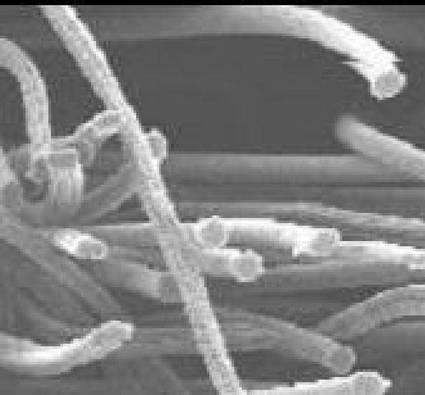
【図1】図1は、実施例3で得られた積層シートの保液層の表面の走査型電子顕微鏡(SEM)写真である。
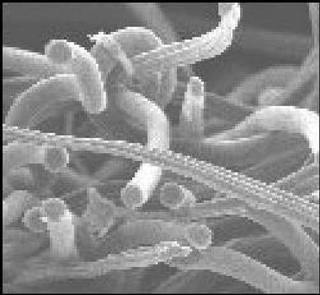
【図2】図2は、実施例3で得られた積層シートの保液層の厚み方向の断面におけるSEM写真である。
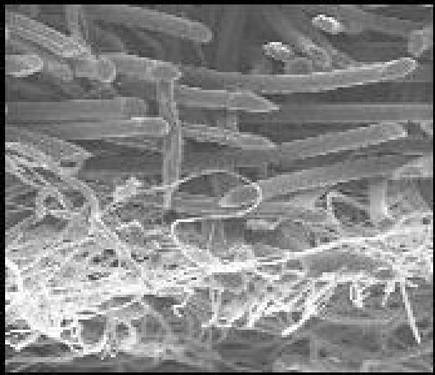
【図3】図3は、実施例3で得られた積層シートの密着層の厚み方向の断面におけるSEM写真である。
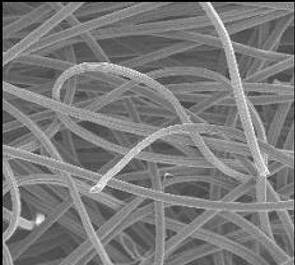
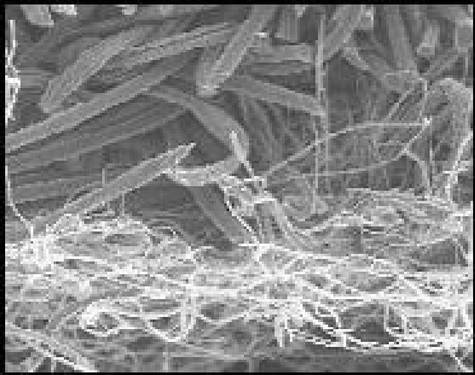
【図4】図4は、比較例3で得られた積層シートの保液層の表面のSEM写真である。
【図5】図5は、比較例3で得られた積層シートの保液層の厚み方向の断面におけるSEM写真である。
【図6】図6は、比較例3で得られた積層シートの密着層の厚み方向の断面におけるSEM写真である。
【発明を実施するための形態】
【0022】
本発明の積層シートは、捲縮繊維を含む不織繊維集合体で形成され、かつ液状成分を吸収可能な保液層と、この保液層の少なくとも一方の面に形成され、前記液状成分(液体効能成分)を透過可能であり、かつ皮膚と接触させるための密着層とで構成されている。すなわち、本発明の積層シート(液体含浸生体被膜シート)は、液状成分を含浸するための保液層と、肌に直接触れる側に位置する密着層とで形成されている。
【0023】
[保液層]
本発明において、保液層とは、美容成分又は薬効(効能)成分(例えば、保湿成分、クレンジング成分、制汗成分、香り成分、美白成分、血行促進成分、冷却成分、紫外線防止成分、皮膚かゆみ抑制成分など)を含む液状成分(液状化合物)を含浸するのに必要な濡れ性と保液するための空隙を有し、使用時の取り扱いにおいても液だれすることなく、体の所定の部位(例えば顔)を覆うまで保持し、貼付又は静置すると共に液体化粧料を少しずつ肌側に位置する密着層の方向に移行させる役割を有している。
【0024】
本発明では、このような特性を有する保液層が捲縮繊維を含む不織繊維集合体で形成されていることを特徴とする。
【0025】
(捲縮繊維)
捲縮繊維は、略コイル状(螺旋状又はつるまきバネ状)の立体捲縮を有している。この捲縮繊維のコイル(捲縮コイル部)で形成される円の平均曲率半径は10〜250μm程度の範囲から選択でき、例えば、15〜200μm(例えば、50〜200μm)、好ましくは20〜160μm(例えば、60〜150μm)、さらに好ましくは25〜130μm程度であってもよく、通常、10〜150μm(例えば、20〜100μm)程度である。ここで、平均曲率半径は、捲縮繊維のコイルにより形成される円の平均的大きさを表す指標であり、捲縮繊維のコイルにより形成される円の平均的大きさを表す指標であり、このようなクリンプを有する捲縮繊維が、他の繊維を囲うように交絡することにより、保液層の形態安定性を向上させ、毛羽立ちを抑制していると推定できる。この値が大きい場合は、形成されたコイルがルーズな形状を有し、言い換えれば捲縮数の少ない形状を有していることを意味する。また、捲縮数が少ないと、繊維同士の交絡も少なくなるため、毛羽立ちの抑制効果が低下する。逆に、平均曲率半径が小さすぎるコイル状捲縮を発現させた場合は、繊維同士の交絡が十分行われず、毛羽立ちの抑制効果が低下する上に、このような捲縮を発現するための繊維を製造することも困難である。
【0026】
コイル状の捲縮繊維において、コイルの平均ピッチは、例えば、0.01〜0.5mm、好ましくは0.015〜0.3mm、さらに好ましくは0.02〜0.2mm程度である。
【0027】
捲縮繊維の捲縮数は、例えば、30個/25mm以上(例えば、30〜1500個/25mm)であり、好ましくは50〜1200個/25mm、さらに好ましくは50〜1000個/25mm程度であってもよい。
【0028】
捲縮繊維が、熱処理を施すことにより、捲縮が発現(顕在化)する潜在捲縮性繊維である場合、加熱前の捲縮数(機械捲縮数)は、例えば、0〜30個/25mm、好ましくは5〜25個/25mm、さらに好ましくは10〜20個/25mm程度である。
【0029】
捲縮繊維の横断面形状(繊維の長さ方向に垂直な断面形状)は、一般的な中実断面形状である丸型断面や異型断面[偏平状、楕円状、多角形状、3〜14葉状、T字状、H字状、V字状、ドッグボーン(I字状)、アレイ状など]に限定されず、中空断面状などであってもよいが、通常、丸型断面、楕円状断面である。
【0030】
捲縮繊維の平均繊維径は、例えば、9〜32μm、好ましくは10〜25μm、さらに好ましくは10〜20μm程度である。繊度が細すぎると、繊維そのものが製造し難くなることに加え、繊維強度を確保し難い。また、捲縮を発現させる工程において、綺麗なコイル状捲縮を発現させ難くなる。一方、繊度が太すぎると、繊維が剛直となり、十分な捲縮を発現し難くなる。
【0031】
捲縮繊維の平均繊維長は、例えば、10〜100mm程度の範囲から選択でき、好ましくは20〜80mm、さらに好ましくは25〜75mm(特に40〜70mm)程度である。繊維長が短すぎると、繊維ウェブの形成が難しくなることに加え、捲縮繊維による繊維同士の交絡が不十分となり、毛羽立ちの抑制効果が低下する。また、繊維長が長すぎると、均一な目付の繊維ウェブを形成することが難しくなるばかりか、ウェブ形成時点で繊維同士の交絡が多く発現し、捲縮を発現する際にお互いに妨害し合って捲縮の発現が困難となる。
【0032】
捲縮繊維は、無機繊維であってもよいが、柔軟性や軽量性などの点から、有機繊維、特に、熱可塑性樹脂で構成された繊維が好ましい。熱可塑性樹脂としては、例えば、ポリオレフィン系樹脂(中密度又は高密度ポリエチレン、ポリプロピレンなどのポリC2−4オレフィン系樹脂など)、アクリル系樹脂(アクリロニトリル−塩化ビニル共重合体などのアクリロニトリル単位を有するアクリロニトリル系樹脂など)、ポリビニルアセタール系樹脂(ポリビニルアセタール樹脂など)、ポリ塩化ビニル系樹脂(ポリ塩化ビニル、塩化ビニル−酢酸ビニル共重合体、塩化ビニル−アクリロニトリル共重合体など)、ポリ塩化ビニリデン系樹脂(塩化ビニリデン−塩化ビニル共重合体、塩化ビニリデン−酢酸ビニル共重合体など)、ポリエステル系樹脂(ポリエチレンテレフタレート樹脂、ポリトリメチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂などのポリC2−4アルキレンアリレート系樹脂など)、ポリアミド系樹脂(ポリアミド6、ポリアミド66、ポリアミド11、ポリアミド12、ポリアミド610、ポリアミド612などの脂肪族ポリアミド系樹脂、半芳香族ポリアミド系樹脂、ポリフェニレンイソフタルアミド、ポリヘキサメチレンテレフタルアミド、ポリp−フェニレンテレフタルアミドなどの芳香族ポリアミド系樹脂など)、ポリウレタン系樹脂、セルロース系樹脂(セルロースエステルなど)などが挙げられる。
【0033】
これらの樹脂のうち、ポリプロピレン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂が好ましく、特に、耐熱性や繊維形成性などのバランスに優れる点から、芳香族ポリエステル系樹脂、ポリアミド系樹脂が好ましい。
【0034】
捲縮繊維は、複数の樹脂の熱収縮率(又は熱膨張率)の違いに起因して、加熱により捲縮させた非対称又は層状(いわゆるバイメタル)構造を有する繊維であってもよい。複数の樹脂は、通常、軟化点又は融点が異なる。バイメタル構造を有する複合繊維の横断面構造としては、複数の樹脂で形成された相分離構造、例えば、芯鞘型、海島型、ブレンド型、並列型(サイドバイサイド型又は多層貼合型)、放射型(放射状貼合型)、中空放射型、ブロック型、ランダム複合型などの構造が挙げられる。これらの横断面構造のうち、相部分が隣り合う構造(いわゆるバイメタル構造)や、相分離構造が非対称である構造、例えば、偏芯芯鞘型、並列型構造が好ましい。なお、捲縮繊維は、予め加熱処理などにより捲縮を施した繊維を使用してもよいが、他の繊維との交絡を促進する点から、潜在捲縮性繊維を使用し、不織繊維集合体の製造工程における加熱処理によって捲縮を発現させるのが好ましい。
【0035】
複数の樹脂は、熱収縮率が異なっていればよく、同系統の樹脂の組み合わせであっても、異種の樹脂の組み合わせであってもよい。本発明では、密着性の点から、同系統の樹脂の組み合わせで構成されているのが好ましい。同系統の樹脂の組み合わせの場合、通常、単独重合体(必須成分)を形成する成分(A)と、変性重合体(共重合体)を形成する成分(B)との組み合わせが用いられる。すなわち、必須成分である単独重合体に対して、例えば、結晶化度や融点又は軟化点などを低下させる共重合性単量体を共重合させて変性することにより、単独重合体よりも結晶化度を低下させるか、非晶性とし、単独重合体よりも融点又は軟化点などを低下させてもよい。このように、結晶性、融点又は軟化点を変化させることにより、熱収縮率に差異を設けてもよい。融点又は軟化点の差は5〜150℃程度の範囲から選択でき、例えば、50〜130℃(特に70〜120℃)程度であってもよい。変性に用いられる共重合性単量体の割合は、全単量体に対して、例えば、1〜50モル%、好ましくは2〜40モル%、さらに好ましくは3〜30モル%(特に5〜20モル%)程度である。単独重合体を形成する成分と、変性重合体を形成する成分との複合比率(質量比)は、繊維の構造に応じて選択できるが、例えば、単独重合体成分(A)/変性重合体成分(B)=90/10〜10/90、好ましくは70/30〜30/70、さらに好ましくは60/40〜40/60程度である。
【0036】
本発明では、諸特性のバランスに優れる点から、複数の樹脂の組み合わせは芳香族ポリエステル系樹脂の組み合わせ、特に、ポリアルキレンアリレート系樹脂(a)と、変性ポリアルキレンアリレート系樹脂(b)との組み合わせであってもよい。特に、本発明では、ウェブ形成後に捲縮を発現するタイプが好ましく、この点からも前記組み合わせが好ましい。ウェブ形成後に捲縮が発現することにより、適度に繊維同士が絡み合い、ウェブの形態が保持され、毛羽立ちが抑制できるとともに、適度な柔軟性を実現できる。
【0037】
ポリアルキレンアリレート系樹脂(a)は、芳香族ジカルボン酸(テレフタル酸、ナフタレン−2,6−ジカルボン酸などの対称型芳香族ジカルボン酸など)又はその反応性誘導体(酸クロライド、低級アルキルエステルなど)とアルカンジオール成分(エチレングリコールやブチレングリコールなどのC2−6アルカンジオールなど)との単独重合体であってもよい。具体的には、ポリエチレンテレフタレート(PET)やポリブチレンテレフタレート(PBT)などのポリC2−4アルキレンテレフタレート系樹脂などが使用され、通常、固有粘度0.6〜0.7程度の一般的なPET繊維に用いられるPETが使用される。
【0038】
一方、変性ポリアルキレンアリレート系樹脂(b)では、必須成分である前記ポリアルキレンアリレート系樹脂(a)の融点又は軟化点、結晶化度を低下させる共重合成分、例えば、非対称型芳香族ジカルボン酸、脂環族ジカルボン酸、脂肪族ジカルボン酸などのジカルボン酸成分や、ポリアルキレンアリレート系樹脂(a)のアルカンジオールよりも鎖長の長いアルカンジオール成分及び/又はエーテル結合含有ジオール成分が使用できる。これらの共重合成分は、単独で又は二種以上組み合わせて使用できる。これらの成分のうち、ジカルボン酸成分として、非対称型芳香族カルボン酸(イソフタル酸、フタル酸、5−ナトリウムスルホイソフタル酸など)、脂肪族ジカルボン酸(アジピン酸などのC6−12脂肪族ジカルボン酸)などが汎用され、ジオール成分として、アルカンジオール(1,3−プロパンジオール、1,4−ブタンジオール、1,6−ヘキサンジオール、ネオペンチルグリコールなどC3−6アルカンジオールなど)、(ポリ)オキシアルキレングリコール(ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、ポリテトラメチレングリコールなどのポリオキシC2−4アルキレングリコールなど)などが汎用される。これらのうち、イソフタル酸などの非対称型芳香族ジカルボン酸、ジエチレングリコールなどのポリオキシC2−4アルキレングリコールなどが好ましい。さらに、変性ポリアルキレンアリレート系樹脂(b)は、C2−4アルキレンアリレート(エチレンテレフタレート、ブチレンテレフタレートなど)をハードセグメントとし、(ポリ)オキシアルキレングリコールなどをソフトセグメントとするエラストマーであってもよい。
【0039】
変性ポリアルキレンアリレート系樹脂(b)において、ジカルボン酸成分として、融点又は軟化点を低下させるためのジカルボン酸成分(例えば、イソフタル酸など)の割合は、ジカルボン酸成分の全量に対して、例えば、1〜50モル%、好ましくは5〜50モル%、さらに好ましくは15〜40モル%程度である。ジオール成分として、融点又は軟化点を低下させるためのジオール成分(例えば、ジエチレングリコールなど)の割合は、ジオール成分の全量に対して、例えば、30モル%以下、好ましくは10モル%以下(例えば、0.1〜10モル%程度)である。共重合成分の割合が低すぎると、充分な捲縮が発現せず、捲縮発現後の毛羽立ちの抑制効果が低下する。一方、共重合成分の割合が高すぎると、捲縮発現性能は高くなるが、安定に紡糸することが困難となる。
【0040】
変性ポリアルキレンアリレート系樹脂(b)は、必要に応じて、トリメリット酸、ピロメリット酸などの多価カルボン酸成分、グリセリン、トリメチロールプロパン、トリメチロールエタン、ペンタエリスリトールなどのポリオール成分などを併用して分岐させてもよい。
【0041】
保液層は、毛羽立ち抑制の点から、捲縮繊維を含むことを特徴とするが、保液性や皮膚にフィットするための柔軟性などの点から、捲縮繊維の割合は、不織布全体に対して50質量%以下が好ましく、さらに保液性や柔軟性と毛羽立ちの抑制とを両立させる点から、例えば、5〜50質量%(例えば、10〜45質量%)、好ましくは15〜40質量%、さらに好ましくは20〜35質量%(特に25〜35質量%)程度であってもよい。捲縮繊維の割合が多すぎると、繊維同士の絡合が強すぎるため、柔軟性が低下するとともに、肌へのフィット性が低下する。一方、少なすぎると繊維同士の絡合が弱すぎるため、毛羽立ちの抑制効果が充分でない。本発明では、適度な割合で捲縮繊維が含まれることにより、スパンレース法により製造された場合に、水流が当たらずに絡合が弱い部分において、効果的に捲縮が発現するとともに、捲縮による絡合で補強できるためか、毛羽立ちの発生を効果的に抑制できる。
【0042】
(親水性繊維)
保液層を構成する不織繊維集合体は、液状成分(特に水性液状成分)に対する濡れ性や保液性を確保するために、親水性樹脂で形成された繊維(親水性繊維)をさらに含むのが好ましい。親水性樹脂で構成された繊維は、シートに化粧料等の液体を付加した際に液体を繊維構造体内部まで取り込むために重要な役割を担うと共に、一度繊維構造体内に取り込んだ多量の化粧料液体を使用時に取り扱う際に液だれしないよう保持する役割を担う。
【0043】
親水性繊維としては、親水性を有する限り、特に限定されず、合成繊維、天然繊維、天然の植物繊維や動物性のタンパク質繊維などを一旦溶解してから化学的に処理して繊維化した再生繊維などが選択できる。さらに、親水性繊維は、少なくとも表面が親水性樹脂で構成されていればよく、例えば、疎水性樹脂の表面を親水化処理した樹脂や、内部が疎水性樹脂で構成された複合繊維などであってもよい。
【0044】
合成繊維としては、例えば、水酸基、カルボキシル基、スルホン酸基などの親水性基(特に水酸基)を分子中に有する樹脂、例えば、ポリビニルアルコール系樹脂、ポリアミド系樹脂、ポリ乳酸などのポリエステル系樹脂、(メタ)アクリルアミド単位を含む(メタ)アクリル系共重合体などで構成された合成繊維が挙げられる。これらの合成繊維は、単独で又は二種以上組み合わせて使用できる。これらの合成繊維のうち、モノマー単位に水酸基を有する親水性樹脂が好ましく、特に、分子内に均一に水酸基を有する点から、エチレン−ビニルアルコール共重合体で構成された繊維が好ましい。
【0045】
エチレン−ビニルアルコール系共重合体において、エチレン単位の含有量(共重合割合)は、例えば、10〜60モル%、好ましくは20〜55モル%、さらに好ましくは30〜50モル%程度である。ビニルアルコール単位のケン化度は、例えば、90〜99.99モル%程度であり、好ましくは95〜99.98モル%、さらに好ましくは96〜99.97モル%程度である。粘度平均重合度は、例えば、200〜2500、好ましくは300〜2000、さらに好ましくは400〜1500程度である。後述するように、エチレン−ビニル共重合体などの湿熱接着性樹脂を用いると、スチームジェット法により嵩高で安定な保液層も形成できる。
【0046】
天然繊維としては、例えば、綿又はコットン、絹、麻、シルク、ウールなどが挙げられる。これらの天然繊維は、単独で又は二種以上組み合わせて使用できる。これらのうち、綿などが汎用される。
【0047】
再生繊維としては、例えば、ビスコースレーヨンなどのレーヨン、アセテート、リヨセルなどのテンセル、キュプラ、ポリノジックなどのセルロース系繊維が挙げられる。これらの天然繊維は、単独で又は二種以上組み合わせて使用できる。これらのうち、レーヨン繊維やテンセル繊維などが汎用される。
【0048】
表面が親水性樹脂で構成された繊維において、繊維の表面に親水性を付与する方法としては、繊維形成性樹脂と共に親水性樹脂を繊維化し、繊維表面の少なくとも一部を親水性樹脂で覆う方法であってもよい。親水性樹脂で繊維の表面を覆う方法で形成された複合繊維は、長時間に亘り使用しても親水性能の劣化が少ないので好ましい。また、繊維形成性樹脂と共に親水性樹脂を繊維化する方法は製造工程が短くなるとともに均一に高い親水性を付与できるので好ましい。特に、親水性が高い点から、繊維の全表面を親水性樹脂で鞘状に覆う繊維、すなわち、鞘部が親水性樹脂で構成された芯鞘型構造の複合繊維が好ましい。
【0049】
芯鞘型複合繊維は、鞘部が親水性樹脂で構成されていれば特に限定されないが、芯部は、液状成分を含浸しても繊維形状を保持し、浸水性能の劣化が抑制できる点から、後述する疎水性繊維を構成する疎水性樹脂で構成されているのが好ましい。さらに、疎水性樹脂のなかでも、例えば、ポリプロピレン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、特に、耐熱性や繊維形成性などのバランスに優れる点から、ポリエチレンテレフタレートなどのポリエステル系樹脂が好ましい。なお、鞘部の親水性樹脂は、嵩高で安定な不織布を生産できる点などから、合成繊維を構成する樹脂、特に、エチレン−ビニルアルコール共重合体などのポリビニルアルコール系樹脂が好ましい。芯鞘型複合繊維において、芯部と鞘部との割合(質量比)は、例えば、鞘部/芯部=90/10〜10/90(例えば、60/40〜10/90)、好ましくは80/20〜15/85、さらに好ましくは60/40〜20/80程度である。
【0050】
また、これらの親水性繊維のうち、レーヨンやテンセルなどのセルロース系繊維は、化粧料などの液状成分を構成する水や水溶液、極性溶媒、これらのエマルジョンなどが繊維内部にまで浸透し吸収性が良く、保液性能が高い点で特に好ましい。一方、エチレン−ビニルアルコール共重合体繊維(特に、鞘部がエチレン−ビニルアルコール共重合体で構成された芯鞘型複合繊維)は、保液性能についてはセルロース系繊維より低いものの、化粧料などの液状成分との馴染みが良く、かつ繊維自身が液状成分の液体を吸収せず、圧力などで容易に放出できる点で特に好ましい。従って、セルロース系繊維とエチレン−ビニルアルコール共重合体繊維とを、化粧料などの液状成分の粘度や量に応じて選択してもよく、さらに両者を混合することにより保液性と放出とを制御してもよい。更には必要に応じて他の繊維を配合してもよい。
【0051】
親水性繊維の断面形状は、特に制限されず、前記捲縮繊維で例示された断面形状であってもよく、通常、丸型断面、楕円状断面である。
【0052】
親水性繊維の平均繊維径は、例えば、9〜32μm、好ましくは10〜25μm、さらに好ましくは10〜20μm程度である。繊度が細すぎると、繊維の生産性が低下し、カードでの紡出性も低下する。一方、繊度が太すぎると、保液性や柔軟性及び肌へのフィット性が低下する。
【0053】
親水性繊維の繊維長は特に制限はないが、短繊維であってもよく、カード法による乾式不織布の場合、20〜70mmが好ましく、特に25〜60mmであればカード通過性の観点から、均一な地合のウェブが得られ易い点で好ましく、用途に応じて適宜調節できる。
【0054】
親水性繊維の割合は、捲縮繊維100質量部に対して50〜1000質量部程度の範囲から選択でき、例えば、80〜800質量部、好ましくは100〜500質量部、さらに好ましくは120〜300質量部(特に150〜250質量部)程度である。親水性繊維の割合が少なすぎると、液状成分の保液性が低下し、一方、多すぎると、液状成分の放出性が低下するとともに、不織繊維集合体の嵩高性が低下する。
【0055】
(疎水性繊維)
保液層を構成する不織繊維集合体は、液状成分(特に水性液状成分)に対する放出性や保液層の形態安定性を確保するために、疎水性樹脂又は非親水性樹脂(極性がそれほど高くなく、疎水性が比較的強い樹脂)で形成された繊維(疎水性繊維)をさらに含むのが好ましい。疎水性繊維は、保液層が湿潤状態にあっても繊維自体のヤング率の低下がほとんど無いことから、保液層の嵩やコシを維持する方向に働く。
【0056】
このような疎水性繊維としては、特に限定されないが、標準状態(20℃、65%RH)における公定水分率が2.0%未満の樹脂、例えば、一般的に不織布に使用されるポリエチレン、ポリプロピレンなどのポリオレフィン系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどのポリエステル系樹脂、ポリアミド6、ポリアミド6,6、ポリアミド4,6などのポリアミド系樹脂、ポリエステルポリオール型ウレタン系樹脂などのポリウレタン系樹脂、ポリアクリロニトリル系樹脂で構成された繊維などが挙げられる。これらの疎水性繊維は、単独で又は二種以上組み合わせて使用できる。これらのうち、汎用性が高く、機械的特性などに優れる点から、ポリエステル繊維が好ましい。
【0057】
疎水性繊維の断面形状は、特に制限されず、前記捲縮繊維で例示された断面形状であってもよく、通常、丸型断面、楕円状断面である。
【0058】
疎水性繊維の平均繊度は、例えば、9〜32μm、好ましくは10〜25μm、さらに好ましくは10〜20μm程度である。繊度が細すぎると、繊維の生産性が低下し、カードでの紡出性も低下するとともに、保液層の形態安定性やコシが低下する。一方、繊度が太すぎると、柔軟性や肌へのフィット性が低下する。
【0059】
疎水性繊維の繊維長は、特に制限されず、短繊維であってもよく、親水性繊維の繊維長と同様の範囲から選択できる。
【0060】
疎水性繊維の割合は、捲縮繊維100質量部に対して10〜1000質量部程度の範囲から選択でき、例えば、15〜500質量部、好ましくは20〜400質量部、さらに好ましくは25〜300質量部(特に30〜200質量部)程度であり、例えば、10〜100質量部(特に15〜50質量部)程度であってもよい。疎水性繊維の割合が少なすぎると、液状成分の放出性が低下し、保液層の機械的特性も低下する。一方、多すぎると、毛羽立ちが発生し易く、液状成分の保液性も低下する。保液層を形成する繊維の中では、疎水性繊維が毛羽立ちを発生し易いため、捲縮繊維による毛羽立ちの抑制効果は疎水性繊維を含む不織繊維集合体に対して有効であり、本発明では、前記割合で疎水性繊維を含む不織繊維集合体で形成された保液層においても毛羽立ちの発生を抑制できる。
【0061】
(保液層の特性)
前述のように、保液層を構成する不織布(不織繊維集合体)は、捲縮繊維を含むことを特徴とするが、液状成分の保液性と放出性とのバランスに優れる点から、さらに親水性繊維と疎水性繊維との混合体(混綿)を含むのが特に好ましい。
【0062】
親水性繊維と疎水性繊維との割合(質量比)は、前者/後者=99/1〜1/99程度の範囲から選択でき、例えば、90/10〜10/90程度である。親水性繊維の割合が少なすぎると、シートが液状成分と馴染みにくく、シート中で液量に斑が生じたり、シートの液状成分の保持能力が低く、使用時に液だれが生じ易くなる上に、毛羽立ち易くなる。一方で、親水性繊維の割合が多すぎると、シートの液状成分の保持能力が高くなり、使用時に化粧料液体を肌側に放出し難くなったり、必要な放出量を得るために予め過剰な液状成分が必要となり、無駄が生じ易い。
【0063】
さらに、親水性繊維と疎水性繊維との割合(質量比)は、用途に応じて選択でき、毛羽立ちを抑制できる点からは、親水性繊維の割合が多い方が好ましく、例えば、親水性繊維/疎水性繊維=90/10〜50/50(特に70/30〜50/50)程度が好ましい。一方、液状成分(特に水性の液状成分)の放出性を向上できる点からは、疎水性繊維の割合が多い方が好ましく、親水性繊維/疎水性繊維=80/20〜20/80程度の範囲が好ましく、さらに好ましくは70/30〜40/60(特に60/40〜50/50)程度であってもよい。
【0064】
保液層を構成する繊維(捲縮繊維、親水性繊維及び疎水性繊維)は、それぞれ、慣用の添加剤、例えば、安定剤(銅化合物などの熱安定剤、紫外線吸収剤、光安定剤、酸化防止剤など)、分散剤、微粒子、着色剤、帯電防止剤、難燃剤、可塑剤、潤滑剤、結晶化速度遅延剤などを含有していてもよい。これらの添加剤は、単独で又は二種以上組み合わせて使用できる。これらの添加剤は、保液層表面に担持されていてもよく、繊維中に含まれていてもよい。
【0065】
保液層は、繊維構成の異なる複数の層構造であってもよい。例えば、肌側に近い部分、すなわち密着層に近い部分に親水性繊維の繊維比率を高めることで、化粧料含浸シートなどとしての使用時に、より早く肌側を高い湿潤状態にする効果が期待できる。具体的には、肌側に親水性繊維の繊維比率を高めた層を配した保液層を有する積層シートを肌の上に静置した際、保液層中で液状成分が親水性繊維の繊維比率が高い方向に移動し、短時間で肌側を高い湿潤状態にできる。保液層は、例えば、表面側に位置する親水性繊維を30質量%以下(例えば、10〜30質量%)含む層と、密着層側に位置する親水性繊維70質量%以上(例えば、70〜90質量%)含む層とで構成された二層構造であってもよい。
【0066】
保液層を構成する不織布(不織繊維集合体)の目付は、例えば、20〜200g/m2、好ましくは25〜150g/m2、さらに好ましくは30〜120g/m2(特に30〜100g/m2)程度である。この目付が小さすぎると、繊維によって形成される保液のための空隙の確保が困難となる。また、この目付が大きすぎると、保液量が多くなり、効能成分の多くが皮膚まで到達せずに保液層に滞留されたままとなり、効能成分が無駄に消費され易い。
【0067】
保液層の密度(積層シート中における密度)は、含浸させる化粧料などの液状成分の粘度にもよるが、例えば、0.03〜0.20g/cm3、好ましくは0.05〜0.17g/cm3、さらに好ましくは0.1〜0.15g/cm3程度である。密度が低すぎると、シートの液体保持能力が低くなり、使用時の取り扱いにおいても液だれが生じやすくなる。一方、密度が高すぎると、保液量が低くなる上に、密着層への液の移行が鈍化する傾向にある。
【0068】
保液層の空隙率(積層シート中における空隙率)は、化粧料などの液状成分の含浸量を確保する点から、例えば、80%以上(例えば、80〜99%)、好ましくは85%以上(例えば、85〜98%)、さらに好ましくは90%以上(例えば、90〜95%)であってもよい。
【0069】
保液層の厚みは、100〜3000μm程度の範囲から選択でき、例えば、200〜2000μm、好ましくは300〜1500μm、さらに好ましくは400〜1200μm(特に400〜1000μm)程度である。
【0070】
[保液層の製造方法]
保液層を構成する不織布又は不織繊維集合体は、慣用の方法、例えば、スパンレース法、ニードルパンチ法、サーマルボンド法、スチームジェット法などにより製造できる。これらの方法のうち、柔軟で、かつ毛羽立ちが抑制された保液層を、高い経済性及び生産性で製造できる点から、スパンレース法が好ましい。
【0071】
スパンレース法の場合、前記短繊維、例えば、疎水性繊維と親水性繊維とを混綿し、例えば、カード機によるカーディングにて開繊して不織布ウェブを作成してもよい。この不織布ウェブは、ウェブを構成する繊維の配合割合によりカード機の進行方向に配列されたパラレルウェブ、パラレルウェブがクロスレイドされたクロスウェブ、ランダムに配列したランダムウェブ、あるいはパラレルウェブとランダムウェブとの中間程度に配列したセミランダムウェブのいずれであってもよいが、横方向で繊維の絡みが発生し、横方向への伸びが阻害されるため、使用時に肌への沿い性が低下する傾向のあるランダムウェブやクロスウェブよりも、積層シートの横方向の柔らかさと伸び性を確保できるパラレルウェブ、セミランダムウェブが好ましい。
【0072】
さらに、スパンレース法では、得られた不織布ウェブに水流絡合処理を行う。水流絡合処理では、例えば、径0.05〜0.20mm、間隔0.30〜1.50mm程度の噴射孔を1〜2列に配列したノズルプレートから高圧で柱状に噴射される水流を多孔性支持部材上に載置した不織布ウェブに衝突させて、不織布ウェブを構成する繊維を相互に三次元交絡せしめ一体化させる。不織布ウェブに三次元交絡を施すに際しては、移動する多孔性支持部材上に不織布ウェブを載置して、例えば、水圧10〜150kg/cm2(≒1〜15MPa)、好ましくは20〜120kg/cm2(≒2〜12MPa)、さらに好ましくは30〜100kg/cm2(≒3〜10MPa)程度の水流で1回又は複数回処理する方法が好ましい。噴射孔は不織布ウェブの進行方向と直交する方向に列状に配列し、この噴射孔が配列されたノズルプレートを多孔性支持部材上に載置された不織布ウェブの進行方向に対し直角をなす方向に噴射孔間隔と同一間隔で振幅させて水流を不織布ウェブに均一に衝突させるのが好ましい。不織布ウェブを載置する多孔性支持部材は、例えば、金網などのメッシュスクリーンや有孔板など、水流が不織布ウェブを貫通することができるものであれば特に制限されない。噴射孔と不織布ウェブとの距離は、水圧に応じて選択できるが、例えば、1〜10cm程度である。この範囲外の場合には不織布の地合いが乱れ易くなる。
【0073】
特に、スパンレース法では、前述のように、間隔をおいて形成された噴射孔より水流を噴射して絡合させるため、不織布の絡合状態には、疎な領域と密な領域とが形成される。これに対して、前述のように、捲縮繊維の捲縮は、水流絡合の疎な領域において、有効に捲縮が発現して絡合するためか、保液層の柔軟性を損なうことなく、不織布の安定性を向上できるとともに、毛羽立ちも抑制できる。さらに、水流絡合に供する不織布ウェブとして、パラレルウェブ又はセミランダムウェブ(特にセミランダムウェブ)を用いると、繊維同士の絡合が軽度に絡合できるためか、柔軟性を向上できる。
【0074】
水流絡合処理を施した後は乾燥処理を施してもよい。乾燥処理としては、まず、処理後の不織布ウェブから過剰水分を除去するのが好ましく、過剰水分の除去は公知の方法を用いることができる。例えば、マングルロールなどの絞り装置を用いて過剰水分をある程度除去し、続いてサクションバンド方式の熱風循環式乾燥機などの乾燥装置を用いて残りの水分を除去してもよい。
【0075】
[密着層]
前述の液状成分を保液するための保液層に対して、直接肌に触れる面となる密着層は、前記保液層から肌へと化粧料を供給する接触面となることから、化粧料などの液状成分の供給を円滑に行える構造である必要がある。従って、密着層は、保液層から肌へと液状成分の供給が可能な連通した多孔質構造体である。
【0076】
さらに、本発明において、密着層(又は緻密層)とは、直接肌に触れる面に位置する層であり、肌に接したときの感触が柔らかく、貼付又は静置と共に肌にしっかり密着し、保液層から供給される液状成分を、密着層を構成する繊維間の空孔や繊維に保持しながら、微細孔を通じて肌に供給する役割を有する。特に、本発明では、密着層をメルトブローン法などにより得られる均一で極細の繊維径を有する不織布(又は不織繊維集合体)で構成しており、このような密着層は、極細繊維で構成された緻密な層を形成するとともに、その表面が平坦で且つ滑らかであるため、繊維が肌に触れてもチクチクした刺激が極めて少ない。さらに、極細繊維による緻密な層を形成するためか、皮膚との接触界面で均一に拡がる液膜を形成し、この均一な液膜によって肌に長時間密着するという優れた役割を有する。
【0077】
密着層を構成する不織布又は不織繊維集合体は、液状成分(液体効能成分)を適度に保持しながら透過可能であればよく、特に限定されないが、熱可塑性樹脂で構成された繊維を含むのが好ましい。熱可塑性樹脂としては、例えば、ポリスチレン系樹脂、ポリオレフィン系樹脂、アクリル系樹脂、ポリビニルアルコール系樹脂、ポリ塩化ビニル系樹脂、ポリ塩化ビニリデン系樹脂、ポリウレタン系樹脂、ポリエステル系樹脂、ポリエーテル系樹脂、ポリアミド系樹脂、熱可塑性エラストマーなどが挙げられる。これらの熱可塑性樹脂は、単独で又は二種以上組み合わせて使用できる。これらのうち、ポリオレフィン系樹脂、ポリビニルアルコール系樹脂、ポリエステル系樹脂、ポリウレタン系樹脂、熱可塑性エラストマーなどが好ましい。
【0078】
ポリオレフィン系樹脂としては、例えば、ポリエチレン、ポリプロピレンなどが挙げられるが、安価であり、不織布を低目付でシート化し易く、工業的に安定して生産できる点から、ポリプロピレンなどのポリプロピレン系樹脂が特に好ましい。ポリプロピレン系樹脂は、密着層となる薄いメルトブローン不織布を予め製造してロール状に巻取り、後にスパンレースなどで保液層と複合化する場合、低目付であってもリリース性が良く強度がしっかりしている点で工業的に好ましい。さらに、ポリプロピレン系樹脂は、繊維径のバラツキも少ない。
【0079】
ポリビニルアルコール系樹脂としては、ポリビニルアルコール、エチレン−ビニルアルコール共重合体などが挙げられるが、繊維形成性などの点から、エチレン−ビニルアルコール共重合体が好ましい。エチレン−ビニルアルコール共重合体としては、前記保液層で例示のエチレン−ビニルアルコール共重合体が使用できる。エチレン−ビニルアルコール共重合体は、皮膚刺激性が少なく、アレルギー症状の発生を抑制できるため、人体に優しい点で優れている。さらに、水性及び油性のいずれの液状成分に対しても親和性が高く、幅広い種類の液状成分(水性の化粧料や、油性の乳液など)に利用できる。
【0080】
ポリエステル系樹脂としては、例えば、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどのポリアルキレンアリレートなどが挙げられる。これらのうち、前記ポリプロピレン系樹脂と同様の工業的な理由から、ポリエチレンテレフタレート、ポリブチレンテレフタレートなどのポリC2−4アルキレンアリレートが好ましい。さらに、生産上の利点に加えて、風合いが柔らかく、肌触りに優れる点から、ポリブチレンテレフタレートなどのポリブチレンテレフタレート系樹脂が特に好ましい。さらに、繊維強度が高いに上に、耐熱性も高いため、加工時の加熱により構造変化が起こりにくい。
【0081】
ポリウレタン系樹脂としては、例えば、ポリエステル型ウレタン系樹脂、ポリエーテル型ウレタン系樹脂などが挙げられる。ポリウレタン系樹脂は、例えば、密着層をメルトブローン不織布として一旦巻き取らず、製造と共に保液層と複合化される工程を採用する場合に有効に利用できる。さらに、ポリウレタン系樹脂は、得られる不織布(特にメルトブローン不織布)が伸縮性を有することから、複合一体化した積層シートにも伸縮性を付与できる。積層シートを、例えば、フェイスマスクに用いた場合、任意の方向に張力をかけて肌に貼付すると、肌への効能成分の供与と共に密着部分でシートの収縮が起こり、肌を引っ張る力が働く。この力によって肌のシワ、弛みの改善効果も期待できる。また、腕やふくらはぎ等、太さが変化する部位に巻き付けるようにして使用する場合は、伸縮性を有しているため、ズレにくい。特に、伸ばした状態で肌に密着させると、収縮力によりシートが肌に吸い付いているような感触(高い密着感)が得られる。これらのポリウレタン系樹脂のうち、伸縮性などの点から、ポリエステル型ウレタン系樹脂などが汎用される。
【0082】
熱可塑性エラストマーとしては、例えば、オレフィン系エラストマー、スチレン系エラストマー、ポリエステル系エラストマー、ポリアミド系エラストマーなどが挙げられる。これらの熱可塑性エラストマーも、前記ウレタン系樹脂と同様の理由で、収縮性に優れるため、ポリウレタン系樹脂と同様の利点を有している。
【0083】
密着層を構成する繊維も、前記保液層と同様の慣用の添加剤を含有していてもよい。前記添加剤のうち、例えば、密着層となるメルトブローン不織布を構成する樹脂に、着色料(着色剤)を添加することで、肌に貼付する側の面である密着層を視覚的に容易に判別できるように着色することができる。また、使用場面や人の好みに応じた色を選定することで商品の印象を操作することも可能である。
【0084】
密着層を構成する繊維の断面形状は、前記保液層を構成する捲縮繊維の断面形状と同様の形状であってもよく、通常、丸型断面、楕円状断面などである。
【0085】
密着層を構成する繊維の繊維径は、皮膚に対する密着性などの点から、保液層を構成する繊維よりも小さい極細径であり、具体的な繊維径(数平均繊維径)は10μm以下程度であればよく、例えば、0.1〜9μm、好ましくは0.5〜8μm(例えば、1〜8μm)、さらに好ましくは1〜7μm(特に1.5〜6μm)程度であり、特に好ましくは2〜6μm(例えば、2〜5μm)程度であってもよい。平均繊維径が小さすぎると、保液層から供給される化粧料などの液状成分(液体効能成分)を肌側に移行させる機能が低下する。また、平均繊維径が大きすぎると、肌に触れたときにガサガサした印象を与える上に肌との界面に形成される液膜が均一に拡がらず、密着性能が低下する。
【0086】
密着層を構成する繊維は、極細繊維であり、かつ均一な繊維径を有している。すなわち、繊維径の標準偏差が5以下であってもよく、例えば、0〜5、好ましくは0〜4(例えば、0〜3)、さらに好ましくは0〜2.5(特に0〜2)程度であり、例えば、0.1〜5、好ましくは0.5〜3、さらに好ましくは1〜2程度であってもよい。さらに、繊維径の変動率は80%以下程度であり、例えば、0〜80%、好ましくは0〜70%、さらに好ましくは0〜65%(特に0〜60%)程度であり、例えば、1〜80%、好ましくは10〜70%、さらに好ましくは20〜60%程度であってもよい。本発明では、密着層を構成する繊維が、このように極細でかつ均一径であるため、皮膚に対する刺激が少なく、かつ緻密な多孔構造を形成できる。
【0087】
密着層を構成する不織布(又は不織繊維集合体)の目付は、例えば、3〜50g/m2、好ましくは4〜30g/m2、さらに好ましくは4〜20g/m2(特に5〜10g/m2)程度である。不織布(特にメルトブローン不織布)の目付が小さすぎると、保液層側の繊維が密着層表面に露出しやすくなり、肌に触れたときにガサガサした感触を与える上に、肌との界面に形成される液膜が均一に拡がらず、密着性能が低下する。不織布の目付が大きすぎると、保液層から供給される化粧料などの液体効能成分を肌側に移行させる機能が低下する。
【0088】
密着層の密度(積層シート中における密度)は、例えば、0.05〜0.35g/cm3、好ましくは0.08〜0.25g/cm3、さらに好ましくは0.1〜0.2g/cm3程度である。密度が小さすぎると、密着層を形成するための肌側の表面繊維量が不足し、肌面に対して均一な極細繊維層を形成することが困難になる。逆に、密度が大きすぎると、保液層から供給される化粧料などの液状成分を肌側に移行させる機能が低下する。
【0089】
密着層の空隙率(積層シート中における空隙率)は、保液層から供給される化粧料等の液体効能成分を肌側に短時間で均一に移行させる点から、例えば、70%以上(例えば、70〜99%)、好ましくは75%以上(例えば、75〜95%)、さらに好ましくは80%以上(例えば、80〜90%)程度であってもよい。
【0090】
密着層となるメルトブローン不織布の厚みは10〜500μm程度の範囲から選択でき、例えば、30〜500μm、好ましくは30〜200μm、さらに好ましくは35〜150μm(特に40〜100μm)である。厚みが小さすぎると、密着層を形成するための繊維量が不足し肌面に対して均一な極細繊維層を形成することが困難になる。逆に、厚みが大きすぎると、保液層から肌への液移動性が低下する。
【0091】
[密着層の製造方法]
密着層を構成する不織布又は不織繊維集合体は、極細で均一な繊維径を形成できれば、特に限定されず、慣用の方法を利用できるが、極細でかつ均一な繊維径を有する不織布を形成できる点から、メルトブローン法が好ましい。
【0092】
メルトブローン法としては、慣用の方法、熱可塑性樹脂を溶融紡糸しながら、得られた繊維を高温の気体で吹き飛ばして捕集する方法を利用できる。具体的には、密着層となるメルトブローン不織布は、一列に並んだオリフィス(紡糸孔)を有するノズルから加熱溶融した樹脂を紡糸口から押し出し(紡出し)、紡糸口の近傍に備わったスリットからノズルと同程度の温度に加熱された高温エアーを噴出し、オリフィスから紡出された溶融樹脂と接触させることで細化し、細化した繊維をノズル下方に配置した捕集面にてシート化することにより得られる。メルトブローン法における製造条件は、慣用の条件を用いることができる。
【0093】
紡糸孔の間隔は、例えば、100〜4000孔/m、好ましくは500〜3000孔/m、さらに好ましくは1000〜2500孔/m程度である。単孔吐出量は、例えば、0.01〜1g/孔・分、好ましくは0.05〜0.5g/孔・分、さらに好ましくは0.1〜0.3g/孔・分程度である。紡糸温度は、熱可塑性樹脂の種類に応じて選択できるが、例えば、150〜300℃、好ましくは200〜280℃、さらに好ましくは220〜270℃程度である。
【0094】
高温エアーのエアー圧は0.01〜1MPa程度の範囲から選択でき、例えば、0.05〜0.8MPa、好ましくは0.1〜0.6MPa、さらに好ましくは0.2〜0.5MPa程度である。エアー温度は、例えば、紡糸温度近傍温度、例えば、紡糸温度よりも0〜50℃高い温度、好ましくは紡糸温度よりも3〜30℃高い温度、さらに好ましくは紡糸温度よりも5〜20℃高い温度が好ましい。
【0095】
コンベア速度は、例えば、1〜200m/分、好ましくは5〜100m/分、さらに好ましくは10〜80m/分程度である。エアー圧、コンベア速度、ノズル口とコンベア(ネットコンベアなど)との距離(捕集距離)などを適宜調整することにより、得られる密着層の目付、密度、柔軟性などを調整してもよい。
【0096】
[積層シート]
本発明の積層シートは、前記保液層の少なくとも一方の面に密着層が形成されている。本発明では、密着層を保液層に対して薄膜とするのが好ましい。すなわち、本発明では、密着層は、保液層から肌へと液状成分の供給が可能な連通した多孔質構造体であるが、化粧料などの液状成分の供給を円滑に行える構造であるとともに、化粧料などの液状成分が肌全体に液膜となって均一に覆った状態とするためには、保液層が肌に近接している状態が好ましいため、密着層が薄いのが好ましい。本発明の積層シートは、直接肌に触れる面に位置する層となる密着層に、薄い多孔質構造体であるメルトブローン不織布などを用いることにより、保液層に対する密着層の厚み比率を小さくすることを実現し、保液層と肌との距離を極めて小さくしている。
【0097】
具体的には、密着層と保液層との厚み割合は、密着層/保液層=1/4〜1/100程度であり、好ましくは1/5〜1/80、さらに好ましくは1/6〜1/50(特に1/7〜1/30)程度である。保液層の厚み比を大きくすることにより、保液層を肌に近接できるとともに、化粧料などの液状成分を含浸するシートとして、シートのより多くの部分が保液に適した空隙を有する構造となる。
【0098】
本発明の積層シートの目付は、例えば、23〜250g/m2、好ましくは35〜150g/m2、さらに好ましくは40〜120g/m2程度である。
【0099】
本発明の積層シートは、柔軟性と機械的特性とのバランスに優れており、引張伸度(破断伸度)は、厚み0.66mmにおいて、少なくとも一方の方向において、例えば、50%以上、好ましくは80〜300%、さらに好ましくは100〜150%程度である。
【0100】
他の層としては、用途に応じて選択でき、例えば、前記密着層を両面に形成することにより、フェイスマスクなどにおける需要者の操作性を向上できる。他の層としての密着層の厚みは、前記密着層と同じ厚みであってもよい。
【0101】
さらに、保液層の上に非多孔性のフィルムやシートを積層してもよい。非多孔性のフィルムを積層すると、密着層を皮膚に接触すると、保液層の液状成分が密封されるため、温度が上昇して毛穴が拡がるため、有効成分の吸収が促進され易い。非多孔性のフィルム又はシートは、熱可塑性樹脂で構成されたフィルム、例えば、ポリオレフィンシート、ポリエステルシート、ポリアミドシート、ポリウレタンシートなどが使用できる。非多孔性のフィルム又はシートの厚みは、例えば、3〜300μm、好ましくは5〜100μm、さらに好ましくは5〜50μm程度である。
【0102】
本発明の積層シートは、液状成分を吸収させて使用するための用途、例えば、ナプキンやおむつなどの表面材、おむつライナー、ウエットティッシュなどの体液吸収用シート(又は皮膚洗浄用シート)などにも用いることができるが、皮膚に対する密着性及びフィット性に加えて、保液性と放出性とのバランスに優れるため、美容成分や薬効成分などの液状成分を含浸させたシートを皮膚に密着させる用途、例えば、フェイスマスク、メイク除去シート又はクレンジングシート、身体洗浄用シート(汗拭きシート、油取りシートなど)、冷却シート、薬用又は治療用シート(かゆみ抑制シート、湿布など)などの各種スキンケアシートに用いるのが好ましい。
【0103】
本発明のスキンケア用シートは、使用時にこれらの液状成分を含浸させて使用するシートであってもよく、予め液状成分を含浸させて使用するシート(いわゆるウエットシート)であってもよい。
【0104】
本発明において、液状成分には、溶媒や液状油などの液状物質の他、美容成分又は薬効(効能)成分などの有効成分を前記液状物質に含有させた溶液又は分散液(化粧料や乳液など)も含まれる。溶媒は、親油性溶媒であってもよいが、人体への安全性などの点から、親水性溶媒が好ましい。親水性溶媒としては、例えば、水、低級脂肪族アルコール(例えば、エタノール、イソプロパノールなどのC1−4アルキルアルコールなど)、アルキレングリコール類(例えば、エチレングリコール、ジエチレングリコール、プロピレングリコールなど)などが挙げられる。これらの親水性溶媒は、単独で又は二種以上組み合わせて使用できる。液状油としては、例えば、不飽和高級脂肪酸類(例えば、オレイン酸、オレイルアルコールなど)、動植物系油(例えば、ホホバ油、オリーブ油、やし油、つばき油、マカデミアンナッツ油、アボガド油、トウモロコシ油、ゴマ油、小麦胚芽油、アマニ油、ひまし油、スクワランなど)、鉱物系油(例えば、流動パラフィン、ポリブテン、シリコーン油など)、合成系油(例えば、合成エステル油、合成ポリエーテル油など)などが挙げられる。これらの液状油は、単独で又は二種以上組み合わせて使用できる。
【0105】
これらの液状物質は、単独で又は二種以上組み合わせて使用できる。例えば、水やエタノールなどの親水性溶媒に対して、添加剤(油分)として液状油を組み合わせて使用してもよい。これらの液状物質のうち、通常、水、低級アルコール又はこれらの混合物が使用され、好ましくは水及び/又はエタノール(特に水)が使用される。例えば、水と低級アルコール(特にエタノール)とを組み合わせて使用する場合、両者の割合(体積比)は、水/低級アルコール=100/0〜30/70、好ましくは100/0〜50/50、さらに好ましくは100/0〜70/30程度であり、例えば、99/1〜80/20程度であってもよい。
【0106】
有効成分としては、慣用の添加剤、例えば、保湿剤、エモリエント剤、クレンジング剤、紫外線防止剤、界面活性剤、収斂剤、酵素類、清涼化剤、殺菌剤又は抗菌剤、皮膚軟化剤、抗酸化剤、美白剤、制汗剤、肌荒れ防止剤、抗炎症剤、皮膚かゆみ抑制剤、血行促進剤、アミノ酸、細胞賦活剤、冷却剤、香料、着色剤などが挙げられる。これらの添加剤は、単独で又は二種以上組み合わせて使用できる。これらの添加剤のうち、スキンケア用シートには、例えば、保湿剤、紫外線防止剤、界面活性剤、収斂剤、清涼化剤、酵素類、殺菌剤又は抗菌剤などが汎用される。特に、フェイスマスク(フェイスパック)やクレンジングシートでは、例えば、親水性溶媒中に保湿剤やエモリエント剤などが配合されていてもよい。保湿剤又はエモリエント剤としては、例えば、ジプロピレングリコール、1,3−ブチレングリコール、ポリエチレングリコール、ポリオキシエチレン−ポリオキシプロピレンブロック共重合体、ポリオキシエチレンソルビタン脂肪酸エステル、ポリオキシエチレンショ糖脂肪酸エステル、グリセリン、ヒアルロン酸ナトリウム、ポリオキシメチルグリコシド、ポリビニルアルコール、ポリビニルピロリドン、水溶性セルロースエーテル(メチルセルロース、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロース、ヒドロキシエチルメチルセルロース、ヒドロキシプロピルメチルセルロースなど)などが挙げられる。保湿剤及びエモリエント剤の合計割合は、例えば、溶液中0.1〜50質量%、好ましくは1〜30質量%、さらに好ましくは5〜20質量%程度である。
【0107】
これらの添加剤の割合は、用途に応じて適宜選択でき、例えば、水やエタノールなどの液状物質の割合は、通常、添加剤を含む全液状成分中30〜99質量%、好ましくは40〜95質量%、さらに好ましくは50〜90質量%程度である。
【0108】
本発明の積層シートは、皮膚に対する密着性に優れているため、フェイスマスクや湿布などの皮膚に固定するシートとして特に適している。例えば、密着力が強いため、長時間の使用においてもズレや浮きが発生しない上に、鼻の付け根など、微細な隙間にもシートが密着可能であり、フェイスマスクの有効成分を皮膚に有効に浸透できる。
【0109】
本発明の積層シートは、クレンジングシートや皮膚洗浄用シートなどにも適している。すなわち、本発明の積層シートは、皮膚に対して接触面積が大きくかつ強く密着できるため、顔の微細な隙間にもシートが密着可能となり、メイク(ファウンデーション、白粉、口紅、アイメイクアップなどのメイクアップ化粧品など)を有効に除去できる。さらに、密着層が均一な極細繊維で形成されているため、肌への刺激も極めて低い上に、細い毛穴のゴミなども有効に除去できる。
【0110】
このように、本発明の積層シートは、液体含浸生体被膜シート(フェイスマスク、クレンジングシートなど)として利用する場合、通常、液状成分を積層シートに含浸させて、生体の皮膚などに貼付又は接触して使用される。
【0111】
[積層シートの製造方法]
本発明の積層シートの製造方法は、保液層と密着層とを一体化(複合化)できれば、特に限定されず、例えば、前記製造方法で別個に得られた保液層と密着層とを接着や交絡などにより一体化してもよい。交絡方法としては、前記保液層の項で例示されたスパンレース法、ニードルパンチ法、スチームジェット法などを利用できる。保液層と密着層とを接着させる方法としては、得られた保液層に密着層を直接吹き付ける方法(ダイレクトブローン法)などを利用できる。これらのうち、簡便性などの点から、スパンレース法が汎用される。スパンレース法としては、前記保液層と同様の条件で絡合させてもよい。
【0112】
さらに、本発明の積層シートの製造方法は、保液層と密着層とを連続的に製造する方法であってもよく、各々の不織布製造ラインを連結させて一体化する方法、一方を製造した後に他方の製造工程中に投入して一体化する方法などであってもよい。例えば、工業的な観点からはスパンレース不織布製造ライン中に密着層となるメルトブローン不織布を投入し、スパンレース法などの水流によって双方の繊維を絡めて一体化する方法、密着層となるメルトブローン不織布の製造ライン中に保液層となる不織布を投入し、保液層となる不織布をメルトブローン繊維捕集面とすることで一体化する方法(ダイレクトブローン法)などであってもよい。
【0113】
捲縮繊維が潜在捲縮性繊維である場合、捲縮を発現させる工程は、特に限定されないが、保液層における交絡を促進する点から、保液層において不織布を水流絡合などで絡合させた後に、捲縮を発現させるのが好ましい。具体的には、保液層をスパンレース法で形成した場合、水流絡合後に、捲縮を発現させればよいが、連続的に密着層と一体化させる場合は、一体化後に捲縮を発現させてもよい。捲縮を発現させるためには、加熱する方法が用いられ、繊維の種類に応じて、加熱温度を選択でき、ポリエステル系繊維の場合、例えば、100〜150℃、好ましくは110〜140℃、さらに好ましくは110〜130℃程度である。さらに、加熱においては、シリンダー乾燥機や熱風を用いた加熱方法の他、高温水蒸気を用いた加熱方法であってもよい。
【0114】
高温水蒸気の圧力は、例えば、0.1〜2MPa、好ましくは0.2〜1.5MPa、さらに好ましくは0.3〜1MPa程度である。高温水蒸気の温度は、例えば、70〜150℃、好ましくは80〜120℃、さらに好ましくは90〜110℃程度である。高温水蒸気の処理速度は、例えば、200m/分以下、好ましくは0.1〜100m/分、さらに好ましくは1〜50m/分程度である。
【実施例】
【0115】
以下に、本発明を実施例などによりさらに具体的に説明するが、本発明は以下の実施例に何ら限定されない。なお、以下の実施例及び比較例における各物性値は、下記の方法により測定または評価した。
【0116】
[目付(g/m2)]
JISL1906に準じ、温度20℃、湿度65%の標準状態にサンプルを24時間放置後、幅方向1m×長さ方向1mの試料を採取し、天秤を用いて重量(g)を測定する。得られた重量(g)の小数点以下を四捨五入して目付とした。
【0117】
[厚み(μm)]
剃刀(フェザー安全剃刀(株)製「フェザー剃刃S片刃」)を用いて、サンプルを面に垂直にMD方向に切断し、デジタル顕微鏡[(株)キーエンス(KEYENCE)製デジタルマイクロスコープ(DIGITAL MICROSCOPE) VHX−900]にて試料の断面を観察し厚さを計測した。
【0118】
[密度(g/cm3)]
目付(g/m2)を厚みで除し密度を求めた。
【0119】
[破断強度及び破断伸度]
JIS L1913「一般短繊維不織布試験方法」に準じて測定した。なお、破断強度及び破断伸度は不織布の流れ(MD)方向及び幅(CD)方向について測定した。
【0120】
[平均繊維径(μm)]
繊維シートから試験片(縦×横=5cm×5cm)を採取し、試験片の表面における中央部(対角線の交点を中心とする部分)を、走査型電子顕微鏡(SEM)を使用して1000倍の倍率で写真撮影した。得られた写真の中央部(対角線の交点)を中心として写真上に半径30cmの円を描き、その円内から無作為に100本の繊維を選定し、長さ方向の中央部又はそれに近い箇所での繊維径をノギスにより測定し、その平均値を採って平均繊維径(数平均繊維径)とした。なお、測定に当たっては、写真に撮影されている繊維が繊維シートの最表面に位置する繊維であるか、又は内側に位置する繊維であるかを区別せずに、SEM写真に写っている繊維のすべてを対象として平均繊維径を求めた。
【0121】
[繊維径分布]
走査型電子顕微鏡を用いて密着層の不織繊維構造を観察した。電子顕微鏡写真より無作為に選択した100本(実施例3、4及び比較例5については50本)の繊維径を測定し、数平均粒子径及び標準偏差を求めた。さらに、変動率を下記式に従って算出した。
【0122】
変動率(%)=標準偏差/数平均繊維径×100
[密着感]
サンプルをフェイスマスクの形に切り出し、サンプル質量に対して900質量%の化粧料(カネボウ化粧品(株)製「フレッシェル エッセンスローションAL」)を含浸し上体を起こした姿勢でフェィスマスクとして使用した。5名の被験者により、20分使用後の密着感を以下の基準に従って官能評価した。
【0123】
<評価基準>
〇:肌への沿いが良く、使用開始直後と変わらないか又はそれ以上の密着感を感じた
△:肌への沿いは良いが、使用開始直後に比べ密着感は低下した
×:肌への沿いが悪く、ズレ、剥がれが生じた。また、使用開始直後に比べ密着感は著しく低下した。
【0124】
[毛羽立ち感]
密着感の評価と同時に、フェイスマスクの毛羽立ちを下記の基準で評価した。
【0125】
<評価基準>
〇:着脱時にフェイスマスクからの毛羽立ちがなく、不快感を感じなかった
×:着脱時にフェイスマスクからの毛羽立ちが多く、不快感を感じた。
【0126】
積層シートの原料として、以下の原料をそれぞれ準備した。
【0127】
[潜在捲縮性繊維]:ポリエチレンテレフタレート樹脂(A成分)と、変性ポリエチレンテレフタレート樹脂(B成分)とで構成されたサイドバイサイド型複合ステープル繊維、東洋紡績(株)製「USW」、12μm×51mm長、機械捲縮数15個/25mm、130℃×1分熱処理後における捲縮数33個/mm、ピッチ30μm、平均曲率半径20〜40μm
[レーヨン繊維]:再生セルロース繊維、オースミケンシ(株)製「ホープ」、平均繊維径12μm、繊維長40mm
[ポリエステル繊維]:ポリエチレンテレフタレート(PET)繊維、東レ(TORAY)(株)製、平均繊維径12μm、繊維長51mm
[ポリプロピレン(PP)樹脂]:MFR(230℃、2.16kg)=1100g/10分
[ポリアミド(PA)樹脂]:MFR(230℃、2.16kg)=45g/10分
[ポリエステル(PBT)樹脂]:MFR(235℃、2.16kg)=90g/10分。
【0128】
(実施例1)
ポリプロピレン樹脂(MFR=1100g/10分)100質量部を用いて、一般的なメルトブローン製造設備を使用し、紡糸温度260℃、エアー温度270℃、エアー圧力0.4MPa、孔径0.3mmφ、単孔吐出量0.2g/孔・分、口金における紡糸孔数400個(1列配置)にてメルトブローン紡糸を行い、速度50m/分で回転するネットコンベアを支持体として捕集し、目付5g/m2のメルトブローン不織布シートを製造し、巻き取った。
【0129】
潜在捲縮性繊維を10質量部、レーヨン繊維を40質量部、ポリエステル繊維を50質量部の割合で用いて均一に混綿した後、目付50g/m2のセミランダムカードウェブを常法により作製し、このカードウェブを開口率25%、穴径0.3mmのパンチングドラム支持体上に載置して速度50m/分で長手方向に連続的に移送すると同時に、上方から高圧水流を噴射して交絡処理を行って、交絡した繊維ウェブ(不織布)を製造した。この交絡処理に当たっては、穴径0.12mmのオリフィスをウェブの幅方向に沿って0.6mmの間隔で設けてあるノズル2本を使用し(隣接するノズル間の距離20cm)、1列目のノズルから噴射した高圧水流の水圧を3.0MPa、2列目のノズルから噴射した高圧水流の水圧を3.0MPaとして行った。
【0130】
先に製造した目付5g/m2のメルトブローン不織布シートを巻き出し装置から巻き出し、ウェブと重ね合わせ、さらに細かい網目を有する全体に平坦な支持体に載置して連続的に移送すると共に高圧水流を噴射して交絡処理を行って、2つの不織布を構成する繊維を交絡させることによって複合させた。この交絡処理は、穴径0.10mmのオリフィスをウェブの幅方向に沿って0.6mmの間隔で設けてあるノズル2本を使用して、いずれも高圧水流の水圧3MPaの条件下で行った。さらに、シリンダー乾燥機にてドラム温度110℃で乾燥して、目付けが55.2g/m2の複合不織布を得た。この不織布の乾燥による収縮率は、幅方向及び長さ方向ともに0%であった。
【0131】
得られた不織布シートの厚みの比率は、密着層1に対し保液層10.9であった(密着層42μm、保液層458μm)。また、得られた不織布シートのメルトブローン不織布によって構成される密着層の数平均繊維径は3.12μmであり、繊維径分布の標準偏差は1.320であり、変動率は51.33%であった。さらに、得られた不織布シートは、密着感、毛羽立ち感ともに、被験者5人全員が「○」と判定した。
【0132】
さらに、得られた不織布シートは、引張強度がMD方向:129.3N/5cm、CD方向:25.4N/5cm、引張伸度がMD方向:32.8%、CD方向:143%であった。
【0133】
実施例2
ポリアミド樹脂(MFR=45g/10分)100質量部を用いて、一般的なメルトブローン製造設備を使用し、紡糸温度280℃、エアー温度280℃、エアー圧力0.4MPa、孔径0.3mmφ、単孔吐出量0.3g/孔・分、速度19m/分で口金における紡糸孔数400個(1列配置)にてメルトブローン紡糸を行い、回転するネットコンベアを支持体として捕集し、目付10g/m2のメルトブローン不織布シートを製造し、巻き取った。
【0134】
潜在捲縮性繊維を20質量部、レーヨン繊維を40質量部、ポリエステル繊維を40質量部の割合で用いる以外は実施例1と同様にしてメルトブローン不織布を製造した後、高圧水流の水圧を4MPaとし、シリンダー乾燥機によるドラム温度を120℃とする以外は実施例1と同様にしてスパンレース法により目付けが66.2g/m2の複合不織布を得た。この不織布の乾燥による収縮率は、幅方向が5%であり、長さ方向は0%であった。
【0135】
得られた不織布シートの厚みの比率は、密着層1に対し保液層9.8(密着層50μm、保液層490μm)であった。また、得られた不織布シートのメルトブローン不織布によって構成される密着層の数平均繊維径は4.22μmであり、繊維径分布の標準偏差は1.430であり、変動率は30.85%であった。さらに、得られた不織布シートは、密着感、毛羽立ち感ともに、被験者5人全員が「○」と判定した。
【0136】
さらに、得られた不織布シートは、引張強度がMD方向:135.7N/5cm、CD方向:22.5N/5cm、引張伸度がMD方向:30.4%、CD方向:136.8%であった。
【0137】
実施例3
ポリエステル樹脂(MFR=90g/10分)100質量部を用いて、一般的なメルトブローン製造設備を使用し、紡糸温度280℃、エアー温度290℃、エアー圧力0.4MPa、孔径0.3mmφ、単孔吐出量0.3g/孔・分、口金における紡糸孔数400個(1列配置)にてメルトブローン紡糸を行い、速度19m/分で回転するネットコンベアを支持体として捕集し、目付10g/m2のメルトブローン不織布シートを製造し、巻き取った。
【0138】
潜在捲縮性繊維を30質量部、レーヨン繊維を60質量部、ポリエステル繊維を10質量部の割合で用いる以外は実施例1と同様にしてメルトブローン不織布を製造した後、高圧水流の水圧を4MPaとし、シリンダー乾燥機によるドラム温度を120℃とする以外は実施例1と同様にしてスパンレース法により目付けが82.9g/m2の複合不織布を得た。この不織布の乾燥による収縮率は、幅方向が10%であり、長さ方向は0%であった。
【0139】
得られた不織布シートの厚みの比率は、密着層1に対し保液層11.9(密着層51μm、保液層609μm)であった。また、得られた不織布シートのメルトブローン不織布によって構成される密着層の数平均繊維径は5.05μmであり、繊維径分布の標準偏差は1.530であり、変動率は29.77%であった。さらに、得られた不織布シートは、密着感、毛羽立ち感ともに、被験者5人全員が「○」と判定した。
【0140】
さらに、得られた不織布シートは、引張強度がMD方向:185.2N/5cm、CD方向:28.0N/5cm、引張伸度がMD方向:30.6%、CD方向:128.6%であった。
【0141】
実施例3で得られた不織布シートの保液層の表面のSEM写真を図1に示し、保液層の厚み方向の断面のSEM写真を図2に示し、密着層の厚み方向の断面のSEM写真を図3に示す。これらの写真から明らかなように、保液層において、捲縮繊維が適度に他の繊維と交絡している。
【0142】
比較例1
潜在捲縮性繊維を100質量部を用いて、目付30g/m2のセミランダムカードウェブを常法により作製し、このカードウェブを開口率25%、穴径0.3mmのパンチングドラム支持体上に載置して速度50m/分で長手方向に連続的に移送すると同時に、上方から高圧水流を噴射して交絡処理を行った。この交絡処理に当たっては、穴径0.12mmのオリフィスをウェブの幅方向に沿って0.6mmの間隔で設けてあるノズル2本を使用し(隣接するノズル間の距離20cm)、1列目のノズルから噴射した高圧水流の水圧を1.5MPa、2列目のノズルから噴射した高圧水流の水圧を1.5MPaとして行った。ウェブの上下を反転させ、さらに細かい網目を有する全体に平坦な支持体に載置して連続的に移送するとともに、高圧水流を噴射して交絡処理を行った。この交絡処理は、ウェブの幅方向に沿って0.6mmの間隔で設けた穴径0.10mmのオリフィスを有するノズル2本を使用して、いずれも高圧水流の水圧2.0MPaの条件下で行った。さらに、120℃の熱風で乾燥して、目付けが62.2g/m2の不織布を得た。この不織布の乾燥による収縮率は、幅方向及び長さ方向ともに30%であった。
【0143】
得られた不織布シートは、密着感を被験者5人全員が「×」と判定し、毛羽立ち感を被験者5人全員が「○」と判定した。
【0144】
さらに、得られた不織布シートは、引張強度がMD方向:155.9N/5cm、CD方向:73.1N/5cm、引張伸度がMD方向:112.3%、CD方向:183.3%であった。
【0145】
比較例2
潜在捲縮性繊維を20質量部、ポリエステル繊維を80質量部の割合で用いて均一に混綿した後、目付50g/m2のセミランダムカードウェブを常法により作製し、目付55g/m2のセミランダムカードウェブを常法により作製し、このカードウェブを開口率25%、穴径0.3mmのパンチングドラム支持体上に載置して速度50m/分で長手方向に連続的に移送すると同時に、上方から高圧水流を噴射して交絡処理を行った。この交絡処理に当たっては、穴径0.12mmのオリフィスをウェブの幅方向に沿って0.6mmの間隔で設けてあるノズル2本を使用し(隣接するノズル間の距離20cm)、1列目のノズルから噴射した高圧水流の水圧を2.0MPa、2列目のノズルから噴射した高圧水流の水圧を1.5MPaとして行った。ウェブの上下を反転させ、さらに細かい網目を有する全体に平坦な支持体に載置して連続的に移送するとともに、高圧水流を噴射して交絡処理を行った。この交絡処理は、ウェブの幅方向に沿って0.6mmの間隔で設けた穴径0.10mmのオリフィスを有するノズル2本を使用して、いずれも高圧水流の水圧3.0MPaの条件下で行った。さらに、120℃の熱風で乾燥して、目付けが64.4g/m2の不織布を得た。この不織布の乾燥による収縮率は、幅方向が5%であり、長さ方向は10%であった。
【0146】
得られた不織布シートは、密着感を被験者5人全員が「×」と判定し、毛羽立ち感を被験者5人全員が「○」と判定した。
【0147】
さらに、得られた不織布シートは、引張強度がMD方向:160.8N/5cm、CD方向:70.3N/5cm、引張伸度がMD方向:104.4%、CD方向:163.3%であった。
【0148】
比較例3
実施例1と同様にして、ポリプロピレン系樹脂を用いて目付5g/m2のメルトブローン不織布シートを製造した。
【0149】
レーヨン繊維を40質量部、ポリエステル繊維を60質量部の割合で用い、高圧水流の水圧を1.5MPaとする以外は実施例1と同様にしてメルトブローン不織布を製造した後、シリンダー乾燥機によるドラム温度を120℃とする以外は実施例1と同様にしてスパンレース法により目付けが61.1g/m2の複合不織布を得た。この不織布の乾燥による収縮率は、幅方向及び長さ方向ともに0%であった。
【0150】
得られた不織布シートの厚みの比率は、密着層1に対し保液層13.1(密着層44μm、保液層576μm)であった。また、得られた不織布シートのメルトブローン不織布によって構成される密着層の数平均繊維径は3.12μmであり、繊維径分布の標準偏差は1.344であり、変動率は52.67%であった。さらに、得られた不織布シートは、密着感を被験者5人全員が「○」と判定し、毛羽立ち感を被験者5人全員が「×」と判定した。
【0151】
さらに、得られた不織布シートは、引張強度がMD方向:100.8N/5cm、CD方向:15.5N/5cm、引張伸度がMD方向:30.4%、CD方向:122.5%であった。
【0152】
比較例3で得られた不織布シートの保液層の表面のSEM写真を図4に示し、保液層の厚み方向の断面のSEM写真を図5に示し、密着層の厚み方向の断面のSEM写真を図6に示す。
【産業上の利用可能性】
【0153】
本発明の積層シートは、液状成分を吸収し、皮膚に接触させる用途、例えば、体液吸収用シート(例えば、ナプキンやおむつなどの表面材、おむつライナー、ウエットティッシュなど)、スキンケアシート(例えば、フェイスマスク、メイク除去シート、クレンジングシート又は身体洗浄用シート(汗拭きシート、油取りシートなど)、冷却シート、薬用シート(痒み抑制シート、湿布など)などに利用できる。特に、本発明の積層シートは、刺激に敏感な部分、貼付しても重力や動きによって剥がれやすい部分などを含め、人体のあらゆる部分に密着し、高い湿潤状態を保つことができるため、顔全体、鼻、目元、口元、首などの保湿、美白等の効能成分を含浸したマスクや、化粧を浮かせ拭き取るクレンジングシート、血行促進成分や、皮膚かゆみ抑制成分を含浸した薬用又は治療用シート、揮発性の液体を含浸させ気化熱により冷却する冷却シートなどに特に有用である。
【技術分野】
【0001】
本発明は、液状成分(液状化合物)を吸収可能で、かつ皮膚と接触可能な積層シート及びその製造方法、特に、美容成分や薬効成分などを含む液状成分を含浸させ、皮膚に貼付して使用する積層シート(液体含浸生体被膜シート)及びその製造方法に関する。
【背景技術】
【0002】
従来から、人体の肌(皮膚)などに貼付するシートして、化粧料などの液体を含浸したスキンケアシート(液体含浸生体被膜シート)が使用されている。フェイスマスクに代表されるスキンケアシートは、皮膚を簡便に高い湿潤状態に維持できることから、近年、多種多様な商品が開発されている。シートの材料としては、一般的には、繊維で構成される織布や不織布が用いられ、コストの面から不織布が広く用いられている。化粧料の不織布含浸シートとして多く用いられるのが、親水性の高いコットンに代表されるセルロース系の繊維を主成分としたスパンレース不織布である。しかし、セルロース系繊維のスパンレース不織布は、皮膚に対する刺激性や装着性が十分でなかった。
【0003】
特許第3944526号公報(特許文献1)には、顔面への刺激性と装着性をより良好にする目的で、シート表面に極細繊維を配した化粧料等の液体含浸生体被膜シート、詳しくは、親水性繊維を50質量%以上含む親水性繊維層の一方又は両方の表面に、繊度0.5dtex以下である極細繊維を10質量%以上含む極細繊維層が位置し、親水性繊維層と極細繊維層とが一体化されてなり、極細繊維層を皮膚との接触面とする化粧料含浸用皮膚被膜シートが提案されている。
【0004】
しかし、このシートでは、保液性及び放出性との両立が困難である上に、液状成分を含浸させた状態で皮膚に対する密着性及び刺激性が充分でない。
【0005】
これに対して、国際公開WO2011/004834号公報(特許文献2)には、不織繊維集合体で構成され、かつ液状成分を吸収可能な保液層と、この保液層の少なくとも一方の面に形成され、前記液状成分を透過可能であり、かつ皮膚と接触させるための密着層とで構成された積層シートであって、前記密着層が数平均繊維径10μm以下である不織繊維集合体で構成され、かつ密着層と保液層との厚み割合が、密着層/保液層=1/4〜1/100である積層シートが提案されている。
【0006】
しかし、この積層シートでは、密着性を向上させるために、不織布の絡合が充分でないためか、長時間使用すると、保液層の表面において、毛羽立ちが発生し、使用感が低下する。
【0007】
一方、特開2008−285433号公報(特許文献3)には、立体捲縮を有する立体捲縮繊維を含む不織布と、この不織布に含浸された化粧料とを含み、不織布の少なくとも皮膚と接する側の表面に立体捲縮が存在している化粧料含浸皮膚被覆シートが提案されている。
【0008】
特開2010−116374号公報(特許文献4)には、立体捲縮を有する立体捲縮繊維を含む不織布と、この不織布に含浸された化粧料とを含み、不織布の少なくとも皮膚と接する側の表面に立体捲縮が存在しており、不織布が繊維同士の交絡によって一体化しており、不織布の横方向の50%伸長時応力が、0.80〜1.60N/3cmであり、不織布の繊維密度が0.08g/cm3以上である化粧料含浸皮膚被覆シートが提案されている。
【0009】
これらの文献には、シート中の捲縮繊維の割合は25質量%以上、より好ましくは50質量%以上であると記載され、実施例における割合は70〜100質量%である。
【0010】
しかし、これらのシートでは、皮膚に対する密着性が低い。さらに、これらの文献では、捲縮繊維は、皮膚に接触する側の層として、皮膚に対する刺激性を抑制するために使用されており、毛羽立ちなどの不織布の安定性については記載されていない。特に、不織布において、肌に沿うための柔軟性又は密着性と、毛羽立ちを抑制するための不織布の安定性とはトレードオフの関係にあり、両立が困難であった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特許第3944526号公報(特許請求の範囲)
【特許文献2】国際公開WO2011/004834号公報(請求の範囲)
【特許文献3】特開2008−285433号公報(特許請求の範囲、段落[0025]、実施例)
【特許文献4】2010−116374号公報(特許請求の範囲、段落[0030]、実施例)
【発明の概要】
【発明が解決しようとする課題】
【0012】
従って、本発明の目的は、液状成分を含浸させた状態で皮膚に対する密着性及びフィット性に優れるとともに、長時間使用しても毛羽立ちを抑制できる積層シート及びその製造方法を提供することにある。
【0013】
本発明の他の目的は、保液性と放出性とのバランスに優れるとともに、皮膚に対する刺激性も少ない積層シート及びその製造方法を提供することにある。
【0014】
本発明のさらに他の目的は、柔軟で、かつ毛羽立ちを抑制できる積層シートを簡便に製造することにある。
【課題を解決するための手段】
【0015】
本発明者らは、前記課題を達成するため鋭意検討した結果、捲縮繊維を含む不織布(不織繊維集合体)で形成された保液層の少なくとも一方の面に、数平均繊維径10μm以下である不織繊維集合体で形成された密着層を積層することにより、液状成分を含浸させた状態で皮膚に対する密着性及びフィット性に優れるとともに、長時間使用しても毛羽立ちを抑制できることを見出し、本発明を完成した。
【0016】
すなわち、本発明の積層シートは、液状成分を吸収可能な保液層と、この保液層の少なくとも一方の面に積層され、前記液状成分を透過可能であり、かつ皮膚と接触可能な密着層とを含む積層シートであって、前記保液層が、捲縮繊維を含む不織繊維集合体で形成され、かつ前記密着層が数平均繊維径10μm以下である不織繊維集合体で形成されている。前記捲縮繊維の割合は不織布全体に対して50質量%以下であってもよい。前記保液層において、不織繊維集合体は、さらに親水性繊維を含んでいてもよい。この親水性繊維の割合は、捲縮繊維100質量部に対して50〜1000質量部程度である。前記保液層において、不織繊維集合体は、さらに疎水性繊維を含んでいてもよい。この疎水性繊維の割合は、捲縮繊維100質量部に対して、10〜1000質量部程度である。前記捲縮繊維は、10〜250μmの平均曲率半径を有し、かつポリアルキレンアリレート系樹脂と変性ポリアルキレンアリレート系樹脂とで構成された並列型又は偏芯芯鞘型複合繊維であってもよい。前記保液層は、セミランダムウェブ又はパラレルウェブを水流絡合させたスパンレース不織布で形成されていてもよい。前記密着層は、繊維径の標準偏差が5以下であるメルトブローン不織布で形成されていてもよい。前記密着層と前記保液層との厚み割合は、密着層/保液層=1/4〜1/100程度であってもよい。本発明の積層シートは、液状成分を含浸させたシート、例えば、化粧料を含む液状成分を含浸させたスキンケアシート(特にフェイスマスク)であってもよい。
【0017】
本発明には、密着層をメルトブローン法で形成し、不織繊維集合体で形成された保液層の少なくとも一方の面に積層する積層工程、及び保液層の不織繊維集合体に含まれる潜在捲縮性繊維を加熱し潜在捲縮性繊維の捲縮を発現させる加熱工程を含む前記積層シートの製造方法も含まれる。前記積層工程において、潜在捲縮性繊維と親水性繊維と疎水性繊維とをスパンレース法で交絡させて保液層を形成した後、得られた保液層と密着層とをさらにスパンレース法で交絡させるか、又は得られた保液層に密着層を直接吹き付けてもよい。前記加熱工程において、積層工程で形成された積層体を加熱してもよい。
【0018】
本発明には、前記積層シートを、液状成分を含浸した状態で、密着層を皮膚に接触させる積層シートの使用方法も含まれる。
【0019】
本願明細書では、「スキンケア」という用語は、化粧料や乳液などによる皮膚(肌)の手入れ(いわゆる、スキンケア)としての意味だけではなく、皮膚と関連付けることのできる他の行為を含む広い概念として用いる。従って、スキンケア用シートには、例えば、皮膚を洗浄するためのシート、皮膚の痒みを抑制するためのシート、皮膚を通じて冷却するためのシート、皮膚からの浸透を通じて炎症などを抑制するためのシート(湿布)などの皮膚と接触させて用いられるシートが含まれる。
【発明の効果】
【0020】
本発明では、捲縮繊維を含む不織繊維集合体で形成された保液層の少なくとも一方の面に、数平均繊維径10μm以下である不織繊維集合体で形成された密着層が積層されているため、液状成分を含浸させた状態で皮膚に対する密着性及びフィット性に優れるとともに、長時間使用しても毛羽立ちを抑制できる。また、保液層にさらに親水性繊維を含有させ、密着層を保液層に対して薄肉に形成することにより、保液性と放出性とのバランスを向上できる。さらに、密着層の繊維径を均一に調整することにより、その表面が平坦かつ滑らかとなり、皮膚に接したときの感触が柔らかく、皮膚に対する刺激性も抑制できる。特に、保液層を、セミランダムウェブ又はパラレルウェブを水流絡合させたスパンレース不織布で形成することにより、柔軟で、かつ毛羽立ちが抑制された積層シートを高い経済性及び生産性で簡便に製造できる。
【図面の簡単な説明】
【0021】
【図1】図1は、実施例3で得られた積層シートの保液層の表面の走査型電子顕微鏡(SEM)写真である。
【図2】図2は、実施例3で得られた積層シートの保液層の厚み方向の断面におけるSEM写真である。
【図3】図3は、実施例3で得られた積層シートの密着層の厚み方向の断面におけるSEM写真である。
【図4】図4は、比較例3で得られた積層シートの保液層の表面のSEM写真である。
【図5】図5は、比較例3で得られた積層シートの保液層の厚み方向の断面におけるSEM写真である。
【図6】図6は、比較例3で得られた積層シートの密着層の厚み方向の断面におけるSEM写真である。
【発明を実施するための形態】
【0022】
本発明の積層シートは、捲縮繊維を含む不織繊維集合体で形成され、かつ液状成分を吸収可能な保液層と、この保液層の少なくとも一方の面に形成され、前記液状成分(液体効能成分)を透過可能であり、かつ皮膚と接触させるための密着層とで構成されている。すなわち、本発明の積層シート(液体含浸生体被膜シート)は、液状成分を含浸するための保液層と、肌に直接触れる側に位置する密着層とで形成されている。
【0023】
[保液層]
本発明において、保液層とは、美容成分又は薬効(効能)成分(例えば、保湿成分、クレンジング成分、制汗成分、香り成分、美白成分、血行促進成分、冷却成分、紫外線防止成分、皮膚かゆみ抑制成分など)を含む液状成分(液状化合物)を含浸するのに必要な濡れ性と保液するための空隙を有し、使用時の取り扱いにおいても液だれすることなく、体の所定の部位(例えば顔)を覆うまで保持し、貼付又は静置すると共に液体化粧料を少しずつ肌側に位置する密着層の方向に移行させる役割を有している。
【0024】
本発明では、このような特性を有する保液層が捲縮繊維を含む不織繊維集合体で形成されていることを特徴とする。
【0025】
(捲縮繊維)
捲縮繊維は、略コイル状(螺旋状又はつるまきバネ状)の立体捲縮を有している。この捲縮繊維のコイル(捲縮コイル部)で形成される円の平均曲率半径は10〜250μm程度の範囲から選択でき、例えば、15〜200μm(例えば、50〜200μm)、好ましくは20〜160μm(例えば、60〜150μm)、さらに好ましくは25〜130μm程度であってもよく、通常、10〜150μm(例えば、20〜100μm)程度である。ここで、平均曲率半径は、捲縮繊維のコイルにより形成される円の平均的大きさを表す指標であり、捲縮繊維のコイルにより形成される円の平均的大きさを表す指標であり、このようなクリンプを有する捲縮繊維が、他の繊維を囲うように交絡することにより、保液層の形態安定性を向上させ、毛羽立ちを抑制していると推定できる。この値が大きい場合は、形成されたコイルがルーズな形状を有し、言い換えれば捲縮数の少ない形状を有していることを意味する。また、捲縮数が少ないと、繊維同士の交絡も少なくなるため、毛羽立ちの抑制効果が低下する。逆に、平均曲率半径が小さすぎるコイル状捲縮を発現させた場合は、繊維同士の交絡が十分行われず、毛羽立ちの抑制効果が低下する上に、このような捲縮を発現するための繊維を製造することも困難である。
【0026】
コイル状の捲縮繊維において、コイルの平均ピッチは、例えば、0.01〜0.5mm、好ましくは0.015〜0.3mm、さらに好ましくは0.02〜0.2mm程度である。
【0027】
捲縮繊維の捲縮数は、例えば、30個/25mm以上(例えば、30〜1500個/25mm)であり、好ましくは50〜1200個/25mm、さらに好ましくは50〜1000個/25mm程度であってもよい。
【0028】
捲縮繊維が、熱処理を施すことにより、捲縮が発現(顕在化)する潜在捲縮性繊維である場合、加熱前の捲縮数(機械捲縮数)は、例えば、0〜30個/25mm、好ましくは5〜25個/25mm、さらに好ましくは10〜20個/25mm程度である。
【0029】
捲縮繊維の横断面形状(繊維の長さ方向に垂直な断面形状)は、一般的な中実断面形状である丸型断面や異型断面[偏平状、楕円状、多角形状、3〜14葉状、T字状、H字状、V字状、ドッグボーン(I字状)、アレイ状など]に限定されず、中空断面状などであってもよいが、通常、丸型断面、楕円状断面である。
【0030】
捲縮繊維の平均繊維径は、例えば、9〜32μm、好ましくは10〜25μm、さらに好ましくは10〜20μm程度である。繊度が細すぎると、繊維そのものが製造し難くなることに加え、繊維強度を確保し難い。また、捲縮を発現させる工程において、綺麗なコイル状捲縮を発現させ難くなる。一方、繊度が太すぎると、繊維が剛直となり、十分な捲縮を発現し難くなる。
【0031】
捲縮繊維の平均繊維長は、例えば、10〜100mm程度の範囲から選択でき、好ましくは20〜80mm、さらに好ましくは25〜75mm(特に40〜70mm)程度である。繊維長が短すぎると、繊維ウェブの形成が難しくなることに加え、捲縮繊維による繊維同士の交絡が不十分となり、毛羽立ちの抑制効果が低下する。また、繊維長が長すぎると、均一な目付の繊維ウェブを形成することが難しくなるばかりか、ウェブ形成時点で繊維同士の交絡が多く発現し、捲縮を発現する際にお互いに妨害し合って捲縮の発現が困難となる。
【0032】
捲縮繊維は、無機繊維であってもよいが、柔軟性や軽量性などの点から、有機繊維、特に、熱可塑性樹脂で構成された繊維が好ましい。熱可塑性樹脂としては、例えば、ポリオレフィン系樹脂(中密度又は高密度ポリエチレン、ポリプロピレンなどのポリC2−4オレフィン系樹脂など)、アクリル系樹脂(アクリロニトリル−塩化ビニル共重合体などのアクリロニトリル単位を有するアクリロニトリル系樹脂など)、ポリビニルアセタール系樹脂(ポリビニルアセタール樹脂など)、ポリ塩化ビニル系樹脂(ポリ塩化ビニル、塩化ビニル−酢酸ビニル共重合体、塩化ビニル−アクリロニトリル共重合体など)、ポリ塩化ビニリデン系樹脂(塩化ビニリデン−塩化ビニル共重合体、塩化ビニリデン−酢酸ビニル共重合体など)、ポリエステル系樹脂(ポリエチレンテレフタレート樹脂、ポリトリメチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂などのポリC2−4アルキレンアリレート系樹脂など)、ポリアミド系樹脂(ポリアミド6、ポリアミド66、ポリアミド11、ポリアミド12、ポリアミド610、ポリアミド612などの脂肪族ポリアミド系樹脂、半芳香族ポリアミド系樹脂、ポリフェニレンイソフタルアミド、ポリヘキサメチレンテレフタルアミド、ポリp−フェニレンテレフタルアミドなどの芳香族ポリアミド系樹脂など)、ポリウレタン系樹脂、セルロース系樹脂(セルロースエステルなど)などが挙げられる。
【0033】
これらの樹脂のうち、ポリプロピレン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂が好ましく、特に、耐熱性や繊維形成性などのバランスに優れる点から、芳香族ポリエステル系樹脂、ポリアミド系樹脂が好ましい。
【0034】
捲縮繊維は、複数の樹脂の熱収縮率(又は熱膨張率)の違いに起因して、加熱により捲縮させた非対称又は層状(いわゆるバイメタル)構造を有する繊維であってもよい。複数の樹脂は、通常、軟化点又は融点が異なる。バイメタル構造を有する複合繊維の横断面構造としては、複数の樹脂で形成された相分離構造、例えば、芯鞘型、海島型、ブレンド型、並列型(サイドバイサイド型又は多層貼合型)、放射型(放射状貼合型)、中空放射型、ブロック型、ランダム複合型などの構造が挙げられる。これらの横断面構造のうち、相部分が隣り合う構造(いわゆるバイメタル構造)や、相分離構造が非対称である構造、例えば、偏芯芯鞘型、並列型構造が好ましい。なお、捲縮繊維は、予め加熱処理などにより捲縮を施した繊維を使用してもよいが、他の繊維との交絡を促進する点から、潜在捲縮性繊維を使用し、不織繊維集合体の製造工程における加熱処理によって捲縮を発現させるのが好ましい。
【0035】
複数の樹脂は、熱収縮率が異なっていればよく、同系統の樹脂の組み合わせであっても、異種の樹脂の組み合わせであってもよい。本発明では、密着性の点から、同系統の樹脂の組み合わせで構成されているのが好ましい。同系統の樹脂の組み合わせの場合、通常、単独重合体(必須成分)を形成する成分(A)と、変性重合体(共重合体)を形成する成分(B)との組み合わせが用いられる。すなわち、必須成分である単独重合体に対して、例えば、結晶化度や融点又は軟化点などを低下させる共重合性単量体を共重合させて変性することにより、単独重合体よりも結晶化度を低下させるか、非晶性とし、単独重合体よりも融点又は軟化点などを低下させてもよい。このように、結晶性、融点又は軟化点を変化させることにより、熱収縮率に差異を設けてもよい。融点又は軟化点の差は5〜150℃程度の範囲から選択でき、例えば、50〜130℃(特に70〜120℃)程度であってもよい。変性に用いられる共重合性単量体の割合は、全単量体に対して、例えば、1〜50モル%、好ましくは2〜40モル%、さらに好ましくは3〜30モル%(特に5〜20モル%)程度である。単独重合体を形成する成分と、変性重合体を形成する成分との複合比率(質量比)は、繊維の構造に応じて選択できるが、例えば、単独重合体成分(A)/変性重合体成分(B)=90/10〜10/90、好ましくは70/30〜30/70、さらに好ましくは60/40〜40/60程度である。
【0036】
本発明では、諸特性のバランスに優れる点から、複数の樹脂の組み合わせは芳香族ポリエステル系樹脂の組み合わせ、特に、ポリアルキレンアリレート系樹脂(a)と、変性ポリアルキレンアリレート系樹脂(b)との組み合わせであってもよい。特に、本発明では、ウェブ形成後に捲縮を発現するタイプが好ましく、この点からも前記組み合わせが好ましい。ウェブ形成後に捲縮が発現することにより、適度に繊維同士が絡み合い、ウェブの形態が保持され、毛羽立ちが抑制できるとともに、適度な柔軟性を実現できる。
【0037】
ポリアルキレンアリレート系樹脂(a)は、芳香族ジカルボン酸(テレフタル酸、ナフタレン−2,6−ジカルボン酸などの対称型芳香族ジカルボン酸など)又はその反応性誘導体(酸クロライド、低級アルキルエステルなど)とアルカンジオール成分(エチレングリコールやブチレングリコールなどのC2−6アルカンジオールなど)との単独重合体であってもよい。具体的には、ポリエチレンテレフタレート(PET)やポリブチレンテレフタレート(PBT)などのポリC2−4アルキレンテレフタレート系樹脂などが使用され、通常、固有粘度0.6〜0.7程度の一般的なPET繊維に用いられるPETが使用される。
【0038】
一方、変性ポリアルキレンアリレート系樹脂(b)では、必須成分である前記ポリアルキレンアリレート系樹脂(a)の融点又は軟化点、結晶化度を低下させる共重合成分、例えば、非対称型芳香族ジカルボン酸、脂環族ジカルボン酸、脂肪族ジカルボン酸などのジカルボン酸成分や、ポリアルキレンアリレート系樹脂(a)のアルカンジオールよりも鎖長の長いアルカンジオール成分及び/又はエーテル結合含有ジオール成分が使用できる。これらの共重合成分は、単独で又は二種以上組み合わせて使用できる。これらの成分のうち、ジカルボン酸成分として、非対称型芳香族カルボン酸(イソフタル酸、フタル酸、5−ナトリウムスルホイソフタル酸など)、脂肪族ジカルボン酸(アジピン酸などのC6−12脂肪族ジカルボン酸)などが汎用され、ジオール成分として、アルカンジオール(1,3−プロパンジオール、1,4−ブタンジオール、1,6−ヘキサンジオール、ネオペンチルグリコールなどC3−6アルカンジオールなど)、(ポリ)オキシアルキレングリコール(ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、ポリテトラメチレングリコールなどのポリオキシC2−4アルキレングリコールなど)などが汎用される。これらのうち、イソフタル酸などの非対称型芳香族ジカルボン酸、ジエチレングリコールなどのポリオキシC2−4アルキレングリコールなどが好ましい。さらに、変性ポリアルキレンアリレート系樹脂(b)は、C2−4アルキレンアリレート(エチレンテレフタレート、ブチレンテレフタレートなど)をハードセグメントとし、(ポリ)オキシアルキレングリコールなどをソフトセグメントとするエラストマーであってもよい。
【0039】
変性ポリアルキレンアリレート系樹脂(b)において、ジカルボン酸成分として、融点又は軟化点を低下させるためのジカルボン酸成分(例えば、イソフタル酸など)の割合は、ジカルボン酸成分の全量に対して、例えば、1〜50モル%、好ましくは5〜50モル%、さらに好ましくは15〜40モル%程度である。ジオール成分として、融点又は軟化点を低下させるためのジオール成分(例えば、ジエチレングリコールなど)の割合は、ジオール成分の全量に対して、例えば、30モル%以下、好ましくは10モル%以下(例えば、0.1〜10モル%程度)である。共重合成分の割合が低すぎると、充分な捲縮が発現せず、捲縮発現後の毛羽立ちの抑制効果が低下する。一方、共重合成分の割合が高すぎると、捲縮発現性能は高くなるが、安定に紡糸することが困難となる。
【0040】
変性ポリアルキレンアリレート系樹脂(b)は、必要に応じて、トリメリット酸、ピロメリット酸などの多価カルボン酸成分、グリセリン、トリメチロールプロパン、トリメチロールエタン、ペンタエリスリトールなどのポリオール成分などを併用して分岐させてもよい。
【0041】
保液層は、毛羽立ち抑制の点から、捲縮繊維を含むことを特徴とするが、保液性や皮膚にフィットするための柔軟性などの点から、捲縮繊維の割合は、不織布全体に対して50質量%以下が好ましく、さらに保液性や柔軟性と毛羽立ちの抑制とを両立させる点から、例えば、5〜50質量%(例えば、10〜45質量%)、好ましくは15〜40質量%、さらに好ましくは20〜35質量%(特に25〜35質量%)程度であってもよい。捲縮繊維の割合が多すぎると、繊維同士の絡合が強すぎるため、柔軟性が低下するとともに、肌へのフィット性が低下する。一方、少なすぎると繊維同士の絡合が弱すぎるため、毛羽立ちの抑制効果が充分でない。本発明では、適度な割合で捲縮繊維が含まれることにより、スパンレース法により製造された場合に、水流が当たらずに絡合が弱い部分において、効果的に捲縮が発現するとともに、捲縮による絡合で補強できるためか、毛羽立ちの発生を効果的に抑制できる。
【0042】
(親水性繊維)
保液層を構成する不織繊維集合体は、液状成分(特に水性液状成分)に対する濡れ性や保液性を確保するために、親水性樹脂で形成された繊維(親水性繊維)をさらに含むのが好ましい。親水性樹脂で構成された繊維は、シートに化粧料等の液体を付加した際に液体を繊維構造体内部まで取り込むために重要な役割を担うと共に、一度繊維構造体内に取り込んだ多量の化粧料液体を使用時に取り扱う際に液だれしないよう保持する役割を担う。
【0043】
親水性繊維としては、親水性を有する限り、特に限定されず、合成繊維、天然繊維、天然の植物繊維や動物性のタンパク質繊維などを一旦溶解してから化学的に処理して繊維化した再生繊維などが選択できる。さらに、親水性繊維は、少なくとも表面が親水性樹脂で構成されていればよく、例えば、疎水性樹脂の表面を親水化処理した樹脂や、内部が疎水性樹脂で構成された複合繊維などであってもよい。
【0044】
合成繊維としては、例えば、水酸基、カルボキシル基、スルホン酸基などの親水性基(特に水酸基)を分子中に有する樹脂、例えば、ポリビニルアルコール系樹脂、ポリアミド系樹脂、ポリ乳酸などのポリエステル系樹脂、(メタ)アクリルアミド単位を含む(メタ)アクリル系共重合体などで構成された合成繊維が挙げられる。これらの合成繊維は、単独で又は二種以上組み合わせて使用できる。これらの合成繊維のうち、モノマー単位に水酸基を有する親水性樹脂が好ましく、特に、分子内に均一に水酸基を有する点から、エチレン−ビニルアルコール共重合体で構成された繊維が好ましい。
【0045】
エチレン−ビニルアルコール系共重合体において、エチレン単位の含有量(共重合割合)は、例えば、10〜60モル%、好ましくは20〜55モル%、さらに好ましくは30〜50モル%程度である。ビニルアルコール単位のケン化度は、例えば、90〜99.99モル%程度であり、好ましくは95〜99.98モル%、さらに好ましくは96〜99.97モル%程度である。粘度平均重合度は、例えば、200〜2500、好ましくは300〜2000、さらに好ましくは400〜1500程度である。後述するように、エチレン−ビニル共重合体などの湿熱接着性樹脂を用いると、スチームジェット法により嵩高で安定な保液層も形成できる。
【0046】
天然繊維としては、例えば、綿又はコットン、絹、麻、シルク、ウールなどが挙げられる。これらの天然繊維は、単独で又は二種以上組み合わせて使用できる。これらのうち、綿などが汎用される。
【0047】
再生繊維としては、例えば、ビスコースレーヨンなどのレーヨン、アセテート、リヨセルなどのテンセル、キュプラ、ポリノジックなどのセルロース系繊維が挙げられる。これらの天然繊維は、単独で又は二種以上組み合わせて使用できる。これらのうち、レーヨン繊維やテンセル繊維などが汎用される。
【0048】
表面が親水性樹脂で構成された繊維において、繊維の表面に親水性を付与する方法としては、繊維形成性樹脂と共に親水性樹脂を繊維化し、繊維表面の少なくとも一部を親水性樹脂で覆う方法であってもよい。親水性樹脂で繊維の表面を覆う方法で形成された複合繊維は、長時間に亘り使用しても親水性能の劣化が少ないので好ましい。また、繊維形成性樹脂と共に親水性樹脂を繊維化する方法は製造工程が短くなるとともに均一に高い親水性を付与できるので好ましい。特に、親水性が高い点から、繊維の全表面を親水性樹脂で鞘状に覆う繊維、すなわち、鞘部が親水性樹脂で構成された芯鞘型構造の複合繊維が好ましい。
【0049】
芯鞘型複合繊維は、鞘部が親水性樹脂で構成されていれば特に限定されないが、芯部は、液状成分を含浸しても繊維形状を保持し、浸水性能の劣化が抑制できる点から、後述する疎水性繊維を構成する疎水性樹脂で構成されているのが好ましい。さらに、疎水性樹脂のなかでも、例えば、ポリプロピレン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、特に、耐熱性や繊維形成性などのバランスに優れる点から、ポリエチレンテレフタレートなどのポリエステル系樹脂が好ましい。なお、鞘部の親水性樹脂は、嵩高で安定な不織布を生産できる点などから、合成繊維を構成する樹脂、特に、エチレン−ビニルアルコール共重合体などのポリビニルアルコール系樹脂が好ましい。芯鞘型複合繊維において、芯部と鞘部との割合(質量比)は、例えば、鞘部/芯部=90/10〜10/90(例えば、60/40〜10/90)、好ましくは80/20〜15/85、さらに好ましくは60/40〜20/80程度である。
【0050】
また、これらの親水性繊維のうち、レーヨンやテンセルなどのセルロース系繊維は、化粧料などの液状成分を構成する水や水溶液、極性溶媒、これらのエマルジョンなどが繊維内部にまで浸透し吸収性が良く、保液性能が高い点で特に好ましい。一方、エチレン−ビニルアルコール共重合体繊維(特に、鞘部がエチレン−ビニルアルコール共重合体で構成された芯鞘型複合繊維)は、保液性能についてはセルロース系繊維より低いものの、化粧料などの液状成分との馴染みが良く、かつ繊維自身が液状成分の液体を吸収せず、圧力などで容易に放出できる点で特に好ましい。従って、セルロース系繊維とエチレン−ビニルアルコール共重合体繊維とを、化粧料などの液状成分の粘度や量に応じて選択してもよく、さらに両者を混合することにより保液性と放出とを制御してもよい。更には必要に応じて他の繊維を配合してもよい。
【0051】
親水性繊維の断面形状は、特に制限されず、前記捲縮繊維で例示された断面形状であってもよく、通常、丸型断面、楕円状断面である。
【0052】
親水性繊維の平均繊維径は、例えば、9〜32μm、好ましくは10〜25μm、さらに好ましくは10〜20μm程度である。繊度が細すぎると、繊維の生産性が低下し、カードでの紡出性も低下する。一方、繊度が太すぎると、保液性や柔軟性及び肌へのフィット性が低下する。
【0053】
親水性繊維の繊維長は特に制限はないが、短繊維であってもよく、カード法による乾式不織布の場合、20〜70mmが好ましく、特に25〜60mmであればカード通過性の観点から、均一な地合のウェブが得られ易い点で好ましく、用途に応じて適宜調節できる。
【0054】
親水性繊維の割合は、捲縮繊維100質量部に対して50〜1000質量部程度の範囲から選択でき、例えば、80〜800質量部、好ましくは100〜500質量部、さらに好ましくは120〜300質量部(特に150〜250質量部)程度である。親水性繊維の割合が少なすぎると、液状成分の保液性が低下し、一方、多すぎると、液状成分の放出性が低下するとともに、不織繊維集合体の嵩高性が低下する。
【0055】
(疎水性繊維)
保液層を構成する不織繊維集合体は、液状成分(特に水性液状成分)に対する放出性や保液層の形態安定性を確保するために、疎水性樹脂又は非親水性樹脂(極性がそれほど高くなく、疎水性が比較的強い樹脂)で形成された繊維(疎水性繊維)をさらに含むのが好ましい。疎水性繊維は、保液層が湿潤状態にあっても繊維自体のヤング率の低下がほとんど無いことから、保液層の嵩やコシを維持する方向に働く。
【0056】
このような疎水性繊維としては、特に限定されないが、標準状態(20℃、65%RH)における公定水分率が2.0%未満の樹脂、例えば、一般的に不織布に使用されるポリエチレン、ポリプロピレンなどのポリオレフィン系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどのポリエステル系樹脂、ポリアミド6、ポリアミド6,6、ポリアミド4,6などのポリアミド系樹脂、ポリエステルポリオール型ウレタン系樹脂などのポリウレタン系樹脂、ポリアクリロニトリル系樹脂で構成された繊維などが挙げられる。これらの疎水性繊維は、単独で又は二種以上組み合わせて使用できる。これらのうち、汎用性が高く、機械的特性などに優れる点から、ポリエステル繊維が好ましい。
【0057】
疎水性繊維の断面形状は、特に制限されず、前記捲縮繊維で例示された断面形状であってもよく、通常、丸型断面、楕円状断面である。
【0058】
疎水性繊維の平均繊度は、例えば、9〜32μm、好ましくは10〜25μm、さらに好ましくは10〜20μm程度である。繊度が細すぎると、繊維の生産性が低下し、カードでの紡出性も低下するとともに、保液層の形態安定性やコシが低下する。一方、繊度が太すぎると、柔軟性や肌へのフィット性が低下する。
【0059】
疎水性繊維の繊維長は、特に制限されず、短繊維であってもよく、親水性繊維の繊維長と同様の範囲から選択できる。
【0060】
疎水性繊維の割合は、捲縮繊維100質量部に対して10〜1000質量部程度の範囲から選択でき、例えば、15〜500質量部、好ましくは20〜400質量部、さらに好ましくは25〜300質量部(特に30〜200質量部)程度であり、例えば、10〜100質量部(特に15〜50質量部)程度であってもよい。疎水性繊維の割合が少なすぎると、液状成分の放出性が低下し、保液層の機械的特性も低下する。一方、多すぎると、毛羽立ちが発生し易く、液状成分の保液性も低下する。保液層を形成する繊維の中では、疎水性繊維が毛羽立ちを発生し易いため、捲縮繊維による毛羽立ちの抑制効果は疎水性繊維を含む不織繊維集合体に対して有効であり、本発明では、前記割合で疎水性繊維を含む不織繊維集合体で形成された保液層においても毛羽立ちの発生を抑制できる。
【0061】
(保液層の特性)
前述のように、保液層を構成する不織布(不織繊維集合体)は、捲縮繊維を含むことを特徴とするが、液状成分の保液性と放出性とのバランスに優れる点から、さらに親水性繊維と疎水性繊維との混合体(混綿)を含むのが特に好ましい。
【0062】
親水性繊維と疎水性繊維との割合(質量比)は、前者/後者=99/1〜1/99程度の範囲から選択でき、例えば、90/10〜10/90程度である。親水性繊維の割合が少なすぎると、シートが液状成分と馴染みにくく、シート中で液量に斑が生じたり、シートの液状成分の保持能力が低く、使用時に液だれが生じ易くなる上に、毛羽立ち易くなる。一方で、親水性繊維の割合が多すぎると、シートの液状成分の保持能力が高くなり、使用時に化粧料液体を肌側に放出し難くなったり、必要な放出量を得るために予め過剰な液状成分が必要となり、無駄が生じ易い。
【0063】
さらに、親水性繊維と疎水性繊維との割合(質量比)は、用途に応じて選択でき、毛羽立ちを抑制できる点からは、親水性繊維の割合が多い方が好ましく、例えば、親水性繊維/疎水性繊維=90/10〜50/50(特に70/30〜50/50)程度が好ましい。一方、液状成分(特に水性の液状成分)の放出性を向上できる点からは、疎水性繊維の割合が多い方が好ましく、親水性繊維/疎水性繊維=80/20〜20/80程度の範囲が好ましく、さらに好ましくは70/30〜40/60(特に60/40〜50/50)程度であってもよい。
【0064】
保液層を構成する繊維(捲縮繊維、親水性繊維及び疎水性繊維)は、それぞれ、慣用の添加剤、例えば、安定剤(銅化合物などの熱安定剤、紫外線吸収剤、光安定剤、酸化防止剤など)、分散剤、微粒子、着色剤、帯電防止剤、難燃剤、可塑剤、潤滑剤、結晶化速度遅延剤などを含有していてもよい。これらの添加剤は、単独で又は二種以上組み合わせて使用できる。これらの添加剤は、保液層表面に担持されていてもよく、繊維中に含まれていてもよい。
【0065】
保液層は、繊維構成の異なる複数の層構造であってもよい。例えば、肌側に近い部分、すなわち密着層に近い部分に親水性繊維の繊維比率を高めることで、化粧料含浸シートなどとしての使用時に、より早く肌側を高い湿潤状態にする効果が期待できる。具体的には、肌側に親水性繊維の繊維比率を高めた層を配した保液層を有する積層シートを肌の上に静置した際、保液層中で液状成分が親水性繊維の繊維比率が高い方向に移動し、短時間で肌側を高い湿潤状態にできる。保液層は、例えば、表面側に位置する親水性繊維を30質量%以下(例えば、10〜30質量%)含む層と、密着層側に位置する親水性繊維70質量%以上(例えば、70〜90質量%)含む層とで構成された二層構造であってもよい。
【0066】
保液層を構成する不織布(不織繊維集合体)の目付は、例えば、20〜200g/m2、好ましくは25〜150g/m2、さらに好ましくは30〜120g/m2(特に30〜100g/m2)程度である。この目付が小さすぎると、繊維によって形成される保液のための空隙の確保が困難となる。また、この目付が大きすぎると、保液量が多くなり、効能成分の多くが皮膚まで到達せずに保液層に滞留されたままとなり、効能成分が無駄に消費され易い。
【0067】
保液層の密度(積層シート中における密度)は、含浸させる化粧料などの液状成分の粘度にもよるが、例えば、0.03〜0.20g/cm3、好ましくは0.05〜0.17g/cm3、さらに好ましくは0.1〜0.15g/cm3程度である。密度が低すぎると、シートの液体保持能力が低くなり、使用時の取り扱いにおいても液だれが生じやすくなる。一方、密度が高すぎると、保液量が低くなる上に、密着層への液の移行が鈍化する傾向にある。
【0068】
保液層の空隙率(積層シート中における空隙率)は、化粧料などの液状成分の含浸量を確保する点から、例えば、80%以上(例えば、80〜99%)、好ましくは85%以上(例えば、85〜98%)、さらに好ましくは90%以上(例えば、90〜95%)であってもよい。
【0069】
保液層の厚みは、100〜3000μm程度の範囲から選択でき、例えば、200〜2000μm、好ましくは300〜1500μm、さらに好ましくは400〜1200μm(特に400〜1000μm)程度である。
【0070】
[保液層の製造方法]
保液層を構成する不織布又は不織繊維集合体は、慣用の方法、例えば、スパンレース法、ニードルパンチ法、サーマルボンド法、スチームジェット法などにより製造できる。これらの方法のうち、柔軟で、かつ毛羽立ちが抑制された保液層を、高い経済性及び生産性で製造できる点から、スパンレース法が好ましい。
【0071】
スパンレース法の場合、前記短繊維、例えば、疎水性繊維と親水性繊維とを混綿し、例えば、カード機によるカーディングにて開繊して不織布ウェブを作成してもよい。この不織布ウェブは、ウェブを構成する繊維の配合割合によりカード機の進行方向に配列されたパラレルウェブ、パラレルウェブがクロスレイドされたクロスウェブ、ランダムに配列したランダムウェブ、あるいはパラレルウェブとランダムウェブとの中間程度に配列したセミランダムウェブのいずれであってもよいが、横方向で繊維の絡みが発生し、横方向への伸びが阻害されるため、使用時に肌への沿い性が低下する傾向のあるランダムウェブやクロスウェブよりも、積層シートの横方向の柔らかさと伸び性を確保できるパラレルウェブ、セミランダムウェブが好ましい。
【0072】
さらに、スパンレース法では、得られた不織布ウェブに水流絡合処理を行う。水流絡合処理では、例えば、径0.05〜0.20mm、間隔0.30〜1.50mm程度の噴射孔を1〜2列に配列したノズルプレートから高圧で柱状に噴射される水流を多孔性支持部材上に載置した不織布ウェブに衝突させて、不織布ウェブを構成する繊維を相互に三次元交絡せしめ一体化させる。不織布ウェブに三次元交絡を施すに際しては、移動する多孔性支持部材上に不織布ウェブを載置して、例えば、水圧10〜150kg/cm2(≒1〜15MPa)、好ましくは20〜120kg/cm2(≒2〜12MPa)、さらに好ましくは30〜100kg/cm2(≒3〜10MPa)程度の水流で1回又は複数回処理する方法が好ましい。噴射孔は不織布ウェブの進行方向と直交する方向に列状に配列し、この噴射孔が配列されたノズルプレートを多孔性支持部材上に載置された不織布ウェブの進行方向に対し直角をなす方向に噴射孔間隔と同一間隔で振幅させて水流を不織布ウェブに均一に衝突させるのが好ましい。不織布ウェブを載置する多孔性支持部材は、例えば、金網などのメッシュスクリーンや有孔板など、水流が不織布ウェブを貫通することができるものであれば特に制限されない。噴射孔と不織布ウェブとの距離は、水圧に応じて選択できるが、例えば、1〜10cm程度である。この範囲外の場合には不織布の地合いが乱れ易くなる。
【0073】
特に、スパンレース法では、前述のように、間隔をおいて形成された噴射孔より水流を噴射して絡合させるため、不織布の絡合状態には、疎な領域と密な領域とが形成される。これに対して、前述のように、捲縮繊維の捲縮は、水流絡合の疎な領域において、有効に捲縮が発現して絡合するためか、保液層の柔軟性を損なうことなく、不織布の安定性を向上できるとともに、毛羽立ちも抑制できる。さらに、水流絡合に供する不織布ウェブとして、パラレルウェブ又はセミランダムウェブ(特にセミランダムウェブ)を用いると、繊維同士の絡合が軽度に絡合できるためか、柔軟性を向上できる。
【0074】
水流絡合処理を施した後は乾燥処理を施してもよい。乾燥処理としては、まず、処理後の不織布ウェブから過剰水分を除去するのが好ましく、過剰水分の除去は公知の方法を用いることができる。例えば、マングルロールなどの絞り装置を用いて過剰水分をある程度除去し、続いてサクションバンド方式の熱風循環式乾燥機などの乾燥装置を用いて残りの水分を除去してもよい。
【0075】
[密着層]
前述の液状成分を保液するための保液層に対して、直接肌に触れる面となる密着層は、前記保液層から肌へと化粧料を供給する接触面となることから、化粧料などの液状成分の供給を円滑に行える構造である必要がある。従って、密着層は、保液層から肌へと液状成分の供給が可能な連通した多孔質構造体である。
【0076】
さらに、本発明において、密着層(又は緻密層)とは、直接肌に触れる面に位置する層であり、肌に接したときの感触が柔らかく、貼付又は静置と共に肌にしっかり密着し、保液層から供給される液状成分を、密着層を構成する繊維間の空孔や繊維に保持しながら、微細孔を通じて肌に供給する役割を有する。特に、本発明では、密着層をメルトブローン法などにより得られる均一で極細の繊維径を有する不織布(又は不織繊維集合体)で構成しており、このような密着層は、極細繊維で構成された緻密な層を形成するとともに、その表面が平坦で且つ滑らかであるため、繊維が肌に触れてもチクチクした刺激が極めて少ない。さらに、極細繊維による緻密な層を形成するためか、皮膚との接触界面で均一に拡がる液膜を形成し、この均一な液膜によって肌に長時間密着するという優れた役割を有する。
【0077】
密着層を構成する不織布又は不織繊維集合体は、液状成分(液体効能成分)を適度に保持しながら透過可能であればよく、特に限定されないが、熱可塑性樹脂で構成された繊維を含むのが好ましい。熱可塑性樹脂としては、例えば、ポリスチレン系樹脂、ポリオレフィン系樹脂、アクリル系樹脂、ポリビニルアルコール系樹脂、ポリ塩化ビニル系樹脂、ポリ塩化ビニリデン系樹脂、ポリウレタン系樹脂、ポリエステル系樹脂、ポリエーテル系樹脂、ポリアミド系樹脂、熱可塑性エラストマーなどが挙げられる。これらの熱可塑性樹脂は、単独で又は二種以上組み合わせて使用できる。これらのうち、ポリオレフィン系樹脂、ポリビニルアルコール系樹脂、ポリエステル系樹脂、ポリウレタン系樹脂、熱可塑性エラストマーなどが好ましい。
【0078】
ポリオレフィン系樹脂としては、例えば、ポリエチレン、ポリプロピレンなどが挙げられるが、安価であり、不織布を低目付でシート化し易く、工業的に安定して生産できる点から、ポリプロピレンなどのポリプロピレン系樹脂が特に好ましい。ポリプロピレン系樹脂は、密着層となる薄いメルトブローン不織布を予め製造してロール状に巻取り、後にスパンレースなどで保液層と複合化する場合、低目付であってもリリース性が良く強度がしっかりしている点で工業的に好ましい。さらに、ポリプロピレン系樹脂は、繊維径のバラツキも少ない。
【0079】
ポリビニルアルコール系樹脂としては、ポリビニルアルコール、エチレン−ビニルアルコール共重合体などが挙げられるが、繊維形成性などの点から、エチレン−ビニルアルコール共重合体が好ましい。エチレン−ビニルアルコール共重合体としては、前記保液層で例示のエチレン−ビニルアルコール共重合体が使用できる。エチレン−ビニルアルコール共重合体は、皮膚刺激性が少なく、アレルギー症状の発生を抑制できるため、人体に優しい点で優れている。さらに、水性及び油性のいずれの液状成分に対しても親和性が高く、幅広い種類の液状成分(水性の化粧料や、油性の乳液など)に利用できる。
【0080】
ポリエステル系樹脂としては、例えば、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどのポリアルキレンアリレートなどが挙げられる。これらのうち、前記ポリプロピレン系樹脂と同様の工業的な理由から、ポリエチレンテレフタレート、ポリブチレンテレフタレートなどのポリC2−4アルキレンアリレートが好ましい。さらに、生産上の利点に加えて、風合いが柔らかく、肌触りに優れる点から、ポリブチレンテレフタレートなどのポリブチレンテレフタレート系樹脂が特に好ましい。さらに、繊維強度が高いに上に、耐熱性も高いため、加工時の加熱により構造変化が起こりにくい。
【0081】
ポリウレタン系樹脂としては、例えば、ポリエステル型ウレタン系樹脂、ポリエーテル型ウレタン系樹脂などが挙げられる。ポリウレタン系樹脂は、例えば、密着層をメルトブローン不織布として一旦巻き取らず、製造と共に保液層と複合化される工程を採用する場合に有効に利用できる。さらに、ポリウレタン系樹脂は、得られる不織布(特にメルトブローン不織布)が伸縮性を有することから、複合一体化した積層シートにも伸縮性を付与できる。積層シートを、例えば、フェイスマスクに用いた場合、任意の方向に張力をかけて肌に貼付すると、肌への効能成分の供与と共に密着部分でシートの収縮が起こり、肌を引っ張る力が働く。この力によって肌のシワ、弛みの改善効果も期待できる。また、腕やふくらはぎ等、太さが変化する部位に巻き付けるようにして使用する場合は、伸縮性を有しているため、ズレにくい。特に、伸ばした状態で肌に密着させると、収縮力によりシートが肌に吸い付いているような感触(高い密着感)が得られる。これらのポリウレタン系樹脂のうち、伸縮性などの点から、ポリエステル型ウレタン系樹脂などが汎用される。
【0082】
熱可塑性エラストマーとしては、例えば、オレフィン系エラストマー、スチレン系エラストマー、ポリエステル系エラストマー、ポリアミド系エラストマーなどが挙げられる。これらの熱可塑性エラストマーも、前記ウレタン系樹脂と同様の理由で、収縮性に優れるため、ポリウレタン系樹脂と同様の利点を有している。
【0083】
密着層を構成する繊維も、前記保液層と同様の慣用の添加剤を含有していてもよい。前記添加剤のうち、例えば、密着層となるメルトブローン不織布を構成する樹脂に、着色料(着色剤)を添加することで、肌に貼付する側の面である密着層を視覚的に容易に判別できるように着色することができる。また、使用場面や人の好みに応じた色を選定することで商品の印象を操作することも可能である。
【0084】
密着層を構成する繊維の断面形状は、前記保液層を構成する捲縮繊維の断面形状と同様の形状であってもよく、通常、丸型断面、楕円状断面などである。
【0085】
密着層を構成する繊維の繊維径は、皮膚に対する密着性などの点から、保液層を構成する繊維よりも小さい極細径であり、具体的な繊維径(数平均繊維径)は10μm以下程度であればよく、例えば、0.1〜9μm、好ましくは0.5〜8μm(例えば、1〜8μm)、さらに好ましくは1〜7μm(特に1.5〜6μm)程度であり、特に好ましくは2〜6μm(例えば、2〜5μm)程度であってもよい。平均繊維径が小さすぎると、保液層から供給される化粧料などの液状成分(液体効能成分)を肌側に移行させる機能が低下する。また、平均繊維径が大きすぎると、肌に触れたときにガサガサした印象を与える上に肌との界面に形成される液膜が均一に拡がらず、密着性能が低下する。
【0086】
密着層を構成する繊維は、極細繊維であり、かつ均一な繊維径を有している。すなわち、繊維径の標準偏差が5以下であってもよく、例えば、0〜5、好ましくは0〜4(例えば、0〜3)、さらに好ましくは0〜2.5(特に0〜2)程度であり、例えば、0.1〜5、好ましくは0.5〜3、さらに好ましくは1〜2程度であってもよい。さらに、繊維径の変動率は80%以下程度であり、例えば、0〜80%、好ましくは0〜70%、さらに好ましくは0〜65%(特に0〜60%)程度であり、例えば、1〜80%、好ましくは10〜70%、さらに好ましくは20〜60%程度であってもよい。本発明では、密着層を構成する繊維が、このように極細でかつ均一径であるため、皮膚に対する刺激が少なく、かつ緻密な多孔構造を形成できる。
【0087】
密着層を構成する不織布(又は不織繊維集合体)の目付は、例えば、3〜50g/m2、好ましくは4〜30g/m2、さらに好ましくは4〜20g/m2(特に5〜10g/m2)程度である。不織布(特にメルトブローン不織布)の目付が小さすぎると、保液層側の繊維が密着層表面に露出しやすくなり、肌に触れたときにガサガサした感触を与える上に、肌との界面に形成される液膜が均一に拡がらず、密着性能が低下する。不織布の目付が大きすぎると、保液層から供給される化粧料などの液体効能成分を肌側に移行させる機能が低下する。
【0088】
密着層の密度(積層シート中における密度)は、例えば、0.05〜0.35g/cm3、好ましくは0.08〜0.25g/cm3、さらに好ましくは0.1〜0.2g/cm3程度である。密度が小さすぎると、密着層を形成するための肌側の表面繊維量が不足し、肌面に対して均一な極細繊維層を形成することが困難になる。逆に、密度が大きすぎると、保液層から供給される化粧料などの液状成分を肌側に移行させる機能が低下する。
【0089】
密着層の空隙率(積層シート中における空隙率)は、保液層から供給される化粧料等の液体効能成分を肌側に短時間で均一に移行させる点から、例えば、70%以上(例えば、70〜99%)、好ましくは75%以上(例えば、75〜95%)、さらに好ましくは80%以上(例えば、80〜90%)程度であってもよい。
【0090】
密着層となるメルトブローン不織布の厚みは10〜500μm程度の範囲から選択でき、例えば、30〜500μm、好ましくは30〜200μm、さらに好ましくは35〜150μm(特に40〜100μm)である。厚みが小さすぎると、密着層を形成するための繊維量が不足し肌面に対して均一な極細繊維層を形成することが困難になる。逆に、厚みが大きすぎると、保液層から肌への液移動性が低下する。
【0091】
[密着層の製造方法]
密着層を構成する不織布又は不織繊維集合体は、極細で均一な繊維径を形成できれば、特に限定されず、慣用の方法を利用できるが、極細でかつ均一な繊維径を有する不織布を形成できる点から、メルトブローン法が好ましい。
【0092】
メルトブローン法としては、慣用の方法、熱可塑性樹脂を溶融紡糸しながら、得られた繊維を高温の気体で吹き飛ばして捕集する方法を利用できる。具体的には、密着層となるメルトブローン不織布は、一列に並んだオリフィス(紡糸孔)を有するノズルから加熱溶融した樹脂を紡糸口から押し出し(紡出し)、紡糸口の近傍に備わったスリットからノズルと同程度の温度に加熱された高温エアーを噴出し、オリフィスから紡出された溶融樹脂と接触させることで細化し、細化した繊維をノズル下方に配置した捕集面にてシート化することにより得られる。メルトブローン法における製造条件は、慣用の条件を用いることができる。
【0093】
紡糸孔の間隔は、例えば、100〜4000孔/m、好ましくは500〜3000孔/m、さらに好ましくは1000〜2500孔/m程度である。単孔吐出量は、例えば、0.01〜1g/孔・分、好ましくは0.05〜0.5g/孔・分、さらに好ましくは0.1〜0.3g/孔・分程度である。紡糸温度は、熱可塑性樹脂の種類に応じて選択できるが、例えば、150〜300℃、好ましくは200〜280℃、さらに好ましくは220〜270℃程度である。
【0094】
高温エアーのエアー圧は0.01〜1MPa程度の範囲から選択でき、例えば、0.05〜0.8MPa、好ましくは0.1〜0.6MPa、さらに好ましくは0.2〜0.5MPa程度である。エアー温度は、例えば、紡糸温度近傍温度、例えば、紡糸温度よりも0〜50℃高い温度、好ましくは紡糸温度よりも3〜30℃高い温度、さらに好ましくは紡糸温度よりも5〜20℃高い温度が好ましい。
【0095】
コンベア速度は、例えば、1〜200m/分、好ましくは5〜100m/分、さらに好ましくは10〜80m/分程度である。エアー圧、コンベア速度、ノズル口とコンベア(ネットコンベアなど)との距離(捕集距離)などを適宜調整することにより、得られる密着層の目付、密度、柔軟性などを調整してもよい。
【0096】
[積層シート]
本発明の積層シートは、前記保液層の少なくとも一方の面に密着層が形成されている。本発明では、密着層を保液層に対して薄膜とするのが好ましい。すなわち、本発明では、密着層は、保液層から肌へと液状成分の供給が可能な連通した多孔質構造体であるが、化粧料などの液状成分の供給を円滑に行える構造であるとともに、化粧料などの液状成分が肌全体に液膜となって均一に覆った状態とするためには、保液層が肌に近接している状態が好ましいため、密着層が薄いのが好ましい。本発明の積層シートは、直接肌に触れる面に位置する層となる密着層に、薄い多孔質構造体であるメルトブローン不織布などを用いることにより、保液層に対する密着層の厚み比率を小さくすることを実現し、保液層と肌との距離を極めて小さくしている。
【0097】
具体的には、密着層と保液層との厚み割合は、密着層/保液層=1/4〜1/100程度であり、好ましくは1/5〜1/80、さらに好ましくは1/6〜1/50(特に1/7〜1/30)程度である。保液層の厚み比を大きくすることにより、保液層を肌に近接できるとともに、化粧料などの液状成分を含浸するシートとして、シートのより多くの部分が保液に適した空隙を有する構造となる。
【0098】
本発明の積層シートの目付は、例えば、23〜250g/m2、好ましくは35〜150g/m2、さらに好ましくは40〜120g/m2程度である。
【0099】
本発明の積層シートは、柔軟性と機械的特性とのバランスに優れており、引張伸度(破断伸度)は、厚み0.66mmにおいて、少なくとも一方の方向において、例えば、50%以上、好ましくは80〜300%、さらに好ましくは100〜150%程度である。
【0100】
他の層としては、用途に応じて選択でき、例えば、前記密着層を両面に形成することにより、フェイスマスクなどにおける需要者の操作性を向上できる。他の層としての密着層の厚みは、前記密着層と同じ厚みであってもよい。
【0101】
さらに、保液層の上に非多孔性のフィルムやシートを積層してもよい。非多孔性のフィルムを積層すると、密着層を皮膚に接触すると、保液層の液状成分が密封されるため、温度が上昇して毛穴が拡がるため、有効成分の吸収が促進され易い。非多孔性のフィルム又はシートは、熱可塑性樹脂で構成されたフィルム、例えば、ポリオレフィンシート、ポリエステルシート、ポリアミドシート、ポリウレタンシートなどが使用できる。非多孔性のフィルム又はシートの厚みは、例えば、3〜300μm、好ましくは5〜100μm、さらに好ましくは5〜50μm程度である。
【0102】
本発明の積層シートは、液状成分を吸収させて使用するための用途、例えば、ナプキンやおむつなどの表面材、おむつライナー、ウエットティッシュなどの体液吸収用シート(又は皮膚洗浄用シート)などにも用いることができるが、皮膚に対する密着性及びフィット性に加えて、保液性と放出性とのバランスに優れるため、美容成分や薬効成分などの液状成分を含浸させたシートを皮膚に密着させる用途、例えば、フェイスマスク、メイク除去シート又はクレンジングシート、身体洗浄用シート(汗拭きシート、油取りシートなど)、冷却シート、薬用又は治療用シート(かゆみ抑制シート、湿布など)などの各種スキンケアシートに用いるのが好ましい。
【0103】
本発明のスキンケア用シートは、使用時にこれらの液状成分を含浸させて使用するシートであってもよく、予め液状成分を含浸させて使用するシート(いわゆるウエットシート)であってもよい。
【0104】
本発明において、液状成分には、溶媒や液状油などの液状物質の他、美容成分又は薬効(効能)成分などの有効成分を前記液状物質に含有させた溶液又は分散液(化粧料や乳液など)も含まれる。溶媒は、親油性溶媒であってもよいが、人体への安全性などの点から、親水性溶媒が好ましい。親水性溶媒としては、例えば、水、低級脂肪族アルコール(例えば、エタノール、イソプロパノールなどのC1−4アルキルアルコールなど)、アルキレングリコール類(例えば、エチレングリコール、ジエチレングリコール、プロピレングリコールなど)などが挙げられる。これらの親水性溶媒は、単独で又は二種以上組み合わせて使用できる。液状油としては、例えば、不飽和高級脂肪酸類(例えば、オレイン酸、オレイルアルコールなど)、動植物系油(例えば、ホホバ油、オリーブ油、やし油、つばき油、マカデミアンナッツ油、アボガド油、トウモロコシ油、ゴマ油、小麦胚芽油、アマニ油、ひまし油、スクワランなど)、鉱物系油(例えば、流動パラフィン、ポリブテン、シリコーン油など)、合成系油(例えば、合成エステル油、合成ポリエーテル油など)などが挙げられる。これらの液状油は、単独で又は二種以上組み合わせて使用できる。
【0105】
これらの液状物質は、単独で又は二種以上組み合わせて使用できる。例えば、水やエタノールなどの親水性溶媒に対して、添加剤(油分)として液状油を組み合わせて使用してもよい。これらの液状物質のうち、通常、水、低級アルコール又はこれらの混合物が使用され、好ましくは水及び/又はエタノール(特に水)が使用される。例えば、水と低級アルコール(特にエタノール)とを組み合わせて使用する場合、両者の割合(体積比)は、水/低級アルコール=100/0〜30/70、好ましくは100/0〜50/50、さらに好ましくは100/0〜70/30程度であり、例えば、99/1〜80/20程度であってもよい。
【0106】
有効成分としては、慣用の添加剤、例えば、保湿剤、エモリエント剤、クレンジング剤、紫外線防止剤、界面活性剤、収斂剤、酵素類、清涼化剤、殺菌剤又は抗菌剤、皮膚軟化剤、抗酸化剤、美白剤、制汗剤、肌荒れ防止剤、抗炎症剤、皮膚かゆみ抑制剤、血行促進剤、アミノ酸、細胞賦活剤、冷却剤、香料、着色剤などが挙げられる。これらの添加剤は、単独で又は二種以上組み合わせて使用できる。これらの添加剤のうち、スキンケア用シートには、例えば、保湿剤、紫外線防止剤、界面活性剤、収斂剤、清涼化剤、酵素類、殺菌剤又は抗菌剤などが汎用される。特に、フェイスマスク(フェイスパック)やクレンジングシートでは、例えば、親水性溶媒中に保湿剤やエモリエント剤などが配合されていてもよい。保湿剤又はエモリエント剤としては、例えば、ジプロピレングリコール、1,3−ブチレングリコール、ポリエチレングリコール、ポリオキシエチレン−ポリオキシプロピレンブロック共重合体、ポリオキシエチレンソルビタン脂肪酸エステル、ポリオキシエチレンショ糖脂肪酸エステル、グリセリン、ヒアルロン酸ナトリウム、ポリオキシメチルグリコシド、ポリビニルアルコール、ポリビニルピロリドン、水溶性セルロースエーテル(メチルセルロース、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロース、ヒドロキシエチルメチルセルロース、ヒドロキシプロピルメチルセルロースなど)などが挙げられる。保湿剤及びエモリエント剤の合計割合は、例えば、溶液中0.1〜50質量%、好ましくは1〜30質量%、さらに好ましくは5〜20質量%程度である。
【0107】
これらの添加剤の割合は、用途に応じて適宜選択でき、例えば、水やエタノールなどの液状物質の割合は、通常、添加剤を含む全液状成分中30〜99質量%、好ましくは40〜95質量%、さらに好ましくは50〜90質量%程度である。
【0108】
本発明の積層シートは、皮膚に対する密着性に優れているため、フェイスマスクや湿布などの皮膚に固定するシートとして特に適している。例えば、密着力が強いため、長時間の使用においてもズレや浮きが発生しない上に、鼻の付け根など、微細な隙間にもシートが密着可能であり、フェイスマスクの有効成分を皮膚に有効に浸透できる。
【0109】
本発明の積層シートは、クレンジングシートや皮膚洗浄用シートなどにも適している。すなわち、本発明の積層シートは、皮膚に対して接触面積が大きくかつ強く密着できるため、顔の微細な隙間にもシートが密着可能となり、メイク(ファウンデーション、白粉、口紅、アイメイクアップなどのメイクアップ化粧品など)を有効に除去できる。さらに、密着層が均一な極細繊維で形成されているため、肌への刺激も極めて低い上に、細い毛穴のゴミなども有効に除去できる。
【0110】
このように、本発明の積層シートは、液体含浸生体被膜シート(フェイスマスク、クレンジングシートなど)として利用する場合、通常、液状成分を積層シートに含浸させて、生体の皮膚などに貼付又は接触して使用される。
【0111】
[積層シートの製造方法]
本発明の積層シートの製造方法は、保液層と密着層とを一体化(複合化)できれば、特に限定されず、例えば、前記製造方法で別個に得られた保液層と密着層とを接着や交絡などにより一体化してもよい。交絡方法としては、前記保液層の項で例示されたスパンレース法、ニードルパンチ法、スチームジェット法などを利用できる。保液層と密着層とを接着させる方法としては、得られた保液層に密着層を直接吹き付ける方法(ダイレクトブローン法)などを利用できる。これらのうち、簡便性などの点から、スパンレース法が汎用される。スパンレース法としては、前記保液層と同様の条件で絡合させてもよい。
【0112】
さらに、本発明の積層シートの製造方法は、保液層と密着層とを連続的に製造する方法であってもよく、各々の不織布製造ラインを連結させて一体化する方法、一方を製造した後に他方の製造工程中に投入して一体化する方法などであってもよい。例えば、工業的な観点からはスパンレース不織布製造ライン中に密着層となるメルトブローン不織布を投入し、スパンレース法などの水流によって双方の繊維を絡めて一体化する方法、密着層となるメルトブローン不織布の製造ライン中に保液層となる不織布を投入し、保液層となる不織布をメルトブローン繊維捕集面とすることで一体化する方法(ダイレクトブローン法)などであってもよい。
【0113】
捲縮繊維が潜在捲縮性繊維である場合、捲縮を発現させる工程は、特に限定されないが、保液層における交絡を促進する点から、保液層において不織布を水流絡合などで絡合させた後に、捲縮を発現させるのが好ましい。具体的には、保液層をスパンレース法で形成した場合、水流絡合後に、捲縮を発現させればよいが、連続的に密着層と一体化させる場合は、一体化後に捲縮を発現させてもよい。捲縮を発現させるためには、加熱する方法が用いられ、繊維の種類に応じて、加熱温度を選択でき、ポリエステル系繊維の場合、例えば、100〜150℃、好ましくは110〜140℃、さらに好ましくは110〜130℃程度である。さらに、加熱においては、シリンダー乾燥機や熱風を用いた加熱方法の他、高温水蒸気を用いた加熱方法であってもよい。
【0114】
高温水蒸気の圧力は、例えば、0.1〜2MPa、好ましくは0.2〜1.5MPa、さらに好ましくは0.3〜1MPa程度である。高温水蒸気の温度は、例えば、70〜150℃、好ましくは80〜120℃、さらに好ましくは90〜110℃程度である。高温水蒸気の処理速度は、例えば、200m/分以下、好ましくは0.1〜100m/分、さらに好ましくは1〜50m/分程度である。
【実施例】
【0115】
以下に、本発明を実施例などによりさらに具体的に説明するが、本発明は以下の実施例に何ら限定されない。なお、以下の実施例及び比較例における各物性値は、下記の方法により測定または評価した。
【0116】
[目付(g/m2)]
JISL1906に準じ、温度20℃、湿度65%の標準状態にサンプルを24時間放置後、幅方向1m×長さ方向1mの試料を採取し、天秤を用いて重量(g)を測定する。得られた重量(g)の小数点以下を四捨五入して目付とした。
【0117】
[厚み(μm)]
剃刀(フェザー安全剃刀(株)製「フェザー剃刃S片刃」)を用いて、サンプルを面に垂直にMD方向に切断し、デジタル顕微鏡[(株)キーエンス(KEYENCE)製デジタルマイクロスコープ(DIGITAL MICROSCOPE) VHX−900]にて試料の断面を観察し厚さを計測した。
【0118】
[密度(g/cm3)]
目付(g/m2)を厚みで除し密度を求めた。
【0119】
[破断強度及び破断伸度]
JIS L1913「一般短繊維不織布試験方法」に準じて測定した。なお、破断強度及び破断伸度は不織布の流れ(MD)方向及び幅(CD)方向について測定した。
【0120】
[平均繊維径(μm)]
繊維シートから試験片(縦×横=5cm×5cm)を採取し、試験片の表面における中央部(対角線の交点を中心とする部分)を、走査型電子顕微鏡(SEM)を使用して1000倍の倍率で写真撮影した。得られた写真の中央部(対角線の交点)を中心として写真上に半径30cmの円を描き、その円内から無作為に100本の繊維を選定し、長さ方向の中央部又はそれに近い箇所での繊維径をノギスにより測定し、その平均値を採って平均繊維径(数平均繊維径)とした。なお、測定に当たっては、写真に撮影されている繊維が繊維シートの最表面に位置する繊維であるか、又は内側に位置する繊維であるかを区別せずに、SEM写真に写っている繊維のすべてを対象として平均繊維径を求めた。
【0121】
[繊維径分布]
走査型電子顕微鏡を用いて密着層の不織繊維構造を観察した。電子顕微鏡写真より無作為に選択した100本(実施例3、4及び比較例5については50本)の繊維径を測定し、数平均粒子径及び標準偏差を求めた。さらに、変動率を下記式に従って算出した。
【0122】
変動率(%)=標準偏差/数平均繊維径×100
[密着感]
サンプルをフェイスマスクの形に切り出し、サンプル質量に対して900質量%の化粧料(カネボウ化粧品(株)製「フレッシェル エッセンスローションAL」)を含浸し上体を起こした姿勢でフェィスマスクとして使用した。5名の被験者により、20分使用後の密着感を以下の基準に従って官能評価した。
【0123】
<評価基準>
〇:肌への沿いが良く、使用開始直後と変わらないか又はそれ以上の密着感を感じた
△:肌への沿いは良いが、使用開始直後に比べ密着感は低下した
×:肌への沿いが悪く、ズレ、剥がれが生じた。また、使用開始直後に比べ密着感は著しく低下した。
【0124】
[毛羽立ち感]
密着感の評価と同時に、フェイスマスクの毛羽立ちを下記の基準で評価した。
【0125】
<評価基準>
〇:着脱時にフェイスマスクからの毛羽立ちがなく、不快感を感じなかった
×:着脱時にフェイスマスクからの毛羽立ちが多く、不快感を感じた。
【0126】
積層シートの原料として、以下の原料をそれぞれ準備した。
【0127】
[潜在捲縮性繊維]:ポリエチレンテレフタレート樹脂(A成分)と、変性ポリエチレンテレフタレート樹脂(B成分)とで構成されたサイドバイサイド型複合ステープル繊維、東洋紡績(株)製「USW」、12μm×51mm長、機械捲縮数15個/25mm、130℃×1分熱処理後における捲縮数33個/mm、ピッチ30μm、平均曲率半径20〜40μm
[レーヨン繊維]:再生セルロース繊維、オースミケンシ(株)製「ホープ」、平均繊維径12μm、繊維長40mm
[ポリエステル繊維]:ポリエチレンテレフタレート(PET)繊維、東レ(TORAY)(株)製、平均繊維径12μm、繊維長51mm
[ポリプロピレン(PP)樹脂]:MFR(230℃、2.16kg)=1100g/10分
[ポリアミド(PA)樹脂]:MFR(230℃、2.16kg)=45g/10分
[ポリエステル(PBT)樹脂]:MFR(235℃、2.16kg)=90g/10分。
【0128】
(実施例1)
ポリプロピレン樹脂(MFR=1100g/10分)100質量部を用いて、一般的なメルトブローン製造設備を使用し、紡糸温度260℃、エアー温度270℃、エアー圧力0.4MPa、孔径0.3mmφ、単孔吐出量0.2g/孔・分、口金における紡糸孔数400個(1列配置)にてメルトブローン紡糸を行い、速度50m/分で回転するネットコンベアを支持体として捕集し、目付5g/m2のメルトブローン不織布シートを製造し、巻き取った。
【0129】
潜在捲縮性繊維を10質量部、レーヨン繊維を40質量部、ポリエステル繊維を50質量部の割合で用いて均一に混綿した後、目付50g/m2のセミランダムカードウェブを常法により作製し、このカードウェブを開口率25%、穴径0.3mmのパンチングドラム支持体上に載置して速度50m/分で長手方向に連続的に移送すると同時に、上方から高圧水流を噴射して交絡処理を行って、交絡した繊維ウェブ(不織布)を製造した。この交絡処理に当たっては、穴径0.12mmのオリフィスをウェブの幅方向に沿って0.6mmの間隔で設けてあるノズル2本を使用し(隣接するノズル間の距離20cm)、1列目のノズルから噴射した高圧水流の水圧を3.0MPa、2列目のノズルから噴射した高圧水流の水圧を3.0MPaとして行った。
【0130】
先に製造した目付5g/m2のメルトブローン不織布シートを巻き出し装置から巻き出し、ウェブと重ね合わせ、さらに細かい網目を有する全体に平坦な支持体に載置して連続的に移送すると共に高圧水流を噴射して交絡処理を行って、2つの不織布を構成する繊維を交絡させることによって複合させた。この交絡処理は、穴径0.10mmのオリフィスをウェブの幅方向に沿って0.6mmの間隔で設けてあるノズル2本を使用して、いずれも高圧水流の水圧3MPaの条件下で行った。さらに、シリンダー乾燥機にてドラム温度110℃で乾燥して、目付けが55.2g/m2の複合不織布を得た。この不織布の乾燥による収縮率は、幅方向及び長さ方向ともに0%であった。
【0131】
得られた不織布シートの厚みの比率は、密着層1に対し保液層10.9であった(密着層42μm、保液層458μm)。また、得られた不織布シートのメルトブローン不織布によって構成される密着層の数平均繊維径は3.12μmであり、繊維径分布の標準偏差は1.320であり、変動率は51.33%であった。さらに、得られた不織布シートは、密着感、毛羽立ち感ともに、被験者5人全員が「○」と判定した。
【0132】
さらに、得られた不織布シートは、引張強度がMD方向:129.3N/5cm、CD方向:25.4N/5cm、引張伸度がMD方向:32.8%、CD方向:143%であった。
【0133】
実施例2
ポリアミド樹脂(MFR=45g/10分)100質量部を用いて、一般的なメルトブローン製造設備を使用し、紡糸温度280℃、エアー温度280℃、エアー圧力0.4MPa、孔径0.3mmφ、単孔吐出量0.3g/孔・分、速度19m/分で口金における紡糸孔数400個(1列配置)にてメルトブローン紡糸を行い、回転するネットコンベアを支持体として捕集し、目付10g/m2のメルトブローン不織布シートを製造し、巻き取った。
【0134】
潜在捲縮性繊維を20質量部、レーヨン繊維を40質量部、ポリエステル繊維を40質量部の割合で用いる以外は実施例1と同様にしてメルトブローン不織布を製造した後、高圧水流の水圧を4MPaとし、シリンダー乾燥機によるドラム温度を120℃とする以外は実施例1と同様にしてスパンレース法により目付けが66.2g/m2の複合不織布を得た。この不織布の乾燥による収縮率は、幅方向が5%であり、長さ方向は0%であった。
【0135】
得られた不織布シートの厚みの比率は、密着層1に対し保液層9.8(密着層50μm、保液層490μm)であった。また、得られた不織布シートのメルトブローン不織布によって構成される密着層の数平均繊維径は4.22μmであり、繊維径分布の標準偏差は1.430であり、変動率は30.85%であった。さらに、得られた不織布シートは、密着感、毛羽立ち感ともに、被験者5人全員が「○」と判定した。
【0136】
さらに、得られた不織布シートは、引張強度がMD方向:135.7N/5cm、CD方向:22.5N/5cm、引張伸度がMD方向:30.4%、CD方向:136.8%であった。
【0137】
実施例3
ポリエステル樹脂(MFR=90g/10分)100質量部を用いて、一般的なメルトブローン製造設備を使用し、紡糸温度280℃、エアー温度290℃、エアー圧力0.4MPa、孔径0.3mmφ、単孔吐出量0.3g/孔・分、口金における紡糸孔数400個(1列配置)にてメルトブローン紡糸を行い、速度19m/分で回転するネットコンベアを支持体として捕集し、目付10g/m2のメルトブローン不織布シートを製造し、巻き取った。
【0138】
潜在捲縮性繊維を30質量部、レーヨン繊維を60質量部、ポリエステル繊維を10質量部の割合で用いる以外は実施例1と同様にしてメルトブローン不織布を製造した後、高圧水流の水圧を4MPaとし、シリンダー乾燥機によるドラム温度を120℃とする以外は実施例1と同様にしてスパンレース法により目付けが82.9g/m2の複合不織布を得た。この不織布の乾燥による収縮率は、幅方向が10%であり、長さ方向は0%であった。
【0139】
得られた不織布シートの厚みの比率は、密着層1に対し保液層11.9(密着層51μm、保液層609μm)であった。また、得られた不織布シートのメルトブローン不織布によって構成される密着層の数平均繊維径は5.05μmであり、繊維径分布の標準偏差は1.530であり、変動率は29.77%であった。さらに、得られた不織布シートは、密着感、毛羽立ち感ともに、被験者5人全員が「○」と判定した。
【0140】
さらに、得られた不織布シートは、引張強度がMD方向:185.2N/5cm、CD方向:28.0N/5cm、引張伸度がMD方向:30.6%、CD方向:128.6%であった。
【0141】
実施例3で得られた不織布シートの保液層の表面のSEM写真を図1に示し、保液層の厚み方向の断面のSEM写真を図2に示し、密着層の厚み方向の断面のSEM写真を図3に示す。これらの写真から明らかなように、保液層において、捲縮繊維が適度に他の繊維と交絡している。
【0142】
比較例1
潜在捲縮性繊維を100質量部を用いて、目付30g/m2のセミランダムカードウェブを常法により作製し、このカードウェブを開口率25%、穴径0.3mmのパンチングドラム支持体上に載置して速度50m/分で長手方向に連続的に移送すると同時に、上方から高圧水流を噴射して交絡処理を行った。この交絡処理に当たっては、穴径0.12mmのオリフィスをウェブの幅方向に沿って0.6mmの間隔で設けてあるノズル2本を使用し(隣接するノズル間の距離20cm)、1列目のノズルから噴射した高圧水流の水圧を1.5MPa、2列目のノズルから噴射した高圧水流の水圧を1.5MPaとして行った。ウェブの上下を反転させ、さらに細かい網目を有する全体に平坦な支持体に載置して連続的に移送するとともに、高圧水流を噴射して交絡処理を行った。この交絡処理は、ウェブの幅方向に沿って0.6mmの間隔で設けた穴径0.10mmのオリフィスを有するノズル2本を使用して、いずれも高圧水流の水圧2.0MPaの条件下で行った。さらに、120℃の熱風で乾燥して、目付けが62.2g/m2の不織布を得た。この不織布の乾燥による収縮率は、幅方向及び長さ方向ともに30%であった。
【0143】
得られた不織布シートは、密着感を被験者5人全員が「×」と判定し、毛羽立ち感を被験者5人全員が「○」と判定した。
【0144】
さらに、得られた不織布シートは、引張強度がMD方向:155.9N/5cm、CD方向:73.1N/5cm、引張伸度がMD方向:112.3%、CD方向:183.3%であった。
【0145】
比較例2
潜在捲縮性繊維を20質量部、ポリエステル繊維を80質量部の割合で用いて均一に混綿した後、目付50g/m2のセミランダムカードウェブを常法により作製し、目付55g/m2のセミランダムカードウェブを常法により作製し、このカードウェブを開口率25%、穴径0.3mmのパンチングドラム支持体上に載置して速度50m/分で長手方向に連続的に移送すると同時に、上方から高圧水流を噴射して交絡処理を行った。この交絡処理に当たっては、穴径0.12mmのオリフィスをウェブの幅方向に沿って0.6mmの間隔で設けてあるノズル2本を使用し(隣接するノズル間の距離20cm)、1列目のノズルから噴射した高圧水流の水圧を2.0MPa、2列目のノズルから噴射した高圧水流の水圧を1.5MPaとして行った。ウェブの上下を反転させ、さらに細かい網目を有する全体に平坦な支持体に載置して連続的に移送するとともに、高圧水流を噴射して交絡処理を行った。この交絡処理は、ウェブの幅方向に沿って0.6mmの間隔で設けた穴径0.10mmのオリフィスを有するノズル2本を使用して、いずれも高圧水流の水圧3.0MPaの条件下で行った。さらに、120℃の熱風で乾燥して、目付けが64.4g/m2の不織布を得た。この不織布の乾燥による収縮率は、幅方向が5%であり、長さ方向は10%であった。
【0146】
得られた不織布シートは、密着感を被験者5人全員が「×」と判定し、毛羽立ち感を被験者5人全員が「○」と判定した。
【0147】
さらに、得られた不織布シートは、引張強度がMD方向:160.8N/5cm、CD方向:70.3N/5cm、引張伸度がMD方向:104.4%、CD方向:163.3%であった。
【0148】
比較例3
実施例1と同様にして、ポリプロピレン系樹脂を用いて目付5g/m2のメルトブローン不織布シートを製造した。
【0149】
レーヨン繊維を40質量部、ポリエステル繊維を60質量部の割合で用い、高圧水流の水圧を1.5MPaとする以外は実施例1と同様にしてメルトブローン不織布を製造した後、シリンダー乾燥機によるドラム温度を120℃とする以外は実施例1と同様にしてスパンレース法により目付けが61.1g/m2の複合不織布を得た。この不織布の乾燥による収縮率は、幅方向及び長さ方向ともに0%であった。
【0150】
得られた不織布シートの厚みの比率は、密着層1に対し保液層13.1(密着層44μm、保液層576μm)であった。また、得られた不織布シートのメルトブローン不織布によって構成される密着層の数平均繊維径は3.12μmであり、繊維径分布の標準偏差は1.344であり、変動率は52.67%であった。さらに、得られた不織布シートは、密着感を被験者5人全員が「○」と判定し、毛羽立ち感を被験者5人全員が「×」と判定した。
【0151】
さらに、得られた不織布シートは、引張強度がMD方向:100.8N/5cm、CD方向:15.5N/5cm、引張伸度がMD方向:30.4%、CD方向:122.5%であった。
【0152】
比較例3で得られた不織布シートの保液層の表面のSEM写真を図4に示し、保液層の厚み方向の断面のSEM写真を図5に示し、密着層の厚み方向の断面のSEM写真を図6に示す。
【産業上の利用可能性】
【0153】
本発明の積層シートは、液状成分を吸収し、皮膚に接触させる用途、例えば、体液吸収用シート(例えば、ナプキンやおむつなどの表面材、おむつライナー、ウエットティッシュなど)、スキンケアシート(例えば、フェイスマスク、メイク除去シート、クレンジングシート又は身体洗浄用シート(汗拭きシート、油取りシートなど)、冷却シート、薬用シート(痒み抑制シート、湿布など)などに利用できる。特に、本発明の積層シートは、刺激に敏感な部分、貼付しても重力や動きによって剥がれやすい部分などを含め、人体のあらゆる部分に密着し、高い湿潤状態を保つことができるため、顔全体、鼻、目元、口元、首などの保湿、美白等の効能成分を含浸したマスクや、化粧を浮かせ拭き取るクレンジングシート、血行促進成分や、皮膚かゆみ抑制成分を含浸した薬用又は治療用シート、揮発性の液体を含浸させ気化熱により冷却する冷却シートなどに特に有用である。
【特許請求の範囲】
【請求項1】
液状成分を吸収可能な保液層と、この保液層の少なくとも一方の面に積層され、前記液状成分を透過可能であり、かつ皮膚と接触可能な密着層とを含む積層シートであって、前記保液層が、捲縮繊維を含む不織繊維集合体で形成され、かつ前記密着層が数平均繊維径10μm以下である不織繊維集合体で形成されている積層シート。
【請求項2】
捲縮繊維の割合が不織布全体に対して50質量%以下である請求項1記載の積層シート。
【請求項3】
保液層において、不織繊維集合体が、さらに親水性繊維を含む請求項1又は2記載の積層シート。
【請求項4】
親水性繊維の割合が、捲縮繊維100質量部に対して50〜1000質量部である請求項3記載の積層シート。
【請求項5】
保液層において、不織繊維集合体が、さらに疎水性繊維を含む請求項1〜4のいずれかに記載の積層シート。
【請求項6】
疎水性繊維の割合が、捲縮繊維100質量部に対して、10〜1000質量部である請求項5記載の積層シート。
【請求項7】
捲縮繊維が、10〜250μmの平均曲率半径を有し、かつポリアルキレンアリレート系樹脂と変性ポリアルキレンアリレート系樹脂とで構成された並列型又は偏芯芯鞘型複合繊維である請求項1〜6のいずれかに記載の積層シート。
【請求項8】
保液層が、セミランダムウェブ又はパラレルウェブを水流絡合させたスパンレース不織布で形成されている請求項1〜7のいずれかに記載の積層シート。
【請求項9】
密着層が、繊維径の標準偏差が5以下であるメルトブローン不織布で形成されている請求項1〜8のいずれかに記載の積層シート。
【請求項10】
密着層と保液層との厚み割合が、密着層/保液層=1/4〜1/100である請求項1〜9のいずれかに記載の積層シート。
【請求項11】
液状成分を含浸させた請求項1〜10のいずれかに記載の積層シート。
【請求項12】
化粧料を含む液状成分を含浸させたスキンケアシートである請求項11記載の積層シート。
【請求項13】
フェイスマスクである請求項12記載の積層シート。
【請求項14】
密着層をメルトブローン法で形成し、不織繊維集合体で形成された保液層の少なくとも一方の面に積層する積層工程、及び保液層の不織繊維集合体に含まれる潜在捲縮性繊維を加熱し潜在捲縮性繊維の捲縮を発現させる加熱工程を含む請求項1記載の積層シートの製造方法。
【請求項15】
積層工程において、潜在捲縮性繊維と親水性繊維と疎水性繊維とをスパンレース法で交絡させて保液層を形成した後、得られた保液層と密着層とをさらにスパンレース法で交絡させるか、又は得られた保液層に密着層を直接吹き付ける請求項14記載の製造方法。
【請求項16】
加熱工程において、積層工程で形成された積層体を加熱する請求項14又は15記載の製造方法。
【請求項17】
請求項1〜16のいずれかに記載の積層シートを、液状成分を含浸した状態で、密着層を皮膚に接触させる積層シートの使用方法。
【請求項1】
液状成分を吸収可能な保液層と、この保液層の少なくとも一方の面に積層され、前記液状成分を透過可能であり、かつ皮膚と接触可能な密着層とを含む積層シートであって、前記保液層が、捲縮繊維を含む不織繊維集合体で形成され、かつ前記密着層が数平均繊維径10μm以下である不織繊維集合体で形成されている積層シート。
【請求項2】
捲縮繊維の割合が不織布全体に対して50質量%以下である請求項1記載の積層シート。
【請求項3】
保液層において、不織繊維集合体が、さらに親水性繊維を含む請求項1又は2記載の積層シート。
【請求項4】
親水性繊維の割合が、捲縮繊維100質量部に対して50〜1000質量部である請求項3記載の積層シート。
【請求項5】
保液層において、不織繊維集合体が、さらに疎水性繊維を含む請求項1〜4のいずれかに記載の積層シート。
【請求項6】
疎水性繊維の割合が、捲縮繊維100質量部に対して、10〜1000質量部である請求項5記載の積層シート。
【請求項7】
捲縮繊維が、10〜250μmの平均曲率半径を有し、かつポリアルキレンアリレート系樹脂と変性ポリアルキレンアリレート系樹脂とで構成された並列型又は偏芯芯鞘型複合繊維である請求項1〜6のいずれかに記載の積層シート。
【請求項8】
保液層が、セミランダムウェブ又はパラレルウェブを水流絡合させたスパンレース不織布で形成されている請求項1〜7のいずれかに記載の積層シート。
【請求項9】
密着層が、繊維径の標準偏差が5以下であるメルトブローン不織布で形成されている請求項1〜8のいずれかに記載の積層シート。
【請求項10】
密着層と保液層との厚み割合が、密着層/保液層=1/4〜1/100である請求項1〜9のいずれかに記載の積層シート。
【請求項11】
液状成分を含浸させた請求項1〜10のいずれかに記載の積層シート。
【請求項12】
化粧料を含む液状成分を含浸させたスキンケアシートである請求項11記載の積層シート。
【請求項13】
フェイスマスクである請求項12記載の積層シート。
【請求項14】
密着層をメルトブローン法で形成し、不織繊維集合体で形成された保液層の少なくとも一方の面に積層する積層工程、及び保液層の不織繊維集合体に含まれる潜在捲縮性繊維を加熱し潜在捲縮性繊維の捲縮を発現させる加熱工程を含む請求項1記載の積層シートの製造方法。
【請求項15】
積層工程において、潜在捲縮性繊維と親水性繊維と疎水性繊維とをスパンレース法で交絡させて保液層を形成した後、得られた保液層と密着層とをさらにスパンレース法で交絡させるか、又は得られた保液層に密着層を直接吹き付ける請求項14記載の製造方法。
【請求項16】
加熱工程において、積層工程で形成された積層体を加熱する請求項14又は15記載の製造方法。
【請求項17】
請求項1〜16のいずれかに記載の積層シートを、液状成分を含浸した状態で、密着層を皮膚に接触させる積層シートの使用方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−214922(P2012−214922A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2011−80384(P2011−80384)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(307046545)クラレクラフレックス株式会社 (50)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(307046545)クラレクラフレックス株式会社 (50)
【Fターム(参考)】
[ Back to top ]