
積層セラミック電子部品の製造方法、およびセラミックグリーンシートの積層プレス装置

【課題】セラミックグリーンシートの積層プレス工程において、積層体内のボイドの形成、およびセラミックグリーンシートの変形、破断を防止することができ、さらには、セラミックグリーンシートの位置ずれを起こすことなく高精度に積層プレスを行うことができ、その結果、積層セラミック電子部品における層間の剥離(デラミネーション)、接着不良(ノンラミネーション)、積層ズレ、ショート不良等の電気特性の劣化を防止することができる積層セラミック電子部品の製造方法、およびセラミックグリーンシートの積層プレス装置を提供すること。
【解決手段】第1プレス工程において、少なくとも一層のセラミックグリーンシートを含む積層体29に対して、セラミックグリーンシート31の特定領域をプレスする。次に、第2プレス工程において、積層体29に対して、特定領域を含むセラミックグリーンシート31の全体をプレスする。
【解決手段】第1プレス工程において、少なくとも一層のセラミックグリーンシートを含む積層体29に対して、セラミックグリーンシート31の特定領域をプレスする。次に、第2プレス工程において、積層体29に対して、特定領域を含むセラミックグリーンシート31の全体をプレスする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、積層セラミック電子部品の製造方法に係り、さらに詳しくは、セラミックグリーンシートの積層プレス工程、および積層プレス装置に関する。
【背景技術】
【0002】
積層セラミック電子部品の一例である積層型セラミックコンデンサは、所定の組成の誘電体磁器組成物で構成してある誘電体層と、各種金属を主成分とする内部電極層とが交互に複数積層したコンデンサ素子本体を有する。この種の積層セラミックコンデンサは、通常、誘電体磁器組成物からなるセラミックグリーンシート上に内部電極ペーストを印刷し、内部電極ペーストを印刷した複数枚のグリーンシートを積層し、セラミックグリーンシートの積層体を所定の寸法に切断して得たセラミックグリーンチップを脱バインダ処理し、焼成し、焼成後のセラミックグリーンチップに端子電極を形成することによって形成される(特許文献1参照)。
【0003】
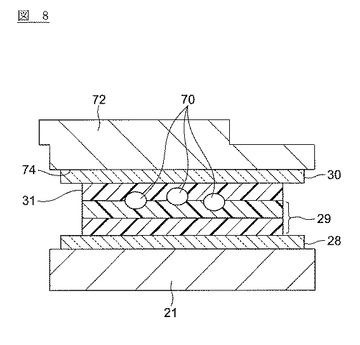
図8に示すように、セラミックグリーンシートの積層プレス工程では、キャリアフィルム30上に形成されたセラミックグリーンシート31を、セラミックグリーンシートの積層体29に仮に圧着させ、さらに、これらを金型でプレスする。
【0004】
しかしながら、従来の方法では、セラミックグリーンシート31を積層体29に仮に圧着させる際、セラミックグリーンシート31全体に対して均一に加圧し、セラミックグリーンシート31を積層体29へ一度に圧着させるため、グリーンシート31と積層体29との間に空気が残留して、ボイド70(隙間)が形成されてしまう。ボイド70は、金型でプレスした以降も、積層体内に残留してしまう。積層体内に残留したボイドは、誘電体層あるいは電極層の剥離(デラミネーション)、接着不良(ノンラミネーション)、積層ズレ、コンデンサにおける電気特性の劣化(ショート不良等)を引き起こす。
【0005】
特許文献2および3においては、ボイドの形成を防止する方法が示されている。特許文献2、3では、セラミックグリーンシート対して、凸型に湾曲した弾性体の押圧部材を押し付け、セラミックグリーンシートの中央部から周辺部に向けて順に加圧し、セラミックグリーンシートを積層体にプレスする。
【0006】
しかしながら、特許文献2、3では、押圧部材の強い弾性力によって、加圧中にセラミックグリーンシートが変形(湾曲)、破断する恐れがある。この変形、破断は、積層ズレ、コンデンサにおける静電容量の低下、ショート不良の原因となってしまう。また、特許文献2、3では、加圧開始時点において、押圧部材と、セラミックグリーンシートとが非接触の状態にあり、両者の位置関係が充分に固定されていない。その結果、押圧部材と、セラミックグリーンシートとの間に位置ずれが起きやすい。この位置ずれも、積層ズレ、コンデンサにおける静電容量の低下、ショート不良の原因となってしまう。
【0007】
さらに、特許文献2、3では、押圧力が、押圧部材(金属板、ばね板)に固有の弾性率に大きく左右される。よって、押圧力を自在に調節することが困難である。その結果、セラミックグリーンシートの変形、加圧跡、ボイドの発生を充分に防止できない恐れがある。
【特許文献1】特開2002−273719号公報
【特許文献2】特開平5−251263号公報
【特許文献3】特開平11−354380号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、このような実状に鑑みてなされ、その目的は、セラミックグリーンシートの積層プレス工程において、積層体内のボイドの形成、およびセラミックグリーンシートの変形、破断を防止することができ、さらには、セラミックグリーンシートの位置ずれを起こすことなく高精度に積層プレスを行うことができ、その結果、積層セラミック電子部品における層間の剥離(デラミネーション)、接着不良(ノンラミネーション)、積層ズレ、ショート不良等の電気特性の劣化を防止することができる積層セラミック電子部品の製造方法、およびセラミックグリーンシートの積層プレス装置を提供することである。
【課題を解決するための手段】
【0009】
上記目的を達成するために、本発明に係る積層セラミック電子部品の製造方法は、
画像処理によって、搬送板に対するセラミックグリーンシートの位置決めを行い、位置決め後の前記セラミックグリーンシートを前記搬送板に密着保持させる工程と、
少なくとも一層のセラミックグリーンシートを含む積層体に対して、前記搬送板に密着保持された前記セラミックグリーンシートの特定領域をプレスする第1プレス工程と、
前記特定領域を含む前記セラミックグリーンシートの全体を金型でプレスする第2プレス工程とを有する。
【0010】
画像処理によって、搬送板に対するセラミックグリーンシートの位置決めを高精度に行った後に、セラミックグリーンシートを搬送板に密着保持させる。よって、第1プレス工程においては、セラミックグリーンシートが、常に搬送板における保持面の所定位置に固定されている。その結果、積層ズレ、それに起因する静電容量の低下、ショート不良等を防止することができる。また、第1プレス工程において、セラミックグリーンシートの特定領域をプレスすることにより、特定領域から、外部に向かって空気が押し出される。このため、第2プレス工程において、セラミックグリーンシートと積層体との間に空気が取り込まれることがなく、ボイドが形成されない。
【0011】
また、第1プレス工程においては、セラミックグリーンシートは、常に搬送板に密着保持されているため、セラミックグリーンシートが変形(湾曲)、破断することを防止できる。その結果、積層ズレ、それに起因する静電容量の低下、ショート不良等を防止することができる。
【0012】
本発明に係るセラミックグリーンシートの積層プレス装置は、
少なくとも一層のセラミックグリーンシートを含む積層体をプレスするための金型と、
セラミックグリーンシートを、前記金型の型内部に設置された前記積層体に対して前記セラミックグリーンシートをプレスするための位置へ搬送し、前記セラミックグリーンシートを前記積層体に対してプレスするための搬送板と、
前記搬送板に対する前記セラミックグリーンシートの位置決めを行うための画像処理機構と、を有し、
前記搬送板が、前記セラミックグリーンシートを密着保持するための保持面を有し、
前記保持面が、前記保持面から突出している凸部を有する。
【0013】
本発明に係るセラミックグリーンシートの積層プレス装置では、第1プレス工程において、凸部によってセラミックグリーンシートの特定領域をプレスする。第2プレス工程において、金型でセラミックグリーンシートの全体をプレスする。
【0014】
好ましくは、前記特定領域の面積S1と、前記セラミックグリーンシート全体の面積S0との比S1/S0が、0.01<S1/S0<0.7、より好ましくは、0.02≦S1/S0≦0.5である。
【0015】
S1/S0を、0.01<S1/S0<0.7、より好ましくは、0.02≦S1/S0≦0.5とすることによって、ボイドの形成を防止することができる。S1/S0が小さ過ぎると、積層ズレが生じる傾向にあり、S1/S0が大き過ぎると、積層体内に空気が取り込まれて、ボイドが形成される傾向にある。S1/S0を上記の範囲内とすることによって、これらの不具合を防止できる。
【0016】
好ましくは、前記積層体および前記セラミックグリーンシートの少なくとも何れか1つには、内部電極層が形成されている。
【0017】
好ましくは、前記特定領域が、前記セラミックグリーンシートの中心部である。なお、セラミックグリーンシートの中心部とは、長方形状(あるいは正方形状)のセラミックグリーンシートにおける対角線の交点近辺を意味する。
【0018】
特定領域として、セラミックグリーンシートの中心部のみをプレスすることにより、中心部から外部に向かって、むらなく空気が押し出される。
【0019】
好ましくは、前記特定領域の面積S1が1.0[cm2]≦S1≦50[cm2]である。
【0020】
面積S1が小さ過ぎると、積層ズレが生じる傾向にあり、面積S1が大き過ぎると、積層体内に空気が取り込まれて、ボイドが形成される傾向にある。面積S1を上記の範囲内とすることによって、これらの不具合を防止できる。
【0021】
好ましくは、前記第1プレス工程において、前記特定領域のみをプレスする圧力P1が、5.0×104[Pa]<P1<1.0×106[Pa]、より好ましくは、1.0×105[Pa]≦P1≦5.0×105[Pa]である。
【0022】
圧力P1が低すぎると、セラミックグリーンシートを圧着する強度が十分でなく、積層ズレが生じる傾向にある。圧力P1が高すぎると、セラミックグリーンシートに跡が付く傾向にある。圧力P1 を上記の範囲内とすることによって、これらの不具合を防止できる。
【0023】
好ましくは、前記第2プレス工程において、前記セラミックグリーンシートの全体をプレスする圧力P2が、3.0×106[Pa]≦P2≦1.0×107[Pa]である。
【0024】
圧力P2が低すぎると、セラミックグリーンシートのデラミネーション、ノンラミネーションが生じる傾向にある。圧力P2が高すぎると、積層数が増えるに連れて積層体の中心部分に圧力が繰り返し作用することになる。その結果、中心部分におけるセラミックグリーンシートが薄くなる傾向にあり、積層体が変形する恐れがある。圧力P2 を上記の範囲内とすることによって、これらの不具合を防止することができる。
【0025】
前記突出高さt1は、好ましくは、5.0[μm]≦t1≦40[μm]、より好ましくは、5.0[μm]≦t1≦30[μm]である。
【0026】
突出高さt1が小さ過ぎると、ボイドが形成される傾向にある。前記突出高さt1が大き過ぎると、セラミックグリーンシートに跡が付く傾向にある。突出高さt1 を上記の範囲内とすることによって、これらの不具合を防止することができる。
【0027】
好ましくは、前記凸部の硬度が、前記セラミックグリーンシートの硬度以下である。すなわち、凸部を構成する部材の硬度を、セラミックグリーンシートの硬度以下とする。その結果、第1プレス工程において、セラミックグリーンシートに加圧跡が付くことを防止できる。
【発明の効果】
【0028】
本発明に係る積層セラミック電子部品の製造方法、およびセラミックグリーンシートの積層プレス装置を用いることによって、セラミックグリーンシートの積層プレス工程において、積層体内のボイドの形成、およびセラミックグリーンシートの変形、破断を防止することができ、さらには、搬送板に対するセラミックグリーンシートの位置決めを高精度に行うことができる。その結果、積層セラミック電子部品における層間の剥離(デラミネーション)、接着不良(ノンラミネーション)、積層ズレ、ショート不良等の電気特性の劣化を防止することができる。
【発明を実施するための最良の形態】
【0029】
以下、本発明を、図面に示す実施形態に基づき説明する。
図1は、本発明の一実施形態に係る積層セラミックコンデンサの概略断面図、
図2は、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置(第1プレス工程前)、
図3は、本発明の一実施形態に係る第1プレス工程後の積層体の概略断面図、
図4は、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置(第1プレスの状態)、
図5は、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置(第1プレス工程直後の状態)、
図6は、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置(第2プレスの状態)、
図7は、本発明の一実施形態に係る、第1プレス工程における特定領域と、セラミックグリーンシートとの位置関係を示す模式図、
図8は、積層体内に形成されるボイドの模式図である。
【0030】
積層セラミックコンデンサの構造
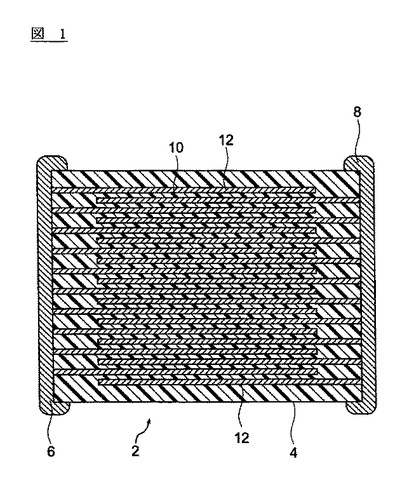
図1に示すように、本発明の一実施形態に係る積層セラミックコンデンサ2は、誘電体層10と内部電極層12とが交互に複数積層された構成のコンデンサ素子本体4を有する。コンデンサ素子本体4の両端部には、素子本体4の内部で交互に配置された内部電極層12と各々導通する一対の外部電極6、8が形成してある。コンデンサ素子本体4の形状に特に制限はないが、通常、直方体状とされる。また、その寸法にも特に制限はなく、用途に応じて適当な寸法とすればよいが、通常、(0.4〜6.0)[mm]×(0.2〜5.4)[mm]×(0.2〜5.0)[mm]程度である。
【0031】
内部電極層12は、各端面がコンデンサ素子本体4の対向する2端部の表面に交互に露出するように積層してある。一対の外部電極6、8は、コンデンサ素子本体4の両端部に形成され、交互に配置された内部電極層12の露出端面に接続されて、コンデンサ回路を構成する。
【0032】
各誘電体層10の厚みは、特に限定されないが、数μm程度が一般的である。内部電極層12の厚みも、特に限定されないが、数μm程度が一般的である。
【0033】
次に、本発明の一実施形態に係る積層セラミックコンデンサ2の製造方法を説明する。
【0034】
セラミックグリーンシートの製造方法
図1に示す誘電体層10を構成することになるセラミックグリーンシートを製造する。
【0035】
まず、セラミック粉体を準備する。セラミック粉体は、原料として、チタン酸カルシウム、チタン酸ストロンチウム、チタン酸バリウムなどの主成分の他、アルカリ土類金属、遷移金属、希土類元素、ガラス組成物などの副成分を含む。
【0036】
なお、セラミック粉体の原料を予めボールミルなどによって混合し、乾燥した粉体を仮焼した後、仮焼きした物を粗粉砕してセラミック粉体としても良い。また、薄いセラミックグリーンシートを形成するためには、セラミックグリーンシート厚みよりも小さい粒子径のセラミック粉体を使用することが望ましい。
【0037】
次に、セラミック粉体、溶剤、分散剤、可塑剤、バインダ、およびその他の成分に対して、ボールミル、ビーズミルなどで混合、分散処理を行い、セラミックスラリーを得る。
【0038】
溶剤としては、特に限定されないが、グリコール類、アルコール、ケトン類、エステル類、芳香族類などが例示される。
【0039】
分散剤としては、特に限定されないが、マレイン酸系分散剤、ポリエチレングリコール系分散剤、アリルエーテルコポリマー分散剤が例示される。
【0040】
可塑剤としては、特に限定されないが、フタル酸エステル、アジピン酸、燐酸エステル、グリコール類などが例示される。
【0041】
バインダとしては、特に限定されないが、アクリル樹脂、ポリビニルブチラール樹脂、ポリビニルアセタール樹脂、エチルセルロース樹脂などが例示いられる。
【0042】
次に、セラミックスラリーは、ダイコーター法あるいはドクタープレート法などにより、キャリアフィルム上にシート状に成形され、セラミックグリーンシートとなる。セラミックグリーンシートの厚さは、好ましくは、0.5〜5.0μmである。セラミックグリーンシートの厚さが厚すぎると取得容量が少なくなり、高容量化には適さない一方、あまりに薄すぎると、均一な誘電体層を形成することが困難となり、短絡不良が多発するという問題が生じやすい。
【0043】
キャリアフィルムの材質は、剥離時の適当な柔軟性と、支持体としての剛性とを持つものであれば特に限定されないが、通常、ポリエチレンテレフタレート(PET)などのポリエステルフィルムなどが好ましく用いられる。キャリアフィルムの厚さは、特に限定されないが、好ましくは、5〜100μmである。
【0044】
内部電極層用ペーストの製造方法
図1に示す内部電極層12を構成することになる内部電極層用ペーストを製造する。
【0045】
まず、導電性粉末を準備する。導電性粉末としては、特に限定されないが、Cu、Ni及びこれらの合金から選ばれる少なくとも1種で構成される。Ni又はNi合金としては、Mn、Cr、Co及びAlから選択される少なくとも1種の元素とNiとの合金が好ましい。なお、Ni又はNi合金中には、P、Fe、Mgなどの各種微量成分が含まれていてもよい。
【0046】
次に、導電性粉末、溶剤、分散剤、可塑剤、バインダ、添加物粉末などを、ボールミルなどで混練し、スラリー化することにより、内部電極層用ペーストを得る。
【0047】
溶剤としては、特に限定されないが、ターピネオール、ブチルカルビトール、ケロシン、アセトン、イソボニルアセテートなどが例示される。
【0048】
分散剤としては、特に限定されないが、マレイン酸系分散剤、ポリエチレングリコール系分散剤、アリルエーテルコポリマー分散剤が例示される。
【0049】
可塑剤としては、特に限定されないが、フタル酸エステル、アジピン酸、燐酸エステル、グリコール類などが例示される。
【0050】
バインダとしては、特に限定されないが、アクリル樹脂、ポリビニルブチラール樹脂、ポリビニルアセタール樹脂、エチルセルロース樹脂などが例示される。
【0051】
添加物粉末としては、グリーンシートに含まれるセラミック粉末と同じ組成の化合物が、共材として含まれる。共材は、焼成過程において導電性粉末の焼結を抑制する。
【0052】
内部電極パターンの形成
キャリアフィルム上に形成されたセラミックグリーンシートの表面に、内部電極層12となる内部電極パターンを形成する。内部電極パターンの形成方法は、内部電極パターンを均一に形成できる方法であれば特に限定されないが、スクリーン印刷法や転写法などが用いられる。
【0053】
内部電極パターンの厚さは、好ましくは0.5〜2.0μmである。内部電極パターンの厚さが厚すぎると、積層数を減少せざるをえなくなり取得容量が少なくなり、高容量化しにくく、さらに積層に際して内部電極パターンを印刷した部分と、印刷してないマージン部分との段差が大きくなりすぎ、短絡不良が生じやすくなる。一方、厚みが薄すぎると均一に形成することが困難であり、電極途切れが発生しやすくなる。内部電極パターンの面積は、誘電体グリーンシート10aの面積の10%以上、好ましくは30%以上であり、通常90%以下である。面積が狭すぎる場合は、取得容量が少なくなり、薄層化する意味が無くなる。
【0054】
セラミックグリーンシートの積層プレス工程
次に、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置について説明する。
【0055】
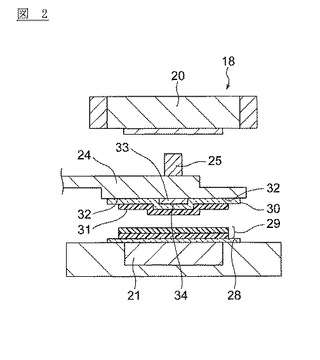
図2に示すように、積層プレス装置18は、上金型20、下金型21、搬送板24を有する。
【0056】
上金型20は、駆動源(図示省略)によって自在に上下動できる。
【0057】
図2に示すように、下金型21の型内部には、積層体29および/またはキャリアフィルム28が設置される。下金型21の型内部には、吸引孔(図示省略)が形成してあり、下金型21の外部から、真空吸引装置などの吸引手段(図示省略)により、吸引が可能である。この吸引により、積層体29および/またはキャリアフィルム28は、下金型21の型内部に固定される。このため、積層プレス工程における積層ズレが防止される。なお、通常、積層体29は、少なくとも一層のセラミックグリーンシートを含む。
【0058】
上金型20、下金型21のいずれかには、型内面を加熱するためのヒータなどの加熱手段(図示省略)が設けてあってもよい。このことにより、セラミックグリーンシートおよび積層体を、加熱しながらプレスすることが可能となる。
【0059】
搬送板24は、セラミックグリーンシート31および/またはキャリアフィルム30を密着保持するための保持面32を有する。保持面32の略中央部において、凸部33が突出している。また、搬送板24は、エアシリンダー25を有する。なお、搬送板24には、保持面32に密着保持されたセラミックグリーンシート31を加熱するための過熱手段(図示省略)が設けてあってもよい。このことにより、セラミックグリーンシート31を、加熱しながらプレスすることが可能となる。
【0060】
図3に示すように、凸部33は、保持面32に対して、突出高さt1で突出している。好ましくは、凸部33の硬度を、セラミックグリーンシート31の硬度以下とする。すなわち、凸部33を構成する部材の硬度を、セラミックグリーンシート31の硬度以下とする。その結果、第1プレス工程において、セラミックグリーンシート31に加圧跡が付くことを防止できる。部33を構成する部材としては、特に限定されないが、PET(ポリエチレンテレフタラート)等が挙げられる。
【0061】
積層プレス装置18は、画像処理機構(図示省略)を有する。この画像処理機構によって、搬送板24に対するセラミックグリーンシート31の位置決めを高精度に行うことできる。
【0062】
次に、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置を用いて、セラミックグリーンシートの積層プレスを行う工程について説明する。
【0063】
まず、画像処理によって、搬送板24に対する、セラミックグリーンシート31が形成されたキャリアフィルム30の位置決めを行う。位置決め後、セラミックグリーンシート31が形成されたキャリアフィルム30を、搬送板24の保持面32に密着、保持させる。
【0064】
次に、図2に示すように、搬送板24によって、セラミックグリーンシート31が形成されたキャリアフィルム30が、積層体29の上方に搬送される。搬送板24は、積層体29の上方において、水平方向に自在に移動することができる。従って、積層体29に対するセラミックグリーンシート31の位置決めを高精度に行うことができる。その結果、積層プレス工程において積層ズレを防止することができる。
【0065】
なお、好ましくは、積層体29およびセラミックグリーンシート31の少なくとも何れか1つには、内部電極層が形成されている。本実施形態では、グリーンシート31の表面には、内部電極パターン、および内部電極パターンの段差解消パターン層が形成してある。また、内部電極パターンおよび段差解消パターン層の表面に、接着層が形成されていても良い。
【0066】
次に、図4に示すように、エアシリンダー25が伸長することにより、エアシリンダー25の端部が上金型20を押し、その反作用で搬送板24が、下金型21に向かって移動する。そして、凸部33の表面34によって、キャリアフィルム30を介してセラミックグリーンシート31の特定領域のみをプレスする。このプレスを第1プレス工程と呼ぶ。なお、プレスする際の搬送板24の駆動源は、エアシリンダー25に限定されない。
【0067】
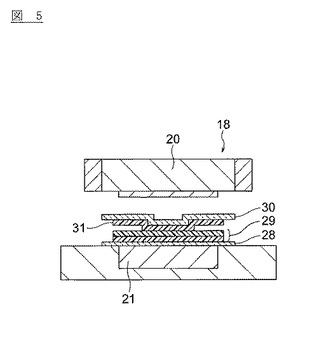
第1プレス工程後、セラミックグリーンシート31が形成されたキャリアフィルム30を、搬送板24の保持面32から剥離させる。その後、搬送板24を金型の外部へと移動させる。第1プレス工程後においては、図5に示すように、セラミックグリーンシート31の一部(特定領域)のみが、積層体29と接着している。
【0068】
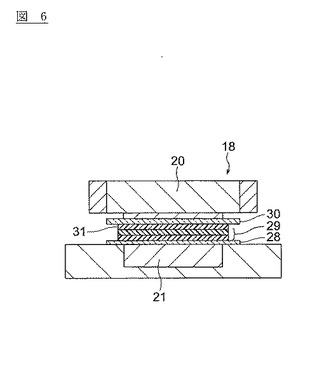
次に、図6に示すように、上金型20を下方へ移動させて、上金型20および下金型21により、セラミックグリーンシート31全体を積層体29へプレスする。これを第2プレス工程と呼ぶ。
【0069】
第1プレス工程で、セラミックグリーンシート31の特定領域のみをプレスすることにより、図3に示すように、特定領域から外部へ向かう方向(外部方向60)へ空気が押し出される。このため、第2プレス工程において、セラミックグリーンシート31と積層体29との間に空気が取り込まれることなく、図8に示すボイド70の形成が防止される。
【0070】
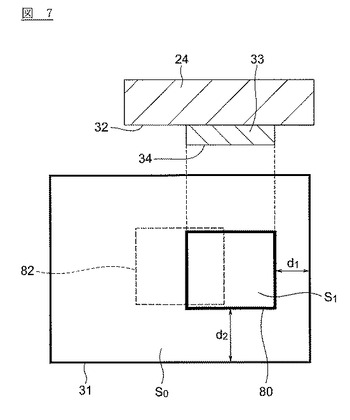
図7に示すように、凸部33の表面34の面積は、第1プレス工程でプレスするセラミックグリーンシート31の特定領域80の面積S1と等しい。第1プレス工程でプレスする特定領域80の面積S1と、第2プレス工程でプレスするセラミックグリーンシート31全体の面積S0との比S1/S0は、好ましくは、0.01<S1/S0<0.7、より好ましくは、0.02≦S1/S0≦0.5である。S1/S0をこの範囲内とすることによって、ボイドの形成を防止することができる。S1/S0が小さ過ぎると、積層ズレが生じる傾向にある。S1/S0が大き過ぎると、ボイドが形成される傾向にある。また、特定領域80の面積S1は、好ましくは、1.0[cm2]≦S1≦50[cm2]である。S1が小さ過ぎると、積層ズレが生じる傾向にある。S1が大き過ぎると、ボイドが形成される傾向にある。
【0071】
第1プレス工程において、セラミックグリーンシート31の特定領域80のみをプレスする際の圧力P1は、好ましくは、5.0×104[Pa]<P1<1.0×106[Pa]、より好ましくは、1.0×105[Pa]≦P1≦5.0×105[Pa]である。P1が低すぎると、セラミックグリーンシート31を圧着する強度が十分でなく、積層ズレが生じる傾向にある。P1が高すぎると、セラミックグリーンシート31に跡が付く傾向にある。
【0072】
図6に示す第2プレス工程において、セラミックグリーンシート31の全体をプレスする際の圧力P2は、好ましくは、3.0×106[Pa]≦P2≦1.0×107[Pa]である。P2が低すぎると、セラミックグリーンシート31のデラミネーション、ノンラミネーションが生じる傾向にある。P2が高すぎると、積層数が増えるに連れて積層体の下層部分に圧力が繰り返し作用することになり、積層体の中心部分におけるセラミックグリーンシートが薄くなる傾向にある。その結果、積層体の変形が大きくなる。
【0073】
突出高さt1は、好ましくは、5.0[μm]≦t1≦40[μm]、より好ましくは、5.0[μm]≦t1≦30[μm]である。t1が小さ過ぎると、ボイドが形成される傾向にある。t1が大き過ぎると、セラミックグリーンシート31に跡が付く傾向にある。
【0074】
コンデンサ素体の形成
本発明の実施形態に係るセラミックグリーンシートの積層プレス装置を用いて、電極層用ペーストが印刷されたセラミックグリーンシートを積層し、内層用積層体を得る。また、電極層用ペーストが印刷されていないグリーンシートを積層し、外層用積層体を得る。
【0075】
次に、外層用積層体および内層用積層体を積層させて、外層で内層の両面を挟む構造を持つ積層体を得る。
【0076】
次に、積層体を所定の寸法に切断してグリーンチップを得る。
【0077】
次に、グリーンチップに対して脱バインダ処理を行う。脱バインダ処理は、通常の条件で行えばよいが、内部電極層の導電体材料にNiやNi合金等の卑金属を用いる場合、特に下記の条件で行うことが好ましい。
雰囲気 :加湿したN2 とH2 との混合ガス。
保持温度:200〜600℃、
保持時間:0.5〜20時間、
昇温速度:5〜300℃/時間。
【0078】
次に、グリーンチップを焼成する。焼成条件は、下記の条件が好ましい。
保持温度:1100〜1300℃、
保持時間:0.5〜8時間、
昇温速度:50〜500℃/時間、
冷却速度:50〜500℃/時間、
雰囲気:加湿したN2 とH2 との混合ガス等。
【0079】
なお、焼成時の空気雰囲気中の酸素分圧は、10−2Pa以下、特に10−2〜10−8 Paにて行うことが好ましい。前記範囲を超えると、内部電極層が酸化する傾向にあり、また、酸素分圧があまり低すぎると、内部電極層の電極材料が異常焼結を起こし、途切れてしまう傾向にある。
【0080】
次に、焼成後のグリーンチップを熱処理して、図1に示すコンデンサ素子本体4を得る。焼成後の熱処理は、保持温度または最高温度を、好ましくは1000[℃]以上、さらに好ましくは1000〜1100[℃]として行う。熱処理時の保持温度または最高温度が、前記範囲未満では誘電体材料の酸化が不十分なために絶縁抵抗寿命が短くなる傾向にあり、前記範囲をこえると内部電極のNiが酸化し、容量が低下するだけでなく、誘電体素地と反応してしまい、寿命も短くなる傾向にある。熱処理の際の酸素分圧は、焼成時の還元雰囲気よりも高い酸素分圧であり、好ましくは10−3〜1[Pa]、より好ましくは10−2〜1[Pa]である。前記範囲未満では、誘電体層の再酸化が困難であり、前記範囲をこえると内部電極層が酸化する傾向にある。そして、そのほかの熱処理条件は下記の条件が好ましい。
保持時間:0〜6時間、
冷却速度:50〜500[℃]/時間、
雰囲気用ガス:加湿したN2 ガス等。
【0081】
なお、N2ガスや混合ガス等を加湿するには、例えばウェッター等を使用すればよい。この場合、水温は0〜75[℃]程度が好ましい。またグリーンチップの脱バインダ処理、焼成および熱処理は、それぞれを連続して行っても、独立に行ってもよい。これらを連続して行なう場合、脱バインダ処理後、冷却せずに雰囲気を変更し、続いて焼成の際の保持温度まで昇温して焼成を行ない、次いで冷却し、熱処理の保持温度に達したときに雰囲気を変更して熱処理を行なうことが好ましい。一方、これらを独立して行なう場合、焼成に際しては、脱バインダ処理時の保持温度までN2 ガスあるいは加湿したN2 ガス雰囲気下で昇温した後、雰囲気を変更してさらに昇温を続けることが好ましく、熱処理時の保持温度まで冷却した後は、再びN2 ガスあるいは加湿したN2 ガス雰囲気に変更して冷却を続けることが好ましい。また、熱処理に際しては、N2 ガス雰囲気下で保持温度まで昇温した後、雰囲気を変更してもよく、熱処理の全過程を加湿したN2 ガス雰囲気としてもよい。
【0082】
端子電極のめっき
コンデンサ素子本体4に対して、例えばバレル研磨、サンドプラスト等にて端面研磨を施し、端子電極用ペーストを焼きつけて端子電極6,8が形成される。端子電極用ペーストの焼成条件は、例えば、加湿したN2 とH2 との混合ガス中で600〜800[℃]にて10分間〜1時間程度とすることが好ましい。そして、必要に応じ、端子電極6,8上にめっき等を行うことによりパッド層を形成する。なお、端子電極用ペーストは、上記した電極層用ペーストと同様にして調製すればよい。
【0083】
このようにして製造された本発明の積層セラミックコンデンサは、ハンダ付等によりプリント基板上などに実装され、各種電子機器等に使用される。
【0084】
本実施形態においては、図7に示すように、第1プレス工程を行う前に、画像処理によって、搬送板24に対するセラミックグリーンシート31の位置決めを高精度に行うことができる。また、図2に示す搬送板24に密着保持されたセラミックグリーンシート31と、下金型21に設置された積層体29との位置関係を、高精度に調整することができる。その結果、第1プレス工程において、セラミックグリーンシート31と、積層体29との間における位置ずれを防止できる。その結果、積層ズレ、コンデンサの静電容量の低下、およびショート不良を防止することができる。
【0085】
本実施形態では、図3に示すように、第1プレス工程において、セラミックグリーンシート31の特定領域から外部方向60へ向かって空気を押し出す。そして、図6に示すように、第2プレス工程において、空気を取り込むことなくセラミックグリーンシート31全体を積層体29へ圧着する。よって、積層プレス工程においてボイドの形成を防止することができる。その結果、積層体における層間の剥離(デラミネーション)、接着不良(ノンラミネーション)、積層ズレ、コンデンサにおけるショート不良等の電気特性の劣化を防止することができる。
【0086】
本実施形態の第1プレス工程においては、図2〜4に示すように、セラミックグリーンシート31は、常に搬送板24に密着保持されているため、セラミックグリーンシート31が変形(湾曲)、破断することを防止できる。その結果、積層ズレ、それに起因する静電容量の低下、ショート不良等を防止することができる。
【0087】
なお、本発明は、上述した実施形態に限定されるものではなく、本発明の範囲内で種々に改変することができる。
【0088】
例えば、図7に示すように、第1プレス工程でプレスする特定領域80とセラミックグリーンシート31との位置関係は、特に限定されない。例えば、特定領域80が、セラミックグリーンシート31の中心部82から外れていても良い。また、セラミックグリーンシート31の端部から特定領域80までの距離d1、d2は、それぞれ任意の値をとって良い。ただし、第1プレス工程において、好ましくは、特定領域80として、セラミックグリーンシート31の中心部82のみをプレスする。第1プレス工程で、中心部82のみをプレスすることにより、中心部82から外部に向かって、むらなく空気が押し出される。本願発明においては、第1プレス工程以前に、画像処理によって、搬送板24(の凸部33)に対するセラミックグリーンシート31の位置を、自在に調整することができる。よって、セラミックグリーンシート31の形状、面積に応じて、第1プレス工程でプレスする特定領域80と、セラミックグリーンシート31との位置関係を調整することができる。その結果、第1プレス工程において、むらなく空気を押し出すために最適な箇所をプレスすることができる。
【0089】
図2〜4、7に示す凸部33の形状は、特に限定されない。例えば、凸部33の表面34は平面であっても、曲面であっても良い。また、凸部33の表面34が保持面32に対して平行であっても、傾斜していても良い。また、凸部33の外周のエッジが、好ましくは、曲率半径Rをもつように丸められている。凸部33のエッジがテーパ状でもよい。凸部33の外周のエッジを、曲率半径Rをもつように丸めたり、テーパ状にすることによって、セラミックグリーンシート31にプレス跡が付くことを防止できる。
【0090】
本実施形態では、下金型21の型内部に固定した積層体29に対して、セラミックグリーンシート31を圧着させたが、上金型20に固定した積層体に対してセラミックグリーンシートを圧着させても良い。
【0091】
上述した実施形態では、本発明に係る積層セラミック電子部品として積層セラミックコンデンサを例示したが、本発明に係る積層セラミック電子部品としては、積層セラミックコンデンサに限定されず、上記の製造方法を用いるものであれば何でも良い。積層セラミック電子部品としては、チップバリスタ、その他の表面実装(SMD)チップ型電子部品が例示される。
【実施例】
【0092】
以下、本発明を、さらに詳細な実施例に基づき説明するが、本発明は、これら実施例に限定されない。
【0093】
試料1
下記の各ペーストを調製した。
【0094】
誘電体層用ペースト
粒径0.1〜1μmのBaTiO3 、(MgCO3 )4 ・Mg(OH)2 ・5H2 O、MnCO3 、BaCO3 、CaCO3 、SiO2 、Y2 O3 等の粉末を、焼成により、BaTiO3 として100モル%、MgOに換算して2モル%、MnOに換算して0.2モル%、BaOに換算して3モル%、CaOに換算して3モル%、SiO2 に換算して6モル%、Y2 O3 として2モル%の組成となるように混合し、ボールミルにより16時間湿式混合し、次いで、スプレードライヤーで乾燥させて誘電体原料とした。この誘電体原料100重量部と、アクリル樹脂4.8重量部、塩化メチレン40重量部、トリクロロエタン20重量部、ミネラルスピリット6重量部およびアセトン4重量部とをボールミルで混合してペースト化した。
【0095】
内部電極層用ペースト
平均粒径0.8μmのNi粒子100重量部と、有機ビヒクル(エチルセルロース樹脂8重量部をブチルカルビトール92重量部に溶解したもの)40重量部およびブチルカルビトール10重量部とを3本ロールにより混練し、ペースト化した。
【0096】
外部電極用ペースト
平均粒径0.5μmのCu粒子100重量部と、有機ビヒクル(エチルセルロース樹脂8重量部をブチルカルビトール92重量部に溶解したもの)35重量部およびブチルカルビトール7重量部とを混練し、ペースト化した。
【0097】
グリーンチップの作製
ドクターブレード法により、キャリアフィルム30上に上記誘電体層用ペーストを塗布して、厚さ2μmのグリーンシート31を得た。そのグリーンシート31を、図2〜6に示す積層プレス法で、次々と積層して、300層の誘電体グリーンシート層を持つグリーンチップを得た。なお、内層用積層体を構成するグリーンシート31の表面には、内部電極パターンが印刷してあった。
【0098】
本実施例では、キャリアフィルム30を保持する保持面32の略中心部から、突出高さt1=20[μm]で凸部33が突き出た搬送板24を用いた。なお。凸部33を構成する部材として、SUS304(ステンレス)を用いた。
【0099】
また、第1プレス工程においては、搬送板24の凸部33により、グリーンシート31の形成されたキャリアフィルム30の略中心部のみを、圧力P1=5×105[Pa]でプレスし、グリーンシート31の略中心部を積層体29に圧着させた。このとき、略中心部の面積S1とグリーンシート31全体の面積S0との比S1/S0は、0.02であった。
【0100】
積層プレス工程において、第1プレス工程でプレスした直後の略中心部における、加圧跡の有無を調べた。また、得られたグリーンチップについて、積層ズレを測定した。なお、積層ズレは、グリーンチップにおいて、内部電極層における水平方向のズレの最大値とした。結果を表1に示す。
【0101】
【表1】

【0102】
積層セラミックコンデンサの作製
次に、得られたグリーンチップを常法に従って切断、脱バインダ処理後、還元雰囲気中で1240℃、2時間焼成を行った。焼成後、誘電体層の再酸化を目的としてアニール処理を行い、コンデンサ素体を得た。
【0103】
得られたコンデンサ素体の端面をサンドブラストにて研磨した後、上記外部電極用ペーストを前記端面に転写し、N2 +H2 雰囲気中で800℃にて10分間焼成して外部電極を形成し、積層セラミックコンデンサ試料を得た。
【0104】
得られた積層セラミックコンデンサ試料は、誘電体層の1層あたりの厚さが1.0[μm]、内部電極層の厚さが1.0[μm]で、サイズは、3.2[mm]×1.6[mm]×1.6[mm]であった。
【0105】
得られた積層セラミックコンデンサ試料の断面を、研磨・エッチングして、走査型電子顕微鏡で観察し、ボイドの有無を調べた。結果を表1に示す。なお、表1〜3において、ボイドがない試料には○、ボイドが形成された試料には×、と記した。また、加圧跡がない試料には○、加圧跡が形成された試料には×、と記した。
【0106】
また、得られた積層セラミックコンデンサ試料について、ショート不良率を測定した。100個のコンデンサ試料に対して、テスターで導通チェックを行った。そして、得られた抵抗値が1Ω以下のものをショート不良として、その不良個数を求め、全体個数に対するパーセンテージ(%)を算出した。結果を表1に示す。
【0107】
試料2〜5
S1/S0を表1に示す値としたこと以外は、試料1と同じ条件下で、試料2〜5の積層セラミックコンデンサのサンプルを得た。また、試料2〜5において、試料1と同じ条件下で、第1プレスにおける加圧跡、積層ズレ、ボイド、ショート不良率について評価した。結果を表1に示す。
【0108】
評価1
表1に示すように、試料1〜3と、試料4、5とを比較することで、第1プレス工程においてプレスした略中心部の面積S1と、セラミックグリーンシート31全体の面積S0との比S1/S0が、0.01<S1/S0<0.7、好ましくは0.02≦S1/S0≦0.5であるとき、ボイドがなく、ショート不良率の低い積層セラミックコンデンサを作製できることが確認された。また、0.01<S1/S0<0.7、好ましくは0.02≦S1/S0≦0.5であるとき、第1プレスにおける加圧跡がなく、積層ズレが小さいことも確認された。試料4では、S1/S0=0.01であったため、積層ズレが大きかった。また、試料5では、S1/S0=0.7であったため、ボイドが形成された。
【0109】
試料7〜10
第1プレス工程における圧力P1およびS1/S0を表1に示す値としたこと以外は、試料1と同じ条件下で、試料7〜10の積層セラミックコンデンサのサンプルを得た。また、試料7〜10において、試料1と同じ条件下で、第1プレスにおけるボイド、加圧跡、積層ズレ、ショート不良率について評価した。結果を表1に示す。
【0110】
評価2
表1に示すように、試料1、7と、試料8〜10とを比較することで、第1プレス工程における圧力P1が、5.0×104[Pa]<P1<1.0×106[Pa]、好ましくは1.0×105[Pa]≦P1≦5.0×105[Pa]であるとき、ボイドがなく、ショート不良率の低い積層セラミックコンデンサを作製できることが確認された。また、1.0×105[Pa]≦P1≦5.0×105[Pa]であるとき、第1プレスにおける加圧跡がなく、積層ズレが小さいことも確認された。試料8では、P1=5.0×104[Pa]であったため、積層ズレが大きかった。また、試料9、10では、P1が大き過ぎたため、第1プレスにおいて加圧跡が付いてしまい、また、ショート不良率が高かった。
【0111】
試料11〜16
t1およびS1/S0を表2に示す値としたこと以外は、試料1と同じ条件下で、試料11〜16の積層セラミックコンデンサのサンプルを得た。また、試料11〜16において、試料1と同じ条件下で、第1プレスにおける加圧跡、積層ズレ、ボイド、ショート不良率について評価した。結果を表2に示す。
【0112】
【表2】
【0113】
評価3
表2に示すように、試料11〜14と、試料15、16とを比較することで、凸部33の突出高さt1≦30[μm]であるとき、ボイド、加圧跡がなく、積層ズレが小さく、ショート不良率が低いことが確認された。試料15では、t1=0であったため、ボイドが形成され、ショート不良率が高かった。また、試料16では、ボイドの発生はなく、積層ズレが小さかった。しかし、試料16では、t1=40[μm]であったため、第1プレスにおいて加圧跡が付いてしまった。
【0114】
試料17〜20
凸部33を構成する部材、および凸部33の突出高さt1を表3に示す通りとしたこと以外は、試料1と同じ条件下で、試料17〜20の積層セラミックコンデンサのサンプルを得た。また、試料17〜20において、実施例1と同じ条件下で、第1プレスにおける加圧跡、積層ズレ、ボイド、ショート不良率について評価した。結果を表3に示す。
【0115】
【表3】
【0116】
表3に示すように、試料17、19の作製においては、凸部33を構成する部材として、セラミックグリーンシート31より硬度が小さいPETを用いた。その結果、試料17、19においては、ボイド、加圧跡がなく、積層ズレが小さく、ショート不良率が低いことが確認された。また、試料17、19の評価結果から、凸部33の突出高さt1が40[μm]以下の範囲において、ボイド、加圧跡がなく、積層ズレが小さく、ショート不良率が低いことが確認された。
【0117】
試料18の作製においては、凸部33を構成する部材として、セラミックグリーンシート31より硬度が大きいSUS304(ステンレス)を用い、突出高さt1を20[μm]とした。その結果、試料18においては、ボイド、加圧跡がなく、積層ズレが小さく、ショート不良率が低いことが確認された。また、試料20の作製においては、凸部33を構成する部材として、グリーンシート31より硬度が大きいSUS304(ステンレス)を用い、突出高さt1を40[μm]とした。その結果、試料20においては、ボイドがなく、積層ズレが小さいことが確認された。しかし、試料20においては、加圧跡が確認された。さらに、試料20においては、試料18に比べて、ショート不良率が高いことが確認された。
【0118】
試料17、19と、試料18、20との比較によって、凸部33の硬度が、セラミックグリーンシート31の硬度以下である場合、加圧跡、ショート不良を防止する効果が高いことが確認された。
【図面の簡単な説明】
【0119】
【図1】図1は、本発明の一実施形態に係る積層セラミックコンデンサの概略断面図である。
【図2】図2は、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置(第1プレス工程前の状態)である。
【図3】図3は、本発明の一実施形態に係る第1プレス工程後の積層体の概略断面図である。
【図4】図4は、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置(第1プレスの状態)である。
【図5】図5は、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置(第1プレス工程直後の状態)である。
【図6】図6は、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置(第2プレスの状態)である。
【図7】図7は、本発明の一実施形態に係る、第1プレス工程における特定領域と、セラミックグリーンシートとの位置関係を示す模式図である。
【図8】図8は、積層体内に形成されるボイドの模式図である。
【符号の説明】
【0120】
2… 積層セラミックコンデンサ
4… コンデンサ素体
6、8… 端子電極
10… 誘電体層
12… 内部電極層
18… 積層プレス装置
20… 上金型
21… 下金型
24… 搬送板
28、30… キャリアフィルム
29… 積層体
31… セラミックグリーンシート
32… 保持面
33… 凸部
34… 凸部の表面
70… ボイド
72… 凸部のない搬送板
74… 凸部のない保持面
80… 特定領域
82… セラミックグリーンシートの中心部
【技術分野】
【0001】
本発明は、積層セラミック電子部品の製造方法に係り、さらに詳しくは、セラミックグリーンシートの積層プレス工程、および積層プレス装置に関する。
【背景技術】
【0002】
積層セラミック電子部品の一例である積層型セラミックコンデンサは、所定の組成の誘電体磁器組成物で構成してある誘電体層と、各種金属を主成分とする内部電極層とが交互に複数積層したコンデンサ素子本体を有する。この種の積層セラミックコンデンサは、通常、誘電体磁器組成物からなるセラミックグリーンシート上に内部電極ペーストを印刷し、内部電極ペーストを印刷した複数枚のグリーンシートを積層し、セラミックグリーンシートの積層体を所定の寸法に切断して得たセラミックグリーンチップを脱バインダ処理し、焼成し、焼成後のセラミックグリーンチップに端子電極を形成することによって形成される(特許文献1参照)。
【0003】
図8に示すように、セラミックグリーンシートの積層プレス工程では、キャリアフィルム30上に形成されたセラミックグリーンシート31を、セラミックグリーンシートの積層体29に仮に圧着させ、さらに、これらを金型でプレスする。
【0004】
しかしながら、従来の方法では、セラミックグリーンシート31を積層体29に仮に圧着させる際、セラミックグリーンシート31全体に対して均一に加圧し、セラミックグリーンシート31を積層体29へ一度に圧着させるため、グリーンシート31と積層体29との間に空気が残留して、ボイド70(隙間)が形成されてしまう。ボイド70は、金型でプレスした以降も、積層体内に残留してしまう。積層体内に残留したボイドは、誘電体層あるいは電極層の剥離(デラミネーション)、接着不良(ノンラミネーション)、積層ズレ、コンデンサにおける電気特性の劣化(ショート不良等)を引き起こす。
【0005】
特許文献2および3においては、ボイドの形成を防止する方法が示されている。特許文献2、3では、セラミックグリーンシート対して、凸型に湾曲した弾性体の押圧部材を押し付け、セラミックグリーンシートの中央部から周辺部に向けて順に加圧し、セラミックグリーンシートを積層体にプレスする。
【0006】
しかしながら、特許文献2、3では、押圧部材の強い弾性力によって、加圧中にセラミックグリーンシートが変形(湾曲)、破断する恐れがある。この変形、破断は、積層ズレ、コンデンサにおける静電容量の低下、ショート不良の原因となってしまう。また、特許文献2、3では、加圧開始時点において、押圧部材と、セラミックグリーンシートとが非接触の状態にあり、両者の位置関係が充分に固定されていない。その結果、押圧部材と、セラミックグリーンシートとの間に位置ずれが起きやすい。この位置ずれも、積層ズレ、コンデンサにおける静電容量の低下、ショート不良の原因となってしまう。
【0007】
さらに、特許文献2、3では、押圧力が、押圧部材(金属板、ばね板)に固有の弾性率に大きく左右される。よって、押圧力を自在に調節することが困難である。その結果、セラミックグリーンシートの変形、加圧跡、ボイドの発生を充分に防止できない恐れがある。
【特許文献1】特開2002−273719号公報
【特許文献2】特開平5−251263号公報
【特許文献3】特開平11−354380号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、このような実状に鑑みてなされ、その目的は、セラミックグリーンシートの積層プレス工程において、積層体内のボイドの形成、およびセラミックグリーンシートの変形、破断を防止することができ、さらには、セラミックグリーンシートの位置ずれを起こすことなく高精度に積層プレスを行うことができ、その結果、積層セラミック電子部品における層間の剥離(デラミネーション)、接着不良(ノンラミネーション)、積層ズレ、ショート不良等の電気特性の劣化を防止することができる積層セラミック電子部品の製造方法、およびセラミックグリーンシートの積層プレス装置を提供することである。
【課題を解決するための手段】
【0009】
上記目的を達成するために、本発明に係る積層セラミック電子部品の製造方法は、
画像処理によって、搬送板に対するセラミックグリーンシートの位置決めを行い、位置決め後の前記セラミックグリーンシートを前記搬送板に密着保持させる工程と、
少なくとも一層のセラミックグリーンシートを含む積層体に対して、前記搬送板に密着保持された前記セラミックグリーンシートの特定領域をプレスする第1プレス工程と、
前記特定領域を含む前記セラミックグリーンシートの全体を金型でプレスする第2プレス工程とを有する。
【0010】
画像処理によって、搬送板に対するセラミックグリーンシートの位置決めを高精度に行った後に、セラミックグリーンシートを搬送板に密着保持させる。よって、第1プレス工程においては、セラミックグリーンシートが、常に搬送板における保持面の所定位置に固定されている。その結果、積層ズレ、それに起因する静電容量の低下、ショート不良等を防止することができる。また、第1プレス工程において、セラミックグリーンシートの特定領域をプレスすることにより、特定領域から、外部に向かって空気が押し出される。このため、第2プレス工程において、セラミックグリーンシートと積層体との間に空気が取り込まれることがなく、ボイドが形成されない。
【0011】
また、第1プレス工程においては、セラミックグリーンシートは、常に搬送板に密着保持されているため、セラミックグリーンシートが変形(湾曲)、破断することを防止できる。その結果、積層ズレ、それに起因する静電容量の低下、ショート不良等を防止することができる。
【0012】
本発明に係るセラミックグリーンシートの積層プレス装置は、
少なくとも一層のセラミックグリーンシートを含む積層体をプレスするための金型と、
セラミックグリーンシートを、前記金型の型内部に設置された前記積層体に対して前記セラミックグリーンシートをプレスするための位置へ搬送し、前記セラミックグリーンシートを前記積層体に対してプレスするための搬送板と、
前記搬送板に対する前記セラミックグリーンシートの位置決めを行うための画像処理機構と、を有し、
前記搬送板が、前記セラミックグリーンシートを密着保持するための保持面を有し、
前記保持面が、前記保持面から突出している凸部を有する。
【0013】
本発明に係るセラミックグリーンシートの積層プレス装置では、第1プレス工程において、凸部によってセラミックグリーンシートの特定領域をプレスする。第2プレス工程において、金型でセラミックグリーンシートの全体をプレスする。
【0014】
好ましくは、前記特定領域の面積S1と、前記セラミックグリーンシート全体の面積S0との比S1/S0が、0.01<S1/S0<0.7、より好ましくは、0.02≦S1/S0≦0.5である。
【0015】
S1/S0を、0.01<S1/S0<0.7、より好ましくは、0.02≦S1/S0≦0.5とすることによって、ボイドの形成を防止することができる。S1/S0が小さ過ぎると、積層ズレが生じる傾向にあり、S1/S0が大き過ぎると、積層体内に空気が取り込まれて、ボイドが形成される傾向にある。S1/S0を上記の範囲内とすることによって、これらの不具合を防止できる。
【0016】
好ましくは、前記積層体および前記セラミックグリーンシートの少なくとも何れか1つには、内部電極層が形成されている。
【0017】
好ましくは、前記特定領域が、前記セラミックグリーンシートの中心部である。なお、セラミックグリーンシートの中心部とは、長方形状(あるいは正方形状)のセラミックグリーンシートにおける対角線の交点近辺を意味する。
【0018】
特定領域として、セラミックグリーンシートの中心部のみをプレスすることにより、中心部から外部に向かって、むらなく空気が押し出される。
【0019】
好ましくは、前記特定領域の面積S1が1.0[cm2]≦S1≦50[cm2]である。
【0020】
面積S1が小さ過ぎると、積層ズレが生じる傾向にあり、面積S1が大き過ぎると、積層体内に空気が取り込まれて、ボイドが形成される傾向にある。面積S1を上記の範囲内とすることによって、これらの不具合を防止できる。
【0021】
好ましくは、前記第1プレス工程において、前記特定領域のみをプレスする圧力P1が、5.0×104[Pa]<P1<1.0×106[Pa]、より好ましくは、1.0×105[Pa]≦P1≦5.0×105[Pa]である。
【0022】
圧力P1が低すぎると、セラミックグリーンシートを圧着する強度が十分でなく、積層ズレが生じる傾向にある。圧力P1が高すぎると、セラミックグリーンシートに跡が付く傾向にある。圧力P1 を上記の範囲内とすることによって、これらの不具合を防止できる。
【0023】
好ましくは、前記第2プレス工程において、前記セラミックグリーンシートの全体をプレスする圧力P2が、3.0×106[Pa]≦P2≦1.0×107[Pa]である。
【0024】
圧力P2が低すぎると、セラミックグリーンシートのデラミネーション、ノンラミネーションが生じる傾向にある。圧力P2が高すぎると、積層数が増えるに連れて積層体の中心部分に圧力が繰り返し作用することになる。その結果、中心部分におけるセラミックグリーンシートが薄くなる傾向にあり、積層体が変形する恐れがある。圧力P2 を上記の範囲内とすることによって、これらの不具合を防止することができる。
【0025】
前記突出高さt1は、好ましくは、5.0[μm]≦t1≦40[μm]、より好ましくは、5.0[μm]≦t1≦30[μm]である。
【0026】
突出高さt1が小さ過ぎると、ボイドが形成される傾向にある。前記突出高さt1が大き過ぎると、セラミックグリーンシートに跡が付く傾向にある。突出高さt1 を上記の範囲内とすることによって、これらの不具合を防止することができる。
【0027】
好ましくは、前記凸部の硬度が、前記セラミックグリーンシートの硬度以下である。すなわち、凸部を構成する部材の硬度を、セラミックグリーンシートの硬度以下とする。その結果、第1プレス工程において、セラミックグリーンシートに加圧跡が付くことを防止できる。
【発明の効果】
【0028】
本発明に係る積層セラミック電子部品の製造方法、およびセラミックグリーンシートの積層プレス装置を用いることによって、セラミックグリーンシートの積層プレス工程において、積層体内のボイドの形成、およびセラミックグリーンシートの変形、破断を防止することができ、さらには、搬送板に対するセラミックグリーンシートの位置決めを高精度に行うことができる。その結果、積層セラミック電子部品における層間の剥離(デラミネーション)、接着不良(ノンラミネーション)、積層ズレ、ショート不良等の電気特性の劣化を防止することができる。
【発明を実施するための最良の形態】
【0029】
以下、本発明を、図面に示す実施形態に基づき説明する。
図1は、本発明の一実施形態に係る積層セラミックコンデンサの概略断面図、
図2は、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置(第1プレス工程前)、
図3は、本発明の一実施形態に係る第1プレス工程後の積層体の概略断面図、
図4は、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置(第1プレスの状態)、
図5は、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置(第1プレス工程直後の状態)、
図6は、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置(第2プレスの状態)、
図7は、本発明の一実施形態に係る、第1プレス工程における特定領域と、セラミックグリーンシートとの位置関係を示す模式図、
図8は、積層体内に形成されるボイドの模式図である。
【0030】
積層セラミックコンデンサの構造
図1に示すように、本発明の一実施形態に係る積層セラミックコンデンサ2は、誘電体層10と内部電極層12とが交互に複数積層された構成のコンデンサ素子本体4を有する。コンデンサ素子本体4の両端部には、素子本体4の内部で交互に配置された内部電極層12と各々導通する一対の外部電極6、8が形成してある。コンデンサ素子本体4の形状に特に制限はないが、通常、直方体状とされる。また、その寸法にも特に制限はなく、用途に応じて適当な寸法とすればよいが、通常、(0.4〜6.0)[mm]×(0.2〜5.4)[mm]×(0.2〜5.0)[mm]程度である。
【0031】
内部電極層12は、各端面がコンデンサ素子本体4の対向する2端部の表面に交互に露出するように積層してある。一対の外部電極6、8は、コンデンサ素子本体4の両端部に形成され、交互に配置された内部電極層12の露出端面に接続されて、コンデンサ回路を構成する。
【0032】
各誘電体層10の厚みは、特に限定されないが、数μm程度が一般的である。内部電極層12の厚みも、特に限定されないが、数μm程度が一般的である。
【0033】
次に、本発明の一実施形態に係る積層セラミックコンデンサ2の製造方法を説明する。
【0034】
セラミックグリーンシートの製造方法
図1に示す誘電体層10を構成することになるセラミックグリーンシートを製造する。
【0035】
まず、セラミック粉体を準備する。セラミック粉体は、原料として、チタン酸カルシウム、チタン酸ストロンチウム、チタン酸バリウムなどの主成分の他、アルカリ土類金属、遷移金属、希土類元素、ガラス組成物などの副成分を含む。
【0036】
なお、セラミック粉体の原料を予めボールミルなどによって混合し、乾燥した粉体を仮焼した後、仮焼きした物を粗粉砕してセラミック粉体としても良い。また、薄いセラミックグリーンシートを形成するためには、セラミックグリーンシート厚みよりも小さい粒子径のセラミック粉体を使用することが望ましい。
【0037】
次に、セラミック粉体、溶剤、分散剤、可塑剤、バインダ、およびその他の成分に対して、ボールミル、ビーズミルなどで混合、分散処理を行い、セラミックスラリーを得る。
【0038】
溶剤としては、特に限定されないが、グリコール類、アルコール、ケトン類、エステル類、芳香族類などが例示される。
【0039】
分散剤としては、特に限定されないが、マレイン酸系分散剤、ポリエチレングリコール系分散剤、アリルエーテルコポリマー分散剤が例示される。
【0040】
可塑剤としては、特に限定されないが、フタル酸エステル、アジピン酸、燐酸エステル、グリコール類などが例示される。
【0041】
バインダとしては、特に限定されないが、アクリル樹脂、ポリビニルブチラール樹脂、ポリビニルアセタール樹脂、エチルセルロース樹脂などが例示いられる。
【0042】
次に、セラミックスラリーは、ダイコーター法あるいはドクタープレート法などにより、キャリアフィルム上にシート状に成形され、セラミックグリーンシートとなる。セラミックグリーンシートの厚さは、好ましくは、0.5〜5.0μmである。セラミックグリーンシートの厚さが厚すぎると取得容量が少なくなり、高容量化には適さない一方、あまりに薄すぎると、均一な誘電体層を形成することが困難となり、短絡不良が多発するという問題が生じやすい。
【0043】
キャリアフィルムの材質は、剥離時の適当な柔軟性と、支持体としての剛性とを持つものであれば特に限定されないが、通常、ポリエチレンテレフタレート(PET)などのポリエステルフィルムなどが好ましく用いられる。キャリアフィルムの厚さは、特に限定されないが、好ましくは、5〜100μmである。
【0044】
内部電極層用ペーストの製造方法
図1に示す内部電極層12を構成することになる内部電極層用ペーストを製造する。
【0045】
まず、導電性粉末を準備する。導電性粉末としては、特に限定されないが、Cu、Ni及びこれらの合金から選ばれる少なくとも1種で構成される。Ni又はNi合金としては、Mn、Cr、Co及びAlから選択される少なくとも1種の元素とNiとの合金が好ましい。なお、Ni又はNi合金中には、P、Fe、Mgなどの各種微量成分が含まれていてもよい。
【0046】
次に、導電性粉末、溶剤、分散剤、可塑剤、バインダ、添加物粉末などを、ボールミルなどで混練し、スラリー化することにより、内部電極層用ペーストを得る。
【0047】
溶剤としては、特に限定されないが、ターピネオール、ブチルカルビトール、ケロシン、アセトン、イソボニルアセテートなどが例示される。
【0048】
分散剤としては、特に限定されないが、マレイン酸系分散剤、ポリエチレングリコール系分散剤、アリルエーテルコポリマー分散剤が例示される。
【0049】
可塑剤としては、特に限定されないが、フタル酸エステル、アジピン酸、燐酸エステル、グリコール類などが例示される。
【0050】
バインダとしては、特に限定されないが、アクリル樹脂、ポリビニルブチラール樹脂、ポリビニルアセタール樹脂、エチルセルロース樹脂などが例示される。
【0051】
添加物粉末としては、グリーンシートに含まれるセラミック粉末と同じ組成の化合物が、共材として含まれる。共材は、焼成過程において導電性粉末の焼結を抑制する。
【0052】
内部電極パターンの形成
キャリアフィルム上に形成されたセラミックグリーンシートの表面に、内部電極層12となる内部電極パターンを形成する。内部電極パターンの形成方法は、内部電極パターンを均一に形成できる方法であれば特に限定されないが、スクリーン印刷法や転写法などが用いられる。
【0053】
内部電極パターンの厚さは、好ましくは0.5〜2.0μmである。内部電極パターンの厚さが厚すぎると、積層数を減少せざるをえなくなり取得容量が少なくなり、高容量化しにくく、さらに積層に際して内部電極パターンを印刷した部分と、印刷してないマージン部分との段差が大きくなりすぎ、短絡不良が生じやすくなる。一方、厚みが薄すぎると均一に形成することが困難であり、電極途切れが発生しやすくなる。内部電極パターンの面積は、誘電体グリーンシート10aの面積の10%以上、好ましくは30%以上であり、通常90%以下である。面積が狭すぎる場合は、取得容量が少なくなり、薄層化する意味が無くなる。
【0054】
セラミックグリーンシートの積層プレス工程
次に、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置について説明する。
【0055】
図2に示すように、積層プレス装置18は、上金型20、下金型21、搬送板24を有する。
【0056】
上金型20は、駆動源(図示省略)によって自在に上下動できる。
【0057】
図2に示すように、下金型21の型内部には、積層体29および/またはキャリアフィルム28が設置される。下金型21の型内部には、吸引孔(図示省略)が形成してあり、下金型21の外部から、真空吸引装置などの吸引手段(図示省略)により、吸引が可能である。この吸引により、積層体29および/またはキャリアフィルム28は、下金型21の型内部に固定される。このため、積層プレス工程における積層ズレが防止される。なお、通常、積層体29は、少なくとも一層のセラミックグリーンシートを含む。
【0058】
上金型20、下金型21のいずれかには、型内面を加熱するためのヒータなどの加熱手段(図示省略)が設けてあってもよい。このことにより、セラミックグリーンシートおよび積層体を、加熱しながらプレスすることが可能となる。
【0059】
搬送板24は、セラミックグリーンシート31および/またはキャリアフィルム30を密着保持するための保持面32を有する。保持面32の略中央部において、凸部33が突出している。また、搬送板24は、エアシリンダー25を有する。なお、搬送板24には、保持面32に密着保持されたセラミックグリーンシート31を加熱するための過熱手段(図示省略)が設けてあってもよい。このことにより、セラミックグリーンシート31を、加熱しながらプレスすることが可能となる。
【0060】
図3に示すように、凸部33は、保持面32に対して、突出高さt1で突出している。好ましくは、凸部33の硬度を、セラミックグリーンシート31の硬度以下とする。すなわち、凸部33を構成する部材の硬度を、セラミックグリーンシート31の硬度以下とする。その結果、第1プレス工程において、セラミックグリーンシート31に加圧跡が付くことを防止できる。部33を構成する部材としては、特に限定されないが、PET(ポリエチレンテレフタラート)等が挙げられる。
【0061】
積層プレス装置18は、画像処理機構(図示省略)を有する。この画像処理機構によって、搬送板24に対するセラミックグリーンシート31の位置決めを高精度に行うことできる。
【0062】
次に、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置を用いて、セラミックグリーンシートの積層プレスを行う工程について説明する。
【0063】
まず、画像処理によって、搬送板24に対する、セラミックグリーンシート31が形成されたキャリアフィルム30の位置決めを行う。位置決め後、セラミックグリーンシート31が形成されたキャリアフィルム30を、搬送板24の保持面32に密着、保持させる。
【0064】
次に、図2に示すように、搬送板24によって、セラミックグリーンシート31が形成されたキャリアフィルム30が、積層体29の上方に搬送される。搬送板24は、積層体29の上方において、水平方向に自在に移動することができる。従って、積層体29に対するセラミックグリーンシート31の位置決めを高精度に行うことができる。その結果、積層プレス工程において積層ズレを防止することができる。
【0065】
なお、好ましくは、積層体29およびセラミックグリーンシート31の少なくとも何れか1つには、内部電極層が形成されている。本実施形態では、グリーンシート31の表面には、内部電極パターン、および内部電極パターンの段差解消パターン層が形成してある。また、内部電極パターンおよび段差解消パターン層の表面に、接着層が形成されていても良い。
【0066】
次に、図4に示すように、エアシリンダー25が伸長することにより、エアシリンダー25の端部が上金型20を押し、その反作用で搬送板24が、下金型21に向かって移動する。そして、凸部33の表面34によって、キャリアフィルム30を介してセラミックグリーンシート31の特定領域のみをプレスする。このプレスを第1プレス工程と呼ぶ。なお、プレスする際の搬送板24の駆動源は、エアシリンダー25に限定されない。
【0067】
第1プレス工程後、セラミックグリーンシート31が形成されたキャリアフィルム30を、搬送板24の保持面32から剥離させる。その後、搬送板24を金型の外部へと移動させる。第1プレス工程後においては、図5に示すように、セラミックグリーンシート31の一部(特定領域)のみが、積層体29と接着している。
【0068】
次に、図6に示すように、上金型20を下方へ移動させて、上金型20および下金型21により、セラミックグリーンシート31全体を積層体29へプレスする。これを第2プレス工程と呼ぶ。
【0069】
第1プレス工程で、セラミックグリーンシート31の特定領域のみをプレスすることにより、図3に示すように、特定領域から外部へ向かう方向(外部方向60)へ空気が押し出される。このため、第2プレス工程において、セラミックグリーンシート31と積層体29との間に空気が取り込まれることなく、図8に示すボイド70の形成が防止される。
【0070】
図7に示すように、凸部33の表面34の面積は、第1プレス工程でプレスするセラミックグリーンシート31の特定領域80の面積S1と等しい。第1プレス工程でプレスする特定領域80の面積S1と、第2プレス工程でプレスするセラミックグリーンシート31全体の面積S0との比S1/S0は、好ましくは、0.01<S1/S0<0.7、より好ましくは、0.02≦S1/S0≦0.5である。S1/S0をこの範囲内とすることによって、ボイドの形成を防止することができる。S1/S0が小さ過ぎると、積層ズレが生じる傾向にある。S1/S0が大き過ぎると、ボイドが形成される傾向にある。また、特定領域80の面積S1は、好ましくは、1.0[cm2]≦S1≦50[cm2]である。S1が小さ過ぎると、積層ズレが生じる傾向にある。S1が大き過ぎると、ボイドが形成される傾向にある。
【0071】
第1プレス工程において、セラミックグリーンシート31の特定領域80のみをプレスする際の圧力P1は、好ましくは、5.0×104[Pa]<P1<1.0×106[Pa]、より好ましくは、1.0×105[Pa]≦P1≦5.0×105[Pa]である。P1が低すぎると、セラミックグリーンシート31を圧着する強度が十分でなく、積層ズレが生じる傾向にある。P1が高すぎると、セラミックグリーンシート31に跡が付く傾向にある。
【0072】
図6に示す第2プレス工程において、セラミックグリーンシート31の全体をプレスする際の圧力P2は、好ましくは、3.0×106[Pa]≦P2≦1.0×107[Pa]である。P2が低すぎると、セラミックグリーンシート31のデラミネーション、ノンラミネーションが生じる傾向にある。P2が高すぎると、積層数が増えるに連れて積層体の下層部分に圧力が繰り返し作用することになり、積層体の中心部分におけるセラミックグリーンシートが薄くなる傾向にある。その結果、積層体の変形が大きくなる。
【0073】
突出高さt1は、好ましくは、5.0[μm]≦t1≦40[μm]、より好ましくは、5.0[μm]≦t1≦30[μm]である。t1が小さ過ぎると、ボイドが形成される傾向にある。t1が大き過ぎると、セラミックグリーンシート31に跡が付く傾向にある。
【0074】
コンデンサ素体の形成
本発明の実施形態に係るセラミックグリーンシートの積層プレス装置を用いて、電極層用ペーストが印刷されたセラミックグリーンシートを積層し、内層用積層体を得る。また、電極層用ペーストが印刷されていないグリーンシートを積層し、外層用積層体を得る。
【0075】
次に、外層用積層体および内層用積層体を積層させて、外層で内層の両面を挟む構造を持つ積層体を得る。
【0076】
次に、積層体を所定の寸法に切断してグリーンチップを得る。
【0077】
次に、グリーンチップに対して脱バインダ処理を行う。脱バインダ処理は、通常の条件で行えばよいが、内部電極層の導電体材料にNiやNi合金等の卑金属を用いる場合、特に下記の条件で行うことが好ましい。
雰囲気 :加湿したN2 とH2 との混合ガス。
保持温度:200〜600℃、
保持時間:0.5〜20時間、
昇温速度:5〜300℃/時間。
【0078】
次に、グリーンチップを焼成する。焼成条件は、下記の条件が好ましい。
保持温度:1100〜1300℃、
保持時間:0.5〜8時間、
昇温速度:50〜500℃/時間、
冷却速度:50〜500℃/時間、
雰囲気:加湿したN2 とH2 との混合ガス等。
【0079】
なお、焼成時の空気雰囲気中の酸素分圧は、10−2Pa以下、特に10−2〜10−8 Paにて行うことが好ましい。前記範囲を超えると、内部電極層が酸化する傾向にあり、また、酸素分圧があまり低すぎると、内部電極層の電極材料が異常焼結を起こし、途切れてしまう傾向にある。
【0080】
次に、焼成後のグリーンチップを熱処理して、図1に示すコンデンサ素子本体4を得る。焼成後の熱処理は、保持温度または最高温度を、好ましくは1000[℃]以上、さらに好ましくは1000〜1100[℃]として行う。熱処理時の保持温度または最高温度が、前記範囲未満では誘電体材料の酸化が不十分なために絶縁抵抗寿命が短くなる傾向にあり、前記範囲をこえると内部電極のNiが酸化し、容量が低下するだけでなく、誘電体素地と反応してしまい、寿命も短くなる傾向にある。熱処理の際の酸素分圧は、焼成時の還元雰囲気よりも高い酸素分圧であり、好ましくは10−3〜1[Pa]、より好ましくは10−2〜1[Pa]である。前記範囲未満では、誘電体層の再酸化が困難であり、前記範囲をこえると内部電極層が酸化する傾向にある。そして、そのほかの熱処理条件は下記の条件が好ましい。
保持時間:0〜6時間、
冷却速度:50〜500[℃]/時間、
雰囲気用ガス:加湿したN2 ガス等。
【0081】
なお、N2ガスや混合ガス等を加湿するには、例えばウェッター等を使用すればよい。この場合、水温は0〜75[℃]程度が好ましい。またグリーンチップの脱バインダ処理、焼成および熱処理は、それぞれを連続して行っても、独立に行ってもよい。これらを連続して行なう場合、脱バインダ処理後、冷却せずに雰囲気を変更し、続いて焼成の際の保持温度まで昇温して焼成を行ない、次いで冷却し、熱処理の保持温度に達したときに雰囲気を変更して熱処理を行なうことが好ましい。一方、これらを独立して行なう場合、焼成に際しては、脱バインダ処理時の保持温度までN2 ガスあるいは加湿したN2 ガス雰囲気下で昇温した後、雰囲気を変更してさらに昇温を続けることが好ましく、熱処理時の保持温度まで冷却した後は、再びN2 ガスあるいは加湿したN2 ガス雰囲気に変更して冷却を続けることが好ましい。また、熱処理に際しては、N2 ガス雰囲気下で保持温度まで昇温した後、雰囲気を変更してもよく、熱処理の全過程を加湿したN2 ガス雰囲気としてもよい。
【0082】
端子電極のめっき
コンデンサ素子本体4に対して、例えばバレル研磨、サンドプラスト等にて端面研磨を施し、端子電極用ペーストを焼きつけて端子電極6,8が形成される。端子電極用ペーストの焼成条件は、例えば、加湿したN2 とH2 との混合ガス中で600〜800[℃]にて10分間〜1時間程度とすることが好ましい。そして、必要に応じ、端子電極6,8上にめっき等を行うことによりパッド層を形成する。なお、端子電極用ペーストは、上記した電極層用ペーストと同様にして調製すればよい。
【0083】
このようにして製造された本発明の積層セラミックコンデンサは、ハンダ付等によりプリント基板上などに実装され、各種電子機器等に使用される。
【0084】
本実施形態においては、図7に示すように、第1プレス工程を行う前に、画像処理によって、搬送板24に対するセラミックグリーンシート31の位置決めを高精度に行うことができる。また、図2に示す搬送板24に密着保持されたセラミックグリーンシート31と、下金型21に設置された積層体29との位置関係を、高精度に調整することができる。その結果、第1プレス工程において、セラミックグリーンシート31と、積層体29との間における位置ずれを防止できる。その結果、積層ズレ、コンデンサの静電容量の低下、およびショート不良を防止することができる。
【0085】
本実施形態では、図3に示すように、第1プレス工程において、セラミックグリーンシート31の特定領域から外部方向60へ向かって空気を押し出す。そして、図6に示すように、第2プレス工程において、空気を取り込むことなくセラミックグリーンシート31全体を積層体29へ圧着する。よって、積層プレス工程においてボイドの形成を防止することができる。その結果、積層体における層間の剥離(デラミネーション)、接着不良(ノンラミネーション)、積層ズレ、コンデンサにおけるショート不良等の電気特性の劣化を防止することができる。
【0086】
本実施形態の第1プレス工程においては、図2〜4に示すように、セラミックグリーンシート31は、常に搬送板24に密着保持されているため、セラミックグリーンシート31が変形(湾曲)、破断することを防止できる。その結果、積層ズレ、それに起因する静電容量の低下、ショート不良等を防止することができる。
【0087】
なお、本発明は、上述した実施形態に限定されるものではなく、本発明の範囲内で種々に改変することができる。
【0088】
例えば、図7に示すように、第1プレス工程でプレスする特定領域80とセラミックグリーンシート31との位置関係は、特に限定されない。例えば、特定領域80が、セラミックグリーンシート31の中心部82から外れていても良い。また、セラミックグリーンシート31の端部から特定領域80までの距離d1、d2は、それぞれ任意の値をとって良い。ただし、第1プレス工程において、好ましくは、特定領域80として、セラミックグリーンシート31の中心部82のみをプレスする。第1プレス工程で、中心部82のみをプレスすることにより、中心部82から外部に向かって、むらなく空気が押し出される。本願発明においては、第1プレス工程以前に、画像処理によって、搬送板24(の凸部33)に対するセラミックグリーンシート31の位置を、自在に調整することができる。よって、セラミックグリーンシート31の形状、面積に応じて、第1プレス工程でプレスする特定領域80と、セラミックグリーンシート31との位置関係を調整することができる。その結果、第1プレス工程において、むらなく空気を押し出すために最適な箇所をプレスすることができる。
【0089】
図2〜4、7に示す凸部33の形状は、特に限定されない。例えば、凸部33の表面34は平面であっても、曲面であっても良い。また、凸部33の表面34が保持面32に対して平行であっても、傾斜していても良い。また、凸部33の外周のエッジが、好ましくは、曲率半径Rをもつように丸められている。凸部33のエッジがテーパ状でもよい。凸部33の外周のエッジを、曲率半径Rをもつように丸めたり、テーパ状にすることによって、セラミックグリーンシート31にプレス跡が付くことを防止できる。
【0090】
本実施形態では、下金型21の型内部に固定した積層体29に対して、セラミックグリーンシート31を圧着させたが、上金型20に固定した積層体に対してセラミックグリーンシートを圧着させても良い。
【0091】
上述した実施形態では、本発明に係る積層セラミック電子部品として積層セラミックコンデンサを例示したが、本発明に係る積層セラミック電子部品としては、積層セラミックコンデンサに限定されず、上記の製造方法を用いるものであれば何でも良い。積層セラミック電子部品としては、チップバリスタ、その他の表面実装(SMD)チップ型電子部品が例示される。
【実施例】
【0092】
以下、本発明を、さらに詳細な実施例に基づき説明するが、本発明は、これら実施例に限定されない。
【0093】
試料1
下記の各ペーストを調製した。
【0094】
誘電体層用ペースト
粒径0.1〜1μmのBaTiO3 、(MgCO3 )4 ・Mg(OH)2 ・5H2 O、MnCO3 、BaCO3 、CaCO3 、SiO2 、Y2 O3 等の粉末を、焼成により、BaTiO3 として100モル%、MgOに換算して2モル%、MnOに換算して0.2モル%、BaOに換算して3モル%、CaOに換算して3モル%、SiO2 に換算して6モル%、Y2 O3 として2モル%の組成となるように混合し、ボールミルにより16時間湿式混合し、次いで、スプレードライヤーで乾燥させて誘電体原料とした。この誘電体原料100重量部と、アクリル樹脂4.8重量部、塩化メチレン40重量部、トリクロロエタン20重量部、ミネラルスピリット6重量部およびアセトン4重量部とをボールミルで混合してペースト化した。
【0095】
内部電極層用ペースト
平均粒径0.8μmのNi粒子100重量部と、有機ビヒクル(エチルセルロース樹脂8重量部をブチルカルビトール92重量部に溶解したもの)40重量部およびブチルカルビトール10重量部とを3本ロールにより混練し、ペースト化した。
【0096】
外部電極用ペースト
平均粒径0.5μmのCu粒子100重量部と、有機ビヒクル(エチルセルロース樹脂8重量部をブチルカルビトール92重量部に溶解したもの)35重量部およびブチルカルビトール7重量部とを混練し、ペースト化した。
【0097】
グリーンチップの作製
ドクターブレード法により、キャリアフィルム30上に上記誘電体層用ペーストを塗布して、厚さ2μmのグリーンシート31を得た。そのグリーンシート31を、図2〜6に示す積層プレス法で、次々と積層して、300層の誘電体グリーンシート層を持つグリーンチップを得た。なお、内層用積層体を構成するグリーンシート31の表面には、内部電極パターンが印刷してあった。
【0098】
本実施例では、キャリアフィルム30を保持する保持面32の略中心部から、突出高さt1=20[μm]で凸部33が突き出た搬送板24を用いた。なお。凸部33を構成する部材として、SUS304(ステンレス)を用いた。
【0099】
また、第1プレス工程においては、搬送板24の凸部33により、グリーンシート31の形成されたキャリアフィルム30の略中心部のみを、圧力P1=5×105[Pa]でプレスし、グリーンシート31の略中心部を積層体29に圧着させた。このとき、略中心部の面積S1とグリーンシート31全体の面積S0との比S1/S0は、0.02であった。
【0100】
積層プレス工程において、第1プレス工程でプレスした直後の略中心部における、加圧跡の有無を調べた。また、得られたグリーンチップについて、積層ズレを測定した。なお、積層ズレは、グリーンチップにおいて、内部電極層における水平方向のズレの最大値とした。結果を表1に示す。
【0101】
【表1】
【0102】
積層セラミックコンデンサの作製
次に、得られたグリーンチップを常法に従って切断、脱バインダ処理後、還元雰囲気中で1240℃、2時間焼成を行った。焼成後、誘電体層の再酸化を目的としてアニール処理を行い、コンデンサ素体を得た。
【0103】
得られたコンデンサ素体の端面をサンドブラストにて研磨した後、上記外部電極用ペーストを前記端面に転写し、N2 +H2 雰囲気中で800℃にて10分間焼成して外部電極を形成し、積層セラミックコンデンサ試料を得た。
【0104】
得られた積層セラミックコンデンサ試料は、誘電体層の1層あたりの厚さが1.0[μm]、内部電極層の厚さが1.0[μm]で、サイズは、3.2[mm]×1.6[mm]×1.6[mm]であった。
【0105】
得られた積層セラミックコンデンサ試料の断面を、研磨・エッチングして、走査型電子顕微鏡で観察し、ボイドの有無を調べた。結果を表1に示す。なお、表1〜3において、ボイドがない試料には○、ボイドが形成された試料には×、と記した。また、加圧跡がない試料には○、加圧跡が形成された試料には×、と記した。
【0106】
また、得られた積層セラミックコンデンサ試料について、ショート不良率を測定した。100個のコンデンサ試料に対して、テスターで導通チェックを行った。そして、得られた抵抗値が1Ω以下のものをショート不良として、その不良個数を求め、全体個数に対するパーセンテージ(%)を算出した。結果を表1に示す。
【0107】
試料2〜5
S1/S0を表1に示す値としたこと以外は、試料1と同じ条件下で、試料2〜5の積層セラミックコンデンサのサンプルを得た。また、試料2〜5において、試料1と同じ条件下で、第1プレスにおける加圧跡、積層ズレ、ボイド、ショート不良率について評価した。結果を表1に示す。
【0108】
評価1
表1に示すように、試料1〜3と、試料4、5とを比較することで、第1プレス工程においてプレスした略中心部の面積S1と、セラミックグリーンシート31全体の面積S0との比S1/S0が、0.01<S1/S0<0.7、好ましくは0.02≦S1/S0≦0.5であるとき、ボイドがなく、ショート不良率の低い積層セラミックコンデンサを作製できることが確認された。また、0.01<S1/S0<0.7、好ましくは0.02≦S1/S0≦0.5であるとき、第1プレスにおける加圧跡がなく、積層ズレが小さいことも確認された。試料4では、S1/S0=0.01であったため、積層ズレが大きかった。また、試料5では、S1/S0=0.7であったため、ボイドが形成された。
【0109】
試料7〜10
第1プレス工程における圧力P1およびS1/S0を表1に示す値としたこと以外は、試料1と同じ条件下で、試料7〜10の積層セラミックコンデンサのサンプルを得た。また、試料7〜10において、試料1と同じ条件下で、第1プレスにおけるボイド、加圧跡、積層ズレ、ショート不良率について評価した。結果を表1に示す。
【0110】
評価2
表1に示すように、試料1、7と、試料8〜10とを比較することで、第1プレス工程における圧力P1が、5.0×104[Pa]<P1<1.0×106[Pa]、好ましくは1.0×105[Pa]≦P1≦5.0×105[Pa]であるとき、ボイドがなく、ショート不良率の低い積層セラミックコンデンサを作製できることが確認された。また、1.0×105[Pa]≦P1≦5.0×105[Pa]であるとき、第1プレスにおける加圧跡がなく、積層ズレが小さいことも確認された。試料8では、P1=5.0×104[Pa]であったため、積層ズレが大きかった。また、試料9、10では、P1が大き過ぎたため、第1プレスにおいて加圧跡が付いてしまい、また、ショート不良率が高かった。
【0111】
試料11〜16
t1およびS1/S0を表2に示す値としたこと以外は、試料1と同じ条件下で、試料11〜16の積層セラミックコンデンサのサンプルを得た。また、試料11〜16において、試料1と同じ条件下で、第1プレスにおける加圧跡、積層ズレ、ボイド、ショート不良率について評価した。結果を表2に示す。
【0112】
【表2】
【0113】
評価3
表2に示すように、試料11〜14と、試料15、16とを比較することで、凸部33の突出高さt1≦30[μm]であるとき、ボイド、加圧跡がなく、積層ズレが小さく、ショート不良率が低いことが確認された。試料15では、t1=0であったため、ボイドが形成され、ショート不良率が高かった。また、試料16では、ボイドの発生はなく、積層ズレが小さかった。しかし、試料16では、t1=40[μm]であったため、第1プレスにおいて加圧跡が付いてしまった。
【0114】
試料17〜20
凸部33を構成する部材、および凸部33の突出高さt1を表3に示す通りとしたこと以外は、試料1と同じ条件下で、試料17〜20の積層セラミックコンデンサのサンプルを得た。また、試料17〜20において、実施例1と同じ条件下で、第1プレスにおける加圧跡、積層ズレ、ボイド、ショート不良率について評価した。結果を表3に示す。
【0115】
【表3】
【0116】
表3に示すように、試料17、19の作製においては、凸部33を構成する部材として、セラミックグリーンシート31より硬度が小さいPETを用いた。その結果、試料17、19においては、ボイド、加圧跡がなく、積層ズレが小さく、ショート不良率が低いことが確認された。また、試料17、19の評価結果から、凸部33の突出高さt1が40[μm]以下の範囲において、ボイド、加圧跡がなく、積層ズレが小さく、ショート不良率が低いことが確認された。
【0117】
試料18の作製においては、凸部33を構成する部材として、セラミックグリーンシート31より硬度が大きいSUS304(ステンレス)を用い、突出高さt1を20[μm]とした。その結果、試料18においては、ボイド、加圧跡がなく、積層ズレが小さく、ショート不良率が低いことが確認された。また、試料20の作製においては、凸部33を構成する部材として、グリーンシート31より硬度が大きいSUS304(ステンレス)を用い、突出高さt1を40[μm]とした。その結果、試料20においては、ボイドがなく、積層ズレが小さいことが確認された。しかし、試料20においては、加圧跡が確認された。さらに、試料20においては、試料18に比べて、ショート不良率が高いことが確認された。
【0118】
試料17、19と、試料18、20との比較によって、凸部33の硬度が、セラミックグリーンシート31の硬度以下である場合、加圧跡、ショート不良を防止する効果が高いことが確認された。
【図面の簡単な説明】
【0119】
【図1】図1は、本発明の一実施形態に係る積層セラミックコンデンサの概略断面図である。
【図2】図2は、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置(第1プレス工程前の状態)である。
【図3】図3は、本発明の一実施形態に係る第1プレス工程後の積層体の概略断面図である。
【図4】図4は、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置(第1プレスの状態)である。
【図5】図5は、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置(第1プレス工程直後の状態)である。
【図6】図6は、本発明の一実施形態に係るセラミックグリーンシートの積層プレス装置(第2プレスの状態)である。
【図7】図7は、本発明の一実施形態に係る、第1プレス工程における特定領域と、セラミックグリーンシートとの位置関係を示す模式図である。
【図8】図8は、積層体内に形成されるボイドの模式図である。
【符号の説明】
【0120】
2… 積層セラミックコンデンサ
4… コンデンサ素体
6、8… 端子電極
10… 誘電体層
12… 内部電極層
18… 積層プレス装置
20… 上金型
21… 下金型
24… 搬送板
28、30… キャリアフィルム
29… 積層体
31… セラミックグリーンシート
32… 保持面
33… 凸部
34… 凸部の表面
70… ボイド
72… 凸部のない搬送板
74… 凸部のない保持面
80… 特定領域
82… セラミックグリーンシートの中心部
【特許請求の範囲】
【請求項1】
画像処理によって、搬送板に対するセラミックグリーンシートの位置決めを行い、位置決め後の前記セラミックグリーンシートを前記搬送板に密着保持させる工程と、
少なくとも一層のセラミックグリーンシートを含む積層体に対して、前記搬送板に密着保持された前記セラミックグリーンシートの特定領域をプレスする第1プレス工程と、
前記特定領域を含む前記セラミックグリーンシートの全体を金型でプレスする第2プレス工程とを有する積層セラミック電子部品の製造方法。
【請求項2】
前記特定領域の面積S1と、前記セラミックグリーンシート全体の面積S0との比S1/S0が、0.01<S1/S0<0.7であることを特徴とする請求項1に記載の積層セラミック電子部品の製造方法。
【請求項3】
前記特定領域の面積S1と、前記セラミックグリーンシート全体の面積S0との比S1/S0が、0.02≦S1/S0≦0.5であることを特徴とする請求項1または2に積層セラミック電子部品の製造方法。
【請求項4】
前記積層体および前記セラミックグリーンシートの少なくともいずれか1つには、内部電極層が形成されていることを特徴とする請求項1〜3のいずれかに記載の積層セラミック電子部品の製造方法。
【請求項5】
前記特定領域の面積S1が1.0[cm2]≦S1≦50[cm2]であることを特徴とする請求項1〜4のいずれかに記載の積層セラミック電子部品の製造方法。
【請求項6】
前記特定領域が、前記セラミックグリーンシートの中心部であることを特徴とする請求項1〜5のいずれかに記載の積層セラミック電子部品の製造方法。
【請求項7】
前記第1プレス工程において、前記特定領域のみをプレスする圧力P1が、5.0×104[Pa]<P1<1.0×106[Pa]であることを特徴とする請求項1〜6のいずれかに記載の積層セラミック電子部品の製造方法。
【請求項8】
前記第2プレス工程において、前記セラミックグリーンシートの全体をプレスする圧力P2が、3.0×106[Pa]≦P2≦1.0×107[Pa]であることを特徴とする請求項1〜7のいずれかに記載の積層セラミック電子部品の製造方法。
【請求項9】
少なくとも一層のセラミックグリーンシートを含む積層体をプレスするための金型と、
セラミックグリーンシートを、前記金型の型内部に設置された前記積層体に対して前記セラミックグリーンシートをプレスするための位置へ搬送し、前記セラミックグリーンシートを前記積層体に対してプレスするための搬送板と、
前記搬送板に対する前記セラミックグリーンシートの位置決めを行うための画像処理機構と、を有し、
前記搬送板が、前記セラミックグリーンシートを密着保持するための保持面を有し、
前記保持面が、前記保持面から突出している凸部を有することを特徴とするセラミックグリーンシートの積層プレス装置。
【請求項10】
前記凸部の突出高さt1が、5.0[μm]≦t1≦40[μm]であることを特徴とする請求項9に記載のセラミックグリーンシートの積層プレス装置。
【請求項11】
前記凸部の硬度が、前記セラミックグリーンシートの硬度以下であることを特徴とする請求項9または10に記載のセラミックグリーンシートの積層プレス装置。
【請求項1】
画像処理によって、搬送板に対するセラミックグリーンシートの位置決めを行い、位置決め後の前記セラミックグリーンシートを前記搬送板に密着保持させる工程と、
少なくとも一層のセラミックグリーンシートを含む積層体に対して、前記搬送板に密着保持された前記セラミックグリーンシートの特定領域をプレスする第1プレス工程と、
前記特定領域を含む前記セラミックグリーンシートの全体を金型でプレスする第2プレス工程とを有する積層セラミック電子部品の製造方法。
【請求項2】
前記特定領域の面積S1と、前記セラミックグリーンシート全体の面積S0との比S1/S0が、0.01<S1/S0<0.7であることを特徴とする請求項1に記載の積層セラミック電子部品の製造方法。
【請求項3】
前記特定領域の面積S1と、前記セラミックグリーンシート全体の面積S0との比S1/S0が、0.02≦S1/S0≦0.5であることを特徴とする請求項1または2に積層セラミック電子部品の製造方法。
【請求項4】
前記積層体および前記セラミックグリーンシートの少なくともいずれか1つには、内部電極層が形成されていることを特徴とする請求項1〜3のいずれかに記載の積層セラミック電子部品の製造方法。
【請求項5】
前記特定領域の面積S1が1.0[cm2]≦S1≦50[cm2]であることを特徴とする請求項1〜4のいずれかに記載の積層セラミック電子部品の製造方法。
【請求項6】
前記特定領域が、前記セラミックグリーンシートの中心部であることを特徴とする請求項1〜5のいずれかに記載の積層セラミック電子部品の製造方法。
【請求項7】
前記第1プレス工程において、前記特定領域のみをプレスする圧力P1が、5.0×104[Pa]<P1<1.0×106[Pa]であることを特徴とする請求項1〜6のいずれかに記載の積層セラミック電子部品の製造方法。
【請求項8】
前記第2プレス工程において、前記セラミックグリーンシートの全体をプレスする圧力P2が、3.0×106[Pa]≦P2≦1.0×107[Pa]であることを特徴とする請求項1〜7のいずれかに記載の積層セラミック電子部品の製造方法。
【請求項9】
少なくとも一層のセラミックグリーンシートを含む積層体をプレスするための金型と、
セラミックグリーンシートを、前記金型の型内部に設置された前記積層体に対して前記セラミックグリーンシートをプレスするための位置へ搬送し、前記セラミックグリーンシートを前記積層体に対してプレスするための搬送板と、
前記搬送板に対する前記セラミックグリーンシートの位置決めを行うための画像処理機構と、を有し、
前記搬送板が、前記セラミックグリーンシートを密着保持するための保持面を有し、
前記保持面が、前記保持面から突出している凸部を有することを特徴とするセラミックグリーンシートの積層プレス装置。
【請求項10】
前記凸部の突出高さt1が、5.0[μm]≦t1≦40[μm]であることを特徴とする請求項9に記載のセラミックグリーンシートの積層プレス装置。
【請求項11】
前記凸部の硬度が、前記セラミックグリーンシートの硬度以下であることを特徴とする請求項9または10に記載のセラミックグリーンシートの積層プレス装置。
【図1】

【図2】
【図3】

【図4】

【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2007−258574(P2007−258574A)
【公開日】平成19年10月4日(2007.10.4)
【国際特許分類】
【出願番号】特願2006−83474(P2006−83474)
【出願日】平成18年3月24日(2006.3.24)
【出願人】(000003067)TDK株式会社 (7,238)
【Fターム(参考)】
【公開日】平成19年10月4日(2007.10.4)
【国際特許分類】
【出願日】平成18年3月24日(2006.3.24)
【出願人】(000003067)TDK株式会社 (7,238)
【Fターム(参考)】
[ Back to top ]