
積層パネルの組立及び成形
積層パネルを組み立て且つ成形する方法が提供される。中間部材が積層台に設置され、積層台の中間部材上に一連の層を載置することによって、積層体が組み立てられる。その後、中間部材及び積層体が積層台から取り外されて成形面に配置される。その後、積層成形パネルを形成するために積層体の形状を変化させる態様で、積層体が中間部材を介して成形面に対して押し付けられる。最後に、積層成形パネルが中間部材から取り外される。この結果、積層台は、組立中、可撓性のある中間部材を支持することができ、積層体が自動処理によって組み立てられるように、比較的平らにされることができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、積層パネルを組み立て且つ成形するための方法及び装置に関する。
【背景技術】
【0002】
国際公開第2004/054735号では、成形パネルの形成における「中間部材」の使用が記述された。これは主に金属パネルの製造に向けられているが、例えば、複合材料を形成するのにこの装置を使用できることが言及されており、複合材料は、その部品が樹脂中の非常に多数の繊維層から形成される。
【0003】
積層パネルを形成するのに国際公開第2004/054735号の構成を使用することに伴う問題は、中間部材上に一連の層を載置することによってパネルを組み立てるのが困難なことである。なぜならば、中間部材は複雑な湾曲形状を有し、複雑な湾曲形状によって、皺を形成することなく積層体(lay-up)を組み立てることが困難になるからである。この問題に対する一つの解決策は手動で積層体を組み立てることであろうが、このことは時間がかかり且つ高コストである。中間部材を平らにできることが国際公開第2004/054735号において言及されている。しかしながら、中間部材は、平らであったとしても、層が組み立てられるときに中間部材固有の可撓性のせいで撓むであろう。
【発明の概要】
【0004】
本発明の第1態様では、積層パネルを組み立て且つ成形する方法であって、積層台(lay-up table)に中間部材を設置することと、積層台の中間部材上に一連の層を載置することによって積層体を組み立てることと、中間部材及び積層体を積層台から取り外して成形面に配置することと、積層成形パネルを形成するために積層体の形状を変化させる態様で、中間部材を介して成形面に対して積層体を押し付けることと、中間部材から積層成形パネルを取り外すこととを含む方法が提供される。
【0005】
この結果、積層台は、組立中、可撓性のある中間部材を支持することができ、積層体が容易に組み立てられるように、比較的平らにされることができる。積層体の組立は、手動によって行われてもよく、より好ましくは、自動処理によって行われる。
【0006】
積層体は、機械的なクランプ力によって成形面に対して押し付けられることができるが、より好ましくは、空気の差圧によって成形面に対して押し付けられる。典型的には、空気の差圧は吸引によって少なくとも部分的に設けられ、吸引は、中間部材上の積層体上に真空バッグを載置し且つ真空バッグと成形面との間に不完全な真空を発生させることによって引き起こされる。随意に、コールプレート(caul plate)が真空バッグと積層体との間に設けられてもよい。
【0007】
積層体が成形された後、積層成形パネルにストリンガーのような1以上の複合材部品を共に硬化させることが望ましい。真空バッグが使用されるとき、その後、パネルにアクセスできるように真空バッグを取り外すことが必要であるだろう。しかしながら、これに伴う問題は、真空が解放されるとき、パネルがその元の形状に戻る可能性があるということである。真空バッグが取り外された後、成形面を包含する真空チャンバーを形成するために中間部材と真空ボックスとの間に気密シールを形成し且つ真空チャンバー内に不完全な真空を発生させることによって成形面に対して中間部材を押し付けることによって、この問題を解決することができる。
【0008】
例えば、中間部材及び真空ボックスに貼り付けられたバッキング(bagging)材料によって、又は中間部材と真空ボックスとの間のシール部材を膨張させることによって気密シールを形成することができる。
【0009】
積層体における各層が、(エポキシ樹脂のような)マトリックスが含侵された一連の(炭素繊維のような)繊維を含んで成ることができる。代替的に、各層は、実質的に樹脂が注入される乾燥繊維の層を含んで成ってもよい。
【0010】
典型的には、積層成形パネルは、成形ステップ後に硬化され、例として、オーブン内においてパネルを加熱することによって、若しくは赤外線加熱によって、又はその他の硬化技術によって硬化される。この場合、オーブン内又はオーブンの外側において、成形ステップを行うことができる。
【0011】
本発明の第2態様では、積層パネルを組み立て且つ成形するための装置であって、可撓性のある中間部材と、可撓性のある中間部材を支持できる積層台と、積層成形パネルを形成するために積層体の形状を変化させる態様で積層体が中間部材を介して押し付けられる成形面とを具備する装置が提供される。
【図面の簡単な説明】
【0012】
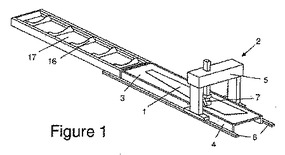
【図1】図1は、自動テープ積層(ATL)機によって組み立てられる積層体を示す。
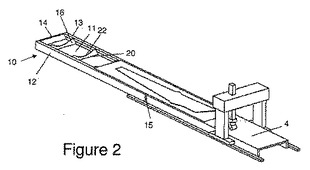
【図2】図2は、積層台から取り外されて真空ボックス内の成形面に配置される中間部材及び積層体を示す。
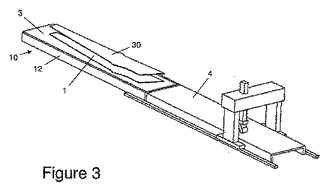
【図3】図3は、積層体上に配置されるコールプレートを示す。
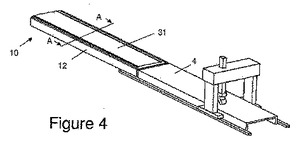
【図4】図4は、真空バッグが嵌合された後の組立体を示す。
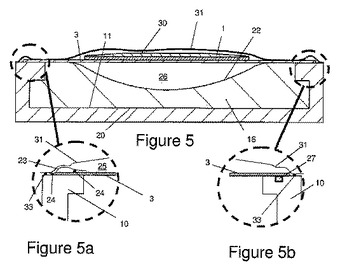
【図5】図5は、図4における線A−Aに沿った、組立体の断面図である。
【図5a】図5aは、第1のシール構成を示す詳細図である。
【図5b】図5bは、第2のシール構成を示す詳細図である。
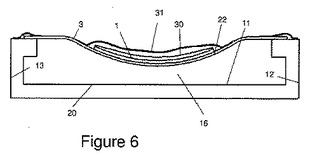
【図6】図6は、積層パネルの真空形成中の、線A−Aに沿った、組立体の断面図である。
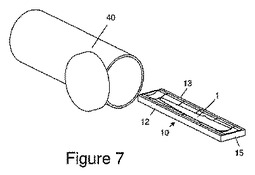
【図7】図7は、オートクレーブ内に挿入される、積層成形パネル、中間部材、及び真空ボックスを示す。
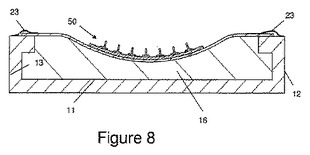
【図8】図8は、積層成形パネル上に載置された一連のストリンガーを備えた組立体の断面図である。
【発明を実施するための形態】
【0013】
以下、添付の図面を参照して本発明の実施形態を説明する。
図1は、自動テープ積層(ATL)機2によって組み立てられる積層パネルについての積層体1を示す。ATL機2は、積層台4上に設置された中間部材3上に一連の層を載置することによって積層体1を組み立てる。
【0014】
中間部材3は、可撓性のある材料、例えばインバー、ステンレス鋼若しくは他の鉄鋼材、又は複合材料から作られ、ほぼ一定の厚さを有する。
【0015】
ATL機2は、一組のトラック6上に設置されたフレーム5を具備する。フレーム5はATLのヘッド部7を保持し、ATLのヘッド部7は一連の細長いストライプ状に「プリプレグ」テープを載置し、このストライプの方向は、フレーム5上のATLのヘッド部の移動と、トラック6に沿ったフレーム5の移動とによって制御される。この結果、積層体1の各層は一連のストライプのテープによって形成される。「プリプレグ」テープは、エポキシ樹脂マトリックスが含侵された一連の単方向炭素線維を含んで成る。典型的には、種々の方向においてパネルに強度を与えるために、繊維方向は層間で変わる。
【0016】
中間部材3及び積層台4がほぼ平らであるという事実によって、斯かる自動化手段でテープを載置することが比較的容易になる。
【0017】
図2は、積層台から取り外されて真空ボックス10内の成形面に配置された、積層体を保持する中間部材を示す。真空ボックス10は、床11、左側壁12、右側壁13、前端壁14、及び後端壁15を具備する。成形面は一連のリブボード16を具備し、斯かるリブボードのうち三つが図2において示される。各リブボード16は、真空ボックスの床11と係合する基部20と、上方の成形面22とを有する。この結果、リブボード16及び真空ボックスは、近接するリブボード間の隙間と共に開放構造を形成する。
【0018】
中間部材3及び積層体1が真空ボックス10上の所定の位置にあるとき、図3に示されるように、コールプレート30は積層体1上に配置される。次に、図4において示される、可撓性のある真空バッグ31が嵌合される。真空バッグ31は、再利用可能な真空バッグ、又は使い捨てのキャプラン(Capran:登録商標)真空バッグであってよい。
【0019】
図5はリブボード16の一つを横断した線A−Aに沿った断面図である。図5a及び図5bに示されるシールテープ33のリング(ring)によって、気密シールが真空バッグ31と真空ボックス10との間に形成される。
【0020】
加えて、気密シールが中間部材3と真空ボックス10の頂部との間に形成される。図5a及び図5bにおいて示される代替的な二つの態様の一つにおいて、このシールを形成することができる。
【0021】
図5aにおいて示される構成において、中間部材3と真空ボックス10との間のシールがバッギング材料のリング23によって生成され、リング23はシールテープ24の一組のリングによって中間部材3及び真空ボックス20に取り付けられる。このことによって、シールされた二つの真空チャンバー、すなわち、
・図5において符号が付された、真空ボックス10と中間部材3との間の下方真空チャンバー26、及び
・図5aにおいて符号が付された、中間部材3と真空バッグ31との間の上方真空チャンバー25
が生成される。
【0022】
次に、真空チャンバー25、26は、真空バッグ31内の第1真空ポート(図示せず)と、真空ボックス内の第2真空ポート(図示せず)とを介してそれぞれ部分的に空気が抜かれる。このことによって差圧が生成され、差圧は、図6に示されるように積層体の形状を変化させる態様で、中間部材3を介して成形面に対して積層体1を押しつける。また、真空バッグ31及びコールプレート30も積層体を押圧するので、積層体は圧密化(debulk)される。バッギング材料のシール23が幾分弛み(slack)を有することによって、中間部材3は、屈曲するとき、真空ボックス10に対して横方向に滑ることができる。
【0023】
次に、図7に示されるように、積層成形パネル、中間部材、及び真空ボックスはオートクレーブ40に移される。その後、パネルは1ステップの硬化処理又は2ステップの硬化処理のいずれかの処理においてオートクレーブ40内で硬化せしめられる。
【0024】
1ステップの硬化処理の場合、真空バッグ31及びコールプレート30は、真空ボックスがオートクレーブ40に移される前又は移された後に取り外される。シール23、24は、不完全な真空が下方真空チャンバー26内において維持されるように、所定位置に残されたままである。このことによって、中間部材3は、リブボード16に対して押し付けられたままであり、その後、真空バッグ31が取り外された後でさえ、図8に示されるように、その曲がった形状を保持できる。
【0025】
その後、図8に示されるように、一連のストリンガー50が、積層成形パネルの上面に載置される。その後、真空バッグ31は、図8に示される組立体上、すなわちストリンガーの頂部上に戻されて載置される。その後、上方真空チャンバー25はストリンガーを圧密化すべく部分的に空気が抜かれて、パネル及びストリンガーは温度と圧力との組合せによってオートクレーブ40内において共に硬化せしめられる。
【0026】
2ステップの硬化処理の場合、真空ボックスをオートクレーブに移すとき、真空バッグ及びコールプレートは所定の位置に残される。その後、パネルは第1硬化段階において温度と圧力との組合せによって部分的に硬化せしめられる。第1硬化段階の後、真空バッグ及びコールプレートは取り外されて、ストリンガー50は、図8に示されるように、部分的に硬化せしめられたパネル上に載置される。その後、真空バッグ31は、組立体上、すなわちストリンガーの頂部上に戻されて載置される。その後、パネル及びストリンガーは、第2硬化段階において温度と圧力との組合せによって共に硬化せしめられる。
【0027】
(1ステップ又は2ステップの硬化処理のいずれかによって)硬化後、硬化せしめられた積層パネル、中間部材、及び真空ボックスはオートクレーブ40から取り外され、真空は解放され、コールプレート及び真空バッグは取り外され、且つ中間部材は積層台に戻される。中間部材3を積層台に戻す前又は戻した後に、硬化せしめられた積層パネルを中間部材3から取り外すことができる。
【0028】
1以上のリブボード16を新しいリブボードに取り替えることによって、成形面の形状を変更することができ、新しいリブボードはリブボード16の上面22とは異なる形状を有する。その後、新しい成形面を使用して別の積層成形パネルを製造するために、同じ処理を繰り返すことができる。
【0029】
図5bに示される代替的なシール構成において、中間部材3と真空ボックス10との間のシールは、バッギング材料23のリングの代わりに空気注入式のシールリング27によって生成される。オートクレーブの外側における最初のパネル成形処理の間、シールリング27は収縮せしめられる。このことによって、空気が上方チャンバー25と下方チャンバー26との間を流れることができるので、単一の真空ポートのみが(真空バッグ31又は真空ボックス10のどちらかにおいて)必要とされる。また、中間部材3が、成形処理の間、シールリング27を損傷することなく真空ボックス10に対して横方向に滑ることもできるようになる。
【0030】
成形ステップの後(及び随意に第1硬化段階後)、シールリング27が、空気が抜かれた下方真空チャンバー26をシールすべく膨張せしめられるので、真空バッグ31を取り外すことができ、且つパネル及び中間部材が平らな形状に戻されることなくストリンガー50を積層体上に配置することができる。その後、真空バッグ31は、組立体上、すなわちストリンガーの頂部上に戻されて載置される。その後、パネル及びストリンガーはオートクレーブ内において共に硬化せしめられる。共硬化処理の間、シールリング27を膨張又は収縮させることができる。
【0031】
本発明が、一つ以上の好ましい実施形態に関して上述されてきたが、添付の特許請求の範囲において定義された発明の範囲を逸脱することなく種々の変更又は修正がなされうることが理解されるであろう。
【技術分野】
【0001】
本発明は、積層パネルを組み立て且つ成形するための方法及び装置に関する。
【背景技術】
【0002】
国際公開第2004/054735号では、成形パネルの形成における「中間部材」の使用が記述された。これは主に金属パネルの製造に向けられているが、例えば、複合材料を形成するのにこの装置を使用できることが言及されており、複合材料は、その部品が樹脂中の非常に多数の繊維層から形成される。
【0003】
積層パネルを形成するのに国際公開第2004/054735号の構成を使用することに伴う問題は、中間部材上に一連の層を載置することによってパネルを組み立てるのが困難なことである。なぜならば、中間部材は複雑な湾曲形状を有し、複雑な湾曲形状によって、皺を形成することなく積層体(lay-up)を組み立てることが困難になるからである。この問題に対する一つの解決策は手動で積層体を組み立てることであろうが、このことは時間がかかり且つ高コストである。中間部材を平らにできることが国際公開第2004/054735号において言及されている。しかしながら、中間部材は、平らであったとしても、層が組み立てられるときに中間部材固有の可撓性のせいで撓むであろう。
【発明の概要】
【0004】
本発明の第1態様では、積層パネルを組み立て且つ成形する方法であって、積層台(lay-up table)に中間部材を設置することと、積層台の中間部材上に一連の層を載置することによって積層体を組み立てることと、中間部材及び積層体を積層台から取り外して成形面に配置することと、積層成形パネルを形成するために積層体の形状を変化させる態様で、中間部材を介して成形面に対して積層体を押し付けることと、中間部材から積層成形パネルを取り外すこととを含む方法が提供される。
【0005】
この結果、積層台は、組立中、可撓性のある中間部材を支持することができ、積層体が容易に組み立てられるように、比較的平らにされることができる。積層体の組立は、手動によって行われてもよく、より好ましくは、自動処理によって行われる。
【0006】
積層体は、機械的なクランプ力によって成形面に対して押し付けられることができるが、より好ましくは、空気の差圧によって成形面に対して押し付けられる。典型的には、空気の差圧は吸引によって少なくとも部分的に設けられ、吸引は、中間部材上の積層体上に真空バッグを載置し且つ真空バッグと成形面との間に不完全な真空を発生させることによって引き起こされる。随意に、コールプレート(caul plate)が真空バッグと積層体との間に設けられてもよい。
【0007】
積層体が成形された後、積層成形パネルにストリンガーのような1以上の複合材部品を共に硬化させることが望ましい。真空バッグが使用されるとき、その後、パネルにアクセスできるように真空バッグを取り外すことが必要であるだろう。しかしながら、これに伴う問題は、真空が解放されるとき、パネルがその元の形状に戻る可能性があるということである。真空バッグが取り外された後、成形面を包含する真空チャンバーを形成するために中間部材と真空ボックスとの間に気密シールを形成し且つ真空チャンバー内に不完全な真空を発生させることによって成形面に対して中間部材を押し付けることによって、この問題を解決することができる。
【0008】
例えば、中間部材及び真空ボックスに貼り付けられたバッキング(bagging)材料によって、又は中間部材と真空ボックスとの間のシール部材を膨張させることによって気密シールを形成することができる。
【0009】
積層体における各層が、(エポキシ樹脂のような)マトリックスが含侵された一連の(炭素繊維のような)繊維を含んで成ることができる。代替的に、各層は、実質的に樹脂が注入される乾燥繊維の層を含んで成ってもよい。
【0010】
典型的には、積層成形パネルは、成形ステップ後に硬化され、例として、オーブン内においてパネルを加熱することによって、若しくは赤外線加熱によって、又はその他の硬化技術によって硬化される。この場合、オーブン内又はオーブンの外側において、成形ステップを行うことができる。
【0011】
本発明の第2態様では、積層パネルを組み立て且つ成形するための装置であって、可撓性のある中間部材と、可撓性のある中間部材を支持できる積層台と、積層成形パネルを形成するために積層体の形状を変化させる態様で積層体が中間部材を介して押し付けられる成形面とを具備する装置が提供される。
【図面の簡単な説明】
【0012】
【図1】図1は、自動テープ積層(ATL)機によって組み立てられる積層体を示す。
【図2】図2は、積層台から取り外されて真空ボックス内の成形面に配置される中間部材及び積層体を示す。
【図3】図3は、積層体上に配置されるコールプレートを示す。
【図4】図4は、真空バッグが嵌合された後の組立体を示す。
【図5】図5は、図4における線A−Aに沿った、組立体の断面図である。
【図5a】図5aは、第1のシール構成を示す詳細図である。
【図5b】図5bは、第2のシール構成を示す詳細図である。
【図6】図6は、積層パネルの真空形成中の、線A−Aに沿った、組立体の断面図である。
【図7】図7は、オートクレーブ内に挿入される、積層成形パネル、中間部材、及び真空ボックスを示す。
【図8】図8は、積層成形パネル上に載置された一連のストリンガーを備えた組立体の断面図である。
【発明を実施するための形態】
【0013】
以下、添付の図面を参照して本発明の実施形態を説明する。
図1は、自動テープ積層(ATL)機2によって組み立てられる積層パネルについての積層体1を示す。ATL機2は、積層台4上に設置された中間部材3上に一連の層を載置することによって積層体1を組み立てる。
【0014】
中間部材3は、可撓性のある材料、例えばインバー、ステンレス鋼若しくは他の鉄鋼材、又は複合材料から作られ、ほぼ一定の厚さを有する。
【0015】
ATL機2は、一組のトラック6上に設置されたフレーム5を具備する。フレーム5はATLのヘッド部7を保持し、ATLのヘッド部7は一連の細長いストライプ状に「プリプレグ」テープを載置し、このストライプの方向は、フレーム5上のATLのヘッド部の移動と、トラック6に沿ったフレーム5の移動とによって制御される。この結果、積層体1の各層は一連のストライプのテープによって形成される。「プリプレグ」テープは、エポキシ樹脂マトリックスが含侵された一連の単方向炭素線維を含んで成る。典型的には、種々の方向においてパネルに強度を与えるために、繊維方向は層間で変わる。
【0016】
中間部材3及び積層台4がほぼ平らであるという事実によって、斯かる自動化手段でテープを載置することが比較的容易になる。
【0017】
図2は、積層台から取り外されて真空ボックス10内の成形面に配置された、積層体を保持する中間部材を示す。真空ボックス10は、床11、左側壁12、右側壁13、前端壁14、及び後端壁15を具備する。成形面は一連のリブボード16を具備し、斯かるリブボードのうち三つが図2において示される。各リブボード16は、真空ボックスの床11と係合する基部20と、上方の成形面22とを有する。この結果、リブボード16及び真空ボックスは、近接するリブボード間の隙間と共に開放構造を形成する。
【0018】
中間部材3及び積層体1が真空ボックス10上の所定の位置にあるとき、図3に示されるように、コールプレート30は積層体1上に配置される。次に、図4において示される、可撓性のある真空バッグ31が嵌合される。真空バッグ31は、再利用可能な真空バッグ、又は使い捨てのキャプラン(Capran:登録商標)真空バッグであってよい。
【0019】
図5はリブボード16の一つを横断した線A−Aに沿った断面図である。図5a及び図5bに示されるシールテープ33のリング(ring)によって、気密シールが真空バッグ31と真空ボックス10との間に形成される。
【0020】
加えて、気密シールが中間部材3と真空ボックス10の頂部との間に形成される。図5a及び図5bにおいて示される代替的な二つの態様の一つにおいて、このシールを形成することができる。
【0021】
図5aにおいて示される構成において、中間部材3と真空ボックス10との間のシールがバッギング材料のリング23によって生成され、リング23はシールテープ24の一組のリングによって中間部材3及び真空ボックス20に取り付けられる。このことによって、シールされた二つの真空チャンバー、すなわち、
・図5において符号が付された、真空ボックス10と中間部材3との間の下方真空チャンバー26、及び
・図5aにおいて符号が付された、中間部材3と真空バッグ31との間の上方真空チャンバー25
が生成される。
【0022】
次に、真空チャンバー25、26は、真空バッグ31内の第1真空ポート(図示せず)と、真空ボックス内の第2真空ポート(図示せず)とを介してそれぞれ部分的に空気が抜かれる。このことによって差圧が生成され、差圧は、図6に示されるように積層体の形状を変化させる態様で、中間部材3を介して成形面に対して積層体1を押しつける。また、真空バッグ31及びコールプレート30も積層体を押圧するので、積層体は圧密化(debulk)される。バッギング材料のシール23が幾分弛み(slack)を有することによって、中間部材3は、屈曲するとき、真空ボックス10に対して横方向に滑ることができる。
【0023】
次に、図7に示されるように、積層成形パネル、中間部材、及び真空ボックスはオートクレーブ40に移される。その後、パネルは1ステップの硬化処理又は2ステップの硬化処理のいずれかの処理においてオートクレーブ40内で硬化せしめられる。
【0024】
1ステップの硬化処理の場合、真空バッグ31及びコールプレート30は、真空ボックスがオートクレーブ40に移される前又は移された後に取り外される。シール23、24は、不完全な真空が下方真空チャンバー26内において維持されるように、所定位置に残されたままである。このことによって、中間部材3は、リブボード16に対して押し付けられたままであり、その後、真空バッグ31が取り外された後でさえ、図8に示されるように、その曲がった形状を保持できる。
【0025】
その後、図8に示されるように、一連のストリンガー50が、積層成形パネルの上面に載置される。その後、真空バッグ31は、図8に示される組立体上、すなわちストリンガーの頂部上に戻されて載置される。その後、上方真空チャンバー25はストリンガーを圧密化すべく部分的に空気が抜かれて、パネル及びストリンガーは温度と圧力との組合せによってオートクレーブ40内において共に硬化せしめられる。
【0026】
2ステップの硬化処理の場合、真空ボックスをオートクレーブに移すとき、真空バッグ及びコールプレートは所定の位置に残される。その後、パネルは第1硬化段階において温度と圧力との組合せによって部分的に硬化せしめられる。第1硬化段階の後、真空バッグ及びコールプレートは取り外されて、ストリンガー50は、図8に示されるように、部分的に硬化せしめられたパネル上に載置される。その後、真空バッグ31は、組立体上、すなわちストリンガーの頂部上に戻されて載置される。その後、パネル及びストリンガーは、第2硬化段階において温度と圧力との組合せによって共に硬化せしめられる。
【0027】
(1ステップ又は2ステップの硬化処理のいずれかによって)硬化後、硬化せしめられた積層パネル、中間部材、及び真空ボックスはオートクレーブ40から取り外され、真空は解放され、コールプレート及び真空バッグは取り外され、且つ中間部材は積層台に戻される。中間部材3を積層台に戻す前又は戻した後に、硬化せしめられた積層パネルを中間部材3から取り外すことができる。
【0028】
1以上のリブボード16を新しいリブボードに取り替えることによって、成形面の形状を変更することができ、新しいリブボードはリブボード16の上面22とは異なる形状を有する。その後、新しい成形面を使用して別の積層成形パネルを製造するために、同じ処理を繰り返すことができる。
【0029】
図5bに示される代替的なシール構成において、中間部材3と真空ボックス10との間のシールは、バッギング材料23のリングの代わりに空気注入式のシールリング27によって生成される。オートクレーブの外側における最初のパネル成形処理の間、シールリング27は収縮せしめられる。このことによって、空気が上方チャンバー25と下方チャンバー26との間を流れることができるので、単一の真空ポートのみが(真空バッグ31又は真空ボックス10のどちらかにおいて)必要とされる。また、中間部材3が、成形処理の間、シールリング27を損傷することなく真空ボックス10に対して横方向に滑ることもできるようになる。
【0030】
成形ステップの後(及び随意に第1硬化段階後)、シールリング27が、空気が抜かれた下方真空チャンバー26をシールすべく膨張せしめられるので、真空バッグ31を取り外すことができ、且つパネル及び中間部材が平らな形状に戻されることなくストリンガー50を積層体上に配置することができる。その後、真空バッグ31は、組立体上、すなわちストリンガーの頂部上に戻されて載置される。その後、パネル及びストリンガーはオートクレーブ内において共に硬化せしめられる。共硬化処理の間、シールリング27を膨張又は収縮させることができる。
【0031】
本発明が、一つ以上の好ましい実施形態に関して上述されてきたが、添付の特許請求の範囲において定義された発明の範囲を逸脱することなく種々の変更又は修正がなされうることが理解されるであろう。
【特許請求の範囲】
【請求項1】
積層パネルを組み立て且つ成形する方法であって、
積層台に中間部材を設置することと、
前記積層台の中間部材上に一連の層を載置することによって積層体を組み立てることと、
前記中間部材及び積層体を前記積層台から取り外して成形面に配置することと、
積層成形パネルを形成するために前記積層体の形状を変化させる態様で、前記中間部材を介して前記成形面に対して前記積層体を押し付けることと、
前記中間部材から前記積層成形パネルを取り外すことと
を含む方法。
【請求項2】
空気の差圧によって前記成形面に対して前記積層体を押し付ける、請求項1に記載の方法。
【請求項3】
前記空気の差圧が少なくとも部分的に吸引によって提供される、請求項2に記載の方法。
【請求項4】
前記中間部材上の積層体上に真空バッグを載置し且つ該真空バッグと前記成形面との間に不完全な真空を発生させることによって、前記吸引が引き起こされる、請求項3に記載の方法。
【請求項5】
前記積層成形パネルから前記真空バッグを取り外すことと、
該真空バッグが取り外された後、前記積層成形パネルを1以上の複合材部品と係合させることと、
前記積層成形パネルに前記複合材部品を共に硬化させることと
を更に含む、請求項4に記載の方法。
【請求項6】
前記真空バッグが取り外された後、前記成形面を包含する真空チャンバーを形成するために前記中間部材と真空ボックスとの間に気密シールを形成し且つ前記真空チャンバー内に不完全な真空を発生させることによって前記成形面に対して前記中間部材を押し付けることを更に含む、請求項4または5に記載の方法。
【請求項7】
前記気密シールが、前記中間部材と前記真空ボックスとの間のシール部材を膨張させることによって形成される、請求項6に記載の方法。
【請求項8】
変更された成形面を形成するために前記成形面の形状を変更することと、
前記変更された成形面を使用して請求項1〜7のいずれか1項に記載の処理を繰り返すことと
を更に含む、請求項1〜7のいずれか1項に記載の方法。
【請求項9】
前記成形面が2以上の成形部材を具備し、1以上の該成形部材を、異なる形状を有する新しい成形部材に取り替えることによって前記成形面の形状が変更される、請求項8に記載の方法。
【請求項10】
各層が、マトリックスが含侵された一連の繊維を含んで成る、請求項1〜9のいずれか1項に記載の方法。
【請求項11】
請求項1〜10のいずれか1項に記載の方法によって形成される積層成形パネル。
【請求項12】
積層パネルを組み立て且つ成形するための装置であって、
可撓性のある中間部材と、
該可撓性のある中間部材を支持できる積層台と、
積層成形パネルを形成するために積層体の形状を変化させる態様で、前記積層体が前記中間部材を介して押し付けられる成形面と
を具備する装置。
【請求項13】
真空ボックスと、
前記中間部材と前記真空ボックスとの間に気密シールを形成するためのシール部材と
を更に具備する、請求項12に記載の装置。
【請求項14】
前記成形面が前記真空ボックス内に複数の成形部材を具備する、請求項13に記載の装置。
【請求項15】
各成形部材が、前記真空ボックスの床と係合する基部と、前記成形面の部分を画成する上方の成形面とを有する、請求項14に記載の装置。
【請求項1】
積層パネルを組み立て且つ成形する方法であって、
積層台に中間部材を設置することと、
前記積層台の中間部材上に一連の層を載置することによって積層体を組み立てることと、
前記中間部材及び積層体を前記積層台から取り外して成形面に配置することと、
積層成形パネルを形成するために前記積層体の形状を変化させる態様で、前記中間部材を介して前記成形面に対して前記積層体を押し付けることと、
前記中間部材から前記積層成形パネルを取り外すことと
を含む方法。
【請求項2】
空気の差圧によって前記成形面に対して前記積層体を押し付ける、請求項1に記載の方法。
【請求項3】
前記空気の差圧が少なくとも部分的に吸引によって提供される、請求項2に記載の方法。
【請求項4】
前記中間部材上の積層体上に真空バッグを載置し且つ該真空バッグと前記成形面との間に不完全な真空を発生させることによって、前記吸引が引き起こされる、請求項3に記載の方法。
【請求項5】
前記積層成形パネルから前記真空バッグを取り外すことと、
該真空バッグが取り外された後、前記積層成形パネルを1以上の複合材部品と係合させることと、
前記積層成形パネルに前記複合材部品を共に硬化させることと
を更に含む、請求項4に記載の方法。
【請求項6】
前記真空バッグが取り外された後、前記成形面を包含する真空チャンバーを形成するために前記中間部材と真空ボックスとの間に気密シールを形成し且つ前記真空チャンバー内に不完全な真空を発生させることによって前記成形面に対して前記中間部材を押し付けることを更に含む、請求項4または5に記載の方法。
【請求項7】
前記気密シールが、前記中間部材と前記真空ボックスとの間のシール部材を膨張させることによって形成される、請求項6に記載の方法。
【請求項8】
変更された成形面を形成するために前記成形面の形状を変更することと、
前記変更された成形面を使用して請求項1〜7のいずれか1項に記載の処理を繰り返すことと
を更に含む、請求項1〜7のいずれか1項に記載の方法。
【請求項9】
前記成形面が2以上の成形部材を具備し、1以上の該成形部材を、異なる形状を有する新しい成形部材に取り替えることによって前記成形面の形状が変更される、請求項8に記載の方法。
【請求項10】
各層が、マトリックスが含侵された一連の繊維を含んで成る、請求項1〜9のいずれか1項に記載の方法。
【請求項11】
請求項1〜10のいずれか1項に記載の方法によって形成される積層成形パネル。
【請求項12】
積層パネルを組み立て且つ成形するための装置であって、
可撓性のある中間部材と、
該可撓性のある中間部材を支持できる積層台と、
積層成形パネルを形成するために積層体の形状を変化させる態様で、前記積層体が前記中間部材を介して押し付けられる成形面と
を具備する装置。
【請求項13】
真空ボックスと、
前記中間部材と前記真空ボックスとの間に気密シールを形成するためのシール部材と
を更に具備する、請求項12に記載の装置。
【請求項14】
前記成形面が前記真空ボックス内に複数の成形部材を具備する、請求項13に記載の装置。
【請求項15】
各成形部材が、前記真空ボックスの床と係合する基部と、前記成形面の部分を画成する上方の成形面とを有する、請求項14に記載の装置。
【図1】

【図2】
【図3】
【図4】
【図5−5b】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5−5b】
【図6】
【図7】
【図8】
【公表番号】特表2012−501877(P2012−501877A)
【公表日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願番号】特願2011−525619(P2011−525619)
【出願日】平成21年8月28日(2009.8.28)
【国際出願番号】PCT/GB2009/051085
【国際公開番号】WO2010/026411
【国際公開日】平成22年3月11日(2010.3.11)
【出願人】(508305926)エアバス オペレーションズ リミティド (38)
【Fターム(参考)】
【公表日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願日】平成21年8月28日(2009.8.28)
【国際出願番号】PCT/GB2009/051085
【国際公開番号】WO2010/026411
【国際公開日】平成22年3月11日(2010.3.11)
【出願人】(508305926)エアバス オペレーションズ リミティド (38)
【Fターム(参考)】
[ Back to top ]