
積層フィルムおよびこれを用いたバックライトユニット
【課題】 従来のハーフミラーに比べて輝度低下が少なく、直下型LCDバックライトユニットの蛍光管の輝度むら低減に好適な積層フィルムを提供する。
【解決手段】 熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)が、層厚みが20nm〜500nmの範囲で交互に少なくとも30層以上を積層された有機粒子を含有する積層フィルムであって、ヘイズが20%〜90%であり、かつF10光源における光線透過率が50%〜10%であることを特徴とする積層フィルムとする。
【解決手段】 熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)が、層厚みが20nm〜500nmの範囲で交互に少なくとも30層以上を積層された有機粒子を含有する積層フィルムであって、ヘイズが20%〜90%であり、かつF10光源における光線透過率が50%〜10%であることを特徴とする積層フィルムとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、2種の熱可塑性樹脂が交互に積層され、かつ、層内に有機粒子が含有された積層フィルムに関する。
【背景技術】
【0002】
近年、薄型軽量、低消費電力、高画質の利点を有する液晶ディスプレイ(Liquid Crystal Display。以下、LCDともいう)が、テレビ、パソコン、携帯電話などの用途への普及が急速に伸びつつある。液晶ディスプレイは、一般にバックライトユニット、液晶ユニット、前面板ユニットから構成されている。バックライトユニットとは、LEDや蛍光ランプからの光を均一かつ効率的に液晶ユニットに光を導く機能が必要とされる部材であり、導光板、反射板、拡散板、プリズムシートなどから構成されている。液晶ユニットは、液晶をガラスなどの透明基板で挟んだものに透明電極を付与し、液晶分子の配向を制御する液晶セル部材とLCDの透過光に色相や明暗をつけるカラーフィルター、位相差板、偏光板から構成されている。前面板ユニットは、前面板を傷などから保護するハードコート層、表面のぎらつきを抑えるアンチグレア層、外光による液晶のコトラスト低下を防ぐ反射防止層、その他、視野角拡大フィルムなどから構成されている。液晶の表示方式は、従来からのSTN(Super Twisted Nematic) 方式やTFT(Thin Film Transistor)方式、さらにDSTN(Dual Super Twisted Nematic) 、FSTN(Film-compensated STN)方式など様々な方式が採用されている。
【0003】
近年、大型テレビ向けのLCDでは、薄型軽量化が求められており、薄型実現のためには、バックライトユニットの薄型化が必要である。しかしながら、現行のバックライト方式は、直下型の冷陰極蛍光管(CCFL)が採用されており、薄型化のためには、バックライトユニットの薄さの指標であるθを大きくする必要があった。ここで、θとは、バックライトユニット内部のCCFLと光学機能層との距離の関係を表す尺度であり、θが大きいことは、その距離が短くなることを意味し、つまりは、薄さを表すことを意味する(図4参照)。しかしながら、θが大きくなると蛍光管と光学機能層とが近接することとためバックライトユニットの出射面において蛍光管から遠いところは輝度が低下する輝度むらが発生し易くなる問題が指摘されている。
【0004】
従来の光学機能層は、拡散板、拡散フィルム、プリズムシートなどを複数枚配置した構成であるが、θが大きくなると、こうしたフィルムやシートの数を増やす対策がとられていた。しかしながら、数を増やすことは肉厚化および高コスト化に繋がるため、効率的に輝度むらを低減できる光学機能フィルムが求められていた。
【0005】
一般的な拡散・プリズム系以外の光学機能層の構成因子として、半透過性(ハーフミラー)材料が、輝度むら低減に効果的であることが知られている。(特許文献1)
しかしながら、公知の透明基材に金属をスパッタなどで蒸着したハーフミラー材料は、金属膜が光を吸収するためにLCDの輝度が低下する問題があった。一方、可視光吸収が少ない高分子系の多層膜による反射偏光子たるハーフミラーが登場し、これを蛍光ランプと偏光板の間に配置することで、偏光板での光吸収を激減させ、高い輝度をもたらすものが提案されているが、蛍光管の輝度むら低減には殆ど効果が見られない。(特許文献2)
【特許文献1】特開平6−250171号公報(第2頁)
【特許文献2】特表平9−506837号公報(第2頁)
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、輝度低下が少なく、直下型LCDバックライトユニットの輝度むら低減に好適な積層フィルムを提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するための本発明の要旨とするところは、熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)が、層厚みが20nm〜500nmの範囲で交互に少なくとも30層以上積層された積層フィルムであって、前記A層またはB層は有機粒子を含有し、かつ、該積層フィルムのヘイズが20%〜90%であり、F10光源を用いたときの光線透過率が50%〜10%であることを特徴とする積層フィルムである。
【0008】
また、本発明の積層フィルムにおいては、前記熱可塑性樹脂Aまたは熱可塑性樹脂Bは非晶性の熱可塑性樹脂である態様、前記有機粒子は該非晶性の熱可塑性樹脂からなる層に分散されている態様、該有機粒子がポリオレフィンである態様、フィルムのF10光源を用いたときの透過光の彩度C*が3.5以下である態様などが好ましい態様である。
【発明の効果】
【0009】
本発明の積層フィルムをバックライトユニットに用いると、従来のハーフミラー材料を用いた場合に比べて輝度低下が少なく、高い反射性と拡散透過性能を合わせもったバックライトとして得ることができる。また、直下型LCDのバックライトユニットの用途において、本発明の積層フィルムを光学機能層に用いることで、θが大きくても光学機能層の数を増加させることなく、輝度むら低減に効果があるバックライトシステムを提供することができる。
【発明を実施するための最良の形態】
【0010】
以下に、本発明の詳細を説明する。
【0011】
本発明の積層フィルムは、熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)を、層厚みが20nm〜500nmの範囲で交互に少なくとも30層以上積層し、有機粒子を含有する積層フィルムであって、ヘイズが20%〜90%であり、かつF10光源における光線透過率が50%〜10%であることが必要である。
【0012】
本発明に用いる熱可塑性樹脂Aおよび熱可塑性樹脂Bは、例えば、ポリエチレン・ポリプロピレン・ポリ(4−メチルペンテン−1)、ポリアセタールなどのポリオレフィン、シクロオレフィンとしては、ノルボルネン類の開環メタセシス重合,付加重合,他のオレフィン類との付加共重合体である脂環族ポリオレフィン、ポリ乳酸・ポリブチルサクシネートなどの生分解性ポリマー、ナイロン6、11、12、66などのポリアミド、アラミド、ポリメチルメタクリレート、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール、ポリビニルブチラール、エチレン酢酸ビニルコポリマー、ポリグルコール酸、ポリスチレン、スチレン共重合ポリメタクリル酸メチル、ポリカーボーネート、ポリプロピレンテレフタレート・ポリエチレンテレフタレート・ポリブチレンテレフタレート・ポリエチレン−2,6−ナフタレートなどのポリエステル、ポリエーテルサルフォン、ポリエーテルエーテルケトン、変性ポリフェニレンエーテル、ポリフェニレンサルファイド、ポリエーテルイミド、ポリイミド、ポリアリレート、4フッ化エチレン樹脂・3フッ化エチレン樹脂・3フッ化塩化エチレン樹脂・4フッ化エチレン−6フッ化プロピレン共重合体・ポリフッ化ビニリデンなどの熱可塑性樹脂から選択することができる。但し、熱可塑性樹脂Aと熱可塑性樹脂Bは屈折率を異とする必要から全く同一のポリマーからなるものではない。この中で、強度、耐熱性、透明性および汎用性の観点から、特にポリエステルを用いることがより好ましい。熱可塑性樹脂は、ホモポリマーでも共重合ポリマー、さらには、アロイポリマーであってもよい。熱可塑性樹脂Aと熱可塑性樹脂Bの屈折率の差は望ましく0.01以上であり、更に望ましくは0.03以上、特に望ましくは0.05以上である。A層とB層の面内屈折率差としては、0.05以上であることが好ましい。 ポリエステルとしては、例えば、芳香族ジカルボン酸または脂肪族ジカルボン酸とジオールを主たる単量体として重合されたポリエステルが好ましい。ここで、芳香族ジカルボン酸として、例えば、テレフタル酸、イソフタル酸、フタル酸、1,4-ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,6-ナフタレンジカルボン酸、4,4′-ジフェニルジカルボン酸、4,4′-ジフェニルエーテルジカルボン酸、4,4′-ジフェニルスルホンジカルボン酸などを挙げることができる。脂肪族ジカルボン酸としては、例えば、アジピン酸、スベリン酸、セバシン酸、ダイマー酸、ドデカンジオン酸、シクロヘキサンジカルボン酸とそれらのエステル誘導体などが挙げられる。中でも好ましくはテレフタル酸と2,6ナフタレンジカルボン酸を挙げることができる。これらの酸成分は1種のみ用いてもよく、2種以上併用してもよく、さらには、ヒドロキシ安息香酸等のオキシ酸などを一部共重合してもよい。
【0013】
また、ジオール成分としては、例えば、エチレングリコール、1,2-プロパンジオール、1,3-プロパンジオール、ネオペンチルグリコール、1,3-ブタンジオール、1,4-ブタンジオール、1,5-ペンタンジオール、1,6-ヘキサンジオール、1,2-シクロヘキサンジメタノール、1,3-シクロヘキサンジメタノール、1,4-シクロヘキサンジメタノール、ジエチレングリコール、トリエチレングリコール、ポリアルキレングリコール、2,2-ビス(4-ヒドロキシエトキシフェニル)プロパン、イソソルベート、スピログリコールなどを挙げることができる。中でもエチレングリコールが好ましく用いられる。これらのジオール成分は1種のみ用いてもよく、2種以上併用してもよい。
【0014】
上記ポリエステルのうち、ポリエチレンテレフタレートおよびその重合体、ポリエチレンナフタレートおよびその共重合体、ポリブチレンテレフタレートおよびその共重合体、ポリブチレンナフタレートおよびその共重合体、さらにはポリヘキサメチレンテレフタレートおよびその共重合体、ポリヘキサメチレンナフタレートおよびその共重合体などを用いることが好ましい。
【0015】
本発明において好ましい熱可塑性樹脂Aと熱可塑性樹脂Bの組み合わせは、高い精度の積層構造が実現しやすい観点から、熱可塑性樹脂Bと熱可塑性樹脂Aは同一の基本骨格を含む高分子を用いることが好ましい。ここでいう基本骨格とは、樹脂を構成するポリマーの最もモル分率の高い繰返単位のことであり、例えば、一方の樹脂がポリエチレンテレフタレートからなる場合は、エチレンテレフタレートが基本骨格である。また別の例としては、一方の樹脂がポリエチレンの場合、エチレンが基本骨格である。熱可塑性樹脂Aと熱可塑性樹脂Bが同一の基本骨格を含む樹脂であると、フローマークなどの積層不良、強いてはフィルム面内の色むら、さらに層間での剥離などの問題が生じにくくなる。従って、好ましい態様としては、例えば、熱可塑性樹脂Aはポリエチレンテレフタレートからなり、熱可塑性樹脂Bは幾らかの共重合成分が共重合されたポリエチレンテレフタレートである。
【0016】
本発明の積層フィルムでは、配向結晶化により面内屈折率が高くなる観点から、熱可塑性樹脂Aがポリエチレンテレフタレートまたはポリエチレンナフタレートであることが好ましく、一方、熱可塑性樹脂Bは、熱可塑性樹脂A近傍のガラス転移点を示し、また、熱可塑性樹脂Aの融点で配向緩和が生じやすいシクロヘキサンジメタノール成分、あるいはスピログリコール成分を含んでなる共重合ポリエステルであることが好ましい。シクロヘキサンジメタノール成分、あるいはスピログリコール成分を含んでなるポリエステルとは、スピログリコール、あるいはシクロヘキサンジメタノールを共重合したコポリエステル、またはホモポリエステル、またはそれらをブレンドしたポリエステルのことを言う。
【0017】
本発明の積層フィルムは後述するとおり、A層またはB層に有機粒子を含有するものであるが、樹脂と有機粒子との界面に空隙を持たないことが望ましいので、有機粒子を含有する層は非晶性の熱可塑性樹脂からなることが好ましい。好ましい態様として、たとえば、ポリエチレンテレフタレートの融点に近い温度で十分な製膜性を有し、加熱や経時による物性変化が少ない点から、シクロヘキサンジメタノールの共重合量が15モル%以上60モル%以下であるポリエチレンテレフタレートであることが好ましい。シクロヘキサンジメタノールの共重合量はより好ましく全ジオール成分に対して20モル%以上40モル%以下である。
【0018】
また、薄いフィルム厚みで輝度むら消し効果が得やすいため一方の熱可塑性樹脂はスピログリコール成分およびシクロヘキサンジカルボン酸成分を含んだポリエステルであることが好ましい。スピログリコール成分およびシクロヘキサンジカルボン酸成分を含んだポリエステルを用いたとき、もう一方の熱可塑性樹脂がポリエチレンテレフタレートやポリエチレンナフタレートであると面内屈折率差が一層大きくなるため、高い反射性能を得やすくなる。すなわち、少ない積層数で十分な輝度むらを消す効果が得られる。また、ポリエチレンテレフタレートやポリエチレンナフタレートとはガラス転移温度の差が小さいため、成形時に過延伸になりにくく、かつ層間剥離もしにくい。スピログリコール成分およびシクロヘキサンジカルボン酸成分の共重合量は、全ジオール成分に対して合わせて10モル%以上50モル%以下の範囲内で用いることが好ましい。
【0019】
本発明の積層フィルムは、A層とB層が層厚み20nm〜500nmの範囲で交互に少なくとも30層以上を積層された構造を有している。層厚みが20nm〜500nmの範囲であると、LCDバックライトユニットに利用される可視光領域の波長の光に対して、干渉反射現象を発現させることができ、輝度むら消しに有効である。好ましい層厚みの範囲は、用いる樹脂の屈折率に依存するが、一般的に入手可能な熱可塑性樹脂の屈折率は、1.35〜1.8程度であるため、好ましく50nm〜200nmの範囲から選択される。
【0020】
本発明の積層フィルムにおいて、交互に積層されるとは、A層とB層とが、規則的にA(BA)n(nは自然数)のごとき配列で積層されていることをいう。積層数が多いほど、干渉反射現象を発現し、LCDバックライトユニットの輝度むら消しに効果的である。なお、本発明の積層フィルムにおいては層厚みが20nm〜500nmの層厚みの層が30層以上交互に積層されていれば該範囲外の厚みの層が積層されていることは差し支えない。なお、30層以上交互に積層された層群の間に上記範囲外の厚みの層が存在する場合、係る範囲外の厚みの層を無視して層数は通算する。また、過度に積層数が多すぎると、透過率が低下し、LCD用バックライトユニットに用いた場合に輝度が低下するおそれがあるので、積層数は、400以上3000以下であることが好ましい。より好ましくは、500以上2000以下である。なお、層厚みは後述の方法により求められる。
【0021】
本発明の積層フィルムは、前記A層またはB層に有機粒子を含有していることが必要である。有機粒子を構成する樹脂は、熱可塑性樹脂、熱・光硬化性樹脂など如何なる樹脂でも良い。本発明において有機粒子とは、前記A層またはB層中に分布する、該有機粒子が分布する層を構成する樹脂とは異なる樹脂又は化合物からなる分散体を意味する。該有機粒子を構成する樹脂としては、例えば、ポリイミド樹脂、ポリオレフィンあるいは変性ポリオレフィン樹脂、架橋または無架橋のポリスチレン樹脂、架橋ないし無架橋アクリル樹脂、フッ素樹脂、シリコン樹脂等の樹脂、ステアリン酸アミド、オレイン酸アミド、フマール酸アミドなどの各種アミド化合物を挙げることができる。光拡散効果による輝度むらの抑制に有効であることから、架橋ポリエチレン、ポリプロピレン、エチレン−プロピレンコポリマー、スチレンアクリロニトリルコポリマー、ポリ4−メチルペンテン1、ポリカーボネート、アクリルビーズ、メタロセンやチーグラーナッタ触媒にて共重合したノルボルネンとエチレンの共重合体である環状オレフィンコポリマー、ノルボネン系モノマーの開環メタセシス重合および水素化により得られる環状ポリオレフィンを用いることが好ましい。また、これらの共重合体やアロイであっても良い。特に、有機粒子の熱可塑性樹脂への分散性および光拡散性の観点から、ポリオレフィンを用いることが好ましく、中でも、熱可塑性樹脂Aまたは熱可塑性樹脂Bとの界面に空隙を形成し難い特性をもつことから、シクロオレフィンコポリマーを用いると蛍光管からの光を後方ではなく、前方に散乱し易くなって、輝度を低下させることなく、輝度むらを抑制する効果が大きくなるからである。
【0022】
本発明においては、輝度むらの抑制に効果的である観点から、二軸混練押出機に投入する熱可塑性樹脂層AもしくはBとなる樹脂と共に、重量フィーダを用いて計量した有機粒子となる樹脂または化合物を押出機のホッパーへ投入することによって、溶融・混練して有機粒子となる樹脂または化合物を熱可塑性樹脂Aまたは熱可塑性樹脂Bに分散して有機粒子を含有せしめる。この場合、有機粒子の粒子径(分散径)は、スクリュー構成により容易に調整することができる。次いで、有機粒子が微分散化された熱可塑性樹脂がフィードブロックへ供給され、一方、もう一台の押出機から供給された熱可塑性樹脂が同様にフィードブロックへ導かれ、有機粒子が微分散化された熱可塑性樹脂Aおよび/または熱可塑性樹脂Bが交互にフィードブロック内部で積層された後、次いで口金から未延伸シートとして押出されて、キャストドラムにて静電印加法によって冷却固化されることによって有機粒子を含有した積層フィルムを得ることができる。
【0023】
熱可塑性樹脂A層またはB層に含有される有機粒子の量は、有機粒子の分散径、有機粒子種の比重、屈折率によって異なるが、輝度むらの抑制に有効な積層構成による光干渉現象を阻害せずに散乱現象を発現させることができることから、有機粒子が含有された熱可塑性樹脂層に対して、有機粒子の重量濃度が5重量%以下、より望ましく2重量%以下であることが好ましい。すなわち、5重量%を超えた場合、層内部に分散した有機粒子の数が多くなったり、有機粒子の分散径が大きくなるため、A層とB層の層界面間の距離が一様でなくなり輝度むら消し効果を奏する干渉反射現象が阻害されることとなる。一方、余りに少量すぎると有機粒子による光拡散現象が生じ難くなるため、干渉反射によってしか輝度むらを消失させることができなくなる。そのため積層フィルムの反射率を高める必要が生じ、その結果LCDバックライトユニットの輝度が低下するおそれがある。本発明においては、多少の光散乱効果を持たせることで、輝度むらと輝度の性能を両立することができる。係る次第で、有機粒子の含有量の下限としては、有機粒子が含有された熱可塑性樹脂層に対して、有機粒子の重量濃度が0.2重量%以上であることが好ましく、より好ましくは、0.5重量%以上である。
【0024】
本発明の積層フィルムの層厚みが20nm〜500nmの範囲で交互に少なくとも30層以上積層された構造は、次のような方法で作製することができる。例えば、A層に対応する押出機AとB層に対応する押出機Bの2台から熱可塑性樹脂が供給され、それぞれの流路からのポリマーが、公知の積層装置であるマルチマニホールドタイプのフィードブロックとスクエアミキサー、もしくは、後述するフィードブロックにより、フィルム厚み方向に交互に30層以上積層され、次いで積層された溶融体がT型口金等からシート状に溶融押出され、その後、キャスティングドラム上で冷却固化されて未延伸フィルムとして得られる。
【0025】
マルチマニホールドタイプのフィードブロックとは、沢田慶司「プラスチック押出成形の最新技術」(ラバーダイジェスト社)(1993)に記載されているようなフィードブロックのことである。すなわち、複数の樹脂をダイ本体に送り込む前に、フィードブロック内で合流させ、次いでダイのシングルマニホールドへ送り込んで流れを拡幅して押出すものである。
【0026】
また、スクエアミキサーとは、ポリマー流路を断面が矩形の流路に2分割し、さらに、分割されたポリマー流を、再度、上下に積層されるように合わせる合流部を備えた筒体である。この操作を繰り返すことにより、層数を上げることができる。例えば、2種の樹脂からなるA/B/A3層の積層体が、1度の分割・合流を行うと5層の積層体になる。すなわち、積層数は、(初期の層数−1)×2のn乗+1で表現できる。ここで、nは、分割・合流の操作の回数である。また、スクエアミキサーの分配比は、通常、等しい断面積をもつ流路で等分配分岐されるため、同じ層厚み比の積層体が周期的に形成される。一方、初期の積層体の構造が傾斜構造であり、分配比を非等分配とすることでスクエアミキサー通過後の積層体として連続して傾斜した層厚みの構造を実現できる。スクエアミキサー前の初期の傾斜構造は、傾斜構造となっている各層に対応するフィードブロック内の各マニホールドの圧力損失を傾斜させることにより達成できる。
【0027】
以上より、マルチマニホールドタイプのフィードブロックとスクエアミキサーを組み合わせれば、例えば、マルチマニホールドタイプのフィードブロックにて11層に積層された溶融状態の積層体をスクエアミキサーに4回通過させると、161層の積層体を得ることができる。より層数を多くする方法としては、複数のフィードブロックを並列に並べる方法、スクエアミキサーの回数を増加させる方法、フィードブロック内で得られる積層流の層数を増加させる方法が挙げられる。ここでのマルチマニホールドタイプのフィードブロックとしては、特開2006−44212号公報に記載のタイプIIのフィードブロックが例示される。
【0028】
しかしながら、上記したマニホールドタイプのフィードブロックを用いると、装置サイズが大型化し、また、スクエアミキサーを複数回通過させると積層の精度を維持して目的とする多層に積層されたフィルムを得ることは極めて難しい。そのため、本発明の積層フィルムにおいては、多数の微細スリットを有するコームタイプのフィードブロックを用いて積層構造を得ることが好ましい。このコームタイプのフィードブロックについての詳細は、特開2007−307893号公報に記載されている。このフィードブロックは、スリットの数を増やすことにより容易に400層までの積層体を一度に形成することが可能である。さらに、スクエアミキサーを組み合わせれば、1000層以上の積層体を得ることができる。
【0029】
高い積層精度を実現するためには、スクエアミキサーを用いずに多数の微細スリット部材を並列に少なくとも2つ以上並べることにより、容易に800層以上の積層体を得ることができる。製造方法についての詳細は、特開2007−307893号公報に記載されている。
【0030】
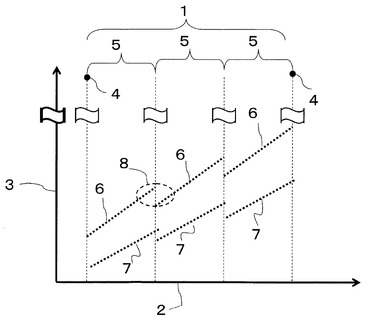
本発明の積層フィルムにおいて層厚みの分布は、傾斜構造を有することが好ましい。傾斜構造とは厚み方向に向かうに従い層厚みが漸増または漸減する構造である。その例を図1と図2に示す。図1に例示した層厚み分布を以下に説明する。図1の横軸に層番号2、縦軸に層厚み(nm)3をとる。なお、層番号は、積層フィルムの最表層から順にA層、B層それぞれについて番号を割り当てたものである。該層厚み分布では、最表層の2層の厚膜層4と3つの傾斜構造の群から構成されている。厚膜層は、最表層に位置することが好ましく、積層する際のポリマー流の乱れを少なくできるので1μm以上の厚みとすることが好ましい。1つの傾斜構造群5の中には、熱可塑性樹脂A層からなる傾斜構造6と熱可塑性樹脂B層からなる傾斜構造7からなる。また、本発明のコームタイプのフィードブロックにより形成される層厚み分布1は、3枚のスリット板から形成される層厚み分布から構成される。各スリット板から形成される層厚み分布は、傾斜構造群5に示されるように熱可塑性樹脂A層からなる傾斜構造6とB層からなる傾斜構造7から構成されている。A層、B層ともスリット板の数に対応した3つの傾斜構造から構成されており、隣り合うスリット板間の境界近傍に位置する層番号の層厚み分布は、該境界近傍の層厚みに相当する光学干渉距離の波長において干渉反射が確実に生じるように、近隣の層番号同士で層厚みが重複する層厚み分布としている。ここで、3つのスリット板から形成される傾斜構造6と7を構成する各層厚みは、500nm以下の薄膜層とする。本発明の積層フィルムにおいては、可視光領域を均一に反射させる設計としているため、薄膜層の層厚みは、約50nm〜200nmとなるように設計されていることが好ましい。スリット板間にわたって、同じ層厚みが存在する重複部の層厚み数は、30層以上であることが好ましい。この重複部である層厚み分布8の領域は、スリット板間でスリットの櫛歯30個以上について、長さと間隙を合わせることで容易に達成できる。結果的には流量を合わせることで達成される。このような層厚み分布を達成することによって、視野角度を変えても積層フィルムの反射光が色付くこともなく、可視光領域を均一に反射するLCD用バックライトの蛍光管の輝度むら消しに好適なハーフミラーを提供することができる。
【0031】
本発明の積層フィルムのヘイズは、20%以上であり、かつF10光源を用いたときの光線透過率が50%〜10%であることが必要である。ヘイズが20%未満であると、光拡散にもとづく輝度むら低減効果はなく、従って、輝度むらを抑制するためには、光干渉の効果を強く出す必要が生じる。このとき、F10光源を用いたときの光線透過率は10%未満にせざるを得なくなるためLCDバックライトユニットの輝度の低下に繋がる。ヘイズは好ましくは、30%以上である。さらに好ましくは、40%以上である。一方、ヘイズが高すぎると、干渉反射の効果を減殺するために蛍光管の輝度むらの抑制効果が落ちてしまう。そのため、ヘイズは、好ましくは90%以下である。より好ましくは、70%以下である。上記ヘイズ範囲の積層フィルムを得る方法としては、前記の有機粒子の種類、濃度、分散径(粒子径)、有機粒子を含有する熱可塑性樹脂の種類、添加剤、製膜条件を適宜調整することでできる。例えば、ポリオレフィンからなる有機粒子の重量濃度は、0.2%〜5重量%、分散径は0.2〜20μm、添加剤として無水マレイン酸変性ポリオレフィンを添加剤として用いて、公知の逐次2軸延伸法によって得られる。一方、F10光源を用いたときの光線透過率が50%を超えるフィルムは、干渉反射の効果が少ないフィルムといえ、輝度むらを消すことが困難である。LCDバックライトの輝度むらを解消することと輝度を両立させる観点では、F10光源を用いたときの光線透過率は、20%以上45%以下が好ましい。より好ましくは、30%以上40%未満である。その達成方法は、熱可塑性樹脂A層とB層の樹脂の選択、および積層数で適宜調整することができる。たとえば、熱可塑性樹脂A層とB層の面内屈折率差が0.05以上である場合は、積層数が800層以上であり、その層厚みが20nm〜500nmの範囲で交互に積層され、公知の逐次2軸延伸法によって得られる。このように、蛍光管の輝度むら消し効果と輝度の両立は、干渉反射と拡散透過を上記範囲とした本発明の積層フィルムによってもたらされるのである。そのため、本発明によって得られたヘイズとF10光源の光線透過率のより好ましい態様を領域で表すと次のようになる。(ヘイズ(%),F10の光線透過率(%))の座標軸をとると、(20,10)、(90,10)、(90,50)、(40,50)の4点で囲まれた領域が好ましい。より好ましくは、(30,30)、(90,30)、(90,40)、(50,40)の4点で囲まれた領域である。その達成方法は、前述したように熱可塑性樹脂の選択、積層数によって光線透過率を調整し、粒子径、粒子濃度によってヘイズを調整する。例えば、有機粒子を構成する樹脂にポリオレフィンを選択した場合、そのガラス転移点(Tg)は、有機粒子を含有する熱可塑性樹脂のTg以下であることが好ましい。Tg以下とすることで、縦横延伸時に後方散乱の原因となる空隙を形成し難い共延伸が実現するからである。また、有機粒子を含有する熱可塑性樹脂層の重量に対して、有機粒子の重量濃度は、0.2%〜5重量%、分散径は0.2〜20μm、添加剤として無水マレイン酸変性ポリオレフィンを用いることが好ましい。より好ましくは、0.5〜3重量%、分散径0.5〜10μmである。特に、粒子の種類によって、拡散透過と拡散反射のどちらを起こしやすいかが輝度むら消し効果と輝度の関係に影響を与える上で重要である。すなわち、拡散透過は、有機粒子とその粒子を含有する熱可塑性樹脂(マトリックス樹脂)層との間の面内屈折率差が0.08未満の関係にあるときに発生しやすい。より好ましくは、0.05以下である。これは光の前方散乱のため、輝度を低下させずに効率的に蛍光管の輝度むらを消失させる。一方、拡散反射は、有機粒子とそのマトリックス樹脂間の屈折率差が0.08以上であると、蛍光管側への後方散乱となるため光の損失が多くなり、ヘイズが高くても蛍光管の輝度むら消しの効率が悪くなる。そのため出来るだけ拡散透過を発生させる方が好ましい。
【0032】
本発明の積層フィルムは、有機粒子とそれを含有する熱可塑性樹脂との界面に空隙を形成し難くする観点から、有機粒子を含有する層が非晶性の熱可塑性樹脂であることが好ましい。非晶性とすることで、熱処理工程で空隙が消失しやすくなるためである。熱処理温度は、240℃以上であることが好ましい。また、別な手段としては、有機粒子が含有される層と同じ層に無水カルボン酸変性ポリオレフィンを添加剤として含有せしめることが好ましい。これは、ポリオレフィンに無水カルボン酸をグラフト重合させたものであることが好ましい。こうした無水カルボン酸変性ポリオレフィンとしては、無水カルボン酸変性ポリプロピレン、無水カルボン酸変性ポリエチレンなどが挙げられる。これらは、親水性と疎水性を兼ね備えている。そのため、有機粒子がポリオレフィンである場合には、疎水性のため相溶性が高く、また、熱可塑性樹脂にポリエステルを用いた場合、親水性のため相溶性が高く、両者を結びつける働きをするため、ポリオレフィンとポリエステルの界面に空隙を形成し難くなる。また、無水カルボン酸としては、無水酢酸、無水オレイン酸、無水マレイン酸などがあるが、無水マレイン酸が好ましい。
【0033】
有機粒子とそれを含有する熱可塑性樹脂との界面に空隙が形成されると、蛍光管の輝度むら低減に効果がある光干渉現象を低減させ、拡散反射性能が強くなる。一方、空隙がない場合は、光干渉現象を維持しつつ拡散透過性能が強くなり、輝度むら消しと輝度を両立する。有機粒子を含有した積層フィルムの断面の一部の模式図を図3に示す。非晶性の熱可塑性樹脂とは、DSCによる測定で20℃/minで25℃から300℃まで走査させ、次いで25℃に急冷後、再度、20℃/minで25℃から300℃まで走査させたときに結晶化ピークもしくは融解ピークが殆ど見られない熱可塑性樹脂をいう。本発明では、例えば、シクロヘキサンジメタノールを20モル%以上共重合した共重合ポリエチレンテレフタレート、スピログリコールを10モル%以上およびシクロヘキサンジカルボン酸を20モル%以上共重合した共重合ポリエチレンテレフタレート、イソフタル酸を20モル%以上共重合した共重合ポリエチレンテレフタレート、テレフタル酸を15モル%以上共重合した共重合ポリエチレンナフタレートなどが挙げられる。
【0034】
本発明の積層フィルムは、F10光源を用いたときの透過光の彩度C*が3.5以下であることが好ましい。彩度C*が3.5を超えると、LCDバックライトシステムとして用いた場合、蛍光管からの光が着色してしまい、カラーフィルターの演色性に影響を及ぼすおそれがある。彩度C*は、好ましく2以下である。物体の色は、光源からの光のスペクトルと被試験体の分光特性によって決定される。そのため、本発明の積層フィルムのような干渉反射特有のリップルの多い分光特性にとって、F10光源は、発光ピークが鋭いため、非常に着色しやすい。透過率についても、干渉反射特有の分光曲線のパターンとF10光源の発光ピーク波長との関係に大きく左右されるため、緩やかな発光特性の光源標準光D65やC光源とは色目が異なる結果となる。彩度C*を3.5以下とするためには、計算により彩度C*が小さくなる最適厚みを求め、厚みの異なる積層フィルムを貼り合わせるか、フィードブロック内部のスリット板のスリット長さや間隙を適宜調整することで達成可能である。
【0035】
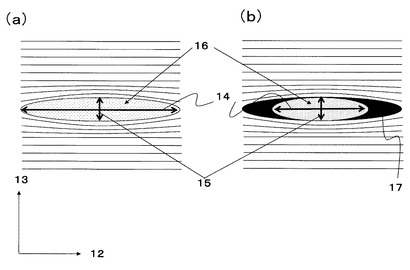
本発明の積層フィルムに含有される有機粒子のフィルム厚み方向の径とフィルム長手方向もしくは幅方向の径の比(扁平比)が1:1.5以上であることが好ましい。図3を用いて説明する。ここでの粒子の径とは、粒子断面におけるフィルム厚み方向の径とフィルム長手方向もしくは幅方向の径のことである。扁平比の決定にあたりフィルム長手方向の径と幅方向の径の何れを採用するかは、どちらか長い方を採用することとする。粒子径の比、すなわちフィルム長手方向もしくは幅方向の粒子径14/厚み方向の粒子径15の比が1.5以上であると、粒子は扁平状となり、干渉反射を余り阻害することなく光拡散透過の効果を奏する。そのため、より好ましくは、扁平比は3以上である。さらに好ましくは、6以上である。粒子径の大きさは、光拡散を効果的に起こす観点から、厚み方向の粒子径は0.2μ以上5μm以下が好ましい。また、フィルム長手方向もしくは幅方向の粒子径は、0.75μm以上40μm以下が好ましい。前記好ましい粒子径の達成方法としては、L/D=42以上で混練ゾーンを4D以上兼ね備えた二軸押出機を用いて、有機粒子と熱可塑性樹脂を溶融混練することによって微分散化し、フィードブロック内で他の方の熱可塑性樹脂と交互に積層されて、口金から押出されてキャストドラムで冷却固化された未延伸状態の積層フィルムを、公知のポリエステルフィルムの場合、3〜4.5倍の縦横の延伸倍率、延伸温度80℃〜120℃にて延伸されたフィルムを熱処理ゾーンで200℃以上の熱処理温度で5秒以上熱処理することで達成される。より好ましくは、10秒以上である。非晶性の熱可塑性樹脂がポリエステルの場合、有機粒子と熱可塑性樹脂の界面に形成される空隙を消失させる観点から240℃以上がより好ましい。また、有機粒子を延伸方向に追従しやすくする観点から、添加剤として無水カルボン酸変性ポリオレフィンを用いることが好ましい。粒子径は、混練ゾーンの長さやニーディングディスクの構成に依存しており、パドルのずれの傾きが60°以下、より好ましくは、30°以下である方が、輝度むら消しに好適な上記の粒子径の範囲として得られる。
【0036】
A層またはB層の層厚み分布は3つ以上の傾斜構造を有するものとすることが望ましく、かつ、全ての傾斜構造は同一の方向に傾斜していない積層構造とする方法が、色目の原因となる分光透過曲線の局所的に存在する高透過領域を発現させにくくする観点から、最も好ましい。
【0037】
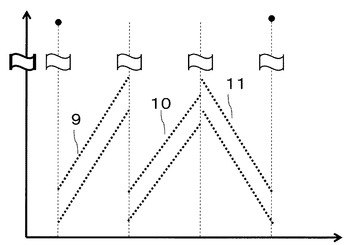
この傾斜構造を有するとは、A層およびB層それぞれの層の層厚み分布において、隣り合う同一樹脂からなる層の間で厚み差が50nm以下の範囲で連続性を有し、かつ、最小二乗近似によるRの二乗が0.5以上となる正もしくは負の傾きをもつ層厚み分布を有することをいう。全ての傾斜構造は同一の方向に傾斜していない積層構造について、図2を用いて以下に説明する。図2に示されるA層の3つの傾斜構造9,10,11において、傾斜構造11の傾きは、他の傾斜構造9と10の傾きと反対の傾きにある。このように傾斜構造の傾きを反対かつ層厚みの重複部を多くとることによって、長い波長区間にわたって、可視光領域を連続的かつ一様に反射しやすく、また、彩度C*も小さくすることができる。つまり、図2の層厚み分布を持つ積層フィルムは、図1の層厚み分布を持つ積層フィルムに比べて無彩色に近い。各傾斜構造中、層厚み数が重複する層の数は200層以上であることが好ましい。より好ましくは、300層以上。さらに好ましくは、400層以上である。傾斜構造の傾きを傾斜度合いといい、スリットの間隙が同じ場合は、スリット板のスリット長の最長スリット長/最短スリット長の値で表現できる。正確には、1つのスリットから流れる最小流量/最大流量で表すことができる。これは、反射波長帯域を表す目安である。可視光領域の波長400nm〜700nmの反射波長帯域を実現させる観点から、この値は、0.3〜0.7の範囲とすることが好ましい。特に、可視光領域の光を反射するための帯域を確保するためには、0.33〜0.5がより好ましい。
【0038】
本発明の積層フィルムの最表層に、異方性光拡散機能を付与することも蛍光管の輝度むら消しに効果を奏するため好ましい。係る機能を付与する手段としては、例えば、積層フィルム表面に、200℃以上のロール温度でピッチ間隔が1mm以下のライン状のエンボス加工を施すことが好ましい。この場合のライン状のエンボス(凹凸)パターンは、例えば、溝深さは、0.009mm以上であることが好ましい。より好ましくは、0.03mm以上である。その他の方法としては、熱硬化性もしくは光硬化性の樹脂の層を本発明の積層フィルムに塗布し、次いで、ライン状のエンボスパターンが施された金型によるスタンパ加工後、光もしくは熱で硬化させることによって得ることができる。
【0039】
また、本発明の積層フィルムには、各種添加剤、例えば、酸化防止剤、耐熱安定剤、顔料、染料、耐電防止剤、充填剤、核剤などが、本発明の目的を阻害しない程度に含まれていても良い。また、本発明の積層フィルムに易滑剤としての粒子を添加しても良い。粒子としては、樹脂に対して不活性な有機、無機系の粒子であれば、如何なるものも用いることができる。その形状としては、凝集粒子、真球状粒子、数珠状粒子、コンペイト状粒子、鱗片状粒子などの粒子を使うことができる。また、その材質としては、無機系としては、酸化鉄、酸化マグネシウム、酸化セリウム、酸化亜鉛、炭酸バリウム、チタン酸バリウム、塩化バリウム、水酸化バリウム、酸化バリウム、アルミナ、セリナイト、酸化珪素(シリカ)、炭酸カルシウム、酸化チタン、アルミナ、ジルコニア、珪酸アルミニウム、マイカ、パールマイカ、ろう石クレー、焼成クレー、ベントナイト、タルク、カオリン、その他の複合酸化物等を、有機系としてはポリイミド系樹脂、オレフィンあるいは変性オレフィン系樹脂、架橋ないし無架橋ポリスチレン系樹脂、架橋ないし無架橋アクリル樹脂、フッ素系樹脂、シリコン系樹脂等を挙げることができる。
【0040】
本発明の積層フィルムを得るための具体的な態様を以下に例を挙げて説明する。しかし、本発明は係る例に限定して解釈されるものではない。
【0041】
本発明の積層フィルムの製造方法は、個々の熱可塑性樹脂がA層に対応する押出機AとB層に対応する押出機Bの2台から供給され、それぞれの流路からのポリマーが、マルチマニホールドダイやフィードブロックやスクエアミキサーやスタティックミキサーを用いて積層された溶融体をT型口金等を用いてシート状に溶融押出し、その後、キャスティングドラム上で冷却固化して未延伸フィルムを得る方法で得られる。100層以上の傾斜構造は、コームタイプのフィードブロックを用いることで得ることができる。層数は、コームタイプのフィードブロックを構成するスリット板のスリット数を調整することで決定することができる。高い反射性能を達成する観点から、本発明の層数は、500層以上が好ましく、より好ましくは800層以上である。スリット板1枚に付き、スリット数は装置の大型化の観点から最大で300個程度が限界であるため、800層以上を達成するためには、スリット板1枚+スクエアミキサーを用いる方法、もしくは、スリット板を数個、並列に並べる方法がある。より高い積層精度を達成するためには、後者が最も好ましい。また、傾斜構造を得る方法としては、フィードブロック内部のスリットの間隙や長さを傾斜させることで達成される。一方、スクエアミキサーを用いる場合は、通常、その分配比は、1:1の等しい断面積をもつ流路で等分配分岐されるため、初期の積層体の構造が傾斜構造であるならば、厚み方向に分岐回数分、傾斜構造が周期的に繰り返して並ぶことになる。しかしながら、分配比を非等分配とすることで、スクエアミキサー通過後のポリマー積層体が連続した傾斜構造を維持することができる。すなわち、層番号と層厚みのグラフをプロットしたときに、連続的に右肩上がりの曲線もしくは直線が得られることになる。
【0042】
フィードブロックにより積層構造を有したフィルムを得る方法の詳細は、特開2007−307893号公報に記載されている通りである。該フィードブロックを用いて、高い積層精度の未延伸フィルムである積層フィルムを得る。
【0043】
この未延伸状態の積層フィルムを樹脂組成物のガラス転移点(Tg)以上の温度で延伸する方法などで得ることもできる。この際の延伸の方法は、少なくとも一方向に延伸されていることが、熱寸法安定性の観点から好ましい。特に、公知の逐次2軸延伸法、もしくは同時二軸延伸法で2軸延伸されていることが好ましい。公知の2軸延伸法とは、長手方向に延伸した後に幅方向に延伸する方法、幅方向に延伸した後に長手方向に延伸する方法で行えばよく、長手方向の延伸、幅方向の延伸を複数回組み合わせて行ってもよい。例えば、ポリエステルから構成された延伸フィルムの場合、延伸温度及び延伸倍率はいくらであっても良いが、通常のポリエステルフィルムの場合、延伸温度は80℃以上130℃以下であり、延伸倍率は2倍以上7倍以下が好ましい。長手方向の延伸方法は、ロール間の周速度変化を利用して行う。また、幅方向の延伸方法は、公知のテンター法を利用する。すなわち、フィルムの両端をクリップで把持しながら搬送して、幅方向に延伸する。
【0044】
次いで、この延伸されたフィルムを、テンター内で熱処理する。この熱処理は、延伸温度より高く、融点より低い温度で行うのが一般的である。通常のポリエステルの場合、130℃ないし250℃の範囲で行うのが好ましいが、粒子の周りの空隙を無くす観点から、200℃乃至240℃の範囲で10秒以上の熱処理を行うのがより好ましい。さらに、フィルムの熱寸法安定性を付与するために幅方向、もしくは長手方向に2〜10%程度の弛緩熱処理を施すことも好ましい。
【0045】
次に、同時二軸延伸法について説明する。冷却ロール上にキャストされた未延伸フィルムを、同時二軸テンターへ導き、フィルムの両端をクリップで把持しながら搬送して、長手方向と幅方向に同時および/または段階的に延伸する。長手方向の延伸は、テンターのクリップ間の距離を広げることで、また、幅方向はクリップが走行するレールの間隔を広げることで達成される。本発明における延伸・熱処理を施すテンタークリップは、リニアモータ方式で駆動することが好ましい。その他、パンタグラフ方式、スクリュー方式などがあるが、中でもリニアモータ方式は、個々のクリップの自由度が高いため延伸倍率を自由に変更できる点で優れている。フィルムが通常のポリエステルの場合、延伸倍率、延伸温度および熱処理温度は、逐次二軸延伸の条件と類似している。すなわち、延伸温度は80℃以上130℃以下、延伸倍率は面積倍率として8〜30倍が好ましく用いられる。
本発明の積層フィルムの厚みは、各層厚みと総積層数の兼ね合いから決定されるが、適度な支持性とLCD用バックライトユニットの薄膜化を達成する観点から、50μm〜200μmであることが好ましい。
【0046】
本発明の積層フィルムを用いたLCD用バックライトユニットは、液晶セルへ均一な光を導くための機能を有する。大きくは、反射板/ランプ/光学機能層とから構成される。反射板には例えば白色フィルムが用いられ、光源となるランプにはD65、A、C、F5、F6、F10などの標準光のスペクトラムで発光する蛍光管やLEDなど挙げられるが、一般的な直下型バックライトに用いられるF10光源の冷陰極管が好ましい。光学機能層とは、プリズムシート、拡散フィルム、拡散板、本発明の積層フィルムおよびこれらを組み合わせたものである。LCD用バックライトユニットの輝度は、明るさの観点から6500cd/m2以上が好ましい。より好ましくは、7000cd/m2以上である。また、輝度むらは、1%以下が好ましく、より好ましくは、0.8%以下である。また、LCD用バックライトユニットの面内色むらについては、LCD表示部の高精細な画像を獲得する観点から、色むらの指標となる色度値x,色度値yの標準偏差X(S.D.)、Y(S.D.)が、ともに0.002未満、より好ましくは0.001未満であることが好ましい。
【実施例】
【0047】
以下、本発明の積層フィルムについて実施例を用いて説明する。
【0048】
[物性の測定方法ならびに効果の評価方法]
特性値の評価方法ならびに効果の評価方法は次の通りである。
【0049】
(1)層厚み、積層数、積層構造
フィルムの層構成は、ミクロトームを用いて断面を切り出したサンプルについて、透過型電子顕微鏡(TEM)観察により求めた。すなわち、透過型電子顕微鏡H−7100FA型((株)日立製作所製)を用い、加速電圧75kVの条件でフィルムの断面を10000〜40000倍に拡大観察し、断面写真を撮影、層構成および各層厚みを測定した。尚、場合によっては、コントラストを高く得るために、公知のRuO4やOsO4などを使用した染色技術を用いた。
【0050】
上記装置から得た約4万倍のTEM写真画像を、CanonScanD123Uを用いて画像サイズ720dpiで取り込んだ。画像をビットマップファイル(BMP)もしくは、圧縮画像ファイル(JPEG)でパーソナルコンピューターに保存し、次に、画像処理ソフト Image-Pro Plus ver.4(販売元 プラネトロン(株))を用いて、このファイルを開き、画像解析を行った。画像解析処理は、垂直シックプロファイルモードで、厚み方向位置と幅方向の2本のライン間で挟まれた領域の平均明るさとの関係を、数値データとして読み取った。表計算ソフト(Excel 2000)を用いて、位置(nm)と明るさのデータに対してサンプリングステップ6(間引き6)でデータ採用した後に、3点移動平均の数値処理を施した。さらに、この得られた周期的に明るさが変化するデータを微分し、VBA(ビジュアル・ベーシック・フォア・アプリケーションズ)プログラムにより、その微分曲線の極大値と極小値を読み込み、隣り合うこれらの間隔を1層の層厚みとして算出した。この操作を写真毎に行い、全ての層の層厚みを算出した。得られた層厚みのうち、1μm以上の厚みの層を厚膜層とした。また、薄膜層は500nm以下の厚みの層とした。それ以外の厚みの層は、中間厚層とする。
【0051】
傾斜構造は、測定したA層およびB層の薄膜層における層厚みの分布から、隣り合う同一樹脂の層間で厚み差が50nm以下の範囲で連続性を有し、最小二乗近似によるRの二乗が0.5以上となる正もしくは負の傾きをもつ層厚み分布を有するA層およびB層の群を傾斜構造として特定し、その数と傾きの関係を調べた。1枚のスリット板から形成される層数からなる層厚み分布を傾斜構造の評価の対象の目安とした。
【0052】
(2)F10光源を用いたときの透過率Yおよび彩度C*
サンプルをフィルム幅方向中央部から5cm×5cmで切り出し、コニカミノルタ(株)製CM−3600dを用いて、透過光における透過率Yおよび彩度C*値を測定し、サンプル数5個での平均値を求めた。白色校正板は、付属のCM−A103を用いた。なお、測定に用いた光源はキセノンランプであるが、付属のソフトによりF10光源を用いた場合の透過率Yと彩度C*を、10°視野の条件でJIS Z8722(2000)に基づいて計算した。
【0053】
(3)ヘイズ
フィルム幅方向の中央部から、長手4.0cm×幅3.5cmの寸法に切り出したものをサンプルとし、ヘイズメータ(スガ試験機製HGM−2DP(C光用))を用いて積層フィルムのヘイズを測定した。
【0054】
(4) 有機粒子の扁平比
フィルム幅方向中央部からサンプルを切り出し、積層フィルムの厚み方向とフィルム幅方向(TD方向)、および厚み方向とフィルム長手方向(MD方向)の断面を電界放出型走査型電子顕微鏡JSM−6700F((株)Jeol製)を用いて、倍率2000〜10000倍で図3に図示されたように存在する有機粒子16を観察した。実施例のすべての有機粒子は、1層内に閉じ込められた状態で存在し、2層に渡って存在しないことを確認している。観察箇所を変えてランダムに選択された粒子個数50個について、厚み方向13とフィルム幅方向と長手方向14の粒子径を測長し、それぞれについて平均値を求めた。この値を用いて、フィルム長手方向もしくは幅方向の粒子径14/フィルム厚み方向の粒子径15で表される扁平比を算出した。
【0055】
(5)熱可塑性樹脂A,Bおよび有機粒子の面内屈折率
熱可塑性樹脂Bおよび有機粒子の面内屈折率は、以下の手順で評価した。
まず、各原料をφ30mmの単軸押出機を用いて280℃で溶融混練した後、口金幅150mmのTダイへ樹脂を導き、ダイスリットから吐出される溶融状態のシートを25℃の温度のキャストドラムにて巻き取り、厚み500μmの未延伸フィルムを得た。得られたフィルム幅方向中央部から長手方向4cm×幅方向3cmでサンプルを切り出し、アッベ屈折率計4T(アタゴ(株)製)を用いて、屈折率を測定した。得られた屈折率の長手方向と幅方向の屈折率の平均値を屈折率とした。なお、光源は、ナトリウムD線 波長589nmを用いた。なお、JIS K7142(1996)A法に従って測定した。
【0056】
一方、熱可塑性樹脂Aについては、未延伸フィルムからサンプルを10cm×10cmの寸法に切り出し、二軸延伸装置であるフィルムストレッチャー(ブルックナー社製KARO-IV)を用いて95℃で長手方向3.3倍×105℃で幅方向4.2倍の逐次二軸延伸を行い(PENの場合は、延伸温度 長手方向130℃×幅方向145℃)、次いで熱処理ゾーンで240℃の熱処理を施し、単膜フィルムを得た。得られたフィルムを熱可塑性樹脂Bと有機粒子と同様の方法で面内屈折率を求めた。
【0057】
(6)輝度むらの評価方法
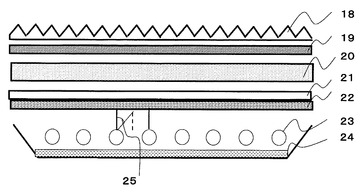
図4に示すようなバックライト構成において評価した。サンプルとなる積層フィルム21をフィルム幅方向中央部の位置から32インチサイズに切り出した。次いで、評価用32インチ直下型バックライトユニット(厚みが0.26mmで内部に微細な気泡を含有させた白色ポリエステルシートである反射板24の上に蛍光管直径3mm、蛍光管ピッチ20.5mmで外部電極蛍光灯(EEFL)23を19本配置)の上に、順に厚みが140μmの蛍光管の配列方向と平行な周期的なホログラムパターンを表面に形成した異方拡散フィルム22、積層フィルム21を置き、次いで厚みが2mmの拡散板20を重ねた。なお、この拡散板は、2つの主面が共に梨地面である住友化学製RM851を用いた。さらに、その上に拡散シート19はキモト製188GM2を用い、プリズムシート18は住友3M製BEF III90/50Tを用いて、重ねた。ここで、蛍光管の長手方向と本発明の積層フィルムのTD方向が平行の関係になるように配置した。蛍光管を60分間点灯して光源を安定させたのちに、その後、バックライトユニットの出射光面中央の上部に設置された輝度計を用いて光学系とバックライト発光面の法線出しをした後にレンズのピントを合わせてバックライトユニットの照明エリア全体が視野に入る状態で画像を撮影した。輝度計はコニカミノルタ製のCA-2000を用いた。輝度計の設定条件は広角レンズを用い測定距離が90cm、測定点数が490×490、ノイズの影響を考慮するための出力の積算回数を4とした。次に画像データをコニカミノルタ製のデータ管理ソフトウェアCA-S20wを用いて解析した。
【0058】
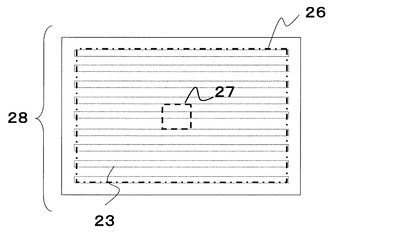
測定は、32インチ内側領域の面全体の輝度(cd/m2)を測定した。図5にその評価領域26を示す。バックライト構成(図4参照)の上面からみた図が図5であり、点破線で示した評価領域26は蛍光管23の配置されている箇所を模式的に示した図となっている。次に、蛍光管の輝度むらついて、バックライトユニット中央部で図5の破線で示した27を評価領域とした。蛍光管23の配列方向に沿って観測される蛍光管位置の真上に相当する最大輝度と隣り合う蛍光管同士の間にある最小輝度の差を平均輝度で割り100を乗じた値を輝度むらとして評価した。評価領域27は、横方向20cm×縦方向2cmとし、画面中央部に評価領域を設定した。なお、評価に用いるバックライトユニットにおいて蛍光管から異方拡散フィルム22へ引いた垂線と蛍光管間の中線と異方拡散フィルムが交わる点まで引いた線とで挟まれた角度θ25は、57度とした。
【0059】
(7)直下型バックライトの面内色均一性(色むら)の評価方法
上記(7)の評価に用いた装置と同じバックライトユニット(BLU)を用いた。対角32インチのバックライトユニットの蛍光灯を発光が安定するまで30分間以上点灯させ、その後、バックライト照明装置の発光エリア中央部から垂直方向に設置された輝度計を用いて光学系とバックライト発光面の法線出しをした後にレンズのピントを合わせて、バックライトの輝度むらの測定方法(7)と同様にバックライト照明エリア全体が視野に入る状態で画像を撮影した。輝度計はコニカミノルタ製のCA-2000を用いた。輝度計の設定条件は広角レンズを用い測定距離が90cm、測定点数が490×490、ノイズの影響を考慮するための出力の積算回数を4とした。次に画像データをコニカミノルタ製のデータ管理ソフトウェアCA-S20wを用いて解析した。色空間の設定はLvxyとした。解析領域は、バックライトユニット中央部のB4サイズとし、色度値xと色度値yの数値データを得た。色むらの指標となる色度値x,色度値yの標準偏差X(S.D.)、Y(S.D.)を以下の基準で評価した。
○:X(S.D.)、Y(S.D.)とも0.001未満
△:X(S.D.)、Y(S.D.)とも0.002未満0.001以上
×:X(S.D.)、Y(S.D.)とも0.002以上。
【0060】
(8)樹脂のガラス転移点(Tg)および非晶性の評価
示差走査熱量分析(DSC)計を用い、JIS−K−7121および7122(1987年)に従ってガラス転移点(Tg)、融点(Tm)およびその熱量を測定・算出した。、得られたDSCカーブについて、Tgを測定し、次いでTg以上280℃以下の温度範囲に融点(Tm)の吸熱ピークが存在するか否かを調べた。吸熱ピークである結晶融解時のピークトップを融点Tmとし、ベースラインからの積分値を結晶融解エンタルピーΔHmとした。ΔHmが3J/g未満を非晶性樹脂とした。
【0061】
装置:セイコー電子工業(株)製”ロボットDSC−RDC220”
データ解析:”ディスクセッションSSC/5200”
サンプル質量:5mg。
(熱可塑性樹脂)
熱可塑性樹脂Aとして、IV=0.63のポリエチレンテレフタレート(PET)、IV=0.43のポリエチレンナフタレート(PEN)を準備した。
一方、熱可塑性樹脂Bとしては、以下の極限粘度を有し、また、共重合成分はジオールについてはジオール成分全部を100モル%として、ジカルボン酸についてはジカルボン酸成分全部を100モル%としてそれぞれ表示した量が共重合されたポリエチレンテレフタレート共重合体として準備した。
【0062】
1.IV=0.55(スピログリコール(SPG)15モル%およびシクロヘキサンジカルボン酸(CHDC)20モル%)
2.IV=0.75(シクロヘキサンジメタノール(CHDM)33モル%)
3.IV=0.72(スピログリコール(SPG)20モル%およびシクロヘキサンジカルボン酸(CHDC)30モル%)
4.IV=0.73(イソフタル酸(IPA)25モル%)
また、テレフタル酸(TPA)成分20モル%を共重合したポリエチレンナフタレートとポリメチルメタクリレート(PMMA)を準備した。
なお、熱可塑性樹脂Aには、滑り性を付与するために、あらかじめ粒子径1.2μmの凝集シリカを樹脂全体量の0.04重量%となるよう添加した。これらを用いて、表1に記載の通りの樹脂組み合わせとした。なお、熱可塑性樹脂Bは全て非晶性であることを確認した。
【0063】
(有機粒子)
有機粒子となる以下の樹脂を準備した。
【0064】
PMP:ポリ(4−メチルペンテン−1)
COC:ノルボルネンとエチレンの共重合体である環状オレフィンコポリマー
ポリプラスチック社製TOPAS 8007
EPC:エチレン成分4mol%、プロピレン成分96mol%のブロック共重合体。
【0065】
PP :ポリプロピレン
PS :ポリスチレン
(添加剤)
添加剤として、以下のものを準備した。
【0066】
添加剤1:三洋化成社製ユーメックス2000(無水マレイン酸がグラフト重合したポリエチレンである)。
【0067】
添加剤2:三洋化成社製ユーメックス1010(無水マレイン酸がグラフト重合したポリプロピレンである)。
【0068】
[実施例1]
熱可塑性樹脂Aを単軸押出機にて280℃で溶融させ、一方、熱可塑性樹脂Bと有機粒子となるポリ(4−メチルペンテン−1)のチップを有機粒子の濃度が、B層に対して0.2重量%となるように配合し、L/D=48、混練ゾーンの長さが9Dの二軸ベント押出機にて、280℃で溶融・混練した。混練ゾーンのニーディングの構成は、パドルが30°ずつずれた構成とした。次いで、それぞれ、FSSタイプのリーフディスクフィルタを5枚介した後、ギアポンプにて吐出比が熱可塑性樹脂A/熱可塑性樹脂B=1.07/1になるように計量しながら、スリット数267個のスリット板を2枚、269個のスリット板1枚の計3枚用いた構成である801層フィードブロックにて合流させて、厚み方向に交互に801層積層された積層体とした。スリット長や間隙の設計を除いた積層方法の詳細は、特開2007−307893号公報記載と同様とした。A層同士の合流層があるため、スリット数は、803個となる。ここでは、スリット幅(間隙)は、全て一定とし、スリット長さのみ変化させることにより、層厚み分布を傾斜構造とした。得られた積層体の構造の内訳は、熱可塑性樹脂Aが401層、熱可塑性樹脂Bが400層からなる厚み方向に交互に積層された傾斜構造を有する積層体とした。フィードブロックのスリット板設計時の層厚み分布のパターンは、図2に示すパターンを用いた。設計時の傾斜度合いは、図2で記したそれぞれの傾斜構造9,10,11が、それぞれ、0.4となるように設計した。
【0069】
次いで、該積層体をTダイに供給し、シート状に成形した後、ワイヤーで8kVの静電印可電圧をかけながら、表面温度25℃に保たれたキャスティングドラム上で急冷固化し、未延伸フィルムを得た。
【0070】
この未延伸フィルムを、縦延伸機で95℃、3.3倍の延伸を行い、両端部をクリップで把持するテンターに導き105℃、4.2倍横延伸した後、次いで230℃、240℃で、それぞれ10秒間づつ熱処理を施し、150℃で約3%のTDリラックスを実施し、厚み92μmの積層フィルムを得た。
【0071】
次いで、視野角特性や色目が最適化されるように上記と同様に、しかし、厚みのみ変更して厚み83μmの積層フィルムを得た。
【0072】
次いで、ラミネータ機を用いて、前記厚み92μmのフィルムと前記厚み83μmのフィルムとを5μm厚みの接着剤層を介して貼り合わせてサンプルを作製した。92μmの厚膜層である表層の層厚みは、1μm以上であることを確認した。このフィルムの物性結果を表1に示す。
【0073】
得られたサンプルの層厚み分布は、92μmの厚みの積層フィルム部と83μmの積層フィルム部とも図2に示されたパターンとなる傾斜構造を有していた。それぞれ、熱可塑性樹脂A層と熱可塑性樹脂B層が、交互に801層積層された構造を有していた。また、83μmの積層フィルム部の層厚み分布は、92μmの積層フィルム部の層厚み分布を厚みの変化分の比を乗じた層厚み分布となっていることを確認した。断面SEM観察から有機粒子まわりには、図3(b)に示すような空隙が形成されていた。そのため、後方散乱の影響が大きく、輝度が少し低下する結果となった。幅方向の粒子径は、4μmであった。接着層を含めた積層数1603層中1558層にわたり層厚みが30nm〜200nmの範囲に属することを確認した。得られたサンプルは、無彩色であり、直下型LCDバックライトユニット(BLU)の光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。
【0074】
[実施例2〜3]
B層構成物全部を100重量%基準に添加剤1を2重量%、熱可塑性樹脂Bに添加し、また、有機粒子の濃度は表1記載のとおりに変更した以外は、実施例1と同様にして積層フィルムを得た。断面SEM観察から有機粒子まわりには、図3(b)に示すような空隙が僅かに形成されていた。幅方向の粒子径は、6μmであった。実施例1に比べて、添加剤1を介して熱可塑性樹脂BとPMPの相溶性があり、共延伸気味であることが確認された。得られたサンプルは、無彩色であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。
【0075】
[実施例4]
フィードブロックのスリット板の設計のみ変更する以外は、実施例3と同様な方法で積層フィルムを得た。フィードブロックのスリット板設計時の層厚み分布のパターンは、図1を用いた。設計時の傾斜度合いは、図1で記したそれぞれの傾斜構造6,7のそれぞれが、3つの傾斜構造群にわたって0.4となるように設計した。なお、1つの傾斜構造群5を形成するスリット板と隣接する傾斜構造群5を形成するスリット板同士の間で、間隙と長さを調整することによって、同じ層厚みをもった層厚み分布8が形成されるように設計し、その層の数は、30層とした。92μmのフィルム厚みに対して、F10光源で最も彩度が小さくなるフィルム厚み78μmのフィルムを貼り合わせてサンプルを得た。
【0076】
得られたサンプルは、緑味を感じる程度であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むらのない好適な積層フィルムであることを確認した。
【0077】
[実施例5〜6]
表1に示す熱可塑性樹脂B、有機粒子種、その濃度、添加剤を使用するなどの変更以外は、実施例1と同様にして積層フィルムを得た。なお、B層構成物全部が100重量%となるように、添加剤1は2重量%、また、有機粒子の濃度は、表1記載の重量%分を添加した。また、有機粒子のまわりには図3(a)のようなに全く空隙が形成されていなかった。幅方向の粒子径は、2.8μmであった。COCは、PMPに比べて、熱可塑性樹脂Bおよび添加剤1と親和性が良いため、微分散性がよく共延伸が実現していることを確認した。また、熱可塑性樹脂Bとの屈折率差も小さいため前方散乱しやすくなったと考えられる。接着層を含めた積層数1603層中1558層にわたり層厚みが30nm〜200nmの範囲に属することを確認した。得られたサンプルは、管むら消しと輝度向上を両立する干渉反射と前方散乱を実現したものであり、また、色目も無彩色であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。
【0078】
[実施例7]
熱可塑性樹脂Bを単軸押出機にて280℃で溶融させ、一方、A層が100重量%となるように、添加剤1を2重量%、有機粒子となるCOCの濃度が0.6重量%となるように熱可塑性樹脂Aと有機粒子となるCOCのチップおよび添加剤を計量し、L/D=48、混練ゾーンが9Dの二軸ベント押出機にて、280℃で溶融・混練した。混練ゾーンのニーディングの構成は、パドルが30°ずつ、ずれた構成とした。次いで、それぞれ、FSSタイプのリーフディスクフィルタを5枚介した後、ギアポンプにて吐出比が熱可塑性樹脂A/熱可塑性樹脂B=1.07/1になるように計量しながら、スリット数301個のスリット板を2枚、303個のスリット板1枚の計3枚用いた構成である903層フィードブロックにて合流させて、厚み方向に交互に903層積層された積層体とした。スリット長や間隙の設計を除いた積層方法の詳細は、特開2007−307893号公報記載と同様とした。A層同士の合流層があるため、スリット数は、905個となる。ここでは、スリット幅(間隙)は、全て一定とし、スリット長さのみ変化させることにより、層厚み分布を傾斜構造とした。得られた積層体の構造の内訳は、熱可塑性樹脂Aが452層、熱可塑性樹脂Bが451層からなる厚み方向に交互に積層された傾斜構造を有する積層体とした。フィードブロックのスリット板設計時の層厚み分布のパターンは、図2に示すパターンを用いた。設計時の傾斜度合いは、図2で記したそれぞれの傾斜構造9,10,11が、それぞれ、0.38となるように設計した。
【0079】
次いで、該積層体をTダイに供給し、シート状に成形した後、ワイヤーで8kVの静電印可電圧をかけながら、表面温度が25℃に保たれたキャスティングドラム上で急冷固化し、未延伸フィルムを得た。
【0080】
この未延伸フィルムを、縦延伸機で95℃、3.3倍の延伸を行い、両端部をクリップで把持するテンターに導き105℃、4.2倍横延伸した後、次いで230℃、240℃で、それぞれ10秒間づつ熱処理を施し、150℃で約3%のTDリラックスを実施し、厚み92μmの積層フィルムを得た。このフィルムの物性を測定した結果を表1に示す。
【0081】
得られたサンプルの層厚み分布は、図2に示されたパターンとなる傾斜構造を有していた。それぞれ、熱可塑性樹脂A層と熱可塑性樹脂B層が、交互に903層積層された構造を有していた。有機粒子まわりには、図3(a)のように空隙が全く形成されていなかった。実施例6に比べて、マトリックス樹脂との面内屈折率差が大きいため、若干、後方散乱起因が強くなった効果が出ていることを確認した。幅方向の粒子径は、2μmであった。積層数903層中901層にわたり層厚みが30nm〜200nmの範囲に属することを確認した。最表層となる厚膜層2つは、1μmであった。幅方向の粒子径は、2μmであった。得られたサンプルは、無彩色であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。
【0082】
[実施例8〜10]
表1に示す熱可塑性樹脂B、有機粒子種、その濃度、添加剤、有機粒子を含有する層などの変更内容以外は、実施例5と同様にして積層フィルムを得た。なお、添加剤1は、有機粒子が含有する層に2重量%添加され、有機粒子、添加剤、熱可塑性樹脂を合わせて100重量%となるように調整した。(以下、実施例11〜17および比較例3において、全て同様の調整を施した。)得られたサンプルは、無彩色であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。特に、実施例8は、熱可塑性樹脂Bおよび添加剤1と親和性が良いため、微分散性がよく共延伸が実現しており、光干渉反射と前方散乱を両立していることを確認した。また、熱可塑性樹脂Bとの屈折率差も小さいため前方散乱しやすくなったと考えられる。なお、実施例8の幅方向の粒子径は、1.2μmであった。
【0083】
[実施例11]
表1に示す熱可塑性樹脂B、有機粒子種、その濃度などの変更内容以外は、実施例1と同様にして積層フィルムを得た。また、熱可塑性樹脂Bと有機粒子は非相溶であるため、有機粒子のまわりには図3(b)のように空隙が形成されていた。実施例6に比べて、界面での屈折率差が大きく、後方散乱の効果が少し強い傾向であることを確認した。幅方向の粒子径は、4μmであった。接着層を含めた積層数1603層中1558層にわたり層厚みが30nm〜200nmの範囲に属することを確認した。得られたサンプルは、無彩色であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。
【0084】
[実施例12〜13]
表1に示す熱可塑性樹脂B、有機粒子種、その濃度、添加剤種の変更内容以外は、実施例5と同様にして積層フィルムを得た。また、有機粒子のまわりには図3(a)のように全く空隙が形成されていなかった。接着層を含めた積層数1603層中1558層にわたり層厚みが30nm〜200nmの範囲に属することを確認した。得られたサンプルは、無彩色であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。
【0085】
[実施例14]
貼り合わせをしないことと、傾斜度合いを0.45とし、表1に示す変更内容以外は、実施例1と同様にして積層フィルムを得た。また、有機粒子のまわりには図3(b)のように空隙が大きく形成されていた。輝度が小さいことから、干渉反射の効果が強い傾向であることを確認した。積層数801層中798層にわたり層厚みが30nm〜200nmの範囲に属することを確認した。得られたサンプルは、無彩色であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。
【0086】
[実施例15]
表1に示す変更およびフィードブロックのスリット板の設計のみ変更する以外は、実施例4と同様な方法で積層フィルムを得た。フィードブロックのスリット板設計時の層厚み分布のパターンは、図1に示すパターンを用いた。設計時の傾斜度合いは、図1で記したそれぞれの傾斜構造6,7が、スリット板3つにわたって0.4となるように設計した。なお、傾斜構造群5を形成するスリット板と隣接する傾斜構造群5を形成するスリット板同士の間で、間隙と長さを調整することによって、同じ層厚みをもった層厚み分布8が形成されるように設計し、その層の数は10層とした。また、有機粒子のまわりには図3(b)のように空隙が大きく形成されていた。
【0087】
得られたサンプルは、緑味を感じる程度であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むらない好適な積層フィルムであることを確認した。
【0088】
[実施例16]
表1に示す変更およびフィードブロックのスリット板の設計のみ変更する以外は、実施例7と同様な方法で未延伸フィルムを得た。この未延伸フィルムを、縦延伸機で130℃、3.3倍の延伸を行い、両端部をクリップで把持するテンターに導き145℃、4.2倍横延伸した後、次いで230℃、240℃で、それぞれ10秒間づつ熱処理を施し、150℃で約3%のTDリラックスを実施し、厚み100μmの積層フィルムを得た。フィードブロックのスリット板設計時の層厚み分布のパターンは、図1に示すパターンを用いた。設計時の傾斜度合いは、図1で記したそれぞれの傾斜構造6,7が、傾斜構造群5の3つにわたって、A層およびB層とも0.3となるように設計した。なお、傾斜構造群5を形成するスリット板と隣接する傾斜構造群5を形成するスリット板同士の間で、間隙と長さを調整することによって、同じ層厚みをもった層厚み分布8が形成されるように設計し、その層の数は10層とした。また、有機粒子のまわりには図3(a)のように空隙が全く形成されていなかった。
【0089】
得られたサンプルは、赤味を感じるが、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むらない好適な積層フィルムであることを確認した。
【0090】
[実施例17]
表1に示す変更以外は、実施例7と同様な方法で積層フィルムを得た。得られたサンプルの層厚み分布は、図2に示したパターンとなる傾斜構造を有していた。それぞれ、熱可塑性樹脂A層と熱可塑性樹脂B層が、交互に903層積層された構造を有していた。熱可塑性樹脂B層内の有機粒子まわりには、図3(a)のようなに空隙が全く形成されていなかった。積層数903層中901層にわたり層厚みが30nm〜200nmの範囲に属することを確認した。熱可塑性樹脂Bおよび添加剤1と親和性が良いため、微分散性がよく共延伸が実現しており、光干渉反射と前方散乱を両立していることを確認した。また、熱可塑性樹脂Bとの面内屈折率差も小さいため前方散乱しやすくなったと考えられる。なお、幅方向の粒子径は、1μmであった。得られたサンプルは、無彩色であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。
【0091】
[比較例1]
熱可塑性樹脂Aを単軸押出機にて280℃で溶融させ、一方、熱可塑性樹脂Bを計量し、L/D=28の単軸押出機にて、280℃で溶融・混練し、次いで、それぞれ、FSSタイプのリーフディスクフィルタを5枚介した後、ギアポンプにて吐出比が熱可塑性樹脂A/熱可塑性樹脂B=2/1になるように計量しながら、スリット数267個のスリット板を2枚、269個のスリット板1枚の計3枚用いた構成である801層フィードブロックにて合流させて、厚み方向に交互に801層積層された積層体とした。スリット長や間隙の設計を除いた積層方法の詳細は、特開2007−307893号公報記載と同様とした。A層同士の合流層があるため、スリット数は、803個となる。ここでは、スリット幅(間隙)は、全て一定とし、スリット長さのみ変化させることにより、層厚み分布を傾斜構造とした。得られた積層体の構造の内訳は、熱可塑性樹脂Aが401層、熱可塑性樹脂Bが400層からなる厚み方向に交互に積層された傾斜構造を有する積層体とした。フィードブロックのスリット板設計時の層厚み分布のパターンは、図1に示すパターンを用いた。設計時の傾斜度合いは、図1で示したそれぞれの傾斜構造6,7が、傾斜構造群5の3つにわたって0.35となるように設計した。なお、傾斜構造群5を形成するスリット板と隣接する傾斜構造群5を形成するスリット板同士の間で、間隙と長さを調整することによって、同じ層厚みをもった層厚み分布8が形成されるように設計し、その層の数は10層とした。
【0092】
次いで、該積層体をTダイに供給し、シート状に成形した後、ワイヤーで8kVの静電印可電圧をかけながら、表面温度25℃に保たれたキャスティングドラム上で急冷固化し、未延伸フィルムを得た。
【0093】
この未延伸フィルムを、縦延伸機で95℃、3.3倍の延伸を行い、両端部をクリップで把持するテンターに導き105℃、4.2倍横延伸した後、次いで230℃、240℃で、それぞれ10秒間づつ熱処理を施し、150℃で約3%のTDリラックスを実施し、厚み125μmの積層フィルムを得た。このフィルムの物性結果を表1に示す。
【0094】
得られたサンプルの層厚み分布は、125μmの厚みの積層フィルムであった。得られた積層フィルムは、積層数801層中788層にわたり層厚みが30nm〜300nmの範囲に属することを確認した。得られたサンプルは、赤みがあり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むらがはっきり確認された。また、バックライトの色むらも発生していることを確認した。
【0095】
[比較例2]
熱可塑性樹脂Aを単軸押出機にて280℃で溶融させ、一方、熱可塑性樹脂Bを計量し、L/D=28の単軸押出機にて、270℃で溶融・混練し、次いで、それぞれ、FSSタイプのリーフディスクフィルタを5枚介した後、ギアポンプにて吐出比が熱可塑性樹脂A/熱可塑性樹脂B=1/1になるように計量しながら、積層方法を267層のスリット板1枚と2段の非等分配ミキサーを採用して、最表層が熱可塑性樹脂Aとなるような積層体を得た。次いで、該積層体をTダイに供給し、シート状に成形した後、ワイヤーで8kVの静電印可電圧をかけながら、表面温度25℃に保たれたキャスティングドラム上で急冷固化し、未延伸フィルムを得た。
【0096】
この未延伸フィルムを、縦延伸機で130℃、3倍の延伸を行い、両端部をクリップで把持するテンターに導き145℃、3.3倍横延伸した後、次いで240℃、250℃で、10秒間づつ熱処理を施し、150℃で約3%のTDリラックスを実施し厚み65μm積層フィルムを得た。フィードブロックのスリット板+非等分配ミキサーの設計時の層厚み分布のパターンは、図1に示すパターンを用いた。設計時の傾斜度合いは、図1で記したそれぞれの傾斜構造6,7が、0.4となるように設計した。なお、スリット板間で同じ層厚みをもった層厚み分布8の層数は、10層とした。このフィルムの物性結果を表1に示す。
得られたサンプルは、ミラー調であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管からの光が殆ど通らない積層フィルムであった。また、バックライトの色むらも酷く発生していることを確認した。
【0097】
[比較例3]
表1に示す変更内容およびフィードブロックのスリット板の設計のみ変更する以外は、実施例15と同様な方法で積層フィルムを得た。フィードブロックのスリット板設計時の層厚み分布のパターンは、図1に示すパターンを用いた。設計時の傾斜度合いは、図1で記したそれぞれの傾斜構造6,7が、傾斜構造群3つにわたって0.4となるように設計した。なお、傾斜構造群5を形成するスリット板と隣接する傾斜構造群5を形成するスリット板同士の間で、間隙と長さを調整することによって、同じ層厚みをもった層厚み分布8が形成されるように設計し、その層の数は10層とした。また、有機粒子は殆ど発見できず、そのまわりには図3(b)のように空隙が形成されていた。
【0098】
得られたサンプルは、赤味がきつく、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、および色むらがあることを確認した。
【0099】
[比較例4]
表1に示す変更内容およびフィードブロックのスリット板の設計のみ変更する以外は、実施例14と同様な方法で積層フィルムを得た。フィードブロックのスリット板設計時の層厚み分布のパターンは、図1に示すパターンを用いた。設計時の傾斜度合いは、図1で記したそれぞれの傾斜構造6,7が、スリット板3つにわたって0.4となるように設計した。なお、傾斜構造群5を形成するスリット板と隣接する傾斜構造群5を形成するスリット板同士の間で、間隙と長さを調整することによって、同じ層厚みをもった層厚み分布8が形成されるように設計し、その層の数は10層とした。また、有機粒子が非常に多く見られ、そのまわりには図3(b)のように多数の空隙が形成されていた。
【0100】
得られたサンプルは、真っ白であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度は見えないが、光を殆ど通さないフィルムであることを確認した。
【0101】
【表1】

【0102】
【表2】
【産業上の利用可能性】
【0103】
本発明は、2種の熱可塑性樹脂を交互に積層し、有機粒子を含有した積層フィルムであって、光拡散性とハーフミラーの機能を有した積層フィルムに関するものである。
更に詳しくは、LCDの輝度向上と蛍光管の輝度むら低減を両立するバックライト部材、ハーフミラーの光拡散性が求められるヘッドアップディスプレイ部材として好適な積層フィルムに関するものである。該積層フィルムは、ディスプレイ部材、自動車部材、ホログラムなどの偽造防止用意匠部材、太陽電池部材、ウインドウなどの建材などに好適な積層フィルムである。
【図面の簡単な説明】
【0104】
【図1】層厚み分布の1例
【図2】層厚み分布の別な例
【図3】積層フィルムの断面図
【図4】評価に用いたバックライトユニットの模式図
【図5】図3のバックライトユニットを上から見た図
【符号の説明】
【0105】
1 :フィードブロックに由来する層厚み分布
2 :層厚み番号
3 :層厚み(nm)
4 :厚膜層
5 :傾斜構造群
6 :A層の傾斜構造
7 :B層の傾斜構造
8 :スリット板間で同じ層厚みをもった層厚み分布
9 :他の傾斜構造
10:他の傾斜構造
11:他の傾斜構造と反対の傾きを有する傾斜構造
12:フィルム長手方向もしくは幅方向
13:フィルム厚み方向
14:フィルム長手方向もしくは幅方向の粒子径
15:フィルム厚み方向の粒子径
16:有機粒子
17:空隙
18:プリズムシート
19:拡散シート
20:拡散板
21:積層フィルム
22:異方拡散フィルム
23:蛍光管
24:反射板
25:θ(57°)
26:輝度の測定領域
27:輝度むらの測定領域
28:バックライトユニット
【技術分野】
【0001】
本発明は、2種の熱可塑性樹脂が交互に積層され、かつ、層内に有機粒子が含有された積層フィルムに関する。
【背景技術】
【0002】
近年、薄型軽量、低消費電力、高画質の利点を有する液晶ディスプレイ(Liquid Crystal Display。以下、LCDともいう)が、テレビ、パソコン、携帯電話などの用途への普及が急速に伸びつつある。液晶ディスプレイは、一般にバックライトユニット、液晶ユニット、前面板ユニットから構成されている。バックライトユニットとは、LEDや蛍光ランプからの光を均一かつ効率的に液晶ユニットに光を導く機能が必要とされる部材であり、導光板、反射板、拡散板、プリズムシートなどから構成されている。液晶ユニットは、液晶をガラスなどの透明基板で挟んだものに透明電極を付与し、液晶分子の配向を制御する液晶セル部材とLCDの透過光に色相や明暗をつけるカラーフィルター、位相差板、偏光板から構成されている。前面板ユニットは、前面板を傷などから保護するハードコート層、表面のぎらつきを抑えるアンチグレア層、外光による液晶のコトラスト低下を防ぐ反射防止層、その他、視野角拡大フィルムなどから構成されている。液晶の表示方式は、従来からのSTN(Super Twisted Nematic) 方式やTFT(Thin Film Transistor)方式、さらにDSTN(Dual Super Twisted Nematic) 、FSTN(Film-compensated STN)方式など様々な方式が採用されている。
【0003】
近年、大型テレビ向けのLCDでは、薄型軽量化が求められており、薄型実現のためには、バックライトユニットの薄型化が必要である。しかしながら、現行のバックライト方式は、直下型の冷陰極蛍光管(CCFL)が採用されており、薄型化のためには、バックライトユニットの薄さの指標であるθを大きくする必要があった。ここで、θとは、バックライトユニット内部のCCFLと光学機能層との距離の関係を表す尺度であり、θが大きいことは、その距離が短くなることを意味し、つまりは、薄さを表すことを意味する(図4参照)。しかしながら、θが大きくなると蛍光管と光学機能層とが近接することとためバックライトユニットの出射面において蛍光管から遠いところは輝度が低下する輝度むらが発生し易くなる問題が指摘されている。
【0004】
従来の光学機能層は、拡散板、拡散フィルム、プリズムシートなどを複数枚配置した構成であるが、θが大きくなると、こうしたフィルムやシートの数を増やす対策がとられていた。しかしながら、数を増やすことは肉厚化および高コスト化に繋がるため、効率的に輝度むらを低減できる光学機能フィルムが求められていた。
【0005】
一般的な拡散・プリズム系以外の光学機能層の構成因子として、半透過性(ハーフミラー)材料が、輝度むら低減に効果的であることが知られている。(特許文献1)
しかしながら、公知の透明基材に金属をスパッタなどで蒸着したハーフミラー材料は、金属膜が光を吸収するためにLCDの輝度が低下する問題があった。一方、可視光吸収が少ない高分子系の多層膜による反射偏光子たるハーフミラーが登場し、これを蛍光ランプと偏光板の間に配置することで、偏光板での光吸収を激減させ、高い輝度をもたらすものが提案されているが、蛍光管の輝度むら低減には殆ど効果が見られない。(特許文献2)
【特許文献1】特開平6−250171号公報(第2頁)
【特許文献2】特表平9−506837号公報(第2頁)
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、輝度低下が少なく、直下型LCDバックライトユニットの輝度むら低減に好適な積層フィルムを提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するための本発明の要旨とするところは、熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)が、層厚みが20nm〜500nmの範囲で交互に少なくとも30層以上積層された積層フィルムであって、前記A層またはB層は有機粒子を含有し、かつ、該積層フィルムのヘイズが20%〜90%であり、F10光源を用いたときの光線透過率が50%〜10%であることを特徴とする積層フィルムである。
【0008】
また、本発明の積層フィルムにおいては、前記熱可塑性樹脂Aまたは熱可塑性樹脂Bは非晶性の熱可塑性樹脂である態様、前記有機粒子は該非晶性の熱可塑性樹脂からなる層に分散されている態様、該有機粒子がポリオレフィンである態様、フィルムのF10光源を用いたときの透過光の彩度C*が3.5以下である態様などが好ましい態様である。
【発明の効果】
【0009】
本発明の積層フィルムをバックライトユニットに用いると、従来のハーフミラー材料を用いた場合に比べて輝度低下が少なく、高い反射性と拡散透過性能を合わせもったバックライトとして得ることができる。また、直下型LCDのバックライトユニットの用途において、本発明の積層フィルムを光学機能層に用いることで、θが大きくても光学機能層の数を増加させることなく、輝度むら低減に効果があるバックライトシステムを提供することができる。
【発明を実施するための最良の形態】
【0010】
以下に、本発明の詳細を説明する。
【0011】
本発明の積層フィルムは、熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)を、層厚みが20nm〜500nmの範囲で交互に少なくとも30層以上積層し、有機粒子を含有する積層フィルムであって、ヘイズが20%〜90%であり、かつF10光源における光線透過率が50%〜10%であることが必要である。
【0012】
本発明に用いる熱可塑性樹脂Aおよび熱可塑性樹脂Bは、例えば、ポリエチレン・ポリプロピレン・ポリ(4−メチルペンテン−1)、ポリアセタールなどのポリオレフィン、シクロオレフィンとしては、ノルボルネン類の開環メタセシス重合,付加重合,他のオレフィン類との付加共重合体である脂環族ポリオレフィン、ポリ乳酸・ポリブチルサクシネートなどの生分解性ポリマー、ナイロン6、11、12、66などのポリアミド、アラミド、ポリメチルメタクリレート、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール、ポリビニルブチラール、エチレン酢酸ビニルコポリマー、ポリグルコール酸、ポリスチレン、スチレン共重合ポリメタクリル酸メチル、ポリカーボーネート、ポリプロピレンテレフタレート・ポリエチレンテレフタレート・ポリブチレンテレフタレート・ポリエチレン−2,6−ナフタレートなどのポリエステル、ポリエーテルサルフォン、ポリエーテルエーテルケトン、変性ポリフェニレンエーテル、ポリフェニレンサルファイド、ポリエーテルイミド、ポリイミド、ポリアリレート、4フッ化エチレン樹脂・3フッ化エチレン樹脂・3フッ化塩化エチレン樹脂・4フッ化エチレン−6フッ化プロピレン共重合体・ポリフッ化ビニリデンなどの熱可塑性樹脂から選択することができる。但し、熱可塑性樹脂Aと熱可塑性樹脂Bは屈折率を異とする必要から全く同一のポリマーからなるものではない。この中で、強度、耐熱性、透明性および汎用性の観点から、特にポリエステルを用いることがより好ましい。熱可塑性樹脂は、ホモポリマーでも共重合ポリマー、さらには、アロイポリマーであってもよい。熱可塑性樹脂Aと熱可塑性樹脂Bの屈折率の差は望ましく0.01以上であり、更に望ましくは0.03以上、特に望ましくは0.05以上である。A層とB層の面内屈折率差としては、0.05以上であることが好ましい。 ポリエステルとしては、例えば、芳香族ジカルボン酸または脂肪族ジカルボン酸とジオールを主たる単量体として重合されたポリエステルが好ましい。ここで、芳香族ジカルボン酸として、例えば、テレフタル酸、イソフタル酸、フタル酸、1,4-ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,6-ナフタレンジカルボン酸、4,4′-ジフェニルジカルボン酸、4,4′-ジフェニルエーテルジカルボン酸、4,4′-ジフェニルスルホンジカルボン酸などを挙げることができる。脂肪族ジカルボン酸としては、例えば、アジピン酸、スベリン酸、セバシン酸、ダイマー酸、ドデカンジオン酸、シクロヘキサンジカルボン酸とそれらのエステル誘導体などが挙げられる。中でも好ましくはテレフタル酸と2,6ナフタレンジカルボン酸を挙げることができる。これらの酸成分は1種のみ用いてもよく、2種以上併用してもよく、さらには、ヒドロキシ安息香酸等のオキシ酸などを一部共重合してもよい。
【0013】
また、ジオール成分としては、例えば、エチレングリコール、1,2-プロパンジオール、1,3-プロパンジオール、ネオペンチルグリコール、1,3-ブタンジオール、1,4-ブタンジオール、1,5-ペンタンジオール、1,6-ヘキサンジオール、1,2-シクロヘキサンジメタノール、1,3-シクロヘキサンジメタノール、1,4-シクロヘキサンジメタノール、ジエチレングリコール、トリエチレングリコール、ポリアルキレングリコール、2,2-ビス(4-ヒドロキシエトキシフェニル)プロパン、イソソルベート、スピログリコールなどを挙げることができる。中でもエチレングリコールが好ましく用いられる。これらのジオール成分は1種のみ用いてもよく、2種以上併用してもよい。
【0014】
上記ポリエステルのうち、ポリエチレンテレフタレートおよびその重合体、ポリエチレンナフタレートおよびその共重合体、ポリブチレンテレフタレートおよびその共重合体、ポリブチレンナフタレートおよびその共重合体、さらにはポリヘキサメチレンテレフタレートおよびその共重合体、ポリヘキサメチレンナフタレートおよびその共重合体などを用いることが好ましい。
【0015】
本発明において好ましい熱可塑性樹脂Aと熱可塑性樹脂Bの組み合わせは、高い精度の積層構造が実現しやすい観点から、熱可塑性樹脂Bと熱可塑性樹脂Aは同一の基本骨格を含む高分子を用いることが好ましい。ここでいう基本骨格とは、樹脂を構成するポリマーの最もモル分率の高い繰返単位のことであり、例えば、一方の樹脂がポリエチレンテレフタレートからなる場合は、エチレンテレフタレートが基本骨格である。また別の例としては、一方の樹脂がポリエチレンの場合、エチレンが基本骨格である。熱可塑性樹脂Aと熱可塑性樹脂Bが同一の基本骨格を含む樹脂であると、フローマークなどの積層不良、強いてはフィルム面内の色むら、さらに層間での剥離などの問題が生じにくくなる。従って、好ましい態様としては、例えば、熱可塑性樹脂Aはポリエチレンテレフタレートからなり、熱可塑性樹脂Bは幾らかの共重合成分が共重合されたポリエチレンテレフタレートである。
【0016】
本発明の積層フィルムでは、配向結晶化により面内屈折率が高くなる観点から、熱可塑性樹脂Aがポリエチレンテレフタレートまたはポリエチレンナフタレートであることが好ましく、一方、熱可塑性樹脂Bは、熱可塑性樹脂A近傍のガラス転移点を示し、また、熱可塑性樹脂Aの融点で配向緩和が生じやすいシクロヘキサンジメタノール成分、あるいはスピログリコール成分を含んでなる共重合ポリエステルであることが好ましい。シクロヘキサンジメタノール成分、あるいはスピログリコール成分を含んでなるポリエステルとは、スピログリコール、あるいはシクロヘキサンジメタノールを共重合したコポリエステル、またはホモポリエステル、またはそれらをブレンドしたポリエステルのことを言う。
【0017】
本発明の積層フィルムは後述するとおり、A層またはB層に有機粒子を含有するものであるが、樹脂と有機粒子との界面に空隙を持たないことが望ましいので、有機粒子を含有する層は非晶性の熱可塑性樹脂からなることが好ましい。好ましい態様として、たとえば、ポリエチレンテレフタレートの融点に近い温度で十分な製膜性を有し、加熱や経時による物性変化が少ない点から、シクロヘキサンジメタノールの共重合量が15モル%以上60モル%以下であるポリエチレンテレフタレートであることが好ましい。シクロヘキサンジメタノールの共重合量はより好ましく全ジオール成分に対して20モル%以上40モル%以下である。
【0018】
また、薄いフィルム厚みで輝度むら消し効果が得やすいため一方の熱可塑性樹脂はスピログリコール成分およびシクロヘキサンジカルボン酸成分を含んだポリエステルであることが好ましい。スピログリコール成分およびシクロヘキサンジカルボン酸成分を含んだポリエステルを用いたとき、もう一方の熱可塑性樹脂がポリエチレンテレフタレートやポリエチレンナフタレートであると面内屈折率差が一層大きくなるため、高い反射性能を得やすくなる。すなわち、少ない積層数で十分な輝度むらを消す効果が得られる。また、ポリエチレンテレフタレートやポリエチレンナフタレートとはガラス転移温度の差が小さいため、成形時に過延伸になりにくく、かつ層間剥離もしにくい。スピログリコール成分およびシクロヘキサンジカルボン酸成分の共重合量は、全ジオール成分に対して合わせて10モル%以上50モル%以下の範囲内で用いることが好ましい。
【0019】
本発明の積層フィルムは、A層とB層が層厚み20nm〜500nmの範囲で交互に少なくとも30層以上を積層された構造を有している。層厚みが20nm〜500nmの範囲であると、LCDバックライトユニットに利用される可視光領域の波長の光に対して、干渉反射現象を発現させることができ、輝度むら消しに有効である。好ましい層厚みの範囲は、用いる樹脂の屈折率に依存するが、一般的に入手可能な熱可塑性樹脂の屈折率は、1.35〜1.8程度であるため、好ましく50nm〜200nmの範囲から選択される。
【0020】
本発明の積層フィルムにおいて、交互に積層されるとは、A層とB層とが、規則的にA(BA)n(nは自然数)のごとき配列で積層されていることをいう。積層数が多いほど、干渉反射現象を発現し、LCDバックライトユニットの輝度むら消しに効果的である。なお、本発明の積層フィルムにおいては層厚みが20nm〜500nmの層厚みの層が30層以上交互に積層されていれば該範囲外の厚みの層が積層されていることは差し支えない。なお、30層以上交互に積層された層群の間に上記範囲外の厚みの層が存在する場合、係る範囲外の厚みの層を無視して層数は通算する。また、過度に積層数が多すぎると、透過率が低下し、LCD用バックライトユニットに用いた場合に輝度が低下するおそれがあるので、積層数は、400以上3000以下であることが好ましい。より好ましくは、500以上2000以下である。なお、層厚みは後述の方法により求められる。
【0021】
本発明の積層フィルムは、前記A層またはB層に有機粒子を含有していることが必要である。有機粒子を構成する樹脂は、熱可塑性樹脂、熱・光硬化性樹脂など如何なる樹脂でも良い。本発明において有機粒子とは、前記A層またはB層中に分布する、該有機粒子が分布する層を構成する樹脂とは異なる樹脂又は化合物からなる分散体を意味する。該有機粒子を構成する樹脂としては、例えば、ポリイミド樹脂、ポリオレフィンあるいは変性ポリオレフィン樹脂、架橋または無架橋のポリスチレン樹脂、架橋ないし無架橋アクリル樹脂、フッ素樹脂、シリコン樹脂等の樹脂、ステアリン酸アミド、オレイン酸アミド、フマール酸アミドなどの各種アミド化合物を挙げることができる。光拡散効果による輝度むらの抑制に有効であることから、架橋ポリエチレン、ポリプロピレン、エチレン−プロピレンコポリマー、スチレンアクリロニトリルコポリマー、ポリ4−メチルペンテン1、ポリカーボネート、アクリルビーズ、メタロセンやチーグラーナッタ触媒にて共重合したノルボルネンとエチレンの共重合体である環状オレフィンコポリマー、ノルボネン系モノマーの開環メタセシス重合および水素化により得られる環状ポリオレフィンを用いることが好ましい。また、これらの共重合体やアロイであっても良い。特に、有機粒子の熱可塑性樹脂への分散性および光拡散性の観点から、ポリオレフィンを用いることが好ましく、中でも、熱可塑性樹脂Aまたは熱可塑性樹脂Bとの界面に空隙を形成し難い特性をもつことから、シクロオレフィンコポリマーを用いると蛍光管からの光を後方ではなく、前方に散乱し易くなって、輝度を低下させることなく、輝度むらを抑制する効果が大きくなるからである。
【0022】
本発明においては、輝度むらの抑制に効果的である観点から、二軸混練押出機に投入する熱可塑性樹脂層AもしくはBとなる樹脂と共に、重量フィーダを用いて計量した有機粒子となる樹脂または化合物を押出機のホッパーへ投入することによって、溶融・混練して有機粒子となる樹脂または化合物を熱可塑性樹脂Aまたは熱可塑性樹脂Bに分散して有機粒子を含有せしめる。この場合、有機粒子の粒子径(分散径)は、スクリュー構成により容易に調整することができる。次いで、有機粒子が微分散化された熱可塑性樹脂がフィードブロックへ供給され、一方、もう一台の押出機から供給された熱可塑性樹脂が同様にフィードブロックへ導かれ、有機粒子が微分散化された熱可塑性樹脂Aおよび/または熱可塑性樹脂Bが交互にフィードブロック内部で積層された後、次いで口金から未延伸シートとして押出されて、キャストドラムにて静電印加法によって冷却固化されることによって有機粒子を含有した積層フィルムを得ることができる。
【0023】
熱可塑性樹脂A層またはB層に含有される有機粒子の量は、有機粒子の分散径、有機粒子種の比重、屈折率によって異なるが、輝度むらの抑制に有効な積層構成による光干渉現象を阻害せずに散乱現象を発現させることができることから、有機粒子が含有された熱可塑性樹脂層に対して、有機粒子の重量濃度が5重量%以下、より望ましく2重量%以下であることが好ましい。すなわち、5重量%を超えた場合、層内部に分散した有機粒子の数が多くなったり、有機粒子の分散径が大きくなるため、A層とB層の層界面間の距離が一様でなくなり輝度むら消し効果を奏する干渉反射現象が阻害されることとなる。一方、余りに少量すぎると有機粒子による光拡散現象が生じ難くなるため、干渉反射によってしか輝度むらを消失させることができなくなる。そのため積層フィルムの反射率を高める必要が生じ、その結果LCDバックライトユニットの輝度が低下するおそれがある。本発明においては、多少の光散乱効果を持たせることで、輝度むらと輝度の性能を両立することができる。係る次第で、有機粒子の含有量の下限としては、有機粒子が含有された熱可塑性樹脂層に対して、有機粒子の重量濃度が0.2重量%以上であることが好ましく、より好ましくは、0.5重量%以上である。
【0024】
本発明の積層フィルムの層厚みが20nm〜500nmの範囲で交互に少なくとも30層以上積層された構造は、次のような方法で作製することができる。例えば、A層に対応する押出機AとB層に対応する押出機Bの2台から熱可塑性樹脂が供給され、それぞれの流路からのポリマーが、公知の積層装置であるマルチマニホールドタイプのフィードブロックとスクエアミキサー、もしくは、後述するフィードブロックにより、フィルム厚み方向に交互に30層以上積層され、次いで積層された溶融体がT型口金等からシート状に溶融押出され、その後、キャスティングドラム上で冷却固化されて未延伸フィルムとして得られる。
【0025】
マルチマニホールドタイプのフィードブロックとは、沢田慶司「プラスチック押出成形の最新技術」(ラバーダイジェスト社)(1993)に記載されているようなフィードブロックのことである。すなわち、複数の樹脂をダイ本体に送り込む前に、フィードブロック内で合流させ、次いでダイのシングルマニホールドへ送り込んで流れを拡幅して押出すものである。
【0026】
また、スクエアミキサーとは、ポリマー流路を断面が矩形の流路に2分割し、さらに、分割されたポリマー流を、再度、上下に積層されるように合わせる合流部を備えた筒体である。この操作を繰り返すことにより、層数を上げることができる。例えば、2種の樹脂からなるA/B/A3層の積層体が、1度の分割・合流を行うと5層の積層体になる。すなわち、積層数は、(初期の層数−1)×2のn乗+1で表現できる。ここで、nは、分割・合流の操作の回数である。また、スクエアミキサーの分配比は、通常、等しい断面積をもつ流路で等分配分岐されるため、同じ層厚み比の積層体が周期的に形成される。一方、初期の積層体の構造が傾斜構造であり、分配比を非等分配とすることでスクエアミキサー通過後の積層体として連続して傾斜した層厚みの構造を実現できる。スクエアミキサー前の初期の傾斜構造は、傾斜構造となっている各層に対応するフィードブロック内の各マニホールドの圧力損失を傾斜させることにより達成できる。
【0027】
以上より、マルチマニホールドタイプのフィードブロックとスクエアミキサーを組み合わせれば、例えば、マルチマニホールドタイプのフィードブロックにて11層に積層された溶融状態の積層体をスクエアミキサーに4回通過させると、161層の積層体を得ることができる。より層数を多くする方法としては、複数のフィードブロックを並列に並べる方法、スクエアミキサーの回数を増加させる方法、フィードブロック内で得られる積層流の層数を増加させる方法が挙げられる。ここでのマルチマニホールドタイプのフィードブロックとしては、特開2006−44212号公報に記載のタイプIIのフィードブロックが例示される。
【0028】
しかしながら、上記したマニホールドタイプのフィードブロックを用いると、装置サイズが大型化し、また、スクエアミキサーを複数回通過させると積層の精度を維持して目的とする多層に積層されたフィルムを得ることは極めて難しい。そのため、本発明の積層フィルムにおいては、多数の微細スリットを有するコームタイプのフィードブロックを用いて積層構造を得ることが好ましい。このコームタイプのフィードブロックについての詳細は、特開2007−307893号公報に記載されている。このフィードブロックは、スリットの数を増やすことにより容易に400層までの積層体を一度に形成することが可能である。さらに、スクエアミキサーを組み合わせれば、1000層以上の積層体を得ることができる。
【0029】
高い積層精度を実現するためには、スクエアミキサーを用いずに多数の微細スリット部材を並列に少なくとも2つ以上並べることにより、容易に800層以上の積層体を得ることができる。製造方法についての詳細は、特開2007−307893号公報に記載されている。
【0030】
本発明の積層フィルムにおいて層厚みの分布は、傾斜構造を有することが好ましい。傾斜構造とは厚み方向に向かうに従い層厚みが漸増または漸減する構造である。その例を図1と図2に示す。図1に例示した層厚み分布を以下に説明する。図1の横軸に層番号2、縦軸に層厚み(nm)3をとる。なお、層番号は、積層フィルムの最表層から順にA層、B層それぞれについて番号を割り当てたものである。該層厚み分布では、最表層の2層の厚膜層4と3つの傾斜構造の群から構成されている。厚膜層は、最表層に位置することが好ましく、積層する際のポリマー流の乱れを少なくできるので1μm以上の厚みとすることが好ましい。1つの傾斜構造群5の中には、熱可塑性樹脂A層からなる傾斜構造6と熱可塑性樹脂B層からなる傾斜構造7からなる。また、本発明のコームタイプのフィードブロックにより形成される層厚み分布1は、3枚のスリット板から形成される層厚み分布から構成される。各スリット板から形成される層厚み分布は、傾斜構造群5に示されるように熱可塑性樹脂A層からなる傾斜構造6とB層からなる傾斜構造7から構成されている。A層、B層ともスリット板の数に対応した3つの傾斜構造から構成されており、隣り合うスリット板間の境界近傍に位置する層番号の層厚み分布は、該境界近傍の層厚みに相当する光学干渉距離の波長において干渉反射が確実に生じるように、近隣の層番号同士で層厚みが重複する層厚み分布としている。ここで、3つのスリット板から形成される傾斜構造6と7を構成する各層厚みは、500nm以下の薄膜層とする。本発明の積層フィルムにおいては、可視光領域を均一に反射させる設計としているため、薄膜層の層厚みは、約50nm〜200nmとなるように設計されていることが好ましい。スリット板間にわたって、同じ層厚みが存在する重複部の層厚み数は、30層以上であることが好ましい。この重複部である層厚み分布8の領域は、スリット板間でスリットの櫛歯30個以上について、長さと間隙を合わせることで容易に達成できる。結果的には流量を合わせることで達成される。このような層厚み分布を達成することによって、視野角度を変えても積層フィルムの反射光が色付くこともなく、可視光領域を均一に反射するLCD用バックライトの蛍光管の輝度むら消しに好適なハーフミラーを提供することができる。
【0031】
本発明の積層フィルムのヘイズは、20%以上であり、かつF10光源を用いたときの光線透過率が50%〜10%であることが必要である。ヘイズが20%未満であると、光拡散にもとづく輝度むら低減効果はなく、従って、輝度むらを抑制するためには、光干渉の効果を強く出す必要が生じる。このとき、F10光源を用いたときの光線透過率は10%未満にせざるを得なくなるためLCDバックライトユニットの輝度の低下に繋がる。ヘイズは好ましくは、30%以上である。さらに好ましくは、40%以上である。一方、ヘイズが高すぎると、干渉反射の効果を減殺するために蛍光管の輝度むらの抑制効果が落ちてしまう。そのため、ヘイズは、好ましくは90%以下である。より好ましくは、70%以下である。上記ヘイズ範囲の積層フィルムを得る方法としては、前記の有機粒子の種類、濃度、分散径(粒子径)、有機粒子を含有する熱可塑性樹脂の種類、添加剤、製膜条件を適宜調整することでできる。例えば、ポリオレフィンからなる有機粒子の重量濃度は、0.2%〜5重量%、分散径は0.2〜20μm、添加剤として無水マレイン酸変性ポリオレフィンを添加剤として用いて、公知の逐次2軸延伸法によって得られる。一方、F10光源を用いたときの光線透過率が50%を超えるフィルムは、干渉反射の効果が少ないフィルムといえ、輝度むらを消すことが困難である。LCDバックライトの輝度むらを解消することと輝度を両立させる観点では、F10光源を用いたときの光線透過率は、20%以上45%以下が好ましい。より好ましくは、30%以上40%未満である。その達成方法は、熱可塑性樹脂A層とB層の樹脂の選択、および積層数で適宜調整することができる。たとえば、熱可塑性樹脂A層とB層の面内屈折率差が0.05以上である場合は、積層数が800層以上であり、その層厚みが20nm〜500nmの範囲で交互に積層され、公知の逐次2軸延伸法によって得られる。このように、蛍光管の輝度むら消し効果と輝度の両立は、干渉反射と拡散透過を上記範囲とした本発明の積層フィルムによってもたらされるのである。そのため、本発明によって得られたヘイズとF10光源の光線透過率のより好ましい態様を領域で表すと次のようになる。(ヘイズ(%),F10の光線透過率(%))の座標軸をとると、(20,10)、(90,10)、(90,50)、(40,50)の4点で囲まれた領域が好ましい。より好ましくは、(30,30)、(90,30)、(90,40)、(50,40)の4点で囲まれた領域である。その達成方法は、前述したように熱可塑性樹脂の選択、積層数によって光線透過率を調整し、粒子径、粒子濃度によってヘイズを調整する。例えば、有機粒子を構成する樹脂にポリオレフィンを選択した場合、そのガラス転移点(Tg)は、有機粒子を含有する熱可塑性樹脂のTg以下であることが好ましい。Tg以下とすることで、縦横延伸時に後方散乱の原因となる空隙を形成し難い共延伸が実現するからである。また、有機粒子を含有する熱可塑性樹脂層の重量に対して、有機粒子の重量濃度は、0.2%〜5重量%、分散径は0.2〜20μm、添加剤として無水マレイン酸変性ポリオレフィンを用いることが好ましい。より好ましくは、0.5〜3重量%、分散径0.5〜10μmである。特に、粒子の種類によって、拡散透過と拡散反射のどちらを起こしやすいかが輝度むら消し効果と輝度の関係に影響を与える上で重要である。すなわち、拡散透過は、有機粒子とその粒子を含有する熱可塑性樹脂(マトリックス樹脂)層との間の面内屈折率差が0.08未満の関係にあるときに発生しやすい。より好ましくは、0.05以下である。これは光の前方散乱のため、輝度を低下させずに効率的に蛍光管の輝度むらを消失させる。一方、拡散反射は、有機粒子とそのマトリックス樹脂間の屈折率差が0.08以上であると、蛍光管側への後方散乱となるため光の損失が多くなり、ヘイズが高くても蛍光管の輝度むら消しの効率が悪くなる。そのため出来るだけ拡散透過を発生させる方が好ましい。
【0032】
本発明の積層フィルムは、有機粒子とそれを含有する熱可塑性樹脂との界面に空隙を形成し難くする観点から、有機粒子を含有する層が非晶性の熱可塑性樹脂であることが好ましい。非晶性とすることで、熱処理工程で空隙が消失しやすくなるためである。熱処理温度は、240℃以上であることが好ましい。また、別な手段としては、有機粒子が含有される層と同じ層に無水カルボン酸変性ポリオレフィンを添加剤として含有せしめることが好ましい。これは、ポリオレフィンに無水カルボン酸をグラフト重合させたものであることが好ましい。こうした無水カルボン酸変性ポリオレフィンとしては、無水カルボン酸変性ポリプロピレン、無水カルボン酸変性ポリエチレンなどが挙げられる。これらは、親水性と疎水性を兼ね備えている。そのため、有機粒子がポリオレフィンである場合には、疎水性のため相溶性が高く、また、熱可塑性樹脂にポリエステルを用いた場合、親水性のため相溶性が高く、両者を結びつける働きをするため、ポリオレフィンとポリエステルの界面に空隙を形成し難くなる。また、無水カルボン酸としては、無水酢酸、無水オレイン酸、無水マレイン酸などがあるが、無水マレイン酸が好ましい。
【0033】
有機粒子とそれを含有する熱可塑性樹脂との界面に空隙が形成されると、蛍光管の輝度むら低減に効果がある光干渉現象を低減させ、拡散反射性能が強くなる。一方、空隙がない場合は、光干渉現象を維持しつつ拡散透過性能が強くなり、輝度むら消しと輝度を両立する。有機粒子を含有した積層フィルムの断面の一部の模式図を図3に示す。非晶性の熱可塑性樹脂とは、DSCによる測定で20℃/minで25℃から300℃まで走査させ、次いで25℃に急冷後、再度、20℃/minで25℃から300℃まで走査させたときに結晶化ピークもしくは融解ピークが殆ど見られない熱可塑性樹脂をいう。本発明では、例えば、シクロヘキサンジメタノールを20モル%以上共重合した共重合ポリエチレンテレフタレート、スピログリコールを10モル%以上およびシクロヘキサンジカルボン酸を20モル%以上共重合した共重合ポリエチレンテレフタレート、イソフタル酸を20モル%以上共重合した共重合ポリエチレンテレフタレート、テレフタル酸を15モル%以上共重合した共重合ポリエチレンナフタレートなどが挙げられる。
【0034】
本発明の積層フィルムは、F10光源を用いたときの透過光の彩度C*が3.5以下であることが好ましい。彩度C*が3.5を超えると、LCDバックライトシステムとして用いた場合、蛍光管からの光が着色してしまい、カラーフィルターの演色性に影響を及ぼすおそれがある。彩度C*は、好ましく2以下である。物体の色は、光源からの光のスペクトルと被試験体の分光特性によって決定される。そのため、本発明の積層フィルムのような干渉反射特有のリップルの多い分光特性にとって、F10光源は、発光ピークが鋭いため、非常に着色しやすい。透過率についても、干渉反射特有の分光曲線のパターンとF10光源の発光ピーク波長との関係に大きく左右されるため、緩やかな発光特性の光源標準光D65やC光源とは色目が異なる結果となる。彩度C*を3.5以下とするためには、計算により彩度C*が小さくなる最適厚みを求め、厚みの異なる積層フィルムを貼り合わせるか、フィードブロック内部のスリット板のスリット長さや間隙を適宜調整することで達成可能である。
【0035】
本発明の積層フィルムに含有される有機粒子のフィルム厚み方向の径とフィルム長手方向もしくは幅方向の径の比(扁平比)が1:1.5以上であることが好ましい。図3を用いて説明する。ここでの粒子の径とは、粒子断面におけるフィルム厚み方向の径とフィルム長手方向もしくは幅方向の径のことである。扁平比の決定にあたりフィルム長手方向の径と幅方向の径の何れを採用するかは、どちらか長い方を採用することとする。粒子径の比、すなわちフィルム長手方向もしくは幅方向の粒子径14/厚み方向の粒子径15の比が1.5以上であると、粒子は扁平状となり、干渉反射を余り阻害することなく光拡散透過の効果を奏する。そのため、より好ましくは、扁平比は3以上である。さらに好ましくは、6以上である。粒子径の大きさは、光拡散を効果的に起こす観点から、厚み方向の粒子径は0.2μ以上5μm以下が好ましい。また、フィルム長手方向もしくは幅方向の粒子径は、0.75μm以上40μm以下が好ましい。前記好ましい粒子径の達成方法としては、L/D=42以上で混練ゾーンを4D以上兼ね備えた二軸押出機を用いて、有機粒子と熱可塑性樹脂を溶融混練することによって微分散化し、フィードブロック内で他の方の熱可塑性樹脂と交互に積層されて、口金から押出されてキャストドラムで冷却固化された未延伸状態の積層フィルムを、公知のポリエステルフィルムの場合、3〜4.5倍の縦横の延伸倍率、延伸温度80℃〜120℃にて延伸されたフィルムを熱処理ゾーンで200℃以上の熱処理温度で5秒以上熱処理することで達成される。より好ましくは、10秒以上である。非晶性の熱可塑性樹脂がポリエステルの場合、有機粒子と熱可塑性樹脂の界面に形成される空隙を消失させる観点から240℃以上がより好ましい。また、有機粒子を延伸方向に追従しやすくする観点から、添加剤として無水カルボン酸変性ポリオレフィンを用いることが好ましい。粒子径は、混練ゾーンの長さやニーディングディスクの構成に依存しており、パドルのずれの傾きが60°以下、より好ましくは、30°以下である方が、輝度むら消しに好適な上記の粒子径の範囲として得られる。
【0036】
A層またはB層の層厚み分布は3つ以上の傾斜構造を有するものとすることが望ましく、かつ、全ての傾斜構造は同一の方向に傾斜していない積層構造とする方法が、色目の原因となる分光透過曲線の局所的に存在する高透過領域を発現させにくくする観点から、最も好ましい。
【0037】
この傾斜構造を有するとは、A層およびB層それぞれの層の層厚み分布において、隣り合う同一樹脂からなる層の間で厚み差が50nm以下の範囲で連続性を有し、かつ、最小二乗近似によるRの二乗が0.5以上となる正もしくは負の傾きをもつ層厚み分布を有することをいう。全ての傾斜構造は同一の方向に傾斜していない積層構造について、図2を用いて以下に説明する。図2に示されるA層の3つの傾斜構造9,10,11において、傾斜構造11の傾きは、他の傾斜構造9と10の傾きと反対の傾きにある。このように傾斜構造の傾きを反対かつ層厚みの重複部を多くとることによって、長い波長区間にわたって、可視光領域を連続的かつ一様に反射しやすく、また、彩度C*も小さくすることができる。つまり、図2の層厚み分布を持つ積層フィルムは、図1の層厚み分布を持つ積層フィルムに比べて無彩色に近い。各傾斜構造中、層厚み数が重複する層の数は200層以上であることが好ましい。より好ましくは、300層以上。さらに好ましくは、400層以上である。傾斜構造の傾きを傾斜度合いといい、スリットの間隙が同じ場合は、スリット板のスリット長の最長スリット長/最短スリット長の値で表現できる。正確には、1つのスリットから流れる最小流量/最大流量で表すことができる。これは、反射波長帯域を表す目安である。可視光領域の波長400nm〜700nmの反射波長帯域を実現させる観点から、この値は、0.3〜0.7の範囲とすることが好ましい。特に、可視光領域の光を反射するための帯域を確保するためには、0.33〜0.5がより好ましい。
【0038】
本発明の積層フィルムの最表層に、異方性光拡散機能を付与することも蛍光管の輝度むら消しに効果を奏するため好ましい。係る機能を付与する手段としては、例えば、積層フィルム表面に、200℃以上のロール温度でピッチ間隔が1mm以下のライン状のエンボス加工を施すことが好ましい。この場合のライン状のエンボス(凹凸)パターンは、例えば、溝深さは、0.009mm以上であることが好ましい。より好ましくは、0.03mm以上である。その他の方法としては、熱硬化性もしくは光硬化性の樹脂の層を本発明の積層フィルムに塗布し、次いで、ライン状のエンボスパターンが施された金型によるスタンパ加工後、光もしくは熱で硬化させることによって得ることができる。
【0039】
また、本発明の積層フィルムには、各種添加剤、例えば、酸化防止剤、耐熱安定剤、顔料、染料、耐電防止剤、充填剤、核剤などが、本発明の目的を阻害しない程度に含まれていても良い。また、本発明の積層フィルムに易滑剤としての粒子を添加しても良い。粒子としては、樹脂に対して不活性な有機、無機系の粒子であれば、如何なるものも用いることができる。その形状としては、凝集粒子、真球状粒子、数珠状粒子、コンペイト状粒子、鱗片状粒子などの粒子を使うことができる。また、その材質としては、無機系としては、酸化鉄、酸化マグネシウム、酸化セリウム、酸化亜鉛、炭酸バリウム、チタン酸バリウム、塩化バリウム、水酸化バリウム、酸化バリウム、アルミナ、セリナイト、酸化珪素(シリカ)、炭酸カルシウム、酸化チタン、アルミナ、ジルコニア、珪酸アルミニウム、マイカ、パールマイカ、ろう石クレー、焼成クレー、ベントナイト、タルク、カオリン、その他の複合酸化物等を、有機系としてはポリイミド系樹脂、オレフィンあるいは変性オレフィン系樹脂、架橋ないし無架橋ポリスチレン系樹脂、架橋ないし無架橋アクリル樹脂、フッ素系樹脂、シリコン系樹脂等を挙げることができる。
【0040】
本発明の積層フィルムを得るための具体的な態様を以下に例を挙げて説明する。しかし、本発明は係る例に限定して解釈されるものではない。
【0041】
本発明の積層フィルムの製造方法は、個々の熱可塑性樹脂がA層に対応する押出機AとB層に対応する押出機Bの2台から供給され、それぞれの流路からのポリマーが、マルチマニホールドダイやフィードブロックやスクエアミキサーやスタティックミキサーを用いて積層された溶融体をT型口金等を用いてシート状に溶融押出し、その後、キャスティングドラム上で冷却固化して未延伸フィルムを得る方法で得られる。100層以上の傾斜構造は、コームタイプのフィードブロックを用いることで得ることができる。層数は、コームタイプのフィードブロックを構成するスリット板のスリット数を調整することで決定することができる。高い反射性能を達成する観点から、本発明の層数は、500層以上が好ましく、より好ましくは800層以上である。スリット板1枚に付き、スリット数は装置の大型化の観点から最大で300個程度が限界であるため、800層以上を達成するためには、スリット板1枚+スクエアミキサーを用いる方法、もしくは、スリット板を数個、並列に並べる方法がある。より高い積層精度を達成するためには、後者が最も好ましい。また、傾斜構造を得る方法としては、フィードブロック内部のスリットの間隙や長さを傾斜させることで達成される。一方、スクエアミキサーを用いる場合は、通常、その分配比は、1:1の等しい断面積をもつ流路で等分配分岐されるため、初期の積層体の構造が傾斜構造であるならば、厚み方向に分岐回数分、傾斜構造が周期的に繰り返して並ぶことになる。しかしながら、分配比を非等分配とすることで、スクエアミキサー通過後のポリマー積層体が連続した傾斜構造を維持することができる。すなわち、層番号と層厚みのグラフをプロットしたときに、連続的に右肩上がりの曲線もしくは直線が得られることになる。
【0042】
フィードブロックにより積層構造を有したフィルムを得る方法の詳細は、特開2007−307893号公報に記載されている通りである。該フィードブロックを用いて、高い積層精度の未延伸フィルムである積層フィルムを得る。
【0043】
この未延伸状態の積層フィルムを樹脂組成物のガラス転移点(Tg)以上の温度で延伸する方法などで得ることもできる。この際の延伸の方法は、少なくとも一方向に延伸されていることが、熱寸法安定性の観点から好ましい。特に、公知の逐次2軸延伸法、もしくは同時二軸延伸法で2軸延伸されていることが好ましい。公知の2軸延伸法とは、長手方向に延伸した後に幅方向に延伸する方法、幅方向に延伸した後に長手方向に延伸する方法で行えばよく、長手方向の延伸、幅方向の延伸を複数回組み合わせて行ってもよい。例えば、ポリエステルから構成された延伸フィルムの場合、延伸温度及び延伸倍率はいくらであっても良いが、通常のポリエステルフィルムの場合、延伸温度は80℃以上130℃以下であり、延伸倍率は2倍以上7倍以下が好ましい。長手方向の延伸方法は、ロール間の周速度変化を利用して行う。また、幅方向の延伸方法は、公知のテンター法を利用する。すなわち、フィルムの両端をクリップで把持しながら搬送して、幅方向に延伸する。
【0044】
次いで、この延伸されたフィルムを、テンター内で熱処理する。この熱処理は、延伸温度より高く、融点より低い温度で行うのが一般的である。通常のポリエステルの場合、130℃ないし250℃の範囲で行うのが好ましいが、粒子の周りの空隙を無くす観点から、200℃乃至240℃の範囲で10秒以上の熱処理を行うのがより好ましい。さらに、フィルムの熱寸法安定性を付与するために幅方向、もしくは長手方向に2〜10%程度の弛緩熱処理を施すことも好ましい。
【0045】
次に、同時二軸延伸法について説明する。冷却ロール上にキャストされた未延伸フィルムを、同時二軸テンターへ導き、フィルムの両端をクリップで把持しながら搬送して、長手方向と幅方向に同時および/または段階的に延伸する。長手方向の延伸は、テンターのクリップ間の距離を広げることで、また、幅方向はクリップが走行するレールの間隔を広げることで達成される。本発明における延伸・熱処理を施すテンタークリップは、リニアモータ方式で駆動することが好ましい。その他、パンタグラフ方式、スクリュー方式などがあるが、中でもリニアモータ方式は、個々のクリップの自由度が高いため延伸倍率を自由に変更できる点で優れている。フィルムが通常のポリエステルの場合、延伸倍率、延伸温度および熱処理温度は、逐次二軸延伸の条件と類似している。すなわち、延伸温度は80℃以上130℃以下、延伸倍率は面積倍率として8〜30倍が好ましく用いられる。
本発明の積層フィルムの厚みは、各層厚みと総積層数の兼ね合いから決定されるが、適度な支持性とLCD用バックライトユニットの薄膜化を達成する観点から、50μm〜200μmであることが好ましい。
【0046】
本発明の積層フィルムを用いたLCD用バックライトユニットは、液晶セルへ均一な光を導くための機能を有する。大きくは、反射板/ランプ/光学機能層とから構成される。反射板には例えば白色フィルムが用いられ、光源となるランプにはD65、A、C、F5、F6、F10などの標準光のスペクトラムで発光する蛍光管やLEDなど挙げられるが、一般的な直下型バックライトに用いられるF10光源の冷陰極管が好ましい。光学機能層とは、プリズムシート、拡散フィルム、拡散板、本発明の積層フィルムおよびこれらを組み合わせたものである。LCD用バックライトユニットの輝度は、明るさの観点から6500cd/m2以上が好ましい。より好ましくは、7000cd/m2以上である。また、輝度むらは、1%以下が好ましく、より好ましくは、0.8%以下である。また、LCD用バックライトユニットの面内色むらについては、LCD表示部の高精細な画像を獲得する観点から、色むらの指標となる色度値x,色度値yの標準偏差X(S.D.)、Y(S.D.)が、ともに0.002未満、より好ましくは0.001未満であることが好ましい。
【実施例】
【0047】
以下、本発明の積層フィルムについて実施例を用いて説明する。
【0048】
[物性の測定方法ならびに効果の評価方法]
特性値の評価方法ならびに効果の評価方法は次の通りである。
【0049】
(1)層厚み、積層数、積層構造
フィルムの層構成は、ミクロトームを用いて断面を切り出したサンプルについて、透過型電子顕微鏡(TEM)観察により求めた。すなわち、透過型電子顕微鏡H−7100FA型((株)日立製作所製)を用い、加速電圧75kVの条件でフィルムの断面を10000〜40000倍に拡大観察し、断面写真を撮影、層構成および各層厚みを測定した。尚、場合によっては、コントラストを高く得るために、公知のRuO4やOsO4などを使用した染色技術を用いた。
【0050】
上記装置から得た約4万倍のTEM写真画像を、CanonScanD123Uを用いて画像サイズ720dpiで取り込んだ。画像をビットマップファイル(BMP)もしくは、圧縮画像ファイル(JPEG)でパーソナルコンピューターに保存し、次に、画像処理ソフト Image-Pro Plus ver.4(販売元 プラネトロン(株))を用いて、このファイルを開き、画像解析を行った。画像解析処理は、垂直シックプロファイルモードで、厚み方向位置と幅方向の2本のライン間で挟まれた領域の平均明るさとの関係を、数値データとして読み取った。表計算ソフト(Excel 2000)を用いて、位置(nm)と明るさのデータに対してサンプリングステップ6(間引き6)でデータ採用した後に、3点移動平均の数値処理を施した。さらに、この得られた周期的に明るさが変化するデータを微分し、VBA(ビジュアル・ベーシック・フォア・アプリケーションズ)プログラムにより、その微分曲線の極大値と極小値を読み込み、隣り合うこれらの間隔を1層の層厚みとして算出した。この操作を写真毎に行い、全ての層の層厚みを算出した。得られた層厚みのうち、1μm以上の厚みの層を厚膜層とした。また、薄膜層は500nm以下の厚みの層とした。それ以外の厚みの層は、中間厚層とする。
【0051】
傾斜構造は、測定したA層およびB層の薄膜層における層厚みの分布から、隣り合う同一樹脂の層間で厚み差が50nm以下の範囲で連続性を有し、最小二乗近似によるRの二乗が0.5以上となる正もしくは負の傾きをもつ層厚み分布を有するA層およびB層の群を傾斜構造として特定し、その数と傾きの関係を調べた。1枚のスリット板から形成される層数からなる層厚み分布を傾斜構造の評価の対象の目安とした。
【0052】
(2)F10光源を用いたときの透過率Yおよび彩度C*
サンプルをフィルム幅方向中央部から5cm×5cmで切り出し、コニカミノルタ(株)製CM−3600dを用いて、透過光における透過率Yおよび彩度C*値を測定し、サンプル数5個での平均値を求めた。白色校正板は、付属のCM−A103を用いた。なお、測定に用いた光源はキセノンランプであるが、付属のソフトによりF10光源を用いた場合の透過率Yと彩度C*を、10°視野の条件でJIS Z8722(2000)に基づいて計算した。
【0053】
(3)ヘイズ
フィルム幅方向の中央部から、長手4.0cm×幅3.5cmの寸法に切り出したものをサンプルとし、ヘイズメータ(スガ試験機製HGM−2DP(C光用))を用いて積層フィルムのヘイズを測定した。
【0054】
(4) 有機粒子の扁平比
フィルム幅方向中央部からサンプルを切り出し、積層フィルムの厚み方向とフィルム幅方向(TD方向)、および厚み方向とフィルム長手方向(MD方向)の断面を電界放出型走査型電子顕微鏡JSM−6700F((株)Jeol製)を用いて、倍率2000〜10000倍で図3に図示されたように存在する有機粒子16を観察した。実施例のすべての有機粒子は、1層内に閉じ込められた状態で存在し、2層に渡って存在しないことを確認している。観察箇所を変えてランダムに選択された粒子個数50個について、厚み方向13とフィルム幅方向と長手方向14の粒子径を測長し、それぞれについて平均値を求めた。この値を用いて、フィルム長手方向もしくは幅方向の粒子径14/フィルム厚み方向の粒子径15で表される扁平比を算出した。
【0055】
(5)熱可塑性樹脂A,Bおよび有機粒子の面内屈折率
熱可塑性樹脂Bおよび有機粒子の面内屈折率は、以下の手順で評価した。
まず、各原料をφ30mmの単軸押出機を用いて280℃で溶融混練した後、口金幅150mmのTダイへ樹脂を導き、ダイスリットから吐出される溶融状態のシートを25℃の温度のキャストドラムにて巻き取り、厚み500μmの未延伸フィルムを得た。得られたフィルム幅方向中央部から長手方向4cm×幅方向3cmでサンプルを切り出し、アッベ屈折率計4T(アタゴ(株)製)を用いて、屈折率を測定した。得られた屈折率の長手方向と幅方向の屈折率の平均値を屈折率とした。なお、光源は、ナトリウムD線 波長589nmを用いた。なお、JIS K7142(1996)A法に従って測定した。
【0056】
一方、熱可塑性樹脂Aについては、未延伸フィルムからサンプルを10cm×10cmの寸法に切り出し、二軸延伸装置であるフィルムストレッチャー(ブルックナー社製KARO-IV)を用いて95℃で長手方向3.3倍×105℃で幅方向4.2倍の逐次二軸延伸を行い(PENの場合は、延伸温度 長手方向130℃×幅方向145℃)、次いで熱処理ゾーンで240℃の熱処理を施し、単膜フィルムを得た。得られたフィルムを熱可塑性樹脂Bと有機粒子と同様の方法で面内屈折率を求めた。
【0057】
(6)輝度むらの評価方法
図4に示すようなバックライト構成において評価した。サンプルとなる積層フィルム21をフィルム幅方向中央部の位置から32インチサイズに切り出した。次いで、評価用32インチ直下型バックライトユニット(厚みが0.26mmで内部に微細な気泡を含有させた白色ポリエステルシートである反射板24の上に蛍光管直径3mm、蛍光管ピッチ20.5mmで外部電極蛍光灯(EEFL)23を19本配置)の上に、順に厚みが140μmの蛍光管の配列方向と平行な周期的なホログラムパターンを表面に形成した異方拡散フィルム22、積層フィルム21を置き、次いで厚みが2mmの拡散板20を重ねた。なお、この拡散板は、2つの主面が共に梨地面である住友化学製RM851を用いた。さらに、その上に拡散シート19はキモト製188GM2を用い、プリズムシート18は住友3M製BEF III90/50Tを用いて、重ねた。ここで、蛍光管の長手方向と本発明の積層フィルムのTD方向が平行の関係になるように配置した。蛍光管を60分間点灯して光源を安定させたのちに、その後、バックライトユニットの出射光面中央の上部に設置された輝度計を用いて光学系とバックライト発光面の法線出しをした後にレンズのピントを合わせてバックライトユニットの照明エリア全体が視野に入る状態で画像を撮影した。輝度計はコニカミノルタ製のCA-2000を用いた。輝度計の設定条件は広角レンズを用い測定距離が90cm、測定点数が490×490、ノイズの影響を考慮するための出力の積算回数を4とした。次に画像データをコニカミノルタ製のデータ管理ソフトウェアCA-S20wを用いて解析した。
【0058】
測定は、32インチ内側領域の面全体の輝度(cd/m2)を測定した。図5にその評価領域26を示す。バックライト構成(図4参照)の上面からみた図が図5であり、点破線で示した評価領域26は蛍光管23の配置されている箇所を模式的に示した図となっている。次に、蛍光管の輝度むらついて、バックライトユニット中央部で図5の破線で示した27を評価領域とした。蛍光管23の配列方向に沿って観測される蛍光管位置の真上に相当する最大輝度と隣り合う蛍光管同士の間にある最小輝度の差を平均輝度で割り100を乗じた値を輝度むらとして評価した。評価領域27は、横方向20cm×縦方向2cmとし、画面中央部に評価領域を設定した。なお、評価に用いるバックライトユニットにおいて蛍光管から異方拡散フィルム22へ引いた垂線と蛍光管間の中線と異方拡散フィルムが交わる点まで引いた線とで挟まれた角度θ25は、57度とした。
【0059】
(7)直下型バックライトの面内色均一性(色むら)の評価方法
上記(7)の評価に用いた装置と同じバックライトユニット(BLU)を用いた。対角32インチのバックライトユニットの蛍光灯を発光が安定するまで30分間以上点灯させ、その後、バックライト照明装置の発光エリア中央部から垂直方向に設置された輝度計を用いて光学系とバックライト発光面の法線出しをした後にレンズのピントを合わせて、バックライトの輝度むらの測定方法(7)と同様にバックライト照明エリア全体が視野に入る状態で画像を撮影した。輝度計はコニカミノルタ製のCA-2000を用いた。輝度計の設定条件は広角レンズを用い測定距離が90cm、測定点数が490×490、ノイズの影響を考慮するための出力の積算回数を4とした。次に画像データをコニカミノルタ製のデータ管理ソフトウェアCA-S20wを用いて解析した。色空間の設定はLvxyとした。解析領域は、バックライトユニット中央部のB4サイズとし、色度値xと色度値yの数値データを得た。色むらの指標となる色度値x,色度値yの標準偏差X(S.D.)、Y(S.D.)を以下の基準で評価した。
○:X(S.D.)、Y(S.D.)とも0.001未満
△:X(S.D.)、Y(S.D.)とも0.002未満0.001以上
×:X(S.D.)、Y(S.D.)とも0.002以上。
【0060】
(8)樹脂のガラス転移点(Tg)および非晶性の評価
示差走査熱量分析(DSC)計を用い、JIS−K−7121および7122(1987年)に従ってガラス転移点(Tg)、融点(Tm)およびその熱量を測定・算出した。、得られたDSCカーブについて、Tgを測定し、次いでTg以上280℃以下の温度範囲に融点(Tm)の吸熱ピークが存在するか否かを調べた。吸熱ピークである結晶融解時のピークトップを融点Tmとし、ベースラインからの積分値を結晶融解エンタルピーΔHmとした。ΔHmが3J/g未満を非晶性樹脂とした。
【0061】
装置:セイコー電子工業(株)製”ロボットDSC−RDC220”
データ解析:”ディスクセッションSSC/5200”
サンプル質量:5mg。
(熱可塑性樹脂)
熱可塑性樹脂Aとして、IV=0.63のポリエチレンテレフタレート(PET)、IV=0.43のポリエチレンナフタレート(PEN)を準備した。
一方、熱可塑性樹脂Bとしては、以下の極限粘度を有し、また、共重合成分はジオールについてはジオール成分全部を100モル%として、ジカルボン酸についてはジカルボン酸成分全部を100モル%としてそれぞれ表示した量が共重合されたポリエチレンテレフタレート共重合体として準備した。
【0062】
1.IV=0.55(スピログリコール(SPG)15モル%およびシクロヘキサンジカルボン酸(CHDC)20モル%)
2.IV=0.75(シクロヘキサンジメタノール(CHDM)33モル%)
3.IV=0.72(スピログリコール(SPG)20モル%およびシクロヘキサンジカルボン酸(CHDC)30モル%)
4.IV=0.73(イソフタル酸(IPA)25モル%)
また、テレフタル酸(TPA)成分20モル%を共重合したポリエチレンナフタレートとポリメチルメタクリレート(PMMA)を準備した。
なお、熱可塑性樹脂Aには、滑り性を付与するために、あらかじめ粒子径1.2μmの凝集シリカを樹脂全体量の0.04重量%となるよう添加した。これらを用いて、表1に記載の通りの樹脂組み合わせとした。なお、熱可塑性樹脂Bは全て非晶性であることを確認した。
【0063】
(有機粒子)
有機粒子となる以下の樹脂を準備した。
【0064】
PMP:ポリ(4−メチルペンテン−1)
COC:ノルボルネンとエチレンの共重合体である環状オレフィンコポリマー
ポリプラスチック社製TOPAS 8007
EPC:エチレン成分4mol%、プロピレン成分96mol%のブロック共重合体。
【0065】
PP :ポリプロピレン
PS :ポリスチレン
(添加剤)
添加剤として、以下のものを準備した。
【0066】
添加剤1:三洋化成社製ユーメックス2000(無水マレイン酸がグラフト重合したポリエチレンである)。
【0067】
添加剤2:三洋化成社製ユーメックス1010(無水マレイン酸がグラフト重合したポリプロピレンである)。
【0068】
[実施例1]
熱可塑性樹脂Aを単軸押出機にて280℃で溶融させ、一方、熱可塑性樹脂Bと有機粒子となるポリ(4−メチルペンテン−1)のチップを有機粒子の濃度が、B層に対して0.2重量%となるように配合し、L/D=48、混練ゾーンの長さが9Dの二軸ベント押出機にて、280℃で溶融・混練した。混練ゾーンのニーディングの構成は、パドルが30°ずつずれた構成とした。次いで、それぞれ、FSSタイプのリーフディスクフィルタを5枚介した後、ギアポンプにて吐出比が熱可塑性樹脂A/熱可塑性樹脂B=1.07/1になるように計量しながら、スリット数267個のスリット板を2枚、269個のスリット板1枚の計3枚用いた構成である801層フィードブロックにて合流させて、厚み方向に交互に801層積層された積層体とした。スリット長や間隙の設計を除いた積層方法の詳細は、特開2007−307893号公報記載と同様とした。A層同士の合流層があるため、スリット数は、803個となる。ここでは、スリット幅(間隙)は、全て一定とし、スリット長さのみ変化させることにより、層厚み分布を傾斜構造とした。得られた積層体の構造の内訳は、熱可塑性樹脂Aが401層、熱可塑性樹脂Bが400層からなる厚み方向に交互に積層された傾斜構造を有する積層体とした。フィードブロックのスリット板設計時の層厚み分布のパターンは、図2に示すパターンを用いた。設計時の傾斜度合いは、図2で記したそれぞれの傾斜構造9,10,11が、それぞれ、0.4となるように設計した。
【0069】
次いで、該積層体をTダイに供給し、シート状に成形した後、ワイヤーで8kVの静電印可電圧をかけながら、表面温度25℃に保たれたキャスティングドラム上で急冷固化し、未延伸フィルムを得た。
【0070】
この未延伸フィルムを、縦延伸機で95℃、3.3倍の延伸を行い、両端部をクリップで把持するテンターに導き105℃、4.2倍横延伸した後、次いで230℃、240℃で、それぞれ10秒間づつ熱処理を施し、150℃で約3%のTDリラックスを実施し、厚み92μmの積層フィルムを得た。
【0071】
次いで、視野角特性や色目が最適化されるように上記と同様に、しかし、厚みのみ変更して厚み83μmの積層フィルムを得た。
【0072】
次いで、ラミネータ機を用いて、前記厚み92μmのフィルムと前記厚み83μmのフィルムとを5μm厚みの接着剤層を介して貼り合わせてサンプルを作製した。92μmの厚膜層である表層の層厚みは、1μm以上であることを確認した。このフィルムの物性結果を表1に示す。
【0073】
得られたサンプルの層厚み分布は、92μmの厚みの積層フィルム部と83μmの積層フィルム部とも図2に示されたパターンとなる傾斜構造を有していた。それぞれ、熱可塑性樹脂A層と熱可塑性樹脂B層が、交互に801層積層された構造を有していた。また、83μmの積層フィルム部の層厚み分布は、92μmの積層フィルム部の層厚み分布を厚みの変化分の比を乗じた層厚み分布となっていることを確認した。断面SEM観察から有機粒子まわりには、図3(b)に示すような空隙が形成されていた。そのため、後方散乱の影響が大きく、輝度が少し低下する結果となった。幅方向の粒子径は、4μmであった。接着層を含めた積層数1603層中1558層にわたり層厚みが30nm〜200nmの範囲に属することを確認した。得られたサンプルは、無彩色であり、直下型LCDバックライトユニット(BLU)の光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。
【0074】
[実施例2〜3]
B層構成物全部を100重量%基準に添加剤1を2重量%、熱可塑性樹脂Bに添加し、また、有機粒子の濃度は表1記載のとおりに変更した以外は、実施例1と同様にして積層フィルムを得た。断面SEM観察から有機粒子まわりには、図3(b)に示すような空隙が僅かに形成されていた。幅方向の粒子径は、6μmであった。実施例1に比べて、添加剤1を介して熱可塑性樹脂BとPMPの相溶性があり、共延伸気味であることが確認された。得られたサンプルは、無彩色であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。
【0075】
[実施例4]
フィードブロックのスリット板の設計のみ変更する以外は、実施例3と同様な方法で積層フィルムを得た。フィードブロックのスリット板設計時の層厚み分布のパターンは、図1を用いた。設計時の傾斜度合いは、図1で記したそれぞれの傾斜構造6,7のそれぞれが、3つの傾斜構造群にわたって0.4となるように設計した。なお、1つの傾斜構造群5を形成するスリット板と隣接する傾斜構造群5を形成するスリット板同士の間で、間隙と長さを調整することによって、同じ層厚みをもった層厚み分布8が形成されるように設計し、その層の数は、30層とした。92μmのフィルム厚みに対して、F10光源で最も彩度が小さくなるフィルム厚み78μmのフィルムを貼り合わせてサンプルを得た。
【0076】
得られたサンプルは、緑味を感じる程度であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むらのない好適な積層フィルムであることを確認した。
【0077】
[実施例5〜6]
表1に示す熱可塑性樹脂B、有機粒子種、その濃度、添加剤を使用するなどの変更以外は、実施例1と同様にして積層フィルムを得た。なお、B層構成物全部が100重量%となるように、添加剤1は2重量%、また、有機粒子の濃度は、表1記載の重量%分を添加した。また、有機粒子のまわりには図3(a)のようなに全く空隙が形成されていなかった。幅方向の粒子径は、2.8μmであった。COCは、PMPに比べて、熱可塑性樹脂Bおよび添加剤1と親和性が良いため、微分散性がよく共延伸が実現していることを確認した。また、熱可塑性樹脂Bとの屈折率差も小さいため前方散乱しやすくなったと考えられる。接着層を含めた積層数1603層中1558層にわたり層厚みが30nm〜200nmの範囲に属することを確認した。得られたサンプルは、管むら消しと輝度向上を両立する干渉反射と前方散乱を実現したものであり、また、色目も無彩色であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。
【0078】
[実施例7]
熱可塑性樹脂Bを単軸押出機にて280℃で溶融させ、一方、A層が100重量%となるように、添加剤1を2重量%、有機粒子となるCOCの濃度が0.6重量%となるように熱可塑性樹脂Aと有機粒子となるCOCのチップおよび添加剤を計量し、L/D=48、混練ゾーンが9Dの二軸ベント押出機にて、280℃で溶融・混練した。混練ゾーンのニーディングの構成は、パドルが30°ずつ、ずれた構成とした。次いで、それぞれ、FSSタイプのリーフディスクフィルタを5枚介した後、ギアポンプにて吐出比が熱可塑性樹脂A/熱可塑性樹脂B=1.07/1になるように計量しながら、スリット数301個のスリット板を2枚、303個のスリット板1枚の計3枚用いた構成である903層フィードブロックにて合流させて、厚み方向に交互に903層積層された積層体とした。スリット長や間隙の設計を除いた積層方法の詳細は、特開2007−307893号公報記載と同様とした。A層同士の合流層があるため、スリット数は、905個となる。ここでは、スリット幅(間隙)は、全て一定とし、スリット長さのみ変化させることにより、層厚み分布を傾斜構造とした。得られた積層体の構造の内訳は、熱可塑性樹脂Aが452層、熱可塑性樹脂Bが451層からなる厚み方向に交互に積層された傾斜構造を有する積層体とした。フィードブロックのスリット板設計時の層厚み分布のパターンは、図2に示すパターンを用いた。設計時の傾斜度合いは、図2で記したそれぞれの傾斜構造9,10,11が、それぞれ、0.38となるように設計した。
【0079】
次いで、該積層体をTダイに供給し、シート状に成形した後、ワイヤーで8kVの静電印可電圧をかけながら、表面温度が25℃に保たれたキャスティングドラム上で急冷固化し、未延伸フィルムを得た。
【0080】
この未延伸フィルムを、縦延伸機で95℃、3.3倍の延伸を行い、両端部をクリップで把持するテンターに導き105℃、4.2倍横延伸した後、次いで230℃、240℃で、それぞれ10秒間づつ熱処理を施し、150℃で約3%のTDリラックスを実施し、厚み92μmの積層フィルムを得た。このフィルムの物性を測定した結果を表1に示す。
【0081】
得られたサンプルの層厚み分布は、図2に示されたパターンとなる傾斜構造を有していた。それぞれ、熱可塑性樹脂A層と熱可塑性樹脂B層が、交互に903層積層された構造を有していた。有機粒子まわりには、図3(a)のように空隙が全く形成されていなかった。実施例6に比べて、マトリックス樹脂との面内屈折率差が大きいため、若干、後方散乱起因が強くなった効果が出ていることを確認した。幅方向の粒子径は、2μmであった。積層数903層中901層にわたり層厚みが30nm〜200nmの範囲に属することを確認した。最表層となる厚膜層2つは、1μmであった。幅方向の粒子径は、2μmであった。得られたサンプルは、無彩色であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。
【0082】
[実施例8〜10]
表1に示す熱可塑性樹脂B、有機粒子種、その濃度、添加剤、有機粒子を含有する層などの変更内容以外は、実施例5と同様にして積層フィルムを得た。なお、添加剤1は、有機粒子が含有する層に2重量%添加され、有機粒子、添加剤、熱可塑性樹脂を合わせて100重量%となるように調整した。(以下、実施例11〜17および比較例3において、全て同様の調整を施した。)得られたサンプルは、無彩色であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。特に、実施例8は、熱可塑性樹脂Bおよび添加剤1と親和性が良いため、微分散性がよく共延伸が実現しており、光干渉反射と前方散乱を両立していることを確認した。また、熱可塑性樹脂Bとの屈折率差も小さいため前方散乱しやすくなったと考えられる。なお、実施例8の幅方向の粒子径は、1.2μmであった。
【0083】
[実施例11]
表1に示す熱可塑性樹脂B、有機粒子種、その濃度などの変更内容以外は、実施例1と同様にして積層フィルムを得た。また、熱可塑性樹脂Bと有機粒子は非相溶であるため、有機粒子のまわりには図3(b)のように空隙が形成されていた。実施例6に比べて、界面での屈折率差が大きく、後方散乱の効果が少し強い傾向であることを確認した。幅方向の粒子径は、4μmであった。接着層を含めた積層数1603層中1558層にわたり層厚みが30nm〜200nmの範囲に属することを確認した。得られたサンプルは、無彩色であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。
【0084】
[実施例12〜13]
表1に示す熱可塑性樹脂B、有機粒子種、その濃度、添加剤種の変更内容以外は、実施例5と同様にして積層フィルムを得た。また、有機粒子のまわりには図3(a)のように全く空隙が形成されていなかった。接着層を含めた積層数1603層中1558層にわたり層厚みが30nm〜200nmの範囲に属することを確認した。得られたサンプルは、無彩色であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。
【0085】
[実施例14]
貼り合わせをしないことと、傾斜度合いを0.45とし、表1に示す変更内容以外は、実施例1と同様にして積層フィルムを得た。また、有機粒子のまわりには図3(b)のように空隙が大きく形成されていた。輝度が小さいことから、干渉反射の効果が強い傾向であることを確認した。積層数801層中798層にわたり層厚みが30nm〜200nmの範囲に属することを確認した。得られたサンプルは、無彩色であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。
【0086】
[実施例15]
表1に示す変更およびフィードブロックのスリット板の設計のみ変更する以外は、実施例4と同様な方法で積層フィルムを得た。フィードブロックのスリット板設計時の層厚み分布のパターンは、図1に示すパターンを用いた。設計時の傾斜度合いは、図1で記したそれぞれの傾斜構造6,7が、スリット板3つにわたって0.4となるように設計した。なお、傾斜構造群5を形成するスリット板と隣接する傾斜構造群5を形成するスリット板同士の間で、間隙と長さを調整することによって、同じ層厚みをもった層厚み分布8が形成されるように設計し、その層の数は10層とした。また、有機粒子のまわりには図3(b)のように空隙が大きく形成されていた。
【0087】
得られたサンプルは、緑味を感じる程度であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むらない好適な積層フィルムであることを確認した。
【0088】
[実施例16]
表1に示す変更およびフィードブロックのスリット板の設計のみ変更する以外は、実施例7と同様な方法で未延伸フィルムを得た。この未延伸フィルムを、縦延伸機で130℃、3.3倍の延伸を行い、両端部をクリップで把持するテンターに導き145℃、4.2倍横延伸した後、次いで230℃、240℃で、それぞれ10秒間づつ熱処理を施し、150℃で約3%のTDリラックスを実施し、厚み100μmの積層フィルムを得た。フィードブロックのスリット板設計時の層厚み分布のパターンは、図1に示すパターンを用いた。設計時の傾斜度合いは、図1で記したそれぞれの傾斜構造6,7が、傾斜構造群5の3つにわたって、A層およびB層とも0.3となるように設計した。なお、傾斜構造群5を形成するスリット板と隣接する傾斜構造群5を形成するスリット板同士の間で、間隙と長さを調整することによって、同じ層厚みをもった層厚み分布8が形成されるように設計し、その層の数は10層とした。また、有機粒子のまわりには図3(a)のように空隙が全く形成されていなかった。
【0089】
得られたサンプルは、赤味を感じるが、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むらない好適な積層フィルムであることを確認した。
【0090】
[実施例17]
表1に示す変更以外は、実施例7と同様な方法で積層フィルムを得た。得られたサンプルの層厚み分布は、図2に示したパターンとなる傾斜構造を有していた。それぞれ、熱可塑性樹脂A層と熱可塑性樹脂B層が、交互に903層積層された構造を有していた。熱可塑性樹脂B層内の有機粒子まわりには、図3(a)のようなに空隙が全く形成されていなかった。積層数903層中901層にわたり層厚みが30nm〜200nmの範囲に属することを確認した。熱可塑性樹脂Bおよび添加剤1と親和性が良いため、微分散性がよく共延伸が実現しており、光干渉反射と前方散乱を両立していることを確認した。また、熱可塑性樹脂Bとの面内屈折率差も小さいため前方散乱しやすくなったと考えられる。なお、幅方向の粒子径は、1μmであった。得られたサンプルは、無彩色であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、またバックライトの色むらもない好適な積層フィルムであることを確認した。
【0091】
[比較例1]
熱可塑性樹脂Aを単軸押出機にて280℃で溶融させ、一方、熱可塑性樹脂Bを計量し、L/D=28の単軸押出機にて、280℃で溶融・混練し、次いで、それぞれ、FSSタイプのリーフディスクフィルタを5枚介した後、ギアポンプにて吐出比が熱可塑性樹脂A/熱可塑性樹脂B=2/1になるように計量しながら、スリット数267個のスリット板を2枚、269個のスリット板1枚の計3枚用いた構成である801層フィードブロックにて合流させて、厚み方向に交互に801層積層された積層体とした。スリット長や間隙の設計を除いた積層方法の詳細は、特開2007−307893号公報記載と同様とした。A層同士の合流層があるため、スリット数は、803個となる。ここでは、スリット幅(間隙)は、全て一定とし、スリット長さのみ変化させることにより、層厚み分布を傾斜構造とした。得られた積層体の構造の内訳は、熱可塑性樹脂Aが401層、熱可塑性樹脂Bが400層からなる厚み方向に交互に積層された傾斜構造を有する積層体とした。フィードブロックのスリット板設計時の層厚み分布のパターンは、図1に示すパターンを用いた。設計時の傾斜度合いは、図1で示したそれぞれの傾斜構造6,7が、傾斜構造群5の3つにわたって0.35となるように設計した。なお、傾斜構造群5を形成するスリット板と隣接する傾斜構造群5を形成するスリット板同士の間で、間隙と長さを調整することによって、同じ層厚みをもった層厚み分布8が形成されるように設計し、その層の数は10層とした。
【0092】
次いで、該積層体をTダイに供給し、シート状に成形した後、ワイヤーで8kVの静電印可電圧をかけながら、表面温度25℃に保たれたキャスティングドラム上で急冷固化し、未延伸フィルムを得た。
【0093】
この未延伸フィルムを、縦延伸機で95℃、3.3倍の延伸を行い、両端部をクリップで把持するテンターに導き105℃、4.2倍横延伸した後、次いで230℃、240℃で、それぞれ10秒間づつ熱処理を施し、150℃で約3%のTDリラックスを実施し、厚み125μmの積層フィルムを得た。このフィルムの物性結果を表1に示す。
【0094】
得られたサンプルの層厚み分布は、125μmの厚みの積層フィルムであった。得られた積層フィルムは、積層数801層中788層にわたり層厚みが30nm〜300nmの範囲に属することを確認した。得られたサンプルは、赤みがあり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むらがはっきり確認された。また、バックライトの色むらも発生していることを確認した。
【0095】
[比較例2]
熱可塑性樹脂Aを単軸押出機にて280℃で溶融させ、一方、熱可塑性樹脂Bを計量し、L/D=28の単軸押出機にて、270℃で溶融・混練し、次いで、それぞれ、FSSタイプのリーフディスクフィルタを5枚介した後、ギアポンプにて吐出比が熱可塑性樹脂A/熱可塑性樹脂B=1/1になるように計量しながら、積層方法を267層のスリット板1枚と2段の非等分配ミキサーを採用して、最表層が熱可塑性樹脂Aとなるような積層体を得た。次いで、該積層体をTダイに供給し、シート状に成形した後、ワイヤーで8kVの静電印可電圧をかけながら、表面温度25℃に保たれたキャスティングドラム上で急冷固化し、未延伸フィルムを得た。
【0096】
この未延伸フィルムを、縦延伸機で130℃、3倍の延伸を行い、両端部をクリップで把持するテンターに導き145℃、3.3倍横延伸した後、次いで240℃、250℃で、10秒間づつ熱処理を施し、150℃で約3%のTDリラックスを実施し厚み65μm積層フィルムを得た。フィードブロックのスリット板+非等分配ミキサーの設計時の層厚み分布のパターンは、図1に示すパターンを用いた。設計時の傾斜度合いは、図1で記したそれぞれの傾斜構造6,7が、0.4となるように設計した。なお、スリット板間で同じ層厚みをもった層厚み分布8の層数は、10層とした。このフィルムの物性結果を表1に示す。
得られたサンプルは、ミラー調であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管からの光が殆ど通らない積層フィルムであった。また、バックライトの色むらも酷く発生していることを確認した。
【0097】
[比較例3]
表1に示す変更内容およびフィードブロックのスリット板の設計のみ変更する以外は、実施例15と同様な方法で積層フィルムを得た。フィードブロックのスリット板設計時の層厚み分布のパターンは、図1に示すパターンを用いた。設計時の傾斜度合いは、図1で記したそれぞれの傾斜構造6,7が、傾斜構造群3つにわたって0.4となるように設計した。なお、傾斜構造群5を形成するスリット板と隣接する傾斜構造群5を形成するスリット板同士の間で、間隙と長さを調整することによって、同じ層厚みをもった層厚み分布8が形成されるように設計し、その層の数は10層とした。また、有機粒子は殆ど発見できず、そのまわりには図3(b)のように空隙が形成されていた。
【0098】
得られたサンプルは、赤味がきつく、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度むら、および色むらがあることを確認した。
【0099】
[比較例4]
表1に示す変更内容およびフィードブロックのスリット板の設計のみ変更する以外は、実施例14と同様な方法で積層フィルムを得た。フィードブロックのスリット板設計時の層厚み分布のパターンは、図1に示すパターンを用いた。設計時の傾斜度合いは、図1で記したそれぞれの傾斜構造6,7が、スリット板3つにわたって0.4となるように設計した。なお、傾斜構造群5を形成するスリット板と隣接する傾斜構造群5を形成するスリット板同士の間で、間隙と長さを調整することによって、同じ層厚みをもった層厚み分布8が形成されるように設計し、その層の数は10層とした。また、有機粒子が非常に多く見られ、そのまわりには図3(b)のように多数の空隙が形成されていた。
【0100】
得られたサンプルは、真っ白であり、直下型LCDバックライトユニットの光学機能層として利用した際に、蛍光管の輝度は見えないが、光を殆ど通さないフィルムであることを確認した。
【0101】
【表1】
【0102】
【表2】
【産業上の利用可能性】
【0103】
本発明は、2種の熱可塑性樹脂を交互に積層し、有機粒子を含有した積層フィルムであって、光拡散性とハーフミラーの機能を有した積層フィルムに関するものである。
更に詳しくは、LCDの輝度向上と蛍光管の輝度むら低減を両立するバックライト部材、ハーフミラーの光拡散性が求められるヘッドアップディスプレイ部材として好適な積層フィルムに関するものである。該積層フィルムは、ディスプレイ部材、自動車部材、ホログラムなどの偽造防止用意匠部材、太陽電池部材、ウインドウなどの建材などに好適な積層フィルムである。
【図面の簡単な説明】
【0104】
【図1】層厚み分布の1例
【図2】層厚み分布の別な例
【図3】積層フィルムの断面図
【図4】評価に用いたバックライトユニットの模式図
【図5】図3のバックライトユニットを上から見た図
【符号の説明】
【0105】
1 :フィードブロックに由来する層厚み分布
2 :層厚み番号
3 :層厚み(nm)
4 :厚膜層
5 :傾斜構造群
6 :A層の傾斜構造
7 :B層の傾斜構造
8 :スリット板間で同じ層厚みをもった層厚み分布
9 :他の傾斜構造
10:他の傾斜構造
11:他の傾斜構造と反対の傾きを有する傾斜構造
12:フィルム長手方向もしくは幅方向
13:フィルム厚み方向
14:フィルム長手方向もしくは幅方向の粒子径
15:フィルム厚み方向の粒子径
16:有機粒子
17:空隙
18:プリズムシート
19:拡散シート
20:拡散板
21:積層フィルム
22:異方拡散フィルム
23:蛍光管
24:反射板
25:θ(57°)
26:輝度の測定領域
27:輝度むらの測定領域
28:バックライトユニット
【特許請求の範囲】
【請求項1】
熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)が、層厚みが20nm〜500nmの範囲で交互に少なくとも30層以上積層された積層フィルムであって、前記A層またはB層は有機粒子を含有し、かつ、該積層フィルムのヘイズが20%〜90%であり、F10光源を用いたときの光線透過率が50%〜10%であることを特徴とする積層フィルム。
【請求項2】
前記熱可塑性樹脂Aまたは熱可塑性樹脂Bは非晶性の熱可塑性樹脂であり、前記有機粒子は該非晶性の熱可塑性樹脂からなる層に分散されている請求項1に記載の積層フィルム。
【請求項3】
前記有機粒子がポリオレフィンからなることを特徴とする請求項1または2に記載の積層フィルム。
【請求項4】
前記ポリオレフィンはシクロオレフィンコポリマーである請求項3に記載の積層フィルム。
【請求項5】
フィルムのF10光源を用いたときの透過光の彩度C*が3.5以下である請求項1〜4のいずれかに記載の積層フィルム。
【請求項6】
有機粒子を含む層には無水カルボン酸変性ポリオレフィンが含有されている請求項1〜5のいずれかに記載の積層フィルム。
【請求項7】
フィルム中における有機粒子の扁平比が1.5以上である請求項1〜6のいずれかに記載の積層フィルム。
【請求項8】
A層またはB層の層厚み分布が3つ以上の傾斜構造を有し、かつ、全ての傾斜構造は同一の方向には傾斜していないことを特徴とする請求項1〜7のいずれかに記載の積層フィルム。
【請求項9】
請求項1〜8のいずれかに記載の積層フィルムを用いたLCD用バックライトユニット。
【請求項1】
熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)が、層厚みが20nm〜500nmの範囲で交互に少なくとも30層以上積層された積層フィルムであって、前記A層またはB層は有機粒子を含有し、かつ、該積層フィルムのヘイズが20%〜90%であり、F10光源を用いたときの光線透過率が50%〜10%であることを特徴とする積層フィルム。
【請求項2】
前記熱可塑性樹脂Aまたは熱可塑性樹脂Bは非晶性の熱可塑性樹脂であり、前記有機粒子は該非晶性の熱可塑性樹脂からなる層に分散されている請求項1に記載の積層フィルム。
【請求項3】
前記有機粒子がポリオレフィンからなることを特徴とする請求項1または2に記載の積層フィルム。
【請求項4】
前記ポリオレフィンはシクロオレフィンコポリマーである請求項3に記載の積層フィルム。
【請求項5】
フィルムのF10光源を用いたときの透過光の彩度C*が3.5以下である請求項1〜4のいずれかに記載の積層フィルム。
【請求項6】
有機粒子を含む層には無水カルボン酸変性ポリオレフィンが含有されている請求項1〜5のいずれかに記載の積層フィルム。
【請求項7】
フィルム中における有機粒子の扁平比が1.5以上である請求項1〜6のいずれかに記載の積層フィルム。
【請求項8】
A層またはB層の層厚み分布が3つ以上の傾斜構造を有し、かつ、全ての傾斜構造は同一の方向には傾斜していないことを特徴とする請求項1〜7のいずれかに記載の積層フィルム。
【請求項9】
請求項1〜8のいずれかに記載の積層フィルムを用いたLCD用バックライトユニット。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−139933(P2010−139933A)
【公開日】平成22年6月24日(2010.6.24)
【国際特許分類】
【出願番号】特願2008−318126(P2008−318126)
【出願日】平成20年12月15日(2008.12.15)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成22年6月24日(2010.6.24)
【国際特許分類】
【出願日】平成20年12月15日(2008.12.15)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]