
積層フィルムおよびその製造方法
【課題】不活性粒子を含有する極めて薄い層を表層に配置する際に、薄い層の長手方向における厚み斑を小さくできる積層フィルムの製造方法の提供。
【解決手段】不活性粒子Aを含有するポリエステル(A)からなるフィルム層(A)を、ポリエステル(B)からなるフィルム層(B)の少なくとも片面に共押出で積層し、表面を形成するフィルム層Aの合計厚みが、積層フィルム全体の厚みに対して、1〜10%の範囲で、かつ不活性粒子Aの平均粒径が、表層に位置するフィルム層Aの厚みに対して、0.5〜3倍の範囲で、フィルム層(A)とフィルム層(B)とを共押出によって積層する際に、製膜方向および積層方法に直交する方向(幅方向)の両端部にポリエステルAからなるエッジ単層部を設けた状態で押出し、少なくとも一方向に延伸後にエッジ単層部をトリミングする積層フィルムの製造方法。
【解決手段】不活性粒子Aを含有するポリエステル(A)からなるフィルム層(A)を、ポリエステル(B)からなるフィルム層(B)の少なくとも片面に共押出で積層し、表面を形成するフィルム層Aの合計厚みが、積層フィルム全体の厚みに対して、1〜10%の範囲で、かつ不活性粒子Aの平均粒径が、表層に位置するフィルム層Aの厚みに対して、0.5〜3倍の範囲で、フィルム層(A)とフィルム層(B)とを共押出によって積層する際に、製膜方向および積層方法に直交する方向(幅方向)の両端部にポリエステルAからなるエッジ単層部を設けた状態で押出し、少なくとも一方向に延伸後にエッジ単層部をトリミングする積層フィルムの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はポリエステルからなる積層フィルムの製造方法に関する。
【背景技術】
【0002】
ポリエステルフィルムは、フィルムの品質性能に対する多様化に伴い、種々の用途に用いられるようになってきた。そして、表面の平坦性と走行性とをより高度に両立させる方法として、特許文献1〜3が提案されている。
【0003】
しかしながら、これらで提案された方法では、不活性粒子を含有させる層が極めて薄くなり、厚い層との吐出バランスが崩れ、得られるフィルムの長手方向に、薄い層の厚みが変動しやすいという問題があった。
【0004】
ところで、特許文献4(特開平1−118428号公報)や特許文献5(特開平6−91719号公報)では、配向積層ポリエステルフィルムの両端部(以下、エッジと称することがある。)を単層とし、エッジの単層部をトリミングして、再生利用することが提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平2−70727号公報
【特許文献2】特開平2−158628号公報
【特許文献3】特開平3−86542号公報
【特許文献4】特開平1−118428号公報
【特許文献5】特開平6−91719号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記のごとき、不活性粒子を含有する極めて薄い層を表層に配置する積層フィルムの製造において、薄い層の長手方向における厚み斑を小さくできる積層フィルムの製造方法を提供することおよびそれによって薄い層の長手方向における厚み斑を小さくした積層フィルムを提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上記のごとき従来技術が潜在していた課題を解決すべく鋭意研究した結果、不活性粒子を含有する極めて薄い層を表層に配置する積層フィルムを製造する際に、その両端部に薄い層を形成するのに用いたポリマーを単一層としてフィルムの幅方向の両端部にエッジ単層として形成することで厚み変動を抑制できることを見出し、本発明に到達した。
【0008】
かくして本発明によれば、不活性粒子Aを含有するポリエステル(A)からなるフィルム層(A)を、ポリエステル(B)からなるフィルム層(B)の少なくとも片面に共押出によって積層し、少なくとも一方向に延伸する積層フィルムの製造方法であって、
表面を形成するフィルム層Aの合計厚みが、積層フィルム全体の厚みに対して、1〜10%の範囲で、かつ不活性粒子Aの平均粒径が、表層に位置するフィルム層Aの厚みに対して、0.5〜3倍の範囲であり、
フィルム層(A)とフィルム層(B)とを共押出によって積層する際に、製膜方向および積層方法に直交する方向(幅方向)の両端部にポリエステルAからなるエッジ単層部を設けた状態で押出し、後にエッジ単層部をトリミングする積層フィルムの製造方法が提供され、本発明の好ましい態様として、フィルム層Aは、不活性粒子Aを、フィルム層Aの重量を基準として、0.05〜5.0質量%の範囲で含有すること、ポリエステル(A)とポリエステル(B)との吐出量の比が、3:7〜7:3の範囲であること、ポリエステル(A)とポリエステル(B)とは、繰り返し単位の80モル%以上が同じ繰り返し単位であり、かつ固有粘度の差が0.03dl/g以下であること、積層フィルムの厚みが、1〜5μmの範囲であることの少なくともいずれかを具備する積層フィルムの製造方法も提供される。
さらにまた、本発明によれば、上記本発明の製造方法で製造された積層フィルムも提供される。
【発明の効果】
【0009】
本発明によれば、極めて薄いのに長手方向に厚み斑が抑制された、不活性粒子を含有する層を有する積層フィルムを製造することができる。その結果、長手方向に表面粗さなどの品質が均一化され、極めて高品位の製品とすることができる。
【図面の簡単な説明】
【0010】
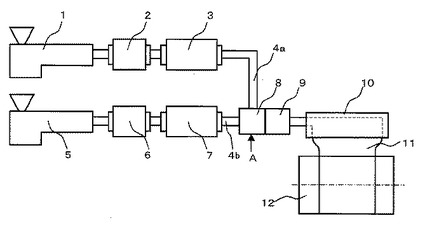
【図1】本発明の実施形態の一例であり、2層シートの押出装置のうち押出機からキャスティングドラムまでを示している。
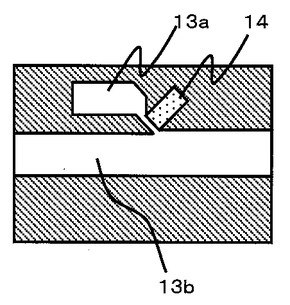
【図2】本発明の一つの実施形態の例示であり、2層の積層状態を作り出すフィードブロック8を図1の矢印A方向から見た断面を示している。
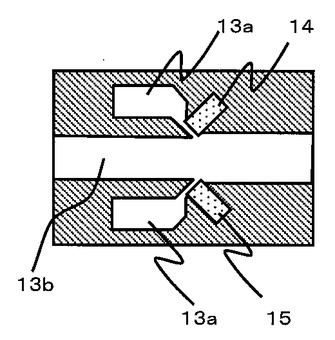
【図3】本発明の一つの実施形態の例示であり、3層の積層状態を作り出すフィードブロック8を図1の矢印A方向から見た断面を示している。
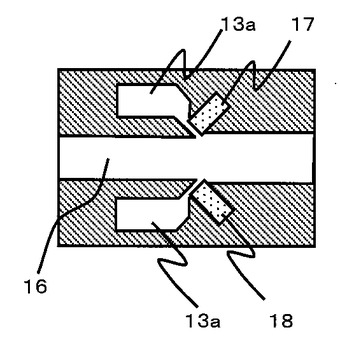
【図4】本発明の一つの実施形態の例示であり、製膜方向に直交する方向(幅方向)の両端部にエッジ単層部を設けるフィードブロック9を図1の紙面手前側から見た断面を示している。
【図5】図1〜3の実施形態を用いて製膜した未延伸フィルムの製膜に直交する方向の断面図を示す。
【図6】図5に示した未延伸フィルム幅方向の厚みグラフの一例である。
【図7】本発明により得られた未延伸フィルムを、縦、横方向に延伸して得られた2軸延伸フィルムの幅方向厚みグラフの一例である。
【図8】本発明により得られた未延伸フィルムを、縦、横方向に延伸して得られた2軸延伸フィルムの幅方向厚みグラフの他の一例である。
【発明を実施するための形態】
【0011】
以下、図面を引用して本発明を説明する。
図1は、本発明の一つの実施形態の一例である。2層シートの押出装置のうち押出機からキャスティングドラムまでを示している。2層シートの押出装置は、2層シートのフィルム層(A)となるポリエステル(A)の流れ方向の上流側から順に押出機1、ギアポンプ2、フィルター3、ポリマーパイプ4a、同様に2層シートのフィルム層(B)となるポリエステル(B)の流れ方向の上流側から順に押出機5、ギアポンプ6、フィルター7、ポリマーパイプ4bとなっており、フィードブロック8の内部で2つの溶融樹脂を積層させ、フィードブロック9にてフィルム層(A)とフィルム層(B)の積層方向および製膜方向に直交する方向(幅方向)の両端部にエッジ単層部を設け、ダイ10からシート状に溶融樹脂11を2層シートとして押し出す構成となっている。ダイ10は単層のサイドフィード式であり、ダイの片側に樹脂の供給口を有するものを例示している。
【0012】
ポリエステル(A)および(B)に用いる樹脂としては、フィルムに製膜可能なポリエステルであれば特に制限されず、例えばポリエチレンテレフタレートやポリエチレンナフタレートが挙げられ、これらを用いる場合には、さらにキャスティングドラム12で冷却して未延伸積層フィルムとし、図示しない延伸装置によって縦延伸および/または横延伸を施して配向積層フィルムとすることができる。
【0013】
なお、説明の便宜上、本発明では、フィルム層(A)とフィルム層(B)の積層方向を、積層方向、厚み方向またはz方向と称することがある。また、製膜中の進行する方向に沿ったフィルムの方向を、製膜方向、長手方向、縦方向またはMD方向と称することがある。さらにまた、製膜方向および積層方向に直交する方向を、幅方向、横方向またはTD方向と称することがある。
【0014】
図2は本発明の一つの実施形態の例示であり、2層の積層状態を作り出すフィードブロック8を図1の矢印A方向から見た断面を示している。13aはポリエステル(A)であり、ポリエステル(A)の流路を示している。13bはポリエステル(B)であり、ポリエステル(B)の流路を示している。14はポリエステル(A)からなるフィルム層(A)のキャスティングドラム12に接触する層の層厚調整具であり、該層の全体の厚み、幅方向の層厚プロファイルを調整する部材である。
【0015】
図3は本発明の一つの実施形態の例示であり、3層の積層状態を作り出すフィードブロック8を図1の矢印A方向から見た断面を示している。14はポリエステル(A)からなるフィルム層(A)のキャスティングドラム12に接触する層の層厚調整具であり、該層の全体の厚み、幅方向の層厚プロファイルを調整する部材である。15はポリエステル(A)からなるフィルム層(A)のキャスティングドラム12に接触しない層の層厚調整具であり、該層の全体の厚み、幅方向の層厚プロファイルを調整する部材である。
【0016】
図4は本発明の一つの実施形態の例示であり、製膜方向に直交する方向(幅方向)の両端部にエッジ単層部を設けるフィードブロック9を図1の紙面手前側から見た断面を示している。16はポリエステル(A)とポリエステル(B)の積層樹脂である。17はポリエステル(A)のダイ先端側エッジ単層幅調整具であり、18はポリエステル(A)のダイ根元側エッジ単層幅調整具である。
【0017】
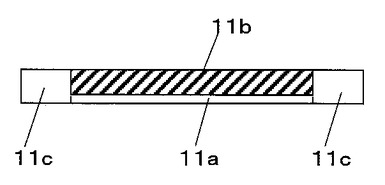
図5に図1〜3の実施形態を用いて製膜した未延伸フィルムの製膜に直交する方向の断面図を示す。11aがフィルム層(A)、11bがフィルム層(B)、11cがエッジ単層部である。
【0018】
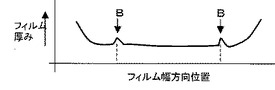
図6は図5に示した未延伸フィルムの幅方向の厚みグラフの一例である。矢印B部は単層境界での厚み変化部を示している。この厚み変化の大きさは、フィルム層(A)とエッジ単層部の樹脂の固有粘度差に応じて変化し、粘度差が大きいほど厚み変化も大きくなることが実験により明らかになっている。
【0019】
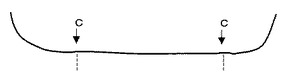
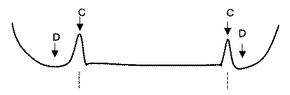
図7はポリエステル(A)と(B)の固有粘度差を0.03dl/g以下にした本発明により得られた未延伸フィルムを、縦、横方向に延伸して得られた2軸延伸フィルムの幅方向の厚みグラフの一例である。矢印Cの位置が単層境界部であるが、厚み変化は殆ど見られない。それに対し図8はポリエステル(A)と(B)の固有粘度差を大きくした本発明により得られた未延伸フィルムを、同様に2軸延伸したフィルムの幅方向の厚みグラフの一例である。単層境界の位置(矢印C)には大きな厚み変化が発生し、その外側の矢印Dでは過剰に延伸された結果、厚みが中央部より薄くなっている。
【0020】
以下、さらに本発明を詳細に説明する。
前述のとおり、本発明は不活性粒子Aを含有するポリエステル(A)を、ポリエステル(B)の少なくとも片面に共押出によって積層し、少なくとも一方向に延伸する積層フィルムの製造方法であって、表面を形成するフィルム層Aの合計厚みが、積層フィルム全体の厚みに対して、1〜10%の範囲であり、フィルム層(A)とフィルム層(B)とを共押出によって積層する際に、幅方向の両端部にポリエステルAからなるエッジ単層部を設けた状態で押出し、後にエッジ単層部をトリミングすることに特徴がある。
【0021】
共押出しの技術や設備は一般的に用いられているが、表層に全体の厚みに対して、合計厚みが1/10以下のフィルム層(A)を設ける場合、表層に位置するフィルム層Aのポリエステルの押出量もそれに応じて、フィルム層(B)を形成するポリエステル(B)対比、極めて少なくなり、両者のバランスが崩れるためか、製膜方向に厚み斑を生じる。そして、非常に薄いフィルム層Aを形成するがゆえに、厚み斑は表面に存在する粒子量の変化をもたらし、表面粗さに影響を及ぼす。なお、フィルム層(A)の吐出を安定化させやすい点から、フィルム層(A)にフィルム層(B)に比べてサイズの小さな押出し装置を用いることは有効であるが、それだけでは十分な解決とはなっていなかった。
【0022】
本発明では、ポリエステル(A)とポリエステル(B)とが、その繰り返し単位の80モル%以上が同じ繰り返し単位であることが好ましい。同じ繰り返し単位の割合が下限未満では、後述の固有粘度の差を制御しても、前述の図5の矢印Bで示される厚み斑を縮小することが困難となる。好ましい同じ繰り返し単位の割合は、85モル%以上、さらに90モル%以上、特に95モル%以上である。
【0023】
また、本発明では、ポリエステル(A)とポリエステル(B)との固有粘度の差が0.03dl/g以下であることが好ましい。これにより、前述の図6の矢印Bで示される厚み斑を縮小することができる。そのような観点から、固有粘度の差は0.02dl/g以下であることが好ましい。また、固有粘度の差の下限は、前述の厚み斑を抑える観点から小さいほど好ましいことから制限されないことは容易に理解されるであろう。
【0024】
本発明におけるポリエステル(A)および(B)としては、フィルムへの製膜が可能なものであれば、それ自体公知のものを採用でき、例えば、ジオール成分と芳香族ジカルボン酸成分との重縮合によって得られる芳香族ポリエステルが好ましい。かかる芳香族ジカルボン酸成分としては、例えばテレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、6,6’−(エチレンジオキシ)ジ−2−ナフトエ酸などの6,6’−(アルキレンジオキシ)ジ−2−ナフトエ酸が挙げられる。また、かかるジオール成分としては、例えばエチレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、1,6−ヘキサンジオールが挙げられる。
【0025】
これらの中でも、高温での加工時の寸法安定性の点からは、エチレンテレフタレートまたはエチレン−2,6−ナフタレンジカルボキシレートを主たる繰り返し単位とするものが好ましく、特にエチレン−2,6−ナフタレンジカルボキシレートを主たる繰り返し単位とするものが好ましい。ここでいう主たるとは、好ましくは80モル%以上、さらに90モル%以上を意味する。
【0026】
本発明におけるポリエステル(A)または(B)のいずれか固有粘度の高い方のポリエステルは、その溶融押出する前の固有粘度が0.60〜0.65dl/gの範囲にあることが、フィルムに製膜する際の溶融状態での樹脂の積層状態や、製膜後のフィルムの機械的特性を高度に維持しやすいことから好ましい。なお、後述の回収ポリマーを使用する場合、回収ポリマーはポリエステル(A)に含有して使用することが、エッジ単層部に用いられることから好ましい。
【0027】
ところで、本発明では、フィルム層(A)は不活性粒子Aを含有することが必要である。この不活性粒子Aの粒子サイズや粒子量は、積層フィルムを用いる用途に応じて適宜決めればよい。このような不活性粒子を含有させることで、フィルムに白度、光沢性、隠蔽性を待たせたり、フィルムの巻き取り性を向上させたりすることができる。含有させる不活性粒子としては、例えば、ルチル型酸化チタン、アナターゼ型酸化チタン、硫酸バリウム、酸化シリカ、アルミナ、炭酸カルシウム、燐酸カルシウム、カオリン、タルクのような無機不活性粒子、シリコーン、架橋ポリスチレン、スチレン−ジビニルベンゼン共重合体のような有機不活性粒子をあげることができる。また、含有させる不活性粒子Aの平均粒径は0.01〜8μmが好ましい。なお、不活性粒子Aは1種類に限定されず、複数の種類の不活性粒子Aを併用してもよく、併用する場合は、粒子種、サイズ、形状などの異なる個々の不活性粒子Aが、特に断らない限り、それぞれ前記条件を満足することが好ましい。
【0028】
本発明は、前述の通り、不活性粒子を含有する非常に薄い層を表層に用いるときの課題を解決したものである。そのような観点から、延伸後の表層に位置するフィルム層(A)の厚みに対して、含有する不活性粒子Aの平均粒径が0.5〜3倍の範囲、好ましくは0.6〜2.0倍の範囲である。このように表層に位置するフィルム層(A)に、その厚みとほぼ同じ大きさの不活性粒子Aを含有することで、不活性粒子Aによる突起の高さを均一にさせることができる。一方、このような厚みと平均粒子径との関係を具備させると、厚み斑によって非常に粒子頻度などにバラツキがおきやすいという問題があったが、それをエッジ単層部を設けることで解消したのが本発明である。また、表層に位置するフィルム層(A)の厚みに対して、平均粒径が0.5〜3倍の不活性粒子Aの含有量は、フィルム層(A)の質量を基準として、0.05〜5.0wt%の範囲にあることが好ましく、さらに0.06〜2.0wt%の、特に0.08〜1.0wt%の範囲にあることが好ましい。なお、本発明におけるフィルム層(A)は、上記不活性粒子Aのほかに、本発明の効果を損なわない範囲で、表層に位置するフィルム層(A)の厚みに対して、平均粒径が0.5倍未満の不活性粒子を含有していても良い。含有させる不活性粒子としては、前述の不活性粒子Aで説明したのと同様なものが挙げられる。また、本発明におけるフィルム層(B)は、不活性粒子を含有しても含有しなくても良いが、含有する場合は上記不活性粒子Aと同じ粒子であることが回収などの面からも好ましい。また、フィルム層(A)による表面設計をそのまま反映しやすいことから、フィルム層(B)は、不活性粒子を含有しないか、含有するとしてもフィルム層(A)よりも少ない、好ましくはフィルム層(A)の粒子含有量に対して、1割以上少ないことが好ましい。
【0029】
本発明では、ポリエステル(A)とポリエステル(B)とを押出機から押し出してから、ダイから吐出されるまでの間で、厚み方向に積層、すなわち、フィルム層(A)とフィルム層(B)を積層する。この際、ポリエステル(B)は組成や固有粘度を異にする、例えばポリエステルB1、ポリエステルB2・・・といった複数のポリエステルとそれぞれ押し出す押出機を用意し、それぞれでフィルム層(B1)、フィルム層(B2)・・・を形成してもよい。具体的な積層構造としては、フィルム層(A)とフィルム層(B)を積層した2層積層フィルム、フィルム層(B)の両面にフィルム層(A)を積層した3層フィルム、フィルム層(A1)とフィルム層(A2)とフィルム層(B)とを積層した3層フィルム、フィルム層(A)とフィルム層(B)とを交互に積層した多層積層フィルムなどが挙げられる。
【0030】
ところで、本発明の製造方法では、上記フィルム層(A)の合計厚みが、フィルム層(A)とフィルム層(B)の厚みの合計に対して、1〜10%の範囲である。フィルム層Aの厚みの好ましい下限は、2%以上、さらに3%以上である。他方、フィルム層(A)の厚みの好ましい上限は、7%以下、さらに5%以下である。フィルム層(A)の厚みが上限以下であることで、縦方向厚み斑改善の効果がより発現される。他方、フィルム層(A)の厚みが下限以上であることで、縦方向の厚み斑をより改善しやすくなる。
【0031】
つぎに、本発明の製造方法では、上記フィルム層(A)とフィルム層(B)を積層した後、その幅方向の両端部にポリエステル(A)からなるエッジ単層部を設ける。このとき、押し出すダイの幅にもよるが、未延伸フィルムの断面積で見たときの、それぞれの端部に設けられるエッジ単層部の断面積の割合の下限は、10%以上、さらに15%以上であることが、ダイからの押し出しを安定させつつ、幅方向に延伸する際などに把持される幅方向の端部を十分に確保する点から好ましい。他方、それぞれの端部に設けられるエッジ単層部の断面積の割合の上限は、製品とされる部分を効率的に確保する観点から、25%以下、さらに20%以下であることが好ましい。また、本発明の観点からは、フィルム層(A)とエッジ単層部を形成するのに用いるポリエステル(A)と、フィルム層(B)を形成するポリエステル(B)との吐出量の比は、3:7〜7:3の範囲にあることが、フィルム層(A)の厚み斑を抑制する観点から好ましい。なお、ここでいう吐出量の比は、エッジ単層部をトリミングする前の未延伸積層シートを製膜方向に直交する方向に裁断し、その断面を見たときの断面積比で求めることができる。具体的には、断面を観察して、ポリエステル(A)の断面積(フィルム層(A)の断面積とエッジ単層部の断面積との合計断面積)と、ポリエステル(B)の断面積とから求めることができる。なお、ポリエステル(A)とポリエステル(B)の境界が、同種のポリエステルで見分けにくい場合は、含有する不活性粒子の違いから、境界を求めればよい。
【0032】
このようにしてダイから押し出される未延伸積層シートの幅方向の中央部における厚みは特に制限されないが、後述の幅方向に延伸する際に、厚み斑による破断が薄いほど顕著に発現する、すなわち本発明の厚み斑の改良による効果がより発現されやすいことから、200μm以下、さらに160μm以下であることが好ましい。
【0033】
なお、上述の未延伸積層シートの製造は、例えば、ポリエステル(A)と、ポリエステル(B)とを用意し、これらを溶融状態で積層してダイからシート状に共押出する工程、得られたシート状物を冷却固化する工程で製造できる。溶融状態で押し出す工程での温度は、未溶融物がなく、過度にポリエステルの熱劣化が進まない温度であれば特に制限されず、例えば、最も融点の高いポリエステルの融点(Tm:℃)ないし(Tm+70)℃の温度で行うことが好ましい。つぎに、冷却については、得られる積層未延伸ポリエステルフィルムの平坦性を維持しつつ、厚み斑も少なくするために、フィルム製膜方向に沿ってダイの下方に設置された回転する冷却ドラムを用い、それにシート状物を密着させて冷却するのが好ましい。
【0034】
このようにして得られた未延伸積層シートは、機械的特性などを向上させたり、熱などに対する寸法安定性などを向上させる観点から、少なくとも一方向、例えば製膜方向または幅方向に延伸に延伸する。
以下では、製膜方向に延伸し、つづいて幅方向に延伸する逐次二軸延伸を例にとって説明する。まず、未延伸積層シートを、製膜方向にもっともガラス転移温度の高いポリエステルのガラス転移温度(Tg)−10)℃〜(Tg+70)℃の温度で延伸し、次いで幅方向にTg〜(Tg+70)℃の温度で延伸する。この際、通常、製膜方向の延伸は回転速度の異なるロール間で行われ、幅方向の延伸はテンター法と言われる、フィルムの幅方向の端部を把持部で把持して延伸する方法が行われる。そして、冒頭で述べたとおり、未延伸シートのエッジ単層部の境界に厚み斑があると、この幅方向の延伸の際に、延伸斑が生じたり、過度に延伸された部分が破断したりするのである。そのため、幅方向の延伸倍率が高いほど、上記厚み斑による影響は大きく、そういった観点から本発明の製造方法は、幅方向の延伸倍率が3倍以上、さらに3.5倍以上であるときに、より効果的である。
【0035】
また、さらに必要に応じて縦方向および/または横方向に再度延伸してもよい。このように延伸したときの全延伸倍率は、面積延伸倍率(縦方向の延伸倍率×横方向の延伸倍率)として9倍以上が好ましく、12〜35倍がさらに好ましく、15〜30倍が特に好ましい。さらにまた、延伸後のフィルムは、(Tg+70)〜(Tm−10)℃の温度で熱固定することができ、例えば180〜250℃で熱固定するのが好ましい。熱固定時間は1〜60秒が好ましい。また、前述の延伸は逐次二軸延伸で説明したが、縦方向と横方向に同時に延伸する同時二軸延伸を用いても良い。
このようにして幅方向に延伸されたフィルムは、熱固定処理の前もしくは後に、エッジ単層部をトリミングして、製品として巻き取られる。なお、エッジのトリミングは、フィルムの両端部をレザーカッターやロータリーカッター等で切り取る工程である。
また、本発明の製造方法では、必要に応じて、積層フィルムの製造工程中または製造後にフィルムに塗液を塗布し乾燥する工程を設けても良い。塗膜の種類や塗布方法などはそれ自体公知の方法を任意に採用できる。
【0036】
ところで、本発明の製造方法は、冒頭で述べたとおり、回収ポリマーを再利用するのに極めて有効であり、以下、回収ポリマーの作成方法や投入方法について説明する。
まず、トリミングされたエッジ単層部や、製品とならなかった配向積層フィルム、また未延伸シートなどは粉砕され、乾燥され、溶融押出されて再生チップとして再利用する。なお、ポリエステル(A)と(B)とで組成が異なる場合、エッジ単層部と配向積層フィルムとは別々に回収して、別々に再生チップとするのが、後に再生チップを使用する場合の品質の変化を押える上で好ましい。そのため、前述の未延伸シートなども、エッジ単層部と切り分けてから回収するのが好ましい。すなわち、本発明においてはトリミングされたフィルムエッジ部分を回収した樹脂と、フィルム中央部を回収した樹脂では、ポリエステル(A)とポリエステル(B)の含有率が異なるので、それぞれ独立した回収系を用意するのが好ましく、このような回収系を用意しても付加価値の高いフィルムの生産においてはコストダウン効果が大きい。
【0037】
このようにして製造された例えば再生チップは、ポリエステル(A)に投入する。この際、回収系の異なる回収ポリエステルでは、ポリエステル(A)とポリエステル(B)の含有率が異なるため、それぞれの含有率に応じて配合比を調整し、バージンポリマーと適量混合することで、所望の組成や固有粘度とすることが可能となる。
【0038】
このようにして得られる本発明の積層フィルムは、用いる用途にもよるが、本発明の効果がより顕著に現れやすいことから薄いことが好ましく、1〜10μmの範囲、さらに3〜5μmの範囲にあることが好ましい。
【実施例】
【0039】
以下、実施例によって本発明を更に説明する。尚、実施例中の物性値の測定および製膜性の評価は下記の方法とした。
【0040】
(1)固有粘度
製膜後のフィルムを溶媒に溶解させオストワルド式粘度計を応用した自動粘度計を用いて測定した。なお、測定は35℃で行い、溶媒はo−クロロフェノールを用いた。なお、o−クロロフェノールでは十分に溶けない場合は、P−クロロフェノール/テトラクロロエタン(40/60重量比)の混合溶媒を用いた。
【0041】
(2)各フィルム層の厚み
キャスティングドラム12で冷却固化した未延伸サンプルを三角形に切り出し、包理カプセルに固定後、エポキシ樹脂にて包理した。そして、包理されたサンプルをミクロトーム(ULTRACUT―S)で縦方向に平行な断面をおよそ50nm厚みの薄膜切片にしたあと、透過型電子顕微鏡を用いて、加速電子100kvにて観察・投影し、写真から各層の厚みを測定し、各層の厚みを測定した。
【0042】
(3)長手方向における粒子頻度のバラツキ
Zygo社製NewView5022 三次元表面構造解析顕微鏡(倍率:25、スキャンレングス:5μm、データ平均回数:4回)を用い、表層側の測定面積250μm2の範囲において、高さ30nm以上の突起数をカウントした。それを、MD方向に2mのピッチで10回測定し、平均値と標準偏差を算出した。
【0043】
(4)長手方向における表面粗さのバラツキ
上記と同様にZygo社製NewView5022 三次元表面構造解析顕微鏡(倍率:25、スキャンレングス:5μm、データ平均回数:4回)を用い、表面粗さRaを求めた。それを、MD方向に2mのピッチで10回測定し、平均値と標準偏差を算出した。
【0044】
(5)各フィルム層の厚みおよびエッジ単層部の幅ならびにそれらの断面積比
キャスティングドラム12で冷却固化した未延伸サンプルを三角形に切り出し、包理カプセルに固定後、エポキシ樹脂にて包理した。そして、包理されたサンプルをミクロトーム(ULTRACUT―S)で縦方向に平行な断面をおよそ50nm厚みの薄膜切片にしたあと、透過型電子顕微鏡を用いて、加速電子100kvにて観察・投影し、写真から各層の厚みを測定し、各層の厚みを測定した。また、未延伸フィルムの幅方向に同様な測定を行い、エッジ単層部の幅ならびにそれらの断面積比を求めた。
また、エッジ単層部と製品となる積層フィルムの境界部分における未延伸サンプルの最も厚い部分の厚み(T1)と、その幅方向における両側に位置する薄い部分の厚みの平均(T2)とを求め、境界部の段差{(T1−T2)/T2:%}を求めた
【0045】
(6)実施例、比較例で用いた樹脂は以下の通りである。
・PEN1:固有粘度0.62dl/gのポリエチレン−2,6−ナフタレンジカルボキシレート。平均粒径0.3μmのシリカ粒子を0.1質量%含有している。
・PEN2:固有粘度0.62dl/gのポリエチレン−2,6−ナフタレンジカルボキシレート。平均粒径0.1μmのシリカ粒子を0.2質量%含有している。
・PEN3:固有粘度0.62dl/gのポリエチレン−2,6−ナフタレンジカルボキシレート。平均粒径0.2μmのシリカ粒子を0.15質量%含有している。
・PEN4:固有粘度0.64dl/gのポリエチレン−2,6−ナフタレンジカルボキシレート。平均粒径0.3μmのシリカ粒子を0.1質量%含有している。
・PEN5:固有粘度0.60dl/gのポリエチレン−2,6−ナフタレンジカルボキシレート。平均粒径0.3μmのシリカ粒子を0.1質量%含有している。
・PEN6:固有粘度0.60dl/gのポリエチレン−2,6−ナフタレンジカルボキシレート。平均粒径0.1μmのシリカ粒子を0.05質量%含有している。
・PEN7:固有粘度0.62dl/gのポリエチレン−2,6−ナフタレンジカルボキシレート。平均粒径0.1μmのシリカ粒子を5.0質量%含有している。
・CoPEN:固有粘度0.62dl/gの6,6’−(エチレンジオキシ)ジ−2−ナフトエ酸を全酸成分のモル数を基準として15モル%共重合したポリエチレン−2,6−ナフタレンジカルボキシレート。平均粒径0.05μmのシリカ粒子を0.1質量%含有している。
【0046】
[実施例1]
まず、図1に示す構成の押出装置、図2,3に示すフィードブロックを用い2層フィルムを製膜した。
フィルム層(A)側の原料PEN1を押出機1に投入し、ギアポンプ2で計量、続くフィルター3で濾過しおよそ280℃の温度で積層フィードブロック8に導いた。一方、フィルム層(B)側の原料PEN6は押出機5に投入し、ギアポンプ6で計量、続くフィルター7で濾過しおよそ280℃の温度で積層フィードブロック8に導いた。
積層フィードブロック8にて図2に示すごとく、ダイから吐出された後フィルム層(A)がキャスティングドラムに接触する側に積層するように、ポリエステル(A):PEN1の片側にポリエステル(B):PEN6を合流させた。
次いで、エッジ単層フィードブロック9にて図3に示すごとく、ポリエステル(A):PEN1とポリエステル(B):PEN6の積層樹脂の上部および下部に、ポリエステル(A):PEN1を合流させダイ10に送り込んだ。
次いで単層ダイ10から押し出してキャスティングドラム12で冷却固化し、エッジ単層付きの800mm幅の積層未延伸フィルムを得た。この未延伸フィルムの層構成を測定すると、フィルム全厚が130μm、エッジ単層の幅が両側とも80mm、フィルム層(A)およびエッジ単層部の合計の断面積と、フィルム層(B)の断面積の比、すなわち吐出比は23:77であった。
得られた未延伸フィルムを160℃、4.6倍で縦延伸した後、155℃、5.4倍で横延伸し、更に220℃で熱固定して、連続24時間の間、フィルムが破断することなく安定して2軸延伸積層フィルムを得ることができた。この2軸延伸積層フィルムをサンプリングし、フィルム層(A)の厚みを計測すると層厚みは0.3μmであった。 得られた二軸延伸積層フィルムの特性を表1に示す。
【0047】
[実施例2]
フィルム層(A)の厚みを0.5μmにポリエステル(A)とポリエステル(B)の吐出量比で調整したこと以外は、実施例1と同様に2軸延伸積層フィルムを得た。 得られた二軸延伸積層フィルムの特性を表1に示す。
【0048】
[実施例3]
フィルム層(A)の厚みを0.2μm、フィルム層(B)の厚みを4.5μmにポリエステル(A)とポリエステル(B)の吐出量比で調整したこと以外は、実施例1と同様に2軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0049】
[実施例4]
フィルム層(A)の原料をPEN2にしたこと以外は、実施例1と同様に2軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0050】
[実施例5]
フィルム層(A)の原料をPEN3にしたこと以外は、実施例1と同様に2軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0051】
[実施例6]
フィルム層(A)とエッジ単層部の合計の断面積と、フィルム層(B)の断面積の比、すなわち吐出比を、30:70にしたこと以外は、実施例1と同様に2軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0052】
[実施例7]
フィルム層(A)とエッジ単層部の合計の断面積と、フィルム層(B)の断面積の比、すなわち吐出比を、35:65にしたこと以外は、実施例1と同様に2軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0053】
[実施例8]
フィルム層(A)の原料をPEN4にし、フィルム層(B)の原料をCoPENにしたこと以外は、実施例1と同様に2軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0054】
[実施例9]
フィルム層(A)の原料をPEN5にし、フィルム層(B)の原料をCoPENにしたこと以外は、実施例1と同様に2軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0055】
[実施例10]
フィルム層(A)の原料をPEN1にし、フィルム層(B)の原料をCoPENにし、フィルム層(B)をフィルム層(A)の両面に積層し3層構造とし、積層フィードブロック8にて図7に示すごとく、ダイから吐出された後フィルム層(A)がキャスティングドラムに接触する側とその反対面に積層するように、ポリエステル(A):PEN1の片側にポリエステル(B):CoPENを合流させた。それ以外は、実施例1と同様に2軸延伸積層フィルムを得た。この2軸延伸フィルムをサンプリングし、キャスティングドラムに接する側のフィルム層(A)の厚みを計測すると層厚みは0.1μm、反対面のフィルム層(A)の厚みを測定すると、層厚みは0.2μmであった。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0056】
[比較例1]
ポリエステル樹脂の組み合わせを、ポリエステル(A)をPEN1、ポリエステル(B)をPEN5とし、ポリエステル(A)とポリエステル(B)の吐出量比を、7:93にし、エッジ単層部を設けなかったこと以外は、実施例1と同様に二軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0057】
[比較例2]
ポリエステル樹脂の組み合わせを、ポリエステル(A)をPEN7、ポリエステル(B)をPEN5とし、ポリエステル(A)とポリエステル(B)の吐出量比を、0.5:99.5にし、全層の厚みを8.04μmにしたこと以外は、実施例1と同様に二軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0058】
【表1】

【0059】
表1中のフィルム層(A)の厚み比は、表層に位置するフィルム層(A)の合計厚みを、積層フィルム全体の厚みで割った厚み比率であり、粒径/フィルム層(A)の厚みは、A層―Aの厚みで、不活性粒子Aの平均粒径を割った値である。
【産業上の利用可能性】
【0060】
本発明によれば、配向積層ポリエステルフィルムの製造方法として利用でき、不活性粒子を含有させる層が極めて薄くても、得られるフィルムの長手方向に薄い層の厚み変動がなく、品質が向上すると共に、大幅に歩留まりを向上できる製造方法として極めて有益である。
【符号の説明】
【0061】
1:ポリエステル(A)の押出機
2:ポリエステル(A)のギアポンプ
3:ポリエステル(A)のフィルター
4a:ポリエステル(A)側のポリマーパイプ
4b:ポリエステル(B)側のポリマーパイプ
5:ポリエステル(B)の押出機
6:ポリエステル(B)のギアポンプ
7:ポリエステル(B)のフィルター
8:積層フィードブロック
9:エッジ単層フィードブロック
10:単層ダイ
11:未延伸フィルム
11a:フィルム層(A)
11b:フィルム層(B)
11c:エッジ単層
12:キャスティングドラム
13a:ポリエステル(A)の流路、またはポリエステル(A)
13b:ポリエステル(B)の流路、またはポリエステル(B)
14:ポリエステル(A)キャスティングドラムに接触する面の層厚調整具
15:ポリエステル(A)のキャスティングドラムに接触しない面の層厚調整具
16:ポリエステル(A)とポリエステル(B)の積層樹脂
17:ポリエステル(A)のダイ先端側エッジ単層幅調整具
18:ポリエステル(A)のダイ根元側エッジ単層幅調整具
矢印A:フィードブロック8の下方から上方への方向
矢印B:未延伸フィルムの単層境界位置に発生する段差位置を示す
矢印C:延伸されたフィルムの単層境界位置に発生する段差位置を示す
矢印D:延伸されたフィルムの単層境界位置に発生する段差の外側の過延伸により薄くなった部分を示す。
【技術分野】
【0001】
本発明はポリエステルからなる積層フィルムの製造方法に関する。
【背景技術】
【0002】
ポリエステルフィルムは、フィルムの品質性能に対する多様化に伴い、種々の用途に用いられるようになってきた。そして、表面の平坦性と走行性とをより高度に両立させる方法として、特許文献1〜3が提案されている。
【0003】
しかしながら、これらで提案された方法では、不活性粒子を含有させる層が極めて薄くなり、厚い層との吐出バランスが崩れ、得られるフィルムの長手方向に、薄い層の厚みが変動しやすいという問題があった。
【0004】
ところで、特許文献4(特開平1−118428号公報)や特許文献5(特開平6−91719号公報)では、配向積層ポリエステルフィルムの両端部(以下、エッジと称することがある。)を単層とし、エッジの単層部をトリミングして、再生利用することが提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平2−70727号公報
【特許文献2】特開平2−158628号公報
【特許文献3】特開平3−86542号公報
【特許文献4】特開平1−118428号公報
【特許文献5】特開平6−91719号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記のごとき、不活性粒子を含有する極めて薄い層を表層に配置する積層フィルムの製造において、薄い層の長手方向における厚み斑を小さくできる積層フィルムの製造方法を提供することおよびそれによって薄い層の長手方向における厚み斑を小さくした積層フィルムを提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上記のごとき従来技術が潜在していた課題を解決すべく鋭意研究した結果、不活性粒子を含有する極めて薄い層を表層に配置する積層フィルムを製造する際に、その両端部に薄い層を形成するのに用いたポリマーを単一層としてフィルムの幅方向の両端部にエッジ単層として形成することで厚み変動を抑制できることを見出し、本発明に到達した。
【0008】
かくして本発明によれば、不活性粒子Aを含有するポリエステル(A)からなるフィルム層(A)を、ポリエステル(B)からなるフィルム層(B)の少なくとも片面に共押出によって積層し、少なくとも一方向に延伸する積層フィルムの製造方法であって、
表面を形成するフィルム層Aの合計厚みが、積層フィルム全体の厚みに対して、1〜10%の範囲で、かつ不活性粒子Aの平均粒径が、表層に位置するフィルム層Aの厚みに対して、0.5〜3倍の範囲であり、
フィルム層(A)とフィルム層(B)とを共押出によって積層する際に、製膜方向および積層方法に直交する方向(幅方向)の両端部にポリエステルAからなるエッジ単層部を設けた状態で押出し、後にエッジ単層部をトリミングする積層フィルムの製造方法が提供され、本発明の好ましい態様として、フィルム層Aは、不活性粒子Aを、フィルム層Aの重量を基準として、0.05〜5.0質量%の範囲で含有すること、ポリエステル(A)とポリエステル(B)との吐出量の比が、3:7〜7:3の範囲であること、ポリエステル(A)とポリエステル(B)とは、繰り返し単位の80モル%以上が同じ繰り返し単位であり、かつ固有粘度の差が0.03dl/g以下であること、積層フィルムの厚みが、1〜5μmの範囲であることの少なくともいずれかを具備する積層フィルムの製造方法も提供される。
さらにまた、本発明によれば、上記本発明の製造方法で製造された積層フィルムも提供される。
【発明の効果】
【0009】
本発明によれば、極めて薄いのに長手方向に厚み斑が抑制された、不活性粒子を含有する層を有する積層フィルムを製造することができる。その結果、長手方向に表面粗さなどの品質が均一化され、極めて高品位の製品とすることができる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施形態の一例であり、2層シートの押出装置のうち押出機からキャスティングドラムまでを示している。
【図2】本発明の一つの実施形態の例示であり、2層の積層状態を作り出すフィードブロック8を図1の矢印A方向から見た断面を示している。
【図3】本発明の一つの実施形態の例示であり、3層の積層状態を作り出すフィードブロック8を図1の矢印A方向から見た断面を示している。
【図4】本発明の一つの実施形態の例示であり、製膜方向に直交する方向(幅方向)の両端部にエッジ単層部を設けるフィードブロック9を図1の紙面手前側から見た断面を示している。
【図5】図1〜3の実施形態を用いて製膜した未延伸フィルムの製膜に直交する方向の断面図を示す。
【図6】図5に示した未延伸フィルム幅方向の厚みグラフの一例である。
【図7】本発明により得られた未延伸フィルムを、縦、横方向に延伸して得られた2軸延伸フィルムの幅方向厚みグラフの一例である。
【図8】本発明により得られた未延伸フィルムを、縦、横方向に延伸して得られた2軸延伸フィルムの幅方向厚みグラフの他の一例である。
【発明を実施するための形態】
【0011】
以下、図面を引用して本発明を説明する。
図1は、本発明の一つの実施形態の一例である。2層シートの押出装置のうち押出機からキャスティングドラムまでを示している。2層シートの押出装置は、2層シートのフィルム層(A)となるポリエステル(A)の流れ方向の上流側から順に押出機1、ギアポンプ2、フィルター3、ポリマーパイプ4a、同様に2層シートのフィルム層(B)となるポリエステル(B)の流れ方向の上流側から順に押出機5、ギアポンプ6、フィルター7、ポリマーパイプ4bとなっており、フィードブロック8の内部で2つの溶融樹脂を積層させ、フィードブロック9にてフィルム層(A)とフィルム層(B)の積層方向および製膜方向に直交する方向(幅方向)の両端部にエッジ単層部を設け、ダイ10からシート状に溶融樹脂11を2層シートとして押し出す構成となっている。ダイ10は単層のサイドフィード式であり、ダイの片側に樹脂の供給口を有するものを例示している。
【0012】
ポリエステル(A)および(B)に用いる樹脂としては、フィルムに製膜可能なポリエステルであれば特に制限されず、例えばポリエチレンテレフタレートやポリエチレンナフタレートが挙げられ、これらを用いる場合には、さらにキャスティングドラム12で冷却して未延伸積層フィルムとし、図示しない延伸装置によって縦延伸および/または横延伸を施して配向積層フィルムとすることができる。
【0013】
なお、説明の便宜上、本発明では、フィルム層(A)とフィルム層(B)の積層方向を、積層方向、厚み方向またはz方向と称することがある。また、製膜中の進行する方向に沿ったフィルムの方向を、製膜方向、長手方向、縦方向またはMD方向と称することがある。さらにまた、製膜方向および積層方向に直交する方向を、幅方向、横方向またはTD方向と称することがある。
【0014】
図2は本発明の一つの実施形態の例示であり、2層の積層状態を作り出すフィードブロック8を図1の矢印A方向から見た断面を示している。13aはポリエステル(A)であり、ポリエステル(A)の流路を示している。13bはポリエステル(B)であり、ポリエステル(B)の流路を示している。14はポリエステル(A)からなるフィルム層(A)のキャスティングドラム12に接触する層の層厚調整具であり、該層の全体の厚み、幅方向の層厚プロファイルを調整する部材である。
【0015】
図3は本発明の一つの実施形態の例示であり、3層の積層状態を作り出すフィードブロック8を図1の矢印A方向から見た断面を示している。14はポリエステル(A)からなるフィルム層(A)のキャスティングドラム12に接触する層の層厚調整具であり、該層の全体の厚み、幅方向の層厚プロファイルを調整する部材である。15はポリエステル(A)からなるフィルム層(A)のキャスティングドラム12に接触しない層の層厚調整具であり、該層の全体の厚み、幅方向の層厚プロファイルを調整する部材である。
【0016】
図4は本発明の一つの実施形態の例示であり、製膜方向に直交する方向(幅方向)の両端部にエッジ単層部を設けるフィードブロック9を図1の紙面手前側から見た断面を示している。16はポリエステル(A)とポリエステル(B)の積層樹脂である。17はポリエステル(A)のダイ先端側エッジ単層幅調整具であり、18はポリエステル(A)のダイ根元側エッジ単層幅調整具である。
【0017】
図5に図1〜3の実施形態を用いて製膜した未延伸フィルムの製膜に直交する方向の断面図を示す。11aがフィルム層(A)、11bがフィルム層(B)、11cがエッジ単層部である。
【0018】
図6は図5に示した未延伸フィルムの幅方向の厚みグラフの一例である。矢印B部は単層境界での厚み変化部を示している。この厚み変化の大きさは、フィルム層(A)とエッジ単層部の樹脂の固有粘度差に応じて変化し、粘度差が大きいほど厚み変化も大きくなることが実験により明らかになっている。
【0019】
図7はポリエステル(A)と(B)の固有粘度差を0.03dl/g以下にした本発明により得られた未延伸フィルムを、縦、横方向に延伸して得られた2軸延伸フィルムの幅方向の厚みグラフの一例である。矢印Cの位置が単層境界部であるが、厚み変化は殆ど見られない。それに対し図8はポリエステル(A)と(B)の固有粘度差を大きくした本発明により得られた未延伸フィルムを、同様に2軸延伸したフィルムの幅方向の厚みグラフの一例である。単層境界の位置(矢印C)には大きな厚み変化が発生し、その外側の矢印Dでは過剰に延伸された結果、厚みが中央部より薄くなっている。
【0020】
以下、さらに本発明を詳細に説明する。
前述のとおり、本発明は不活性粒子Aを含有するポリエステル(A)を、ポリエステル(B)の少なくとも片面に共押出によって積層し、少なくとも一方向に延伸する積層フィルムの製造方法であって、表面を形成するフィルム層Aの合計厚みが、積層フィルム全体の厚みに対して、1〜10%の範囲であり、フィルム層(A)とフィルム層(B)とを共押出によって積層する際に、幅方向の両端部にポリエステルAからなるエッジ単層部を設けた状態で押出し、後にエッジ単層部をトリミングすることに特徴がある。
【0021】
共押出しの技術や設備は一般的に用いられているが、表層に全体の厚みに対して、合計厚みが1/10以下のフィルム層(A)を設ける場合、表層に位置するフィルム層Aのポリエステルの押出量もそれに応じて、フィルム層(B)を形成するポリエステル(B)対比、極めて少なくなり、両者のバランスが崩れるためか、製膜方向に厚み斑を生じる。そして、非常に薄いフィルム層Aを形成するがゆえに、厚み斑は表面に存在する粒子量の変化をもたらし、表面粗さに影響を及ぼす。なお、フィルム層(A)の吐出を安定化させやすい点から、フィルム層(A)にフィルム層(B)に比べてサイズの小さな押出し装置を用いることは有効であるが、それだけでは十分な解決とはなっていなかった。
【0022】
本発明では、ポリエステル(A)とポリエステル(B)とが、その繰り返し単位の80モル%以上が同じ繰り返し単位であることが好ましい。同じ繰り返し単位の割合が下限未満では、後述の固有粘度の差を制御しても、前述の図5の矢印Bで示される厚み斑を縮小することが困難となる。好ましい同じ繰り返し単位の割合は、85モル%以上、さらに90モル%以上、特に95モル%以上である。
【0023】
また、本発明では、ポリエステル(A)とポリエステル(B)との固有粘度の差が0.03dl/g以下であることが好ましい。これにより、前述の図6の矢印Bで示される厚み斑を縮小することができる。そのような観点から、固有粘度の差は0.02dl/g以下であることが好ましい。また、固有粘度の差の下限は、前述の厚み斑を抑える観点から小さいほど好ましいことから制限されないことは容易に理解されるであろう。
【0024】
本発明におけるポリエステル(A)および(B)としては、フィルムへの製膜が可能なものであれば、それ自体公知のものを採用でき、例えば、ジオール成分と芳香族ジカルボン酸成分との重縮合によって得られる芳香族ポリエステルが好ましい。かかる芳香族ジカルボン酸成分としては、例えばテレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、6,6’−(エチレンジオキシ)ジ−2−ナフトエ酸などの6,6’−(アルキレンジオキシ)ジ−2−ナフトエ酸が挙げられる。また、かかるジオール成分としては、例えばエチレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、1,6−ヘキサンジオールが挙げられる。
【0025】
これらの中でも、高温での加工時の寸法安定性の点からは、エチレンテレフタレートまたはエチレン−2,6−ナフタレンジカルボキシレートを主たる繰り返し単位とするものが好ましく、特にエチレン−2,6−ナフタレンジカルボキシレートを主たる繰り返し単位とするものが好ましい。ここでいう主たるとは、好ましくは80モル%以上、さらに90モル%以上を意味する。
【0026】
本発明におけるポリエステル(A)または(B)のいずれか固有粘度の高い方のポリエステルは、その溶融押出する前の固有粘度が0.60〜0.65dl/gの範囲にあることが、フィルムに製膜する際の溶融状態での樹脂の積層状態や、製膜後のフィルムの機械的特性を高度に維持しやすいことから好ましい。なお、後述の回収ポリマーを使用する場合、回収ポリマーはポリエステル(A)に含有して使用することが、エッジ単層部に用いられることから好ましい。
【0027】
ところで、本発明では、フィルム層(A)は不活性粒子Aを含有することが必要である。この不活性粒子Aの粒子サイズや粒子量は、積層フィルムを用いる用途に応じて適宜決めればよい。このような不活性粒子を含有させることで、フィルムに白度、光沢性、隠蔽性を待たせたり、フィルムの巻き取り性を向上させたりすることができる。含有させる不活性粒子としては、例えば、ルチル型酸化チタン、アナターゼ型酸化チタン、硫酸バリウム、酸化シリカ、アルミナ、炭酸カルシウム、燐酸カルシウム、カオリン、タルクのような無機不活性粒子、シリコーン、架橋ポリスチレン、スチレン−ジビニルベンゼン共重合体のような有機不活性粒子をあげることができる。また、含有させる不活性粒子Aの平均粒径は0.01〜8μmが好ましい。なお、不活性粒子Aは1種類に限定されず、複数の種類の不活性粒子Aを併用してもよく、併用する場合は、粒子種、サイズ、形状などの異なる個々の不活性粒子Aが、特に断らない限り、それぞれ前記条件を満足することが好ましい。
【0028】
本発明は、前述の通り、不活性粒子を含有する非常に薄い層を表層に用いるときの課題を解決したものである。そのような観点から、延伸後の表層に位置するフィルム層(A)の厚みに対して、含有する不活性粒子Aの平均粒径が0.5〜3倍の範囲、好ましくは0.6〜2.0倍の範囲である。このように表層に位置するフィルム層(A)に、その厚みとほぼ同じ大きさの不活性粒子Aを含有することで、不活性粒子Aによる突起の高さを均一にさせることができる。一方、このような厚みと平均粒子径との関係を具備させると、厚み斑によって非常に粒子頻度などにバラツキがおきやすいという問題があったが、それをエッジ単層部を設けることで解消したのが本発明である。また、表層に位置するフィルム層(A)の厚みに対して、平均粒径が0.5〜3倍の不活性粒子Aの含有量は、フィルム層(A)の質量を基準として、0.05〜5.0wt%の範囲にあることが好ましく、さらに0.06〜2.0wt%の、特に0.08〜1.0wt%の範囲にあることが好ましい。なお、本発明におけるフィルム層(A)は、上記不活性粒子Aのほかに、本発明の効果を損なわない範囲で、表層に位置するフィルム層(A)の厚みに対して、平均粒径が0.5倍未満の不活性粒子を含有していても良い。含有させる不活性粒子としては、前述の不活性粒子Aで説明したのと同様なものが挙げられる。また、本発明におけるフィルム層(B)は、不活性粒子を含有しても含有しなくても良いが、含有する場合は上記不活性粒子Aと同じ粒子であることが回収などの面からも好ましい。また、フィルム層(A)による表面設計をそのまま反映しやすいことから、フィルム層(B)は、不活性粒子を含有しないか、含有するとしてもフィルム層(A)よりも少ない、好ましくはフィルム層(A)の粒子含有量に対して、1割以上少ないことが好ましい。
【0029】
本発明では、ポリエステル(A)とポリエステル(B)とを押出機から押し出してから、ダイから吐出されるまでの間で、厚み方向に積層、すなわち、フィルム層(A)とフィルム層(B)を積層する。この際、ポリエステル(B)は組成や固有粘度を異にする、例えばポリエステルB1、ポリエステルB2・・・といった複数のポリエステルとそれぞれ押し出す押出機を用意し、それぞれでフィルム層(B1)、フィルム層(B2)・・・を形成してもよい。具体的な積層構造としては、フィルム層(A)とフィルム層(B)を積層した2層積層フィルム、フィルム層(B)の両面にフィルム層(A)を積層した3層フィルム、フィルム層(A1)とフィルム層(A2)とフィルム層(B)とを積層した3層フィルム、フィルム層(A)とフィルム層(B)とを交互に積層した多層積層フィルムなどが挙げられる。
【0030】
ところで、本発明の製造方法では、上記フィルム層(A)の合計厚みが、フィルム層(A)とフィルム層(B)の厚みの合計に対して、1〜10%の範囲である。フィルム層Aの厚みの好ましい下限は、2%以上、さらに3%以上である。他方、フィルム層(A)の厚みの好ましい上限は、7%以下、さらに5%以下である。フィルム層(A)の厚みが上限以下であることで、縦方向厚み斑改善の効果がより発現される。他方、フィルム層(A)の厚みが下限以上であることで、縦方向の厚み斑をより改善しやすくなる。
【0031】
つぎに、本発明の製造方法では、上記フィルム層(A)とフィルム層(B)を積層した後、その幅方向の両端部にポリエステル(A)からなるエッジ単層部を設ける。このとき、押し出すダイの幅にもよるが、未延伸フィルムの断面積で見たときの、それぞれの端部に設けられるエッジ単層部の断面積の割合の下限は、10%以上、さらに15%以上であることが、ダイからの押し出しを安定させつつ、幅方向に延伸する際などに把持される幅方向の端部を十分に確保する点から好ましい。他方、それぞれの端部に設けられるエッジ単層部の断面積の割合の上限は、製品とされる部分を効率的に確保する観点から、25%以下、さらに20%以下であることが好ましい。また、本発明の観点からは、フィルム層(A)とエッジ単層部を形成するのに用いるポリエステル(A)と、フィルム層(B)を形成するポリエステル(B)との吐出量の比は、3:7〜7:3の範囲にあることが、フィルム層(A)の厚み斑を抑制する観点から好ましい。なお、ここでいう吐出量の比は、エッジ単層部をトリミングする前の未延伸積層シートを製膜方向に直交する方向に裁断し、その断面を見たときの断面積比で求めることができる。具体的には、断面を観察して、ポリエステル(A)の断面積(フィルム層(A)の断面積とエッジ単層部の断面積との合計断面積)と、ポリエステル(B)の断面積とから求めることができる。なお、ポリエステル(A)とポリエステル(B)の境界が、同種のポリエステルで見分けにくい場合は、含有する不活性粒子の違いから、境界を求めればよい。
【0032】
このようにしてダイから押し出される未延伸積層シートの幅方向の中央部における厚みは特に制限されないが、後述の幅方向に延伸する際に、厚み斑による破断が薄いほど顕著に発現する、すなわち本発明の厚み斑の改良による効果がより発現されやすいことから、200μm以下、さらに160μm以下であることが好ましい。
【0033】
なお、上述の未延伸積層シートの製造は、例えば、ポリエステル(A)と、ポリエステル(B)とを用意し、これらを溶融状態で積層してダイからシート状に共押出する工程、得られたシート状物を冷却固化する工程で製造できる。溶融状態で押し出す工程での温度は、未溶融物がなく、過度にポリエステルの熱劣化が進まない温度であれば特に制限されず、例えば、最も融点の高いポリエステルの融点(Tm:℃)ないし(Tm+70)℃の温度で行うことが好ましい。つぎに、冷却については、得られる積層未延伸ポリエステルフィルムの平坦性を維持しつつ、厚み斑も少なくするために、フィルム製膜方向に沿ってダイの下方に設置された回転する冷却ドラムを用い、それにシート状物を密着させて冷却するのが好ましい。
【0034】
このようにして得られた未延伸積層シートは、機械的特性などを向上させたり、熱などに対する寸法安定性などを向上させる観点から、少なくとも一方向、例えば製膜方向または幅方向に延伸に延伸する。
以下では、製膜方向に延伸し、つづいて幅方向に延伸する逐次二軸延伸を例にとって説明する。まず、未延伸積層シートを、製膜方向にもっともガラス転移温度の高いポリエステルのガラス転移温度(Tg)−10)℃〜(Tg+70)℃の温度で延伸し、次いで幅方向にTg〜(Tg+70)℃の温度で延伸する。この際、通常、製膜方向の延伸は回転速度の異なるロール間で行われ、幅方向の延伸はテンター法と言われる、フィルムの幅方向の端部を把持部で把持して延伸する方法が行われる。そして、冒頭で述べたとおり、未延伸シートのエッジ単層部の境界に厚み斑があると、この幅方向の延伸の際に、延伸斑が生じたり、過度に延伸された部分が破断したりするのである。そのため、幅方向の延伸倍率が高いほど、上記厚み斑による影響は大きく、そういった観点から本発明の製造方法は、幅方向の延伸倍率が3倍以上、さらに3.5倍以上であるときに、より効果的である。
【0035】
また、さらに必要に応じて縦方向および/または横方向に再度延伸してもよい。このように延伸したときの全延伸倍率は、面積延伸倍率(縦方向の延伸倍率×横方向の延伸倍率)として9倍以上が好ましく、12〜35倍がさらに好ましく、15〜30倍が特に好ましい。さらにまた、延伸後のフィルムは、(Tg+70)〜(Tm−10)℃の温度で熱固定することができ、例えば180〜250℃で熱固定するのが好ましい。熱固定時間は1〜60秒が好ましい。また、前述の延伸は逐次二軸延伸で説明したが、縦方向と横方向に同時に延伸する同時二軸延伸を用いても良い。
このようにして幅方向に延伸されたフィルムは、熱固定処理の前もしくは後に、エッジ単層部をトリミングして、製品として巻き取られる。なお、エッジのトリミングは、フィルムの両端部をレザーカッターやロータリーカッター等で切り取る工程である。
また、本発明の製造方法では、必要に応じて、積層フィルムの製造工程中または製造後にフィルムに塗液を塗布し乾燥する工程を設けても良い。塗膜の種類や塗布方法などはそれ自体公知の方法を任意に採用できる。
【0036】
ところで、本発明の製造方法は、冒頭で述べたとおり、回収ポリマーを再利用するのに極めて有効であり、以下、回収ポリマーの作成方法や投入方法について説明する。
まず、トリミングされたエッジ単層部や、製品とならなかった配向積層フィルム、また未延伸シートなどは粉砕され、乾燥され、溶融押出されて再生チップとして再利用する。なお、ポリエステル(A)と(B)とで組成が異なる場合、エッジ単層部と配向積層フィルムとは別々に回収して、別々に再生チップとするのが、後に再生チップを使用する場合の品質の変化を押える上で好ましい。そのため、前述の未延伸シートなども、エッジ単層部と切り分けてから回収するのが好ましい。すなわち、本発明においてはトリミングされたフィルムエッジ部分を回収した樹脂と、フィルム中央部を回収した樹脂では、ポリエステル(A)とポリエステル(B)の含有率が異なるので、それぞれ独立した回収系を用意するのが好ましく、このような回収系を用意しても付加価値の高いフィルムの生産においてはコストダウン効果が大きい。
【0037】
このようにして製造された例えば再生チップは、ポリエステル(A)に投入する。この際、回収系の異なる回収ポリエステルでは、ポリエステル(A)とポリエステル(B)の含有率が異なるため、それぞれの含有率に応じて配合比を調整し、バージンポリマーと適量混合することで、所望の組成や固有粘度とすることが可能となる。
【0038】
このようにして得られる本発明の積層フィルムは、用いる用途にもよるが、本発明の効果がより顕著に現れやすいことから薄いことが好ましく、1〜10μmの範囲、さらに3〜5μmの範囲にあることが好ましい。
【実施例】
【0039】
以下、実施例によって本発明を更に説明する。尚、実施例中の物性値の測定および製膜性の評価は下記の方法とした。
【0040】
(1)固有粘度
製膜後のフィルムを溶媒に溶解させオストワルド式粘度計を応用した自動粘度計を用いて測定した。なお、測定は35℃で行い、溶媒はo−クロロフェノールを用いた。なお、o−クロロフェノールでは十分に溶けない場合は、P−クロロフェノール/テトラクロロエタン(40/60重量比)の混合溶媒を用いた。
【0041】
(2)各フィルム層の厚み
キャスティングドラム12で冷却固化した未延伸サンプルを三角形に切り出し、包理カプセルに固定後、エポキシ樹脂にて包理した。そして、包理されたサンプルをミクロトーム(ULTRACUT―S)で縦方向に平行な断面をおよそ50nm厚みの薄膜切片にしたあと、透過型電子顕微鏡を用いて、加速電子100kvにて観察・投影し、写真から各層の厚みを測定し、各層の厚みを測定した。
【0042】
(3)長手方向における粒子頻度のバラツキ
Zygo社製NewView5022 三次元表面構造解析顕微鏡(倍率:25、スキャンレングス:5μm、データ平均回数:4回)を用い、表層側の測定面積250μm2の範囲において、高さ30nm以上の突起数をカウントした。それを、MD方向に2mのピッチで10回測定し、平均値と標準偏差を算出した。
【0043】
(4)長手方向における表面粗さのバラツキ
上記と同様にZygo社製NewView5022 三次元表面構造解析顕微鏡(倍率:25、スキャンレングス:5μm、データ平均回数:4回)を用い、表面粗さRaを求めた。それを、MD方向に2mのピッチで10回測定し、平均値と標準偏差を算出した。
【0044】
(5)各フィルム層の厚みおよびエッジ単層部の幅ならびにそれらの断面積比
キャスティングドラム12で冷却固化した未延伸サンプルを三角形に切り出し、包理カプセルに固定後、エポキシ樹脂にて包理した。そして、包理されたサンプルをミクロトーム(ULTRACUT―S)で縦方向に平行な断面をおよそ50nm厚みの薄膜切片にしたあと、透過型電子顕微鏡を用いて、加速電子100kvにて観察・投影し、写真から各層の厚みを測定し、各層の厚みを測定した。また、未延伸フィルムの幅方向に同様な測定を行い、エッジ単層部の幅ならびにそれらの断面積比を求めた。
また、エッジ単層部と製品となる積層フィルムの境界部分における未延伸サンプルの最も厚い部分の厚み(T1)と、その幅方向における両側に位置する薄い部分の厚みの平均(T2)とを求め、境界部の段差{(T1−T2)/T2:%}を求めた
【0045】
(6)実施例、比較例で用いた樹脂は以下の通りである。
・PEN1:固有粘度0.62dl/gのポリエチレン−2,6−ナフタレンジカルボキシレート。平均粒径0.3μmのシリカ粒子を0.1質量%含有している。
・PEN2:固有粘度0.62dl/gのポリエチレン−2,6−ナフタレンジカルボキシレート。平均粒径0.1μmのシリカ粒子を0.2質量%含有している。
・PEN3:固有粘度0.62dl/gのポリエチレン−2,6−ナフタレンジカルボキシレート。平均粒径0.2μmのシリカ粒子を0.15質量%含有している。
・PEN4:固有粘度0.64dl/gのポリエチレン−2,6−ナフタレンジカルボキシレート。平均粒径0.3μmのシリカ粒子を0.1質量%含有している。
・PEN5:固有粘度0.60dl/gのポリエチレン−2,6−ナフタレンジカルボキシレート。平均粒径0.3μmのシリカ粒子を0.1質量%含有している。
・PEN6:固有粘度0.60dl/gのポリエチレン−2,6−ナフタレンジカルボキシレート。平均粒径0.1μmのシリカ粒子を0.05質量%含有している。
・PEN7:固有粘度0.62dl/gのポリエチレン−2,6−ナフタレンジカルボキシレート。平均粒径0.1μmのシリカ粒子を5.0質量%含有している。
・CoPEN:固有粘度0.62dl/gの6,6’−(エチレンジオキシ)ジ−2−ナフトエ酸を全酸成分のモル数を基準として15モル%共重合したポリエチレン−2,6−ナフタレンジカルボキシレート。平均粒径0.05μmのシリカ粒子を0.1質量%含有している。
【0046】
[実施例1]
まず、図1に示す構成の押出装置、図2,3に示すフィードブロックを用い2層フィルムを製膜した。
フィルム層(A)側の原料PEN1を押出機1に投入し、ギアポンプ2で計量、続くフィルター3で濾過しおよそ280℃の温度で積層フィードブロック8に導いた。一方、フィルム層(B)側の原料PEN6は押出機5に投入し、ギアポンプ6で計量、続くフィルター7で濾過しおよそ280℃の温度で積層フィードブロック8に導いた。
積層フィードブロック8にて図2に示すごとく、ダイから吐出された後フィルム層(A)がキャスティングドラムに接触する側に積層するように、ポリエステル(A):PEN1の片側にポリエステル(B):PEN6を合流させた。
次いで、エッジ単層フィードブロック9にて図3に示すごとく、ポリエステル(A):PEN1とポリエステル(B):PEN6の積層樹脂の上部および下部に、ポリエステル(A):PEN1を合流させダイ10に送り込んだ。
次いで単層ダイ10から押し出してキャスティングドラム12で冷却固化し、エッジ単層付きの800mm幅の積層未延伸フィルムを得た。この未延伸フィルムの層構成を測定すると、フィルム全厚が130μm、エッジ単層の幅が両側とも80mm、フィルム層(A)およびエッジ単層部の合計の断面積と、フィルム層(B)の断面積の比、すなわち吐出比は23:77であった。
得られた未延伸フィルムを160℃、4.6倍で縦延伸した後、155℃、5.4倍で横延伸し、更に220℃で熱固定して、連続24時間の間、フィルムが破断することなく安定して2軸延伸積層フィルムを得ることができた。この2軸延伸積層フィルムをサンプリングし、フィルム層(A)の厚みを計測すると層厚みは0.3μmであった。 得られた二軸延伸積層フィルムの特性を表1に示す。
【0047】
[実施例2]
フィルム層(A)の厚みを0.5μmにポリエステル(A)とポリエステル(B)の吐出量比で調整したこと以外は、実施例1と同様に2軸延伸積層フィルムを得た。 得られた二軸延伸積層フィルムの特性を表1に示す。
【0048】
[実施例3]
フィルム層(A)の厚みを0.2μm、フィルム層(B)の厚みを4.5μmにポリエステル(A)とポリエステル(B)の吐出量比で調整したこと以外は、実施例1と同様に2軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0049】
[実施例4]
フィルム層(A)の原料をPEN2にしたこと以外は、実施例1と同様に2軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0050】
[実施例5]
フィルム層(A)の原料をPEN3にしたこと以外は、実施例1と同様に2軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0051】
[実施例6]
フィルム層(A)とエッジ単層部の合計の断面積と、フィルム層(B)の断面積の比、すなわち吐出比を、30:70にしたこと以外は、実施例1と同様に2軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0052】
[実施例7]
フィルム層(A)とエッジ単層部の合計の断面積と、フィルム層(B)の断面積の比、すなわち吐出比を、35:65にしたこと以外は、実施例1と同様に2軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0053】
[実施例8]
フィルム層(A)の原料をPEN4にし、フィルム層(B)の原料をCoPENにしたこと以外は、実施例1と同様に2軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0054】
[実施例9]
フィルム層(A)の原料をPEN5にし、フィルム層(B)の原料をCoPENにしたこと以外は、実施例1と同様に2軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0055】
[実施例10]
フィルム層(A)の原料をPEN1にし、フィルム層(B)の原料をCoPENにし、フィルム層(B)をフィルム層(A)の両面に積層し3層構造とし、積層フィードブロック8にて図7に示すごとく、ダイから吐出された後フィルム層(A)がキャスティングドラムに接触する側とその反対面に積層するように、ポリエステル(A):PEN1の片側にポリエステル(B):CoPENを合流させた。それ以外は、実施例1と同様に2軸延伸積層フィルムを得た。この2軸延伸フィルムをサンプリングし、キャスティングドラムに接する側のフィルム層(A)の厚みを計測すると層厚みは0.1μm、反対面のフィルム層(A)の厚みを測定すると、層厚みは0.2μmであった。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0056】
[比較例1]
ポリエステル樹脂の組み合わせを、ポリエステル(A)をPEN1、ポリエステル(B)をPEN5とし、ポリエステル(A)とポリエステル(B)の吐出量比を、7:93にし、エッジ単層部を設けなかったこと以外は、実施例1と同様に二軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0057】
[比較例2]
ポリエステル樹脂の組み合わせを、ポリエステル(A)をPEN7、ポリエステル(B)をPEN5とし、ポリエステル(A)とポリエステル(B)の吐出量比を、0.5:99.5にし、全層の厚みを8.04μmにしたこと以外は、実施例1と同様に二軸延伸積層フィルムを得た。
得られた二軸延伸積層フィルムの特性を表1に示す。
【0058】
【表1】
【0059】
表1中のフィルム層(A)の厚み比は、表層に位置するフィルム層(A)の合計厚みを、積層フィルム全体の厚みで割った厚み比率であり、粒径/フィルム層(A)の厚みは、A層―Aの厚みで、不活性粒子Aの平均粒径を割った値である。
【産業上の利用可能性】
【0060】
本発明によれば、配向積層ポリエステルフィルムの製造方法として利用でき、不活性粒子を含有させる層が極めて薄くても、得られるフィルムの長手方向に薄い層の厚み変動がなく、品質が向上すると共に、大幅に歩留まりを向上できる製造方法として極めて有益である。
【符号の説明】
【0061】
1:ポリエステル(A)の押出機
2:ポリエステル(A)のギアポンプ
3:ポリエステル(A)のフィルター
4a:ポリエステル(A)側のポリマーパイプ
4b:ポリエステル(B)側のポリマーパイプ
5:ポリエステル(B)の押出機
6:ポリエステル(B)のギアポンプ
7:ポリエステル(B)のフィルター
8:積層フィードブロック
9:エッジ単層フィードブロック
10:単層ダイ
11:未延伸フィルム
11a:フィルム層(A)
11b:フィルム層(B)
11c:エッジ単層
12:キャスティングドラム
13a:ポリエステル(A)の流路、またはポリエステル(A)
13b:ポリエステル(B)の流路、またはポリエステル(B)
14:ポリエステル(A)キャスティングドラムに接触する面の層厚調整具
15:ポリエステル(A)のキャスティングドラムに接触しない面の層厚調整具
16:ポリエステル(A)とポリエステル(B)の積層樹脂
17:ポリエステル(A)のダイ先端側エッジ単層幅調整具
18:ポリエステル(A)のダイ根元側エッジ単層幅調整具
矢印A:フィードブロック8の下方から上方への方向
矢印B:未延伸フィルムの単層境界位置に発生する段差位置を示す
矢印C:延伸されたフィルムの単層境界位置に発生する段差位置を示す
矢印D:延伸されたフィルムの単層境界位置に発生する段差の外側の過延伸により薄くなった部分を示す。
【特許請求の範囲】
【請求項1】
不活性粒子Aを含有するポリエステル(A)からなるフィルム層(A)を、ポリエステル(B)からなるフィルム層(B)の少なくとも片面に共押出によって積層し、少なくとも一方向に延伸する積層フィルムの製造方法であって、
表面を形成するフィルム層Aの合計厚みが、積層フィルム全体の厚みに対して、1〜10%の範囲で、かつ不活性粒子Aの平均粒径が、表層に位置するフィルム層Aの厚みに対して、0.5〜3倍の範囲であり、
フィルム層(A)とフィルム層(B)とを共押出によって積層する際に、製膜方向および積層方向に直交する方向(幅方向)の両端部にポリエステルAからなるエッジ単層部を設けた状態で押出し、後にエッジ単層部をトリミングすることを特徴とする積層フィルムの製造方法。
【請求項2】
フィルム層Aは、不活性粒子Aを、フィルム層Aの重量を基準として、0.05〜5.0質量%の範囲で含有する請求項1記載の積層フィルムの製造方法。
【請求項3】
ポリエステル(A)とポリエステル(B)との吐出量の比が、3:7〜7:3の範囲である請求項1または2のいずれかに記載の積層フィルムの製造方法。
【請求項4】
ポリエステル(A)とポリエステル(B)とは、繰り返し単位の80モル%以上が同じ繰り返し単位であり、かつ固有粘度の差が0.03dl/g以下である請求項1〜3のいずれかに記載の積層フィルムの製造方法。
【請求項5】
積層フィルムの厚みが、1〜5μmの範囲である請求項1〜4のいずれかに記載の積層フィルムの製造方法。
【請求項6】
請求項1〜5のいずれかに記載の方法で製造された積層フィルム。
【請求項1】
不活性粒子Aを含有するポリエステル(A)からなるフィルム層(A)を、ポリエステル(B)からなるフィルム層(B)の少なくとも片面に共押出によって積層し、少なくとも一方向に延伸する積層フィルムの製造方法であって、
表面を形成するフィルム層Aの合計厚みが、積層フィルム全体の厚みに対して、1〜10%の範囲で、かつ不活性粒子Aの平均粒径が、表層に位置するフィルム層Aの厚みに対して、0.5〜3倍の範囲であり、
フィルム層(A)とフィルム層(B)とを共押出によって積層する際に、製膜方向および積層方向に直交する方向(幅方向)の両端部にポリエステルAからなるエッジ単層部を設けた状態で押出し、後にエッジ単層部をトリミングすることを特徴とする積層フィルムの製造方法。
【請求項2】
フィルム層Aは、不活性粒子Aを、フィルム層Aの重量を基準として、0.05〜5.0質量%の範囲で含有する請求項1記載の積層フィルムの製造方法。
【請求項3】
ポリエステル(A)とポリエステル(B)との吐出量の比が、3:7〜7:3の範囲である請求項1または2のいずれかに記載の積層フィルムの製造方法。
【請求項4】
ポリエステル(A)とポリエステル(B)とは、繰り返し単位の80モル%以上が同じ繰り返し単位であり、かつ固有粘度の差が0.03dl/g以下である請求項1〜3のいずれかに記載の積層フィルムの製造方法。
【請求項5】
積層フィルムの厚みが、1〜5μmの範囲である請求項1〜4のいずれかに記載の積層フィルムの製造方法。
【請求項6】
請求項1〜5のいずれかに記載の方法で製造された積層フィルム。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−111818(P2013−111818A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−259045(P2011−259045)
【出願日】平成23年11月28日(2011.11.28)
【出願人】(301020226)帝人デュポンフィルム株式会社 (517)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月28日(2011.11.28)
【出願人】(301020226)帝人デュポンフィルム株式会社 (517)
【Fターム(参考)】
[ Back to top ]