
積層ポリアミド系樹脂フィルムおよびその製造方法
【課題】ポリアミドフィルムの同時二軸延伸工程における応力緩和に起因した応力変形バランスの崩れを抑えることで、延伸ムラに起因する物性ムラが抑えられ、それによって、積層部の延伸追随性、厚み均一性の目安である、フィルム表層の密着強力の均一性に優れた、同時二軸延伸された高品質の積層ポリアミド系樹脂フィルムを提供する。
【解決手段】積層ポリアミド系樹脂フィルムである。フィルムの厚さムラ拡大率が3.5倍以下であり、フィルムの厚み方向の屈折率の、全平面における変動率が0.5%以下であり、フィルム表層の密着強力の、全平面における変動率が10%以下である。このフィルムは、テンター法同時二軸延伸法によって、横延伸倍率軌跡が最大倍率に到達する迄は、クリップ間距離で表す縦延伸倍率軌跡を最大延伸倍率の5%以上降下させないように同時二軸延伸することにより得られる。
【解決手段】積層ポリアミド系樹脂フィルムである。フィルムの厚さムラ拡大率が3.5倍以下であり、フィルムの厚み方向の屈折率の、全平面における変動率が0.5%以下であり、フィルム表層の密着強力の、全平面における変動率が10%以下である。このフィルムは、テンター法同時二軸延伸法によって、横延伸倍率軌跡が最大倍率に到達する迄は、クリップ間距離で表す縦延伸倍率軌跡を最大延伸倍率の5%以上降下させないように同時二軸延伸することにより得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は積層ポリアミド系樹脂フィルムおよびその製造方法に関する。
【背景技術】
【0002】
ナイロンを主成分とする二軸配向ポリアミド系樹脂フィルムは、強靭で、ガスバリア性、耐ピンホール性、透明性、印刷性等に優れているところから、各種液状食品、含水食品、冷凍食品、レトルト食品、ペースト状食品、畜肉・水産食品等の各種の食品の包装材料として広く実用化されている。特に近年では、レトルト食品の包装に広範に使用されている。
【0003】
通常、二軸延伸ポリアミドフィルムの製造においては、押出工程で実質的に無配向の未延伸フィルムを成型し、その未延伸フィルムをその後の延伸工程で縦方向と横方向の二軸に引き延ばすことで、充分に分子配向された高強度の二軸配向フィルムを得る製造方法が採用されている。二軸延伸方法には、縦延伸した後に引き続き横延伸する逐次二軸延伸法と、縦・横同時に延伸する同時二軸延伸法とがある。
【0004】
同時二軸延伸法は、逐次二軸延伸法に比べ、面方向の配向バランスが均質なフィルムが得られるという優れた利点を有した製造方法である。しかし、物理的に複雑な延伸機構、つまり未延伸フィルムの端部を把持したクリップを機械的或いは電気的に駆動してその走行速度を加速制御するという縦延伸機構を伴うために、延伸工程で均一に延伸変形させることが難しい。
【0005】
従来から、同時二軸延伸法における縦延伸倍率の軌跡を工夫することで、延伸工程におけるフィルムの変形挙動の均一化を図る検討がなされている。なお、延伸倍率の軌跡とは、延伸開始点から最大延伸倍率到達点に至るまでの延伸倍率の変化をいう。
【0006】
例えば、延伸工程におけるフィルムの変形挙動の不均一さにもとづき発生するボーイング現象を抑制しようとする手段として、縦方向に弛緩処理しながら横方向に延伸する方法(特許文献1)、或いは縦延伸倍率軌跡を横延伸倍率軌跡より先行させる方法(特許文献2)などが提案されている。
【0007】
しかしながら、特にクリップ間直線距離で表す縦延伸倍率軌跡を巧く制御できないと、応力緩和に起因する延伸ムラが発生して厚さムラが拡大するという問題がある。この延伸工程で生じる延伸ムラは、先ず厚さムラとして現れると共に、分子配向の違いによるフィルム物性のムラに繋がる。この物性のムラは、フィルムを加工した製品を得るための加工工程において、印刷ピッチずれ・蛇行・シール不良・製袋ムラなどのトラブル発生に繋がる。
【0008】
また、二軸配向ポリアミド系樹脂フィルムは、新たな機能性付与という目的で、易接着コート層、帯電防止コート層、バリア性発現コート層などを形成するための処理が施されたり、蒸着加工などの処理が施されたりする。そして、その後にシーラントとラミネートされ、袋状に加工されて、包装材料となる場合も多い。
【0009】
しかし、ポリアミド系樹脂フィルムの物性が幅方向および長さ方向に不均一であると、コート層の厚みや、金属蒸着層の厚みや、フィルムとコート層あるいは金属蒸着層との接着強度にバラツキが生じる。その結果、易接着性能や帯電防止性能やガスバリア性能などが不均一なものとなってしまい、そのためにフィルム加工製品の品質悪化を招くことになる。
【特許文献1】特開2000−309051号公報
【特許文献2】特開2002−370278号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、上記同時二軸延伸法で問題となる応力緩和に起因する延伸ムラ、厚さムラの拡大を極力抑え、コート層との接着強度やガスバリア性能などの品質において均一で優れた安定性を有するところの、同時二軸延伸された積層ポリアミド系樹脂フィルムを提供することを目的とする。
【0011】
換言すると、本発明は、ポリアミドフィルムの同時二軸延伸工程における応力緩和に起因した応力変形バランスの崩れを抑えることで、延伸ムラに起因する物性ムラが抑えられ、それによって、積層部の延伸追随性、厚み均一性の目安である、フィルム表層の密着強力の均一性に優れた、同時二軸延伸された高品質の積層ポリアミド系樹脂フィルムを提供することを目的とする。
【課題を解決するための手段】
【0012】
すなわち、本発明の要旨は、下記のとおりである。
(1)フィルムの厚さムラ拡大率が3.5倍以下であり、フィルムの厚み方向の屈折率の、全平面における変動率が0.5%以下であり、フィルム表層の密着強力の、全平面における変動率が10%以下であることを特徴とする積層ポリアミド系樹脂フィルム。
【0013】
(2)フィルムの厚さムラ拡大率が2.5倍以下であり、フィルムの厚み方向の屈折率の、全平面における変動率が0.25%以下であり、フィルム表層の密着強力の、全平面における変動率が8.0%以下であることを特徴とする積層ポリアミド系樹脂フィルム。
【0014】
(3)基材部のポリアミド系樹脂フィルムに積層部が積層された構成であり、前記積層部が、ポリ塩化ビニリデン系共重合体樹脂、ポリエステル系樹脂、ポリウレタン系樹脂、ポリアクリル系樹脂、ポリビニルアルコール系樹脂、ポリカルボン酸系樹脂、オレフィン−ポリカルボン酸系共重合体樹脂、エチレン−酢酸ビニル共重合体樹脂のいずれか1種以上の生成物にて形成されていることを特徴とする(1)または(2)の積層ポリアミド系樹脂フィルム。
【0015】
(4)上記(1)から(3)までのいずれかの積層ポリアミド系樹脂フィルムを製造するための方法であって、ダイから溶融押出したポリアミド系樹脂シートをキャストロールに押し付けて得た未延伸フィルムの少なくとも片面に、コーティング法によって積層部を形成し、得られた積層体の幅方向の両端部をクリップで把持して、縦・横同時に二軸延伸するテンター法同時二軸延伸法によって、横延伸倍率軌跡が最大倍率に到達する迄は、クリップ間距離で表す縦延伸倍率軌跡を最大延伸倍率の5%以上降下させないように同時二軸延伸することを特徴とする積層ポリアミド系樹脂フィルムの製造方法。
【0016】
(5)縦延伸倍率軌跡を横延伸倍率軌跡より先行させることを特徴とする(4)の積層ポリアミド系樹脂フィルムの製造方法。
【0017】
(6)同時二軸延伸機のテンターをリニアモータ方式で駆動することを特徴とする(4)または(5)の積層ポリアミド系樹脂フィルムの製造方法。
【発明の効果】
【0018】
本発明によれば、同時二軸延伸法で問題となる応力緩和に起因する延伸ムラ、厚さムラの拡大を極力抑え、コート層との接着強度やガスバリア性能などの品質において均一で優れた安定性を有する、同時二軸延伸積層ポリアミド系樹脂フィルムを得ることができる。
【発明を実施するための最良の形態】
【0019】
以下、本発明について詳細に説明する。
本発明の積層ポリアミド系樹脂フィルムは、厚さムラ拡大率が3.5倍以下である必要がある。好ましくは、2.5倍以下である。厚さムラ拡大率が3.5倍以下であると、フィルム加工時にタルミやしわが発生しないフィルムが得られ、蒸着加工やラミネーション工程で不具合が生じることがなく、生産性良く製品を製造することが可能となる。また、このようなフィルムでは、製造したフィルムの全幅近くを製品とすることができ、生産性が高い。
【0020】
厚さムラ拡大率が3.5倍を越えると、30000mを越える長尺フィルロールにすることが不可能となる。仮にできたとしても、蒸着加工、印刷加工、ラミネーション加工などの加工時にタルミやしわが生じる。
【0021】
なお、本発明でいう厚さムラ拡大率とは、単位長さの未延伸フィルムの厚さ変動係数と、その延伸された後の延伸フィルムの厚さ変動係数を比較した拡大倍率をいう。変動係数とは、標準偏差の平均値に対する比で、データのばらつき度を表す統計用語である。
【0022】
より具体的に説明すると、本発明でいうフィルムの厚さ変動係数とは、以下のことを意味する。すなわち、未延伸フィルムの厚みを、フィルムの幅方向に所定ピッチpの間隔でn個所について求め、これをフィルム長さ方向に沿った一定距離dごとにm個所、合計n×m=nm箇所について測定する。そして、得られた全データより標準偏差と算術平均とを求めたうえで変動係数を求め、これを未延伸フィルムの厚さ変動係数CADとする。次に二軸延伸後のフィルムの厚みを幅方向に[p×横延伸倍率×リラックス率]ピッチでn箇所測定し、これを長さ方向に[d×縦延伸倍率×リラックス率]毎にm箇所測定する。そして、得られた全データ(n×m箇所)より同様にして変動係数を求め、延伸フィルムの厚さ変動係数CBOとする。そして上記のCADに対するCBOの倍率(CBO/CAD)を求め、これを厚さムラ拡大率とする。
【0023】
すなわち厚さムラ拡大率は、フィルムを延伸した時にそのフィルムの厚さがフィルムの位置によってどの程度ばらつくかの程度を表すものである。
【0024】
次に、フィルムの厚み方向の屈折率について説明する。本発明の積層ポリアミド系樹脂フィルムは、フィルムの厚み方向の屈折率のフィルム長さ方向における変動とフィルム幅方向における変動とを含めた全平面での変動率が0.5%以下であることが必要である。好ましくは、0.25%以下、より好ましくは0.2%以下である。
【0025】
本発明でいうフィルムの厚み方向の屈折率の全平面における変動率とは、以下のことを意味する。すなわち、延伸フィルムの全幅にわたる複数の位置で試料を切り出し、この切り出しをフィルムの長さ方向に沿った一定距離毎に複数箇所について行い、多数の試験片を得る。そして、得られた試験片についてその厚み方向の屈折率を測定し、多数点のデータより平均屈折率、最大屈折率、最小屈折率を求め、下記式より平均値との差の大きい方の値をもって屈折率の変動率とする。
【0026】
変動率=(|最大屈折率または最小屈折率−平均屈折率|×100)/平均屈折率
【0027】
厚み方向の屈折率は、フィルムを構成する樹脂によって異なり、この値を規定することにはあまり意味がない。例えば、ナイロン6ならば1.504〜1.505であるが、ナイロン6にポリ(メタキシリレンアジパミド)などを添加すると屈折率が上昇するからである。しかし、この厚み方向の屈折率は、未延伸フィルムを延伸していくと順次低下するため、延伸の指標のひとつとなる。つまり、フィルムにおける屈折率の変動には意味が有り、長さ方向と幅方向との両方の屈折率の変動率を小さくすることにより、縦/横の物性バランスがよい優れたフィルムとなる。その結果、印刷製袋時の印刷ズレや製袋品のひねりなどが発生せず、良好な製品が得られる。
【0028】
上記の範囲を外れた場合は、縦方向/横方向の物性バランスが悪いフィルムとなる。このようなフィルムでは、印刷製袋に供するときの印刷ズレや製袋品のひねりなどが発生し、製袋加工の際の不良率が高くなる。
【0029】
積層ポリアミド系樹脂フィルムの厚さムラ拡大率が大きいと、当然積層部の厚さムラ拡大率も大きくなり、その結果、フィルム表面の密着強力、帯電性能、ガスバリア性能などの不均一性を招き、安定した製品が得られなくなる。
【0030】
次に、フィルム表層の密着強力について説明する。本発明の積層ポリアミド系樹脂フィルムは、フィルム表層の密着強力のフィルム長さ方向における変動とフィルム幅方向における変動とを含めた全平面での変動率が10%以下であることが必要である。好ましくは、8.0%以下、より好ましくは5.0%以下である。
【0031】
密着強力の測定は、積層フィルムの基材部を構成するポリアミド系樹脂フィルムに積層部が積層された積層ポリアミド系樹脂フィルムを供試フィルムとして、この供試フィルムの積層部の表層にラミネート接着剤を介して無延伸ポリプロピレンフィルムを積層し、その後、基材部のポリアミド系樹脂フィルムとポリプロピレンフィルムとをつかんで層間を剥離することにより行う。
【0032】
本発明において、フィルム表層の密着強力とは、(i)積層ポリアミド系樹脂フィルムの基材部を構成するポリアミド系樹脂フィルムと、積層ポリアミド系樹脂フィルムの積層部との界面、(ii)積層部とラミネート接着剤層との界面、(iii)接着剤層とポリプロピレンフィルムとの界面、のいずれかで剥離が起こるときの強力をいう。
【0033】
このとき、上記(i)(ii)(iii)のいずれの界面で剥離しても、測定される値は、本発明における基材部のポリアミド系樹脂フィルムと積層部との間の密着強力であるとみなす。なぜなら、(ii)の界面または(iii)の界面に剥離が生じたときには、(i)の界面は、少なくともこのとき測定される密着強力よりも大きな強力で密着していると推定されるためである。
【0034】
測定において、基材部のポリアミドフィルムもしくは積層したポリプロピレンフィルムが材料破壊される場合には、前記のいずれかまたは両方のフィルムの背面に粘着テープ(日東ポリエステルテープ社製No.31B)を貼付けて補強して、材料破壊が起こらないようにした状態で得られた数値を採用して、これを本発明における密着強力とする。
【0035】
密着強力の、フィルム全表面における変動率は、次のようにして求める。すなわち、延伸フィルムの全幅にわたる複数の位置で試料を切り出し、この切り出しをフィルムの長さ方向に沿った一定距離毎に複数箇所について行い、多数の試験片を得る。そして、得られた試験片について剥離強力を測定し、多数点のデータより平均密着強力、最大密着強力、最小密着強力を求め、下記式より平均値との差の大きい方の値をもって、密着強力の変動率とする。
【0036】
変動率
=(|最大密着強力または最小密着強力−平均密着強力|×100)/平均密着強力
【0037】
この密着強力の変動率が10%を超えると、印刷ラミネートされたフィルム加工製袋品に内容物を充填した後、落下などの衝撃を加えた際、密着強力の低い部分に応力集中が発生して、破袋率が高くなる。
【0038】
次に、フィルムのガスバリア性ついて説明する。本発明の積層ポリアミド系樹脂フィルムは、基材層としてのポリアミド系樹脂フィルムに積層される積層部がバリア性発現層である場合には、フィルムの酸素透過度の、フィルム長さ方向における変動とフィルム幅方向における変動とを含めた全平面での変動率が、15%以下であることが好ましい。より好ましくは10%以下、さらに好ましくは5.0%以下である。
【0039】
この酸素透過度の変動率が15%を超えると、フィルム加工製袋品に内容物を充填した後、酸素透過度の悪い部分では所望の内容物保存性能が得られなくなる。
【0040】
本発明において、基材層のポリアミド系樹脂フィルムに使用されるポリアミド樹脂としては、例えば、ε−カプロラクタムを主原料としたナイロン6を挙げることができる。また、その他のポリアミド樹脂としては、3員環以上のラクタム、ω−アミノ酸、二塩基酸とジアミン等の重縮合によって得られるポリアミド樹脂を挙げることができる。具体的には、ラクタム類としては、先に示したε−カプロラクタムの他に、エナントラクタム、カプリルラクタム、ラウリルラクタムを挙げることができる。ω−アミノ酸類としては、6−アミノカプロン酸、7−アミノヘプタン酸、9−アミノノナン酸、11−アミノウンデカン酸を挙げることができる。二塩基酸類としては、アジピン酸、グルタル酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ウンデカンジオン酸、ドデカジオン酸、ヘキサデカジオン酸、エイコサンジオン酸、エイコサジエンジオン酸、2,2,4−トリメチルアジピン酸、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、キシリレンジカルボン酸を挙げることができる。ジアミン類としては、エチレンジアミン、トリメチレンジアミン、テトラメチレンジアミン、ヘキサメチレンジアミン、ペンタメチレンジアミン、ウンデカメチレンジアミン、2,2,4(または2,4,4)−トリメチルヘキサメチレンジアミン、シクロヘキサンジアミン、ビス−(4,4’−アミノシクロヘキシル)メタン、メタキシリレンジアミン等を挙げることができる。そして、これらを重縮合して得られる重合体またはこれらの共重合体、たとえばナイロン7、11、12、6.6、6.9、6.11、6.12、6T、6I、MXD6(メタキシリレンアジパミド)、6/6.6、6/12、6/6T、6/6I、6/MXD6等を用いることができる。加えて、本発明の積層ポリアミド系樹脂フィルムの基材層を製造する場合には、上記したポリアミド樹脂を単独で、あるいは、1種以上を他の樹脂と混合または複層にして用いることもできる。
【0041】
なお、上記ポリアミド系樹脂の中でも、本発明において特に好ましいのは、相対粘度が2.0〜3.5の範囲のものである。ポリアミド系樹脂の相対粘度は、得られる二軸延伸フィルムの強靭性や延展性等に影響を及ぼし、相対粘度が2.0未満のものでは衝撃強度が不足気味になり、反対に、相対粘度が3.5を超えるものでは、延伸応力の増大によって二軸延伸性が悪くなる傾向があるからである。なお、本発明において、相対粘度とは、ポリマーを96%硫酸に濃度1.0g/dlに溶解した溶液を用いて25℃で測定した場合の値をいう。
【0042】
積層フィルムの基材層を構成するポリアミド系樹脂フィルムには、その特性を阻害しない範囲内で、滑剤、ブロッキング防止剤、熱安定剤、酸化防止剤、帯電防止剤、耐光剤、耐衝撃性改良剤等の各種の添加剤を含有させることも可能である。特に、二軸延伸フィルムの滑り性を良好にする目的で、各種の無機粒子を含有させることが好ましい。加えて、表面エネルギーを下げる効果を発揮するエチレンビスステアリン酸等の有機滑剤を添加すると、フィルムロールを構成するフィルムの滑り性が優れたものになるので好ましい。これらの滑剤の添加量は、0.01〜1質量%の範囲が好ましい。
【0043】
さらに、基材層を構成するポリアミド系樹脂フィルムには、用途に応じて、寸法安定性を良くするために、熱処理や調湿処理を施すことも可能である。加えて、フィルム表面の接着性を良好にするためにコロナ処理を施したりすることも可能である。
【0044】
本発明の積層ポリアミド系樹脂フィルムの積層部に使用される樹脂としては、たとえば、ポリ塩化ビニリデン系共重合体樹脂、ポリエステル系樹脂、ポリウレタン系樹脂、ポリアクリル系樹脂、ポリビニルアルコール系樹脂、ポリカルボン酸系樹脂、オレフィン−ポリカルボン酸系共重合体樹脂、エチレン−酢酸ビニル共重合体樹脂などを挙げることができる。加えて、上記樹脂を単独で、または少なくとも1種以上を他の樹脂と混合して、それぞれ用いることもできる。上記樹脂の中でも、本発明において特に好ましいのは、ポリ塩化ビニリデン系共重合体樹脂、オレフィン−ポリカルボン酸系共重合体樹脂、ポリウレタン系樹脂などである。
【0045】
積層部に使用される前記樹脂は、溶液やラテックスとして基材層を構成するポリアミド系樹脂フィルムに塗布され、それによって同積層部が形成されることが好ましい。
ラテックスを用いる場合には、配向結晶化終了前の基材層フィルムにラテックスを塗布した後、フィルム延伸時の高熱量により処理する、いわゆるプレコート法を、形成されたラテックス皮膜のガスバリア性や基材層のフィルムとの密着性を高めるという理由で、好ましく用いることができる。ラテックスは、基材層のフィルムに塗布、乾燥することにより媒体が蒸発して最密充填構造を呈し、さらに基材層のフィルムを延伸することによって、ラテックス自体も延伸されながら変形、融着して、連続皮膜状態へと変化する。
【0046】
この延伸過程において、ラテックス皮膜は、基材層のフィルム自体の延伸応力に非常に影響を受けやすい。延伸応力については後で詳しく説明するが、基材層のポリアミド系樹脂フィルムに延伸応力低下などが生じると、このポリアミド系樹脂フィルムとラテックス皮膜との間で応力歪みが引き起こり、ポリアミド系樹脂フィルムとラテックス皮膜との間に密着不良が発生しやすくなる。またポリアミド系樹脂フィルムに面倍率の異なる延伸ムラが存在すると、ラテックス皮膜自体にも当然延伸ムラが生じて、ラテックスの熱融着度合いや連続皮膜状態などの均一性に劣る結果となる。このため、ラテックス皮膜上に印刷インキ層やラミネート接着剤層が形成される場合には、これら印刷インキ層やラミネート接着剤層との密着強力にも影響を及ぼす。
【0047】
本発明において用いることができるポリ塩化ビニリデン系共重合体は、塩化ビニリデン50〜99質量%と、塩化ビニリデンと共重合可能な1種以上の他の単量体1〜50質量%とを、公知の乳化重合方法によって重合することにより、媒体に分散したラテックスとして得ることができる。共重合可能な単量体の割合が1質量%未満であると、樹脂内部の可塑化が不十分となって皮膜の造膜性が低下し、また単量体の割合が50質量%を超えると、ガスバリア性が低下する。
【0048】
塩化ビニリデンと共重合可能な上述の単量体としては、例えば、塩化ビニル;アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、2−エチルへキシルアクリレート、2−ヒドロキシエチルアクリレートなどのアクリル酸エステル;メタクリル酸メチル、メタクリル酸グリシジルなどのメタクリル酸エステル;アクリロニトリル、メタクリロニトリル;アクリル酸、メタクリル酸、イタコン酸、マレイン酸などの不飽和カルボン酸などが挙げられる。これらの単量体は、1種または2種以上を選択して用いることができる。
【0049】
ポリ塩化ビニリデン系共重合体は、さらに他の樹脂と組み合わせて用いることができる。他の樹脂として、例えば、エチレン−酢酸ビニル共重合体、(メタ)アクリル酸エステル共重合体、メタクリル酸メチル−ブタジエン−スチレン共重合体、アクリロニトリル共重合体、メチルビニルエーテル−無水マレイン酸共重合体などが挙げられる。これらの樹脂は、1種または2種以上を選択して用いることができる。
【0050】
ポリ塩化ビニリデン系共重合体ラテックスの固形分濃度は、塗装装置や乾燥・加熱装置の仕様によって適宜変更され得るものである。しかし、あまりに希薄な溶液では、乾燥工程において長時間を要するという問題を生じやすい。他方、ラテックスの濃度が高すぎると、保存時に皮膜形成が進行して液ポットライフが短くなったり、塗工性に問題を生じたりし易い。この様な観点から、ポリ塩化ビニリデン系共重合体ラテックスの固形分濃度は10〜70質量%の範囲であることが好ましく、より好ましくは30〜55質量%の範囲である。
【0051】
ポリ塩化ビニリデン系共重合体ラテックスの基材フィルムへの塗布は、基材フィルムを得るための未延伸フィルムの製造工程における任意の段階で実施することができる。例えば、基材フィルムにポリ塩化ビニリデン系共重合体ラテックスを塗布したのち、そのまま延伸処理と皮膜形成処理とを同時に施す方法を挙げることができる。あるいは、塗布したのちドライヤーなどによる熱風の吹き付けや赤外線照射などによりポリ塩化ビニリデン系共重合体ラテックスの水分を蒸発乾燥させる工程を経たのち、延伸処理と皮膜形成処理を同時に施す方法を挙げることができる。その水分蒸発乾燥工程の温度は、70℃〜150℃であることが好ましく、より好ましくは、ポリ塩化ビニリデン系共重合体ラテックスの造膜性が良い80℃〜120℃の範囲である。乾燥温度が70℃未満であると造膜性が下がり、また150℃を越えると、ラテックスの温度上昇が激しく突沸などの現象が生じて均一な皮膜が得られなくなる。水分蒸発乾燥工程は、異なる温度分布に区切られていてもよい。そのなかの最高温度を呈する処理工程にかける時間は、基材フィルムやポリ塩化ビニリデン系共重合体層の厚み、ラテックスの固形分量、ラテックスの比熱などによって任意に選択される。通常は0.01〜120秒、好ましくは1〜80秒である。0.01秒未満であると、ポリ塩化ビニリデン系共重合体ラテックスの水分蒸発性に劣ったり、あるいは塩化ビニリデン系共重合体皮膜の造膜が不十分であったりする傾向がある。また120秒を超えると、場合によっては、ポリアミド樹脂の結晶化が促進されすぎることにより延伸フィルム製造が不可能となったり、ラテックス皮膜との密着性に不利となったりする傾向がある。
【0052】
本発明の積層ポリアミド系樹脂フィルムの積層部を構成する材料を、基材層を構成するためのポリアミド系樹脂フィルムに塗布する方法は、特に限定されない。例えば、グラビアロールコーティング、リバースロールコーティング、ワイヤーバーコーティング、エアーナイフコーティング、ダイコーティング、カーテンダイコーティング等の通常の方法を用いることができる。
【0053】
本発明の積層ポリアミド系樹脂フィルムにおいて、積層部の膜厚は、0.1〜3.0μmであることが好ましく、より好ましくは0.5〜2.0μmである。皮膜が0.1μm未満であると、密着性やガスバリア性が低下しやすい。反対に3.0μmを超えると、造膜性が低下して皮膜の外観が損なわれやすい。
【0054】
本発明の積層ポリアミド系樹脂フィルムは、その積層部上に直に、または印刷インキ層を介して、ラミネート接着剤層を積層し、さらにその上にヒートシール層を積層して、ラミネート積層物を形成することができる。また積層部とラミネート接着剤層もしくは印刷インキ層との間の密着性を向上させるために、コロナ処理、オゾン処理などの表面処理が施されてもよい。
【0055】
印刷インキ層としては、ウレタン系、アクリル系、ニトロセルロース系、ゴム系、塩化ビニル系等の従来から用いられているインキバインダー樹脂に、各種顔料、体質顔料、可塑剤、乾燥剤、安定剤等の添加剤が添加されたインキにより形成されるものを挙げることができる。印刷インキ層は、上記のインキによって文字、絵柄等を表したものとすることができる。印刷インキ層の形成方法としては、例えばオフセット印刷法、グラビア印刷法、シルクスクリーン印刷法等の周知の印刷方式や、ロールコート、ナイフエッジコート、グラビアーコート等の周知の塗布方式を用いることができる。
【0056】
ラミネート接着剤層を形成する際に使用されるコート剤としては、公知のものを挙げることができる。例えば、イソシアネート系、ポリウレタン系、ポリエステル系、ポリエチレンイミン系、ポリブタジエン系、ポリオレフィン系、アルキルチタネート系等のコート剤が挙げられる。これらの中で、密着性、耐熱性、耐水性などの効果を勘案すると、イソシアネート系、ポリウレタン系、ポリエステル系のコート剤が好ましい。特に、イソシアネート化合物;ポリウレタンおよびウレタンプレポリマーの1種または2種以上の混合物および反応生成物;ポリエステル、ポリオールおよびポリエーテルの1種または2種以上とイソシアネートとの混合物および反応生成物;またはこれらの溶液または分散液であることが好ましい。ラミネート接着剤層は、ヒートシール層との密着性を充分高めるためには、少なくとも0.1μmより厚くすることが好ましい。ラミネート接着剤層の形成方法は、特に限定されないが、グラビアロールコーティング、リバースロールコーティング、ワイヤーバーコーティング、エアーナイフコーティング等の通常の方法を用いることができる。
【0057】
ヒートシール層は、本発明の積層ポリアミド系樹脂フィルムを用いて包装袋などを形成する際に熱接着層として用いられるものであり、熱シール、高周波シールなどが可能な材料にて形成される。このような材料としては、例えば低密度ポリエチレン、直鎖状低密度ポリエチレン、高密度ポリエチレン、エチレン−酢酸ビニル共重合体、ポリプロピレン、エチレン−アクリル酸共重合体、エチレン−アクリル酸塩共重合体、エチレン−アクリレート共重合体などが挙げられる。その厚みは、目的に応じて決められるが、一般的には15〜200μmが好ましい。
【0058】
ラミネート接着剤層の形成法としては、公知の方法を用いることができる。例えば、ドライラミネーション法、ウエットラミネーション法、無溶剤ドライラミネーション法、押し出しラミネーション法などのラミネーション法や、二つ以上の樹脂層を同時に押出し積層する共押し出し法、コーターなどで膜を生成するコーティング法などが挙げられる。なかでも、密着性、耐熱性、耐水性などを勘案すると、ドライラミネーション法が好ましい。
【0059】
次に、本発明の積層ポリアミド系樹脂フィルムを得るための好ましい製造方法について説明する。本発明の製造方法は、未延伸フィルムの幅方向の両端部をクリップで把持して縦・横同時に二軸延伸するテンター法同時二軸延伸方法を採用する。この未延伸フィルムは、未延伸状態の基材層のポリアミド系樹脂フィルムに、上述の積層部に使用される樹脂を積層したものである。本発明においては、同時二軸延伸方法において、横延伸倍率軌跡が最大倍率に到達する迄は、クリップ間距離で表す縦延伸倍率軌跡を最大延伸倍率の5%以上降下させないことが最も重要である。2%以上降下させないことがより好ましい。
【0060】
前述のように、延伸倍率軌跡とは、延伸装置における未延伸積層フィルムの延伸開始点の位置から、その最大延伸倍率到達点の位置に至るまでの間の延伸倍率の変化をいう。縦延伸倍率としては、(1)隣り合わせのクリップとクリップとの間の直線距離として表すものと、(2)このクリップ間距離を縦(フィルム流れ)方向に投影した距離で表すものとがある。本発明では(1)を用い、これを「クリップ間距離で表す縦延伸倍率」という。
【0061】
同時二軸延伸とは、縦・横の二軸方向に同時に引き伸ばす延伸手法のことをいう。つまり、縦延伸として、フィルムの幅方向に沿った一端部と他端部とにおいてそれぞれフィルムの長さ方向に沿って配列されかつフィルム端部を把持して走行するクリップ列の隣同士のクリップとクリップの間隔を次第に広げてフィルム走行方向に引き伸ばす(加速する)ことと、横延伸として、フィルム幅方向に沿って対向するクリップ同士のクリップ間距離を次第に広げてフィルム幅方向に引き伸ばすこととが、同時に行われる延伸方法である。そのため、機械的に漸広する縦方向と横方向の延伸倍率変化が、実際のフィルム変形には相互に影響するのである。詳細には、縦(又は横)一軸方向の延伸変形が行われると、その直角方向である横(又は縦)に収縮応力が作用する。つまり、フィルム面には縦(又は横)一軸方向の延伸応力に加え、その直角方向の収縮応力が加重され、相互に且つ同時に作用する。
【0062】
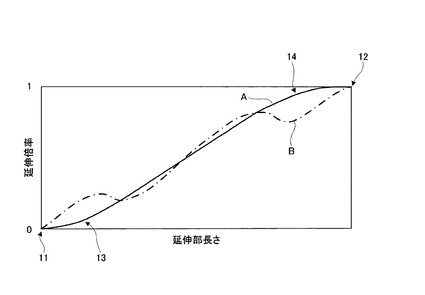
図1は、縦延伸倍率軌跡の一例を示す。フィルムの延伸処理に際しては、予熱・延伸・熱処理の各工程が行なわれる。図1の縦延伸倍率軌跡は、図よりも左側で予熱工程を経たフィルムが延伸工程で延伸処理されるときの延伸倍率軌跡を示すものである。縦軸は、延伸倍率を正規化して表している。延伸処理されたフィルムは、図よりも右側で熱処理工程に供される。上記した従来の技術のように延伸倍率軌跡をガイドレールの形状で決定する場合は、この延伸倍率軌跡がガイドレールの形状に相当することになる。図1において、11は延伸開始点、12は最大延伸倍率到達点を示す。13は、同時二軸延伸機の予熱ゾーンの平行直線走行部から延伸漸広走行部に移行する延伸序盤部を示す。また14は、延伸漸広走行部から熱処理ゾーンの平行直線走行部に移行する延伸終盤部を示す。
【0063】
実際に同時二軸延伸機では、予熱・延伸・熱処理の各工程において、レールに沿って駆動される支持部の走行軌道と、その支持部に取り付けられるクリップ(フィルム端把持部)の移動軌道とが相違する。つまり、実際の縦延伸倍率軌跡となるクリップ間距離の変化で表す縦延伸倍率軌跡は、横延伸倍率軌跡のカーブによって歪んだ軌道となる。通常、フィルム端部を把持して移動するクリップとその把持機構は、支持部やレールからのオイル飛び汚染を遮蔽するために支持部よりフィルム側に離して設けられるために、この縦延伸倍率軌跡の歪みは避けられない。
【0064】
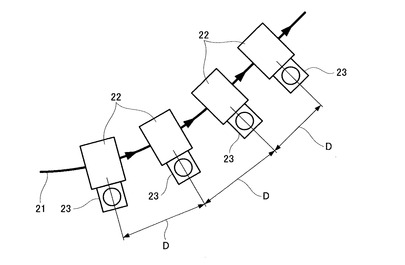
図2は、延伸序盤部13における実際の機構を示す。21はガイドレール、22は支持体、23はクリップである。延伸序盤部13ではガイドレール21はカーブしており、支持体22は、ガイドレール21に案内されて、ガイドレール21の形状の通りの軌道に沿って走行する。これに対しクリップ23は、ガイドレール21からフィルム側に離れた位置で支持体22に取り付けられているため、その移動軌道はガイドレール21の形状に対して歪んだものとなる。ここでは、図示のようにガイドレール21の形状に比べてクリップ間直線距離Dの方が大きくなり、つまりクリップ間直線距離Dに開きが生じ、それにもとづく歪みが発生する。
【0065】
図3は、延伸終盤部14における実際の機構を示す。ここでも、ガイドレール21はカーブしており、クリップ23の移動軌道はガイドレール21の形状に対して歪んだものとなる。そして、ここでは、図示のようにガイドレール21の形状に比べてクリップ間直線距離Dの方が小さくなり、つまりクリップ間直線距離Dに縮みが生じ、それにもとづく歪みが発生する。
【0066】
なお、図2および図3はフィルムの幅方向の一端部を示すものである。実際には、フィルムの幅方向の他端部においても、これらとは対称な機構によって、同様に処理が行われる。つまり、フィルムは、その幅方向の両端部が縦方向および横方向に引っ張られることによって、同時二軸延伸される。
【0067】
以上から明らかなように、ガイドレール21の形状によって延伸倍率軌跡を規定した場合には、実際の延伸倍率軌跡に歪みが発生する。この歪は、上述のように、図2に示した予熱ゾーンの平行直線走行から延伸漸広走行に移行する延伸序盤部13における湾曲軌道と、図3に示した次に延伸漸広走行から熱処理ゾーンの平行直線走行に移行する延伸終盤部14における逆湾曲軌道の2ヶ所において主に発生する。つまり、延伸序盤部13の湾曲軌道では、クリップ間距離Dは一旦先行して開き又戻るように変化し、延伸終盤部14の湾曲軌道では、クリップ間距離Dは一旦縮まり又戻るように変化する。特に延伸終盤部14はフィルム延伸応力がフィルム面に強く掛かっている段階であるので、延伸途中で縦方向に一時的に緩め、その後に再び戻って引き伸ばすという動作は、延伸ゾーンでのフィルム面全体の延伸変形挙動に大きく悪影響を及ぼすことになる。
【0068】
この点について詳細に説明する。同時二軸延伸は、フィルムを縦方向と横方向との二軸方向に同時に引き伸ばす機構を有するものである。つまり、縦延伸として、フィルム走行方向に向かって右及び左に配列されかつフィルム端部を把持して走行するクリップ列の隣同士のクリップとクリップの間隔を次第に広げてフィルム走行方向に引き伸ばす(加速する)ことと、横延伸として、フィルム走行方向に向かって右左に対向するクリップのクリップ間距離を次第に広げて幅方向に引き伸ばすこととが、同時に行われる延伸方法である。そのとき、機械的に漸広する縦方向と横方向の延伸倍率変化が、実際のフィルム変形に相互に影響するのである。その理由は、縦(又は横)一軸方向の延伸変形が行われると、その直角方向である横(又は縦)に収縮応力が作用することによる。つまり、フィルム面には、縦(又は横)一軸方向の延伸応力に加え、その直角方向の収縮応力が加重され、相互に且つ同時に作用しているためである。
【0069】
仮に縦延伸倍率が、延伸途中で一時的に降下して再び戻って上昇するという変化を呈すると、一時的に延伸応力低下を起こし、その応力低下は縦方向の応力緩和と共に横方向にも波及して、再び縦延伸倍率が戻っても、延伸ゾーンには縦延伸倍率が降下する前の延伸応力と再び延伸倍率が戻ったときの延伸応力が平衡して存在することになる。横延伸倍率は既に進行しているので、フィルムにおける一部分と他の一部分とが互いに引っ張り合う延伸ゾーンでは面倍率の異なる延伸ムラが応力平衡して存在することになり、特にフィルムに厚さムラがあると、延伸応力の低い厚い部分は、最大延伸倍率に至らずそのまま延伸ゾーンを通過してしまう結果となる。そのため、延伸されたフィルムの厚さムラ拡大率は増加することになる。この現象は、特にポリアミド系樹脂フィルムで顕著である。
【0070】
本発明の主旨は、同時二軸延伸の途中で、縦延伸倍率軌跡の歪みに起因する応力低下を、許容限度を超えてさせてはいけないということにある。
【0071】
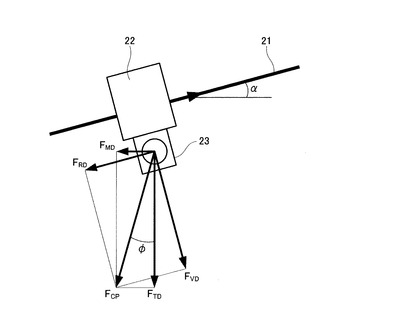
この延伸ゾーンでの応力は、例えば、クリップに掛かるフィルム延伸応力を計測することで解析することができる。クリップに掛かるフィルム延伸応力成分及びベクトル合成応力とその傾きの関係を図4に示す。
【0072】
ここで、クリップ23の走行移動の接線進行方向に掛かる応力FRD(逆方向を−FRD)とクリップ走行移動の法線方向に掛かる応力FVDとは実測できるので、クリップ23の走行移動角αから、縦進行方向の応力成分FMD(逆方向を−FMD)と横方向の応力成分FTD、更にそのベクトル合成応力FCPとFCPの傾きφとが計算できる。応力FCPは、積層フィルムからクリップ23に掛かる応力、つまり逆の見方をすれば積層フィルムに与えられる応力の大きさを意味する。
【0073】
本発明では、横延伸倍率軌跡が最大倍率に到達する迄は、縦延伸倍率軌跡を最大延伸倍率の5%以上降下させないようにして、得られる積層フィルムの品質に悪影響が出る程度までベクトル合成応力FCPを降下させないようにすることが重要である。
【0074】
実際の延伸応力の検出は、積層フィルムの端部を把持するクリップ23の台座、又はレール21に沿って走行する支持体22のベアリング装置とクリップ23のユニットとを連結しているアームに、例えば、ストレインゲージや圧電素子などのセンサーを取り付け、そのセンサー信号をコンピューター解析することで可能である。
【0075】
許容限界を超えて縦延伸倍率軌跡を降下させないためには、前記した縦延伸倍率軌跡の歪みを補正すればよい。
【0076】
許容限界を超えて縦延伸倍率軌跡を降下させなければ、常に、積層フィルムにおける面倍率が高い(延伸応力の高い)部分が面倍率の低い(延伸応力の低い)部分を順次引き伸ばす動きとなり、延伸履歴の均一な積層フィルムが得られる。
【0077】
具体的な補正方法は、次の通りである。例えば特公昭51−33590号公報に記載されているリニアモータ式の同時二軸延伸装置では、単独に走行するクリップ支持部は、レールに沿って配設された複数のリニアモータの固定誘導子が発生する移動磁界に牽引されて移動する。この固定誘導子の界磁コイルに供給する交流周波数を変えることで、各クリップ支持部の走行速度を個別に加減速調整できるので、各リニアモータドライバの周波数に修正を加えることで、縦延伸倍率軌跡の歪みを補正することができる。
【0078】
また、機械式の同時二軸延伸機、例えば実公昭45−6785号公報に記載されたパンタグラフ式の同時二軸延伸機では、リンクユニットをエンドレスに連結した無端リンク装置が、左右一対のガイドレールに規制されながら、スプロケットにより駆動される。リンクユニットに固定されているクリップ同士のクリップ間距離を伸長する縦延伸機構は、この一対のガイドレール間隔を次第に狭めることにより調整される構造になっているので、このガイドレール軌道を修正することで、或いはガイドレールの湾曲軌道の曲率半径を連続的に変化させることで、縦延伸倍率軌跡の歪みを補正することができる。
【0079】
縦延伸倍率軌跡の歪みを補正する方法は、ほかにも各種採用することができ、上記のものに限定するものではない。たとえばクリップ23の取付位置を支持体22の走行軌道に極力近付けることも有効である。
【0080】
本発明の縦延伸倍率軌跡の低下防止手法は、縦延伸倍率軌跡を横延伸倍率軌跡より先行させるボーイング対策と組み合わせて適用することができる。縦延伸倍率軌跡を横延伸倍率軌跡より先行させることとは、前述のように、延伸倍率を正規化して、延伸開始点での延伸倍率を0、延伸終了点での延伸倍率を1としたときに、延伸工程中のフィルム縦方向に沿った任意の点において、つまり延伸工程中のフィルムの縦方向に沿ったいかなる点においても、縦延伸倍率のほうが横延伸倍率よりも高い値を示すことをいう。このボーイング対策の技術は、本出願人の出願に係る前述の特許文献2に詳しく記載されている。
【0081】
本発明では、同時二軸延伸の縦延伸倍率が2.5倍以上4.5倍以下であり、且つ、縦延伸倍率と横延伸倍率との比率が0.5以上1.5以下であることが好ましい。上記範囲は、充分な配向を与えるために実用化されている同時二軸延伸フィルムの二軸延伸倍率範囲であり、本発明の焦点である縦延伸倍率軌跡を最大倍率の5%以上降下させない効果、つまり均一延伸させるための効果が顕著に発現できる範囲である。この延伸倍率範囲で本発明は特に有用なものとなる。
【0082】
この縦延伸倍率軌跡の歪みに関わる横延伸倍率軌跡のカーブは、特に限定するものではないが、二次或いは三次関数、三角関数、円弧と直線、曲線、またはこれらの組み合わせなどによって設定できる。
【0083】
本発明における同時二軸延伸は、パンタグラフ方式テンター、スクリュー方式テンター、リニアモータ方式テンターなどを用いて行うことができる。かかる手段の具体例として、上述したような、個々のクリップがリニアモータ方式で単独に駆動されているテンターは、可変周波数ドライバを制御することで縦延伸倍率変化を任意に制御できる柔軟性を有することから、最も好ましい。つまり、この方式のテンターは、縦延伸倍率軌跡の歪を補正する調整が容易であり、縦延伸倍率軌跡のカーブを微妙にしかも自由に選定できる利点がある。
【実施例】
【0084】
次に、本発明を実施例によって具体的に説明する。なお、下記の実施例・比較例において、各種物性の測定方法は次の通りとした。
【0085】
(1)厚さムラ拡大率
未延伸積層フィルムの厚みを、フィルムの幅方向に5mmピッチで測定した。この測定を、長さ方向10m毎に合計10箇所で行った。そして、得られた全データより標準偏差と算術平均とを求めたうえで両者の比から変動係数を求め、これを未延伸積層フィルムの厚さ変動係数CADとした。
【0086】
次に二軸延伸後の積層フィルムの厚みを幅方向に[5×横延伸倍率×リラックス率]mmピッチで測定し、これを長さ方向[10×縦延伸倍率×リラックス率]m毎に10箇所測定した。そして、得られた全データより同様にして変動係数を求め、延伸積層フィルムの厚さ変動係数CBOとした。
【0087】
上記のCADに対するCBOの倍率(CBO/CAD)を求め、これを厚さムラ拡大率とした。
なお、各測定点において厚みを測定するための測定器は、アンリツ社製のFILM THICKNESS TESTER(KG601A)を用いた。
【0088】
(2)厚み方向の屈折率およびその変動率
延伸積層フィルムの幅方向に沿った、センター部、フィルムの両端部より5cm内側部(端部)、センター部と両端部の中央部の計5箇所を中心として、それぞれ10cm×10cm角の試料を、試料の辺をフィルムの縦方向及び巾方向に揃えた状態で切り出した。この切り出しをフィルムの長さ方向100m毎に40箇所について行い、計5×40=200枚の試験片を得た。
【0089】
試験片を温度20℃、湿度65%の環境下で2時間以上放置した後に、温度20℃、湿度65%の環境下で、アタゴ社製のアッベ屈折計(1T)を用いて、ポリアミド樹脂側の厚み方向の屈折率を測定した。各試験片における測定点の数はn=3で、3点の平均値をデータとした。
【0090】
200点のデータより平均屈折率、最大屈折率、最小屈折率を求め、下記式より平均値との差の大きい方の値をもって屈折率の変動率とした。
変動率=(|最大屈折率または最小屈折率−平均屈折率|×100)/平均屈折率
【0091】
(3)クリップにかかる延伸応力(FCP)
図4に示される支持体22とクリップ23の連結部にストレインゲージを取り付け、クリップにかかる延伸応力の分力(走行方向にかかる曲げ応力とその直角方向にかかる引っ張り応力)を測定した。応力信号を超小型テレメータNK7690D(日本電気三栄社製)で無線伝送して、被測定クリップの走行位置からコンピューター解析してFCP合力と角度φを演算した。
【0092】
(4)S字カール現象
二軸延伸積層ポリアミド系樹脂フィルムの積層部側とシーラントフィルム(CP;東セロ社製無延伸ポリプロピレンフィルム、RX−21、厚み40μm)とを、ウレタン系接着剤(三井化学ポリウレタン社製 タケラック A−525/A−52 二液型)を用いてドライラミネート(接着剤塗布量3.0g/m2)することにより、ラミネートフィルムを作製した。
【0093】
得られたラミネートフィルムを、幅400mmにスリットした。得られたスリットフィルムを、その縦方向に沿った折り目となるよう2つに折りたたみつつ、テストシーラーを用いて両縁部を20mmずつ180℃で連続的に熱シールし、またそれと直角方向に150mm間隔で幅10mmを断続的に熱シールし、幅約200mmの半製品袋を得た。この半製品袋を、縦方向に両縁部のシール部分が10mmになるように裁断した後、これと垂直方向にシール部の境界で切断し、3方シール袋を10枚作成した。それらの3方シール袋を、沸騰水中で30分間熱処理した後、20℃、65%RHの雰囲気で一昼夜保持し、さらに、それらの10枚の3方シール袋を重ねて上から袋全面に9.8N(1kgf)の荷重をかけ、一昼夜保持した後に荷重を取り去って、袋の反り返り(S字カール)の度合いを観察した。そして、以下の基準により評価した。
【0094】
◎:10枚すべて反り返りがない
○:わずかな反り返りが見られるものがある
×:明らかな反り返りが見られるものがある
××:反り返りが顕著である。
【0095】
(5)フィルム表層の密着強力およびその変動率
積層ポリアミド系樹脂フィルム表層の密着強力は、以下の方法で試験片を作成し、評価を行った。
【0096】
すなわち、まず本発明の積層ポリアミド系樹脂フィルムの積層部の面上にグラビアロールにて乾燥塗布量が2.5g/m2となるようにドライラミネート接着剤(三井化学ポリウレタン社製 タケラック A−525/A−52 二液型)を塗布し、その後80℃で熱処理をおこなった。そして、無延伸ポリプロピレンフィルム(東セロ社製、RXC−21、70μm)を80℃に加熱した金属ロール上で490kPaのニップ圧力でドライラミネートした。次に接着剤推奨のエージングを施して、ラミネートフィルムを得た。
【0097】
試験片のサンプリングに際しては、延伸積層フィルムの幅方向に沿って、センター部、フィルムの両端部より5cm内側の端部、センター部と両端部の中央部の計5箇所が含まれるように、ラミネートフィルムから10cm×10cm角の試験片を切り出した。これを長さ方向100m毎に40箇所、計5×40=200枚の試験片を切り出した。
【0098】
密着強力の測定に際しては、切り出した試料から幅15mmの試験片を採取し、20℃、65%RH雰囲気中で、試験片の端部におけるポリプロピレンフィルムと積層ポリアミド系樹脂フィルムとを剥離したのち、引張試験機(島津製作所製AGS−100G)を用いて、引張速度300mm/minにて、積層ポリアミド系樹脂フィルムに対してポリプロピレンフィルムが180°をなすように折り曲げた状態で、ポリプロピレンフィルムを引っ張り、密着強力を測定した。
【0099】
なお、以下の実施例、比較例では、すべての試料片において、基材層のポリアミド系樹脂フィルムと積層部との界面に剥離が生じていた。測定点の数をn=3として、三点の平均値をデータとした。
【0100】
200枚の試料片のデータより平均密着強力、最大密着強力、最小密着強力を求め、下記式より平均値との差の大きい方の値をもって、密着強力の変動率とした。
変動率
=(|最大密着強力または最小密着強力−平均密着強力|×100)/平均密着強力
【0101】
(6)ガスバリア性(酸素透過度およびその変動率)
モコン社製酸素バリア測定器(OX−TRAN 2/20)を用いて、温度20℃、相対湿度85%の雰囲気下における積層ポリアミド系樹脂フィルムの試験片の酸素透過度を、酸素ガスバリア性として測定した。測定点の数はn=3で、三点の平均値をデータとした。
【0102】
試験片のサンプリング方法は上述の「(5)フィルム表層の密着強力およびその変動率」の測定方法の場合と同じとして、200枚の試験片を得た。
これら200枚の試料片のデータより、平均酸素透過度、最大酸素透過度、最小酸素透過度を求め、下記式より平均値との差の大きい方の値をもって、酸素透過度の変動率とした。
【0103】
変動率=(|最大酸素透過度または最小酸素透過度−平均酸素透過度|×100)
/平均酸素透過度
【0104】
[マスターチップの作製]
96%濃硫酸中において温度25℃、濃度1.0g/dlの条件で測定した相対粘度が3.0のナイロン6樹脂(ユニチカ社製 A1030−BRF)を乾燥し、その100質量部あたりに、シリカ(サイリシア310P 平均粒径2.7μm:富士シリシア化学社製)を6質量部溶融混合して、マスターチップを作製した。
【0105】
[ポリ塩化ビニリデン共重合体(PVDC)ラテックスの作製]
ガラスライニングを施した耐圧反応容器中に、水85質量部、アルキルスルホン酸ソーダ0.15質量部および過硫酸ソーダ0.10質量部を仕込み、脱気した後、内容物の温度を55℃に保った。これとは別の容器に塩化ビニリデン97質量部とアクリル酸メチル2質量部とアクリル酸1質量部とを計量混合して、モノマー混合物を作製した。前記反応容器中にモノマー混合物の10質量部を仕込み、攪拌下で反応を進行させた。反応容器の内圧が降下することで反応がほとんど進行したことを確認した後、15質量%水溶液のアルキルスルホン酸ソーダ10質量部を圧入し、しかるのちモノマー混合物の残り全量を15時間にわたって連続して定量添加した。これによって得られたラテックスに、20℃における液表面張力が42mN/mとなるように15質量%水溶液のアルキルスルホン酸ソーダを加えた。
【0106】
このときの重合収率は、99.9%であった。このため、得られた塩化ビニリデン系共重合体ラテックス(A)は、その組成が仕込み比にほぼ等しいものであった。このラテックス(A)の固形分濃度は51質量%であった。DSCによる結晶融点測定では、融点190℃であった。
【0107】
上記に比べ、塩化ビニリデンを90質量部、アクリル酸メチルを9質量部、アクリル酸を1質量部に変更しでモノマー混合物を作製した。そして、それ以外は上記と同様にして、塩化ビニリデン系共重合体ラテックス(B)を得た。このラテックスの固形分濃度は51質量%であった。DSCによる結晶融点測定では、融点140℃であった。
【0108】
ラテックス(A)と(B)とを攪拌混合して混合ラテックスを得た。このとき、(A)の塩化ビニリデン系共重合体量が、混合ラテックスに含まれる塩化ビニリデン系共重合体全量100質量部に対して35質量部となるようにした。
【0109】
実施例1
乾燥したナイロン6樹脂(ユニチカ社製 A1030−BRF、相対粘度3.0)と上記マスターチップとを、シリカの配合割合が0.05質量%となるようにブレンドして押出機に投入し、幅600mmT型ダイより溶融押出し、冷却ロール上でシート状に冷却固化させて、厚さ150μmの未延伸ポリアミドフィルムを成形した。続いて、50℃に温調された温水槽に通して吸水処理した。
【0110】
次いで、未延伸ポリアミドフィルムの未処理面に上記のポリ塩化ビニリデン共重合体ラテックスをエアーナイフコーティング法により塗布し、温度110℃の赤外線照射機により30秒間乾燥処理を行い、ラテックス中の水分を蒸発乾燥することで、未延伸の積層フィルムを得た。
【0111】
次に、この未延伸積層フィルムをリニアモータ駆動の同時二軸延伸テンターに供給し、その幅方向の両端をクリップで把持して、190℃の条件で、縦延伸倍率3.0倍、横延伸倍率3.3倍に同時二軸延伸を行った。この際、リニアモータドライバの周波数を調整して、縦延伸倍率軌跡の歪みに補正を加え、図1のAに示すような、クリップ間距離で表す縦延伸倍率軌跡が降下しない条件を採用した。
【0112】
更にテンターオーブンで215℃×5秒の熱処理を施して縦横2%のリラックス処理を行い、冷却した後、フィルムの両端部をトリミングして、巻取機で巻取った。こうして、基材層のポリアミドフィルムの厚さ15μm、積層部の厚さ1.2μmの、同時二軸延伸積層ポリアミド系樹脂フィルムの製品ロールを得た。巻取速度は、120m/minとした。
【0113】
得られたフィルムについての各特性の測定結果を表1に示す。表1よりわかるように、この実施例1での厚さムラ拡大率は2.1倍であった。詳細には、未延伸フィルムの厚さ変動係数が1.0%であったのに対して、延伸フィルムの厚さ変動係数は2.1%であった。厚み方向の屈折率の平均値は1.5035であり、その変動率は0.1%で、均一に延伸されていた。図4に示されるFCPの低下は全くなかった。
【0114】
つまり、幅方向にも長さ方向にも均一に延伸されたフィルムが得られた。ほぼフィルム全幅が製品として実用可能であった。
【0115】
【表1】

【0116】
実施例2
実施例1と比べて、図1のBに示すような、クリップ間距離で表す縦延伸倍率が降下する縦延伸倍率軌跡を採用した。また、その降下率を2%とした。それ以外は実施例1と同じとして、積層ポリアミド系樹脂フィルムを得た。
【0117】
得られたフィルムについての各特性の測定結果を表1に示す。表1からわかるように、この実施例2での厚さムラ拡大率は3.4倍で(未延伸フィルムの厚さ変動係数が1.0%であるのに対して、延伸フィルムの厚さ変動係数は3.4%)、実施例1に比べて厚さムラは増大していた。厚み方向の屈折率の平均値は1.5033であり、その変動率は0.5%であった。図4に示されるFCPは、一時的に平衡状態になるが低下はなかった。つまり、ほぼ均一に延伸され実用上問題ない二軸延伸積層フィルムが得られた。このため、フィルム製品として採用することができた。
【0118】
実施例3
実施例1と比べて、図1のBに示すような、クリップ間距離で表す縦延伸倍率が降下する縦延伸倍率軌跡を採用した。また、その降下率を1%とした。それ以外は実施例1と同じとして、積層ポリアミド系樹脂フィルムを得た。
【0119】
得られたフィルムについての各特性の測定結果を表1に示す。表1からわかるように、この実施例3での厚さムラ拡大率は2.9倍で(未延伸フィルムの厚さ変動係数が1.0%であるのに対して、延伸フィルムの厚さ変動係数は2.9%)、実施例1に比べて厚さムラは若干増大していた。厚み方向の屈折率の平均値は1.5042であり、その変動率は0.3%であった。図4に示されるFCPの低下はなかった。つまり、ほぼ均一に延伸され実用上問題ないフィルムが得られた。このため、フィルム製品として採用することができた。
【0120】
実施例4
実施例1と比べて、未延伸積層フィルムをパンタグラフ式同時二軸延伸機に供給し、その幅方向の両端をクリップで把持して、同時二軸延伸を行った。その他の条件は実施例1と同じとした。ただし、この際、パンタグラフの走行を案内するための、フィルムの幅方向に一対が設けられたガイドレール同士の間隔を調整して、縦延伸倍率軌跡の歪みに補正を加え、図1のAのようにクリップ間距離で表す縦延伸倍率軌跡が降下しない条件を採用した。
【0121】
この実施例4での厚さムラ拡大率は2.2倍であった(未延伸フィルムの厚さ変動係数は1.0%であるのに対して、延伸フィルムの厚さ変動係数は2.2%)。厚み方向の屈折率の平均値は1.5038であり、その変動率は0.2%で、均一に延伸されていた。図4に示されるFCPの低下はなかった。
【0122】
得られたフィルムについての各特性の測定結果を表1に示す。表1からわかるように、幅方向にも長さ方向にも均一に延伸されたフィルムが得られた。ほぼフィルム全幅が製品として実用可能であった。
【0123】
実施例5
乾燥したナイロン6樹脂(ユニチカ社製 A1030−BRF)と上記マスターチップとをブレンドし、シリカの配合割合が0.05質量%となるようにして押出機に投入し、幅600mmT型ダイより溶融押出し、冷却ロール上でシート状に冷却固化させて、厚さ250μmの未延伸ポリアミドフィルムを成形した。続いて、50℃に温調された温水槽で吸水処理した。
【0124】
次いで、未延伸フィルムの未処理面に前述の塩化ビニリデン共重合体ラテックスをエアーナイフコーティング法により塗布し、温度110℃の赤外線照射機により30秒間乾燥処理を行ってラテックス中の水分を蒸発乾燥した。
【0125】
次に、このフィルムをパンタグラフ式同時二軸延伸機に供給し、幅方向の両端をクリップで把持して、200℃の条件で、縦延伸倍率3.0倍、横延伸倍率3.3倍に同時二軸延伸を行った。この際、一対のガイドレール同士の間隔を調整して、縦延伸倍率軌跡の歪みに補正を加え、図1のAのようにクリップ間距離で表す縦延伸倍率軌跡が降下しない条件を採用した。
【0126】
更にテンターオーブンで215℃×5秒の熱処理を施すことで縦横2%リラックス処理を行い、次に冷却した後、フィルムの幅方向の両端部をトリミングして巻取機で巻取った。こうして、基材層のポリアミドフィルムの厚さ25μm、積層部の厚さ1.2μmの同時二軸延伸ポリアミドフィルム製品ロールを得た。巻取速度は、120m/minとした。
【0127】
得られたフィルムについての各特性の測定結果を表1に示す。表1よりわかるように、この実施例5での幅方向の厚さムラ拡大率は2.3倍であった。詳細には、未延伸フィルムの厚さ変動係数が1.0%であったのに対して、延伸フィルムの厚さ変動係数は2.3%であった。厚み方向の屈折率の平均値は1.5045であり、その変動率は0.2%で、均一に延伸されていた。図4に示されるFCPの低下は全くなかった。
【0128】
つまり、幅方向にも長さ方向にも均一に延伸されたフィルムが得られた。ほぼフィルム全幅が製品として実用可能であった。
【0129】
実施例6
乾燥したナイロン6樹脂(ユニチカ社製 A1030−BRF)と、MXD6(三菱瓦斯化学社製 MXナイロンS6907、相対粘度2.40)とを80:20(質量比)で混合したポリアミド樹脂組成物と、上記マスターチップとをブレンドし、シリカの配合割合が0.05質量%となるようにして押出機に投入し、幅600mmT型ダイより溶融押出し、冷却ロール上でシート状に冷却固化させて、厚さ150μmの未延伸ポリアミドフィルムを成形した。続いて、60℃に温調された温水槽で吸水処理した。
【0130】
次いで、未延伸フィルムの未処理面に上記の塩化ビニリデン共重合体ラテックスをエアーナイフコーティング法により塗布し、温度110℃の赤外線照射機により30秒間乾燥処理を行ってラテックス中の水分を蒸発乾燥した。
【0131】
次に、このフィルムをパンタグラフ式同時二軸延伸機に供給し、幅方向の両端をクリップで把持して、延伸温度185℃で、縦延伸倍率3.0倍、横延伸倍率3.3倍に同時二軸延伸を行った。この際、ガイドレール同士の間隔を調整して、縦延伸倍率軌跡の歪みに補正を加え、図1のAのようにクリップ間距離で表す縦延伸倍率軌跡が降下しない条件を採用した。
【0132】
更にテンターオーブンで205℃×5秒の熱処理を施して、縦横5%リラックス処理を行い、次に冷却した後、フィルムの幅方向の両端部をトリミングして巻取機で巻取った。こうして、基材層のポリアミドフィルムの厚さ15μm、積層部の厚さ1.2μmの同時二軸延伸ポリアミドフィルム製品ロールを得た。巻取速度は、120m/minとした。
【0133】
得られたフィルムについての各特性の測定結果を表1に示す。表1よりわかるように、この実施例6での幅方向の厚さムラ拡大率は2.4倍であった。すなわち、未延伸フィルムの厚さ変動係数が1.0%であったのに対して、延伸フィルムの厚さ変動係数は2.3%であった。厚み方向の屈折率の平均値は1.5170であり、その変動率は0.2%で、均一に延伸されていた。図4に示されるFCPの低下は全くなかった。
【0134】
つまり、幅方向にも長さ方向にも均一に延伸されたフィルムが得られた。ほぼフィルム全巾が製品として実用可能であった。
【0135】
実施例7
ポリビニルアルコール(PVA)(クラレ社製、ポバール105(ポリビニルケン化度98〜99%、平均重合度約500))を熱水に溶解後、室温に冷却することにより、固形分15質量%のPVA水溶液を得た。 エチレン−マレイン酸共重合体(EMA)(重量平均分子量60000、マレイン酸単位45〜50モル%)と水酸化ナトリウムとを用い、熱水に溶解後、室温に冷却することにより、カルボキシル基の10モル%を水酸化ナトリウムにより中和し、固形分15質量%のEMA水溶液を調製した。
【0136】
次に、PVAとEMAが質量比(固形分)で30/70になるように、上記PVA水溶液とEMA水溶液とを混合し、固形分10質量%のオレフィン−カルボン酸系共重合体混合水溶液を得た。
【0137】
次いで、実施例1と同じ処方により得られた未延伸ポリアミドフィルムの未処理面に上記のオレフィン−カルボン酸系共重合体混合液をエアーナイフコーティング法により塗布し、温度110℃の赤外線照射機により30秒間乾燥処理を行い、混合液中の水分を蒸発乾燥することで、未延伸の積層フィルムを得た。
【0138】
次に、この未延伸積層フィルムをリニアモータ駆動の同時二軸延伸テンターに供給し、その幅方向の両端をクリップで把持して、190℃の条件で、縦延伸倍率3.0倍、横延伸倍率3.3倍に同時二軸延伸を行った。この際、リニアモータドライバの周波数を調整して、縦延伸倍率軌跡の歪みに補正を加え、図1のAに示すような、クリップ間距離で表す縦延伸倍率軌跡が降下しない条件を採用した。
【0139】
更にテンターオーブンで215℃×5秒の熱処理を施して縦横2%のリラックス処理を行い、冷却した後、フィルムの両端部をトリミングして、巻取機で巻取った。こうして、基材層のポリアミドフィルムの厚さ15μm、積層部の厚さ0.3μmの、同時二軸延伸積層ポリアミド系樹脂フィルムの製品ロールを得た。巻取速度は、120m/minとした。
【0140】
得られたフィルムについての各特性の測定結果を表1に示す。表1よりわかるように、この実施例7での厚さムラ拡大率は2.1倍であった。詳細には、未延伸フィルムの厚さ変動係数が1.0%であったのに対して、延伸フィルムの厚さ変動係数は2.1%であった。厚み方向の屈折率の平均値は1.5036であり、その変動率は0.1%で、均一に延伸されていた。図4に示されるFCPの低下は全くなかった。なお、EMA系の樹脂を積層したため、実施例1〜6のPVDC系の樹脂を積層したものに比べて、ラミネート密着強力は向上しガスバリア性は低下したが、これらの性能の変動率は実施例1〜6のものと同等であり、性能の均一性に優れたものであった。
【0141】
つまり、幅方向にも長さ方向にも均一に延伸されたフィルムが得られた。ほぼフィルム全幅が製品として実用可能であった。
【0142】
実施例8
三井化学ポリウレタン社製ウレタンエマルション タケラックWS−5100を水で希釈して、濃度10質量%に調整した易接着水溶液を得た。
【0143】
次いで、実施例1と同じ処方により得られた未延伸ポリアミドフィルムの未処理面に上記の易接着水溶液をエアーナイフコーティング法により塗布し、温度110℃の赤外線照射機により30秒間乾燥処理を行い、混合液中の水分を蒸発乾燥することで、未延伸の積層フィルムを得た。
【0144】
次に、この未延伸積層フィルムをリニアモータ駆動の同時二軸延伸テンターに供給し、その幅方向の両端をクリップで把持して、190℃の条件で、縦延伸倍率3.0倍、横延伸倍率3.3倍に同時二軸延伸を行った。この際、リニアモータドライバの周波数を調整して、縦延伸倍率軌跡の歪みに補正を加え、図1のAに示すような、クリップ間距離で表す縦延伸倍率軌跡が降下しない条件を採用した。
【0145】
更にテンターオーブンで215℃×5秒の熱処理を施して縦横2%のリラックス処理を行い、冷却した後、フィルムの両端部をトリミングして、巻取機で巻取った。こうして、基材層のポリアミドフィルムの厚さ15μm、積層部の厚さ0.1μmの、同時二軸延伸積層ポリアミド系樹脂フィルムの製品ロールを得た。巻取速度は、120m/minとした。
【0146】
得られたフィルムについての各特性の測定結果を表1に示す。表1よりわかるように、この実施例8での厚さムラ拡大率は2.1倍であった。詳細には、未延伸フィルムの厚さ変動係数が1.0%であったのに対して、延伸フィルムの厚さ変動係数は2.1%であった。厚み方向の屈折率の平均値は1.5036であり、その変動率は0.1%で、均一に延伸されていた。図4に示されるFCPの低下は全くなかった。なお、ウレタン系の樹脂を積層したため、実施例1〜6のPVDC系の樹脂を積層したものに比べて、ラミネート密着強力が向上し、しかもその変動率は実施例1〜6のものと同等であり、性能の均一性に優れたものであった。ただし、ウレタン系の樹脂、すなわちガスバリア性の樹脂ではなかったため、酸素透過度については評価しなかった。
【0147】
つまり、幅方向にも長さ方向にも均一に延伸されたフィルムが得られた。ほぼフィルム全幅が製品として実用可能であった。
【0148】
比較例1
実施例1と比べて、図1のBに示すような、クリップ間距離で表す縦延伸倍率軌跡が降下する条件を採用した。その降下率を5%とした。それ以外は実施例1と同様の条件で、積層ポリアミド系樹脂フィルムを得た。
【0149】
得られたフィルムについての各特性の測定結果を表1に示す。表1からわかるように、この比較例1での厚さムラ拡大率は9.5倍であった。すなわち、未延伸フィルムの厚さ変動係数が1.0%であったのに対して、延伸フィルムの厚さ変動係数は9.5%であった。厚み方向の屈折率の平均値は1.5037、その変動率は1.2%で、著しい延伸ムラが観察された。図4に示されるFCPは一時的に30%低下した。このため、フィルム製品として採用できるものではなかった。
【0150】
比較例2
実施例5と比べて、図1のBに示すような、クリップ間距離で表す縦延伸倍率が降下する縦延伸倍率軌跡を採用した。また、その降下率を5%とした。それ以外は実施例5と同じとして、積層ポリアミド系樹脂フィルムを得た。
【0151】
得られたフィルムについての各特性の測定結果を表1に示す。表1からわかるように、この比較例2での幅方向の厚さムラ拡大率は9.8倍であった(未延伸フィルムの厚さ変動係数が1.0%であるのに対して、延伸フィルムの厚さ変動係数は9.8%)。厚み方向の屈折率の平均値は1.5042、その変動率は1.4%で、著しい延伸ムラが観察された。図4に示されるFCPは一時的に30%低下した。このため、フィルム製品として採用できるものではなかった。
【0152】
比較例3
実施例6と比べて、図1のBに示すような、クリップ間距離で表す縦延伸倍率が降下する縦延伸倍率軌跡を採用した。また、その降下率を5%とした。それ以外は実施例6と同じとして、積層ポリアミド系樹脂フィルムを得た。
【0153】
得られたフィルムについての各特性の測定結果を表1に示す。表1からわかるように、この比較例3での幅方向の厚さムラ拡大率は10.1倍であった(未延伸フィルムの厚さ変動係数が1.0%であるのに対して、延伸フィルムの厚さ変動係数は10.1%)。厚み方向の屈折率の平均値は1.5191、その変動率は2.9%で、著しい延伸ムラが観察された。図4に示されるFCPは一時的に30%低下した。このため、フィルム製品として採用できるものではなかった。
【図面の簡単な説明】
【0154】
【図1】本発明にもとづく縦延伸倍率軌跡の例を示す図である。
【図2】延伸序盤部における実際の機構を示す図である。
【図3】延伸終盤部における実際の機構を示す図である。
【図4】クリップに掛かる延伸応力を示す図である。
【符号の説明】
【0155】
11 延伸序盤部
12 延伸終盤部
21 ガイドレール
22 支持体
23 クリップ
【技術分野】
【0001】
本発明は積層ポリアミド系樹脂フィルムおよびその製造方法に関する。
【背景技術】
【0002】
ナイロンを主成分とする二軸配向ポリアミド系樹脂フィルムは、強靭で、ガスバリア性、耐ピンホール性、透明性、印刷性等に優れているところから、各種液状食品、含水食品、冷凍食品、レトルト食品、ペースト状食品、畜肉・水産食品等の各種の食品の包装材料として広く実用化されている。特に近年では、レトルト食品の包装に広範に使用されている。
【0003】
通常、二軸延伸ポリアミドフィルムの製造においては、押出工程で実質的に無配向の未延伸フィルムを成型し、その未延伸フィルムをその後の延伸工程で縦方向と横方向の二軸に引き延ばすことで、充分に分子配向された高強度の二軸配向フィルムを得る製造方法が採用されている。二軸延伸方法には、縦延伸した後に引き続き横延伸する逐次二軸延伸法と、縦・横同時に延伸する同時二軸延伸法とがある。
【0004】
同時二軸延伸法は、逐次二軸延伸法に比べ、面方向の配向バランスが均質なフィルムが得られるという優れた利点を有した製造方法である。しかし、物理的に複雑な延伸機構、つまり未延伸フィルムの端部を把持したクリップを機械的或いは電気的に駆動してその走行速度を加速制御するという縦延伸機構を伴うために、延伸工程で均一に延伸変形させることが難しい。
【0005】
従来から、同時二軸延伸法における縦延伸倍率の軌跡を工夫することで、延伸工程におけるフィルムの変形挙動の均一化を図る検討がなされている。なお、延伸倍率の軌跡とは、延伸開始点から最大延伸倍率到達点に至るまでの延伸倍率の変化をいう。
【0006】
例えば、延伸工程におけるフィルムの変形挙動の不均一さにもとづき発生するボーイング現象を抑制しようとする手段として、縦方向に弛緩処理しながら横方向に延伸する方法(特許文献1)、或いは縦延伸倍率軌跡を横延伸倍率軌跡より先行させる方法(特許文献2)などが提案されている。
【0007】
しかしながら、特にクリップ間直線距離で表す縦延伸倍率軌跡を巧く制御できないと、応力緩和に起因する延伸ムラが発生して厚さムラが拡大するという問題がある。この延伸工程で生じる延伸ムラは、先ず厚さムラとして現れると共に、分子配向の違いによるフィルム物性のムラに繋がる。この物性のムラは、フィルムを加工した製品を得るための加工工程において、印刷ピッチずれ・蛇行・シール不良・製袋ムラなどのトラブル発生に繋がる。
【0008】
また、二軸配向ポリアミド系樹脂フィルムは、新たな機能性付与という目的で、易接着コート層、帯電防止コート層、バリア性発現コート層などを形成するための処理が施されたり、蒸着加工などの処理が施されたりする。そして、その後にシーラントとラミネートされ、袋状に加工されて、包装材料となる場合も多い。
【0009】
しかし、ポリアミド系樹脂フィルムの物性が幅方向および長さ方向に不均一であると、コート層の厚みや、金属蒸着層の厚みや、フィルムとコート層あるいは金属蒸着層との接着強度にバラツキが生じる。その結果、易接着性能や帯電防止性能やガスバリア性能などが不均一なものとなってしまい、そのためにフィルム加工製品の品質悪化を招くことになる。
【特許文献1】特開2000−309051号公報
【特許文献2】特開2002−370278号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、上記同時二軸延伸法で問題となる応力緩和に起因する延伸ムラ、厚さムラの拡大を極力抑え、コート層との接着強度やガスバリア性能などの品質において均一で優れた安定性を有するところの、同時二軸延伸された積層ポリアミド系樹脂フィルムを提供することを目的とする。
【0011】
換言すると、本発明は、ポリアミドフィルムの同時二軸延伸工程における応力緩和に起因した応力変形バランスの崩れを抑えることで、延伸ムラに起因する物性ムラが抑えられ、それによって、積層部の延伸追随性、厚み均一性の目安である、フィルム表層の密着強力の均一性に優れた、同時二軸延伸された高品質の積層ポリアミド系樹脂フィルムを提供することを目的とする。
【課題を解決するための手段】
【0012】
すなわち、本発明の要旨は、下記のとおりである。
(1)フィルムの厚さムラ拡大率が3.5倍以下であり、フィルムの厚み方向の屈折率の、全平面における変動率が0.5%以下であり、フィルム表層の密着強力の、全平面における変動率が10%以下であることを特徴とする積層ポリアミド系樹脂フィルム。
【0013】
(2)フィルムの厚さムラ拡大率が2.5倍以下であり、フィルムの厚み方向の屈折率の、全平面における変動率が0.25%以下であり、フィルム表層の密着強力の、全平面における変動率が8.0%以下であることを特徴とする積層ポリアミド系樹脂フィルム。
【0014】
(3)基材部のポリアミド系樹脂フィルムに積層部が積層された構成であり、前記積層部が、ポリ塩化ビニリデン系共重合体樹脂、ポリエステル系樹脂、ポリウレタン系樹脂、ポリアクリル系樹脂、ポリビニルアルコール系樹脂、ポリカルボン酸系樹脂、オレフィン−ポリカルボン酸系共重合体樹脂、エチレン−酢酸ビニル共重合体樹脂のいずれか1種以上の生成物にて形成されていることを特徴とする(1)または(2)の積層ポリアミド系樹脂フィルム。
【0015】
(4)上記(1)から(3)までのいずれかの積層ポリアミド系樹脂フィルムを製造するための方法であって、ダイから溶融押出したポリアミド系樹脂シートをキャストロールに押し付けて得た未延伸フィルムの少なくとも片面に、コーティング法によって積層部を形成し、得られた積層体の幅方向の両端部をクリップで把持して、縦・横同時に二軸延伸するテンター法同時二軸延伸法によって、横延伸倍率軌跡が最大倍率に到達する迄は、クリップ間距離で表す縦延伸倍率軌跡を最大延伸倍率の5%以上降下させないように同時二軸延伸することを特徴とする積層ポリアミド系樹脂フィルムの製造方法。
【0016】
(5)縦延伸倍率軌跡を横延伸倍率軌跡より先行させることを特徴とする(4)の積層ポリアミド系樹脂フィルムの製造方法。
【0017】
(6)同時二軸延伸機のテンターをリニアモータ方式で駆動することを特徴とする(4)または(5)の積層ポリアミド系樹脂フィルムの製造方法。
【発明の効果】
【0018】
本発明によれば、同時二軸延伸法で問題となる応力緩和に起因する延伸ムラ、厚さムラの拡大を極力抑え、コート層との接着強度やガスバリア性能などの品質において均一で優れた安定性を有する、同時二軸延伸積層ポリアミド系樹脂フィルムを得ることができる。
【発明を実施するための最良の形態】
【0019】
以下、本発明について詳細に説明する。
本発明の積層ポリアミド系樹脂フィルムは、厚さムラ拡大率が3.5倍以下である必要がある。好ましくは、2.5倍以下である。厚さムラ拡大率が3.5倍以下であると、フィルム加工時にタルミやしわが発生しないフィルムが得られ、蒸着加工やラミネーション工程で不具合が生じることがなく、生産性良く製品を製造することが可能となる。また、このようなフィルムでは、製造したフィルムの全幅近くを製品とすることができ、生産性が高い。
【0020】
厚さムラ拡大率が3.5倍を越えると、30000mを越える長尺フィルロールにすることが不可能となる。仮にできたとしても、蒸着加工、印刷加工、ラミネーション加工などの加工時にタルミやしわが生じる。
【0021】
なお、本発明でいう厚さムラ拡大率とは、単位長さの未延伸フィルムの厚さ変動係数と、その延伸された後の延伸フィルムの厚さ変動係数を比較した拡大倍率をいう。変動係数とは、標準偏差の平均値に対する比で、データのばらつき度を表す統計用語である。
【0022】
より具体的に説明すると、本発明でいうフィルムの厚さ変動係数とは、以下のことを意味する。すなわち、未延伸フィルムの厚みを、フィルムの幅方向に所定ピッチpの間隔でn個所について求め、これをフィルム長さ方向に沿った一定距離dごとにm個所、合計n×m=nm箇所について測定する。そして、得られた全データより標準偏差と算術平均とを求めたうえで変動係数を求め、これを未延伸フィルムの厚さ変動係数CADとする。次に二軸延伸後のフィルムの厚みを幅方向に[p×横延伸倍率×リラックス率]ピッチでn箇所測定し、これを長さ方向に[d×縦延伸倍率×リラックス率]毎にm箇所測定する。そして、得られた全データ(n×m箇所)より同様にして変動係数を求め、延伸フィルムの厚さ変動係数CBOとする。そして上記のCADに対するCBOの倍率(CBO/CAD)を求め、これを厚さムラ拡大率とする。
【0023】
すなわち厚さムラ拡大率は、フィルムを延伸した時にそのフィルムの厚さがフィルムの位置によってどの程度ばらつくかの程度を表すものである。
【0024】
次に、フィルムの厚み方向の屈折率について説明する。本発明の積層ポリアミド系樹脂フィルムは、フィルムの厚み方向の屈折率のフィルム長さ方向における変動とフィルム幅方向における変動とを含めた全平面での変動率が0.5%以下であることが必要である。好ましくは、0.25%以下、より好ましくは0.2%以下である。
【0025】
本発明でいうフィルムの厚み方向の屈折率の全平面における変動率とは、以下のことを意味する。すなわち、延伸フィルムの全幅にわたる複数の位置で試料を切り出し、この切り出しをフィルムの長さ方向に沿った一定距離毎に複数箇所について行い、多数の試験片を得る。そして、得られた試験片についてその厚み方向の屈折率を測定し、多数点のデータより平均屈折率、最大屈折率、最小屈折率を求め、下記式より平均値との差の大きい方の値をもって屈折率の変動率とする。
【0026】
変動率=(|最大屈折率または最小屈折率−平均屈折率|×100)/平均屈折率
【0027】
厚み方向の屈折率は、フィルムを構成する樹脂によって異なり、この値を規定することにはあまり意味がない。例えば、ナイロン6ならば1.504〜1.505であるが、ナイロン6にポリ(メタキシリレンアジパミド)などを添加すると屈折率が上昇するからである。しかし、この厚み方向の屈折率は、未延伸フィルムを延伸していくと順次低下するため、延伸の指標のひとつとなる。つまり、フィルムにおける屈折率の変動には意味が有り、長さ方向と幅方向との両方の屈折率の変動率を小さくすることにより、縦/横の物性バランスがよい優れたフィルムとなる。その結果、印刷製袋時の印刷ズレや製袋品のひねりなどが発生せず、良好な製品が得られる。
【0028】
上記の範囲を外れた場合は、縦方向/横方向の物性バランスが悪いフィルムとなる。このようなフィルムでは、印刷製袋に供するときの印刷ズレや製袋品のひねりなどが発生し、製袋加工の際の不良率が高くなる。
【0029】
積層ポリアミド系樹脂フィルムの厚さムラ拡大率が大きいと、当然積層部の厚さムラ拡大率も大きくなり、その結果、フィルム表面の密着強力、帯電性能、ガスバリア性能などの不均一性を招き、安定した製品が得られなくなる。
【0030】
次に、フィルム表層の密着強力について説明する。本発明の積層ポリアミド系樹脂フィルムは、フィルム表層の密着強力のフィルム長さ方向における変動とフィルム幅方向における変動とを含めた全平面での変動率が10%以下であることが必要である。好ましくは、8.0%以下、より好ましくは5.0%以下である。
【0031】
密着強力の測定は、積層フィルムの基材部を構成するポリアミド系樹脂フィルムに積層部が積層された積層ポリアミド系樹脂フィルムを供試フィルムとして、この供試フィルムの積層部の表層にラミネート接着剤を介して無延伸ポリプロピレンフィルムを積層し、その後、基材部のポリアミド系樹脂フィルムとポリプロピレンフィルムとをつかんで層間を剥離することにより行う。
【0032】
本発明において、フィルム表層の密着強力とは、(i)積層ポリアミド系樹脂フィルムの基材部を構成するポリアミド系樹脂フィルムと、積層ポリアミド系樹脂フィルムの積層部との界面、(ii)積層部とラミネート接着剤層との界面、(iii)接着剤層とポリプロピレンフィルムとの界面、のいずれかで剥離が起こるときの強力をいう。
【0033】
このとき、上記(i)(ii)(iii)のいずれの界面で剥離しても、測定される値は、本発明における基材部のポリアミド系樹脂フィルムと積層部との間の密着強力であるとみなす。なぜなら、(ii)の界面または(iii)の界面に剥離が生じたときには、(i)の界面は、少なくともこのとき測定される密着強力よりも大きな強力で密着していると推定されるためである。
【0034】
測定において、基材部のポリアミドフィルムもしくは積層したポリプロピレンフィルムが材料破壊される場合には、前記のいずれかまたは両方のフィルムの背面に粘着テープ(日東ポリエステルテープ社製No.31B)を貼付けて補強して、材料破壊が起こらないようにした状態で得られた数値を採用して、これを本発明における密着強力とする。
【0035】
密着強力の、フィルム全表面における変動率は、次のようにして求める。すなわち、延伸フィルムの全幅にわたる複数の位置で試料を切り出し、この切り出しをフィルムの長さ方向に沿った一定距離毎に複数箇所について行い、多数の試験片を得る。そして、得られた試験片について剥離強力を測定し、多数点のデータより平均密着強力、最大密着強力、最小密着強力を求め、下記式より平均値との差の大きい方の値をもって、密着強力の変動率とする。
【0036】
変動率
=(|最大密着強力または最小密着強力−平均密着強力|×100)/平均密着強力
【0037】
この密着強力の変動率が10%を超えると、印刷ラミネートされたフィルム加工製袋品に内容物を充填した後、落下などの衝撃を加えた際、密着強力の低い部分に応力集中が発生して、破袋率が高くなる。
【0038】
次に、フィルムのガスバリア性ついて説明する。本発明の積層ポリアミド系樹脂フィルムは、基材層としてのポリアミド系樹脂フィルムに積層される積層部がバリア性発現層である場合には、フィルムの酸素透過度の、フィルム長さ方向における変動とフィルム幅方向における変動とを含めた全平面での変動率が、15%以下であることが好ましい。より好ましくは10%以下、さらに好ましくは5.0%以下である。
【0039】
この酸素透過度の変動率が15%を超えると、フィルム加工製袋品に内容物を充填した後、酸素透過度の悪い部分では所望の内容物保存性能が得られなくなる。
【0040】
本発明において、基材層のポリアミド系樹脂フィルムに使用されるポリアミド樹脂としては、例えば、ε−カプロラクタムを主原料としたナイロン6を挙げることができる。また、その他のポリアミド樹脂としては、3員環以上のラクタム、ω−アミノ酸、二塩基酸とジアミン等の重縮合によって得られるポリアミド樹脂を挙げることができる。具体的には、ラクタム類としては、先に示したε−カプロラクタムの他に、エナントラクタム、カプリルラクタム、ラウリルラクタムを挙げることができる。ω−アミノ酸類としては、6−アミノカプロン酸、7−アミノヘプタン酸、9−アミノノナン酸、11−アミノウンデカン酸を挙げることができる。二塩基酸類としては、アジピン酸、グルタル酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ウンデカンジオン酸、ドデカジオン酸、ヘキサデカジオン酸、エイコサンジオン酸、エイコサジエンジオン酸、2,2,4−トリメチルアジピン酸、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、キシリレンジカルボン酸を挙げることができる。ジアミン類としては、エチレンジアミン、トリメチレンジアミン、テトラメチレンジアミン、ヘキサメチレンジアミン、ペンタメチレンジアミン、ウンデカメチレンジアミン、2,2,4(または2,4,4)−トリメチルヘキサメチレンジアミン、シクロヘキサンジアミン、ビス−(4,4’−アミノシクロヘキシル)メタン、メタキシリレンジアミン等を挙げることができる。そして、これらを重縮合して得られる重合体またはこれらの共重合体、たとえばナイロン7、11、12、6.6、6.9、6.11、6.12、6T、6I、MXD6(メタキシリレンアジパミド)、6/6.6、6/12、6/6T、6/6I、6/MXD6等を用いることができる。加えて、本発明の積層ポリアミド系樹脂フィルムの基材層を製造する場合には、上記したポリアミド樹脂を単独で、あるいは、1種以上を他の樹脂と混合または複層にして用いることもできる。
【0041】
なお、上記ポリアミド系樹脂の中でも、本発明において特に好ましいのは、相対粘度が2.0〜3.5の範囲のものである。ポリアミド系樹脂の相対粘度は、得られる二軸延伸フィルムの強靭性や延展性等に影響を及ぼし、相対粘度が2.0未満のものでは衝撃強度が不足気味になり、反対に、相対粘度が3.5を超えるものでは、延伸応力の増大によって二軸延伸性が悪くなる傾向があるからである。なお、本発明において、相対粘度とは、ポリマーを96%硫酸に濃度1.0g/dlに溶解した溶液を用いて25℃で測定した場合の値をいう。
【0042】
積層フィルムの基材層を構成するポリアミド系樹脂フィルムには、その特性を阻害しない範囲内で、滑剤、ブロッキング防止剤、熱安定剤、酸化防止剤、帯電防止剤、耐光剤、耐衝撃性改良剤等の各種の添加剤を含有させることも可能である。特に、二軸延伸フィルムの滑り性を良好にする目的で、各種の無機粒子を含有させることが好ましい。加えて、表面エネルギーを下げる効果を発揮するエチレンビスステアリン酸等の有機滑剤を添加すると、フィルムロールを構成するフィルムの滑り性が優れたものになるので好ましい。これらの滑剤の添加量は、0.01〜1質量%の範囲が好ましい。
【0043】
さらに、基材層を構成するポリアミド系樹脂フィルムには、用途に応じて、寸法安定性を良くするために、熱処理や調湿処理を施すことも可能である。加えて、フィルム表面の接着性を良好にするためにコロナ処理を施したりすることも可能である。
【0044】
本発明の積層ポリアミド系樹脂フィルムの積層部に使用される樹脂としては、たとえば、ポリ塩化ビニリデン系共重合体樹脂、ポリエステル系樹脂、ポリウレタン系樹脂、ポリアクリル系樹脂、ポリビニルアルコール系樹脂、ポリカルボン酸系樹脂、オレフィン−ポリカルボン酸系共重合体樹脂、エチレン−酢酸ビニル共重合体樹脂などを挙げることができる。加えて、上記樹脂を単独で、または少なくとも1種以上を他の樹脂と混合して、それぞれ用いることもできる。上記樹脂の中でも、本発明において特に好ましいのは、ポリ塩化ビニリデン系共重合体樹脂、オレフィン−ポリカルボン酸系共重合体樹脂、ポリウレタン系樹脂などである。
【0045】
積層部に使用される前記樹脂は、溶液やラテックスとして基材層を構成するポリアミド系樹脂フィルムに塗布され、それによって同積層部が形成されることが好ましい。
ラテックスを用いる場合には、配向結晶化終了前の基材層フィルムにラテックスを塗布した後、フィルム延伸時の高熱量により処理する、いわゆるプレコート法を、形成されたラテックス皮膜のガスバリア性や基材層のフィルムとの密着性を高めるという理由で、好ましく用いることができる。ラテックスは、基材層のフィルムに塗布、乾燥することにより媒体が蒸発して最密充填構造を呈し、さらに基材層のフィルムを延伸することによって、ラテックス自体も延伸されながら変形、融着して、連続皮膜状態へと変化する。
【0046】
この延伸過程において、ラテックス皮膜は、基材層のフィルム自体の延伸応力に非常に影響を受けやすい。延伸応力については後で詳しく説明するが、基材層のポリアミド系樹脂フィルムに延伸応力低下などが生じると、このポリアミド系樹脂フィルムとラテックス皮膜との間で応力歪みが引き起こり、ポリアミド系樹脂フィルムとラテックス皮膜との間に密着不良が発生しやすくなる。またポリアミド系樹脂フィルムに面倍率の異なる延伸ムラが存在すると、ラテックス皮膜自体にも当然延伸ムラが生じて、ラテックスの熱融着度合いや連続皮膜状態などの均一性に劣る結果となる。このため、ラテックス皮膜上に印刷インキ層やラミネート接着剤層が形成される場合には、これら印刷インキ層やラミネート接着剤層との密着強力にも影響を及ぼす。
【0047】
本発明において用いることができるポリ塩化ビニリデン系共重合体は、塩化ビニリデン50〜99質量%と、塩化ビニリデンと共重合可能な1種以上の他の単量体1〜50質量%とを、公知の乳化重合方法によって重合することにより、媒体に分散したラテックスとして得ることができる。共重合可能な単量体の割合が1質量%未満であると、樹脂内部の可塑化が不十分となって皮膜の造膜性が低下し、また単量体の割合が50質量%を超えると、ガスバリア性が低下する。
【0048】
塩化ビニリデンと共重合可能な上述の単量体としては、例えば、塩化ビニル;アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、2−エチルへキシルアクリレート、2−ヒドロキシエチルアクリレートなどのアクリル酸エステル;メタクリル酸メチル、メタクリル酸グリシジルなどのメタクリル酸エステル;アクリロニトリル、メタクリロニトリル;アクリル酸、メタクリル酸、イタコン酸、マレイン酸などの不飽和カルボン酸などが挙げられる。これらの単量体は、1種または2種以上を選択して用いることができる。
【0049】
ポリ塩化ビニリデン系共重合体は、さらに他の樹脂と組み合わせて用いることができる。他の樹脂として、例えば、エチレン−酢酸ビニル共重合体、(メタ)アクリル酸エステル共重合体、メタクリル酸メチル−ブタジエン−スチレン共重合体、アクリロニトリル共重合体、メチルビニルエーテル−無水マレイン酸共重合体などが挙げられる。これらの樹脂は、1種または2種以上を選択して用いることができる。
【0050】
ポリ塩化ビニリデン系共重合体ラテックスの固形分濃度は、塗装装置や乾燥・加熱装置の仕様によって適宜変更され得るものである。しかし、あまりに希薄な溶液では、乾燥工程において長時間を要するという問題を生じやすい。他方、ラテックスの濃度が高すぎると、保存時に皮膜形成が進行して液ポットライフが短くなったり、塗工性に問題を生じたりし易い。この様な観点から、ポリ塩化ビニリデン系共重合体ラテックスの固形分濃度は10〜70質量%の範囲であることが好ましく、より好ましくは30〜55質量%の範囲である。
【0051】
ポリ塩化ビニリデン系共重合体ラテックスの基材フィルムへの塗布は、基材フィルムを得るための未延伸フィルムの製造工程における任意の段階で実施することができる。例えば、基材フィルムにポリ塩化ビニリデン系共重合体ラテックスを塗布したのち、そのまま延伸処理と皮膜形成処理とを同時に施す方法を挙げることができる。あるいは、塗布したのちドライヤーなどによる熱風の吹き付けや赤外線照射などによりポリ塩化ビニリデン系共重合体ラテックスの水分を蒸発乾燥させる工程を経たのち、延伸処理と皮膜形成処理を同時に施す方法を挙げることができる。その水分蒸発乾燥工程の温度は、70℃〜150℃であることが好ましく、より好ましくは、ポリ塩化ビニリデン系共重合体ラテックスの造膜性が良い80℃〜120℃の範囲である。乾燥温度が70℃未満であると造膜性が下がり、また150℃を越えると、ラテックスの温度上昇が激しく突沸などの現象が生じて均一な皮膜が得られなくなる。水分蒸発乾燥工程は、異なる温度分布に区切られていてもよい。そのなかの最高温度を呈する処理工程にかける時間は、基材フィルムやポリ塩化ビニリデン系共重合体層の厚み、ラテックスの固形分量、ラテックスの比熱などによって任意に選択される。通常は0.01〜120秒、好ましくは1〜80秒である。0.01秒未満であると、ポリ塩化ビニリデン系共重合体ラテックスの水分蒸発性に劣ったり、あるいは塩化ビニリデン系共重合体皮膜の造膜が不十分であったりする傾向がある。また120秒を超えると、場合によっては、ポリアミド樹脂の結晶化が促進されすぎることにより延伸フィルム製造が不可能となったり、ラテックス皮膜との密着性に不利となったりする傾向がある。
【0052】
本発明の積層ポリアミド系樹脂フィルムの積層部を構成する材料を、基材層を構成するためのポリアミド系樹脂フィルムに塗布する方法は、特に限定されない。例えば、グラビアロールコーティング、リバースロールコーティング、ワイヤーバーコーティング、エアーナイフコーティング、ダイコーティング、カーテンダイコーティング等の通常の方法を用いることができる。
【0053】
本発明の積層ポリアミド系樹脂フィルムにおいて、積層部の膜厚は、0.1〜3.0μmであることが好ましく、より好ましくは0.5〜2.0μmである。皮膜が0.1μm未満であると、密着性やガスバリア性が低下しやすい。反対に3.0μmを超えると、造膜性が低下して皮膜の外観が損なわれやすい。
【0054】
本発明の積層ポリアミド系樹脂フィルムは、その積層部上に直に、または印刷インキ層を介して、ラミネート接着剤層を積層し、さらにその上にヒートシール層を積層して、ラミネート積層物を形成することができる。また積層部とラミネート接着剤層もしくは印刷インキ層との間の密着性を向上させるために、コロナ処理、オゾン処理などの表面処理が施されてもよい。
【0055】
印刷インキ層としては、ウレタン系、アクリル系、ニトロセルロース系、ゴム系、塩化ビニル系等の従来から用いられているインキバインダー樹脂に、各種顔料、体質顔料、可塑剤、乾燥剤、安定剤等の添加剤が添加されたインキにより形成されるものを挙げることができる。印刷インキ層は、上記のインキによって文字、絵柄等を表したものとすることができる。印刷インキ層の形成方法としては、例えばオフセット印刷法、グラビア印刷法、シルクスクリーン印刷法等の周知の印刷方式や、ロールコート、ナイフエッジコート、グラビアーコート等の周知の塗布方式を用いることができる。
【0056】
ラミネート接着剤層を形成する際に使用されるコート剤としては、公知のものを挙げることができる。例えば、イソシアネート系、ポリウレタン系、ポリエステル系、ポリエチレンイミン系、ポリブタジエン系、ポリオレフィン系、アルキルチタネート系等のコート剤が挙げられる。これらの中で、密着性、耐熱性、耐水性などの効果を勘案すると、イソシアネート系、ポリウレタン系、ポリエステル系のコート剤が好ましい。特に、イソシアネート化合物;ポリウレタンおよびウレタンプレポリマーの1種または2種以上の混合物および反応生成物;ポリエステル、ポリオールおよびポリエーテルの1種または2種以上とイソシアネートとの混合物および反応生成物;またはこれらの溶液または分散液であることが好ましい。ラミネート接着剤層は、ヒートシール層との密着性を充分高めるためには、少なくとも0.1μmより厚くすることが好ましい。ラミネート接着剤層の形成方法は、特に限定されないが、グラビアロールコーティング、リバースロールコーティング、ワイヤーバーコーティング、エアーナイフコーティング等の通常の方法を用いることができる。
【0057】
ヒートシール層は、本発明の積層ポリアミド系樹脂フィルムを用いて包装袋などを形成する際に熱接着層として用いられるものであり、熱シール、高周波シールなどが可能な材料にて形成される。このような材料としては、例えば低密度ポリエチレン、直鎖状低密度ポリエチレン、高密度ポリエチレン、エチレン−酢酸ビニル共重合体、ポリプロピレン、エチレン−アクリル酸共重合体、エチレン−アクリル酸塩共重合体、エチレン−アクリレート共重合体などが挙げられる。その厚みは、目的に応じて決められるが、一般的には15〜200μmが好ましい。
【0058】
ラミネート接着剤層の形成法としては、公知の方法を用いることができる。例えば、ドライラミネーション法、ウエットラミネーション法、無溶剤ドライラミネーション法、押し出しラミネーション法などのラミネーション法や、二つ以上の樹脂層を同時に押出し積層する共押し出し法、コーターなどで膜を生成するコーティング法などが挙げられる。なかでも、密着性、耐熱性、耐水性などを勘案すると、ドライラミネーション法が好ましい。
【0059】
次に、本発明の積層ポリアミド系樹脂フィルムを得るための好ましい製造方法について説明する。本発明の製造方法は、未延伸フィルムの幅方向の両端部をクリップで把持して縦・横同時に二軸延伸するテンター法同時二軸延伸方法を採用する。この未延伸フィルムは、未延伸状態の基材層のポリアミド系樹脂フィルムに、上述の積層部に使用される樹脂を積層したものである。本発明においては、同時二軸延伸方法において、横延伸倍率軌跡が最大倍率に到達する迄は、クリップ間距離で表す縦延伸倍率軌跡を最大延伸倍率の5%以上降下させないことが最も重要である。2%以上降下させないことがより好ましい。
【0060】
前述のように、延伸倍率軌跡とは、延伸装置における未延伸積層フィルムの延伸開始点の位置から、その最大延伸倍率到達点の位置に至るまでの間の延伸倍率の変化をいう。縦延伸倍率としては、(1)隣り合わせのクリップとクリップとの間の直線距離として表すものと、(2)このクリップ間距離を縦(フィルム流れ)方向に投影した距離で表すものとがある。本発明では(1)を用い、これを「クリップ間距離で表す縦延伸倍率」という。
【0061】
同時二軸延伸とは、縦・横の二軸方向に同時に引き伸ばす延伸手法のことをいう。つまり、縦延伸として、フィルムの幅方向に沿った一端部と他端部とにおいてそれぞれフィルムの長さ方向に沿って配列されかつフィルム端部を把持して走行するクリップ列の隣同士のクリップとクリップの間隔を次第に広げてフィルム走行方向に引き伸ばす(加速する)ことと、横延伸として、フィルム幅方向に沿って対向するクリップ同士のクリップ間距離を次第に広げてフィルム幅方向に引き伸ばすこととが、同時に行われる延伸方法である。そのため、機械的に漸広する縦方向と横方向の延伸倍率変化が、実際のフィルム変形には相互に影響するのである。詳細には、縦(又は横)一軸方向の延伸変形が行われると、その直角方向である横(又は縦)に収縮応力が作用する。つまり、フィルム面には縦(又は横)一軸方向の延伸応力に加え、その直角方向の収縮応力が加重され、相互に且つ同時に作用する。
【0062】
図1は、縦延伸倍率軌跡の一例を示す。フィルムの延伸処理に際しては、予熱・延伸・熱処理の各工程が行なわれる。図1の縦延伸倍率軌跡は、図よりも左側で予熱工程を経たフィルムが延伸工程で延伸処理されるときの延伸倍率軌跡を示すものである。縦軸は、延伸倍率を正規化して表している。延伸処理されたフィルムは、図よりも右側で熱処理工程に供される。上記した従来の技術のように延伸倍率軌跡をガイドレールの形状で決定する場合は、この延伸倍率軌跡がガイドレールの形状に相当することになる。図1において、11は延伸開始点、12は最大延伸倍率到達点を示す。13は、同時二軸延伸機の予熱ゾーンの平行直線走行部から延伸漸広走行部に移行する延伸序盤部を示す。また14は、延伸漸広走行部から熱処理ゾーンの平行直線走行部に移行する延伸終盤部を示す。
【0063】
実際に同時二軸延伸機では、予熱・延伸・熱処理の各工程において、レールに沿って駆動される支持部の走行軌道と、その支持部に取り付けられるクリップ(フィルム端把持部)の移動軌道とが相違する。つまり、実際の縦延伸倍率軌跡となるクリップ間距離の変化で表す縦延伸倍率軌跡は、横延伸倍率軌跡のカーブによって歪んだ軌道となる。通常、フィルム端部を把持して移動するクリップとその把持機構は、支持部やレールからのオイル飛び汚染を遮蔽するために支持部よりフィルム側に離して設けられるために、この縦延伸倍率軌跡の歪みは避けられない。
【0064】
図2は、延伸序盤部13における実際の機構を示す。21はガイドレール、22は支持体、23はクリップである。延伸序盤部13ではガイドレール21はカーブしており、支持体22は、ガイドレール21に案内されて、ガイドレール21の形状の通りの軌道に沿って走行する。これに対しクリップ23は、ガイドレール21からフィルム側に離れた位置で支持体22に取り付けられているため、その移動軌道はガイドレール21の形状に対して歪んだものとなる。ここでは、図示のようにガイドレール21の形状に比べてクリップ間直線距離Dの方が大きくなり、つまりクリップ間直線距離Dに開きが生じ、それにもとづく歪みが発生する。
【0065】
図3は、延伸終盤部14における実際の機構を示す。ここでも、ガイドレール21はカーブしており、クリップ23の移動軌道はガイドレール21の形状に対して歪んだものとなる。そして、ここでは、図示のようにガイドレール21の形状に比べてクリップ間直線距離Dの方が小さくなり、つまりクリップ間直線距離Dに縮みが生じ、それにもとづく歪みが発生する。
【0066】
なお、図2および図3はフィルムの幅方向の一端部を示すものである。実際には、フィルムの幅方向の他端部においても、これらとは対称な機構によって、同様に処理が行われる。つまり、フィルムは、その幅方向の両端部が縦方向および横方向に引っ張られることによって、同時二軸延伸される。
【0067】
以上から明らかなように、ガイドレール21の形状によって延伸倍率軌跡を規定した場合には、実際の延伸倍率軌跡に歪みが発生する。この歪は、上述のように、図2に示した予熱ゾーンの平行直線走行から延伸漸広走行に移行する延伸序盤部13における湾曲軌道と、図3に示した次に延伸漸広走行から熱処理ゾーンの平行直線走行に移行する延伸終盤部14における逆湾曲軌道の2ヶ所において主に発生する。つまり、延伸序盤部13の湾曲軌道では、クリップ間距離Dは一旦先行して開き又戻るように変化し、延伸終盤部14の湾曲軌道では、クリップ間距離Dは一旦縮まり又戻るように変化する。特に延伸終盤部14はフィルム延伸応力がフィルム面に強く掛かっている段階であるので、延伸途中で縦方向に一時的に緩め、その後に再び戻って引き伸ばすという動作は、延伸ゾーンでのフィルム面全体の延伸変形挙動に大きく悪影響を及ぼすことになる。
【0068】
この点について詳細に説明する。同時二軸延伸は、フィルムを縦方向と横方向との二軸方向に同時に引き伸ばす機構を有するものである。つまり、縦延伸として、フィルム走行方向に向かって右及び左に配列されかつフィルム端部を把持して走行するクリップ列の隣同士のクリップとクリップの間隔を次第に広げてフィルム走行方向に引き伸ばす(加速する)ことと、横延伸として、フィルム走行方向に向かって右左に対向するクリップのクリップ間距離を次第に広げて幅方向に引き伸ばすこととが、同時に行われる延伸方法である。そのとき、機械的に漸広する縦方向と横方向の延伸倍率変化が、実際のフィルム変形に相互に影響するのである。その理由は、縦(又は横)一軸方向の延伸変形が行われると、その直角方向である横(又は縦)に収縮応力が作用することによる。つまり、フィルム面には、縦(又は横)一軸方向の延伸応力に加え、その直角方向の収縮応力が加重され、相互に且つ同時に作用しているためである。
【0069】
仮に縦延伸倍率が、延伸途中で一時的に降下して再び戻って上昇するという変化を呈すると、一時的に延伸応力低下を起こし、その応力低下は縦方向の応力緩和と共に横方向にも波及して、再び縦延伸倍率が戻っても、延伸ゾーンには縦延伸倍率が降下する前の延伸応力と再び延伸倍率が戻ったときの延伸応力が平衡して存在することになる。横延伸倍率は既に進行しているので、フィルムにおける一部分と他の一部分とが互いに引っ張り合う延伸ゾーンでは面倍率の異なる延伸ムラが応力平衡して存在することになり、特にフィルムに厚さムラがあると、延伸応力の低い厚い部分は、最大延伸倍率に至らずそのまま延伸ゾーンを通過してしまう結果となる。そのため、延伸されたフィルムの厚さムラ拡大率は増加することになる。この現象は、特にポリアミド系樹脂フィルムで顕著である。
【0070】
本発明の主旨は、同時二軸延伸の途中で、縦延伸倍率軌跡の歪みに起因する応力低下を、許容限度を超えてさせてはいけないということにある。
【0071】
この延伸ゾーンでの応力は、例えば、クリップに掛かるフィルム延伸応力を計測することで解析することができる。クリップに掛かるフィルム延伸応力成分及びベクトル合成応力とその傾きの関係を図4に示す。
【0072】
ここで、クリップ23の走行移動の接線進行方向に掛かる応力FRD(逆方向を−FRD)とクリップ走行移動の法線方向に掛かる応力FVDとは実測できるので、クリップ23の走行移動角αから、縦進行方向の応力成分FMD(逆方向を−FMD)と横方向の応力成分FTD、更にそのベクトル合成応力FCPとFCPの傾きφとが計算できる。応力FCPは、積層フィルムからクリップ23に掛かる応力、つまり逆の見方をすれば積層フィルムに与えられる応力の大きさを意味する。
【0073】
本発明では、横延伸倍率軌跡が最大倍率に到達する迄は、縦延伸倍率軌跡を最大延伸倍率の5%以上降下させないようにして、得られる積層フィルムの品質に悪影響が出る程度までベクトル合成応力FCPを降下させないようにすることが重要である。
【0074】
実際の延伸応力の検出は、積層フィルムの端部を把持するクリップ23の台座、又はレール21に沿って走行する支持体22のベアリング装置とクリップ23のユニットとを連結しているアームに、例えば、ストレインゲージや圧電素子などのセンサーを取り付け、そのセンサー信号をコンピューター解析することで可能である。
【0075】
許容限界を超えて縦延伸倍率軌跡を降下させないためには、前記した縦延伸倍率軌跡の歪みを補正すればよい。
【0076】
許容限界を超えて縦延伸倍率軌跡を降下させなければ、常に、積層フィルムにおける面倍率が高い(延伸応力の高い)部分が面倍率の低い(延伸応力の低い)部分を順次引き伸ばす動きとなり、延伸履歴の均一な積層フィルムが得られる。
【0077】
具体的な補正方法は、次の通りである。例えば特公昭51−33590号公報に記載されているリニアモータ式の同時二軸延伸装置では、単独に走行するクリップ支持部は、レールに沿って配設された複数のリニアモータの固定誘導子が発生する移動磁界に牽引されて移動する。この固定誘導子の界磁コイルに供給する交流周波数を変えることで、各クリップ支持部の走行速度を個別に加減速調整できるので、各リニアモータドライバの周波数に修正を加えることで、縦延伸倍率軌跡の歪みを補正することができる。
【0078】
また、機械式の同時二軸延伸機、例えば実公昭45−6785号公報に記載されたパンタグラフ式の同時二軸延伸機では、リンクユニットをエンドレスに連結した無端リンク装置が、左右一対のガイドレールに規制されながら、スプロケットにより駆動される。リンクユニットに固定されているクリップ同士のクリップ間距離を伸長する縦延伸機構は、この一対のガイドレール間隔を次第に狭めることにより調整される構造になっているので、このガイドレール軌道を修正することで、或いはガイドレールの湾曲軌道の曲率半径を連続的に変化させることで、縦延伸倍率軌跡の歪みを補正することができる。
【0079】
縦延伸倍率軌跡の歪みを補正する方法は、ほかにも各種採用することができ、上記のものに限定するものではない。たとえばクリップ23の取付位置を支持体22の走行軌道に極力近付けることも有効である。
【0080】
本発明の縦延伸倍率軌跡の低下防止手法は、縦延伸倍率軌跡を横延伸倍率軌跡より先行させるボーイング対策と組み合わせて適用することができる。縦延伸倍率軌跡を横延伸倍率軌跡より先行させることとは、前述のように、延伸倍率を正規化して、延伸開始点での延伸倍率を0、延伸終了点での延伸倍率を1としたときに、延伸工程中のフィルム縦方向に沿った任意の点において、つまり延伸工程中のフィルムの縦方向に沿ったいかなる点においても、縦延伸倍率のほうが横延伸倍率よりも高い値を示すことをいう。このボーイング対策の技術は、本出願人の出願に係る前述の特許文献2に詳しく記載されている。
【0081】
本発明では、同時二軸延伸の縦延伸倍率が2.5倍以上4.5倍以下であり、且つ、縦延伸倍率と横延伸倍率との比率が0.5以上1.5以下であることが好ましい。上記範囲は、充分な配向を与えるために実用化されている同時二軸延伸フィルムの二軸延伸倍率範囲であり、本発明の焦点である縦延伸倍率軌跡を最大倍率の5%以上降下させない効果、つまり均一延伸させるための効果が顕著に発現できる範囲である。この延伸倍率範囲で本発明は特に有用なものとなる。
【0082】
この縦延伸倍率軌跡の歪みに関わる横延伸倍率軌跡のカーブは、特に限定するものではないが、二次或いは三次関数、三角関数、円弧と直線、曲線、またはこれらの組み合わせなどによって設定できる。
【0083】
本発明における同時二軸延伸は、パンタグラフ方式テンター、スクリュー方式テンター、リニアモータ方式テンターなどを用いて行うことができる。かかる手段の具体例として、上述したような、個々のクリップがリニアモータ方式で単独に駆動されているテンターは、可変周波数ドライバを制御することで縦延伸倍率変化を任意に制御できる柔軟性を有することから、最も好ましい。つまり、この方式のテンターは、縦延伸倍率軌跡の歪を補正する調整が容易であり、縦延伸倍率軌跡のカーブを微妙にしかも自由に選定できる利点がある。
【実施例】
【0084】
次に、本発明を実施例によって具体的に説明する。なお、下記の実施例・比較例において、各種物性の測定方法は次の通りとした。
【0085】
(1)厚さムラ拡大率
未延伸積層フィルムの厚みを、フィルムの幅方向に5mmピッチで測定した。この測定を、長さ方向10m毎に合計10箇所で行った。そして、得られた全データより標準偏差と算術平均とを求めたうえで両者の比から変動係数を求め、これを未延伸積層フィルムの厚さ変動係数CADとした。
【0086】
次に二軸延伸後の積層フィルムの厚みを幅方向に[5×横延伸倍率×リラックス率]mmピッチで測定し、これを長さ方向[10×縦延伸倍率×リラックス率]m毎に10箇所測定した。そして、得られた全データより同様にして変動係数を求め、延伸積層フィルムの厚さ変動係数CBOとした。
【0087】
上記のCADに対するCBOの倍率(CBO/CAD)を求め、これを厚さムラ拡大率とした。
なお、各測定点において厚みを測定するための測定器は、アンリツ社製のFILM THICKNESS TESTER(KG601A)を用いた。
【0088】
(2)厚み方向の屈折率およびその変動率
延伸積層フィルムの幅方向に沿った、センター部、フィルムの両端部より5cm内側部(端部)、センター部と両端部の中央部の計5箇所を中心として、それぞれ10cm×10cm角の試料を、試料の辺をフィルムの縦方向及び巾方向に揃えた状態で切り出した。この切り出しをフィルムの長さ方向100m毎に40箇所について行い、計5×40=200枚の試験片を得た。
【0089】
試験片を温度20℃、湿度65%の環境下で2時間以上放置した後に、温度20℃、湿度65%の環境下で、アタゴ社製のアッベ屈折計(1T)を用いて、ポリアミド樹脂側の厚み方向の屈折率を測定した。各試験片における測定点の数はn=3で、3点の平均値をデータとした。
【0090】
200点のデータより平均屈折率、最大屈折率、最小屈折率を求め、下記式より平均値との差の大きい方の値をもって屈折率の変動率とした。
変動率=(|最大屈折率または最小屈折率−平均屈折率|×100)/平均屈折率
【0091】
(3)クリップにかかる延伸応力(FCP)
図4に示される支持体22とクリップ23の連結部にストレインゲージを取り付け、クリップにかかる延伸応力の分力(走行方向にかかる曲げ応力とその直角方向にかかる引っ張り応力)を測定した。応力信号を超小型テレメータNK7690D(日本電気三栄社製)で無線伝送して、被測定クリップの走行位置からコンピューター解析してFCP合力と角度φを演算した。
【0092】
(4)S字カール現象
二軸延伸積層ポリアミド系樹脂フィルムの積層部側とシーラントフィルム(CP;東セロ社製無延伸ポリプロピレンフィルム、RX−21、厚み40μm)とを、ウレタン系接着剤(三井化学ポリウレタン社製 タケラック A−525/A−52 二液型)を用いてドライラミネート(接着剤塗布量3.0g/m2)することにより、ラミネートフィルムを作製した。
【0093】
得られたラミネートフィルムを、幅400mmにスリットした。得られたスリットフィルムを、その縦方向に沿った折り目となるよう2つに折りたたみつつ、テストシーラーを用いて両縁部を20mmずつ180℃で連続的に熱シールし、またそれと直角方向に150mm間隔で幅10mmを断続的に熱シールし、幅約200mmの半製品袋を得た。この半製品袋を、縦方向に両縁部のシール部分が10mmになるように裁断した後、これと垂直方向にシール部の境界で切断し、3方シール袋を10枚作成した。それらの3方シール袋を、沸騰水中で30分間熱処理した後、20℃、65%RHの雰囲気で一昼夜保持し、さらに、それらの10枚の3方シール袋を重ねて上から袋全面に9.8N(1kgf)の荷重をかけ、一昼夜保持した後に荷重を取り去って、袋の反り返り(S字カール)の度合いを観察した。そして、以下の基準により評価した。
【0094】
◎:10枚すべて反り返りがない
○:わずかな反り返りが見られるものがある
×:明らかな反り返りが見られるものがある
××:反り返りが顕著である。
【0095】
(5)フィルム表層の密着強力およびその変動率
積層ポリアミド系樹脂フィルム表層の密着強力は、以下の方法で試験片を作成し、評価を行った。
【0096】
すなわち、まず本発明の積層ポリアミド系樹脂フィルムの積層部の面上にグラビアロールにて乾燥塗布量が2.5g/m2となるようにドライラミネート接着剤(三井化学ポリウレタン社製 タケラック A−525/A−52 二液型)を塗布し、その後80℃で熱処理をおこなった。そして、無延伸ポリプロピレンフィルム(東セロ社製、RXC−21、70μm)を80℃に加熱した金属ロール上で490kPaのニップ圧力でドライラミネートした。次に接着剤推奨のエージングを施して、ラミネートフィルムを得た。
【0097】
試験片のサンプリングに際しては、延伸積層フィルムの幅方向に沿って、センター部、フィルムの両端部より5cm内側の端部、センター部と両端部の中央部の計5箇所が含まれるように、ラミネートフィルムから10cm×10cm角の試験片を切り出した。これを長さ方向100m毎に40箇所、計5×40=200枚の試験片を切り出した。
【0098】
密着強力の測定に際しては、切り出した試料から幅15mmの試験片を採取し、20℃、65%RH雰囲気中で、試験片の端部におけるポリプロピレンフィルムと積層ポリアミド系樹脂フィルムとを剥離したのち、引張試験機(島津製作所製AGS−100G)を用いて、引張速度300mm/minにて、積層ポリアミド系樹脂フィルムに対してポリプロピレンフィルムが180°をなすように折り曲げた状態で、ポリプロピレンフィルムを引っ張り、密着強力を測定した。
【0099】
なお、以下の実施例、比較例では、すべての試料片において、基材層のポリアミド系樹脂フィルムと積層部との界面に剥離が生じていた。測定点の数をn=3として、三点の平均値をデータとした。
【0100】
200枚の試料片のデータより平均密着強力、最大密着強力、最小密着強力を求め、下記式より平均値との差の大きい方の値をもって、密着強力の変動率とした。
変動率
=(|最大密着強力または最小密着強力−平均密着強力|×100)/平均密着強力
【0101】
(6)ガスバリア性(酸素透過度およびその変動率)
モコン社製酸素バリア測定器(OX−TRAN 2/20)を用いて、温度20℃、相対湿度85%の雰囲気下における積層ポリアミド系樹脂フィルムの試験片の酸素透過度を、酸素ガスバリア性として測定した。測定点の数はn=3で、三点の平均値をデータとした。
【0102】
試験片のサンプリング方法は上述の「(5)フィルム表層の密着強力およびその変動率」の測定方法の場合と同じとして、200枚の試験片を得た。
これら200枚の試料片のデータより、平均酸素透過度、最大酸素透過度、最小酸素透過度を求め、下記式より平均値との差の大きい方の値をもって、酸素透過度の変動率とした。
【0103】
変動率=(|最大酸素透過度または最小酸素透過度−平均酸素透過度|×100)
/平均酸素透過度
【0104】
[マスターチップの作製]
96%濃硫酸中において温度25℃、濃度1.0g/dlの条件で測定した相対粘度が3.0のナイロン6樹脂(ユニチカ社製 A1030−BRF)を乾燥し、その100質量部あたりに、シリカ(サイリシア310P 平均粒径2.7μm:富士シリシア化学社製)を6質量部溶融混合して、マスターチップを作製した。
【0105】
[ポリ塩化ビニリデン共重合体(PVDC)ラテックスの作製]
ガラスライニングを施した耐圧反応容器中に、水85質量部、アルキルスルホン酸ソーダ0.15質量部および過硫酸ソーダ0.10質量部を仕込み、脱気した後、内容物の温度を55℃に保った。これとは別の容器に塩化ビニリデン97質量部とアクリル酸メチル2質量部とアクリル酸1質量部とを計量混合して、モノマー混合物を作製した。前記反応容器中にモノマー混合物の10質量部を仕込み、攪拌下で反応を進行させた。反応容器の内圧が降下することで反応がほとんど進行したことを確認した後、15質量%水溶液のアルキルスルホン酸ソーダ10質量部を圧入し、しかるのちモノマー混合物の残り全量を15時間にわたって連続して定量添加した。これによって得られたラテックスに、20℃における液表面張力が42mN/mとなるように15質量%水溶液のアルキルスルホン酸ソーダを加えた。
【0106】
このときの重合収率は、99.9%であった。このため、得られた塩化ビニリデン系共重合体ラテックス(A)は、その組成が仕込み比にほぼ等しいものであった。このラテックス(A)の固形分濃度は51質量%であった。DSCによる結晶融点測定では、融点190℃であった。
【0107】
上記に比べ、塩化ビニリデンを90質量部、アクリル酸メチルを9質量部、アクリル酸を1質量部に変更しでモノマー混合物を作製した。そして、それ以外は上記と同様にして、塩化ビニリデン系共重合体ラテックス(B)を得た。このラテックスの固形分濃度は51質量%であった。DSCによる結晶融点測定では、融点140℃であった。
【0108】
ラテックス(A)と(B)とを攪拌混合して混合ラテックスを得た。このとき、(A)の塩化ビニリデン系共重合体量が、混合ラテックスに含まれる塩化ビニリデン系共重合体全量100質量部に対して35質量部となるようにした。
【0109】
実施例1
乾燥したナイロン6樹脂(ユニチカ社製 A1030−BRF、相対粘度3.0)と上記マスターチップとを、シリカの配合割合が0.05質量%となるようにブレンドして押出機に投入し、幅600mmT型ダイより溶融押出し、冷却ロール上でシート状に冷却固化させて、厚さ150μmの未延伸ポリアミドフィルムを成形した。続いて、50℃に温調された温水槽に通して吸水処理した。
【0110】
次いで、未延伸ポリアミドフィルムの未処理面に上記のポリ塩化ビニリデン共重合体ラテックスをエアーナイフコーティング法により塗布し、温度110℃の赤外線照射機により30秒間乾燥処理を行い、ラテックス中の水分を蒸発乾燥することで、未延伸の積層フィルムを得た。
【0111】
次に、この未延伸積層フィルムをリニアモータ駆動の同時二軸延伸テンターに供給し、その幅方向の両端をクリップで把持して、190℃の条件で、縦延伸倍率3.0倍、横延伸倍率3.3倍に同時二軸延伸を行った。この際、リニアモータドライバの周波数を調整して、縦延伸倍率軌跡の歪みに補正を加え、図1のAに示すような、クリップ間距離で表す縦延伸倍率軌跡が降下しない条件を採用した。
【0112】
更にテンターオーブンで215℃×5秒の熱処理を施して縦横2%のリラックス処理を行い、冷却した後、フィルムの両端部をトリミングして、巻取機で巻取った。こうして、基材層のポリアミドフィルムの厚さ15μm、積層部の厚さ1.2μmの、同時二軸延伸積層ポリアミド系樹脂フィルムの製品ロールを得た。巻取速度は、120m/minとした。
【0113】
得られたフィルムについての各特性の測定結果を表1に示す。表1よりわかるように、この実施例1での厚さムラ拡大率は2.1倍であった。詳細には、未延伸フィルムの厚さ変動係数が1.0%であったのに対して、延伸フィルムの厚さ変動係数は2.1%であった。厚み方向の屈折率の平均値は1.5035であり、その変動率は0.1%で、均一に延伸されていた。図4に示されるFCPの低下は全くなかった。
【0114】
つまり、幅方向にも長さ方向にも均一に延伸されたフィルムが得られた。ほぼフィルム全幅が製品として実用可能であった。
【0115】
【表1】
【0116】
実施例2
実施例1と比べて、図1のBに示すような、クリップ間距離で表す縦延伸倍率が降下する縦延伸倍率軌跡を採用した。また、その降下率を2%とした。それ以外は実施例1と同じとして、積層ポリアミド系樹脂フィルムを得た。
【0117】
得られたフィルムについての各特性の測定結果を表1に示す。表1からわかるように、この実施例2での厚さムラ拡大率は3.4倍で(未延伸フィルムの厚さ変動係数が1.0%であるのに対して、延伸フィルムの厚さ変動係数は3.4%)、実施例1に比べて厚さムラは増大していた。厚み方向の屈折率の平均値は1.5033であり、その変動率は0.5%であった。図4に示されるFCPは、一時的に平衡状態になるが低下はなかった。つまり、ほぼ均一に延伸され実用上問題ない二軸延伸積層フィルムが得られた。このため、フィルム製品として採用することができた。
【0118】
実施例3
実施例1と比べて、図1のBに示すような、クリップ間距離で表す縦延伸倍率が降下する縦延伸倍率軌跡を採用した。また、その降下率を1%とした。それ以外は実施例1と同じとして、積層ポリアミド系樹脂フィルムを得た。
【0119】
得られたフィルムについての各特性の測定結果を表1に示す。表1からわかるように、この実施例3での厚さムラ拡大率は2.9倍で(未延伸フィルムの厚さ変動係数が1.0%であるのに対して、延伸フィルムの厚さ変動係数は2.9%)、実施例1に比べて厚さムラは若干増大していた。厚み方向の屈折率の平均値は1.5042であり、その変動率は0.3%であった。図4に示されるFCPの低下はなかった。つまり、ほぼ均一に延伸され実用上問題ないフィルムが得られた。このため、フィルム製品として採用することができた。
【0120】
実施例4
実施例1と比べて、未延伸積層フィルムをパンタグラフ式同時二軸延伸機に供給し、その幅方向の両端をクリップで把持して、同時二軸延伸を行った。その他の条件は実施例1と同じとした。ただし、この際、パンタグラフの走行を案内するための、フィルムの幅方向に一対が設けられたガイドレール同士の間隔を調整して、縦延伸倍率軌跡の歪みに補正を加え、図1のAのようにクリップ間距離で表す縦延伸倍率軌跡が降下しない条件を採用した。
【0121】
この実施例4での厚さムラ拡大率は2.2倍であった(未延伸フィルムの厚さ変動係数は1.0%であるのに対して、延伸フィルムの厚さ変動係数は2.2%)。厚み方向の屈折率の平均値は1.5038であり、その変動率は0.2%で、均一に延伸されていた。図4に示されるFCPの低下はなかった。
【0122】
得られたフィルムについての各特性の測定結果を表1に示す。表1からわかるように、幅方向にも長さ方向にも均一に延伸されたフィルムが得られた。ほぼフィルム全幅が製品として実用可能であった。
【0123】
実施例5
乾燥したナイロン6樹脂(ユニチカ社製 A1030−BRF)と上記マスターチップとをブレンドし、シリカの配合割合が0.05質量%となるようにして押出機に投入し、幅600mmT型ダイより溶融押出し、冷却ロール上でシート状に冷却固化させて、厚さ250μmの未延伸ポリアミドフィルムを成形した。続いて、50℃に温調された温水槽で吸水処理した。
【0124】
次いで、未延伸フィルムの未処理面に前述の塩化ビニリデン共重合体ラテックスをエアーナイフコーティング法により塗布し、温度110℃の赤外線照射機により30秒間乾燥処理を行ってラテックス中の水分を蒸発乾燥した。
【0125】
次に、このフィルムをパンタグラフ式同時二軸延伸機に供給し、幅方向の両端をクリップで把持して、200℃の条件で、縦延伸倍率3.0倍、横延伸倍率3.3倍に同時二軸延伸を行った。この際、一対のガイドレール同士の間隔を調整して、縦延伸倍率軌跡の歪みに補正を加え、図1のAのようにクリップ間距離で表す縦延伸倍率軌跡が降下しない条件を採用した。
【0126】
更にテンターオーブンで215℃×5秒の熱処理を施すことで縦横2%リラックス処理を行い、次に冷却した後、フィルムの幅方向の両端部をトリミングして巻取機で巻取った。こうして、基材層のポリアミドフィルムの厚さ25μm、積層部の厚さ1.2μmの同時二軸延伸ポリアミドフィルム製品ロールを得た。巻取速度は、120m/minとした。
【0127】
得られたフィルムについての各特性の測定結果を表1に示す。表1よりわかるように、この実施例5での幅方向の厚さムラ拡大率は2.3倍であった。詳細には、未延伸フィルムの厚さ変動係数が1.0%であったのに対して、延伸フィルムの厚さ変動係数は2.3%であった。厚み方向の屈折率の平均値は1.5045であり、その変動率は0.2%で、均一に延伸されていた。図4に示されるFCPの低下は全くなかった。
【0128】
つまり、幅方向にも長さ方向にも均一に延伸されたフィルムが得られた。ほぼフィルム全幅が製品として実用可能であった。
【0129】
実施例6
乾燥したナイロン6樹脂(ユニチカ社製 A1030−BRF)と、MXD6(三菱瓦斯化学社製 MXナイロンS6907、相対粘度2.40)とを80:20(質量比)で混合したポリアミド樹脂組成物と、上記マスターチップとをブレンドし、シリカの配合割合が0.05質量%となるようにして押出機に投入し、幅600mmT型ダイより溶融押出し、冷却ロール上でシート状に冷却固化させて、厚さ150μmの未延伸ポリアミドフィルムを成形した。続いて、60℃に温調された温水槽で吸水処理した。
【0130】
次いで、未延伸フィルムの未処理面に上記の塩化ビニリデン共重合体ラテックスをエアーナイフコーティング法により塗布し、温度110℃の赤外線照射機により30秒間乾燥処理を行ってラテックス中の水分を蒸発乾燥した。
【0131】
次に、このフィルムをパンタグラフ式同時二軸延伸機に供給し、幅方向の両端をクリップで把持して、延伸温度185℃で、縦延伸倍率3.0倍、横延伸倍率3.3倍に同時二軸延伸を行った。この際、ガイドレール同士の間隔を調整して、縦延伸倍率軌跡の歪みに補正を加え、図1のAのようにクリップ間距離で表す縦延伸倍率軌跡が降下しない条件を採用した。
【0132】
更にテンターオーブンで205℃×5秒の熱処理を施して、縦横5%リラックス処理を行い、次に冷却した後、フィルムの幅方向の両端部をトリミングして巻取機で巻取った。こうして、基材層のポリアミドフィルムの厚さ15μm、積層部の厚さ1.2μmの同時二軸延伸ポリアミドフィルム製品ロールを得た。巻取速度は、120m/minとした。
【0133】
得られたフィルムについての各特性の測定結果を表1に示す。表1よりわかるように、この実施例6での幅方向の厚さムラ拡大率は2.4倍であった。すなわち、未延伸フィルムの厚さ変動係数が1.0%であったのに対して、延伸フィルムの厚さ変動係数は2.3%であった。厚み方向の屈折率の平均値は1.5170であり、その変動率は0.2%で、均一に延伸されていた。図4に示されるFCPの低下は全くなかった。
【0134】
つまり、幅方向にも長さ方向にも均一に延伸されたフィルムが得られた。ほぼフィルム全巾が製品として実用可能であった。
【0135】
実施例7
ポリビニルアルコール(PVA)(クラレ社製、ポバール105(ポリビニルケン化度98〜99%、平均重合度約500))を熱水に溶解後、室温に冷却することにより、固形分15質量%のPVA水溶液を得た。 エチレン−マレイン酸共重合体(EMA)(重量平均分子量60000、マレイン酸単位45〜50モル%)と水酸化ナトリウムとを用い、熱水に溶解後、室温に冷却することにより、カルボキシル基の10モル%を水酸化ナトリウムにより中和し、固形分15質量%のEMA水溶液を調製した。
【0136】
次に、PVAとEMAが質量比(固形分)で30/70になるように、上記PVA水溶液とEMA水溶液とを混合し、固形分10質量%のオレフィン−カルボン酸系共重合体混合水溶液を得た。
【0137】
次いで、実施例1と同じ処方により得られた未延伸ポリアミドフィルムの未処理面に上記のオレフィン−カルボン酸系共重合体混合液をエアーナイフコーティング法により塗布し、温度110℃の赤外線照射機により30秒間乾燥処理を行い、混合液中の水分を蒸発乾燥することで、未延伸の積層フィルムを得た。
【0138】
次に、この未延伸積層フィルムをリニアモータ駆動の同時二軸延伸テンターに供給し、その幅方向の両端をクリップで把持して、190℃の条件で、縦延伸倍率3.0倍、横延伸倍率3.3倍に同時二軸延伸を行った。この際、リニアモータドライバの周波数を調整して、縦延伸倍率軌跡の歪みに補正を加え、図1のAに示すような、クリップ間距離で表す縦延伸倍率軌跡が降下しない条件を採用した。
【0139】
更にテンターオーブンで215℃×5秒の熱処理を施して縦横2%のリラックス処理を行い、冷却した後、フィルムの両端部をトリミングして、巻取機で巻取った。こうして、基材層のポリアミドフィルムの厚さ15μm、積層部の厚さ0.3μmの、同時二軸延伸積層ポリアミド系樹脂フィルムの製品ロールを得た。巻取速度は、120m/minとした。
【0140】
得られたフィルムについての各特性の測定結果を表1に示す。表1よりわかるように、この実施例7での厚さムラ拡大率は2.1倍であった。詳細には、未延伸フィルムの厚さ変動係数が1.0%であったのに対して、延伸フィルムの厚さ変動係数は2.1%であった。厚み方向の屈折率の平均値は1.5036であり、その変動率は0.1%で、均一に延伸されていた。図4に示されるFCPの低下は全くなかった。なお、EMA系の樹脂を積層したため、実施例1〜6のPVDC系の樹脂を積層したものに比べて、ラミネート密着強力は向上しガスバリア性は低下したが、これらの性能の変動率は実施例1〜6のものと同等であり、性能の均一性に優れたものであった。
【0141】
つまり、幅方向にも長さ方向にも均一に延伸されたフィルムが得られた。ほぼフィルム全幅が製品として実用可能であった。
【0142】
実施例8
三井化学ポリウレタン社製ウレタンエマルション タケラックWS−5100を水で希釈して、濃度10質量%に調整した易接着水溶液を得た。
【0143】
次いで、実施例1と同じ処方により得られた未延伸ポリアミドフィルムの未処理面に上記の易接着水溶液をエアーナイフコーティング法により塗布し、温度110℃の赤外線照射機により30秒間乾燥処理を行い、混合液中の水分を蒸発乾燥することで、未延伸の積層フィルムを得た。
【0144】
次に、この未延伸積層フィルムをリニアモータ駆動の同時二軸延伸テンターに供給し、その幅方向の両端をクリップで把持して、190℃の条件で、縦延伸倍率3.0倍、横延伸倍率3.3倍に同時二軸延伸を行った。この際、リニアモータドライバの周波数を調整して、縦延伸倍率軌跡の歪みに補正を加え、図1のAに示すような、クリップ間距離で表す縦延伸倍率軌跡が降下しない条件を採用した。
【0145】
更にテンターオーブンで215℃×5秒の熱処理を施して縦横2%のリラックス処理を行い、冷却した後、フィルムの両端部をトリミングして、巻取機で巻取った。こうして、基材層のポリアミドフィルムの厚さ15μm、積層部の厚さ0.1μmの、同時二軸延伸積層ポリアミド系樹脂フィルムの製品ロールを得た。巻取速度は、120m/minとした。
【0146】
得られたフィルムについての各特性の測定結果を表1に示す。表1よりわかるように、この実施例8での厚さムラ拡大率は2.1倍であった。詳細には、未延伸フィルムの厚さ変動係数が1.0%であったのに対して、延伸フィルムの厚さ変動係数は2.1%であった。厚み方向の屈折率の平均値は1.5036であり、その変動率は0.1%で、均一に延伸されていた。図4に示されるFCPの低下は全くなかった。なお、ウレタン系の樹脂を積層したため、実施例1〜6のPVDC系の樹脂を積層したものに比べて、ラミネート密着強力が向上し、しかもその変動率は実施例1〜6のものと同等であり、性能の均一性に優れたものであった。ただし、ウレタン系の樹脂、すなわちガスバリア性の樹脂ではなかったため、酸素透過度については評価しなかった。
【0147】
つまり、幅方向にも長さ方向にも均一に延伸されたフィルムが得られた。ほぼフィルム全幅が製品として実用可能であった。
【0148】
比較例1
実施例1と比べて、図1のBに示すような、クリップ間距離で表す縦延伸倍率軌跡が降下する条件を採用した。その降下率を5%とした。それ以外は実施例1と同様の条件で、積層ポリアミド系樹脂フィルムを得た。
【0149】
得られたフィルムについての各特性の測定結果を表1に示す。表1からわかるように、この比較例1での厚さムラ拡大率は9.5倍であった。すなわち、未延伸フィルムの厚さ変動係数が1.0%であったのに対して、延伸フィルムの厚さ変動係数は9.5%であった。厚み方向の屈折率の平均値は1.5037、その変動率は1.2%で、著しい延伸ムラが観察された。図4に示されるFCPは一時的に30%低下した。このため、フィルム製品として採用できるものではなかった。
【0150】
比較例2
実施例5と比べて、図1のBに示すような、クリップ間距離で表す縦延伸倍率が降下する縦延伸倍率軌跡を採用した。また、その降下率を5%とした。それ以外は実施例5と同じとして、積層ポリアミド系樹脂フィルムを得た。
【0151】
得られたフィルムについての各特性の測定結果を表1に示す。表1からわかるように、この比較例2での幅方向の厚さムラ拡大率は9.8倍であった(未延伸フィルムの厚さ変動係数が1.0%であるのに対して、延伸フィルムの厚さ変動係数は9.8%)。厚み方向の屈折率の平均値は1.5042、その変動率は1.4%で、著しい延伸ムラが観察された。図4に示されるFCPは一時的に30%低下した。このため、フィルム製品として採用できるものではなかった。
【0152】
比較例3
実施例6と比べて、図1のBに示すような、クリップ間距離で表す縦延伸倍率が降下する縦延伸倍率軌跡を採用した。また、その降下率を5%とした。それ以外は実施例6と同じとして、積層ポリアミド系樹脂フィルムを得た。
【0153】
得られたフィルムについての各特性の測定結果を表1に示す。表1からわかるように、この比較例3での幅方向の厚さムラ拡大率は10.1倍であった(未延伸フィルムの厚さ変動係数が1.0%であるのに対して、延伸フィルムの厚さ変動係数は10.1%)。厚み方向の屈折率の平均値は1.5191、その変動率は2.9%で、著しい延伸ムラが観察された。図4に示されるFCPは一時的に30%低下した。このため、フィルム製品として採用できるものではなかった。
【図面の簡単な説明】
【0154】
【図1】本発明にもとづく縦延伸倍率軌跡の例を示す図である。
【図2】延伸序盤部における実際の機構を示す図である。
【図3】延伸終盤部における実際の機構を示す図である。
【図4】クリップに掛かる延伸応力を示す図である。
【符号の説明】
【0155】
11 延伸序盤部
12 延伸終盤部
21 ガイドレール
22 支持体
23 クリップ
【特許請求の範囲】
【請求項1】
フィルムの厚さムラ拡大率が3.5倍以下であり、フィルムの厚み方向の屈折率の、全平面における変動率が0.5%以下であり、フィルム表層の密着強力の、全平面における変動率が10%以下であることを特徴とする積層ポリアミド系樹脂フィルム。
【請求項2】
フィルムの厚さムラ拡大率が2.5倍以下であり、フィルムの厚み方向の屈折率の、全平面における変動率が0.25%以下であり、フィルム表層の密着強力の、全平面における変動率が8.0%以下であることを特徴とする積層ポリアミド系樹脂フィルム。
【請求項3】
基材部のポリアミド系樹脂フィルムに積層部が積層された構成であり、前記積層部が、ポリ塩化ビニリデン系共重合体樹脂、ポリエステル系樹脂、ポリウレタン系樹脂、ポリアクリル系樹脂、ポリビニルアルコール系樹脂、ポリカルボン酸系樹脂、オレフィン−ポリカルボン酸系共重合体樹脂、エチレン−酢酸ビニル共重合体樹脂のいずれか1種以上の生成物にて形成されていることを特徴とする請求項1または2記載の積層ポリアミド系樹脂フィルム。
【請求項4】
請求項1から3までのいずれか1項に記載の積層ポリアミド系樹脂フィルムを製造するための方法であって、ダイから溶融押出したポリアミド系樹脂シートをキャストロールに押し付けて得た未延伸フィルムの少なくとも片面に、コーティング法によって積層部を形成し、得られた積層体の幅方向の両端部をクリップで把持して、縦・横同時に二軸延伸するテンター法同時二軸延伸法によって、横延伸倍率軌跡が最大倍率に到達する迄は、クリップ間距離で表す縦延伸倍率軌跡を最大延伸倍率の5%以上降下させないように同時二軸延伸することを特徴とする積層ポリアミド系樹脂フィルムの製造方法。
【請求項5】
縦延伸倍率軌跡を横延伸倍率軌跡より先行させることを特徴とする請求項4記載の積層ポリアミド系樹脂フィルムの製造方法。
【請求項6】
同時二軸延伸機のテンターをリニアモータ方式で駆動することを特徴とする請求項4または5記載の積層ポリアミド系樹脂フィルムの製造方法。
【請求項1】
フィルムの厚さムラ拡大率が3.5倍以下であり、フィルムの厚み方向の屈折率の、全平面における変動率が0.5%以下であり、フィルム表層の密着強力の、全平面における変動率が10%以下であることを特徴とする積層ポリアミド系樹脂フィルム。
【請求項2】
フィルムの厚さムラ拡大率が2.5倍以下であり、フィルムの厚み方向の屈折率の、全平面における変動率が0.25%以下であり、フィルム表層の密着強力の、全平面における変動率が8.0%以下であることを特徴とする積層ポリアミド系樹脂フィルム。
【請求項3】
基材部のポリアミド系樹脂フィルムに積層部が積層された構成であり、前記積層部が、ポリ塩化ビニリデン系共重合体樹脂、ポリエステル系樹脂、ポリウレタン系樹脂、ポリアクリル系樹脂、ポリビニルアルコール系樹脂、ポリカルボン酸系樹脂、オレフィン−ポリカルボン酸系共重合体樹脂、エチレン−酢酸ビニル共重合体樹脂のいずれか1種以上の生成物にて形成されていることを特徴とする請求項1または2記載の積層ポリアミド系樹脂フィルム。
【請求項4】
請求項1から3までのいずれか1項に記載の積層ポリアミド系樹脂フィルムを製造するための方法であって、ダイから溶融押出したポリアミド系樹脂シートをキャストロールに押し付けて得た未延伸フィルムの少なくとも片面に、コーティング法によって積層部を形成し、得られた積層体の幅方向の両端部をクリップで把持して、縦・横同時に二軸延伸するテンター法同時二軸延伸法によって、横延伸倍率軌跡が最大倍率に到達する迄は、クリップ間距離で表す縦延伸倍率軌跡を最大延伸倍率の5%以上降下させないように同時二軸延伸することを特徴とする積層ポリアミド系樹脂フィルムの製造方法。
【請求項5】
縦延伸倍率軌跡を横延伸倍率軌跡より先行させることを特徴とする請求項4記載の積層ポリアミド系樹脂フィルムの製造方法。
【請求項6】
同時二軸延伸機のテンターをリニアモータ方式で駆動することを特徴とする請求項4または5記載の積層ポリアミド系樹脂フィルムの製造方法。
【図1】

【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−110955(P2010−110955A)
【公開日】平成22年5月20日(2010.5.20)
【国際特許分類】
【出願番号】特願2008−284323(P2008−284323)
【出願日】平成20年11月5日(2008.11.5)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
【公開日】平成22年5月20日(2010.5.20)
【国際特許分類】
【出願日】平成20年11月5日(2008.11.5)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
[ Back to top ]