
積層不織布、ゲル化シート及びフィラー固着シート
【課題】不織布製造中およびフィラーを固着させる際の加工性に優れた、表面状態の良好な湿熱ゲル化繊維を含む不織布を提供する。
【解決手段】 湿熱収縮性を有する第2繊維層(2)の両面に、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む第1繊維層(1)および第3繊維層(3)を配置して、積層ウェブを作成し、このウェブに例えば高圧柱状水流を噴射して、3つの繊維層を一体化させて、積層不織布を得る。さらに、この積層不織布に、フィラーを固着させるために湿熱処理を施すと、第1および第3繊維層が均一に収縮して、フィラーが均一に固着された、フィラー固着シートが得られる。
【解決手段】 湿熱収縮性を有する第2繊維層(2)の両面に、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む第1繊維層(1)および第3繊維層(3)を配置して、積層ウェブを作成し、このウェブに例えば高圧柱状水流を噴射して、3つの繊維層を一体化させて、積層不織布を得る。さらに、この積層不織布に、フィラーを固着させるために湿熱処理を施すと、第1および第3繊維層が均一に収縮して、フィラーが均一に固着された、フィラー固着シートが得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む繊維層が、湿熱収縮性を有する繊維層と一体化された、積層不織布に関する。
【背景技術】
【0002】
近年、有害化学物質による室内環境汚染が問題となっている。例えば、揮発性有機化合物(以下、VOCと略称する)の吸入によるシックハウス症候群等のアレルギー症状の発生が増加しているため、VOCガス等の有害ガスを吸着するガス吸着材が要望されている。また、有害化学物質のうちタバコの煙成分は、有害ガス成分および臭気成分を含むため、家庭およびビルの室内、ならびに車内など室内環境を汚染する原因の一つとして挙げられている。そのため、タバコ臭を除去するガス吸着材も要望されている。
【0003】
上記要望に応えるべく、本出願人は、特定の樹脂を利用した繊維を使用してガス吸着材を構成することを提案している。本出願人は、まず、湿熱ゲル化樹脂を含む繊維を利用し、例えば、この繊維で不織布を構成した後、この樹脂を湿熱処理に付してゲル化させた湿熱ゲル化物にフィラーを固着させたシートを、特許文献1にて提案した。そして、本出願人は、特許文献2において、フィラーをガス吸着性フィラーとしたガス吸着剤を、提案した。湿熱ゲル化樹脂は、好ましくはエチレン−ビニルアルコール共重合体である。そのような繊維を使用することにより、フィラーを表面に露出させた状態で固着することができる。また、特許文献1および2に記載のシートにおいては、湿熱ゲル化物が繊維表面に固着されたフィラーの脱落を有効に防止する。さらに、そのような繊維を使用すれば、フィラーの比表面積の減少を抑制できる。よって、特許文献2に記載のシートは、従来のガス吸着材と比較して、ガスの吸着性能が高い。
【特許文献1】特開2005−54313号公報
【特許文献2】特開2006−21189号公報
【特許文献3】特開2005−179820号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明者らは、特許文献1および2に記載の湿熱ゲル化樹脂を含む繊維を利用したガス吸着材の開発を進めているうちに、この繊維が非常に柔軟であるために、不織布製造時の寸法安定性が低くなる傾向を見出し、これを改善することを試みた。不織布製造は、例えばカード機を用いて、ウェブを作製し、それに所定の一体化処理(例えば、高圧水流処理による一体化処理)を施すという手順で製造される。さらに、フィラーを固着させる場合には、不織布を、例えば、フィラーを含む水分散液に浸漬した後、熱処理に付して、繊維をゲル化させる。ゲル化が過度に進行すると、その間に、ウェブまたは不織布に機械方向または幅方向で張力が加えられた時に、湿熱ゲル化樹脂を含む柔軟な繊維を含むウェブまたは不織布は、例えば、機械方向で容易に伸びて幅方向の寸法が小さくなる(即ち、幅入りが大きくなる)、または幅方向で伸びて撓むことがあった。
【0005】
そこで、本発明者らは、湿熱ゲル化樹脂を含む繊維を含む繊維ウェブを、別の繊維層と組み合わせて使用することにより、上記問題を解決することを検討した。なお、補強の目的で、強度の大きい不織布を補強層として使用し、例えば不織布を三層構造とすることは、例えば、特許文献3において開示されている。
【課題を解決するための手段】
【0006】
しかし、湿熱ゲル化樹脂を含む繊維を使用する場合には、特許文献3に記載されているように、単に強度の大きい不織布(特に、特許文献3で推奨されているスパンボンド不織布)を使用しても、良好な品質、特に、湿熱処理に付した後に良好な表面状態を有する不織布が得られないことが判明した。そこで種々検討した結果、湿熱ゲル化樹脂を含む繊維が湿熱処理に付されたときに、ある程度収縮が生じるところ、そのような収縮が妨げられないように、別の繊維層を選択する必要があること、および/または、別の繊維層が湿熱ゲル化樹脂を含む繊維を含む繊維ウェブと良好に交絡し、かつ所定の繊維構成を採ることにより、加工安定性および寸法安定性に優れることを、本発明者らは見出し、本発明を案出するに至った。
【0007】
即ち、本発明は、第2繊維層の一方の表面に第1繊維層が配置され、他方の表面に第3繊維層が配置され、かつ3つの繊維層が一体化されている積層不織布であって、
第1および第3繊維層は、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む繊維層であり、
第2繊維層は、湿熱収縮性を有する繊維層である、
積層不織布を提供する。
【0008】
この積層不織布は、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む第1繊維層と第3繊維層との間に、湿熱収縮性を有する第2繊維層が位置することを特徴とする。この第2繊維層は、補強的な役割も果たして、不織布製造中の寸法安定性および加工性を向上させ、また、不織布とした後に、フィラーを固着させる目的で、不織布を湿熱処理に付したときにも、一種の支持体のごとく作用して、処理後の不織布表面(即ち、第1および第3繊維層の表面)を良好にしたり、幅入りを抑制する作用効果を発揮する。
【0009】
本発明の積層不織布において、第2繊維層は、フィラメントが1方向に配列され延伸された一方向延伸配列繊維層であり、3g/m2〜40g/m2の目付を有することが好ましい。そのような繊維層は、湿熱収縮性を有し、また、比較的小さい目付であるにもかかわらず、上記所定の効果を発揮する。
【0010】
本発明はまた、第2繊維層の一方の表面に第1繊維層が配置され、他方の表面に第3繊維層が配置され、かつ3つの繊維層が一体化されている積層不織布であって、
第1および第3繊維層は、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む繊維層であり、
第2繊維層は、フィラメントが1方向に配列され延伸された一方向延伸配列繊維層を含み、3g/m2〜40g/m2の目付を有する繊維層である、
積層不織布を提供する。この積層不織布は、第2繊維層が、第1および第3繊維層と良好に交絡するものであるために、その湿熱収縮性の有無にかかわらず、湿熱処理後の不織布表面を良好にし、また、第2繊維層は、MD方向の強力が比較的高いために、この積層不織布は、湿熱処理中の加工安定性および寸法安定性に優れている。
【0011】
本発明はまた、本発明の積層不織布が湿熱処理に付されて、湿熱ゲル化樹脂が湿熱ゲル化されている、ゲル化シートを提供する。本発明はさらにまた、本発明の積層不織布が湿熱処理に付されて、湿熱ゲル化樹脂が湿熱ゲル化されており、かつフィラーが湿熱ゲル化物に固着されている、フィラー固着シートを提供する。このフィラー固着シートは、良好な表面状態を有し、かつムラのより少ない形態で提供されるから、フィラーが均一に固着されており、フィラーの種類に応じて、所望の機能を良好に発揮する。フィラーは好ましくはガス吸着フィラーである。
【発明の効果】
【0012】
本発明の積層不織布は、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む2つの繊維層の間に、湿潤雰囲気で加熱されると収縮性を示す繊維層が位置する構造を有することを特徴とする。この特徴により、本発明の積層不織布は、その製造中、良好な加工性を示し、寸法変化を小さくして安定的に製造することができる。また、本発明の積層不織布は、湿熱処理に付された後で、不織布表面においてムラが生じにくく、良好な表面を与える。よって、本発明の積層不織布は、湿熱処理によりフィラーを固着して使用するフィラー固着シートとして使用する場合に、フィラーの量が全体にわたって均一であり、例えば、大判のシートとして使用するのにも適している。
【発明を実施するための最良の形態】
【0013】
本発明の積層不織布は、第2繊維層の両面に第1繊維層および第3繊維層がそれぞれ配置され、かつ3つの繊維層が一体化されている積層不織布である。前述のように、第1および第3繊維層は、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含み、第2繊維層は、湿熱収縮性を有する繊維層である。
【0014】
ここで、湿熱ゲル化樹脂とは、水分存在下で加熱すること(即ち、湿熱処理)によってゲル化し得る樹脂のことをいう。「ゲル化し得る樹脂」とは、50℃以上の温度でゲル化することによって膨潤する樹脂のことをいう。膨潤したゲル化物は、流動性を有し、一種の接着剤のごとく機能して、繊維同士を接合するバインダーとして機能し得る。また、膨潤したゲル化物は、積層不織布にフィラーを固着する場合には、フィラーを固定するバインダーとして機能する。
【0015】
本発明の積層不織布は、この湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む。当該繊維は、便宜的に、以下、「湿熱ゲル化繊維」とも呼ぶことがある。湿熱ゲル化繊維は、湿熱ゲル化樹脂のみ又は湿熱ゲル化樹脂と他の熱可塑性樹脂との混合物から成る単一繊維、または湿熱ゲル化樹脂を含む成分を一成分とし、他の熱可塑性樹脂(混合物を含む)を他の成分とする複合繊維である。
【0016】
第1および第3繊維層に含まれる湿熱ゲル化繊維は、複合繊維であることが好ましい。湿熱ゲル化樹脂のみからなる単一繊維であると、ゲル化樹脂が多すぎるために、フィラーがゲル化物に埋没し、フィラーの効果が充分発揮されない可能性がある。また、湿熱処理を行った時に、繊維全体がゲル化して、繊維の引張強力が小さくなり、ひいては積層不織布の強力が小さくなることがある。
【0017】
湿熱ゲル化繊維を複合繊維の形態で使用する場合(以下、この形態の繊維を「湿熱ゲル化複合繊維」と呼ぶことがある)、湿熱ゲル化複合繊維は、湿熱ゲル化樹脂またはこれを含む成分が、繊維表面の少なくとも一部を占めるような繊維断面構造を有する。具体的には、その複合形状は、同心円型、偏心芯鞘型、並列型、分割型、および海島型等のいずれかである。また、繊維断面形状は、円形、異型、楕円形、星形、および偏平形等のいずれであってもよく、中空部を有してよい。繊維製造の容易さから、湿熱ゲル化複合繊維は、円形であることが好ましい。湿熱ゲル化複合繊維が分割型複合繊維である場合、湿熱処理に付する前に、分割処理(例えば、高圧水流処理)に付して、繊維を部分的に分割して、極細繊維を得るようにしてよい。
【0018】
前記湿熱ゲル化複合繊維において、湿熱ゲル化樹脂の割合は、10質量%以上90質量%以下の範囲内であることが好ましい。より好ましい割合の下限は、30質量%である。より好ましい割合の上限は、70質量%である。湿熱ゲル化樹脂の割合が10質量%未満であると、フィラーの固着性が低下する傾向にある。湿熱ゲル化樹脂の割合が90質量%を超えると、複合繊維の繊維形成性が低下する傾向にある。よって、この割合で湿熱ゲル化樹脂が含まれるように、複合繊維の断面構造(例えば、複合比)を決定し、湿熱ゲル化樹脂を含む成分に含まれる湿熱ゲル化樹脂の割合を決定するとよい。
【0019】
湿熱ゲル化樹脂は、エチレン−ビニルアルコール共重合体であることが好ましい。湿熱処理によってゲル化でき、繊維を構成する他の熱可塑性樹脂成分を変質させないからである。エチレン−ビニルアルコール共重合体とは、エチレン−酢酸ビニル共重合体を鹸化することによって得られる重合体をいう。
【0020】
エチレン−ビニルアルコール共重合体の鹸化度は、好ましくは95%以上であり、より好ましくは98%以上である。また、そのエチレン含有率の好ましい下限は、20モル%である。エチレン含有率の好ましい上限は、50モル%である。より好ましいエチレン含有率の下限は、25モル%である。より好ましいエチレン含有率の上限は、45モル%である。
【0021】
鹸化度が95%未満であると、ゲル加工の際に、ロール等への粘着が激しくなって、フィラー固着シートの生産が難しくなる可能性がある。また、エチレン含有率が20モル%未満の場合も同様に、ゲル加工の際に、ロール等への粘着が激しくなってフィラー固着シートの生産が難しくなる可能性がある。一方、エチレン含有率が50モル%を超えると、ゲル化温度が高くなり、ゲル加工の温度を融解開始温度近くまで上げる必要があり、その結果、フィラー固着シート製造中のシートの寸法安定性に悪影響を及ぼす可能性がある。ここで、「ゲル加工」とは、湿熱ゲル化樹脂をゲル化させる加工のことをいい、一般には湿熱処理である。
【0022】
湿熱ゲル化樹脂を含む成分とともに、湿熱ゲル化複合繊維を構成する、他の熱可塑性樹脂の成分は、ポリオレフィン、ポリエステル、およびポリアミド等から任意に選択される一または複数の樹脂で構成される。他の成分は、好ましくは、湿熱ゲル化樹脂をゲル化させる温度よりも高い融解開始温度を有する熱可塑性合成繊維樹脂である。他の熱可塑性合成樹脂がゲル化物を形成させる温度よりも低い融解開始温度を有すると、他の熱可塑性合成樹脂自体が溶融して硬くなり、あるいは不織布にしたときに収縮を伴って不織布形態を保てなくなる可能性があるからである。より具体的には、当該他の成分は、融点が155〜170℃程度であるポリプロピレンのような、ポリオレフィンであることが好ましい。ポリオレフィンは、例えば、湿熱ゲル化樹脂としてエチレン−ビニルアルコール共重合体を使用する場合に、溶融紡糸により複合繊維(コンジュゲート繊維)を良好に形成する。
【0023】
湿熱ゲル化複合繊維の繊度は、0.5dtex〜11dtexであることが好ましく、2dtex〜9dtexであることがより好ましい。湿熱ゲル化複合繊維の繊度が0.5dtex未満であると、紡糸性が悪くなることがあり、また、繊維強力が低くなって、不織布製造等の後の工程において、問題が生じることがある。さらに、繊度が小さすぎると、ガス吸着フィラーを固着させて、例えばフィルターを製造するときに、充分な通気性を確保できないことがある。繊度が11dtexを超えると、フィラーがゲル化物に埋没する場合があり、あるいは、フィラーの固着量が少なくなる場合がある。
【0024】
第1および第3繊維層は、それぞれ湿熱ゲル化繊維を含む。第1および第3繊維層は、同じ湿熱ゲル化繊維を含んでよく、あるいは互いに異なる湿熱ゲル化繊維(例えば、第1繊維層は分割型複合繊維、第3繊維層は芯鞘型複合繊維)を含んでよい。第1および第3繊維層に含まれる湿熱ゲル化繊維の割合は特に限定されず、フィラーを固着させ得る量で含まれていればよい。尤も、第1および第3繊維層は、積層不織布全体に占める湿熱ゲル化繊維の割合が10質量%以上となるように、湿熱ゲル化繊維を含むことが好ましい。より好ましい湿熱ゲル化繊維の含有量の下限は、30質量%である。さらに好ましい湿熱ゲル化繊維の含有量の下限は、50質量%である。
【0025】
例えば、第1および第3繊維層はそれぞれ、湿熱ゲル化繊維を好ましくは10質量%以上含み、より好ましくは50質量%以上含み、さらにより好ましくは湿熱ゲル化繊維のみを含む。第1および第3繊維層に含まれる湿熱ゲル化繊維の割合は、相互に異なっていてよい。
【0026】
第1および第3繊維層は、湿熱ゲル化繊維によるフィラーの固着を妨げない範囲であれば、他の繊維を含んでよい。他の繊維は、例えば、レーヨン等の再生繊維、コットン、麻およびウール等の天然繊維、ならびにポリオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂、アクリル樹脂、およびポリウレタン樹脂等から成る単一繊維または複合繊維であってよい。
【0027】
第1および第3繊維層は、第2繊維層と一体化させられる前に、繊維長35mm〜70mmの短繊維から成るパラレルウェブ、クロスウェブ、セミランダムウェブ、およびランダムウェブ等のカードウェブ、繊維長1〜65mmの短繊維から成るエアレイウェブ、ならびに繊維長0.5〜20mmの短繊維から成る湿式抄紙ウェブ等から選択される形態をとる。第1および第3繊維層は、互いに異なる形態のウェブであってよい。第1および第3繊維層はそれぞれ、2以上のウェブを積層したものであってよい。あるいは、第1および第3繊維層のうち一方が2以上のウェブを積層したものであり、他方が単層のウェブから成るものであってよい。第1および第3繊維層は、積層不織布の通気性および柔軟性を確保するために、パラレルウェブまたはセミランダムウェブの形態をとることが好ましい。
【0028】
第1および第3繊維層の目付は特に限定されず、最終的に得ようとする積層不織布の目付および後述する第2繊維層の目付に応じて適宜選択される。例えば、後述するように3〜15g/m2程度の目付を有する一方向延伸配列繊維層を第2繊維層とする場合には、第1および第3繊維層の目付は、それぞれ5〜100g/m2とすることが好ましく、10〜70g/m2するとことがより好ましい。第1および第3繊維層の目付が小さいと、不織布全体に占める湿熱ゲル化繊維の割合が小さくなって、十分な量のフィラーを固着できないことがあり、目付が大きいと、3つの繊維層を良好に一体化させることが難しくなることがある。また、第1および第3繊維層の目付は同じであってよく、あるいは互いに異なっていてよい。
【0029】
第2繊維層は、湿熱収縮性を有する繊維層である。ここで、「湿熱収縮性」とは、湿熱ゲル化繊維がゲル加工される(即ち、湿熱処理に付される)条件(温度、圧力等)にて、MD方向およびCD方向のいずれか一方または両方の方向において、寸法が小さくなる性質をいう。第2繊維層は、繊維それ自体が収縮することによって、または繊維層における繊維配列および繊維間距離が変化することによって、湿熱収縮性を示してよい。第2繊維層は、好ましくは、MD方向において3%以上、より好ましくは15%以上の湿熱収縮率を示し、CD方向において3%以上、より好ましくは15%以上の湿熱収縮率を示す。ゲル加工される条件は、使用する湿熱ゲル化樹脂に応じて異なるが、例えば、蒸気圧1kg/cm2のオートクレーブ中(温度102℃程度)に、フリーな状態で吊り下げて15秒間晒すことを、第2繊維層の湿熱収縮性を判断するための条件としてよい。
【0030】
第2繊維層は湿熱収縮性を有するために、ゲル加工されるときに湿熱ゲル化繊維が収縮しても、その収縮を妨げずに、その収縮を許容する。第2繊維層は第1および第3繊維層と一体化されるため、第2繊維層は積層不織布全体の湿熱収縮性をそれほど高くしない。しかし、第2繊維層が、少なくとも第1および第3繊維層と一体化される前に湿熱収縮性を有していることは、ゲル加工中の湿熱ゲル化繊維の挙動に何らかの影響を及ぼし、その結果、表面状態の良好な不織布を与えるものと推察される。
【0031】
あるいは、第2繊維層は、湿熱収縮性の有無にかかわらず、第1および第3繊維層の繊維と良好に交絡し、不織布製造中および積層不織布とした後の湿熱処理において、幅入りが生じにくいような繊維構成を有するものであることが好ましい。そのような繊維構成を有する繊維層は、後述する、一方向延伸配列繊維層を含む繊維層である。
【0032】
第2繊維層は、好ましくは、フィラメントが1方向に配列され延伸された一方向延伸配列繊維層であり、3〜40g/m2の目付を有するものである。そのような目付を有する一方向延伸配列繊維層は、繊維と繊維との間の距離が大きく、比較的粗いために、第1および第3繊維層と良好に一体化し、かつ第2繊維層の繊維間隙にて、第1繊維層の繊維と第3繊維層の繊維とが互いに良好に交絡する。そのため、このような第2繊維層を用いた積層不織布においては、第1および第3繊維層と、第2繊維層との間の剥離強力が高くなる。第2繊維層は、より好ましくは3〜15g/m2の目付を有し、さらにより好ましくは4〜13g/m2の目付を有し、最も好ましくは、4〜8g/m2の目付を有する。
【0033】
第2繊維層の目付が3g/m2未満であると、第2繊維層の繊維と第1および第3繊維層の繊維との交絡が少なくなるため、第2繊維層と第1および第3繊維層との間で剥離が生じやすくなり、また、第2繊維層の繊維数が少なくなるため、不織布製造時および湿熱処理時にMD方向に張力がかかった時に、後述する「幅入り」が生じやすくなる。目付が40g/m2を超えると、積層不織布の目付が予め定められている場合に、第1および第3繊維層(ひいてはフィラーを固着する湿熱ゲル化繊維)の割合が少なくなって、積層不織布に固着されるフィラーの量が少なくなることがある。このような目付を有する一方向延伸配列繊維層としては、例えば、新日石プラスト株式会社より、商品名ミライフT05として販売されている、目付5g/m2のポリエステル製一方向延伸配列不織布を好ましく用いることができる。
【0034】
一方向延伸配列繊維層は、熱収縮性とは別に又は熱収縮性を有していないとしても、繊維が専らMD方向に延びているため、MD方向で伸びにくいという性質を有する。そのため、積層不織布を連続的に製造している間および積層不織布を連続的に湿熱処理に付している間に、ローラ等の作用によりMD方向で張力がかかるときに、積層繊維ウェブの「幅入り」(繊維ウェブがMD方向に引っ張られて、CD方向の寸法が小さくなること)を有効に抑制することができる。さらに、一方向延伸配列繊維層を使用すると、不織布の表面にその構成繊維が露出しにくいため、積層不織布表面に固着(露出)するフィラーの量を減らさなくてすむ。
【0035】
さらに、一方向延伸配列繊維層は、第1および第3繊維層と一体化する前の繊維の自由度が高いために、第1および第3繊維層の繊維と良好に交絡する。そのため、この一方向延伸配列繊維層を第2繊維層として使用すると、第2繊維層と第1および第3繊維層との間で剥離が生じにくい。また、一方向延伸配列繊維層と第1および第3繊維層との間の良好な繊維交絡に起因して、湿熱処理の間に、いずれか一つの繊維層のみが湿熱収縮するという現象も生じにくく、湿熱処理後の不織布表面においてムラが生じにくい。よって、一方向延伸配列繊維層は、湿熱収縮性の有無にかかわらず、第2繊維層として好ましく使用されるものである。
【0036】
前記のような目付を有する一方向延伸配列繊維層は、得られる積層不織布のMD方向の強力を大きくし、CD方向の強力を小さくする傾向にある。そのため、このような第2繊維層を使用する場合には、不織布の45度方向の強力が、MD方向の強力とCD方向の強力の和の40%以上50%以下程度となるという特徴を有する。ここで、45度方向の強力は、MD方向に対して45度の角を成す方向が引っ張り方向となるように、不織布から試料片を切り取って、通常の引張強力と同様にして測定される強力である。この特徴は、第2繊維層を有しない不織布(即ち、第1(または第3)繊維層のみで構成される不織布)とは異なり、また、スパンボンド不織布のように、CD方向にも高い強力を有する不織布を第2繊維層として用いる積層不織布とも異なる。よって、そのような第2繊維層を有する不織布は、45度方向の強力、ならびにMDおよびCD方向の強力から、判別することも可能である。
【0037】
あるいは、別の形態において、第2繊維層は、フィラメントが1方向に配列され延伸された一方向延伸配列繊維層が、2枚、互いに直交するように積層された経緯直交積層繊維層であり、3〜40g/m2の目付を有するものであることが好ましい。経緯直交積層繊維層もまた、比較的粗いものであり、第1および第3繊維層と組み合わされて、剥離強力の大きい積層不織布を与える。経緯直交繊維層は、より好ましくは3〜15g/m2の目付を有し、さらにより好ましくは4〜13g/m2の目付を有し、最も好ましくは8〜12g/m2の目付を有する。目付が小さすぎる場合、および大きすぎる場合の問題点は、先に一方向延伸配列繊維層に関して説明したとおりである。このような目付を有する経緯直交積層繊維層としては、例えば、新日石プラスト株式会社より、商品名ミライフTY0505FEとして販売されている、目付10g/m2のポリエステル製経緯直交積層不織布を好ましく用いることができる。なお、この経緯直交繊維層もまた、先に一方向延伸配列繊維層に関して説明したように、熱収縮性の有無にかかわらず、第2繊維層として好ましく用いられる。
【0038】
あるいはまた、さらに別の形態において、第2繊維層は、湿熱収縮性を有する限りにおいて、3〜15g/m2の目付を有する、開口部を有する水流交絡不織布、ネット、織物(例えばガーゼ)、又は編物等であってよい。あるいは、第2繊維層は、第1および第3繊維層と一体化する前に、パラレルウェブのような繊維ウェブの形態を有していてよい。
【0039】
いずれの形態の第2繊維層を用いる場合にも、第2繊維層を構成する繊維は、湿熱ゲル化しない材料から成る。第2繊維層は、湿熱ゲル化繊維を含むと、幅入り抑制の役割を果たせないことによる。具体的には、第2繊維層は、ポリエチレンテレフタレートおよびポリブチレンテレフタレートのようなポリエステル、ポリプロピレンおよびポリエチレンのようなポリオレフィン、ナイロン6およびナイロン66のようなポリアミドから選択される樹脂から成る繊維で構成されることが好ましい。特に、ポリエチレンテレフタレートのようなポリエステルは、湿熱ゲル化樹脂がエチレン−ビニルアルコール共重合体である場合に、これがゲル化する温度で変質しないことから、第2繊維層の繊維の材料として好ましく用いられる。
【0040】
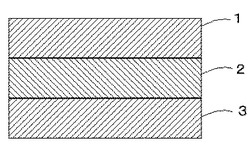
以上において説明した繊維層は、第2繊維層が第1繊維層と第3繊維層との間に位置するように積層されて、一体化されて、積層不織布を構成する。その一例を模式的に断面図にて、図1に示す。図1において、符号1および3は、それぞれ第1および第3繊維層を示し、符号2は第2繊維層を示す。第2繊維層(2)が第1繊維層(1)と第3繊維層(3)との間に挟まれていないと、第2繊維層(2)が積層不織布の表面に露出する。その場合、後の工程においてフィラーを固着させる場合、第2繊維層にはフィラーが固着しないため、最終的に得られるフィラー固着シートにおいて、フィラーが露出する面積が減少することとなる。よって、本発明の積層不織布においては、第2繊維層の両方の表面に、第1および第3繊維層を位置させる。
【0041】
積層不織布は、第1、第2、および第3繊維層を積層したもの(以下、これを便宜的に「積層ウェブ」と呼ぶ)を、適当な手法により一体化させて製造する。積層ウェブの目付は、特に限定されず、最終的に得ようとする積層不織布の目付および製造中に脱落し得る繊維の量などを適宜考慮して、選択される。例えば、積層ウェブの目付は、30〜200g/m2とすることが好ましく、35〜120g/m2とすることがより好ましく、40〜100g/m2であることがさらに好ましい。積層ウェブの目付が40g/m2未満であると、固着させるフィラーの量が少なくなることがあり、また、手で持ったときの触感がしっかりとしたものにならない。積層ウェブの目付が150g/m2を越えると、厚くなりすぎて、取り扱いにくくなることがあり、また、フィラーを固着させるときに、フィラーが不織布内部の繊維表面に固着されにくくなる。
【0042】
積層ウェブを一体化させる方法は特に限定されず、例えば、ニードルパンチ法または水流交絡法を採用できる。特に水流交絡法は、繊維同士を良好に交絡させることができ、得られる不織布の表面がより平滑となるから、好ましく用いられる。
【0043】
水流交絡法で不織布を製造する場合、水流交絡処理条件は、積層ウェブの目付、不織布に固着させるべきフィラーの量、および所望の通気度等に応じて、適宜設定される。例えば、第1および第3繊維層がカードウェブであり、全体の目付が30〜80g/m2である積層ウェブの水流交絡処理は、80〜100メッシュの平織の支持体の上にウェブを載せて、孔径0.05mm以上0.5mm以下のオリフィスが0.3mm以上1.5mm以下の間隔で設けられたノズルから、水圧2MPa以上10MPa以下の水流をウェブの表裏面に1〜5回ずつ噴射することにより実施してよい。また、必要に応じて、上記条件での水流交絡処理の後、開孔形成用の支持体の上にウェブを載せて、上記ノズルから水圧2MPa以上10MPa以下の水流をウェブに噴射して、開孔部を形成してもよい。ここでいう開孔部とは、繊維が集積していない0.05〜50mm2の大きさを有する箇所のことをいう。水流交絡処理後のウェブは、水分を除去するために乾燥されて、積層不織布となる。
【0044】
水流交絡処理後の乾燥は、湿熱ゲル化繊維がゲル化しない条件で実施することが好ましく、例えば、乾燥温度を湿熱ゲル化繊維のゲル化開始温度よりも低い温度に設定することが好ましく、あるいは乾燥温度が高い場合には乾燥スピード(不織布の搬送速度)を高くすることが好ましい。具体的には、例えば、エチレン−ビニルアルコール共重合体を湿熱ゲル化樹脂として使用する場合には、100〜130℃に設定した、熱風吹き付け加工機を用いて、または100〜130℃に設定した、ドラム型乾燥機を用いて、積層不織布の搬送速度を適宜調節して実施される。但し、乾燥条件によっては、湿熱ゲル化繊維が幾分、ゲル化される場合があることに留意されたい。あるいは、乾燥処理は、あるいは、後述するように、水流交絡処理後の積層不織布を、ただちにゲル加工に付してフィラーを固着させた後に、実施してよい。
【0045】
このようにして得られる積層不織布は、湿熱ゲル化繊維をゲル化して、ゲル化物に固着フィラーを固着させるために好ましく用いられる。ここで「フィラー」という用語は、積層不織布に充填もしくは担持されるものを意味するために用いられる。フィラーは、粒子状および短繊維状など、積層不織布の内部および表面にて保持することができる形状のものであれば特に限定されない。フィラーは、その材料および形態に応じて、所定の機能を発揮する。
【0046】
フィラーが粒子状である場合、フィラーは、レーザー回折/散乱式粒子径測定装置で測定したときの平均粒子径が、0.01〜1000μmの範囲内にあるものであることが好ましい。より好ましい平均粒子径の下限は、0.1μmであり、さらにより好ましい下限は1μmである。より好ましい平均粒子径の上限は、100μmであり、さらにより好ましい上限は、80μmであり、最も好ましい上限は、50μm以下である。平均粒子径が0.01μm未満では、フィラーがゲル化物に埋没することがある。一方、平均粒子径が1000μmを超える場合は、BET法により求められる、フィラーの比表面積が小さくなり、フィラーの機能が充分に発揮されない場合がある。特に平均粒子径が100μm以下のフィラーは、比表面積が大きくなるので、固着量が少なくても、フィラーの機能が有効に得られやすく、好ましく用いられる。
【0047】
フィラーが短繊維状である場合、その繊維長及び繊維断面長のうち大きい方の長さ(以下、短繊維長さという)は、0.1〜1000μmの範囲内にあることが好ましい。より好ましい短繊維長さの下限は、10μmである。より好ましい短繊維長さの上限は、500μmである。短繊維長さは、上記範囲を満たすとともに、積層繊維ウェブが短繊維ウェブである場合には、その繊維長の30%程度であることが好ましい。短繊維長さが0.1μm未満では、フィラーがゲル化物に埋没することがある。一方、短繊維長さが1000μmを超える場合は、繊維長が長いため、フィラーを分散させた液を不織布に含浸またはスプレーする方法を用いてフィラーを不織布に付与するときに、フィラーが分散液に均一に分散しないことがある。また、短繊維長さが1000μmを超えると、フィラーの比表面積が小さくなり、フィラーの機能が充分に発揮されない場合がある。
【0048】
第1および第3繊維層に固着させ得るフィラーとして、例えば、アルミナ、シリカ、トリポリ、ダイヤモンド、コランダム、エメリー、ガーネット、フリント、合成ダイヤ、窒化硼素、炭酸マグネシウム、炭化珪素、炭化硼素、酸化クロム、酸化セリウム、酸化鉄、ケイ酸コロイド、炭素、グラファイト、ゼオライト、二酸化チタン、カオリン、クレイ、炭酸カルシウム、および鉱石等を挙げることができる。これらの粒子は適宜混合して使用することもできる。これらのフィラーは、例えば、研磨剤として機能し、また、幾つかのフィラーは、所定の化学物質の吸着剤、または所定の生物の吸着もしくは殺生剤として機能し得る。
【0049】
前記フィラーは、有機フィラーであってもよい。有機フィラーの材料として、例えば、スチレン系、アクリル系、メタクリル系、メラミン系、フェノール系、エポキシ系、フッ素系、シリコーン系、ポリエステル系、およびポリオレフィン系等の樹脂が挙げられる。有機フィラーは、その材料および形態に応じた種々の機能を奏し、例えば、イオン交換材または忌避材として機能する。
【0050】
フィラーは、ガス吸着性フィラーであることが好ましい。本発明の積層不織布にガス吸着性フィラーを固着させて成るシートは、ガス吸着材として用いることができ、その場合、第1および第3繊維層はガス吸着層として機能する。ガス吸着性フィラーは、例えば、タバコの煙に含まれる有害ガス成分および臭気成分等の気体物質、ならびにVOC(揮発性有機化合物)ガス等を吸着し、またそれらを吸着することにより、所定の空間内の雰囲気ガスまたはシートを通過するガスを消臭する機能を有する。ガス吸着性フィラーは、例えば、活性炭粒子、ゼオライト、シリカゲル、活性白土、および層状リン酸塩等の多孔質粒子、酸化チタン等を多孔質の無機化合物で被覆した光触媒粒子、及びこれらの多孔質粒子に酸性物質およびホルムアルデヒド吸着剤等のガス吸着性化合物を担持させた多孔質粒子等であることが好ましい。
【0051】
多孔質粒子は、特に活性炭粒子であることが好ましい。フィラーとして使用する活性炭の種類は特に限定されないが、例えば、原材料としてヤシガラまたは木質などを用いたものであってよく、その賦活は、水蒸気による方法または薬品による方法等により実施してよい。
【0052】
前記ガス吸着性化合物としては、リン酸、スルファニル酸、アクリル酸、およびポリフェノールなどの酸性物質、ヒドラジド化合物、ならびに芳香族ポリアミン、ポリアリルアミン、およびポリビニルアミンなどのポリアミン化合物などが挙げられる。ガス吸着性化合物は、好ましくは液状の形態で、多孔質粒子を固着した積層不織布に付与され、または多孔質粒子に担持される。それにより、ガス吸着性化合物が、積層不織布中に均一に分散されるので、都合がよい。したがって、ガス吸着性化合物は、例えば水などの溶媒に、溶解あるいは分散し易いものを選択することが好ましい。また、ガス吸着性化合物は、一部または全部が直接、積層不織布を構成する繊維に付着していてよい(即ち、多孔質粒子に担持されていなくてもよい)。前記ガス吸着性化合物が、酸性物質であると、アンモニアガスなどの吸着に優れた効果を発揮し、ヒドラジド化合物、およびポリアミン化合物等であると、ホルムアルデヒドなどの吸着に優れた性能を発揮する。
【0053】
本発明の積層不織布にフィラーを固着させて、フィラー固着シートとする場合、フィラーの機能を効率良く発揮させるために、フィラーの固着量は、不織布1m2あたり0.5g以上であることが好ましく、5g以上であることがより好ましく、10g以上であることが特に好ましい。また、フィラーの固着量の好ましい上限は、不織布の質量に対して5倍程度である。
【0054】
フィラー固着シートがガス吸着材である場合、フラジール法により測定される、ガス吸着材の通気度は、20〜200cm3/cm2・secであることが好ましく、30〜150cm3/cm2・secであることがより好ましい。通気度が20cm3/cm2・sec未満であると、例えば、ガス吸着材を、空気清浄機用フィルターおよび分煙フィルター等のフィルターとして用いたときに、空気の循環効率が低下することがあり、通気度が200cm3/cm2・secを超えると、ガス吸着層の空隙が大きすぎて、有害ガス成分または臭気成分が充分にフィラーに接触せず、吸着・消臭効率が低下することがある。
【0055】
次に、フィラーを本発明の積層不織布に固着させる方法について説明する。フィラーの固着は、加熱処理を湿潤雰囲気で施すこと、即ち、湿熱処理を含む。ここで「湿潤雰囲気」とは、積層不織布自体および/またはその周囲が水分を含む状態であることを指している。湿熱処理の方法として、積層不織布に、例えばフィラーを含むフィラー分散溶液(以下、単に「フィラー分散溶液」という)を付与した後に加熱処理する方法、および前記フィラー分散溶液を付与しながら加熱処理する方法が挙げられる。加熱の方法としては、フィラー分散溶液を付与した積層不織布を、加熱雰囲気に晒す方法、加熱空気を貫通させる方法、及び加熱体に接触させる方法等が挙げられる。また、別の湿熱処理の方法としては、積層不織布にフィラーを散布した後、水分を付与し、加熱処理する方法、および予め水分を付与した積層不織布上にフィラーを散布した後、加熱処理する方法もある。フィラーを散布する方法は特に限定されず、例えば、ふるいによる方法、噴射による方法、および電気的に行う方法などがある。
【0056】
湿熱処理を施す前に、積層不織布に親水処理を施してもよい。親水処理を施すと、積層不織布が疎水性繊維を含む場合に、積層不織布に略均一に水分を付与することができる。その結果、湿熱ゲル化繊維が略均一に湿熱ゲル化され、フィラーが固着しやすくなるため好ましい。親水処理は、界面活性剤による処理、または、コロナ放電法、グロー放電法、プラズマ処理法、電子線照射法、紫外線照射法、γ線照射法、フォトン法、フレーム法、フッ素処理法、グラフト処理法、もしくはスルホン化処理法等により実施してよい。
【0057】
湿熱処理の方法としては、前述のように種々の方法がある。以下に、特に、次の湿熱処理の方法について説明する。
(1)積層不織布に、水分およびフィラーを付与した後、積層不織布をスチーム処理する方法(以下、「スチーム処理法」という)
(2)積層不織布に、水分およびフィラーを付与した後、積層不織布を加熱体に接触させる方法(以下、「加熱体接触法」という)
(3)積層不織布を、加熱したフィラー分散溶液に接触させる方法(以下、「加熱液接触法」という)
【0058】
前記スチーム処理法および加熱体接触法において、積層不織布に付与する水分の割合(以下、「水分率」という)は、20〜1500質量%であることが好ましい。より好ましい水分率は、30〜1000質量%である。さらにより好ましい水分率は、40〜900質量%である。水分率が20質量%未満であると、湿熱ゲル化が充分に起こらないことがある。一方、水分率が1500質量%を超えると、積層不織布の表面および内部が均一に湿熱処理されず、湿熱ゲル化の度合いが不均一となる傾向にある。水分の付与は、スプレー法、および浸漬法等、公知の方法で行うことができる。水分を付与した積層不織布は、絞りロール等で圧搾する方法等で、所定の水分率に調整することができる。
【0059】
水分の付与は、フィラーの付与と同時に実施することが好ましい。具体的には、フィラー分散溶液への積層不織布への浸漬等により水分およびフィラー付与する方法が、積層不織布内にフィラーを多く取り込みやすいため、好ましい。その場合、積層不織布に付与するフィラー分散溶液の割合(以下、「ピックアップ率」という)は、20〜1500質量%であることが好ましい。より好ましいピックアップ率は、30〜1000質量%である。さらにより好ましいピックアップ率は、40〜900質量%である。ピックアップ率が20質量%未満であると、湿熱ゲル化が充分に起こらないことがある。一方、ピックアップ率が1500質量%を超えると、積層不織布の表面と内部が均一に湿熱処理されず、湿熱ゲル化の度合いが不均一となる傾向にある。フィラー分散溶液の付与は、スプレー法、および浸漬法等、公知の方法で行うことができる。
【0060】
フィラー分散溶液中のフィラーの濃度は、使用する積層不織布の目付、およびフィラーの所望の固着量、ならびにフィラー分散溶液の温度および粘度などに応じて、適宜設定すればよい。フィラーの濃度の好ましい範囲は0.1〜75質量%であり、より好ましい範囲は1〜50質量%である。フィラーの濃度が0.1質量%よりも低いと、フィラーの積層不織布への付着量が少なく、フィラーの機能が充分に得られない場合がある。フィラーの濃度が75質量%よりも高いと、加工性が悪くなるため、フィラーを均一に積層不織布に付着させられない場合がある。
【0061】
フィラー分散溶液は、本発明の積層不織布にガス吸着性フィラーを固着させてガス吸着材として使用する場合、ガス吸着性フィラー以外にガス吸着性化合物を更に含んでいることが好ましい。フィラー分散溶液中のガス吸着性化合物の濃度は、特に限定されず、積層不織布の目付およびフィラーの所望の固着量に応じて、適宜設定すればよい。ガス吸着性化合物の濃度の好ましい範囲は、0.1〜10質量%である。ガス吸着性化合物の濃度が0.1質量%よりも低いと、ガス吸着性化合物の効果が充分に得られない場合がある。ガス吸着性化合物の濃度が10質量%よりも高いと、加工性が悪くなる場合がある。また、ガス吸着性化合物の濃度が10質量%よりも高い場合は、濃度の増加に見合う効果が得られない場合もある。
【0062】
フィラー分散溶液の温度は、湿熱ゲル化樹脂がゲル化しない温度であっても、ゲル化を開始する温度であってもよく、フィラーおよびガス吸着性化合物の種類、粒子径、もしくは短繊維長さ、ならびにフィラー分散溶液の濃度および粘度などに応じて、適宜設定すればよい。例えば、積層不織布の水分率を多くする必要がある場合には、湿熱処理時に湿熱ゲル化樹脂がゲル化し易いように、湿熱ゲル化繊維がゲル化しない温度範囲で加熱してもよい。フィラー分散溶液の温度が、湿熱ゲル化樹脂がゲル化を開始する温度以上であれば、後述する加熱液接触法となる。
【0063】
加熱液接触法は、フィラー分散溶液の温度を高くして、フィラーの付与と湿熱ゲル化繊維のゲル加工を同時に実施する方法である。即ち、加熱液接触法は、積層不織布を、加熱したフィラー分散溶液に接触させることにより、湿熱ゲル化樹脂がゲル化されたゲル化物を形成して、フィラーを固着する。積層不織布を加熱液に接触させる方法としては、例えば、加熱したフィラー分散溶液中に積層不織布を浸漬する方法、および加熱したフィラー分散溶液を積層不織布に噴霧する方法などが挙げられる。この加熱液接触法においては、水分の付与と同時に湿熱ゲル化繊維のゲル化が進行するので、フィラー分散溶液中のフィラーの濃度と、フィラー分散溶液の温度を調整して、フィラーの固着量を調整することができる。
【0064】
この加熱液接触法によれば、ゲル加工時に積層不織布に対して、必要以上に面圧が加わらないため、ゲル化物が流動させられる(または押し広げられる)度合いが小さくなる。よって、この方法によれば、湿熱ゲル化繊維の繊維形態を維持しつつ、繊維同士の交絡部においてゲル化物を膜状に広げることなく、繊維同士を接着し、かつフィラーを繊維表面に露出させた状態で固着することができる。そのため、最終的に得られるフィラー固着シートは、嵩高性及び/又は柔軟性を有するものとなる。また、加熱液接触法においては、湿熱ゲル化繊維のゲル化と、フィラーの固着が、同時に液中で行われる。これにより、フィラーを付与した後にゲル化する場合に比べ、フィラーをより均一に、繊維表面に露出した状態で固着することができるので、少量のフィラーの使用で優れた効果を発揮するフィラー固着シートが得られる。
【0065】
前記加熱液接触法において、ゲル加工温度(即ち、加熱液の温度)は、湿熱ゲル化樹脂繊維成分のゲル化温度以上、(融解ピーク温度−20)℃以下であれば、特に限定されない。好ましい温度範囲は、85〜120℃であり、より好ましい温度範囲は90〜100℃である。温度が85℃よりも低いと、フィラーの固着が充分になされない場合があり、120℃よりも高いと、風合いが硬くなり、得られるシートがフィルム状になる場合がある。
【0066】
より具体的には、加熱液接触法においては、フィラーを含む熱水中(85℃以上)に、不織布を浸漬することにより、フィラーを繊維表面に固着することができる。特に、加熱したフィラー分散溶液中に浸漬する方法は、湿熱ゲル化繊維を均一にゲル化することができ、好ましい。
【0067】
スチーム処理法および加熱体接触法においては、水分およびフィラーを付与した後、湿熱処理を実施して、ゲル加工する。いずれの方法においても、湿熱処理温度は、湿熱ゲル化樹脂のゲル化温度以上、(融解ピーク温度−20)℃以下であることが好ましい。湿熱処理温度の下限は、より好ましくは50℃であり、さらにより好ましくは、80℃である。一方、湿熱処理温度の上限は、より好ましくは、(湿熱ゲル化樹脂の融解ピーク温度−30)℃であり、さらにより好ましくは、(湿熱ゲル化樹脂の融解ピーク温度−40)℃以下である。湿熱処理温度が湿熱ゲル化樹脂のゲル化温度未満であると、フィラーを有効に固着することができない場合がある。湿熱処理温度が、(湿熱ゲル化樹脂の融解ピーク温度−20)℃を超えると、湿熱ゲル化樹脂の融解ピーク温度に近くなるため、積層不織布において湿熱ゲル化繊維が収縮し、しわおよびムラ等を生じることがある。
【0068】
スチーム処理法は、フィラー及び水分を付着させた積層不織布をスチームに晒す方法である。この方法は、得られるフィラー固着シートが、嵩高性及び/又は柔軟性をより有するようにし得るという点で有利である。
【0069】
スチーム処理の方法としては、例えば、所定の水分率に調整した積層不織布の上及び/又は下からスチームを吹き付ける方法、スチームを充満させたチャンバー内で積層不織布にスチームを接触させる方法(パッドスチーマー法)、ならびにオートクレーブ等を用いて積層不織布をスチームに晒す方法などが挙げられる。スチーム処理法によれば、ゲル加工時において積層不織布に加わる圧力を比較的小さくすることができる。その結果、積層不織布において繊維形態を維持しながら、ガス吸着性フィラーを繊維表面に露出させた状態で固着することができる。よって、少量のフィラーの使用で優れた効果を発揮するフィラー固着シートが得られる。更に、スチーム処理の条件を調整することにより、積層不織布の表面を、繊維同士の交絡部において膜状に広がったゲル化物(以下、「膜状ゲル化物」という)で覆うこともできるため、フィラーを固着する有効面積が増大し、フィラーによる機能(例えば、ガス吸着性能)をより向上させることができる。
【0070】
パッドスチーマー法は、蒸気吹き出し口より吐出された蒸気を直接、積層不織布に接触させることなく、均一な蒸気雰囲気中でスチーム処理する方法である。この方法は、均一なゲル化物を形成することを可能にするので、特に好ましい。また、連続運転をする上でも都合がよい。更に、パッドスチーマー法によれば、温度のコントロールが容易なので、フィラーの機能を維持したまま、目的に応じて積層不織布の強力および通気度などをコントロールすることができ、また、様々な形の膜状に広がったゲル化物も形成できるので、特に好都合である。例えば、スチーム処理中にフィラーの固着が不充分であると判断される場合には、スチームの温度を上げることにより、ゲル化樹脂の流動性が向上し、フィラーを強固に固着させることができる。また、パッドスチーマー法は、ゲル加工と同時に、乾燥工程の予備処理的な役割も果たすため、乾燥工程の効率化も図れる。
【0071】
スチーム処理温度は、前述した湿熱処理温度の範囲内にあるように設定され、積層不織布付近の温度が、湿熱ゲル化樹脂のゲル化温度以上、(融解ピーク温度−20)℃以下であれば、特に限定されない。好ましい温度範囲は、80〜120℃であり、より好ましい温度範囲は90〜110℃である。
【0072】
次に、加熱体接触法について説明する。加熱体接触法は、フィラーをより強固に固着させたい場合に、水およびフィラーを付与した後、所定の水分率に調整した積層不織布を、加熱体に接触させる方法である。加熱体で加熱されることによって、湿熱ゲル化樹脂がゲル化されてゲル化物を形成し、フィラーを固着する。積層不織布を加熱体に接触させる方法としては、例えば熱ロールに接触させる方法、および熱プレス板に接触させる方法などが挙げられる。加熱体接触法によれば、瞬時に湿熱ゲル化樹脂をゲル化することができると同時に、ゲル化物を押し広げることができるので、広い面積にわたってフィラーを固着することができる。また、この方法によれば、ゲル化したときに、フィラーがゲル化物に押し込まれて、繊維表面にフィラーを更に強固に固着させることができる。
【0073】
加熱体が熱プレス板のような面状のものである場合、積層不織布と接触させる際の面圧は0.01MPa〜3MPaであることが好ましい。より好ましい面圧の下限は、0.02MPaである。より好ましい面圧の上限は、2.5MPaである。面圧が0.01Mpa未満の場合、フィラーの固着が充分でなくなることがあり、面厚が3Mpaを超えると、風合いが硬くなることがある。
【0074】
また、加熱体が1対の熱ロールであり、積層不織布が熱ロールによって圧縮成形される場合、熱ロールの線圧は、10〜400N/cmであることが好ましい。より好ましい熱ロールの線圧の下限は、50N/cmである。より好ましい熱ロールの線圧の上限は、200N/cmである。線圧が10N/cm未満の場合、フィラーの固着が充分でなくなることがあり、線圧が400N/cmを超えると、風合いが硬くなることがある。熱ロールの一方または両方はパターンを有してよく、その場合、ゲル加工と同時に積層不織布の一方または両方の表面にパターンを形成することができる。
【0075】
加熱体の設定温度は、前述のように、湿熱ゲル化樹脂のゲル化温度以上、(融解ピーク温度−20)℃以下であれば、特に限定されない。好ましい温度範囲は、50〜160℃であり、より好ましい温度範囲は、80〜150℃である。なお、水分を含んだ積層不織布をゲル加工するために、設定温度を100℃以上にすると、まず積層不織布内の水分が蒸発する。そのとき、湿熱ゲル化樹脂のゲル化が進行するので、ゲル加工の実温度は設定温度よりも低くなる傾向にある。
【0076】
加熱体を用いて処理すると、フィラーは、湿熱ゲル化繊維の表面にて露出した状態で、強固に固着されるので、フィラーを少量使用する場合は、確実に固着でき、フィラーを多量に使用する場合でも、その大半のフィラーを強固に固着できる。よって、この方法によれば、フィラーの脱落量が少なくて済む。
【0077】
湿熱処理は、2以上の異なる加熱処理方法を組み合わせて実施してよい。例えば、フィラー分散溶液を含浸させた積層不織布について、スチーム処理を実施した後、加熱体接触法を実施してもよい。特に熱ロールを加熱体として使用するときには、積層不織布が加熱体と接触する時間が短く、フィラーの固着が不十分となることがあるので、スチーム処理を併用することが好ましい。
【0078】
湿熱処理を施した積層不織布は、1)そのまま乾燥処理を行ってもよいし、2)一旦水洗を行った後、乾燥処理を行ってもよいし、3)一旦乾燥させた後、水洗を行い、その後、乾燥処理を行ってもよい。水洗を行う場合は、上記3)の方法が、フィラーの固着量が多くなる(即ち、水洗の際のフィラーの脱落量が小さくなる)ので都合がよい。
【0079】
乾燥温度は、積層不織布を構成する繊維が、融解又は軟化又は分解する温度未満である限りにおいて、特に限定されない。また、乾燥処理は、例えば、熱風吹き付け加工機を用いて実施される。例えば、第1および第3繊維層が、湿熱ゲル化樹脂としてエチレン−ビニルアルコール共重合体を含む湿熱ゲル化繊維を含み、第2繊維層がポリエチレンテレフタレート繊維から成る、一方向延伸配列不織布である場合には、乾燥処理は、100〜130℃に設定した熱風吹き付け加工機を用いて、または、100〜130℃に設定した、ドラム型乾燥機を用いて実施してよい。
【0080】
乾燥処理後の積層不織布は、その乾燥処理機の出口部において、一対のプレスロールを通過させて、プレス加工に付してよい。乾燥処理後の出口部においてプレス加工を行うことで、不織布の柔軟性を維持したまま、フィラーを強固に固着させ得る。
【0081】
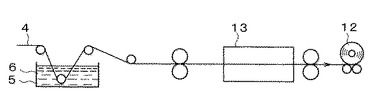
図2〜図4において、フィラー固着方法の例を模式的に示す。図2は、スチーム処理法を用いてフィラーを固着する方法を示す。図2において、不織布4は、槽5内にて、ガス吸着性フィラーを含むフィラー分散溶液6に浸漬し、絞りロール7で絞って、不織布4の水分量を所定の量に調節する。加熱処理は、パッドスチーマー8にて実施する。不織布4は、パッドスチーマー8内において、下から蒸気が吹き出して蒸気が均一に充満しているチャンバーを通過させられて、スチーム処理される。スチーム処理後、不織布4は、必要に応じて、水洗および脱水処理(図示せず)に付して、乾燥機13で乾燥させ、それから巻き取り機12で巻き取る。なお、パッドスチーマー8でスチーム処理する際、不織布4には、吹き出した蒸気は直接当たらない。
【0082】
図3は、加熱液接触法を用いてフィラーを固着する方法を示す。図4において、不織布4は、槽5内にて、ガス吸着性フィラーを含む、加熱されたガス吸着性フィラー分散溶液6に浸漬し、乾燥機13で乾燥させて、巻き取り機12で巻き取る。ガス吸着性フィラー分散溶液6の加熱は、例えばヒーター(図示せず)等の加熱手段により行われる。
【0083】
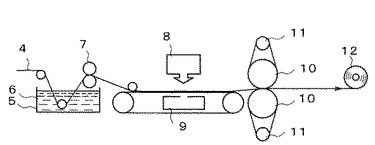
図4は、スチーム処理法と加熱体接触法を用いて、フィラーを固着する方法を示す。図4において、不織布4は、槽5内にて、ガス吸着性フィラーを含むガス吸着性フィラー分散溶液6に浸漬し、絞りロール7で絞られて、スチーマー8とサクション9との間で湿熱処理される。その後、一対の加熱ロール10,10に掛けたパターニング用キャンバスロール11,11により圧縮成形し、フィラーをさらに固着させるとともに、表面に所定のパターン模様を付与する。その後、得られたフィラー固着シートを、巻き取り機12に巻き取る。スチーマー8とサクション9に代えて、上下方向からシートを押さえる熱板を用いて、例えば温度150℃、5分間の加圧処理を行ってもよい。あるいは、この形態の変形例として、スチーマー8を使用せずに、一対の加熱ロールのみで圧縮成形とフィラーの固着を行う方法、およびスチーマー8を使用せずに、一対の加熱ロール10,10に掛けたパターニング用キャンバスロール11,11のみで圧縮成形とフィラーの固着を行う方法もある。
【0084】
このようにして得られるフィラー固着シートは、適宜フィラーを選択することにより、フィラーの機能が充分に発揮される積層不織布となる。例えば、フィラーがガス吸着性フィラーである場合、ガス吸着材として用いることができる。このガス吸着材は、プリーツ折り構造およびハニカム構造等を有するように成形加工して、空気清浄器用フィルター、エアコン用フィルター、車両用のキャビンフィルター、およびタバコ分煙器用フィルター等に用いることができる。そのようなフィルターとして用いる場合、このガス吸着材は、他のフィルター材料、例えばエレクトレットフィルター、HEPAフィルター、およびULPAフィルター等と併用して用いることもできる。
【0085】
本発明の積層不織布から構成されるガス吸着材は、例えばフィルターに用いる場合、第1および第3繊維層をエレクトレット加工して、塵や花粉などの捕集性を高めることができる。また、ガス吸着材は、タバコ消臭用フィルターとしても使用することができる。この場合、ガス吸着材をそのままフィルターとするか、ガス吸着材と他のフィルターとを組み合わせて使用してよい。
【0086】
以上において、本発明の積層不織布から成るフィラー固着シートについて説明した。本発明の積層不織布は、フィラーを固着して又はフィラーを固着させることなく、例えば、包装材として使用することもできる。包装材は、本発明の積層不織布をTダイ等でラミネート加工して製造してよい。本発明の積層不織布を含む包装材は、例えば、食品またはその他液体を含むものを包装したときに、液体が包装材の外にしみ出ることを防止する。
【0087】
また、本発明の積層不織布は、フィラーを固着して又はフィラーを固着させることなく種々の用途に使用できる。具体的には、本発明の積層不織布は、工業用研磨材として、レンズ、半導体、金属、プラスチック、セラミック、ガラスなど様々な分野の研磨材、家庭用または業務用キッチンなどで使用する研磨材、消臭材、イオン交換材、汚水処理材、吸油材、金属吸着材、電池セパレータ用不織材、導電性材、制電性材(帯電防止材)、調湿・除湿材(例えば、結露防止材)、吸音・防音材、防虫・防カビ材、育苗材、芳香材、磁性材、遠赤外線材として使用することができる。これらは、より具体的には、例えば、家庭用および車両用の内装材、建材の養生シート、壁紙、カーテン、マット、カーペット、医療用等のガウン、衣料、マスク、ワイパー、および空調用等のフィルターとして、実現してよい。
【実施例】
【0088】
以下実施例により、本発明を具体的に説明する。なお、本発明は以下の実施例に限定されない。
(実施例1)
下記の第1〜第3繊維層から成る積層不織布を作製した。
第1繊維層と第3繊維層は、エチレン−ビニルアルコール共重合体樹脂(エチレン含有量38モル%、エチレン−ビニルアルコール共重合体の鹸化度99%、ゲル化開始温度85℃、融解ピーク温度176℃)を鞘成分とし、ポリプロピレン(融解ピーク温度161℃)を芯成分とする、容積比1:1で複合紡糸された、繊度2.8dtexおよび繊維長51mmの芯鞘型複合繊維(商品名UBF、ダイワボウポリテック(株)製)を、湿熱ゲル化繊維として用いて作製した。この繊維において、湿熱ゲル化樹脂は、繊維全体の57質量%を占めていた。第1および第3繊維層はともに、この湿熱ゲル化繊維のみから成り、セミランダムカード機で開繊して作製した。目付は、各層とも20g/m2とした。
【0089】
第2繊維層として、ポリエステル繊維からなる、目付が5g/m2の1方向延伸配列不織布(商品名ミライフT05、新日石プラスト(株)製)を用意した。
【0090】
第1繊維層と第3繊維層の間に第2繊維層が位置するように、3つの繊維層を積層して積層ウェブを作製した。次いで、孔径0.08mmのオリフィスが0.6mm間隔で設けられたノズルを用いて、ウェブの第1繊維層側の表面に、水圧4MPaの柱状水流を2回噴射し、同様に第3繊維層側の表面に、水圧4MPaの柱状水流を2回噴射することに、繊維を交絡させた。その後、ボックス型真空吸引装置にて、脱水後、ドラム型乾燥機(設定温度120℃)にて乾燥させ、水流交絡により一体化された積層不織布を得た。
【0091】
(実施例2)
第2繊維層として、ポリエステル繊維からなる、目付10g/m2の経緯直交不織布(商品名ミライフTY0505FE、新日石プラスト(株)製)を使用し、実施例1で用いたものと同じ第1および第3繊維層を使用して、積層ウェブを作製した。実施例1で用いた条件と同じ条件で、積層ウェブに水流交絡処理を施した後、乾燥処理を実施して、積層不織布を得た。
【0092】
(比較例1)
実施例1で使用した芯鞘型複合繊維のみを使用して、目付40g/m2の繊維ウェブをセミランダムカード機で作製し、これに実施例1で用いた条件と同じ条件で、水流交絡処理を施した後、乾燥処理を実施して、積層不織布を得た。
【0093】
(比較例2)
第2繊維層として、ポリプロピレン繊維から成る、目付15g/m2のスパンボンド不織布(商品名ストラテックRN2015、東洋紡績(株)製)を使用し、実施例1で用いたものと同じ第1および第3繊維層を使用して、積層ウェブを作製した。実施例1で用いた条件と同じ条件で、積層ウェブに水流交絡処理を施した後、乾燥処理を実施して、積層不織布を得た。
【0094】
実施例1および2、比較例1および2の積層不織布について、湿熱収縮率、剥離強力、引張強力、45%強力を測定し、第2繊維層として使用した一方向延伸配列不織布およびスパンボンド不織布について湿熱収縮率を測定した。その結果を表1に示す。測定方法は次のとおりである。
【0095】
(湿熱収縮率)
不織布を、MD方向×CD方向の寸法が24cm×24cmとなるようにカットして、サンプルとし、このサンプルの中心部に、十字のしるしを黒色油性マーカーでつけた。十字のしるしは、MD方向およびCD方向において、それぞれ10cmの線を引くことによりつけた。サンプルを、MD方向が垂下方向となるように、蒸気釜(染色機)に吊して入れた。サンプルは、CD方向の2つの側縁から6cmの位置で、上端部をクリップで固定して吊した。サンプルは、蒸気釜内で、蒸気圧1kg/cm2(温度約102℃)の湿熱雰囲気に約15秒間晒した。その後、サンプルを取り出し、十字の線の長さ(MD方向、CD方向)を測定して、測定した長さと加熱前の長さから、MD方向およびCD方向の湿熱収縮率を求めた。
【0096】
(剥離強力)
不織布から、MD方向×CD方向が5cm×約30cmである寸法の試験片を、試料の幅1mあたり、横方向にそれぞれ3枚採取する。試験片の一方の端側を、約10cmほど第1繊維層と第2繊維層を剥離させるように開き、初加重の下で、定速伸長型引張試験機(商品名UCT―1T、オリエンテック(株)製)に、つかみ間隔を20cmにして取り付け、10cm/minの引張速度で試験片が分断されるまで引っ張り続けた。その際に得られたS−Sチャートより、加重の極大点上位3点と、極小点下位3点の平均した値を各試験片の剥離強力とした。さらに、3つの試験片について求めた剥離強力の平均を求めて、各試料の剥離強力とした。
【0097】
(引張強力、45度方向の強力)
MD方向およびCD方向の引張強力は、日本工業規格 JIS L−1906 一般長繊維不織布試験法 5.3.1引張強さに準拠して測定した。45度方向の強力は、MD方向と45度の角をなすように試料をカットして試験片を作製し、その試験片の引張強力を、日本工業規格 JIS L−1906 一般長繊維不織布試験法 5.3.1引張強さに準拠して測定することにより、求めた。
【0098】
【表1】

【0099】
表1に示すように、実施例1および2の積層不織布は、剥離強力が測定できないほど(即ち、剥離強力を測定しようとすると、先に不織布自体が破れる)、第1および第3繊維層と、第2繊維層とが強固に交絡していた。また、表面状態が良好で、均一であった。これに対し、比較例2の積層不織布は、比較例1(第2繊維層を含まないもの)の不織布よりも引張強力の大きい不織布を使用して補強しているにもかかわらず、MD方向の引張強力は実施例1のそれよりも小さかった。また、湿熱収縮率を測定した後の比較例2の不織布においては、表面状態が実施例1および2のそれよりも悪く、第1および第3繊維層においてムラおよびシワの発生が認められた。
【0100】
第2繊維層として用いた一方向延伸配列不織布とスパンボンド不織布を比較すると、前者は、MDおよびCD方向のいずれにおいても湿熱収縮し、湿熱収縮性を有していたが、後者は、湿熱収縮性を示さなかった。このことも、得られる積層不織布の湿熱処理後の表面状態に影響するものと推察される。
【0101】
続いて、実施例1および2、ならびに比較例2の積層不織布、および比較例1の不織布にフィラーを固着させて、フィラーの固着量および固着の度合い(フィラーの脱落のしにくさ)を評価した。
【0102】
(ガス吸着性フィラーの準備)
フィラーとして、ガス吸着性フィラーを用意した。具体的には、平均粒子径25μmの活性炭粒子(商品名太閤P、フタムラ化学(株)製)を使用した。
【0103】
(フィラーの固着)
前記フィラーを10質量%の割合で含む、水分散液(水温20℃)を用意し、これに不織布を浸漬した。次いで、マングルロールで、ピックアップ率300%となるよう絞り圧を調整して、水およびフィラーを積層不織布に付与した。この積層不織布を、パッドスチーマーを通過させて湿熱処理した。湿熱処理条件は、蒸気圧1kg/cm2、滞留時間約10秒であった。その後、ピンテンター式熱風吹きつけ乾燥機(乾燥温度130℃)にて不織布を乾燥させ、それにより、ガス吸着性フィラーを固着させた。フィラーを固着させた不織布について、フィラー固着率、およびフィラー脱落率を測定した。その結果を表2に示す。測定方法は次の通りである。
【0104】
(フィラー固着率)
下記式によりフィラー担持率を算出した。
【数1】
【0105】
(フィラー脱落率)
下記式によりフィラー脱落率を算出した。
【数2】
なお、単位面積あたりの脱落したフィラーの質量は、以下のフィラー脱落試験を実施して求めた。
1.試料をMD方向×CD方向が10cm×10cmとなるように切断し、設定温度80℃の乾燥機で1時間乾燥させた後、乾燥後の質量(A)を測定する。
2.2Lのビーカーに蒸留水1Lとサンプル1枚を加え、スターラー上で撹拌子を用い1200rpmで10分間撹拌する。
3.ビーカーから試料を取り出し、ごく軽く水洗した後、その試料を設定温度80℃の乾燥機で1時間乾燥させた後、その質量(B)を測定する。
4.以下の式により単位面積当たりの脱落したフィラーの質量を算出する。
単位面積当たりの脱落したフィラーの質量(g/m2)=(A−B)×100
【0106】
【表2】
【0107】
実施例1および2とも、フィラー脱落率は小さく、フィラーを良好に固着することができた。また、比較例1の不織布においては、フィラー固着中(即ち、湿熱処理中)、約30%程度の幅入りが生じたのに対し、実施例1の幅入りは約10%程度であり、実施例1は湿熱処理中のCD方向の寸法変化が小さいものであった。
【産業上の利用可能性】
【0108】
本発明の積層不織布は、フィラーを固着可能な湿熱ゲル化繊維を含み、かつ広い面積にわたって良好で且つ均一な表面を有するので、車両用内装材、建材の養生シート、廃棄物被覆用シート、ゴミ袋、壁紙、マット、カーペット、およびフィルター等として使用するのに特に適し、また、マスク等の比較的寸法の小さい製品にも勿論適している。
【図面の簡単な説明】
【0109】
【図1】本発明の積層不織布の一例を模式的に示す断面図である。
【図2】本発明のフィラー固着シートを製造する方法の一例を模式的に示す工程図である。
【図3】本発明のフィラー固着シートを製造する方法の一例を模式的に示す工程図である。
【図4】本発明のフィラー固着シートを製造する方法の一例を模式的に示す工程図である。
【符号の説明】
【0110】
1 第1繊維層
2 第2繊維層
3 第3繊維層
4 積層不織布
5 槽
6 フィラー分散溶液
7 絞りロール
8 スチーマー
9 サクション
10 加熱ロール
11 キャンバスロール
12 巻き取り機
13 乾燥機
【技術分野】
【0001】
本発明は、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む繊維層が、湿熱収縮性を有する繊維層と一体化された、積層不織布に関する。
【背景技術】
【0002】
近年、有害化学物質による室内環境汚染が問題となっている。例えば、揮発性有機化合物(以下、VOCと略称する)の吸入によるシックハウス症候群等のアレルギー症状の発生が増加しているため、VOCガス等の有害ガスを吸着するガス吸着材が要望されている。また、有害化学物質のうちタバコの煙成分は、有害ガス成分および臭気成分を含むため、家庭およびビルの室内、ならびに車内など室内環境を汚染する原因の一つとして挙げられている。そのため、タバコ臭を除去するガス吸着材も要望されている。
【0003】
上記要望に応えるべく、本出願人は、特定の樹脂を利用した繊維を使用してガス吸着材を構成することを提案している。本出願人は、まず、湿熱ゲル化樹脂を含む繊維を利用し、例えば、この繊維で不織布を構成した後、この樹脂を湿熱処理に付してゲル化させた湿熱ゲル化物にフィラーを固着させたシートを、特許文献1にて提案した。そして、本出願人は、特許文献2において、フィラーをガス吸着性フィラーとしたガス吸着剤を、提案した。湿熱ゲル化樹脂は、好ましくはエチレン−ビニルアルコール共重合体である。そのような繊維を使用することにより、フィラーを表面に露出させた状態で固着することができる。また、特許文献1および2に記載のシートにおいては、湿熱ゲル化物が繊維表面に固着されたフィラーの脱落を有効に防止する。さらに、そのような繊維を使用すれば、フィラーの比表面積の減少を抑制できる。よって、特許文献2に記載のシートは、従来のガス吸着材と比較して、ガスの吸着性能が高い。
【特許文献1】特開2005−54313号公報
【特許文献2】特開2006−21189号公報
【特許文献3】特開2005−179820号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明者らは、特許文献1および2に記載の湿熱ゲル化樹脂を含む繊維を利用したガス吸着材の開発を進めているうちに、この繊維が非常に柔軟であるために、不織布製造時の寸法安定性が低くなる傾向を見出し、これを改善することを試みた。不織布製造は、例えばカード機を用いて、ウェブを作製し、それに所定の一体化処理(例えば、高圧水流処理による一体化処理)を施すという手順で製造される。さらに、フィラーを固着させる場合には、不織布を、例えば、フィラーを含む水分散液に浸漬した後、熱処理に付して、繊維をゲル化させる。ゲル化が過度に進行すると、その間に、ウェブまたは不織布に機械方向または幅方向で張力が加えられた時に、湿熱ゲル化樹脂を含む柔軟な繊維を含むウェブまたは不織布は、例えば、機械方向で容易に伸びて幅方向の寸法が小さくなる(即ち、幅入りが大きくなる)、または幅方向で伸びて撓むことがあった。
【0005】
そこで、本発明者らは、湿熱ゲル化樹脂を含む繊維を含む繊維ウェブを、別の繊維層と組み合わせて使用することにより、上記問題を解決することを検討した。なお、補強の目的で、強度の大きい不織布を補強層として使用し、例えば不織布を三層構造とすることは、例えば、特許文献3において開示されている。
【課題を解決するための手段】
【0006】
しかし、湿熱ゲル化樹脂を含む繊維を使用する場合には、特許文献3に記載されているように、単に強度の大きい不織布(特に、特許文献3で推奨されているスパンボンド不織布)を使用しても、良好な品質、特に、湿熱処理に付した後に良好な表面状態を有する不織布が得られないことが判明した。そこで種々検討した結果、湿熱ゲル化樹脂を含む繊維が湿熱処理に付されたときに、ある程度収縮が生じるところ、そのような収縮が妨げられないように、別の繊維層を選択する必要があること、および/または、別の繊維層が湿熱ゲル化樹脂を含む繊維を含む繊維ウェブと良好に交絡し、かつ所定の繊維構成を採ることにより、加工安定性および寸法安定性に優れることを、本発明者らは見出し、本発明を案出するに至った。
【0007】
即ち、本発明は、第2繊維層の一方の表面に第1繊維層が配置され、他方の表面に第3繊維層が配置され、かつ3つの繊維層が一体化されている積層不織布であって、
第1および第3繊維層は、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む繊維層であり、
第2繊維層は、湿熱収縮性を有する繊維層である、
積層不織布を提供する。
【0008】
この積層不織布は、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む第1繊維層と第3繊維層との間に、湿熱収縮性を有する第2繊維層が位置することを特徴とする。この第2繊維層は、補強的な役割も果たして、不織布製造中の寸法安定性および加工性を向上させ、また、不織布とした後に、フィラーを固着させる目的で、不織布を湿熱処理に付したときにも、一種の支持体のごとく作用して、処理後の不織布表面(即ち、第1および第3繊維層の表面)を良好にしたり、幅入りを抑制する作用効果を発揮する。
【0009】
本発明の積層不織布において、第2繊維層は、フィラメントが1方向に配列され延伸された一方向延伸配列繊維層であり、3g/m2〜40g/m2の目付を有することが好ましい。そのような繊維層は、湿熱収縮性を有し、また、比較的小さい目付であるにもかかわらず、上記所定の効果を発揮する。
【0010】
本発明はまた、第2繊維層の一方の表面に第1繊維層が配置され、他方の表面に第3繊維層が配置され、かつ3つの繊維層が一体化されている積層不織布であって、
第1および第3繊維層は、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む繊維層であり、
第2繊維層は、フィラメントが1方向に配列され延伸された一方向延伸配列繊維層を含み、3g/m2〜40g/m2の目付を有する繊維層である、
積層不織布を提供する。この積層不織布は、第2繊維層が、第1および第3繊維層と良好に交絡するものであるために、その湿熱収縮性の有無にかかわらず、湿熱処理後の不織布表面を良好にし、また、第2繊維層は、MD方向の強力が比較的高いために、この積層不織布は、湿熱処理中の加工安定性および寸法安定性に優れている。
【0011】
本発明はまた、本発明の積層不織布が湿熱処理に付されて、湿熱ゲル化樹脂が湿熱ゲル化されている、ゲル化シートを提供する。本発明はさらにまた、本発明の積層不織布が湿熱処理に付されて、湿熱ゲル化樹脂が湿熱ゲル化されており、かつフィラーが湿熱ゲル化物に固着されている、フィラー固着シートを提供する。このフィラー固着シートは、良好な表面状態を有し、かつムラのより少ない形態で提供されるから、フィラーが均一に固着されており、フィラーの種類に応じて、所望の機能を良好に発揮する。フィラーは好ましくはガス吸着フィラーである。
【発明の効果】
【0012】
本発明の積層不織布は、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む2つの繊維層の間に、湿潤雰囲気で加熱されると収縮性を示す繊維層が位置する構造を有することを特徴とする。この特徴により、本発明の積層不織布は、その製造中、良好な加工性を示し、寸法変化を小さくして安定的に製造することができる。また、本発明の積層不織布は、湿熱処理に付された後で、不織布表面においてムラが生じにくく、良好な表面を与える。よって、本発明の積層不織布は、湿熱処理によりフィラーを固着して使用するフィラー固着シートとして使用する場合に、フィラーの量が全体にわたって均一であり、例えば、大判のシートとして使用するのにも適している。
【発明を実施するための最良の形態】
【0013】
本発明の積層不織布は、第2繊維層の両面に第1繊維層および第3繊維層がそれぞれ配置され、かつ3つの繊維層が一体化されている積層不織布である。前述のように、第1および第3繊維層は、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含み、第2繊維層は、湿熱収縮性を有する繊維層である。
【0014】
ここで、湿熱ゲル化樹脂とは、水分存在下で加熱すること(即ち、湿熱処理)によってゲル化し得る樹脂のことをいう。「ゲル化し得る樹脂」とは、50℃以上の温度でゲル化することによって膨潤する樹脂のことをいう。膨潤したゲル化物は、流動性を有し、一種の接着剤のごとく機能して、繊維同士を接合するバインダーとして機能し得る。また、膨潤したゲル化物は、積層不織布にフィラーを固着する場合には、フィラーを固定するバインダーとして機能する。
【0015】
本発明の積層不織布は、この湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む。当該繊維は、便宜的に、以下、「湿熱ゲル化繊維」とも呼ぶことがある。湿熱ゲル化繊維は、湿熱ゲル化樹脂のみ又は湿熱ゲル化樹脂と他の熱可塑性樹脂との混合物から成る単一繊維、または湿熱ゲル化樹脂を含む成分を一成分とし、他の熱可塑性樹脂(混合物を含む)を他の成分とする複合繊維である。
【0016】
第1および第3繊維層に含まれる湿熱ゲル化繊維は、複合繊維であることが好ましい。湿熱ゲル化樹脂のみからなる単一繊維であると、ゲル化樹脂が多すぎるために、フィラーがゲル化物に埋没し、フィラーの効果が充分発揮されない可能性がある。また、湿熱処理を行った時に、繊維全体がゲル化して、繊維の引張強力が小さくなり、ひいては積層不織布の強力が小さくなることがある。
【0017】
湿熱ゲル化繊維を複合繊維の形態で使用する場合(以下、この形態の繊維を「湿熱ゲル化複合繊維」と呼ぶことがある)、湿熱ゲル化複合繊維は、湿熱ゲル化樹脂またはこれを含む成分が、繊維表面の少なくとも一部を占めるような繊維断面構造を有する。具体的には、その複合形状は、同心円型、偏心芯鞘型、並列型、分割型、および海島型等のいずれかである。また、繊維断面形状は、円形、異型、楕円形、星形、および偏平形等のいずれであってもよく、中空部を有してよい。繊維製造の容易さから、湿熱ゲル化複合繊維は、円形であることが好ましい。湿熱ゲル化複合繊維が分割型複合繊維である場合、湿熱処理に付する前に、分割処理(例えば、高圧水流処理)に付して、繊維を部分的に分割して、極細繊維を得るようにしてよい。
【0018】
前記湿熱ゲル化複合繊維において、湿熱ゲル化樹脂の割合は、10質量%以上90質量%以下の範囲内であることが好ましい。より好ましい割合の下限は、30質量%である。より好ましい割合の上限は、70質量%である。湿熱ゲル化樹脂の割合が10質量%未満であると、フィラーの固着性が低下する傾向にある。湿熱ゲル化樹脂の割合が90質量%を超えると、複合繊維の繊維形成性が低下する傾向にある。よって、この割合で湿熱ゲル化樹脂が含まれるように、複合繊維の断面構造(例えば、複合比)を決定し、湿熱ゲル化樹脂を含む成分に含まれる湿熱ゲル化樹脂の割合を決定するとよい。
【0019】
湿熱ゲル化樹脂は、エチレン−ビニルアルコール共重合体であることが好ましい。湿熱処理によってゲル化でき、繊維を構成する他の熱可塑性樹脂成分を変質させないからである。エチレン−ビニルアルコール共重合体とは、エチレン−酢酸ビニル共重合体を鹸化することによって得られる重合体をいう。
【0020】
エチレン−ビニルアルコール共重合体の鹸化度は、好ましくは95%以上であり、より好ましくは98%以上である。また、そのエチレン含有率の好ましい下限は、20モル%である。エチレン含有率の好ましい上限は、50モル%である。より好ましいエチレン含有率の下限は、25モル%である。より好ましいエチレン含有率の上限は、45モル%である。
【0021】
鹸化度が95%未満であると、ゲル加工の際に、ロール等への粘着が激しくなって、フィラー固着シートの生産が難しくなる可能性がある。また、エチレン含有率が20モル%未満の場合も同様に、ゲル加工の際に、ロール等への粘着が激しくなってフィラー固着シートの生産が難しくなる可能性がある。一方、エチレン含有率が50モル%を超えると、ゲル化温度が高くなり、ゲル加工の温度を融解開始温度近くまで上げる必要があり、その結果、フィラー固着シート製造中のシートの寸法安定性に悪影響を及ぼす可能性がある。ここで、「ゲル加工」とは、湿熱ゲル化樹脂をゲル化させる加工のことをいい、一般には湿熱処理である。
【0022】
湿熱ゲル化樹脂を含む成分とともに、湿熱ゲル化複合繊維を構成する、他の熱可塑性樹脂の成分は、ポリオレフィン、ポリエステル、およびポリアミド等から任意に選択される一または複数の樹脂で構成される。他の成分は、好ましくは、湿熱ゲル化樹脂をゲル化させる温度よりも高い融解開始温度を有する熱可塑性合成繊維樹脂である。他の熱可塑性合成樹脂がゲル化物を形成させる温度よりも低い融解開始温度を有すると、他の熱可塑性合成樹脂自体が溶融して硬くなり、あるいは不織布にしたときに収縮を伴って不織布形態を保てなくなる可能性があるからである。より具体的には、当該他の成分は、融点が155〜170℃程度であるポリプロピレンのような、ポリオレフィンであることが好ましい。ポリオレフィンは、例えば、湿熱ゲル化樹脂としてエチレン−ビニルアルコール共重合体を使用する場合に、溶融紡糸により複合繊維(コンジュゲート繊維)を良好に形成する。
【0023】
湿熱ゲル化複合繊維の繊度は、0.5dtex〜11dtexであることが好ましく、2dtex〜9dtexであることがより好ましい。湿熱ゲル化複合繊維の繊度が0.5dtex未満であると、紡糸性が悪くなることがあり、また、繊維強力が低くなって、不織布製造等の後の工程において、問題が生じることがある。さらに、繊度が小さすぎると、ガス吸着フィラーを固着させて、例えばフィルターを製造するときに、充分な通気性を確保できないことがある。繊度が11dtexを超えると、フィラーがゲル化物に埋没する場合があり、あるいは、フィラーの固着量が少なくなる場合がある。
【0024】
第1および第3繊維層は、それぞれ湿熱ゲル化繊維を含む。第1および第3繊維層は、同じ湿熱ゲル化繊維を含んでよく、あるいは互いに異なる湿熱ゲル化繊維(例えば、第1繊維層は分割型複合繊維、第3繊維層は芯鞘型複合繊維)を含んでよい。第1および第3繊維層に含まれる湿熱ゲル化繊維の割合は特に限定されず、フィラーを固着させ得る量で含まれていればよい。尤も、第1および第3繊維層は、積層不織布全体に占める湿熱ゲル化繊維の割合が10質量%以上となるように、湿熱ゲル化繊維を含むことが好ましい。より好ましい湿熱ゲル化繊維の含有量の下限は、30質量%である。さらに好ましい湿熱ゲル化繊維の含有量の下限は、50質量%である。
【0025】
例えば、第1および第3繊維層はそれぞれ、湿熱ゲル化繊維を好ましくは10質量%以上含み、より好ましくは50質量%以上含み、さらにより好ましくは湿熱ゲル化繊維のみを含む。第1および第3繊維層に含まれる湿熱ゲル化繊維の割合は、相互に異なっていてよい。
【0026】
第1および第3繊維層は、湿熱ゲル化繊維によるフィラーの固着を妨げない範囲であれば、他の繊維を含んでよい。他の繊維は、例えば、レーヨン等の再生繊維、コットン、麻およびウール等の天然繊維、ならびにポリオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂、アクリル樹脂、およびポリウレタン樹脂等から成る単一繊維または複合繊維であってよい。
【0027】
第1および第3繊維層は、第2繊維層と一体化させられる前に、繊維長35mm〜70mmの短繊維から成るパラレルウェブ、クロスウェブ、セミランダムウェブ、およびランダムウェブ等のカードウェブ、繊維長1〜65mmの短繊維から成るエアレイウェブ、ならびに繊維長0.5〜20mmの短繊維から成る湿式抄紙ウェブ等から選択される形態をとる。第1および第3繊維層は、互いに異なる形態のウェブであってよい。第1および第3繊維層はそれぞれ、2以上のウェブを積層したものであってよい。あるいは、第1および第3繊維層のうち一方が2以上のウェブを積層したものであり、他方が単層のウェブから成るものであってよい。第1および第3繊維層は、積層不織布の通気性および柔軟性を確保するために、パラレルウェブまたはセミランダムウェブの形態をとることが好ましい。
【0028】
第1および第3繊維層の目付は特に限定されず、最終的に得ようとする積層不織布の目付および後述する第2繊維層の目付に応じて適宜選択される。例えば、後述するように3〜15g/m2程度の目付を有する一方向延伸配列繊維層を第2繊維層とする場合には、第1および第3繊維層の目付は、それぞれ5〜100g/m2とすることが好ましく、10〜70g/m2するとことがより好ましい。第1および第3繊維層の目付が小さいと、不織布全体に占める湿熱ゲル化繊維の割合が小さくなって、十分な量のフィラーを固着できないことがあり、目付が大きいと、3つの繊維層を良好に一体化させることが難しくなることがある。また、第1および第3繊維層の目付は同じであってよく、あるいは互いに異なっていてよい。
【0029】
第2繊維層は、湿熱収縮性を有する繊維層である。ここで、「湿熱収縮性」とは、湿熱ゲル化繊維がゲル加工される(即ち、湿熱処理に付される)条件(温度、圧力等)にて、MD方向およびCD方向のいずれか一方または両方の方向において、寸法が小さくなる性質をいう。第2繊維層は、繊維それ自体が収縮することによって、または繊維層における繊維配列および繊維間距離が変化することによって、湿熱収縮性を示してよい。第2繊維層は、好ましくは、MD方向において3%以上、より好ましくは15%以上の湿熱収縮率を示し、CD方向において3%以上、より好ましくは15%以上の湿熱収縮率を示す。ゲル加工される条件は、使用する湿熱ゲル化樹脂に応じて異なるが、例えば、蒸気圧1kg/cm2のオートクレーブ中(温度102℃程度)に、フリーな状態で吊り下げて15秒間晒すことを、第2繊維層の湿熱収縮性を判断するための条件としてよい。
【0030】
第2繊維層は湿熱収縮性を有するために、ゲル加工されるときに湿熱ゲル化繊維が収縮しても、その収縮を妨げずに、その収縮を許容する。第2繊維層は第1および第3繊維層と一体化されるため、第2繊維層は積層不織布全体の湿熱収縮性をそれほど高くしない。しかし、第2繊維層が、少なくとも第1および第3繊維層と一体化される前に湿熱収縮性を有していることは、ゲル加工中の湿熱ゲル化繊維の挙動に何らかの影響を及ぼし、その結果、表面状態の良好な不織布を与えるものと推察される。
【0031】
あるいは、第2繊維層は、湿熱収縮性の有無にかかわらず、第1および第3繊維層の繊維と良好に交絡し、不織布製造中および積層不織布とした後の湿熱処理において、幅入りが生じにくいような繊維構成を有するものであることが好ましい。そのような繊維構成を有する繊維層は、後述する、一方向延伸配列繊維層を含む繊維層である。
【0032】
第2繊維層は、好ましくは、フィラメントが1方向に配列され延伸された一方向延伸配列繊維層であり、3〜40g/m2の目付を有するものである。そのような目付を有する一方向延伸配列繊維層は、繊維と繊維との間の距離が大きく、比較的粗いために、第1および第3繊維層と良好に一体化し、かつ第2繊維層の繊維間隙にて、第1繊維層の繊維と第3繊維層の繊維とが互いに良好に交絡する。そのため、このような第2繊維層を用いた積層不織布においては、第1および第3繊維層と、第2繊維層との間の剥離強力が高くなる。第2繊維層は、より好ましくは3〜15g/m2の目付を有し、さらにより好ましくは4〜13g/m2の目付を有し、最も好ましくは、4〜8g/m2の目付を有する。
【0033】
第2繊維層の目付が3g/m2未満であると、第2繊維層の繊維と第1および第3繊維層の繊維との交絡が少なくなるため、第2繊維層と第1および第3繊維層との間で剥離が生じやすくなり、また、第2繊維層の繊維数が少なくなるため、不織布製造時および湿熱処理時にMD方向に張力がかかった時に、後述する「幅入り」が生じやすくなる。目付が40g/m2を超えると、積層不織布の目付が予め定められている場合に、第1および第3繊維層(ひいてはフィラーを固着する湿熱ゲル化繊維)の割合が少なくなって、積層不織布に固着されるフィラーの量が少なくなることがある。このような目付を有する一方向延伸配列繊維層としては、例えば、新日石プラスト株式会社より、商品名ミライフT05として販売されている、目付5g/m2のポリエステル製一方向延伸配列不織布を好ましく用いることができる。
【0034】
一方向延伸配列繊維層は、熱収縮性とは別に又は熱収縮性を有していないとしても、繊維が専らMD方向に延びているため、MD方向で伸びにくいという性質を有する。そのため、積層不織布を連続的に製造している間および積層不織布を連続的に湿熱処理に付している間に、ローラ等の作用によりMD方向で張力がかかるときに、積層繊維ウェブの「幅入り」(繊維ウェブがMD方向に引っ張られて、CD方向の寸法が小さくなること)を有効に抑制することができる。さらに、一方向延伸配列繊維層を使用すると、不織布の表面にその構成繊維が露出しにくいため、積層不織布表面に固着(露出)するフィラーの量を減らさなくてすむ。
【0035】
さらに、一方向延伸配列繊維層は、第1および第3繊維層と一体化する前の繊維の自由度が高いために、第1および第3繊維層の繊維と良好に交絡する。そのため、この一方向延伸配列繊維層を第2繊維層として使用すると、第2繊維層と第1および第3繊維層との間で剥離が生じにくい。また、一方向延伸配列繊維層と第1および第3繊維層との間の良好な繊維交絡に起因して、湿熱処理の間に、いずれか一つの繊維層のみが湿熱収縮するという現象も生じにくく、湿熱処理後の不織布表面においてムラが生じにくい。よって、一方向延伸配列繊維層は、湿熱収縮性の有無にかかわらず、第2繊維層として好ましく使用されるものである。
【0036】
前記のような目付を有する一方向延伸配列繊維層は、得られる積層不織布のMD方向の強力を大きくし、CD方向の強力を小さくする傾向にある。そのため、このような第2繊維層を使用する場合には、不織布の45度方向の強力が、MD方向の強力とCD方向の強力の和の40%以上50%以下程度となるという特徴を有する。ここで、45度方向の強力は、MD方向に対して45度の角を成す方向が引っ張り方向となるように、不織布から試料片を切り取って、通常の引張強力と同様にして測定される強力である。この特徴は、第2繊維層を有しない不織布(即ち、第1(または第3)繊維層のみで構成される不織布)とは異なり、また、スパンボンド不織布のように、CD方向にも高い強力を有する不織布を第2繊維層として用いる積層不織布とも異なる。よって、そのような第2繊維層を有する不織布は、45度方向の強力、ならびにMDおよびCD方向の強力から、判別することも可能である。
【0037】
あるいは、別の形態において、第2繊維層は、フィラメントが1方向に配列され延伸された一方向延伸配列繊維層が、2枚、互いに直交するように積層された経緯直交積層繊維層であり、3〜40g/m2の目付を有するものであることが好ましい。経緯直交積層繊維層もまた、比較的粗いものであり、第1および第3繊維層と組み合わされて、剥離強力の大きい積層不織布を与える。経緯直交繊維層は、より好ましくは3〜15g/m2の目付を有し、さらにより好ましくは4〜13g/m2の目付を有し、最も好ましくは8〜12g/m2の目付を有する。目付が小さすぎる場合、および大きすぎる場合の問題点は、先に一方向延伸配列繊維層に関して説明したとおりである。このような目付を有する経緯直交積層繊維層としては、例えば、新日石プラスト株式会社より、商品名ミライフTY0505FEとして販売されている、目付10g/m2のポリエステル製経緯直交積層不織布を好ましく用いることができる。なお、この経緯直交繊維層もまた、先に一方向延伸配列繊維層に関して説明したように、熱収縮性の有無にかかわらず、第2繊維層として好ましく用いられる。
【0038】
あるいはまた、さらに別の形態において、第2繊維層は、湿熱収縮性を有する限りにおいて、3〜15g/m2の目付を有する、開口部を有する水流交絡不織布、ネット、織物(例えばガーゼ)、又は編物等であってよい。あるいは、第2繊維層は、第1および第3繊維層と一体化する前に、パラレルウェブのような繊維ウェブの形態を有していてよい。
【0039】
いずれの形態の第2繊維層を用いる場合にも、第2繊維層を構成する繊維は、湿熱ゲル化しない材料から成る。第2繊維層は、湿熱ゲル化繊維を含むと、幅入り抑制の役割を果たせないことによる。具体的には、第2繊維層は、ポリエチレンテレフタレートおよびポリブチレンテレフタレートのようなポリエステル、ポリプロピレンおよびポリエチレンのようなポリオレフィン、ナイロン6およびナイロン66のようなポリアミドから選択される樹脂から成る繊維で構成されることが好ましい。特に、ポリエチレンテレフタレートのようなポリエステルは、湿熱ゲル化樹脂がエチレン−ビニルアルコール共重合体である場合に、これがゲル化する温度で変質しないことから、第2繊維層の繊維の材料として好ましく用いられる。
【0040】
以上において説明した繊維層は、第2繊維層が第1繊維層と第3繊維層との間に位置するように積層されて、一体化されて、積層不織布を構成する。その一例を模式的に断面図にて、図1に示す。図1において、符号1および3は、それぞれ第1および第3繊維層を示し、符号2は第2繊維層を示す。第2繊維層(2)が第1繊維層(1)と第3繊維層(3)との間に挟まれていないと、第2繊維層(2)が積層不織布の表面に露出する。その場合、後の工程においてフィラーを固着させる場合、第2繊維層にはフィラーが固着しないため、最終的に得られるフィラー固着シートにおいて、フィラーが露出する面積が減少することとなる。よって、本発明の積層不織布においては、第2繊維層の両方の表面に、第1および第3繊維層を位置させる。
【0041】
積層不織布は、第1、第2、および第3繊維層を積層したもの(以下、これを便宜的に「積層ウェブ」と呼ぶ)を、適当な手法により一体化させて製造する。積層ウェブの目付は、特に限定されず、最終的に得ようとする積層不織布の目付および製造中に脱落し得る繊維の量などを適宜考慮して、選択される。例えば、積層ウェブの目付は、30〜200g/m2とすることが好ましく、35〜120g/m2とすることがより好ましく、40〜100g/m2であることがさらに好ましい。積層ウェブの目付が40g/m2未満であると、固着させるフィラーの量が少なくなることがあり、また、手で持ったときの触感がしっかりとしたものにならない。積層ウェブの目付が150g/m2を越えると、厚くなりすぎて、取り扱いにくくなることがあり、また、フィラーを固着させるときに、フィラーが不織布内部の繊維表面に固着されにくくなる。
【0042】
積層ウェブを一体化させる方法は特に限定されず、例えば、ニードルパンチ法または水流交絡法を採用できる。特に水流交絡法は、繊維同士を良好に交絡させることができ、得られる不織布の表面がより平滑となるから、好ましく用いられる。
【0043】
水流交絡法で不織布を製造する場合、水流交絡処理条件は、積層ウェブの目付、不織布に固着させるべきフィラーの量、および所望の通気度等に応じて、適宜設定される。例えば、第1および第3繊維層がカードウェブであり、全体の目付が30〜80g/m2である積層ウェブの水流交絡処理は、80〜100メッシュの平織の支持体の上にウェブを載せて、孔径0.05mm以上0.5mm以下のオリフィスが0.3mm以上1.5mm以下の間隔で設けられたノズルから、水圧2MPa以上10MPa以下の水流をウェブの表裏面に1〜5回ずつ噴射することにより実施してよい。また、必要に応じて、上記条件での水流交絡処理の後、開孔形成用の支持体の上にウェブを載せて、上記ノズルから水圧2MPa以上10MPa以下の水流をウェブに噴射して、開孔部を形成してもよい。ここでいう開孔部とは、繊維が集積していない0.05〜50mm2の大きさを有する箇所のことをいう。水流交絡処理後のウェブは、水分を除去するために乾燥されて、積層不織布となる。
【0044】
水流交絡処理後の乾燥は、湿熱ゲル化繊維がゲル化しない条件で実施することが好ましく、例えば、乾燥温度を湿熱ゲル化繊維のゲル化開始温度よりも低い温度に設定することが好ましく、あるいは乾燥温度が高い場合には乾燥スピード(不織布の搬送速度)を高くすることが好ましい。具体的には、例えば、エチレン−ビニルアルコール共重合体を湿熱ゲル化樹脂として使用する場合には、100〜130℃に設定した、熱風吹き付け加工機を用いて、または100〜130℃に設定した、ドラム型乾燥機を用いて、積層不織布の搬送速度を適宜調節して実施される。但し、乾燥条件によっては、湿熱ゲル化繊維が幾分、ゲル化される場合があることに留意されたい。あるいは、乾燥処理は、あるいは、後述するように、水流交絡処理後の積層不織布を、ただちにゲル加工に付してフィラーを固着させた後に、実施してよい。
【0045】
このようにして得られる積層不織布は、湿熱ゲル化繊維をゲル化して、ゲル化物に固着フィラーを固着させるために好ましく用いられる。ここで「フィラー」という用語は、積層不織布に充填もしくは担持されるものを意味するために用いられる。フィラーは、粒子状および短繊維状など、積層不織布の内部および表面にて保持することができる形状のものであれば特に限定されない。フィラーは、その材料および形態に応じて、所定の機能を発揮する。
【0046】
フィラーが粒子状である場合、フィラーは、レーザー回折/散乱式粒子径測定装置で測定したときの平均粒子径が、0.01〜1000μmの範囲内にあるものであることが好ましい。より好ましい平均粒子径の下限は、0.1μmであり、さらにより好ましい下限は1μmである。より好ましい平均粒子径の上限は、100μmであり、さらにより好ましい上限は、80μmであり、最も好ましい上限は、50μm以下である。平均粒子径が0.01μm未満では、フィラーがゲル化物に埋没することがある。一方、平均粒子径が1000μmを超える場合は、BET法により求められる、フィラーの比表面積が小さくなり、フィラーの機能が充分に発揮されない場合がある。特に平均粒子径が100μm以下のフィラーは、比表面積が大きくなるので、固着量が少なくても、フィラーの機能が有効に得られやすく、好ましく用いられる。
【0047】
フィラーが短繊維状である場合、その繊維長及び繊維断面長のうち大きい方の長さ(以下、短繊維長さという)は、0.1〜1000μmの範囲内にあることが好ましい。より好ましい短繊維長さの下限は、10μmである。より好ましい短繊維長さの上限は、500μmである。短繊維長さは、上記範囲を満たすとともに、積層繊維ウェブが短繊維ウェブである場合には、その繊維長の30%程度であることが好ましい。短繊維長さが0.1μm未満では、フィラーがゲル化物に埋没することがある。一方、短繊維長さが1000μmを超える場合は、繊維長が長いため、フィラーを分散させた液を不織布に含浸またはスプレーする方法を用いてフィラーを不織布に付与するときに、フィラーが分散液に均一に分散しないことがある。また、短繊維長さが1000μmを超えると、フィラーの比表面積が小さくなり、フィラーの機能が充分に発揮されない場合がある。
【0048】
第1および第3繊維層に固着させ得るフィラーとして、例えば、アルミナ、シリカ、トリポリ、ダイヤモンド、コランダム、エメリー、ガーネット、フリント、合成ダイヤ、窒化硼素、炭酸マグネシウム、炭化珪素、炭化硼素、酸化クロム、酸化セリウム、酸化鉄、ケイ酸コロイド、炭素、グラファイト、ゼオライト、二酸化チタン、カオリン、クレイ、炭酸カルシウム、および鉱石等を挙げることができる。これらの粒子は適宜混合して使用することもできる。これらのフィラーは、例えば、研磨剤として機能し、また、幾つかのフィラーは、所定の化学物質の吸着剤、または所定の生物の吸着もしくは殺生剤として機能し得る。
【0049】
前記フィラーは、有機フィラーであってもよい。有機フィラーの材料として、例えば、スチレン系、アクリル系、メタクリル系、メラミン系、フェノール系、エポキシ系、フッ素系、シリコーン系、ポリエステル系、およびポリオレフィン系等の樹脂が挙げられる。有機フィラーは、その材料および形態に応じた種々の機能を奏し、例えば、イオン交換材または忌避材として機能する。
【0050】
フィラーは、ガス吸着性フィラーであることが好ましい。本発明の積層不織布にガス吸着性フィラーを固着させて成るシートは、ガス吸着材として用いることができ、その場合、第1および第3繊維層はガス吸着層として機能する。ガス吸着性フィラーは、例えば、タバコの煙に含まれる有害ガス成分および臭気成分等の気体物質、ならびにVOC(揮発性有機化合物)ガス等を吸着し、またそれらを吸着することにより、所定の空間内の雰囲気ガスまたはシートを通過するガスを消臭する機能を有する。ガス吸着性フィラーは、例えば、活性炭粒子、ゼオライト、シリカゲル、活性白土、および層状リン酸塩等の多孔質粒子、酸化チタン等を多孔質の無機化合物で被覆した光触媒粒子、及びこれらの多孔質粒子に酸性物質およびホルムアルデヒド吸着剤等のガス吸着性化合物を担持させた多孔質粒子等であることが好ましい。
【0051】
多孔質粒子は、特に活性炭粒子であることが好ましい。フィラーとして使用する活性炭の種類は特に限定されないが、例えば、原材料としてヤシガラまたは木質などを用いたものであってよく、その賦活は、水蒸気による方法または薬品による方法等により実施してよい。
【0052】
前記ガス吸着性化合物としては、リン酸、スルファニル酸、アクリル酸、およびポリフェノールなどの酸性物質、ヒドラジド化合物、ならびに芳香族ポリアミン、ポリアリルアミン、およびポリビニルアミンなどのポリアミン化合物などが挙げられる。ガス吸着性化合物は、好ましくは液状の形態で、多孔質粒子を固着した積層不織布に付与され、または多孔質粒子に担持される。それにより、ガス吸着性化合物が、積層不織布中に均一に分散されるので、都合がよい。したがって、ガス吸着性化合物は、例えば水などの溶媒に、溶解あるいは分散し易いものを選択することが好ましい。また、ガス吸着性化合物は、一部または全部が直接、積層不織布を構成する繊維に付着していてよい(即ち、多孔質粒子に担持されていなくてもよい)。前記ガス吸着性化合物が、酸性物質であると、アンモニアガスなどの吸着に優れた効果を発揮し、ヒドラジド化合物、およびポリアミン化合物等であると、ホルムアルデヒドなどの吸着に優れた性能を発揮する。
【0053】
本発明の積層不織布にフィラーを固着させて、フィラー固着シートとする場合、フィラーの機能を効率良く発揮させるために、フィラーの固着量は、不織布1m2あたり0.5g以上であることが好ましく、5g以上であることがより好ましく、10g以上であることが特に好ましい。また、フィラーの固着量の好ましい上限は、不織布の質量に対して5倍程度である。
【0054】
フィラー固着シートがガス吸着材である場合、フラジール法により測定される、ガス吸着材の通気度は、20〜200cm3/cm2・secであることが好ましく、30〜150cm3/cm2・secであることがより好ましい。通気度が20cm3/cm2・sec未満であると、例えば、ガス吸着材を、空気清浄機用フィルターおよび分煙フィルター等のフィルターとして用いたときに、空気の循環効率が低下することがあり、通気度が200cm3/cm2・secを超えると、ガス吸着層の空隙が大きすぎて、有害ガス成分または臭気成分が充分にフィラーに接触せず、吸着・消臭効率が低下することがある。
【0055】
次に、フィラーを本発明の積層不織布に固着させる方法について説明する。フィラーの固着は、加熱処理を湿潤雰囲気で施すこと、即ち、湿熱処理を含む。ここで「湿潤雰囲気」とは、積層不織布自体および/またはその周囲が水分を含む状態であることを指している。湿熱処理の方法として、積層不織布に、例えばフィラーを含むフィラー分散溶液(以下、単に「フィラー分散溶液」という)を付与した後に加熱処理する方法、および前記フィラー分散溶液を付与しながら加熱処理する方法が挙げられる。加熱の方法としては、フィラー分散溶液を付与した積層不織布を、加熱雰囲気に晒す方法、加熱空気を貫通させる方法、及び加熱体に接触させる方法等が挙げられる。また、別の湿熱処理の方法としては、積層不織布にフィラーを散布した後、水分を付与し、加熱処理する方法、および予め水分を付与した積層不織布上にフィラーを散布した後、加熱処理する方法もある。フィラーを散布する方法は特に限定されず、例えば、ふるいによる方法、噴射による方法、および電気的に行う方法などがある。
【0056】
湿熱処理を施す前に、積層不織布に親水処理を施してもよい。親水処理を施すと、積層不織布が疎水性繊維を含む場合に、積層不織布に略均一に水分を付与することができる。その結果、湿熱ゲル化繊維が略均一に湿熱ゲル化され、フィラーが固着しやすくなるため好ましい。親水処理は、界面活性剤による処理、または、コロナ放電法、グロー放電法、プラズマ処理法、電子線照射法、紫外線照射法、γ線照射法、フォトン法、フレーム法、フッ素処理法、グラフト処理法、もしくはスルホン化処理法等により実施してよい。
【0057】
湿熱処理の方法としては、前述のように種々の方法がある。以下に、特に、次の湿熱処理の方法について説明する。
(1)積層不織布に、水分およびフィラーを付与した後、積層不織布をスチーム処理する方法(以下、「スチーム処理法」という)
(2)積層不織布に、水分およびフィラーを付与した後、積層不織布を加熱体に接触させる方法(以下、「加熱体接触法」という)
(3)積層不織布を、加熱したフィラー分散溶液に接触させる方法(以下、「加熱液接触法」という)
【0058】
前記スチーム処理法および加熱体接触法において、積層不織布に付与する水分の割合(以下、「水分率」という)は、20〜1500質量%であることが好ましい。より好ましい水分率は、30〜1000質量%である。さらにより好ましい水分率は、40〜900質量%である。水分率が20質量%未満であると、湿熱ゲル化が充分に起こらないことがある。一方、水分率が1500質量%を超えると、積層不織布の表面および内部が均一に湿熱処理されず、湿熱ゲル化の度合いが不均一となる傾向にある。水分の付与は、スプレー法、および浸漬法等、公知の方法で行うことができる。水分を付与した積層不織布は、絞りロール等で圧搾する方法等で、所定の水分率に調整することができる。
【0059】
水分の付与は、フィラーの付与と同時に実施することが好ましい。具体的には、フィラー分散溶液への積層不織布への浸漬等により水分およびフィラー付与する方法が、積層不織布内にフィラーを多く取り込みやすいため、好ましい。その場合、積層不織布に付与するフィラー分散溶液の割合(以下、「ピックアップ率」という)は、20〜1500質量%であることが好ましい。より好ましいピックアップ率は、30〜1000質量%である。さらにより好ましいピックアップ率は、40〜900質量%である。ピックアップ率が20質量%未満であると、湿熱ゲル化が充分に起こらないことがある。一方、ピックアップ率が1500質量%を超えると、積層不織布の表面と内部が均一に湿熱処理されず、湿熱ゲル化の度合いが不均一となる傾向にある。フィラー分散溶液の付与は、スプレー法、および浸漬法等、公知の方法で行うことができる。
【0060】
フィラー分散溶液中のフィラーの濃度は、使用する積層不織布の目付、およびフィラーの所望の固着量、ならびにフィラー分散溶液の温度および粘度などに応じて、適宜設定すればよい。フィラーの濃度の好ましい範囲は0.1〜75質量%であり、より好ましい範囲は1〜50質量%である。フィラーの濃度が0.1質量%よりも低いと、フィラーの積層不織布への付着量が少なく、フィラーの機能が充分に得られない場合がある。フィラーの濃度が75質量%よりも高いと、加工性が悪くなるため、フィラーを均一に積層不織布に付着させられない場合がある。
【0061】
フィラー分散溶液は、本発明の積層不織布にガス吸着性フィラーを固着させてガス吸着材として使用する場合、ガス吸着性フィラー以外にガス吸着性化合物を更に含んでいることが好ましい。フィラー分散溶液中のガス吸着性化合物の濃度は、特に限定されず、積層不織布の目付およびフィラーの所望の固着量に応じて、適宜設定すればよい。ガス吸着性化合物の濃度の好ましい範囲は、0.1〜10質量%である。ガス吸着性化合物の濃度が0.1質量%よりも低いと、ガス吸着性化合物の効果が充分に得られない場合がある。ガス吸着性化合物の濃度が10質量%よりも高いと、加工性が悪くなる場合がある。また、ガス吸着性化合物の濃度が10質量%よりも高い場合は、濃度の増加に見合う効果が得られない場合もある。
【0062】
フィラー分散溶液の温度は、湿熱ゲル化樹脂がゲル化しない温度であっても、ゲル化を開始する温度であってもよく、フィラーおよびガス吸着性化合物の種類、粒子径、もしくは短繊維長さ、ならびにフィラー分散溶液の濃度および粘度などに応じて、適宜設定すればよい。例えば、積層不織布の水分率を多くする必要がある場合には、湿熱処理時に湿熱ゲル化樹脂がゲル化し易いように、湿熱ゲル化繊維がゲル化しない温度範囲で加熱してもよい。フィラー分散溶液の温度が、湿熱ゲル化樹脂がゲル化を開始する温度以上であれば、後述する加熱液接触法となる。
【0063】
加熱液接触法は、フィラー分散溶液の温度を高くして、フィラーの付与と湿熱ゲル化繊維のゲル加工を同時に実施する方法である。即ち、加熱液接触法は、積層不織布を、加熱したフィラー分散溶液に接触させることにより、湿熱ゲル化樹脂がゲル化されたゲル化物を形成して、フィラーを固着する。積層不織布を加熱液に接触させる方法としては、例えば、加熱したフィラー分散溶液中に積層不織布を浸漬する方法、および加熱したフィラー分散溶液を積層不織布に噴霧する方法などが挙げられる。この加熱液接触法においては、水分の付与と同時に湿熱ゲル化繊維のゲル化が進行するので、フィラー分散溶液中のフィラーの濃度と、フィラー分散溶液の温度を調整して、フィラーの固着量を調整することができる。
【0064】
この加熱液接触法によれば、ゲル加工時に積層不織布に対して、必要以上に面圧が加わらないため、ゲル化物が流動させられる(または押し広げられる)度合いが小さくなる。よって、この方法によれば、湿熱ゲル化繊維の繊維形態を維持しつつ、繊維同士の交絡部においてゲル化物を膜状に広げることなく、繊維同士を接着し、かつフィラーを繊維表面に露出させた状態で固着することができる。そのため、最終的に得られるフィラー固着シートは、嵩高性及び/又は柔軟性を有するものとなる。また、加熱液接触法においては、湿熱ゲル化繊維のゲル化と、フィラーの固着が、同時に液中で行われる。これにより、フィラーを付与した後にゲル化する場合に比べ、フィラーをより均一に、繊維表面に露出した状態で固着することができるので、少量のフィラーの使用で優れた効果を発揮するフィラー固着シートが得られる。
【0065】
前記加熱液接触法において、ゲル加工温度(即ち、加熱液の温度)は、湿熱ゲル化樹脂繊維成分のゲル化温度以上、(融解ピーク温度−20)℃以下であれば、特に限定されない。好ましい温度範囲は、85〜120℃であり、より好ましい温度範囲は90〜100℃である。温度が85℃よりも低いと、フィラーの固着が充分になされない場合があり、120℃よりも高いと、風合いが硬くなり、得られるシートがフィルム状になる場合がある。
【0066】
より具体的には、加熱液接触法においては、フィラーを含む熱水中(85℃以上)に、不織布を浸漬することにより、フィラーを繊維表面に固着することができる。特に、加熱したフィラー分散溶液中に浸漬する方法は、湿熱ゲル化繊維を均一にゲル化することができ、好ましい。
【0067】
スチーム処理法および加熱体接触法においては、水分およびフィラーを付与した後、湿熱処理を実施して、ゲル加工する。いずれの方法においても、湿熱処理温度は、湿熱ゲル化樹脂のゲル化温度以上、(融解ピーク温度−20)℃以下であることが好ましい。湿熱処理温度の下限は、より好ましくは50℃であり、さらにより好ましくは、80℃である。一方、湿熱処理温度の上限は、より好ましくは、(湿熱ゲル化樹脂の融解ピーク温度−30)℃であり、さらにより好ましくは、(湿熱ゲル化樹脂の融解ピーク温度−40)℃以下である。湿熱処理温度が湿熱ゲル化樹脂のゲル化温度未満であると、フィラーを有効に固着することができない場合がある。湿熱処理温度が、(湿熱ゲル化樹脂の融解ピーク温度−20)℃を超えると、湿熱ゲル化樹脂の融解ピーク温度に近くなるため、積層不織布において湿熱ゲル化繊維が収縮し、しわおよびムラ等を生じることがある。
【0068】
スチーム処理法は、フィラー及び水分を付着させた積層不織布をスチームに晒す方法である。この方法は、得られるフィラー固着シートが、嵩高性及び/又は柔軟性をより有するようにし得るという点で有利である。
【0069】
スチーム処理の方法としては、例えば、所定の水分率に調整した積層不織布の上及び/又は下からスチームを吹き付ける方法、スチームを充満させたチャンバー内で積層不織布にスチームを接触させる方法(パッドスチーマー法)、ならびにオートクレーブ等を用いて積層不織布をスチームに晒す方法などが挙げられる。スチーム処理法によれば、ゲル加工時において積層不織布に加わる圧力を比較的小さくすることができる。その結果、積層不織布において繊維形態を維持しながら、ガス吸着性フィラーを繊維表面に露出させた状態で固着することができる。よって、少量のフィラーの使用で優れた効果を発揮するフィラー固着シートが得られる。更に、スチーム処理の条件を調整することにより、積層不織布の表面を、繊維同士の交絡部において膜状に広がったゲル化物(以下、「膜状ゲル化物」という)で覆うこともできるため、フィラーを固着する有効面積が増大し、フィラーによる機能(例えば、ガス吸着性能)をより向上させることができる。
【0070】
パッドスチーマー法は、蒸気吹き出し口より吐出された蒸気を直接、積層不織布に接触させることなく、均一な蒸気雰囲気中でスチーム処理する方法である。この方法は、均一なゲル化物を形成することを可能にするので、特に好ましい。また、連続運転をする上でも都合がよい。更に、パッドスチーマー法によれば、温度のコントロールが容易なので、フィラーの機能を維持したまま、目的に応じて積層不織布の強力および通気度などをコントロールすることができ、また、様々な形の膜状に広がったゲル化物も形成できるので、特に好都合である。例えば、スチーム処理中にフィラーの固着が不充分であると判断される場合には、スチームの温度を上げることにより、ゲル化樹脂の流動性が向上し、フィラーを強固に固着させることができる。また、パッドスチーマー法は、ゲル加工と同時に、乾燥工程の予備処理的な役割も果たすため、乾燥工程の効率化も図れる。
【0071】
スチーム処理温度は、前述した湿熱処理温度の範囲内にあるように設定され、積層不織布付近の温度が、湿熱ゲル化樹脂のゲル化温度以上、(融解ピーク温度−20)℃以下であれば、特に限定されない。好ましい温度範囲は、80〜120℃であり、より好ましい温度範囲は90〜110℃である。
【0072】
次に、加熱体接触法について説明する。加熱体接触法は、フィラーをより強固に固着させたい場合に、水およびフィラーを付与した後、所定の水分率に調整した積層不織布を、加熱体に接触させる方法である。加熱体で加熱されることによって、湿熱ゲル化樹脂がゲル化されてゲル化物を形成し、フィラーを固着する。積層不織布を加熱体に接触させる方法としては、例えば熱ロールに接触させる方法、および熱プレス板に接触させる方法などが挙げられる。加熱体接触法によれば、瞬時に湿熱ゲル化樹脂をゲル化することができると同時に、ゲル化物を押し広げることができるので、広い面積にわたってフィラーを固着することができる。また、この方法によれば、ゲル化したときに、フィラーがゲル化物に押し込まれて、繊維表面にフィラーを更に強固に固着させることができる。
【0073】
加熱体が熱プレス板のような面状のものである場合、積層不織布と接触させる際の面圧は0.01MPa〜3MPaであることが好ましい。より好ましい面圧の下限は、0.02MPaである。より好ましい面圧の上限は、2.5MPaである。面圧が0.01Mpa未満の場合、フィラーの固着が充分でなくなることがあり、面厚が3Mpaを超えると、風合いが硬くなることがある。
【0074】
また、加熱体が1対の熱ロールであり、積層不織布が熱ロールによって圧縮成形される場合、熱ロールの線圧は、10〜400N/cmであることが好ましい。より好ましい熱ロールの線圧の下限は、50N/cmである。より好ましい熱ロールの線圧の上限は、200N/cmである。線圧が10N/cm未満の場合、フィラーの固着が充分でなくなることがあり、線圧が400N/cmを超えると、風合いが硬くなることがある。熱ロールの一方または両方はパターンを有してよく、その場合、ゲル加工と同時に積層不織布の一方または両方の表面にパターンを形成することができる。
【0075】
加熱体の設定温度は、前述のように、湿熱ゲル化樹脂のゲル化温度以上、(融解ピーク温度−20)℃以下であれば、特に限定されない。好ましい温度範囲は、50〜160℃であり、より好ましい温度範囲は、80〜150℃である。なお、水分を含んだ積層不織布をゲル加工するために、設定温度を100℃以上にすると、まず積層不織布内の水分が蒸発する。そのとき、湿熱ゲル化樹脂のゲル化が進行するので、ゲル加工の実温度は設定温度よりも低くなる傾向にある。
【0076】
加熱体を用いて処理すると、フィラーは、湿熱ゲル化繊維の表面にて露出した状態で、強固に固着されるので、フィラーを少量使用する場合は、確実に固着でき、フィラーを多量に使用する場合でも、その大半のフィラーを強固に固着できる。よって、この方法によれば、フィラーの脱落量が少なくて済む。
【0077】
湿熱処理は、2以上の異なる加熱処理方法を組み合わせて実施してよい。例えば、フィラー分散溶液を含浸させた積層不織布について、スチーム処理を実施した後、加熱体接触法を実施してもよい。特に熱ロールを加熱体として使用するときには、積層不織布が加熱体と接触する時間が短く、フィラーの固着が不十分となることがあるので、スチーム処理を併用することが好ましい。
【0078】
湿熱処理を施した積層不織布は、1)そのまま乾燥処理を行ってもよいし、2)一旦水洗を行った後、乾燥処理を行ってもよいし、3)一旦乾燥させた後、水洗を行い、その後、乾燥処理を行ってもよい。水洗を行う場合は、上記3)の方法が、フィラーの固着量が多くなる(即ち、水洗の際のフィラーの脱落量が小さくなる)ので都合がよい。
【0079】
乾燥温度は、積層不織布を構成する繊維が、融解又は軟化又は分解する温度未満である限りにおいて、特に限定されない。また、乾燥処理は、例えば、熱風吹き付け加工機を用いて実施される。例えば、第1および第3繊維層が、湿熱ゲル化樹脂としてエチレン−ビニルアルコール共重合体を含む湿熱ゲル化繊維を含み、第2繊維層がポリエチレンテレフタレート繊維から成る、一方向延伸配列不織布である場合には、乾燥処理は、100〜130℃に設定した熱風吹き付け加工機を用いて、または、100〜130℃に設定した、ドラム型乾燥機を用いて実施してよい。
【0080】
乾燥処理後の積層不織布は、その乾燥処理機の出口部において、一対のプレスロールを通過させて、プレス加工に付してよい。乾燥処理後の出口部においてプレス加工を行うことで、不織布の柔軟性を維持したまま、フィラーを強固に固着させ得る。
【0081】
図2〜図4において、フィラー固着方法の例を模式的に示す。図2は、スチーム処理法を用いてフィラーを固着する方法を示す。図2において、不織布4は、槽5内にて、ガス吸着性フィラーを含むフィラー分散溶液6に浸漬し、絞りロール7で絞って、不織布4の水分量を所定の量に調節する。加熱処理は、パッドスチーマー8にて実施する。不織布4は、パッドスチーマー8内において、下から蒸気が吹き出して蒸気が均一に充満しているチャンバーを通過させられて、スチーム処理される。スチーム処理後、不織布4は、必要に応じて、水洗および脱水処理(図示せず)に付して、乾燥機13で乾燥させ、それから巻き取り機12で巻き取る。なお、パッドスチーマー8でスチーム処理する際、不織布4には、吹き出した蒸気は直接当たらない。
【0082】
図3は、加熱液接触法を用いてフィラーを固着する方法を示す。図4において、不織布4は、槽5内にて、ガス吸着性フィラーを含む、加熱されたガス吸着性フィラー分散溶液6に浸漬し、乾燥機13で乾燥させて、巻き取り機12で巻き取る。ガス吸着性フィラー分散溶液6の加熱は、例えばヒーター(図示せず)等の加熱手段により行われる。
【0083】
図4は、スチーム処理法と加熱体接触法を用いて、フィラーを固着する方法を示す。図4において、不織布4は、槽5内にて、ガス吸着性フィラーを含むガス吸着性フィラー分散溶液6に浸漬し、絞りロール7で絞られて、スチーマー8とサクション9との間で湿熱処理される。その後、一対の加熱ロール10,10に掛けたパターニング用キャンバスロール11,11により圧縮成形し、フィラーをさらに固着させるとともに、表面に所定のパターン模様を付与する。その後、得られたフィラー固着シートを、巻き取り機12に巻き取る。スチーマー8とサクション9に代えて、上下方向からシートを押さえる熱板を用いて、例えば温度150℃、5分間の加圧処理を行ってもよい。あるいは、この形態の変形例として、スチーマー8を使用せずに、一対の加熱ロールのみで圧縮成形とフィラーの固着を行う方法、およびスチーマー8を使用せずに、一対の加熱ロール10,10に掛けたパターニング用キャンバスロール11,11のみで圧縮成形とフィラーの固着を行う方法もある。
【0084】
このようにして得られるフィラー固着シートは、適宜フィラーを選択することにより、フィラーの機能が充分に発揮される積層不織布となる。例えば、フィラーがガス吸着性フィラーである場合、ガス吸着材として用いることができる。このガス吸着材は、プリーツ折り構造およびハニカム構造等を有するように成形加工して、空気清浄器用フィルター、エアコン用フィルター、車両用のキャビンフィルター、およびタバコ分煙器用フィルター等に用いることができる。そのようなフィルターとして用いる場合、このガス吸着材は、他のフィルター材料、例えばエレクトレットフィルター、HEPAフィルター、およびULPAフィルター等と併用して用いることもできる。
【0085】
本発明の積層不織布から構成されるガス吸着材は、例えばフィルターに用いる場合、第1および第3繊維層をエレクトレット加工して、塵や花粉などの捕集性を高めることができる。また、ガス吸着材は、タバコ消臭用フィルターとしても使用することができる。この場合、ガス吸着材をそのままフィルターとするか、ガス吸着材と他のフィルターとを組み合わせて使用してよい。
【0086】
以上において、本発明の積層不織布から成るフィラー固着シートについて説明した。本発明の積層不織布は、フィラーを固着して又はフィラーを固着させることなく、例えば、包装材として使用することもできる。包装材は、本発明の積層不織布をTダイ等でラミネート加工して製造してよい。本発明の積層不織布を含む包装材は、例えば、食品またはその他液体を含むものを包装したときに、液体が包装材の外にしみ出ることを防止する。
【0087】
また、本発明の積層不織布は、フィラーを固着して又はフィラーを固着させることなく種々の用途に使用できる。具体的には、本発明の積層不織布は、工業用研磨材として、レンズ、半導体、金属、プラスチック、セラミック、ガラスなど様々な分野の研磨材、家庭用または業務用キッチンなどで使用する研磨材、消臭材、イオン交換材、汚水処理材、吸油材、金属吸着材、電池セパレータ用不織材、導電性材、制電性材(帯電防止材)、調湿・除湿材(例えば、結露防止材)、吸音・防音材、防虫・防カビ材、育苗材、芳香材、磁性材、遠赤外線材として使用することができる。これらは、より具体的には、例えば、家庭用および車両用の内装材、建材の養生シート、壁紙、カーテン、マット、カーペット、医療用等のガウン、衣料、マスク、ワイパー、および空調用等のフィルターとして、実現してよい。
【実施例】
【0088】
以下実施例により、本発明を具体的に説明する。なお、本発明は以下の実施例に限定されない。
(実施例1)
下記の第1〜第3繊維層から成る積層不織布を作製した。
第1繊維層と第3繊維層は、エチレン−ビニルアルコール共重合体樹脂(エチレン含有量38モル%、エチレン−ビニルアルコール共重合体の鹸化度99%、ゲル化開始温度85℃、融解ピーク温度176℃)を鞘成分とし、ポリプロピレン(融解ピーク温度161℃)を芯成分とする、容積比1:1で複合紡糸された、繊度2.8dtexおよび繊維長51mmの芯鞘型複合繊維(商品名UBF、ダイワボウポリテック(株)製)を、湿熱ゲル化繊維として用いて作製した。この繊維において、湿熱ゲル化樹脂は、繊維全体の57質量%を占めていた。第1および第3繊維層はともに、この湿熱ゲル化繊維のみから成り、セミランダムカード機で開繊して作製した。目付は、各層とも20g/m2とした。
【0089】
第2繊維層として、ポリエステル繊維からなる、目付が5g/m2の1方向延伸配列不織布(商品名ミライフT05、新日石プラスト(株)製)を用意した。
【0090】
第1繊維層と第3繊維層の間に第2繊維層が位置するように、3つの繊維層を積層して積層ウェブを作製した。次いで、孔径0.08mmのオリフィスが0.6mm間隔で設けられたノズルを用いて、ウェブの第1繊維層側の表面に、水圧4MPaの柱状水流を2回噴射し、同様に第3繊維層側の表面に、水圧4MPaの柱状水流を2回噴射することに、繊維を交絡させた。その後、ボックス型真空吸引装置にて、脱水後、ドラム型乾燥機(設定温度120℃)にて乾燥させ、水流交絡により一体化された積層不織布を得た。
【0091】
(実施例2)
第2繊維層として、ポリエステル繊維からなる、目付10g/m2の経緯直交不織布(商品名ミライフTY0505FE、新日石プラスト(株)製)を使用し、実施例1で用いたものと同じ第1および第3繊維層を使用して、積層ウェブを作製した。実施例1で用いた条件と同じ条件で、積層ウェブに水流交絡処理を施した後、乾燥処理を実施して、積層不織布を得た。
【0092】
(比較例1)
実施例1で使用した芯鞘型複合繊維のみを使用して、目付40g/m2の繊維ウェブをセミランダムカード機で作製し、これに実施例1で用いた条件と同じ条件で、水流交絡処理を施した後、乾燥処理を実施して、積層不織布を得た。
【0093】
(比較例2)
第2繊維層として、ポリプロピレン繊維から成る、目付15g/m2のスパンボンド不織布(商品名ストラテックRN2015、東洋紡績(株)製)を使用し、実施例1で用いたものと同じ第1および第3繊維層を使用して、積層ウェブを作製した。実施例1で用いた条件と同じ条件で、積層ウェブに水流交絡処理を施した後、乾燥処理を実施して、積層不織布を得た。
【0094】
実施例1および2、比較例1および2の積層不織布について、湿熱収縮率、剥離強力、引張強力、45%強力を測定し、第2繊維層として使用した一方向延伸配列不織布およびスパンボンド不織布について湿熱収縮率を測定した。その結果を表1に示す。測定方法は次のとおりである。
【0095】
(湿熱収縮率)
不織布を、MD方向×CD方向の寸法が24cm×24cmとなるようにカットして、サンプルとし、このサンプルの中心部に、十字のしるしを黒色油性マーカーでつけた。十字のしるしは、MD方向およびCD方向において、それぞれ10cmの線を引くことによりつけた。サンプルを、MD方向が垂下方向となるように、蒸気釜(染色機)に吊して入れた。サンプルは、CD方向の2つの側縁から6cmの位置で、上端部をクリップで固定して吊した。サンプルは、蒸気釜内で、蒸気圧1kg/cm2(温度約102℃)の湿熱雰囲気に約15秒間晒した。その後、サンプルを取り出し、十字の線の長さ(MD方向、CD方向)を測定して、測定した長さと加熱前の長さから、MD方向およびCD方向の湿熱収縮率を求めた。
【0096】
(剥離強力)
不織布から、MD方向×CD方向が5cm×約30cmである寸法の試験片を、試料の幅1mあたり、横方向にそれぞれ3枚採取する。試験片の一方の端側を、約10cmほど第1繊維層と第2繊維層を剥離させるように開き、初加重の下で、定速伸長型引張試験機(商品名UCT―1T、オリエンテック(株)製)に、つかみ間隔を20cmにして取り付け、10cm/minの引張速度で試験片が分断されるまで引っ張り続けた。その際に得られたS−Sチャートより、加重の極大点上位3点と、極小点下位3点の平均した値を各試験片の剥離強力とした。さらに、3つの試験片について求めた剥離強力の平均を求めて、各試料の剥離強力とした。
【0097】
(引張強力、45度方向の強力)
MD方向およびCD方向の引張強力は、日本工業規格 JIS L−1906 一般長繊維不織布試験法 5.3.1引張強さに準拠して測定した。45度方向の強力は、MD方向と45度の角をなすように試料をカットして試験片を作製し、その試験片の引張強力を、日本工業規格 JIS L−1906 一般長繊維不織布試験法 5.3.1引張強さに準拠して測定することにより、求めた。
【0098】
【表1】
【0099】
表1に示すように、実施例1および2の積層不織布は、剥離強力が測定できないほど(即ち、剥離強力を測定しようとすると、先に不織布自体が破れる)、第1および第3繊維層と、第2繊維層とが強固に交絡していた。また、表面状態が良好で、均一であった。これに対し、比較例2の積層不織布は、比較例1(第2繊維層を含まないもの)の不織布よりも引張強力の大きい不織布を使用して補強しているにもかかわらず、MD方向の引張強力は実施例1のそれよりも小さかった。また、湿熱収縮率を測定した後の比較例2の不織布においては、表面状態が実施例1および2のそれよりも悪く、第1および第3繊維層においてムラおよびシワの発生が認められた。
【0100】
第2繊維層として用いた一方向延伸配列不織布とスパンボンド不織布を比較すると、前者は、MDおよびCD方向のいずれにおいても湿熱収縮し、湿熱収縮性を有していたが、後者は、湿熱収縮性を示さなかった。このことも、得られる積層不織布の湿熱処理後の表面状態に影響するものと推察される。
【0101】
続いて、実施例1および2、ならびに比較例2の積層不織布、および比較例1の不織布にフィラーを固着させて、フィラーの固着量および固着の度合い(フィラーの脱落のしにくさ)を評価した。
【0102】
(ガス吸着性フィラーの準備)
フィラーとして、ガス吸着性フィラーを用意した。具体的には、平均粒子径25μmの活性炭粒子(商品名太閤P、フタムラ化学(株)製)を使用した。
【0103】
(フィラーの固着)
前記フィラーを10質量%の割合で含む、水分散液(水温20℃)を用意し、これに不織布を浸漬した。次いで、マングルロールで、ピックアップ率300%となるよう絞り圧を調整して、水およびフィラーを積層不織布に付与した。この積層不織布を、パッドスチーマーを通過させて湿熱処理した。湿熱処理条件は、蒸気圧1kg/cm2、滞留時間約10秒であった。その後、ピンテンター式熱風吹きつけ乾燥機(乾燥温度130℃)にて不織布を乾燥させ、それにより、ガス吸着性フィラーを固着させた。フィラーを固着させた不織布について、フィラー固着率、およびフィラー脱落率を測定した。その結果を表2に示す。測定方法は次の通りである。
【0104】
(フィラー固着率)
下記式によりフィラー担持率を算出した。
【数1】
【0105】
(フィラー脱落率)
下記式によりフィラー脱落率を算出した。
【数2】
なお、単位面積あたりの脱落したフィラーの質量は、以下のフィラー脱落試験を実施して求めた。
1.試料をMD方向×CD方向が10cm×10cmとなるように切断し、設定温度80℃の乾燥機で1時間乾燥させた後、乾燥後の質量(A)を測定する。
2.2Lのビーカーに蒸留水1Lとサンプル1枚を加え、スターラー上で撹拌子を用い1200rpmで10分間撹拌する。
3.ビーカーから試料を取り出し、ごく軽く水洗した後、その試料を設定温度80℃の乾燥機で1時間乾燥させた後、その質量(B)を測定する。
4.以下の式により単位面積当たりの脱落したフィラーの質量を算出する。
単位面積当たりの脱落したフィラーの質量(g/m2)=(A−B)×100
【0106】
【表2】
【0107】
実施例1および2とも、フィラー脱落率は小さく、フィラーを良好に固着することができた。また、比較例1の不織布においては、フィラー固着中(即ち、湿熱処理中)、約30%程度の幅入りが生じたのに対し、実施例1の幅入りは約10%程度であり、実施例1は湿熱処理中のCD方向の寸法変化が小さいものであった。
【産業上の利用可能性】
【0108】
本発明の積層不織布は、フィラーを固着可能な湿熱ゲル化繊維を含み、かつ広い面積にわたって良好で且つ均一な表面を有するので、車両用内装材、建材の養生シート、廃棄物被覆用シート、ゴミ袋、壁紙、マット、カーペット、およびフィルター等として使用するのに特に適し、また、マスク等の比較的寸法の小さい製品にも勿論適している。
【図面の簡単な説明】
【0109】
【図1】本発明の積層不織布の一例を模式的に示す断面図である。
【図2】本発明のフィラー固着シートを製造する方法の一例を模式的に示す工程図である。
【図3】本発明のフィラー固着シートを製造する方法の一例を模式的に示す工程図である。
【図4】本発明のフィラー固着シートを製造する方法の一例を模式的に示す工程図である。
【符号の説明】
【0110】
1 第1繊維層
2 第2繊維層
3 第3繊維層
4 積層不織布
5 槽
6 フィラー分散溶液
7 絞りロール
8 スチーマー
9 サクション
10 加熱ロール
11 キャンバスロール
12 巻き取り機
13 乾燥機
【特許請求の範囲】
【請求項1】
第2繊維層の一方の表面に第1繊維層が配置され、他方の表面に第3繊維層が配置され、かつ3つの繊維層が一体化されている積層不織布であって、
第1および第3繊維層は、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む繊維層であり、
第2繊維層は、湿熱収縮性を有する繊維層である、
積層不織布。
【請求項2】
第2繊維層が、フィラメントが1方向に配列され延伸された一方向延伸配列繊維層であり、3g/m2〜40g/m2の目付を有する、請求項1に記載の積層不織布。
【請求項3】
第2繊維層が、フィラメントが1方向に配列され延伸された一方向延伸配列繊維層2枚が、フィラメントの配列方向が互いに直交するように積層されてなる経緯直交積層繊維層であり、3g/m2〜40g/m2の目付を有する、請求項1に記載の積層不織布。
【請求項4】
第2繊維層の一方の表面に第1繊維層が配置され、他方の表面に第3繊維層が配置され、かつ3つの繊維層が一体化されている積層不織布であって、
第1および第3繊維層は、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む繊維層であり、
第2繊維層は、フィラメントが1方向に配列され延伸された一方向延伸配列繊維層を含み、3g/m2〜40g/m2の目付を有する繊維層である、
積層不織布。
【請求項5】
第2繊維層が、フィラメントが1方向に配列され延伸された一方向延伸配列繊維層2枚が、フィラメントの配列方向が互いに直交するように積層されてなる経緯直交積層繊維層である、請求項4に記載の積層不織布。
【請求項6】
45度方向の強力が、MD方向の強力とCD方向の強力の和の40%以上50%以下である、請求項2〜5のいずれか1項に記載の積層不織布。
【請求項7】
湿熱ゲル化樹脂が、エチレン−ビニルアルコール共重合体である、請求項1〜6のいずれか1項に記載の積層不織布。
【請求項8】
請求項1〜7のいずれか1項に記載の積層不織布が湿熱処理に付されて、湿熱ゲル化樹脂が湿熱ゲル化されている、ゲル化シート。
【請求項9】
請求項1〜7のいずれか1項に記載の積層不織布が湿熱処理に付されて、湿熱ゲル化樹脂が湿熱ゲル化されており、かつフィラーが湿熱ゲル化物に固着されている、フィラー固着シート。
【請求項10】
フィラーがガス吸着性フィラーである、請求項9に記載のフィラー固着シート。
【請求項1】
第2繊維層の一方の表面に第1繊維層が配置され、他方の表面に第3繊維層が配置され、かつ3つの繊維層が一体化されている積層不織布であって、
第1および第3繊維層は、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む繊維層であり、
第2繊維層は、湿熱収縮性を有する繊維層である、
積層不織布。
【請求項2】
第2繊維層が、フィラメントが1方向に配列され延伸された一方向延伸配列繊維層であり、3g/m2〜40g/m2の目付を有する、請求項1に記載の積層不織布。
【請求項3】
第2繊維層が、フィラメントが1方向に配列され延伸された一方向延伸配列繊維層2枚が、フィラメントの配列方向が互いに直交するように積層されてなる経緯直交積層繊維層であり、3g/m2〜40g/m2の目付を有する、請求項1に記載の積層不織布。
【請求項4】
第2繊維層の一方の表面に第1繊維層が配置され、他方の表面に第3繊維層が配置され、かつ3つの繊維層が一体化されている積層不織布であって、
第1および第3繊維層は、湿熱ゲル化樹脂が繊維表面の少なくとも一部を占める繊維を含む繊維層であり、
第2繊維層は、フィラメントが1方向に配列され延伸された一方向延伸配列繊維層を含み、3g/m2〜40g/m2の目付を有する繊維層である、
積層不織布。
【請求項5】
第2繊維層が、フィラメントが1方向に配列され延伸された一方向延伸配列繊維層2枚が、フィラメントの配列方向が互いに直交するように積層されてなる経緯直交積層繊維層である、請求項4に記載の積層不織布。
【請求項6】
45度方向の強力が、MD方向の強力とCD方向の強力の和の40%以上50%以下である、請求項2〜5のいずれか1項に記載の積層不織布。
【請求項7】
湿熱ゲル化樹脂が、エチレン−ビニルアルコール共重合体である、請求項1〜6のいずれか1項に記載の積層不織布。
【請求項8】
請求項1〜7のいずれか1項に記載の積層不織布が湿熱処理に付されて、湿熱ゲル化樹脂が湿熱ゲル化されている、ゲル化シート。
【請求項9】
請求項1〜7のいずれか1項に記載の積層不織布が湿熱処理に付されて、湿熱ゲル化樹脂が湿熱ゲル化されており、かつフィラーが湿熱ゲル化物に固着されている、フィラー固着シート。
【請求項10】
フィラーがガス吸着性フィラーである、請求項9に記載のフィラー固着シート。
【図1】


【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−36880(P2008−36880A)
【公開日】平成20年2月21日(2008.2.21)
【国際特許分類】
【出願番号】特願2006−211178(P2006−211178)
【出願日】平成18年8月2日(2006.8.2)
【出願人】(000002923)大和紡績株式会社 (173)
【出願人】(300049578)ダイワボウポリテック株式会社 (120)
【Fターム(参考)】
【公開日】平成20年2月21日(2008.2.21)
【国際特許分類】
【出願日】平成18年8月2日(2006.8.2)
【出願人】(000002923)大和紡績株式会社 (173)
【出願人】(300049578)ダイワボウポリテック株式会社 (120)
【Fターム(参考)】
[ Back to top ]