
積層不織布及びそれを用いた合成皮革
【課題】表面が緻密且つ柔軟性に優れ、曲げ応力が作用した際の骨立ち性が少ない、特に合成皮革用基布用途に適した積層不織布を安価に提供する。
【解決手段】上層に目付量が40〜150g/m2であり繊度が0.0001〜0.5dtexの繊維を主成分とした繊維構造体と下層に目付量が40〜200g/m2であり繊度が1.5〜10.0dtexである繊維構造体が機械的交絡により積層され、下記(a)〜(c)を満足することを特徴とする積層不織布。
(a)密度が120〜250kg/m3
(b)破裂強度が400〜1000N
(c)剛軟度が1〜120mm以下
【解決手段】上層に目付量が40〜150g/m2であり繊度が0.0001〜0.5dtexの繊維を主成分とした繊維構造体と下層に目付量が40〜200g/m2であり繊度が1.5〜10.0dtexである繊維構造体が機械的交絡により積層され、下記(a)〜(c)を満足することを特徴とする積層不織布。
(a)密度が120〜250kg/m3
(b)破裂強度が400〜1000N
(c)剛軟度が1〜120mm以下
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、柔軟且つ重厚感を有する積層不織布に関し、更にさらに詳しくは、上層が緻密且つ柔軟性に優れ、曲げ応力が作用した際の骨立ち性が少なく、下層が上層の柔軟性を阻害することなく厚みを加味させた、特に合成皮革に用いて好適な積層不織布に関するものである。
【背景技術】
【0002】
不織布は、その優れた性能とコストとのバランスから、土木、産業資材用等といった高強力特性を必要とされる用途、さらには衣料、衛生材料用等といった風合い、柔軟特性を必要とされる用途等、多岐に亘って活用されている。特に後者のような用途においては、柔軟性・風合いの要請から、ニードルパンチ等により繊維交絡させた不織布が広く用いられている。しかしながら、かかる不織布は、曲げ応力を加えた際、繊維交絡のバラツキ、言い換えると繊維密度の高い部分と低い部分との境界部でシワ(以下、骨立ちと称す)が発生し外観不備となるという問題があった。
そこでより緻密な表面とすることにより、骨立ちを解消すべく、構成繊維繊度が小さい極細繊維にて構成しようとする試みが、数多く提案されている。
【0003】
例えば、構成繊維に薬品処理を施し構成繊維の一部を溶解させることで極細かする提案がなされている。また分割可能な複合繊維からなる不織布シートに高水圧水流処理を施して分割する方法がある。これらは温水処理を施し構成繊維の一部を溶解させることで極細化する提案がなされている(例えば特許文献1参照)。
【0004】
また、薬品処理を施し上記と同様極細化する方法が開示されていている(例えば特許文献2参照)。また、方法に改良を加えて製糸条件の延伸条件をより低倍率化させ、高配向・高結晶化繊維としないことでより柔軟性が優れる不織布の提案がなされている(例えば特許文献3参照)。しかしながらこれら従来技術では薬品処理工程を要する為、コスト面で不利となるとともに溶解量のバラツキを制御するのが困難であり、均一な柔軟性を施す点において好ましくない。また、これら不織布は極細繊維を用いるものであるため、重厚感を付与することが極めて困難であるため、市場の要請を満足できるものではなかった。
【特許文献1】特開2000−273769号公報
【特許文献2】特開2005−299041号公報
【特許文献3】特開平2004−84076号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は上記、従来技術の課題を背景になされたもので表面が緻密且つ柔軟性に優れ、曲げ応力が作用した際の骨立ち性が少ない積層不織布を工業的に効率よく提供することを課題とするものである。
【課題を解決するための手段】
【0006】
本発明は、上記の課題を解決するために鋭意検討した結果、遂に本発明を完成するに至った。即ち本発明は、(1)上層に目付量が40〜150g/m2であり繊度が0.0001〜0.5dtexの繊維を主成分とした繊維構造体と下層に目付量が40〜200g/m2であり繊度が1.5〜10.0dtexである繊維構造体が機械的交絡により積層され、下記(a)〜(c)を満足することを特徴とする積層不織布。
(a)密度が120〜250kg/m3
(b)破裂強度が400〜1000N
(c)剛軟度が1〜120mm以下
(2)前記上層を構成する繊維が割繊型繊維であることを特徴とする(1)記載の積層不織布、(3)前記下層が、初期応力が縦・横共に0.1〜40N/5cmの繊維構造体であることを特徴とする(1)又は(2)記載の積層不織布、(4)水流交絡及び/又はニードルパンチによる交絡処理を少なくとも2回実施することにより積層されたことを特徴とする(1)〜(3)いずれかに記載の積層不織布、(5)前記下層の繊維構造体がポリエステル系長繊維不織布であることを特徴とする(1)〜(4)いずれかに記載の積層不織布、(6)前記上層の繊維構造体を構成する繊維が、積層時及び/又は積層後に割繊されたことを特徴とする(2)〜(5)いずれかに記載の積層不織布、(7)(1)〜(6)いずれかに記載された積層不織布にポリウレタン樹脂を塗布した合皮皮革シートが下記下記(a)〜(d)を満足することを特徴とする合皮合成皮革シート。
(a)引張強度が200〜1000 N/3cm
(b)引裂強度が20〜200 N
(c)破裂強度が150〜1000N
(d)厚さが0.8〜2.0mm
である。
【発明の効果】
【0007】
本発明により、表面が緻密且つ柔軟性に優れ、曲げ応力が作用した際の骨立ち性が少ない、特に合成皮革用基布用途に適した積層不織布を安価に提供することができるという利点がある。
【発明を実施するための最良の形態】
【0008】
以下、本発明を詳細に説明する。
本発明における積層不織布は繊度0.5dtex以下の繊維からなる、あるいは主成分とする繊維構造体(上層)と繊度1.5〜10.0dtexからなる不織布(下層)が一体化されたものであることが好ましい。
上層を繊度0.5dtex以下とすることにより、緻密性が高く、骨立ちが殆ど無い、消費者が特に好む風合い・柔軟性に優れた積層不織布となるからである。しかしながら、上層を構成する繊維構造体は、重厚感に欠け、例えば合成皮革を用いるインテリアの様な、特に重厚感を持ち合わした高級感が求められる用途においては、消費者の嗜好を十分に満足することができない。また、極細繊維のみからなる厚い不織布を製造することも、工業的生産性を無視すれば理論的には可能であるが、密度が高くなるため、厚ぼったいものとなる。そこで下層として繊度1.5〜10.0dtexの不織布とを積層一体化することにより、それを用いた合成皮革は破断強度等の機械的特性に優れ、柔軟・軽量で、骨立ちが極めて少なく、重厚感のあるインテリアが得られるものである。
【0009】
上層の繊維構造体の繊度の下限は特に限定されないが、0.0001dtex以上であることが積層体の強度を保つという観点から好ましい。上層繊維構造体のより好ましい繊度は0.01〜0.4dtex以下、更に好ましくは0.1〜0.3dtex以下である。
【0010】
また、下層繊維構造体が1.5〜10.0dtexの繊維構造体であれば、嵩高性と柔軟性を兼ね添えた積層不織布が得られる。下層繊維構造体を構成する繊維のより好ましい繊度は1.5〜8.0dtex、更に好ましくは2.0〜6.0dtexである。
【0011】
本発明の積層体を構成する上層の繊維構造体の目付は、40〜150g/m2であることが好ましく、より好ましくは50〜140g/m2、更に好ましくは60〜120g/m2である。
目付が40g/m2以上であれば、緻密化による骨立ち防止効果が極めて有効に発揮でき、また、150g/m2を超えない範囲では、下層とのニードルパンチやウォーターパンチ等による機械的交絡が効果的になされるからである。
【0012】
上層の繊維構造体の製造方法としては、メルトブローン法、短繊維をカーディングする方法、さらにエジェクター、ローラーにより延伸された長繊維を捕集ネットコンベアーに堆積させるスパンボンド法等が挙げられるが特に限定されるものではない。
【0013】
上層を構成する素材としては、割繊型繊維であることが好ましく、特に単糸に衝撃を与えた際に分割しやすいように互いに非相溶性であることが好ましい。また2種類以上の重合体からなる繊維であることが好ましい。極細繊維は、スパンボンド不織布等の他素材と機械的に強く交絡することが困難であるところ、割繊型繊維であれば、細化する前、あるいは、割繊と同時にニードルパンチ・ウォーターパンチ等機械的交絡の際に強く交絡を付与することが可能となり、剥離し難い極細繊維積層体が得られるからである。このような理由から、本発明の積層不織布の上層を構成する繊維は、機械的交絡した後及び/又は機械的に交絡させる際、割繊された繊維であることが好ましい。
【0014】
本発明の不織布積層体の上層を形成する繊維の断面形状は多層張り合わせ型潜在分割繊維、中空多層張り合わせ型分割性繊維、花弁断面型潜在分割繊維、中空花弁断面型潜在分割繊維等が挙げられる。2種の成分をそれぞれ成分A、成分Bとした場合、ABの両重合体としては、SP値(溶解度パラメーター)、溶解粘度のバランスを考慮して組み合わせれば、任意に選ぶことができる。例えば、ポリエチレンテレフタレート系、ポリトリメチレンテレフタレート系、ポリブチレンテレフタレート系などのポリエステル系共重合体、ポリエチレンやポリプロピレンで代表されるポリオレフィン系重合体、ナイロン6及びナイロン6やナイロン66で代表されるポリアミド系重合体その他にポリスチレン系重合体、ポリビニルアルコール系重合体、ビニルアルコールエチレン共重合体、などが上げられる。各成分には1種ポリプロピレン、ナイロン6及びポリエチレン等が挙げられる
【0015】
下層の繊維構造体の目付は、40〜200g/m2であることが好ましく、より好ましくは50〜180g/m2であり、更に好ましくは60〜160g/m2である。40g/m2以上とすることにより、不織布積層体に重厚感が得られ、200g/m2を超えない範囲であれば、上層の緻密化による優れた骨立ち防止性を阻害せず、風合いに優れ、且つ重厚な積層不織布が得られるからである。
【0016】
下層の繊維構造体は、初期応力が縦・横共に0.1〜40N/5cmであることが好ましい。上述の通り、繊度が小さい繊維を機械的交絡によって積層することは困難であところ、下層の繊維構造体の初期弾性率が当該範囲にあれば、上層を補強するという効果を発揮しつつ、上層繊維と下層繊維との強い交絡が得られる。また不織布積層体自体が柔軟となることも相俟って、一体性が強い、あたかも上層1層からなる柔軟且つ重厚感のある積層不織布が得られる。より好ましい初期応力は1〜20N/5cm、更に好ましい初期応力は3〜10N/5cmである。
【0017】
下層の製造方法としては、メルトブロー法、スパンボンド法などの従来方法により得ることが出来る。特に、適正繊維径及び生産性を鑑みた場合、スパンボンド法により得られる不織布が好ましい。尚、スパンボンド法においては例えば、丸型断面紡糸口金や矩形断面紡糸口金によるものがあるが、機械方向と直交する方向での繊維堆積分布が比較的良好な矩形断面紡糸口金を使用するのが好ましい。また、ニードルパンチにより繊維交絡し易くする為、仮接着温度は使用する重合体の融点(Tm)に対して、Tm−100℃からTm−10℃とすることが好ましく、より好ましくはTm−80からTm−30℃である。この理由としてTm−100℃よりさらに低い温度では目的である長繊維フリースの形態を維持することが困難となり、逆にTm−10℃よりさらに高い温度ではニードルパンチによる繊維交絡時、融着区域が既に発生しており交絡し難くなる為である。 また、仮接着方法は例えば、熱ロール間に長繊維フリースを挿入させるのが一般的である。かかる弱い熱圧着条件であっても本発明によれば、上層との積層時に機械的交絡が加えられるため、毛羽立ち等の問題が起こり難い。
【0018】
また、熱ロールの接着面積に関しては接着圧力との関係によって適宜決まる為、特に限定されない。
積層体の密度は、120〜250kg/cm3であることが好ましく、より好ましくは130〜240kg/cm3であり、更に好ましくは140から230kg/cm3である。積層体の密度が120kg/cm3未満の場合、緻密性が不足することにより骨立ちが発生し好ましくない。また積層体の密度が250kg/cm3を超える場合、厚みが低下することで例えば、ポリウレタンを発泡させ合成皮革とした場合、高級感が損なわれるため、好ましくない。
【0019】
積層体の破裂強度(JIS L1906 A法)は400〜1000N、好ましくは500〜900N、より好ましくは500〜900Nである。400N以下であれば、例えば、椅子等のインテリア用途に使用する場合、展張時の破れるという問題が生じ難く、用途範囲が拡大する。
【0020】
積層体の剛軟度は1〜120mmであることが好ましく、より好ましくは50〜120mmであり、更に好ましくは70〜100mmであることが好ましい。1〜120mmの柔軟性を備えていれば、上層を緻密化することにより骨立ち発生を防止するという本発明の積層不織布の特徴を損なわないからである。
【0021】
上層部繊維構造体及び下層部繊維構造体を積層する手法としては、ウォーターパンチ及び/又はニードルパンチ加工によって機械的交絡を施すことが好ましい。かかる方法によれば、柔軟な積層不織布が得られると同時に、上層に割繊型繊維を用いた場合、積層と同時に割繊が可能となるからである。
【0022】
また、本発明の積層不織布は、ウォーパンチ及び/又はニードルパンチを少なくとも2回以上実施することが好ましい。かかる範囲で機械的交絡を付与することにより、繊維交絡が極めて強固となって一体性の強い積層不織布が得られ、また、初期弾性率が低い、即ち繊維結合が弱い下層の欠点も補われ、更には割繊型繊維を用いた場合、繊維の分割が十分になされるからである。柔軟性の観点から、少なくとも1回はウォーターパンチ加工を施すことが好ましい。
【0023】
本発明の積層不織布でウォーターパンチ及び/又はニードルパンチ加工を2回以上実施する場合、最初の加工は、下層部面からニードル又は水流が挿入し、2回目以降で上層面から挿入するように加工することが好ましい。最初の加工を下層部面から施すことにより、極めて一体性が強くなる。そして2回目以降の加工で上層面から加工することにより、繊維分割を十分に成し、その結果、一体性が極めて強く、且つ骨立ち性が殆ど見られない、重厚・柔軟な積層不織布が得られる。
【0024】
ウォーパンチ及び/又はニードルパンチを施す回数の上限は特に限定されないが、20回以上施すと、布帛が受けるダメージが大きくなる。
【0025】
本発明における下層部繊維構造体にはポリエステル系長繊維不織布を使用することが好ましい。特に本発明の課題である骨立ち性を露呈させない為にはポリトリメチレンテレフタレート、ポリブチレンテレフタレートを使用することがより好ましい。
【0026】
積層不織布にポリウレタン樹脂を塗布した合皮皮革シートの引張強度は200〜1000 N/3cmである。好ましくは200〜800N/3cm、さらに好ましくは200〜400N/3cmである。かかる範囲であれば、成型時の破断が問題となることなく、工業的生産が可能だからである。
【0027】
引裂強度は20〜200Nであることが好ましい。より好ましくは20〜100Nであり、さらに好ましくは20〜50Nである。引裂強度が20N以下になると縫製強度が形態安定性と取扱性の点で好ましくない。
【0028】
破裂強度は150〜1000Nである。好ましくは400〜1000N、より好ましくは500〜800N
である。破裂強度が150N以下になると成型後或いは成型時に合皮が破断してしまう。
【0029】
合成皮革の厚さは0.8〜2.0mmであることが好ましい。より好ましくは0.8〜1.5mm、さらに好ましくは1.0〜1.5mmである。かかる範囲であれば、柔軟性と重厚感・高級感を有する、特にインテリア用途に用いた場合、商品価値が高い積層不織布が得られる
以下、図に基づき、本発明の積層不織布に関してさらに詳しく説明する。
【実施例】
【0030】
以下に、本発明を実施例によりさらに詳しく説明するが、本発明は、これらに何ら限定されるものではない。実施例において用いた測定方法は下記のとおりである。
サンプル方向に関して機械方向をMD方向、機械方向と直行する方向をCD方向と以下、称する。
【0031】
(基布)
<目付量(単位面積当りの質量)>
JIS−L1906に準拠する。具体的にはMD方向に20cm、CD方向に25cm角の試験片をCD方向に5箇所採取してそれぞれの重量を測定しこれらの平均値を算出した後、1m2当たりの重量に換算しg/m2として目付量とする。
【0032】
<厚み>
JIS−L1906に準拠する。具体的にはCD方向の試験片全幅1m当たり、10箇所において加圧条件を20gf/cm2として測定しこれらの平均値を算出する。
【0033】
<密度>
上述のJIS−L1906に準拠して求められた目付量及び厚みから1m3当りの重量に換算しg/m3として密度とする。
【0034】
<初期応力>
JIS−L1906に準拠して測定された引張強度における5%伸長時の応力を初期応力とした。
【0035】
<破裂強度>
JIS−L1096 破裂強さB法(定速伸長形法)準拠する。具体的には直径8cmの試験片を5枚採取し先端曲率半径が1.25cm、直径2.5cmの押し棒を100mm/minの定速加圧させた際の試験片を突き破る強さを測定しこれらの平均値を算出する。
【0036】
<剛軟度>
JIS−L1096に準拠する。具体的にはMD方向に20cm、CD方向に2.5cm角の試験片をCD方向の試験片全幅1m当たり、3箇所において採取し45°カンチレバー法に基づき裏表、計6点にて測定しこれらの平均値を算出する。該方法はMD方向の剛軟度結果であり、CD方向に関しては試験片方向を直交させ上述の如く、測定した結果である。さらに本発明記載の剛軟度はMD方向及びCD方向の結果を足して2で除した値を使用している。
(合成皮革)
<引張>
JIS−L1096に準拠する。引張強度は3cm巾試料にて実施した。
<破裂強度>
JIS−L1096 破裂強さA法(ミューレン法)に準拠する。
【0037】
<骨立ち性>
○:10cm四方のサンプルを60°折り曲げたときほとんど皺が発生しない
△:10cm四方のサンプルを60°折り曲げたとき少し皺が発生する
×:10cm四方のサンプルを60°折り曲げたとき皺が多く発生する
【0038】
<一体性>
10cm四方のサンプルを60°100回折り曲げしたときの評価。
○:剥離が殆ど見られず、1層品と同様の感触であった。
△:部分的に剥離が見られ、商品価値が大きく低下していた。
×:剥離が大きく、実用できるものとはいえなかった。
【0039】
<合皮風合い>
実施例基布にポリウレタン樹脂を塗布して作成したシート基材の風合いを無作為に抽出した10人のモニターに3段階で評価して最も多い評価をそのシーと基材の風合いとした。
○:適度な充実感、重厚感及び柔軟性を有し、高級感に感じられるもの。
△:柔軟性は有するが重厚感が少なく、高級感にはややおとるもの
×:柔軟性、特に重厚感がなく、高級には感じられないもの
【0040】
実施例1
<積層不織布製造工程>
上層部繊維構造体にはナイロン6とポリエチレンテレフタレートから構成される割繊前繊度0.24d中空花弁型割繊複合繊維である、目付量80g/m2である未割繊の短繊維複合割繊不織布を使用し、下層部繊維構造体には公知のスパンボンド法によりポリブチチレンテレフタレート樹脂(融点230℃:以下PBTと略す)を紡糸温度260℃にて単孔吐出量0.9g/minで紡出し、繊度が2.0dtexとなるようエアー元圧を調整し延伸させたフィラメント群を、目付量が100g/m2となるよう速度調整された樹脂ネット上に堆積させ、その後エンボスローラーにより170℃、30kN/mで仮接着加工を施しスパンボンド不織布を得た。その後、公知のニードルパンチ法により、下層スパンボンド不織布からニードルが挿入されるように、上層分割繊維不織布と下層のスパンボンド不織布を繊維交絡させることによって複合不織布を得た。
さらにその後、該上層部繊維構造体と該下層部繊維構造体とをウォーターパンチによる上面1回、裏面1回の計高水圧処理方法を2回することによって、割繊繊維を分割及び積層させることができ且つ剥離することなく上層と下層を交絡して目的の積層不織布を得た。得られた不織布の上層面からのSEM写真、下層面からのSEM写真を図1及び図2にそれぞれ示す。下層のスパンボンド繊維の一部が上層面に露出し、強い一体性と上層部の緻密性が得られていることが図1から判る。
【0041】
<合成皮革製造工程>
上記製造工程で得られた積層不織布を水性溶液のデップニップ法で重量比18%のPVA樹脂を付着せしめた。これらはシート自身に寸法安定性及びウレタン樹脂との置換を実施するためのである。
ポリウレタン溶液を、湿分付着730g/m2になるようナイフコーターで塗布して60℃の温水でPVAを置換洗浄し、120℃の熱風で乾燥した。
乾燥後ウレタン塗布目付としては220g/m2、合成皮革トータルで目付 400g/m2、厚さ 1.3mmとなった。得られた部材は非常に柔らかい銀付き合皮皮革であった。得られた合成皮革はインテリアソファー等に使用される。
【0042】
実施例2〜8
下層部に目付100g/m2のポリトリメチレンテレフタレート(実施例2)、下層部目付60g/m2(実施例3)、下層部目付80g/m2(実施例4)、上層部目付100g/m2及び下層部目付80g/m2(実施例5)、上層部目付100g/m2及び下層部にポリトリメチレンテレフタレート80g/m2(実施例6)、上層部目付100g/m2及び下層部にナイロン80g/m2(実施例7)、上層部目付120g/m2及び下層部目付80g/m2(実施例8)である。
【0043】
比較例1
実施例1記載の下層部繊維構造体の製造方法において目付量が180g/m2となるよう速度を調整した点、及び上層部繊維構造体を使用しない他、同様の手法を用いて作製された単層長繊維不織布を得た。
【0044】
比較例2
実施例1記載の下層部繊維構造体の製造方法においてエンボスローラーの温度を210℃、目付量が180g/m2となるよう速度を調整した点、及び上層部繊維構造体を使用しない他、同様の手法を用いて作製された単層長繊維不織布を得た
【0045】
比較例3
実施例1記載の上層部繊維構造体において目付量を180g/m2とした短繊維複合割繊不織布を使用した点、及び下層部繊維構造体を使用しない他、同様の手法を用いて作製された単層短繊維不織布を得た。
【0046】
比較例4
実施例1記載の上層部と下層の交絡において、ニーパン交絡をせず且つウォーターパンチの交絡処理の下層面のみの1回としたを使用した点他、同様の手法を用いて作製された積層不織布を得た。
【0047】
比較例5
実施例1記載の上層部繊維構造体において目付量を20g/m2とした短繊維複合割繊不織布を使用した点、及び実施例1記載の下層部繊維構造体の製造方法において目付量が160g/m2となるよう速度調整した他、同様の手法を用いて作製された積層不織布を得た。
【0048】
比較例6
実施例1記載の下層部繊維構造体の製造方法において繊維径が15dとなるようにエアー元圧を調整した点他、同様の手法を用いて作製された単層長繊維不織布を得た。
【0049】
比較例7
実施例1記載の下層部繊維構造体の製造方法において繊度が8.0dtexとなるようエアー元圧を調整した他、同様の手法を用いて作製された積層不織布を得た。
【0050】
比較例6
実施例1記載の上層部繊維構造体において繊度が1.6dtexとなるよう分割数を調整した他、同様の手法を用いて作製された積層不織布を得た。
【0051】
実施例及び比較例から得られた不織布及び物性等を測定し表1に示した。なお、表1中の「交絡回数」は機械的交絡加工処理を施した回数のことをいい、NPはニードルパンチ加工、WPはウォーターパンチ加工を指し、数字はその処理回数を指す。
【0052】
【表1】

【産業上の利用可能性】
【0053】
本発明によれば、従来の織布や分割繊維単体では実現できなかった重厚感を有する合皮皮革を形成することができる積層不織布が得られ、更にさらに詳しくは、上層が緻密且つ柔軟性に優れ、曲げ応力が作用した際の骨立ち性が少なく、下層が上層の柔軟性を阻害することなく厚みを加味させた、特に合成皮革に用いて好適な積層不織布を安価に提供することができ、産業界に寄与すること大である。
【図面の簡単な説明】
【0054】
【図1】本発明の積層不織布の上層部から撮った電子顕微鏡写真である。
【図2】本発明の積層不織布の下層部から撮った電子顕微鏡写真である。
【技術分野】
【0001】
本発明は、柔軟且つ重厚感を有する積層不織布に関し、更にさらに詳しくは、上層が緻密且つ柔軟性に優れ、曲げ応力が作用した際の骨立ち性が少なく、下層が上層の柔軟性を阻害することなく厚みを加味させた、特に合成皮革に用いて好適な積層不織布に関するものである。
【背景技術】
【0002】
不織布は、その優れた性能とコストとのバランスから、土木、産業資材用等といった高強力特性を必要とされる用途、さらには衣料、衛生材料用等といった風合い、柔軟特性を必要とされる用途等、多岐に亘って活用されている。特に後者のような用途においては、柔軟性・風合いの要請から、ニードルパンチ等により繊維交絡させた不織布が広く用いられている。しかしながら、かかる不織布は、曲げ応力を加えた際、繊維交絡のバラツキ、言い換えると繊維密度の高い部分と低い部分との境界部でシワ(以下、骨立ちと称す)が発生し外観不備となるという問題があった。
そこでより緻密な表面とすることにより、骨立ちを解消すべく、構成繊維繊度が小さい極細繊維にて構成しようとする試みが、数多く提案されている。
【0003】
例えば、構成繊維に薬品処理を施し構成繊維の一部を溶解させることで極細かする提案がなされている。また分割可能な複合繊維からなる不織布シートに高水圧水流処理を施して分割する方法がある。これらは温水処理を施し構成繊維の一部を溶解させることで極細化する提案がなされている(例えば特許文献1参照)。
【0004】
また、薬品処理を施し上記と同様極細化する方法が開示されていている(例えば特許文献2参照)。また、方法に改良を加えて製糸条件の延伸条件をより低倍率化させ、高配向・高結晶化繊維としないことでより柔軟性が優れる不織布の提案がなされている(例えば特許文献3参照)。しかしながらこれら従来技術では薬品処理工程を要する為、コスト面で不利となるとともに溶解量のバラツキを制御するのが困難であり、均一な柔軟性を施す点において好ましくない。また、これら不織布は極細繊維を用いるものであるため、重厚感を付与することが極めて困難であるため、市場の要請を満足できるものではなかった。
【特許文献1】特開2000−273769号公報
【特許文献2】特開2005−299041号公報
【特許文献3】特開平2004−84076号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は上記、従来技術の課題を背景になされたもので表面が緻密且つ柔軟性に優れ、曲げ応力が作用した際の骨立ち性が少ない積層不織布を工業的に効率よく提供することを課題とするものである。
【課題を解決するための手段】
【0006】
本発明は、上記の課題を解決するために鋭意検討した結果、遂に本発明を完成するに至った。即ち本発明は、(1)上層に目付量が40〜150g/m2であり繊度が0.0001〜0.5dtexの繊維を主成分とした繊維構造体と下層に目付量が40〜200g/m2であり繊度が1.5〜10.0dtexである繊維構造体が機械的交絡により積層され、下記(a)〜(c)を満足することを特徴とする積層不織布。
(a)密度が120〜250kg/m3
(b)破裂強度が400〜1000N
(c)剛軟度が1〜120mm以下
(2)前記上層を構成する繊維が割繊型繊維であることを特徴とする(1)記載の積層不織布、(3)前記下層が、初期応力が縦・横共に0.1〜40N/5cmの繊維構造体であることを特徴とする(1)又は(2)記載の積層不織布、(4)水流交絡及び/又はニードルパンチによる交絡処理を少なくとも2回実施することにより積層されたことを特徴とする(1)〜(3)いずれかに記載の積層不織布、(5)前記下層の繊維構造体がポリエステル系長繊維不織布であることを特徴とする(1)〜(4)いずれかに記載の積層不織布、(6)前記上層の繊維構造体を構成する繊維が、積層時及び/又は積層後に割繊されたことを特徴とする(2)〜(5)いずれかに記載の積層不織布、(7)(1)〜(6)いずれかに記載された積層不織布にポリウレタン樹脂を塗布した合皮皮革シートが下記下記(a)〜(d)を満足することを特徴とする合皮合成皮革シート。
(a)引張強度が200〜1000 N/3cm
(b)引裂強度が20〜200 N
(c)破裂強度が150〜1000N
(d)厚さが0.8〜2.0mm
である。
【発明の効果】
【0007】
本発明により、表面が緻密且つ柔軟性に優れ、曲げ応力が作用した際の骨立ち性が少ない、特に合成皮革用基布用途に適した積層不織布を安価に提供することができるという利点がある。
【発明を実施するための最良の形態】
【0008】
以下、本発明を詳細に説明する。
本発明における積層不織布は繊度0.5dtex以下の繊維からなる、あるいは主成分とする繊維構造体(上層)と繊度1.5〜10.0dtexからなる不織布(下層)が一体化されたものであることが好ましい。
上層を繊度0.5dtex以下とすることにより、緻密性が高く、骨立ちが殆ど無い、消費者が特に好む風合い・柔軟性に優れた積層不織布となるからである。しかしながら、上層を構成する繊維構造体は、重厚感に欠け、例えば合成皮革を用いるインテリアの様な、特に重厚感を持ち合わした高級感が求められる用途においては、消費者の嗜好を十分に満足することができない。また、極細繊維のみからなる厚い不織布を製造することも、工業的生産性を無視すれば理論的には可能であるが、密度が高くなるため、厚ぼったいものとなる。そこで下層として繊度1.5〜10.0dtexの不織布とを積層一体化することにより、それを用いた合成皮革は破断強度等の機械的特性に優れ、柔軟・軽量で、骨立ちが極めて少なく、重厚感のあるインテリアが得られるものである。
【0009】
上層の繊維構造体の繊度の下限は特に限定されないが、0.0001dtex以上であることが積層体の強度を保つという観点から好ましい。上層繊維構造体のより好ましい繊度は0.01〜0.4dtex以下、更に好ましくは0.1〜0.3dtex以下である。
【0010】
また、下層繊維構造体が1.5〜10.0dtexの繊維構造体であれば、嵩高性と柔軟性を兼ね添えた積層不織布が得られる。下層繊維構造体を構成する繊維のより好ましい繊度は1.5〜8.0dtex、更に好ましくは2.0〜6.0dtexである。
【0011】
本発明の積層体を構成する上層の繊維構造体の目付は、40〜150g/m2であることが好ましく、より好ましくは50〜140g/m2、更に好ましくは60〜120g/m2である。
目付が40g/m2以上であれば、緻密化による骨立ち防止効果が極めて有効に発揮でき、また、150g/m2を超えない範囲では、下層とのニードルパンチやウォーターパンチ等による機械的交絡が効果的になされるからである。
【0012】
上層の繊維構造体の製造方法としては、メルトブローン法、短繊維をカーディングする方法、さらにエジェクター、ローラーにより延伸された長繊維を捕集ネットコンベアーに堆積させるスパンボンド法等が挙げられるが特に限定されるものではない。
【0013】
上層を構成する素材としては、割繊型繊維であることが好ましく、特に単糸に衝撃を与えた際に分割しやすいように互いに非相溶性であることが好ましい。また2種類以上の重合体からなる繊維であることが好ましい。極細繊維は、スパンボンド不織布等の他素材と機械的に強く交絡することが困難であるところ、割繊型繊維であれば、細化する前、あるいは、割繊と同時にニードルパンチ・ウォーターパンチ等機械的交絡の際に強く交絡を付与することが可能となり、剥離し難い極細繊維積層体が得られるからである。このような理由から、本発明の積層不織布の上層を構成する繊維は、機械的交絡した後及び/又は機械的に交絡させる際、割繊された繊維であることが好ましい。
【0014】
本発明の不織布積層体の上層を形成する繊維の断面形状は多層張り合わせ型潜在分割繊維、中空多層張り合わせ型分割性繊維、花弁断面型潜在分割繊維、中空花弁断面型潜在分割繊維等が挙げられる。2種の成分をそれぞれ成分A、成分Bとした場合、ABの両重合体としては、SP値(溶解度パラメーター)、溶解粘度のバランスを考慮して組み合わせれば、任意に選ぶことができる。例えば、ポリエチレンテレフタレート系、ポリトリメチレンテレフタレート系、ポリブチレンテレフタレート系などのポリエステル系共重合体、ポリエチレンやポリプロピレンで代表されるポリオレフィン系重合体、ナイロン6及びナイロン6やナイロン66で代表されるポリアミド系重合体その他にポリスチレン系重合体、ポリビニルアルコール系重合体、ビニルアルコールエチレン共重合体、などが上げられる。各成分には1種ポリプロピレン、ナイロン6及びポリエチレン等が挙げられる
【0015】
下層の繊維構造体の目付は、40〜200g/m2であることが好ましく、より好ましくは50〜180g/m2であり、更に好ましくは60〜160g/m2である。40g/m2以上とすることにより、不織布積層体に重厚感が得られ、200g/m2を超えない範囲であれば、上層の緻密化による優れた骨立ち防止性を阻害せず、風合いに優れ、且つ重厚な積層不織布が得られるからである。
【0016】
下層の繊維構造体は、初期応力が縦・横共に0.1〜40N/5cmであることが好ましい。上述の通り、繊度が小さい繊維を機械的交絡によって積層することは困難であところ、下層の繊維構造体の初期弾性率が当該範囲にあれば、上層を補強するという効果を発揮しつつ、上層繊維と下層繊維との強い交絡が得られる。また不織布積層体自体が柔軟となることも相俟って、一体性が強い、あたかも上層1層からなる柔軟且つ重厚感のある積層不織布が得られる。より好ましい初期応力は1〜20N/5cm、更に好ましい初期応力は3〜10N/5cmである。
【0017】
下層の製造方法としては、メルトブロー法、スパンボンド法などの従来方法により得ることが出来る。特に、適正繊維径及び生産性を鑑みた場合、スパンボンド法により得られる不織布が好ましい。尚、スパンボンド法においては例えば、丸型断面紡糸口金や矩形断面紡糸口金によるものがあるが、機械方向と直交する方向での繊維堆積分布が比較的良好な矩形断面紡糸口金を使用するのが好ましい。また、ニードルパンチにより繊維交絡し易くする為、仮接着温度は使用する重合体の融点(Tm)に対して、Tm−100℃からTm−10℃とすることが好ましく、より好ましくはTm−80からTm−30℃である。この理由としてTm−100℃よりさらに低い温度では目的である長繊維フリースの形態を維持することが困難となり、逆にTm−10℃よりさらに高い温度ではニードルパンチによる繊維交絡時、融着区域が既に発生しており交絡し難くなる為である。 また、仮接着方法は例えば、熱ロール間に長繊維フリースを挿入させるのが一般的である。かかる弱い熱圧着条件であっても本発明によれば、上層との積層時に機械的交絡が加えられるため、毛羽立ち等の問題が起こり難い。
【0018】
また、熱ロールの接着面積に関しては接着圧力との関係によって適宜決まる為、特に限定されない。
積層体の密度は、120〜250kg/cm3であることが好ましく、より好ましくは130〜240kg/cm3であり、更に好ましくは140から230kg/cm3である。積層体の密度が120kg/cm3未満の場合、緻密性が不足することにより骨立ちが発生し好ましくない。また積層体の密度が250kg/cm3を超える場合、厚みが低下することで例えば、ポリウレタンを発泡させ合成皮革とした場合、高級感が損なわれるため、好ましくない。
【0019】
積層体の破裂強度(JIS L1906 A法)は400〜1000N、好ましくは500〜900N、より好ましくは500〜900Nである。400N以下であれば、例えば、椅子等のインテリア用途に使用する場合、展張時の破れるという問題が生じ難く、用途範囲が拡大する。
【0020】
積層体の剛軟度は1〜120mmであることが好ましく、より好ましくは50〜120mmであり、更に好ましくは70〜100mmであることが好ましい。1〜120mmの柔軟性を備えていれば、上層を緻密化することにより骨立ち発生を防止するという本発明の積層不織布の特徴を損なわないからである。
【0021】
上層部繊維構造体及び下層部繊維構造体を積層する手法としては、ウォーターパンチ及び/又はニードルパンチ加工によって機械的交絡を施すことが好ましい。かかる方法によれば、柔軟な積層不織布が得られると同時に、上層に割繊型繊維を用いた場合、積層と同時に割繊が可能となるからである。
【0022】
また、本発明の積層不織布は、ウォーパンチ及び/又はニードルパンチを少なくとも2回以上実施することが好ましい。かかる範囲で機械的交絡を付与することにより、繊維交絡が極めて強固となって一体性の強い積層不織布が得られ、また、初期弾性率が低い、即ち繊維結合が弱い下層の欠点も補われ、更には割繊型繊維を用いた場合、繊維の分割が十分になされるからである。柔軟性の観点から、少なくとも1回はウォーターパンチ加工を施すことが好ましい。
【0023】
本発明の積層不織布でウォーターパンチ及び/又はニードルパンチ加工を2回以上実施する場合、最初の加工は、下層部面からニードル又は水流が挿入し、2回目以降で上層面から挿入するように加工することが好ましい。最初の加工を下層部面から施すことにより、極めて一体性が強くなる。そして2回目以降の加工で上層面から加工することにより、繊維分割を十分に成し、その結果、一体性が極めて強く、且つ骨立ち性が殆ど見られない、重厚・柔軟な積層不織布が得られる。
【0024】
ウォーパンチ及び/又はニードルパンチを施す回数の上限は特に限定されないが、20回以上施すと、布帛が受けるダメージが大きくなる。
【0025】
本発明における下層部繊維構造体にはポリエステル系長繊維不織布を使用することが好ましい。特に本発明の課題である骨立ち性を露呈させない為にはポリトリメチレンテレフタレート、ポリブチレンテレフタレートを使用することがより好ましい。
【0026】
積層不織布にポリウレタン樹脂を塗布した合皮皮革シートの引張強度は200〜1000 N/3cmである。好ましくは200〜800N/3cm、さらに好ましくは200〜400N/3cmである。かかる範囲であれば、成型時の破断が問題となることなく、工業的生産が可能だからである。
【0027】
引裂強度は20〜200Nであることが好ましい。より好ましくは20〜100Nであり、さらに好ましくは20〜50Nである。引裂強度が20N以下になると縫製強度が形態安定性と取扱性の点で好ましくない。
【0028】
破裂強度は150〜1000Nである。好ましくは400〜1000N、より好ましくは500〜800N
である。破裂強度が150N以下になると成型後或いは成型時に合皮が破断してしまう。
【0029】
合成皮革の厚さは0.8〜2.0mmであることが好ましい。より好ましくは0.8〜1.5mm、さらに好ましくは1.0〜1.5mmである。かかる範囲であれば、柔軟性と重厚感・高級感を有する、特にインテリア用途に用いた場合、商品価値が高い積層不織布が得られる
以下、図に基づき、本発明の積層不織布に関してさらに詳しく説明する。
【実施例】
【0030】
以下に、本発明を実施例によりさらに詳しく説明するが、本発明は、これらに何ら限定されるものではない。実施例において用いた測定方法は下記のとおりである。
サンプル方向に関して機械方向をMD方向、機械方向と直行する方向をCD方向と以下、称する。
【0031】
(基布)
<目付量(単位面積当りの質量)>
JIS−L1906に準拠する。具体的にはMD方向に20cm、CD方向に25cm角の試験片をCD方向に5箇所採取してそれぞれの重量を測定しこれらの平均値を算出した後、1m2当たりの重量に換算しg/m2として目付量とする。
【0032】
<厚み>
JIS−L1906に準拠する。具体的にはCD方向の試験片全幅1m当たり、10箇所において加圧条件を20gf/cm2として測定しこれらの平均値を算出する。
【0033】
<密度>
上述のJIS−L1906に準拠して求められた目付量及び厚みから1m3当りの重量に換算しg/m3として密度とする。
【0034】
<初期応力>
JIS−L1906に準拠して測定された引張強度における5%伸長時の応力を初期応力とした。
【0035】
<破裂強度>
JIS−L1096 破裂強さB法(定速伸長形法)準拠する。具体的には直径8cmの試験片を5枚採取し先端曲率半径が1.25cm、直径2.5cmの押し棒を100mm/minの定速加圧させた際の試験片を突き破る強さを測定しこれらの平均値を算出する。
【0036】
<剛軟度>
JIS−L1096に準拠する。具体的にはMD方向に20cm、CD方向に2.5cm角の試験片をCD方向の試験片全幅1m当たり、3箇所において採取し45°カンチレバー法に基づき裏表、計6点にて測定しこれらの平均値を算出する。該方法はMD方向の剛軟度結果であり、CD方向に関しては試験片方向を直交させ上述の如く、測定した結果である。さらに本発明記載の剛軟度はMD方向及びCD方向の結果を足して2で除した値を使用している。
(合成皮革)
<引張>
JIS−L1096に準拠する。引張強度は3cm巾試料にて実施した。
<破裂強度>
JIS−L1096 破裂強さA法(ミューレン法)に準拠する。
【0037】
<骨立ち性>
○:10cm四方のサンプルを60°折り曲げたときほとんど皺が発生しない
△:10cm四方のサンプルを60°折り曲げたとき少し皺が発生する
×:10cm四方のサンプルを60°折り曲げたとき皺が多く発生する
【0038】
<一体性>
10cm四方のサンプルを60°100回折り曲げしたときの評価。
○:剥離が殆ど見られず、1層品と同様の感触であった。
△:部分的に剥離が見られ、商品価値が大きく低下していた。
×:剥離が大きく、実用できるものとはいえなかった。
【0039】
<合皮風合い>
実施例基布にポリウレタン樹脂を塗布して作成したシート基材の風合いを無作為に抽出した10人のモニターに3段階で評価して最も多い評価をそのシーと基材の風合いとした。
○:適度な充実感、重厚感及び柔軟性を有し、高級感に感じられるもの。
△:柔軟性は有するが重厚感が少なく、高級感にはややおとるもの
×:柔軟性、特に重厚感がなく、高級には感じられないもの
【0040】
実施例1
<積層不織布製造工程>
上層部繊維構造体にはナイロン6とポリエチレンテレフタレートから構成される割繊前繊度0.24d中空花弁型割繊複合繊維である、目付量80g/m2である未割繊の短繊維複合割繊不織布を使用し、下層部繊維構造体には公知のスパンボンド法によりポリブチチレンテレフタレート樹脂(融点230℃:以下PBTと略す)を紡糸温度260℃にて単孔吐出量0.9g/minで紡出し、繊度が2.0dtexとなるようエアー元圧を調整し延伸させたフィラメント群を、目付量が100g/m2となるよう速度調整された樹脂ネット上に堆積させ、その後エンボスローラーにより170℃、30kN/mで仮接着加工を施しスパンボンド不織布を得た。その後、公知のニードルパンチ法により、下層スパンボンド不織布からニードルが挿入されるように、上層分割繊維不織布と下層のスパンボンド不織布を繊維交絡させることによって複合不織布を得た。
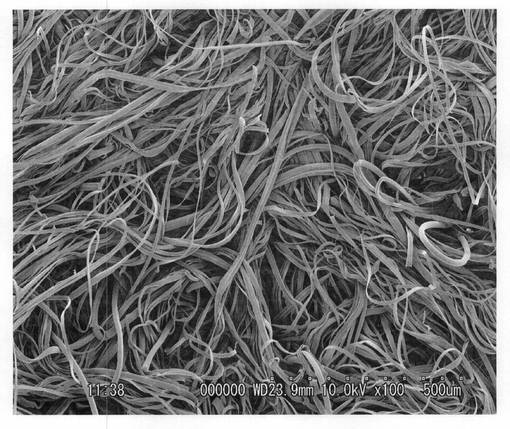
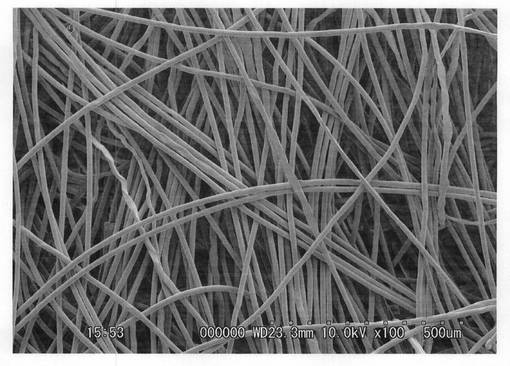
さらにその後、該上層部繊維構造体と該下層部繊維構造体とをウォーターパンチによる上面1回、裏面1回の計高水圧処理方法を2回することによって、割繊繊維を分割及び積層させることができ且つ剥離することなく上層と下層を交絡して目的の積層不織布を得た。得られた不織布の上層面からのSEM写真、下層面からのSEM写真を図1及び図2にそれぞれ示す。下層のスパンボンド繊維の一部が上層面に露出し、強い一体性と上層部の緻密性が得られていることが図1から判る。
【0041】
<合成皮革製造工程>
上記製造工程で得られた積層不織布を水性溶液のデップニップ法で重量比18%のPVA樹脂を付着せしめた。これらはシート自身に寸法安定性及びウレタン樹脂との置換を実施するためのである。
ポリウレタン溶液を、湿分付着730g/m2になるようナイフコーターで塗布して60℃の温水でPVAを置換洗浄し、120℃の熱風で乾燥した。
乾燥後ウレタン塗布目付としては220g/m2、合成皮革トータルで目付 400g/m2、厚さ 1.3mmとなった。得られた部材は非常に柔らかい銀付き合皮皮革であった。得られた合成皮革はインテリアソファー等に使用される。
【0042】
実施例2〜8
下層部に目付100g/m2のポリトリメチレンテレフタレート(実施例2)、下層部目付60g/m2(実施例3)、下層部目付80g/m2(実施例4)、上層部目付100g/m2及び下層部目付80g/m2(実施例5)、上層部目付100g/m2及び下層部にポリトリメチレンテレフタレート80g/m2(実施例6)、上層部目付100g/m2及び下層部にナイロン80g/m2(実施例7)、上層部目付120g/m2及び下層部目付80g/m2(実施例8)である。
【0043】
比較例1
実施例1記載の下層部繊維構造体の製造方法において目付量が180g/m2となるよう速度を調整した点、及び上層部繊維構造体を使用しない他、同様の手法を用いて作製された単層長繊維不織布を得た。
【0044】
比較例2
実施例1記載の下層部繊維構造体の製造方法においてエンボスローラーの温度を210℃、目付量が180g/m2となるよう速度を調整した点、及び上層部繊維構造体を使用しない他、同様の手法を用いて作製された単層長繊維不織布を得た
【0045】
比較例3
実施例1記載の上層部繊維構造体において目付量を180g/m2とした短繊維複合割繊不織布を使用した点、及び下層部繊維構造体を使用しない他、同様の手法を用いて作製された単層短繊維不織布を得た。
【0046】
比較例4
実施例1記載の上層部と下層の交絡において、ニーパン交絡をせず且つウォーターパンチの交絡処理の下層面のみの1回としたを使用した点他、同様の手法を用いて作製された積層不織布を得た。
【0047】
比較例5
実施例1記載の上層部繊維構造体において目付量を20g/m2とした短繊維複合割繊不織布を使用した点、及び実施例1記載の下層部繊維構造体の製造方法において目付量が160g/m2となるよう速度調整した他、同様の手法を用いて作製された積層不織布を得た。
【0048】
比較例6
実施例1記載の下層部繊維構造体の製造方法において繊維径が15dとなるようにエアー元圧を調整した点他、同様の手法を用いて作製された単層長繊維不織布を得た。
【0049】
比較例7
実施例1記載の下層部繊維構造体の製造方法において繊度が8.0dtexとなるようエアー元圧を調整した他、同様の手法を用いて作製された積層不織布を得た。
【0050】
比較例6
実施例1記載の上層部繊維構造体において繊度が1.6dtexとなるよう分割数を調整した他、同様の手法を用いて作製された積層不織布を得た。
【0051】
実施例及び比較例から得られた不織布及び物性等を測定し表1に示した。なお、表1中の「交絡回数」は機械的交絡加工処理を施した回数のことをいい、NPはニードルパンチ加工、WPはウォーターパンチ加工を指し、数字はその処理回数を指す。
【0052】
【表1】
【産業上の利用可能性】
【0053】
本発明によれば、従来の織布や分割繊維単体では実現できなかった重厚感を有する合皮皮革を形成することができる積層不織布が得られ、更にさらに詳しくは、上層が緻密且つ柔軟性に優れ、曲げ応力が作用した際の骨立ち性が少なく、下層が上層の柔軟性を阻害することなく厚みを加味させた、特に合成皮革に用いて好適な積層不織布を安価に提供することができ、産業界に寄与すること大である。
【図面の簡単な説明】
【0054】
【図1】本発明の積層不織布の上層部から撮った電子顕微鏡写真である。
【図2】本発明の積層不織布の下層部から撮った電子顕微鏡写真である。
【特許請求の範囲】
【請求項1】
上層に目付量が40〜150g/m2であり繊度が0.0001〜0.5dtexの繊維を主成分とした繊維構造体と下層に目付量が40〜200g/m2であり繊度が1.5〜10.0dtexである繊維構造体が機械的交絡により積層され、下記(a)〜(c)を満足することを特徴とする積層不織布。
(a)密度が120〜250kg/m3
(b)破裂強度が400〜1000N
(c)剛軟度が1〜120mm以下
【請求項2】
前記上層を構成する繊維が割繊型繊維であることを特徴とする請求項1記載の積層不織布。
【請求項3】
前記下層が、初期応力が縦・横共に0.1〜40N/5cmの繊維構造体であることを特徴とする請求項1又は2記載の積層不織布。
【請求項4】
水流交絡及び/又はニードルパンチによる交絡処理を少なくとも2回実施することにより積層されたことを特徴とする請求項1〜3いずれかに記載の積層不織布。
【請求項5】
前記下層の繊維構造体がポリエステル系長繊維不織布であることを特徴とする請求項1〜4いずれかに記載の積層不織布。
【請求項6】
前記上層の繊維構造体を構成する繊維が、積層時及び/又は積層後に割繊されたことを特徴とする請求項2〜5いずれかに記載の積層不織布。
【請求項7】
請求項1〜6いずれかに記載された積層不織布にポリウレタン樹脂を塗布した合皮皮革シートが下記下記(a)〜(d)を満足することを特徴とする合皮合成皮革シート。
(a)引張強度が200〜1000 N/3cm
(b)引裂強度が20〜200 N
(c)破裂強度が150〜1000N
(d)厚さが0.8〜2.0mm
【請求項1】
上層に目付量が40〜150g/m2であり繊度が0.0001〜0.5dtexの繊維を主成分とした繊維構造体と下層に目付量が40〜200g/m2であり繊度が1.5〜10.0dtexである繊維構造体が機械的交絡により積層され、下記(a)〜(c)を満足することを特徴とする積層不織布。
(a)密度が120〜250kg/m3
(b)破裂強度が400〜1000N
(c)剛軟度が1〜120mm以下
【請求項2】
前記上層を構成する繊維が割繊型繊維であることを特徴とする請求項1記載の積層不織布。
【請求項3】
前記下層が、初期応力が縦・横共に0.1〜40N/5cmの繊維構造体であることを特徴とする請求項1又は2記載の積層不織布。
【請求項4】
水流交絡及び/又はニードルパンチによる交絡処理を少なくとも2回実施することにより積層されたことを特徴とする請求項1〜3いずれかに記載の積層不織布。
【請求項5】
前記下層の繊維構造体がポリエステル系長繊維不織布であることを特徴とする請求項1〜4いずれかに記載の積層不織布。
【請求項6】
前記上層の繊維構造体を構成する繊維が、積層時及び/又は積層後に割繊されたことを特徴とする請求項2〜5いずれかに記載の積層不織布。
【請求項7】
請求項1〜6いずれかに記載された積層不織布にポリウレタン樹脂を塗布した合皮皮革シートが下記下記(a)〜(d)を満足することを特徴とする合皮合成皮革シート。
(a)引張強度が200〜1000 N/3cm
(b)引裂強度が20〜200 N
(c)破裂強度が150〜1000N
(d)厚さが0.8〜2.0mm
【図1】

【図2】
【図2】
【公開番号】特開2007−247079(P2007−247079A)
【公開日】平成19年9月27日(2007.9.27)
【国際特許分類】
【出願番号】特願2006−69033(P2006−69033)
【出願日】平成18年3月14日(2006.3.14)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成19年9月27日(2007.9.27)
【国際特許分類】
【出願日】平成18年3月14日(2006.3.14)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]