
積層中間膜およびその製造方法、ならびに、合わせガラスおよびその製造方法
【課題】2枚の中間膜の間に液晶膜付き支持体を含み、液晶膜の端面剥離が抑制された積層中間膜の製造方法の提供。
【解決手段】支持体および該支持体上に形成された液晶膜を含む液晶膜付きの液晶膜および支持体を同時に切断する工程と、前記液晶膜付き支持体の液晶膜側の面に第1の中間膜を積層する工程と、前記液晶膜付き支持体の支持体側の面に第2の中間膜を積層する工程を含むことを特徴とする積層中間膜の製造方法。
【解決手段】支持体および該支持体上に形成された液晶膜を含む液晶膜付きの液晶膜および支持体を同時に切断する工程と、前記液晶膜付き支持体の液晶膜側の面に第1の中間膜を積層する工程と、前記液晶膜付き支持体の支持体側の面に第2の中間膜を積層する工程を含むことを特徴とする積層中間膜の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、積層中間膜およびその製造方法、ならびに、合わせガラスおよびその製造方法に関する。本発明は、特に建材用窓、自動車用窓等に用いられる合わせガラス、好ましくは遮熱フィルムおよび合わせガラス用中間膜が2枚のガラスで挟持された合わせガラスとその製造方法、該合わせガラスの製造方法に用いられる積層中間膜およびその製造方法に関する。
【背景技術】
【0002】
近年、環境・エネルギーへの関心の高まりから省エネに関する工業製品へのニーズは高く、その一つとして住宅及び自動車等の窓ガラスの遮熱、つまり日光による熱負荷を減少させるのに効果のある、ガラスや機能フィルムが求められている。日光による熱負荷を減少させるのには、太陽光スペクトルの赤外領域の太陽光線の透過を防ぐことが必要である。
【0003】
その中でも、2枚のガラス板の間に機能フィルムを挿入した合わせガラスが、遮熱性能を高める観点から提案されている(特許文献1および2参照)。機能フィルムは、通常、ガラス板との密着を高めるための中間膜を含む積層中間膜として用いられる。例えば特許文献1には、赤外線反射膜を含むプラスチックフィルムを2枚の合わせガラス用樹脂中間膜で挟んだ積層中間膜とし、さらにその積層中間膜を2枚のガラス板の間に挟持した構成が開示されている。また、このような構成の合わせガラスを製造する場合、外観不良や断熱性能の低下を抑制する観点から、挿入されたプラスチックフィルムにシワが生じないようにする方法が記載されている。
【0004】
また、特許文献1には、赤外線反射膜付きプラスチックフィルムを端部が不透明な着色膜と重なるような形状に裁断した後で、着色膜とあわせて2枚の中間膜で挟みこんで、熱融着させた積層中間膜を用いた合わせガラスの製造方法が記載されている。特許文献1に記載の方法によれば、プラスチックフィルムのシワがガラス板の周辺部において顕著であるため、合わせガラス周辺部に不透明な着色膜を設けることで、実質的に合わせガラス中央部にシワやワレが視認されないようにすることができる。しかしながら、特許文献1には、支持体である樹脂フィルムに屈折率の異なる金属酸化物膜やポリマー薄膜赤外線反射膜を積層したプラスチックフィルムを中間膜の間に挟み込んだ態様のみが開示されていた。
【0005】
特許文献2には、フィルム支持体に金属酸化物または金属を含有する熱線カット層を設けたガラス転写用材料を、中間膜と熱接着させた後、フィルム支持体を剥離して、合わせガラスを製造する方法が開示されている。しかしながら、特許文献2には、熱線カット層、遮熱性能を有する機能フィルムとして液晶膜を用いた例は開示されておらず、さらに特許文献2には二枚目の中間膜を用いて熱線カット層を中間膜で挟む構成は開示されていなかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−265160号公報
【特許文献2】特開2000−219543号公報
【特許文献3】特開平3−237427号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
このような状況のもと、本発明者らが、脆性の液晶膜を利用した赤外線反射膜を機能フィルムとして用いて合わせガラスを製造したところ、液晶膜付き支持体の切断時に端部の剥離(端部の浮き)が起こりやすく、合わせガラス時に剥離部が広がって故障が発生することがわかった。
一方、特許文献3には、液晶膜と支持体を含む積層フィルムを、丸刃状刃物を回転させて切断することにより、フィルム切断面を直線形状など所望の成型角度に精度よく形成できる方法が記載されている。しかしながら、特許文献3では、フィルムの切断面の形状のみにしか注目しておらず、液晶膜自体に生じる膜割れについては検討されていなかった。また2枚の合わせガラス用中間膜に液晶層を挟みこむことについても何ら検討していなかった。このように、従来液晶膜と支持体を含む積層フィルムを切断して、液晶膜付き支持体を2枚の中間膜の間に挟み込んだときの液晶膜の切断端部の剥離(端部の浮き)の問題については、従来解決されておらず、検討すらされていないのが実情であった。
【0008】
以上より、本発明が解決しようとする課題は、2枚の中間膜の間に液晶膜付き支持体を含み、液晶膜の端面剥離が抑制された積層中間膜の製造方法を提供することにある。
【課題を解決するための手段】
【0009】
前記課題を解決するため、本発明者が鋭意検討した結果、前記液晶膜付き支持体の液晶膜および支持体を同時に切断し、前記切断の前または後において第一の中間膜と液晶膜付き支持体とを積層し、前記切断の前または後において前記液晶膜付き支持体の支持体側の面に第二の中間膜を積層することにより、膜の端部に応力をかけずに切断ができることができることを見出すに至った。すなわち、脆性の高い膜でも切断時に端部の剥離(浮き)を発生させないことができ、上記課題を解決できることを見出すに至った。
【0010】
上記課題を解決するための具体的な手段である本発明は、以下のとおりである。
[1] 支持体および該支持体上に形成された液晶膜を含む液晶膜付きの液晶膜および支持体を同時に切断する工程と、
前記液晶膜付き支持体の液晶膜側の面に第1の中間膜を積層する工程と、
前記液晶膜付き支持体の支持体側の面に第2の中間膜を積層する工程を含むことを特徴とする積層中間膜の製造方法。
[2] [1]に記載の積層中間膜の製造方法は、前記液晶膜付き支持体の液晶膜側の面に第1の中間膜を積層する工程が、前記液晶膜付き支持体の液晶膜側の面に前記第1の中間膜を接着する工程を含むことが好ましい。
[3] [2]に記載の積層中間膜の製造方法は、前記第一の中間膜に対して前記液晶膜を接着する工程が、熱接着であることが好ましい。
[4] [1]〜[3]のいずれか一項に記載の積層中間膜の製造方法は、前記熱接着工程の後に、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断することが好ましい。
[5] [4]に記載の積層中間膜の製造方法は、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する工程で、レーザーを用いて切断する工程を含むことが好ましい。
[6] [4]に記載の積層中間膜の製造方法は、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する工程で、型刃を前記支持体側から侵入させて打ち抜く工程を含むことが好ましい。
[7] [1]〜[3]のいずれか一項に記載の積層中間膜の製造方法は、前記液晶膜および前記支持体を同時に切断する工程の後に、前記液晶膜付き支持体の液晶膜と前記第一の中間膜とを熱接着することが好ましい。
[8] [7]に記載の積層中間膜の製造方法は、前記液晶膜および前記支持体を同時に切断する工程で、前記支持体の全ての端部および前記液晶膜の全ての端部が前記第一の中間膜の端部よりも1mm以上内側となるように切断することが好ましい。
[9] [7]または[8]に記載の積層中間膜の製造方法は、前記熱接着工程の前に、前記第一の中間膜を切断する工程を含むことが好ましい。
[10] [7]〜[9]のいずれか一項に記載の積層中間膜の製造方法は、前記液晶膜および前記支持体を同時に切断する工程で、レーザーを用いて切断する工程を含むこと特徴とする。
[11] [7]〜[10]のいずれか一項に記載の積層中間膜の製造方法は、前記液晶膜および前記支持体を同時に切断する工程で、型刃を前記支持体側から侵入させて打ち抜く工程を含むこと特徴とする。
[12] [1]〜[11]のいずれか一項に記載の積層中間膜の製造方法は、前記切断工程において、下記式(1)を満たす条件でレーザーを用いて切断することが好ましい。
式(1):0.0002 < W/(T×V) < 0.0008
(式(1)中、Wはレーザー出力(単位:W)を表し、Tは切断対象の積層体の厚み(単位:μm)を表し、Vはレーザー走査速度(mm/秒)を表す。)
[13] [1]〜[12]のいずれか一項に記載の積層中間膜の製造方法は、前記切断工程において、波長が赤外線領域であるレーザーを用いることが好ましい。
[14] [1]〜[13]のいずれか一項に記載の積層中間膜の製造方法は、前記切断工程において、刃先角が20°〜40°である型刃を用いることが好ましい。
[15] [14]に記載の積層中間膜の製造方法は、前記型刃のコーナー形状が半径2mm以上であることが好ましい。
[16] [14]または[15]に記載の積層中間膜の製造方法は、前記型刃の材質がSK材、ハイスまたはSUS440Cであり、ロックウェル硬度がHRA70以上であり、抗折力2.5MPa以上であることが好ましい。
[17] [14]〜[16]のいずれか一項に記載の積層中間膜の製造方法は、前記型刃の刃部の近傍にゴム硬度が20〜80°の押さえゴムがあることが好ましい。
[18] [1]〜[17]のいずれか一項に記載の積層中間膜の製造方法は、前記支持体上に液晶膜形成用塗布液を塗布して、前記液晶膜付き支持体を形成する工程を含むことが好ましい。
[19] [1]〜[18]のいずれか一項に記載の積層中間膜の製造方法で製造されたことを特徴とする積層中間膜。
[20] [19]に記載の積層中間膜を、少なくとも2枚のガラス板で挟持する工程を含むことを特徴とする合わせガラスの製造方法。
[21] [20]に記載の合わせガラスの製造方法で製造されたことを特徴とする合わせガラス。
【発明の効果】
【0011】
本発明によれば、2枚の中間膜の間に液晶膜を含み、該液晶膜の支持体が取り除かれており、液晶膜のクラックの発生と膜割れが抑制された積層中間膜の製造方法を提供することができる。
【図面の簡単な説明】
【0012】
【図1】図1は、本発明の積層中間膜の製造方法の実施過程の一例について、その断面を示す概略図である。
【図2】図2は、本発明の積層中間膜の製造方法の実施態様で得られた、本発明の積層中間膜の一例について、その断面を示す概略図である。
【図3】図3は、本発明の合わせガラスの製造方法の実施態様で得られた、本発明の合わせガラスの一例について、その断面を示す概略図である。
【図4】図4は、本発明の積層中間膜の製造方法の実施過程の他の一例について、その断面を示す概略図である。
【図5】図5は、本発明の積層中間膜の製造方法の他の一例の態様で得られた、本発明の積層中間膜の他の一例について、その断面を示す概略図である。
【図6】図6は、本発明の積層中間膜の製造方法に用いられる液晶膜の一例について、その断面を示す概略図である。
【発明を実施するための形態】
【0013】
以下、本発明について詳細に説明する。以下に記載する構成要件の説明は、本発明の代表的な実施態様に基づいてなされることがあるが、本発明はそのような実施態様に限定されるものではない。なお、本明細書において「〜」を用いて表される数値範囲は、「〜」の前後に記載される数値を下限値及び上限値として含む範囲を意味する。
【0014】
[積層中間膜の製造方法]
本発明の積層中間膜の製造方法は、支持体および該支持体上に形成された液晶膜を含む液晶膜付きの液晶膜および支持体を同時に切断する工程と、前記液晶膜付き支持体の液晶膜側の面に第1の中間膜を積層する工程と、前記液晶膜付き支持体の支持体側の面に第2の中間膜を積層する工程を含むことを特徴とする。
このような構成により、本発明の積層中間膜の製造方法によれば、支持体と液晶膜の界面にかかる応力を抑制して切断することができ、液晶膜の故障が抑制された積層中間膜を提供できる。また、支持体と液晶膜の界面を高めるためにコストアップすれば易接着層を設けること等も考えられるが、本発明の積層中間膜の製造方法によれば易接着層を設ける必要がなく、製造コストを低減することができる。
以下、本発明の積層中間膜の製造方法の好ましい態様について説明する。本発明がこれらに限定されるものではないことは言うまでもない。
【0015】
<液晶膜付き支持体を形成する工程>
本発明の積層中間膜の製造方法で用いる支持体および該支持体上に形成された液晶膜を含む液晶膜付き支持体は、特に制限はなく、公知の液晶膜付き支持体を商業的に入手して用いても、支持体上に液晶膜を形成して製造したものを用いてもよい。
その中でも、本発明の積層中間膜の製造方法は、支持体上に液晶膜を形成する工程を含むことが好ましく、前記支持体上に液晶膜形成用塗布液を塗布して、前記液晶膜付き支持体を形成する工程を含むことがより好ましい。このような塗布型の液晶膜を支持体上に設けた液晶膜付き支持体は、易接着層や粘着材層を介して支持体上に積層した液晶膜よりも、さらに液晶膜付きの液晶膜および支持体を同時に切断する工程における端部の剥離(浮き)が生じやすいが、本発明の積層中間膜の製造方法では、このような塗布型の液晶膜に対しても十分に切断時の端部の剥離を抑制することができる。
本発明の積層中間膜の製造方法では、前記液晶膜が液晶化合物を含む。前記液晶化合物は、棒状のコレステリック液晶であることが好ましい。本発明の積層中間膜の製造方法では、前記液晶膜は、選択反射膜であることが好ましく、前記選択反射膜として赤外領域の反射膜(以下、赤外線反射層とも言う)を含むことがより好ましく、前記液晶膜が赤外線反射層であることが特に好ましい。なお、前記赤外線反射層とは、赤外線を反射する能力を有する層のことを言う。
本発明の積層中間膜の製造方法では、液晶膜が重合性液晶化合物を固定してなる層であることが好ましく、コレステリック液晶相を固定してなる層(以下、「コレステリック液晶層」と呼ぶことがある)であることがより好ましく、コレステリック液晶層であり、かつ赤外線反射層であることが特に好ましい。
以下において、本発明の好ましい態様である、コレステリック液晶層であり、かつ赤外線反射層である液晶膜を含む液晶膜付き支持体について主として説明する。但し、本発明は、前記液晶膜は後述する好ましい態様の液晶膜に限定されるものではない。
【0016】
(支持体)
本発明の積層中間膜の製造方法における前記液晶膜付き支持体を形成する工程内では、透明可塑性樹脂フィルム等の支持体を用いることが、前記コレステリック液晶層である赤外線光反射層を安定して製膜する観点から好ましい。但し、本発明の積層中間膜の製造方法は、後述する支持体を剥離する工程を含まず、得られた本発明の積層中間膜には前記支持体が残る構成である。そのため、前記支持体は合わせガラス化したときに視認されたり、不要な光学特性を発現したりしないように、透明であり、レターデーションが少ないことが好ましい。
【0017】
前記支持体は、自己支持性があり、前記液晶膜を支持するものである。特に複数の赤外線反射膜を積層して液晶膜を形成する場合は、支持体として下層の赤外線反射層を含めて支持体として、下層の赤外線反射層の上に順次赤外線反射膜を積層していくことができる。
また、前記支持体は、透明である必要がある。その中でも、前記支持体は透明可塑性樹脂フィルムであることが好ましい。前記支持体のヘイズは、好ましくは3%以下であり、より好ましくは1%以下である。
【0018】
本発明の積層中間膜の製造方法で用いる前記支持体は、ポリビニルブチラール樹脂フィルムなどの中間膜との圧着に耐えうる剛性を有していることが好ましく、ヤング率は中間膜(例えばポリビニルブチラール樹脂)の100倍〜1000倍程度が好ましい。前記支持体のヤング率は、例えば、2.0〜3.0Paが好ましい。
このような構成とすることにより、前記積層中間膜の周辺部も含めて膜ワレやシワを抑制でき、さらにガラス板に挟持されて得られる本発明の合わせガラスの反射ムラをより効果的に抑制することができる。
【0019】
可視光に対する透過性が高いポリマーフィルムとしては、液晶表示装置等の表示装置の部材として用いられる種々の光学フィルム用のポリマーフィルムが挙げられる。前記透明可塑性樹脂フィルムとしては、例えばポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート、ポリエチレンナフタレート(PEN)等のポリエステル;ポリカーボネート(PC)、ポリメチルメタクリレート;ポリエチレン、ポリプロピレン等のポリオレフィン;ポリイミド、トリアセチルセルロース(TAC)、などを主成分とするフィルムが例示される。この中でも、ポリエチレンテレフタレートおよび/またはトリアセチルセルロースを主成分とするフィルムが好ましい。
【0020】
本発明では、前記支持体の厚さが、30μm〜100μmであることが好ましく、50〜80μmであることがより好ましい。このような厚さとすることにより、前記赤外光反射層を安定的に製造することができ、本発明の積層中間膜の液晶膜の膜ワレやシワを抑制できる。また、本発明の積層中間膜を用いて得られる本発明の合わせガラスの反射ムラをより効果的に抑制することができる。さらに、前記支持体の厚さが上記範囲であれば、後述する前記中間膜と前記液晶膜付き支持体の液晶膜を熱接着する工程において、中間膜の液晶膜と接している面の反対側の面に形成されたエンボスの凹凸つぶれを抑制しやすい。
【0021】
(液晶膜)
上述のとおり、前記液晶膜はコレステリック液晶相を固定してなる層であることが好ましい。
本発明では、前記コレステリック液晶相を固定してなる層が、4層以上の積層体であることが好ましい。すなわち、前記液晶膜は、前記コレステリック液晶相を固定してなる層が4層以上積層されていることが好ましい。図6は、液晶膜の積層構成の一例を示したものであって、1は前記液晶膜を、15a、15b、16a及び16bは、各赤外線反射層をそれぞれ示している。
赤外線反射層15a、15b、16a及び16bは、コレステリック液晶相を固定してなる層であることが好ましく、当該コレステリック液晶相の螺旋ピッチに基づいて、特定の波長の光を反射する光選択反射性を示すことが好ましい。本発明の1つの実施形態では、隣接する赤外線反射層15aと15bは、それぞれのコレステリック液晶相の螺旋方向が互いに逆であるとともに、その反射中心波長λ15が同一である。また、同様に、隣接する赤外線反射層16aと16bは、それぞれのコレステリック液晶相の螺旋方向が互いに逆であるとともに、その反射中心波長λ16が同一である。本実施形態では、λ15≠λ16を満足するので、赤外線反射層15aと15bによって所定の波長λ15の左円偏光及右円偏光を選択反射するとともに、赤外線反射層16aと16bによって、波長λ15とは異なる波長λ16の左円偏光及び右円偏光を選択反射しており、全体として、反射特性の広帯域化が図れている。
【0022】
図6では、赤外線反射層15aと15bによる選択反射の中心波長λ15が、例えば1010〜1070nmの範囲にあり、赤外線反射層16aと16bによる選択反射の中心波長λ16が、例えば1190〜1290nmの範囲にあるなど、異なっていてもよい。選択反射波長がそれぞれ前記範囲である2組の赤外線反射層を利用することで、赤外線の反射効率を改善できる。太陽光エネルギー強度のスペクトル分布は、短波長であるほど高エネルギーであるという一般的傾向を示すが、赤外光波長域のスペクトル分布には、波長950〜1130nm、及び波長1130〜1350nmに、2つのエネルギー強度のピークが存在する。選択反射の中心波長が、1010〜1070nm(より好ましくは1020〜1060nm)の範囲にある少なくとも一組の赤外線反射層と、選択反射の中心波長が、1190〜1290nm(より好ましくは1200〜1280nm)の範囲にある少なくとも一組の赤外線反射層とを利用することにより、該2つのピークに相当する光をより効率的に反射することができ、その結果、遮熱性をより改善することができる。
【0023】
上記反射中心波長を示すコレステリック液晶相の螺旋ピッチは、一般的には、波長λ15で650〜690nm程度、波長λ16で760nm〜840nm程度である。また、各赤外線反射層の厚みは、1μm〜8μm程度(好ましくは3〜7μm程度)である。但し、これらの範囲に限定されるものではない。層の形成に用いる材料(主には重合性液晶化合物及びキラル剤)の種類及びその濃度等を調整することで、所望の螺旋ピッチの赤外線反射層を形成することができる。また層の厚みは、塗布量を調整することで所望の範囲とすることができる。
【0024】
上記した通り、隣接する赤外線反射層15aと15bは、それぞれのコレステリック液晶相の螺旋方向が互いに逆であり、同様に、隣接する赤外線反射層16aと16bは、それぞれのコレステリック液晶相の螺旋方向が互いに逆であることが好ましい。このように、逆向きのコレステリック液晶相からなり、選択反射の中心波長が同一の赤外線反射層を近くに配置することで、同波長の左円偏光及び右円偏光の双方を反射することができる。
例えば、赤外線反射層16bを通過した光(波長λ16の右円偏光が反射され、左円偏光のみが透過した光)が、次に通過するのが16bではなく15aや15bのように、選択反射の中心波長がλ16ではない場合、波長λ16の左円偏光成分は螺旋ピッチのサイズが異なるコレステリック液晶層を通過することになる。この場合、波長λ16の左円偏光成分は、他の赤外線反射層中のコレステリック液晶相の旋光性の影響を僅かではあるが受けることになり、左円偏光成分の波長がシフトするなどの変化が生じる。当然のことながら、この現象は、「波長λ16の左円偏光成分」に限って起こるわけではなく、ある波長のある円偏光が、異なる螺旋ピッチのコレステリック液晶相を通過する場合に生じる変化である。本発明者が種々検討した結果、経験則的なデータではあるが、所定の螺旋ピッチのコレステリック液晶層によって反射されなかった一方の円偏光成分が、反射されないまま、螺旋ピッチが異なる他のコレステリック液晶層を通過する場合、通過する当該層の数が3以上になると、通過する円偏光成分への悪影響が顕著になり、その後に、当該円偏光を反射可能なコレステリック液晶層に到達しても、当該層による反射率が顕著に低下することがわかった。本発明では、選択反射の中心波長が互いに同一であり、且つ螺旋方向が互いに異なる一組の赤外線反射層は、隣接させて配置しなくても、本発明の効果が得られるが、当該一組の赤外線反射層の間に配置される、他の赤外線反射層(螺旋ピッチが異なるコレステリック液晶相を固定して形成された、選択反射の中心波長が異なる赤外線反射層)は、2以下であるのが好ましい。勿論、当該一組の赤外線反射層が隣接しているのが好ましい。
【0025】
コレステリック液晶層の態様は、上記態様に限定されるものではない。基板の一方の表面上に、5層以上赤外線反射層を積層した構成であってもよい。
前記液晶膜を構成する各赤外線反射層の厚さは、それぞれ、1〜10μmであることが好ましく、2〜7μmであることがより好ましい。前記液晶膜全体の厚さは、10〜50μmであることが好ましく、20〜40μmであることがより好ましい。
【0026】
本発明の積層中間膜に用いられる前記液晶膜は、各赤外線反射層の形成に、重合性液晶化合物を用いることが好ましい。その中でも、硬化性の液晶組成物を用いるのが好ましい。前記液晶組成物の好ましい一例は、棒状液晶化合物、水平配向剤、光学活性化合物(キラル剤)、及び重合開始剤を含有するものである。また、赤外線反射層は、重合性液晶化合物を含む組成物を固定してなり、さらに水平配向剤を含むことも好ましい。前記赤外線反射層は、上述の各成分を2種以上含んでいてもよい。例えば、重合性の液晶化合物と非重合性の液晶化合物との併用が可能である。また、低分子液晶化合物と高分子液晶化合物との併用も可能である。更に、配向の均一性や塗布適性、膜強度を向上させるために、ムラ防止剤、ハジキ防止剤、及び重合性モノマー等の種々の添加剤から選ばれる少なくとも1種を含有していてもよい。また、前記液晶組成物中には、必要に応じて、さらに重合禁止剤、酸化防止剤、紫外線吸収剤、光安定化剤、色材、無機微粒子、金属微粒子、金属酸化物微粒子等を、光学的性能を低下させない範囲で添加することができる。
【0027】
棒状液晶化合物:
本発明に使用可能な棒状液晶化合物の例は、棒状ネマチック液晶化合物である。前記棒状ネマチック液晶化合物の例には、アゾメチン類、アゾキシ類、シアノビフェニル類、シアノフェニルエステル類、安息香酸エステル類、シクロヘキサンカルボン酸フェニルエステル類、シアノフェニルシクロヘキサン類、シアノ置換フェニルピリミジン類、アルコキシ置換フェニルピリミジン類、フェニルジオキサン類、トラン類及びアルケニルシクロヘキシルベンゾニトリル類が好ましく用いられる。低分子液晶化合物だけではなく、高分子液晶化合物も用いることができる。
【0028】
本発明に使用可能な棒状液晶化合物は、重合性であることが好ましい。
重合性棒状液晶化合物は、重合性基を棒状液晶化合物に導入することで得られる。重合性基の例には、不飽和重合性基、エポキシ基、及びアジリジニル基が含まれ、不飽和重合性基が好ましく、エチレン性不飽和重合性基が特に好ましい。重合性基は種々の方法で、棒状液晶化合物の分子中に導入できる。重合性棒状液晶化合物が有する重合性基の個数は、好ましくは1〜6個、より好ましくは1〜3個である。重合性棒状液晶化合物の例は、Makromol.Chem.,190巻、2255頁(1989年)、Advanced Materials 5巻、107頁(1993年)、米国特許第4683327号明細書、同5622648号明細書、同5770107号明細書、国際公開WO95/22586号公報、同95/24455号公報、同97/00600号公報、同98/23580号公報、同98/52905号公報、特開平1−272551号公報、同6−16616号公報、同7−110469号公報、同11−80081号公報、及び特開2001−328973号公報などに記載の化合物が含まれる。2種類以上の重合性棒状液晶化合物を併用してもよい。2種類以上の重合性棒状液晶化合物を併用すると、配向温度を低下させることができる。
【0029】
配向制御剤:
本発明では、前記液晶組成物中に、安定的に又は迅速にコレステリック液晶相となるのに寄与する配向制御剤として、水平配向剤を添加することが好ましい。水平配向剤としては、含フッ素(メタ)アクリレート系ポリマー、及び下記一般式(X1)〜(X3)で表される化合物が例示され、フッ素系のものがより好ましい。これらから選択される2種以上を含有していてもよい。これらの化合物は、層の空気界面において、液晶化合物の分子のチルト角を低減若しくは実質的に水平配向させることができる。尚、本明細書で「水平配向」とは、液晶分子長軸と膜面が平行であることをいうが、厳密に平行であることを要求するものではなく、本明細書では、水平面とのなす傾斜角が20度未満の配向を意味するものとする。液晶化合物が空気界面付近で水平配向する場合、配向欠陥が生じ難いため、可視光領域での透明性が高くなり、また赤外領域での反射率が増大する。一方、液晶化合物の分子が大きなチルト角で配向すると、コレステリック液晶相の螺旋軸が膜面法線からずれるため、反射率が低下したり、フィンガープリントパターンが発生してヘイズの増大や回折性を示したりするため好ましくない。
配向制御剤として利用可能な前記含フッ素(メタ)アクリレート系ポリマーの例は、特開2007−272185号公報の[0018]〜[0043]等に記載がある。
【0030】
以下、水平配向剤として利用可能な、下記一般式(X1)〜(X3)で表される化合物について、順に説明する。
【0031】
【化1】

【0032】
式中、R1、R2及びR3は各々独立して、水素原子又は置換基を表し、X1、X2及びX3は単結合又は二価の連結基を表す。R1〜R3で各々表される置換基としては、好ましくは置換もしくは無置換の、アルキル基(中でも、無置換のアルキル基又はフッ素置換アルキル基がより好ましい)、アリール基(中でもフッ素置換アルキル基を有するアリール基が好ましい)、置換もしくは無置換のアミノ基、アルコキシ基、アルキルチオ基、ハロゲン原子である。X1、X2及びX3で各々表される二価の連結基は、アルキレン基、アルケニレン基、二価の芳香族基、二価のヘテロ環残基、−CO−、―NRa−(Raは炭素原子数が1〜5のアルキル基又は水素原子)、−O−、−S−、−SO−、−SO2−及びそれらの組み合わせからなる群より選ばれる二価の連結基であることが好ましい。二価の連結基は、アルキレン基、フェニレン基、−CO−、−NRa−、−O−、−S−及び−SO2−からなる群より選ばれる二価の連結基又は該群より選ばれる基を少なくとも二つ組み合わせた二価の連結基であることがより好ましい。アルキレン基の炭素原子数は、1〜12であることが好ましい。アルケニレン基の炭素原子数は、2〜12であることが好ましい。二価の芳香族基の炭素原子数は、6〜10であることが好ましい。
【0033】
【化2】
【0034】
式中、Rは置換基を表し、mは0〜5の整数を表す。mが2以上の整数を表す場合、複数個のRは同一でも異なっていてもよい。Rとして好ましい置換基は、R1、R2、及びR3で表される置換基の好ましい範囲として挙げたものと同様である。mは、好ましくは1〜3の整数を表し、特に好ましくは2又は3である。
【0035】
【化3】
【0036】
式中、R4、R5、R6、R7、R8及びR9は各々独立して、水素原子又は置換基を表す。R4、R5、R6、R7、R8及びR9でそれぞれ表される置換基は、好ましくは一般式(X1)におけるR1、R2及びR3で表される置換基の好ましいものとして挙げたものと同様である。
【0037】
前記配向制御剤として使用可能な、前記式(X1)〜(X3)で表される化合物の例には、特開2005−99248号公報に記載の化合物が含まれる。
なお、本発明では、配向制御剤として、前記一般式(X1)〜(X3)で表される化合物の一種を単独で用いてもよいし、二種以上を併用してもよい。
【0038】
本発明の積層中間膜に用いられる前記液晶膜を構成する各赤外線反射層は、前記水平配向剤の添加量が、前記重合性液晶化合物に対して0.01〜10質量%であることが好ましく、0.01〜5質量%であることがより好ましく、0.01〜1質量%であることが特に好ましい。
特に、フッ素系水系配向剤を添加する場合、重合性液晶化合物に対し、0.01〜0.09質量%であることが好ましく、0.01〜0.06質量%であることがより好ましい。一方、非フッ素系水系配向剤を添加する場合、重合性液晶化合物に対し、0.1〜1質量%が好ましく、0.2〜0.6質量%がさらに好ましい。
【0039】
また、本発明の積層中間膜に用いられる前記液晶膜を構成する各赤外線反射層は、前記水平配向剤の添加量を上記範囲に抑える観点から、前記水平配向剤がフッ素原子を含むことが好ましく、パーフルオロアルキル基を含むことがより好ましく、炭素数3〜10のパーフルオロアルキル基を含むことが特に好ましい。
なお、水平配向剤が非フッ素系である場合には、添加量が0.1質量%以上であれば、配向欠陥の問題が生じないため、好ましい。
【0040】
光学活性化合物(キラル剤):
前記液晶組成物は、コレステリック液晶相を示すものであることが好ましく、そのためには、光学活性化合物を含有しているのが好ましい。但し、上記棒状液晶化合物が不正炭素原子を有する分子である場合には、光学活性化合物を添加しなくても、コレステリック液晶相を安定的に形成可能である場合もある。前記光学活性化合物は、公知の種々のキラル剤(例えば、液晶デバイスハンドブック、第3章4−3項、TN、STN用カイラル剤、199頁、日本学術振興会第一42委員会編、1989に記載)から選択することができる。光学活性化合物は、一般に不斉炭素原子を含むが、不斉炭素原子を含まない軸性不斉化合物あるいは面性不斉化合物もカイラル剤として用いることができる。軸性不斉化合物または面性不斉化合物の例には、ビナフチル、ヘリセン、パラシクロファンおよびこれらの誘導体が含まれる。光学活性化合物(キラル剤)は、重合性基を有していてもよい。光学活性化合物が重合性基を有するとともに、併用する棒状液晶化合物も重合性基を有する場合は、重合性光学活性化合物と重合性棒状液晶合物との重合反応により、棒状液晶化合物から誘導される繰り返し単位と、光学活性化合物から誘導される繰り返し単位とを有するポリマーを形成することができる。この態様では、重合性光学活性化合物が有する重合性基は、重合性棒状液晶化合物が有する重合性基と、同種の基であることが好ましい。従って、光学活性化合物の重合性基も、不飽和重合性基、エポキシ基又はアジリジニル基であることが好ましく、不飽和重合性基であることがさらに好ましく、エチレン性不飽和重合性基であることが特に好ましい。
また、光学活性化合物は、液晶化合物であってもよい。
【0041】
前記液晶組成物中の光学活性化合物は、併用される液晶化合物に対して、1〜30モル%であることが好ましい。光学活性化合物の使用量は、より少なくした方が液晶性に影響を及ぼさないことが多いため好まれる。従って、キラル剤として用いられる光学活性化合物は、少量でも所望の螺旋ピッチの捩れ配向を達成可能なように、強い捩り力のある化合物が好ましい。この様な、強い捩れ力を示すキラル剤としては、例えば、特開2003−287623公報に記載のキラル剤が挙げられ、本発明に好ましく用いることができる。
【0042】
重合開始剤:
前記赤外線反射層の形成に用いる液晶組成物は、重合性液晶組成物であるため、重合開始剤を含有しているのが好ましい。本発明では、紫外線照射により硬化反応を進行させるので、使用する重合開始剤は、紫外線照射によって重合反応を開始可能な光重合開始剤であるのが好ましい。光重合開始剤の例には、α−カルボニル化合物(米国特許第二367661号、同2367670号の各明細書記載)、アシロインエーテル(米国特許第二448828号明細書記載)、α−炭化水素置換芳香族アシロイン化合物(米国特許第二722512号明細書記載)、多核キノン化合物(米国特許第3046127号、同2951758号の各明細書記載)、トリアリールイミダゾールダイマーとp−アミノフェニルケトンとの組み合わせ(米国特許第3549367号明細書記載)、アクリジン及びフェナジン化合物(特開昭60−105667号公報、米国特許第4239850号明細書記載)及びオキサジアゾール化合物(米国特許第4212970号明細書記載)等が挙げられる。
【0043】
光重合開始剤の使用量は、液晶組成物(塗布液の場合は固形分)の0.1〜20質量%であることが好ましく、1〜8質量%であることがさらに好ましい。
【0044】
液晶膜の形成方法:
前記支持体上に液晶膜が設けられた液晶膜付き支持体は、公知の方法によって製造できるが、支持体の上に、所定の組成物を塗布して形成されるのが好ましい。より具体的には、コレステリック液晶相を形成し得る硬化性液晶組成物を、支持体、配向層、又は赤外線反射層等の表面に塗布し、当該組成物をコレステリック液晶相とした後、硬化反応(例えば、重合反応や架橋反応等)を進行させることで硬化させて、形成することができる。
【0045】
製造方法の一例は、
(A)透明可塑性樹脂フィルム等の支持体の表面に、配向制御剤と重合性(硬化性の)液晶化合物を含む組成物を塗布して、コレステリック液晶相の状態にすること、
(B)前記重合性液晶組成物(以下、硬化性液晶組成物とも言う)に紫外線を照射して硬化反応を進行させ、コレステリック液晶相を固定して赤外線反射層を形成すること、
を少なくとも含む製造方法である。
(A)及び(B)の工程を支持体の一方の表面上で4回繰り返すことで、図6に示した構成の液晶膜(図6では支持体は不図示)を製造することができ、さらに繰り返すことでさらに積層数を増やした液晶膜(赤外光反射層)を形成することができる。
【0046】
下塗り層は、塗布により透明可塑性樹脂フィルム等の支持体の表面上に形成されることが好ましい。このときの塗布方法については特に限定はなく、公知の方法をもちいることができる。
配向層は、有機化合物(好ましくはポリマー)のラビング処理、無機化合物の斜方蒸着、マイクログルーブを有する層の形成等の手段で設けることができる。さらには、電場の付与、磁場の付与、或いは光照射により配向機能が生じる配向層も知られている。配向層は、ポリマーの膜の表面に、ラビング処理により形成するのが好ましい。本発明の積層中間膜の製造方法では支持体を剥離しないため、配向膜は、設けないことが好ましい。
【0047】
(A)工程
前記(A)工程では、まず、支持体又は下層の赤外線反射層の表面に、前記硬化性液晶組成物を塗布する。前記硬化性の液晶組成物は、溶媒に材料を溶解及び/又は分散した、塗布液として調製されるのが好ましい。前記塗布液の塗布は、ワイヤーバーコーティング法、押し出しコーティング法、ダイレクトグラビアコーティング法、リバースグラビアコーティング法、ダイコーティング法等の種々の方法によって行うことができる。また、インクジェット装置を用いて、液晶組成物をノズルから吐出して、塗膜を形成することもできる。
【0048】
次に、表面に塗布され、塗膜となった硬化性液晶組成物を、コレステリック液晶相の状態にすることが好ましい。前記硬化性液晶組成物が、溶媒を含む塗布液として調製されている態様では、塗膜を乾燥し、溶媒を除去することで、コレステリック液晶相の状態にすることができる場合がある。また、コレステリック液晶相への転移温度とするために、所望により、前記塗膜を加熱してもよい。例えば、一旦等方性相の温度まで加熱し、その後、コレステリック液晶相転移温度まで冷却する等によって、安定的にコレステリック液晶相の状態にすることができる。前記硬化性液晶組成物の液晶相転移温度は、製造適性等の面から10〜250℃の範囲内であることが好ましく、10〜150℃の範囲内であることがより好ましい。10℃未満であると液晶相を呈する温度範囲にまで温度を下げるために冷却工程等が必要となることがある。また200℃を超えると、一旦液晶相を呈する温度範囲よりもさらに高温の等方性液体状態にするために高温を要し、熱エネルギーの浪費、基板の変形、変質等からも不利になる。
【0049】
(B)工程
次に、(B)の工程では、コレステリック液晶相の状態となった塗膜に、紫外線を照射して、硬化反応を進行させる。紫外線照射には、紫外線ランプ等の光源が利用される。この工程では、紫外線を照射することによって、前記液晶組成物の硬化反応が進行し、コレステリック液晶相が固定されて、赤外線反射層が形成される。
紫外線の照射エネルギー量については特に制限はないが、一般的には、100mJ/cm2〜800mJ/cm2程度が好ましい。また、前記塗膜に紫外線を照射する時間については特に制限はないが、硬化膜の充分な強度及び生産性の双方の観点から決定されるであろう。
【0050】
硬化反応を促進するため、加熱条件下で紫外線照射を実施してもよい。また、紫外線照射時の温度は、コレステリック液晶相が乱れないように、コレステリック液晶相を呈する温度範囲に維持するのが好ましい。また、雰囲気の酸素濃度は重合度に関与するため、空気中で所望の重合度に達せず、膜強度が不十分の場合には、窒素置換等の方法により、雰囲気中の酸素濃度を低下させることが好ましい。好ましい酸素濃度としては、10%以下が好ましく、7%以下がさらに好ましく、3%以下が最も好ましい。紫外線照射によって進行される硬化反応(例えば重合反応)の反応率は、層の機械的強度の保持等や未反応物が層から流出するのを抑える等の観点から、70%以上であることが好ましく、80%以上であることがより好ましく、90%以上であることがよりさらに好ましい。反応率を向上させるためには照射する紫外線の照射量を増大する方法や窒素雰囲気下あるいは加熱条件下での重合が効果的である。また、一旦重合させた後に、重合温度よりも高温状態で保持して熱重合反応によって反応をさらに推し進める方法や、再度紫外線を照射する(ただし、本発明の条件を満足する条件で照射する)方法を用いることもできる。反応率の測定は反応性基(例えば重合性基)の赤外振動スペクトルの吸収強度を、反応進行の前後で比較することによって行うことができる。
【0051】
上記工程では、コレステリック液晶相が固定されて、赤外線反射層が形成される。ここで、液晶相を「固定化した」状態は、コレステリック液晶相となっている液晶化合物の配向が保持された状態が最も典型的、且つ好ましい態様である。それだけには限定されず、具体的には、通常0℃〜50℃、より過酷な条件下では−30℃〜70℃の温度範囲において、該層に流動性が無く、また外場や外力によって配向形態に変化を生じさせることなく、固定化された配向形態を安定に保ち続けることができる状態を意味するものとする。本発明では、紫外線照射によって進行する硬化反応により、コレステリック液晶相の配向状態を固定する。
なお、本発明においては、コレステリック液晶相の光学的性質が層中において保持されていれば十分であり、最終的に赤外線反射層中の液晶組成物がもはや液晶性を示す必要はない。例えば、液晶組成物が、硬化反応により高分子量化して、もはや液晶性を失っていてもよい。
【0052】
なお、本発明の積層中間膜の製造方法で得られる積層中間膜や、後述する本発明の合わせガラスの製造方法で得られる合わせガラスを赤外光反射板として用いる場合、その他の重要な性能は、可視光の透過率とヘイズである。材料の選択及び製造条件等を調整して、用途に応じて、好ましい可視光の透過率及びヘイズを示す赤外光反射板を提供できる。例えば可視光の透過率が高い用途に用いられる態様では、可視光の透過率が90%以上であり、且つ赤外光の反射率が上記反応を満足する赤外光反射板とすることができる。
【0053】
(液晶膜付き支持体のその他の構成層)
また、前記液晶膜付き支持体は、上記構成のほかに有機材料及び/又は無機材料を含む非光反射性の層を有していてもよい。本発明に利用可能な前記非光反射性の層の一例には、中間膜と密着するのを容易とするための易接着層や粘着材層が含まれる。
また、本発明に利用可能な前記非光反射性の層の他の例には、コレステリック液晶相の赤外線反射層を形成する際に設けられてもよい下塗り層、及び赤外線反射層を形成する際に利用される、液晶化合物の配向方向をより精密に規定する配向層が含まれる場合がある。
【0054】
粘着材層:
上述のとおり前記液晶膜付き支持体は、粘着材層を含んでいてもよい。
前記粘着材は、本発明の趣旨に反しない限りにおいて、アクリル系、ポリエステル系、ポリウレタン系、ポリオレフィン系、ポリビニルアルコール系など一般的な粘着材を用いることができる。本発明では、その中でもポリエステル系やアクリル系を用いることが好ましく、アクリル系を用いることがより好ましい。
前記粘着材は商業的に入手してもよく、本発明に好ましく用いられる粘着材の一例としては、サンリッツ(株)社製のPET−Wやパナック工業(株)社製のPD−S1などを挙げることができる。
粘着材層の厚みは、例えば、0.1〜5.0μmとすることができる。
【0055】
易接着層:
易接着層は、例えば、前記赤外線反射層と前記粘着材層との接着性を改善する機能を有する。易接着層の形成に利用可能な材料としては、ポリビニルブチラール(PVB)樹脂が挙げられる。ポリビニルブチラール樹脂は、ポリビニルアルコール(PVA)とブチルアルデヒドを酸触媒で反応させて生成するポリビニルアセタールの一種であり、下記構造の繰り返し単位を有する樹脂である。
【0056】
【化4】
【0057】
また、前記易接着層は、いわゆるアンダーコート層といわれる、アクリル樹脂、スチレン/アクリル樹脂、ウレタン樹脂、ポリエステル樹脂等からなる層であってもよい。これらの材料からなる易接着層も塗布により形成することができる。なお、市販されているポリマーフィルムの中には、アンダーコート層が付与されているものもあるので、それらの市販品を基板として利用することもできる。さらに、前記易接着層には紫外線吸収剤や帯電防止剤、滑剤、ブロッキング防止剤などを添加してもよい。
なお、易接着層の厚みは、0.1〜5.0μmが好ましい。
【0058】
下塗り層:
前記液晶膜付き支持体は、赤外線反射層側に下塗り層を有していてもよい。赤外線反射層は、通常、支持体上に設けられることが好ましいが、このとき、支持体によっては、下塗り層を設けた上に赤外線反射層を設けることが好ましい場合があるためである。
下塗り層の形成に利用可能な材料の例には、アクリル酸エステル共重合体、ポリ塩化ビニリデン、スチレンブタジエンゴム(SBR)、水性ポリエステル等が含まれる。また、下塗り層の表面を中間膜と接着する態様では、下塗り層と中間膜との接着性が良好であるのが好ましく、その観点では、下塗り層は、ポリビニルブチラール樹脂も、前記材料とともに含有しているのが好ましい。また、下塗り層は、上記したように密着力を適度に調節する必要があるので、グルタルアルデヒド、2,3−ジヒドロキシ−1,4−ジオキサン等のジアルデヒド類またはホウ酸等の硬膜剤を適宜用いて硬膜させることが好ましい。硬膜剤の添加量は、下塗り層の乾燥質量の0.2〜3.0質量%が好ましい。
下塗り層の厚みは、0.05〜0.5μmが好ましい。
【0059】
配向層:
前記液晶膜付き支持体は、液晶膜と前記中間膜との間に配向層を有していてもよいが、本発明の積層中間膜の製造方法では、支持体を剥離しないため、配向層を設けないことが好ましい。
配向層は、コレステリック液晶相の赤外線反射層を製膜する際には、該赤外線反射層と隣接する必要があるので、コレステリック液晶相の赤外線反射層と基板又は下塗り層との間に設けるのが好ましい。但し、下塗り層が配向層の機能を有していてもよい。また、赤外線反射層の間に配向層を有していてもよい。
【0060】
(液晶膜付き支持体の特性)
本発明の積層中間膜の製造方法では、前記液晶膜付き支持体は、前記液晶膜付き支持体の全ての端部が前記中間膜の端部よりも1mm以上短くなるサイズであることが好ましい。前記液晶膜付き支持体は、前記液晶膜付き支持体の全ての端部が前記中間膜の端部よりも5〜30mm短くなるサイズであることがより好ましく、10〜20mm短くなるサイズであることが特に好ましい。
【0061】
後述する本発明の合わせガラスの製造方法において、前記液晶膜の後述する前記ガラス板に挟持された本発明の積層中間膜を加熱しながら圧着する工程の前後における熱収縮率は、そのときの加熱温度の範囲において0.1〜5%であることが好ましく、0.1〜3%であることがより好ましく、0.5〜2%であることが特に好ましい。
【0062】
前記液晶膜付き支持体の厚みは、前記赤外線反射層の積層数により異なるが、本発明の積層中間膜の製造方法では40〜150μmであることが好ましく、60〜130μmであることがより好ましく、70〜120μmであることが特に好ましい。特に、後述の切断工程においてレーザーを用いて前記液晶膜付き支持体を切断する場合は、前記液晶膜付き支持体の厚みは、70〜100μmであることが後述する式(1)の条件を満たしやすくなる観点から好ましい。
【0063】
本発明の積層中間膜の製造方法では、前記液晶膜として脆性があるものを用いることができる。脆性のある液晶膜としては、例えば前記コレステリック液晶層の赤外線反射層を挙げることができる。本発明の積層中間膜の製造方法に用いることができる前記液晶膜の脆性の基準としては、前記液晶膜のヤング率は、0.5〜10GPaであることが好ましく、1〜8GPaであることがより好ましく、2〜5GPaであることが特に好ましい。前記液晶膜は、引張り試験による破断伸びが0.1〜20%であることが好ましく、0.5〜10%であることがより好ましく、1〜5%であることが特に好ましい。
【0064】
<液晶膜付き支持体の液晶膜と、第一の中間膜とを積層する工程>
本発明の積層中間膜の製造方法は、支持体および該支持体上に形成された液晶膜を含む液晶膜付き支持体の液晶膜と、第一の中間膜とを積層する工程を含む。
まず、本発明の積層中間膜の製造方法に用いることができる中間膜について説明する。
【0065】
(中間膜)
本発明の積層中間膜の製造方法で得られる積層中間膜は、第一の中間膜および第二の中間膜を含む。通常の合わせガラスでは液晶膜の両側の前記第一および第二の中間膜の膜厚は同じであるが、本発明はそのような態様の合わせガラス用の積層中間膜の製造方法に限定されず、前記第一および第二の中間膜の厚さが異なる態様に積層中間膜を製造することもできる。また、前記第一および第二の中間膜の組成についても、同じであっても異なっていてもよい。
【0066】
前記第一および第二の中間膜の後述する前記積層中間膜を加熱しながら圧着する工程の前後における熱収縮率は、そのときの加熱温度の範囲において1〜20%であることが好ましく、2〜15%であることがより好ましく、2〜10%であることが特に好ましい。
前記第一および第二の中間膜の厚みは、100〜1000μmであることが好ましく、200〜800μmであることがより好ましく、300〜500μmであることが特に好ましい。また、前記第一および第二の中間膜は複数のシートを重ねることによって厚膜化してもよい。
また、前記第一および第二の前記中間膜の脆性の基準としては、引張り試験による破断伸びが100〜800%であることが好ましく、100〜600%であることがより好ましく、200〜500%であることが特に好ましい。
【0067】
樹脂:
前記第一および第二の中間膜は、樹脂中間膜であることが好ましい。前記樹脂中間膜は、主成分がポリビニルアセタール系の樹脂フィルムであることが好ましい。前記ポリビニルアセタール系の樹脂フィルムとしては特に制限はなく、例えば特開平6−000926号公報や特開2007−008797号公報などに記載のものを好ましく用いることができる。前記ポリビニルアセタール系の樹脂フィルムの中でも、本発明ではポリビニルブチラール樹脂フィルムを用いることが好ましい。前記ポリビニルブチラール樹脂フィルムは、それぞれ、ポリビニルブチラールを主成分とする樹脂フィルムであれば、特に定めるものは無く、広く公知の合わせガラス用中間膜としてのポリビニルブチラール樹脂フィルムを採用できる。その中でも、本発明では、前記中間膜は、ポリビニルブチラールまたはエチレンビニルアセテートが好ましい。なお、主成分である樹脂とは、前記樹脂中間膜の50質量%以上の割合を占める樹脂のことをいう。
【0068】
添加剤:
前記第一および第二の中間膜は、本発明の趣旨を逸脱しない範囲内において、添加剤を含んでいてもよい。
前記添加剤としては、例えば、熱線遮蔽用の微粒子および遮音用の微粒子、可塑剤を挙げることができる。前記熱線遮蔽用の微粒子および遮音用の微粒子としては、例えば、無機微粒子、金属微粒子を挙げることができる。このような微粒子を前記第一または第二の中間膜などの弾性体内に分散混在せしめることにより、遮熱の効果を得られる。同時に、このような構成により、音波の伝搬を阻害し、振動減衰効果を得ることが好ましい。また前記微粒子の構造は球状が望ましいが、真球でなくともよい。またその形状を変えることはしてもよい。また、前記微粒子は中間膜(好ましくはPVB)内で分散していることが望ましく、適当なカプセルに入れることや分散剤とともに添加することもよい。この場合の添加量は、特に制限はないが、樹脂成分の0.1〜10質量%であることも好ましい。
【0069】
前記無機微粒子としては、炭酸カルシウム、アルミナ、カオリンクレー、珪酸カルシウム、酸化マグネシウム、水酸化マグネシウム、水酸化アルミニウム、炭酸マグネシウム、タルク、長石粉、マイカ、バライト、炭酸バリウム、酸化チタン、シリカ、ガラスビ−ズ等が挙げられる。これらは単独で用いられてもよく、混合して用いられてもよい。
【0070】
また、熱線遮蔽微粒子としては、錫ドープ酸化インジウム(ITO)、アンチモンドープ酸化錫(ATO)、アルミニウムドープ酸化亜鉛(AZO)、インジウムドープ酸化亜鉛(IZO)、錫ドープ酸化亜鉛、珪素ドープ酸化亜鉛、アンチモン酸亜鉛、6ホウ化ランタン、6ホウ化セリウム、金微粉、銀微粉、白金微粉、アルミニウム微粉、鉄、ニッケル、銅、ステンレス、スズ、コバルト及びこれらを含む合金粉末等が挙げられる。遮光剤としては、カーボンブラック、赤色酸化鉄等が挙げられる。顔料としては、黒色顔料カーボンブラックと赤色顔料(C.I.Pigment red)と青色顔料(C.I.Pigment blue)と黄色顔料(C.I.Pigment yellow)の4種を混合してなる暗赤褐色の混合顔料等が挙げられる。
【0071】
上記可塑剤としては、特に限定されず、この種の中間膜用の可塑剤として一般的に用いられている公知の可塑剤を用いることができる。例えば、トリエチレングリコール−ジ−2−エチルブチレート(3GH)、トリエチレングリコール−ジ−2−エチルヘキサノエート(3GO)、トリエチレングリコール−ジ−n−ヘプタノエート(3G7)、テトラエチレングリコール−ジ−2−エチルヘキサノエート(4GO)、テトラエチレングリコール−ジ−n−ヘプタノエート(4G7)、オリゴエチレングリコール−ジ−2−エチルヘキサノエート(NGO)などが好適に用いられる。これらの可塑剤は、一般に、前記樹脂中間膜の主成分である樹脂(好ましくは、ポリビニルアセタール樹脂)100質量部に対して25〜70質量部の範囲で用いられる。
【0072】
(熱接着の方法)
本発明の積層中間膜の製造方法では、支持体の剥離を行わないため、前記液晶膜付き支持体の液晶膜と第一の中間膜とは必ずしも熱接着(または熱圧着)をさせる必要はない。ただし、本発明の積層中間膜の製造方法において、ハンドリングや位置ずれを改善する観点からは、前記液晶膜付き支持体の液晶膜と第一の中間膜を、後述する液晶膜付き支持体の液晶膜の切断工程の前または後で熱接着させることが好ましい。
前記熱接着の方法としては特に制限はなく、加熱体を押し当てる熱圧着や、レーザー照射による加熱での熱融着などを採用することができる。また、特開2010−265140号公報、特開2000−219543号公報などに記載の方法も採用することができる。その中でも本発明の積層中間膜の製造方法は、前記中間膜に対して前記液晶膜を熱接着する工程が、熱圧着であることが好ましい。
前記熱圧着の方法としては特に制限はないが、例えば80〜140℃の加熱体を押し当てる方法が好ましい。前記加熱体としては、平面でも曲面でもよく、ローラーでもよい。前記熱圧着には、複数の加熱ローラーや、加熱可能な平面の挟圧面などを用いることができ、これらの組み合わせて用いてもよい。また、熱圧着は前記支持体/液晶膜/中間膜の積層体の一方の面に対して行っても、片面のみに行なってもよく、その場合は、熱圧着に用いるローラーの一方が加熱していないローラーや挟圧面であってもよい。これらの中でも本発明の積層中間膜の製造方法は、前記熱圧着工程で加熱ローラーを用いることが好ましく、加熱ローラーと非加熱ローラーを組み合わせて用いることがより好ましい。
【0073】
ここで、前記支持体と前記液晶膜の積層体である前記液晶膜付き支持体は、前記支持体と前記液晶膜の間に他の構成層を含んでいてもよい。前記液晶膜と前記第一の中間膜は隣接していてもよいし、それらの間に他の構成層を含んでいてもよい。この場合の他の構成層としては、粘着材層が挙げられる。前記熱圧着ローラーの温度は、例えば、前記液晶膜と前記第一の中間膜が隣接する場合、60〜120℃とすることができる。
【0074】
通常、中間膜は貼着の際に空気が逃げ易いように表面がエンボス加工などにより粗面状態にされている。貼り合わせた面は被着面に倣って平滑になり、光学性能が良くなるが、もう一方の面はガラス板等に貼り合わせる為に粗面状態を保持する必要がある。すなわち、本発明の積層中間膜の製造方法は、前記中間膜の少なくとも一方の表面がエンボス加工されてあり、前記中間膜のエンボス加工された表面が前記液晶膜付き支持体の液晶膜と接する面と反対側の面になるように積層することが好ましい。また、熱圧着後に中間膜の液晶膜と接していない面を積極的にエンボス加工してもよい。
【0075】
<液晶膜付き支持体の液晶膜および支持体を同時に切断する工程>
本発明の積層中間膜の製造方法は、前記液晶膜付き支持体の液晶膜および支持体を同時に切断する工程を含む。
以下、切断工程のタイミングと好ましい切断方法などについて説明する。
【0076】
(液晶膜付き支持体の液晶膜と第一の中間膜とを積層する工程とのタイミング)
前記液晶膜付き支持体の液晶膜と、第一の中間膜とを積層する工程は、後述する前記液晶膜付き支持体の液晶膜および支持体を同時に切断する工程よりも前に行っても、後に行ってもよい。すなわち、本発明の積層中間膜の製造方法は、「前記液晶膜付き支持体の液晶膜と前記第一の中間膜とを積層する工程の後に、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する」態様(以下、本発明の第一の好ましい態様とも言う)と、「前記液晶膜および前記支持体を同時に切断する工程の後に、前記液晶膜付き支持体の液晶膜と前記第一の中間膜とを積層する」態様(以下、本発明の第二の好ましい態様とも言う)を含む。
以下、前記中間膜の構成と、本発明の第一の好ましい態様と本発明の第二の好ましい態様について説明する。なお、本発明の積層中間膜の製造方法は、本発明の第二の好ましい態様がより好ましい。
【0077】
(1)第一の好ましい態様
本発明の第一の好ましい態様は、前記液晶膜付き支持体の液晶膜と前記第一の中間膜とを積層する工程の後に、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する。
このときの切断方法としては、前記液晶膜に割れが生じず、本発明の趣旨に反しない限りにおいて特に制限は無い。例えば、加工に際し、刃物を用いて切断したり、レーザー、ウオータージェットや熱によって切断したりしてもよい。
その中でも、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する工程で、刃物またはレーザーを用いて切断する工程を含むことが好ましい。
【0078】
・刃物:
前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する工程で、刃物を用いて切断する場合は、従来のフィルム加工で使用されている打ち抜き方法を好適に用いることができる。前記刃物としては、回転丸刃でも、型刃でもよい。その中でも、本発明の積層中間膜の製造方法では、前記刃物として型刃が好ましい。
本発明の積層中間膜の製造方法は、前記切断工程において、刃先角は特に制限は無いが、刃先角が20°〜40°である型刃を用いることが液晶膜のクラックの発生を抑制する観点から好ましく、25〜35°であることがより好ましい。
本発明の積層中間膜の製造方法は、前記型刃のコーナー形状は特に制限は無いが、半径2mm以上であることが液晶膜と支持体の剥離を抑制する観点から好ましく、1〜10mmであることがより好ましい。
本発明の積層中間膜の製造方法は、前記型刃の材質は特に制限は無いが、SK材、ハイスまたはSUS440Cであることが刃欠け防止と切れ味品質の両立の観点から好ましく、SK材であることがより好ましい。
本発明の積層中間膜の製造方法は、前記型刃のロックウェル硬度がHRA70以上であることが刃の耐久性の観点から好ましく、74〜85であることがより好ましい。
本発明の積層中間膜の製造方法は、前記型刃の抗折力が2.5MPa以上であることが刃の耐久性の観点から好ましく、3.0〜4.5MPaであることがより好ましい。
本発明の積層中間膜の製造方法は、前記型刃の刃部の近傍に、JIS K 6253に基づくデュロメータ タイプA(ショアA)硬度が20〜80°の押さえゴムがあることが液晶膜と支持体の剥離を抑制する観点から好ましく、前記押さえゴムの硬度は20〜60°であることがより好ましい。
【0079】
前記型刃としては特に制限はなく、いわゆるトムソン刃を所望の形状にあわせて1枚または複数枚用いる方法や、ポンチとダイの2つの金型でポンチで対象物を貫通させる方法などを挙げることができる。前記型刃としては、トムソン刃が液晶膜と支持体の剥離抑制、液晶膜の割れ防止の観点から好ましい。
前記トムソン刃を用いる方法としては、本発明の趣旨に反し無い限りにおいて特に制限は無く、公知のトムソン刃を用いることができる。また、前記トムソン刃は商業的に入手して用いることもでき、例えば(株)名古屋刃型社製、(株)ナカヤマ社製などを好ましく用いることができる。
前記ポンチとダイの開孔部は、所望の打ち抜き孔の形状を有し、ポンチとダイとは所定のクリアランスを有するように構成されていることが好ましい。ポンチとダイは高精度に組合わされており、ポンチ径とダイ開孔部の孔径の隙間(片側クリアランス)は通常1μm〜4μmが好ましいが、この範囲を超えても打ち抜き加工は可能である。具体的には、特開2005−183501号公報に記載の方法などが好適に用いられる。またポンチとダイは、それぞれ1つの金型に多数個形成されてもよく、ポンチ間ピッチ、ダイ開孔部間ピッチおよびポンチ径・ダイ開孔部の孔径は高精度に仕上げられている。
【0080】
本発明の積層中間膜の製造方法では、前記液晶膜付き支持体の支持体側から型刃を侵入させて、前記液晶膜付き支持体を切断することが好ましい。本発明者らの検討では、液晶膜側から型刃を侵入させると、前記液晶膜付き支持体の液晶膜の端部が支持体から浮き上がってしまうことがあった。一般に前記液晶膜付き支持体の液晶膜の端部が支持体から浮き上がってしまうと、2枚の中間膜に挟んで2枚のガラスに挿入して合わせガラス化するときにこの支持体と液晶膜の間の端部浮きが合わせガラス後に液晶膜の剥離が面内に広がって生じる故障の原因となりやすい。これに対して、本発明の積層中間膜の製造方法の好ましい態様では、前記液晶膜付き支持体の支持体側から型刃を侵入させることで、切断時の液晶膜の端面剥離(浮き)の発生を抑制でき、合わせガラス後に液晶膜の剥離が面内に広がって生じる故障を抑制することができる。
上記の型刃を侵入させる方向については、中間膜が積層または熱接着されている場合でも同様の傾向があり、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する本発明の第一の好ましい態様では、型刃を前記第一の支持体側から(すなわち、液晶膜に対して支持体側から)侵入させて打ち抜く工程を含むことが好ましい。
【0081】
・レーザー:
前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する工程で、レーザーを用いて切断する場合は、従来のフィルム加工で使用されているレーザーを好適に用いることができる。
本発明の積層中間膜の製造方法は、前記切断工程において、下記式(1)を満たす条件でレーザーを用いて切断することが、前記液晶膜付き支持体の液晶膜の端部が支持体から浮き上がることを抑制する観点から好ましい。
式(1):0.0002 < W/(T×V) < 0.0008
(式(1)中、Wはレーザー出力(単位:W)を表し、Tは切断対象の積層体の厚み(単位:μm)を表し、Vはレーザー走査速度(mm/秒)を表す。)
前記W/(T×V)は、0.0005≦W/(T×V)≦0.008を満たすことが、前記液晶膜付き支持体の液晶膜の端部が支持体から浮き上がることをより抑制する観点からより好ましい。
上記式(1)の下限以下の照射強度とすることで、照射強度が低いために前記液晶膜付き支持体の液晶膜の端部が支持体から浮き上がってしまうことを抑制することができる。一般に前記液晶膜付き支持体の液晶膜の端部が支持体から浮き上がってしまうと、2枚の中間膜に挟んで2枚のガラスに挿入して合わせガラス化するときにこの支持体と液晶膜の間の端部浮きが液晶膜の端部から広がって故障を生じさせる原因となりやすい。
前記レーザーの波長としては特に制限はないが、本発明の積層中間膜の製造方法では、波長が赤外線領域であるレーザーを用いることが好ましい。
前記赤外線レーザーの波長としては、近赤外、中赤外、遠赤外のいずれの波長のものを用いてもよいが、その中でも遠赤外の波長のものを用いることが好ましい。前記近赤外の赤外線レーザーとしては、例えばYAGレーザー(波長1064nm)を挙げることができる。前記遠赤外の赤外線レーザーとしては、例えば炭酸ガスレーザー(波長10600nm)を挙げることができる。
前記レーザーの照射方向としては、前記支持体側であることが好ましい。具体的には、本発明の第一の好ましい態様における前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する工程では、前記支持体側から前記第一の中間膜側に向けてレーザーを照射することが前記支持体と液晶膜の間の端部の浮きを抑制する観点から好ましい。
【0082】
(2)第二の好ましい態様
本発明の第二の好ましい態様は、前記液晶膜および前記支持体を同時に切断する工程の後に、前記液晶膜付き支持体の液晶膜と前記第一の中間膜とを積層する。
本発明の第二の好ましい態様は、前記液晶膜および前記支持体を同時に切断する工程で、前記支持体の全ての端部および前記液晶膜の全ての端部が前記第一の中間膜の端部よりも1mm以上内側となるように切断することが好ましい。
本発明の第二の好ましい態様は、前記液晶膜付き支持体の液晶膜と前記第一の中間膜とを積層する工程の前に、前記第一の中間膜を所望の形状に切断する工程を含むことが好ましく、所望の形状としては上記のように前記支持体の全ての端部および前記液晶膜の全ての端部が前記第一の中間膜の端部よりも1mm以上内側となるようなサイズが好ましい。
本発明の第二の好ましい態様における前記液晶膜および前記支持体を同時に切断する方法としては、本発明の第一の好ましい態様における前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する工程に記載した方法やその他の公知の方法を採用することができ、特に制限は無い。
その中でも、本発明の第二の好ましい態様では、レーザーを用いて切断する工程を含むことが好ましい。本発明の第二の好ましい態様におけるレーザーを用いて切断する工程の説明および好ましい範囲については、本発明の第一の好ましい態様における説明および好ましい範囲と同様である。
また、本発明の第二の好ましい態様では、型刃を前記支持体側から侵入させて打ち抜く工程を含むことも好ましい。本発明の第二の好ましい態様における刃物を用いて切断する工程の説明および好ましい範囲については、本発明の第一の好ましい態様における説明および好ましい範囲と実質的には同様である。
【0083】
本発明の第二の態様は、前記支持体の全ての端部および前記液晶膜の全ての端部が前記中間膜の端部よりも1mm以上内側となるように支持体/液晶膜/中間膜の順に積層する工程を含むことが好ましい。このように積層した後で、前述の前記液晶膜付き支持体の液晶膜と前記第一の中間膜とを熱接着する工程を行うことで、位置ずれを抑制することができる。
【0084】
<第二の中間膜を積層する工程>
本発明の積層中間膜の製造方法は、前記液晶膜付き支持体の支持体側の面に第2の中間膜を積層する工程を含む。すなわち、本発明の積層中間膜は、さらに、第二の中間膜を有する。前記液晶膜付き支持体の支持体側の面に第2の中間膜を積層する工程は、前記液晶膜および前記支持体を同時に切断する工程の前に行っても、後に行ってもよいが、後に行うことが好ましい。
前記液晶膜と前記第二の中間膜は隣接していてもよいし、それらの間に他の構成層を含んでいてもよい。この場合の他の構成層としては、粘着材層が挙げられる。粘着材層は、通常、前記第二の中間膜側に設けられている。
【0085】
前記第二の中間膜を含む積層中間膜は、加工に際し、刃物を用いて切断したり、レーザー、ウオータージェットや熱によって切断したりしてもよい。
【0086】
[積層中間膜]
本発明の積層中間膜は、積層中間膜の製造方法で製造されたことを特徴とする。
本発明の積層中間膜は、前記第二の様態では、図2に示すように前記液晶膜付き支持体の液晶膜1側の表面に隣接して第1の中間膜3を有し、前記液晶膜付き支持体の支持体2側の表面に隣接して第2の中間膜3’を有し、前記液晶膜の全ての端部が前記2枚の中間膜の端部よりもいずれも1mm以上内側であることが好ましい。但し、本発明の積層中間膜は、前記液晶膜の全ての端部と前記2枚の中間膜の端部が同じ位置となるように図4のような液晶膜付き支持体5を用いて製造し、図5のような構成の積層中間膜としてもよい。さらに本発明の積層中間膜は、前記液晶膜が、棒状のコレステリック液晶であり、赤外領域の反射膜であることが好ましい。
また、前記第二の様態では、前記液晶膜の全ての端部と前記中間膜の端部の位置関係の好ましい範囲は、上記の本発明の積層中間膜の製造方法における支持体/液晶膜/中間膜の順に積層する工程での前記支持体の全ての端部、前記液晶膜の全ての端部および前記中間膜の端部の位置関係の好ましい範囲と同様である。
【0087】
[合わせガラスの製造方法]
本発明の合わせガラスの製造方法は、以上により得られた本発明の積層中間膜を、少なくとも2枚のガラス板で挟持する工程を含むことを特徴とする。前記ガラス板は第一のガラスおよび第二のガラスの2枚であることが好ましい。このときの好ましい態様について、以下説明する。
前記液晶膜と前記中間膜を含む本発明の積層中間膜を、前記第一のガラスまたは第二のガラスと積層する方法は、特に制限はなく、公知の方法により2枚のガラス板の間に挿入して積層することができる。
【0088】
前記ガラス板に挟持された積層中間膜は、ガラス板/第1の中間膜/液晶膜/支持体/第2の中間膜/ガラス板の順に積層された構成となる。
【0089】
図3は、本発明の前記第二の様態では、製造方法で得られる、ガラス板に挟持された積層中間膜7を含む合わせガラスの構造の一例を示す概略図である。図3中、1は液晶膜(好ましくは赤外線反射層である樹脂フィルム)を、2は支持体を、3は中間膜を、3’は第二の中間膜を、4は第一のガラス板を、4’は第二のガラス板をそれぞれ示す。図3に示すように、前記ガラス板に挟持された積層中間膜7は、前記液晶膜の端部が、前記ガラス板4および4’の端部および前記第一の中間膜3および第二の中間膜3’の端部よりも内側にあることが好ましいが、同じ長さであっても、突出していてもよい。前記ガラス板4および4’の端部と、前記第一の中間膜3および第二の中間膜3’の端部は、同じ位置であっても、いずれかが突出していてもよい。
本発明の積層中間膜の製造方法で得られる積層中間膜がこのような好ましい構成であると、後述する前記ガラス板に挟持された積層中間膜を加熱しながら圧着する工程において、前記液晶膜のシワやワレの発生を抑制することができる。
【0090】
前記ガラス板に挟持された積層体は、前記液晶膜の端部が、前記ガラス板の端部よりも各辺の一方の端部において平均して1〜50mm内側にあることが好ましく、5〜30mm内側にあることがより好ましく、10〜20mm内側にあることが特に好ましい。
【0091】
ガラス板に挟持された積層体は、液晶膜1と第一の中間膜3、および支持体2と第二の中間膜3’は、それぞれ隣接していてもよいし、他の構成層を有していてもよい。
【0092】
(ガラス板)
本発明の合わせガラスの製造方法では、前記ガラス板が曲率を有さないガラスであっても、曲面ガラスであることが好ましい。前記ガラス板が曲率を有さないガラスである場合は、特に合わせガラスのサイズが大きいときに合わせガラスの周辺部にシワやワレが発生しやすく、本発明の合わせガラスの製造方法を好ましく適用することができる。
一方、前記ガラス板が曲面ガラスである場合、曲率を有さないガラスに比べて前記液晶膜にシワやワレがより発生し易くなる。本発明の合わせガラスの製造方法は、特に前記ガラス板が曲面である場合(湾曲したガラス板)においてもシワやワレの発生を抑制することができる。
また、前記液晶膜を挟持する2枚のガラス板は厚みが異なっていてもよく、着色されていてもよい。特に、遮熱性を目的として自動車のフロントガラス等に用いる場合は、合わせガラス状態の可視光線透過率がJIS−R3211で定められている70%を下回らない程度にガラス中に金属などの着色成分を混入させてもよく、一般的にはグリーンガラスを用いることで効果的に遮熱性を向上させることができる。グリーンガラスの色濃度については、添加する金属成分の量を調整したり、厚みを調整したりすることで目的に合った濃度に調節することが好ましい。
【0093】
湾曲したガラス板は、フロート法によるソーダライムガラスを軟化点以上の温度に加熱し、曲げ加工されて得られ、3次元的に湾曲したガラス板の使用が簡便である。
3次元的に湾曲したガラス板の形状としては、球面、楕円球面、あるいは、自動車の前面ガラスなどのような曲率半径が場所によって異なるガラス板である。
湾曲したガラス板の曲率半径は、特に制限はないが、0.9m〜3mであることが望ましい。曲率半径が0.9mより小さいと、一般に合わせ加工において、前記樹脂フィルムのシワが生じやすいが、本発明の製造方法では曲率半径は0.9m未満であっても前記樹脂フィルムのシワの発生を抑制することができる。また、曲率半径が大きくなると、平面に近い形状となり、一般に前記樹脂フィルムのシワが生じにくくなるが、前記樹脂フィルムの周辺部にワレは生じることがある。そのため、本発明の製造方法では、湾曲したガラスの曲率半径が3m以上であっても本発明の効果が現れるが、ワレの発生に加えてシワの発生も抑制する観点からは、湾曲したガラスの曲率半径が3mである場合に特に好ましく用いることができる。
また、本発明の合わせガラスの製造方法で得られる合わせガラスは、前記ガラス板を少なくとも2枚含むが、各ガラス板の曲率が異なる場合であっても本発明の合わせガラスの製造方法を用いることができる。
【0094】
<前記ガラス板に挟持された積層体を加熱しながら圧着する工程>
本発明の合わせガラスの製造方法は、前記ガラス板に挟持された本発明の積層中間膜を加熱しながら圧着する工程を含むことが好ましい。
前記ガラス板に挟持された本発明の積層中間膜とガラス板との貼りあわせは、例えば、真空バッグなどで減圧下において、温度80〜120℃、時間30〜60分で予備圧着した後、オートクレーブ中、1.0〜1.5MPaの加圧下で120〜150℃の温度で貼り合せ、2枚のガラスに積層体が挟まれた合わせガラスとすることができる。
このとき、1.0〜1.5MPaの加圧下で120〜150℃の温度での加熱圧着の時間は、20〜90分であることが好ましい。
加熱圧着終了後、放冷の仕方については特に制限はなく、適宜圧力を開放しながら放冷して、合わせガラス体を得てもよい。本発明では、加熱圧着終了後、圧力を保持した状態で降温を行うことが、得られる合わせガラス体のシワや割れをさらに改善する観点から好ましい。ここで、圧力を保持した状態で降温するとは、加熱圧着時(好ましくは130℃)の装置内部圧力から、40℃のときの装置内部圧力が加熱圧着時の75%〜100%となるように降温することを意味する。圧力を保持した状態で降温する方法としては、40℃まで降温したときの圧力が上記範囲内であれば特に制限はないが、圧力装置内部圧力が温度減少に伴って自然と低下していくように装置内部から圧力を漏らさずに降温する態様や、装置内部圧力が温度減少に伴って減少しないように外部からさらに加圧しながら降温する態様が好ましい。圧力を保持した状態で降温する場合、120〜150℃で加熱圧着した後、40℃まで1〜5時間かけて放冷することが好ましい。
本発明では、圧力を保持した状態で降温を行った後、次いで圧力を開放する工程を含むことが好ましい。具体的には、圧力を保持した状態で降温を行った後、オートクレーブ内の温度が40℃以下になった後に圧力を開放して降温することが好ましい。
以上より、本発明の合わせガラス体の製造方法は、本発明の積層中間膜を、少なくとも2枚のガラス板で挟持する工程と、その後1.0〜1.5MPaの加圧下で120〜150℃の温度で加熱圧着する工程と、圧力を保持した状態で降温を行う工程と、圧力を開放する工程を含むことが好ましい。
【0095】
前記ガラス板と本発明の積層中間膜とを熱圧着させる範囲は、前記ガラス板の全面積にわたる範囲でもよいが、前記ガラス板の周縁部のみでもよく、周縁部の熱圧着はシワの発生をより抑制することもできる。
【0096】
[合わせガラス]
本発明の合わせガラスは、本発明の合わせガラスの製造方法で得られたことを特徴とする。
本発明の合わせガラスは、液晶膜の端部の浮きが抑制されていることを特徴とする。
本発明の合わせガラスは任意のサイズに好ましく裁断することができ、その場合も本発明の合わせガラスは周辺部も含めて支持体と液晶膜の間の端部の浮きが抑制されているため、任意のサイズに裁断しても合わせガラス全面に液晶膜の端部の浮きが広がりにくい。
【0097】
本発明の合わせガラスの用途は、特に制限はないが、住宅や自動車等の窓ガラス用であることが好ましい。
【実施例】
【0098】
以下に実施例と比較例(なお比較例は公知技術というわけではない)を挙げて本発明の特徴をさらに具体的に説明する。以下の実施例に示す材料、使用量、割合、処理内容、処理手順等は、本発明の趣旨を逸脱しない限り適宜変更することができる。従って、本発明の範囲は以下に示す具体例により限定的に解釈されるべきものではない。
【0099】
[実施例1]
<液晶膜付き支持体の形成>
(下塗り層用塗布液の調製)
下記に示す組成の下塗り層用塗布液(S1)を調製した。
下塗り層用塗布液(S1)の組成:
アクリルエステル樹脂ジュリマーET−410
(東亞合成(株)製、固形分濃度30%) 50質量部
メタノール 50質量部
【0100】
(配向層用塗布液の調製)
下記に示す組成の配向層用塗布液(H1)を調製した。
配向層用塗布液(H1)の組成:
変性ポリビニルアルコールPVA203(クラレ社製) 10質量部
グルタルアルデヒド 0.5質量部
水 371質量部
メタノール 119質量部
【0101】
(重合性液晶を含む塗布液(重合性液晶組成物)の調製)
下記表に示す組成の重合性液晶を含む塗布液(R1)及び(L1)をそれぞれ調製した。
【0102】
重合性液晶を含む塗布液の組成(R1)
【表1】
【0103】
水平配向剤:(特開2005−99248号公報記載の化合物)
【化5】
【0104】
また、重合性液晶を含む塗布液(R1)のキラル剤LC−756を下記キラル剤化合物2に変更しただけで他は同様にして塗布液(L1)を調製した。
キラル剤:化合物2(特開2002−179668号公報に記載の化合物)
【化6】
【0105】
また、重合性液晶を含む塗布液(R1)のキラル剤LC−756の処方量を0.236質量部に変更しただけで他は同様にして塗布液(R2)を調製した。
【0106】
また、重合性液晶を含む塗布液(L1)のキラル剤化合物2の処方量を0.148質量部に変更しただけで他は同様にして塗布液(L2)を調製した。
【0107】
(塗布および液晶膜付き支持体の製膜)
PETフィルム(下塗り層無し、富士フイルム(株)製、厚み:50μm、大きさ320mm×400mm)の表面上に、下塗り層用塗布液(S1)を、ワイヤーバーを用いて、乾燥後の膜厚が0.25μmになるように塗布した。その後、150℃で10分間加熱し、乾燥、固化し、下塗り層を形成した。
次いで、形成した下塗り層の上に、配向層用塗布液(H1)を、ワイヤーバーを用いて、乾燥後の膜厚が1.0μmになるように塗布した。その後、100℃で2分間加熱し、乾燥、固化し、配向層を形成した。配向層に対し、ラビング処理(レーヨン布、圧力:0.1kgf、回転数:1000rpm、搬送速度:10m/min、回数:1往復)を施した。
【0108】
次いで、調製した重合性液晶を含む塗布液(R1)、(R2)、(L1)、(L2)を用い、下記の手順にてコレステリック液晶相を固定し、赤外線反射層(以下、液晶膜とも言う)を製造した。
(1)各塗布液を、ワイヤーバーを用いて、乾燥後の膜の厚みが6μmになるように、前記PETフィルム上に、室温にて塗布した。
(2)室温にて30秒間乾燥させて溶剤を除去した後、125℃の雰囲気で2分間加熱し、その後95℃でコレステリック液晶相とした。次いで、フージョンUVシステムズ(株)製無電極ランプ「Dバルブ」(90mW/cm)にて、出力60%で6〜12秒間UV照射し、コレステリック液晶相を固定して、液晶膜(赤外線反射層)を作製した。
(3)室温まで冷却した後、上記工程(1)及び(2)を繰り返し、4層積層されたコレステリック液晶相の液晶膜がPET上に形成された、液晶膜付き支持体を作製した。
なお、塗布液は、(R1)、(R2)、(L1)、(L2)の順番に塗布を行なった。
このようにして得られた液晶膜付き支持体の液晶膜について、ヤング率を以下の方法で測定したところ、2.0GPaであった。
・ヤング率の測定方法
液晶膜(幅20mm、測定長50mm)の引張試験を行い、応力歪み曲線の線形領域の2点傾きからヤング率を算出した。
E=(σ2−σ1)/(ε2−ε1)。
(上記式中、Eはヤング率(Pa)、σは応力(Pa)、εは歪み(%)を表す。)
液晶膜付き支持体の液晶膜について、破断伸びを以下の方法で測定したところ、3.0%であった。
・破断伸びの測定方法
液晶膜(幅20mm、測定長50mm)の引張試験を行い、破断したときの伸びを算出した。破断進度(%)=(試験後の長さ-試験前の長さ)/(試験前の長さ)×100
【0109】
(表面処理)
得られた液晶膜付き支持体の液晶膜の表面を、下記の手順にて洗浄した。
2−ブタノンの入った容器に、上記で製膜した積層体を浸漬させ、40℃で10分間、洗浄処理をした。
【0110】
<積層中間膜の製造>
(1)液晶膜付き支持体の液晶膜と中間膜の積層、熱接着
前記PET上に製膜した液晶膜を含む液晶膜付き支持体(支持体厚み50μm、液晶膜4層の厚み24μmの合計厚み74μm)を、支持体側からレーザー発生装置(商品名レーザーカッティング装置、クライムプロダクツ(株)社製)を用いて、前記式(1)で表されるW/(T×V)の値が下記表2に記載の値となるように波長10.6μmで炭酸ガスレーザーを照射して、290mm×290mmの大きさに端面が鉛直方向になるように周囲を切り落とした。
一方、別途中間膜として両表面がエンボス加工されているPVBフィルムを、300mm×300mmの大きさに端面が鉛直方向となるように周囲を切り落とした。液晶膜付き支持体の液晶膜の全端部(4辺を形成する端面)が、中間膜よりも5mm内側になるようにした状態で、液晶膜付き支持体の液晶膜上に中間膜であるPVBを重ね合わせて積層体を得た。得られた積層体の構成を図1に示した。図1中、(d)で表される長さが5mmとなる。
得られた積層体について、液晶膜付き支持体5の位置を検出して、液晶膜付き支持体5の端部から1mm以下の位置を熱圧着位置とし、120℃、0.2MPa、0.2m/minの条件で、得られた積層体の表面側と裏面側に配置された2つのラミネート用加熱ローラーで液晶膜付き支持体5の端部から1mm以下の位置を挟圧し、液晶膜と中間膜を熱圧着して貼り合わせた。このとき、ラミネート用加熱ローラーは中間膜の裏面(液晶膜と接しない側の表面3a)のエンボスをつぶさないように中間膜側のラミネートローラーは25℃とし、逆に中間膜の液晶膜側表面3aのエンボスを十分につぶして中間膜3と液晶膜1の接着性を高めるように支持体2(PET)側のラミネート用加熱ローラーを120℃とした。
【0111】
(2)第二の中間膜であるPVBの積層
その後、さらに前記PET支持体の表面に第二の中間膜であるPVBを積層した。
これを実施例1の積層中間膜とした。図2に得られた中間膜、液晶膜および第二の中間膜が積層された積層中間膜7の構成を示した。
【0112】
<合わせガラスの製造>
でき上がった樹脂フィルムと前記中間膜を含む積層中間膜7を、ガラス/中間膜/液晶膜/第二の中間膜/ガラスとなるように、重ね合わせてガラス板に挟持された積層体を製造した。ここで、前記ガラス板の端部と前記中間膜の端部は同じ位置であった。得られた合わせガラスの構成を図3に示した。なお、図中ではガラス板は曲率を有さないように簡略化して記載してある。
また、前記ガラス板は大きさが300mm×300mm、厚さが2mmのものを用いた。湾曲したガラス板の曲率半径は、0.9m〜3.0mの間にあった。
得られたガラス板に挟持された積層体を真空下、95℃で30分予備圧着をおこなった。予備圧着後、ガラス板に挟持された積層体をオートクレーブ内で1.3MPa、120℃の条件で加熱しながら圧着処理し、合わせガラスを作製した。このようにして、4層積層されたコレステリック液晶相の赤外線反射層(液晶膜1)の上下を2枚の中間膜3および3’で挟み込んだ積層中間膜7を挿入した実施例1の合わせガラス6を得た。
【0113】
[実施例2および3]
実施例1において、前記液晶膜付き支持体を切断するときに、以下の型刃を用いて、支持体側から型刃を侵入させて切断をした以外は、実施例1と同様の方法で、実施例2および3の積層中間膜および合わせガラスを作製した。
(型刃)
・切断方式:トムソン刃;
・刃先角:下記表3に記載の角度(単位:°);
・刃のコーナーの半径:4mm;
・刃の材質:SK材;
・刃のロックウェル硬度HRA:80;
・刃の抗折力:3.5MPa;
・刃の押さえゴムの硬度:30°;
【0114】
[実施例4]
実施例2において、前記液晶膜付き支持体を切断するときに、液晶膜側から型刃を侵入させて切断をした以外は、実施例2と同様の方法で、実施例4の積層中間膜および合わせガラスを作製した。
【0115】
[実施例5]
実施例1において、PET上に製膜した液晶膜を含む液晶膜付き支持体と両表面がエンボス加工されているPVBフィルムとをサイズ調整せずに重ねあわせて熱接着し、前記熱接着工程の後に、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断すること以外は、実施例1と同様の方法で、実施例5の積層中間膜および合わせガラスを作製した。
【0116】
[実施例6]
実施例2において、PET上に製膜した液晶膜を含む液晶膜付き支持体と両表面がエンボス加工されているPVBフィルムとをサイズ調整せずに重ねあわせて熱接着し、前記熱接着工程の後に、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断すること以外は、実施例2と同様の方法で、実施例6の積層中間膜および合わせガラスを作製した。
【0117】
[実施例7]
実施例3において、PET上に製膜した液晶膜を含む液晶膜付き支持体と両表面がエンボス加工されているPVBフィルムとをサイズ調整せずに重ねあわせて熱接着し、前記熱接着工程の後に、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断すること以外は、実施例3と同様の方法で、実施例7の積層中間膜および合わせガラスを作製した。
【0118】
[実施例8]
実施例4において、PET上に製膜した液晶膜を含む液晶膜付き支持体と両表面がエンボス加工されているPVBフィルムとをサイズ調整せずに重ねあわせて熱接着し、前記熱接着工程の後に、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断すること以外は、実施例4と同様の方法で、実施例8の積層中間膜および合わせガラスを作製した。
【0119】
[評価]
以上の実施例および比較例の構成の積層中間膜について、以下の方法で評価した。その結果を下記表2および表3に示す。
【0120】
(端面剥離)
液晶膜付き支持体を切断するときの液晶膜の端面剥離(端部浮き)を、液晶膜の前記支持体が積層されている表面側において、液晶膜表面の端面が支持体から剥離した長さを液晶膜の端部から測定し、以下の基準にしたがって評価した。
○:剥離なし。
△:液晶膜の端部から、0.2mm以下の幅で液晶膜端部が剥離した。
×:液晶膜の端部から、0.2mmより長い幅で液晶膜端部が剥離した。
【0121】
【表2】
【0122】
【表3】
【0123】
上記表2および表3より、本発明の積層中間膜の製造方法で得られた実施例1、実施例2、実施例5および実施例6の積層体は、液晶膜付き支持体を切断するときに端面剥離が抑制されていたことがわかった。
【0124】
[実施例11]
実施例1〜8において、合わせガラスの製造時において前記加熱圧着終了後、圧力を保持した状態でおよそ3時間かけて放冷し、オートクレーブ内の温度が40℃以下になったところで圧力を開放した。このとき、開放前の圧力は0.9MPaであった。
作成した合わせガラスについて、中間膜のシワと液晶膜の割れを評価したところ、いずれも実施例1〜8よりもさらに改善されていたことがわかった。
【符号の説明】
【0125】
1 液晶膜
2 支持体
3 中間膜
3a 中間膜の液晶膜側表面
3b 中間膜の液晶膜と接しない側の表面
3’ 第二の中間膜
4、4’ ガラス板
5 液晶膜付き支持体
6 合わせガラス
7 積層中間膜
15a コレステリック液晶相を固定してなる赤外線反射層
15b コレステリック液晶相を固定してなる赤外線反射層
16a コレステリック液晶相を固定してなる赤外線反射層
16b コレステリック液晶相を固定してなる赤外線反射層
【技術分野】
【0001】
本発明は、積層中間膜およびその製造方法、ならびに、合わせガラスおよびその製造方法に関する。本発明は、特に建材用窓、自動車用窓等に用いられる合わせガラス、好ましくは遮熱フィルムおよび合わせガラス用中間膜が2枚のガラスで挟持された合わせガラスとその製造方法、該合わせガラスの製造方法に用いられる積層中間膜およびその製造方法に関する。
【背景技術】
【0002】
近年、環境・エネルギーへの関心の高まりから省エネに関する工業製品へのニーズは高く、その一つとして住宅及び自動車等の窓ガラスの遮熱、つまり日光による熱負荷を減少させるのに効果のある、ガラスや機能フィルムが求められている。日光による熱負荷を減少させるのには、太陽光スペクトルの赤外領域の太陽光線の透過を防ぐことが必要である。
【0003】
その中でも、2枚のガラス板の間に機能フィルムを挿入した合わせガラスが、遮熱性能を高める観点から提案されている(特許文献1および2参照)。機能フィルムは、通常、ガラス板との密着を高めるための中間膜を含む積層中間膜として用いられる。例えば特許文献1には、赤外線反射膜を含むプラスチックフィルムを2枚の合わせガラス用樹脂中間膜で挟んだ積層中間膜とし、さらにその積層中間膜を2枚のガラス板の間に挟持した構成が開示されている。また、このような構成の合わせガラスを製造する場合、外観不良や断熱性能の低下を抑制する観点から、挿入されたプラスチックフィルムにシワが生じないようにする方法が記載されている。
【0004】
また、特許文献1には、赤外線反射膜付きプラスチックフィルムを端部が不透明な着色膜と重なるような形状に裁断した後で、着色膜とあわせて2枚の中間膜で挟みこんで、熱融着させた積層中間膜を用いた合わせガラスの製造方法が記載されている。特許文献1に記載の方法によれば、プラスチックフィルムのシワがガラス板の周辺部において顕著であるため、合わせガラス周辺部に不透明な着色膜を設けることで、実質的に合わせガラス中央部にシワやワレが視認されないようにすることができる。しかしながら、特許文献1には、支持体である樹脂フィルムに屈折率の異なる金属酸化物膜やポリマー薄膜赤外線反射膜を積層したプラスチックフィルムを中間膜の間に挟み込んだ態様のみが開示されていた。
【0005】
特許文献2には、フィルム支持体に金属酸化物または金属を含有する熱線カット層を設けたガラス転写用材料を、中間膜と熱接着させた後、フィルム支持体を剥離して、合わせガラスを製造する方法が開示されている。しかしながら、特許文献2には、熱線カット層、遮熱性能を有する機能フィルムとして液晶膜を用いた例は開示されておらず、さらに特許文献2には二枚目の中間膜を用いて熱線カット層を中間膜で挟む構成は開示されていなかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−265160号公報
【特許文献2】特開2000−219543号公報
【特許文献3】特開平3−237427号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
このような状況のもと、本発明者らが、脆性の液晶膜を利用した赤外線反射膜を機能フィルムとして用いて合わせガラスを製造したところ、液晶膜付き支持体の切断時に端部の剥離(端部の浮き)が起こりやすく、合わせガラス時に剥離部が広がって故障が発生することがわかった。
一方、特許文献3には、液晶膜と支持体を含む積層フィルムを、丸刃状刃物を回転させて切断することにより、フィルム切断面を直線形状など所望の成型角度に精度よく形成できる方法が記載されている。しかしながら、特許文献3では、フィルムの切断面の形状のみにしか注目しておらず、液晶膜自体に生じる膜割れについては検討されていなかった。また2枚の合わせガラス用中間膜に液晶層を挟みこむことについても何ら検討していなかった。このように、従来液晶膜と支持体を含む積層フィルムを切断して、液晶膜付き支持体を2枚の中間膜の間に挟み込んだときの液晶膜の切断端部の剥離(端部の浮き)の問題については、従来解決されておらず、検討すらされていないのが実情であった。
【0008】
以上より、本発明が解決しようとする課題は、2枚の中間膜の間に液晶膜付き支持体を含み、液晶膜の端面剥離が抑制された積層中間膜の製造方法を提供することにある。
【課題を解決するための手段】
【0009】
前記課題を解決するため、本発明者が鋭意検討した結果、前記液晶膜付き支持体の液晶膜および支持体を同時に切断し、前記切断の前または後において第一の中間膜と液晶膜付き支持体とを積層し、前記切断の前または後において前記液晶膜付き支持体の支持体側の面に第二の中間膜を積層することにより、膜の端部に応力をかけずに切断ができることができることを見出すに至った。すなわち、脆性の高い膜でも切断時に端部の剥離(浮き)を発生させないことができ、上記課題を解決できることを見出すに至った。
【0010】
上記課題を解決するための具体的な手段である本発明は、以下のとおりである。
[1] 支持体および該支持体上に形成された液晶膜を含む液晶膜付きの液晶膜および支持体を同時に切断する工程と、
前記液晶膜付き支持体の液晶膜側の面に第1の中間膜を積層する工程と、
前記液晶膜付き支持体の支持体側の面に第2の中間膜を積層する工程を含むことを特徴とする積層中間膜の製造方法。
[2] [1]に記載の積層中間膜の製造方法は、前記液晶膜付き支持体の液晶膜側の面に第1の中間膜を積層する工程が、前記液晶膜付き支持体の液晶膜側の面に前記第1の中間膜を接着する工程を含むことが好ましい。
[3] [2]に記載の積層中間膜の製造方法は、前記第一の中間膜に対して前記液晶膜を接着する工程が、熱接着であることが好ましい。
[4] [1]〜[3]のいずれか一項に記載の積層中間膜の製造方法は、前記熱接着工程の後に、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断することが好ましい。
[5] [4]に記載の積層中間膜の製造方法は、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する工程で、レーザーを用いて切断する工程を含むことが好ましい。
[6] [4]に記載の積層中間膜の製造方法は、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する工程で、型刃を前記支持体側から侵入させて打ち抜く工程を含むことが好ましい。
[7] [1]〜[3]のいずれか一項に記載の積層中間膜の製造方法は、前記液晶膜および前記支持体を同時に切断する工程の後に、前記液晶膜付き支持体の液晶膜と前記第一の中間膜とを熱接着することが好ましい。
[8] [7]に記載の積層中間膜の製造方法は、前記液晶膜および前記支持体を同時に切断する工程で、前記支持体の全ての端部および前記液晶膜の全ての端部が前記第一の中間膜の端部よりも1mm以上内側となるように切断することが好ましい。
[9] [7]または[8]に記載の積層中間膜の製造方法は、前記熱接着工程の前に、前記第一の中間膜を切断する工程を含むことが好ましい。
[10] [7]〜[9]のいずれか一項に記載の積層中間膜の製造方法は、前記液晶膜および前記支持体を同時に切断する工程で、レーザーを用いて切断する工程を含むこと特徴とする。
[11] [7]〜[10]のいずれか一項に記載の積層中間膜の製造方法は、前記液晶膜および前記支持体を同時に切断する工程で、型刃を前記支持体側から侵入させて打ち抜く工程を含むこと特徴とする。
[12] [1]〜[11]のいずれか一項に記載の積層中間膜の製造方法は、前記切断工程において、下記式(1)を満たす条件でレーザーを用いて切断することが好ましい。
式(1):0.0002 < W/(T×V) < 0.0008
(式(1)中、Wはレーザー出力(単位:W)を表し、Tは切断対象の積層体の厚み(単位:μm)を表し、Vはレーザー走査速度(mm/秒)を表す。)
[13] [1]〜[12]のいずれか一項に記載の積層中間膜の製造方法は、前記切断工程において、波長が赤外線領域であるレーザーを用いることが好ましい。
[14] [1]〜[13]のいずれか一項に記載の積層中間膜の製造方法は、前記切断工程において、刃先角が20°〜40°である型刃を用いることが好ましい。
[15] [14]に記載の積層中間膜の製造方法は、前記型刃のコーナー形状が半径2mm以上であることが好ましい。
[16] [14]または[15]に記載の積層中間膜の製造方法は、前記型刃の材質がSK材、ハイスまたはSUS440Cであり、ロックウェル硬度がHRA70以上であり、抗折力2.5MPa以上であることが好ましい。
[17] [14]〜[16]のいずれか一項に記載の積層中間膜の製造方法は、前記型刃の刃部の近傍にゴム硬度が20〜80°の押さえゴムがあることが好ましい。
[18] [1]〜[17]のいずれか一項に記載の積層中間膜の製造方法は、前記支持体上に液晶膜形成用塗布液を塗布して、前記液晶膜付き支持体を形成する工程を含むことが好ましい。
[19] [1]〜[18]のいずれか一項に記載の積層中間膜の製造方法で製造されたことを特徴とする積層中間膜。
[20] [19]に記載の積層中間膜を、少なくとも2枚のガラス板で挟持する工程を含むことを特徴とする合わせガラスの製造方法。
[21] [20]に記載の合わせガラスの製造方法で製造されたことを特徴とする合わせガラス。
【発明の効果】
【0011】
本発明によれば、2枚の中間膜の間に液晶膜を含み、該液晶膜の支持体が取り除かれており、液晶膜のクラックの発生と膜割れが抑制された積層中間膜の製造方法を提供することができる。
【図面の簡単な説明】
【0012】
【図1】図1は、本発明の積層中間膜の製造方法の実施過程の一例について、その断面を示す概略図である。
【図2】図2は、本発明の積層中間膜の製造方法の実施態様で得られた、本発明の積層中間膜の一例について、その断面を示す概略図である。
【図3】図3は、本発明の合わせガラスの製造方法の実施態様で得られた、本発明の合わせガラスの一例について、その断面を示す概略図である。
【図4】図4は、本発明の積層中間膜の製造方法の実施過程の他の一例について、その断面を示す概略図である。
【図5】図5は、本発明の積層中間膜の製造方法の他の一例の態様で得られた、本発明の積層中間膜の他の一例について、その断面を示す概略図である。
【図6】図6は、本発明の積層中間膜の製造方法に用いられる液晶膜の一例について、その断面を示す概略図である。
【発明を実施するための形態】
【0013】
以下、本発明について詳細に説明する。以下に記載する構成要件の説明は、本発明の代表的な実施態様に基づいてなされることがあるが、本発明はそのような実施態様に限定されるものではない。なお、本明細書において「〜」を用いて表される数値範囲は、「〜」の前後に記載される数値を下限値及び上限値として含む範囲を意味する。
【0014】
[積層中間膜の製造方法]
本発明の積層中間膜の製造方法は、支持体および該支持体上に形成された液晶膜を含む液晶膜付きの液晶膜および支持体を同時に切断する工程と、前記液晶膜付き支持体の液晶膜側の面に第1の中間膜を積層する工程と、前記液晶膜付き支持体の支持体側の面に第2の中間膜を積層する工程を含むことを特徴とする。
このような構成により、本発明の積層中間膜の製造方法によれば、支持体と液晶膜の界面にかかる応力を抑制して切断することができ、液晶膜の故障が抑制された積層中間膜を提供できる。また、支持体と液晶膜の界面を高めるためにコストアップすれば易接着層を設けること等も考えられるが、本発明の積層中間膜の製造方法によれば易接着層を設ける必要がなく、製造コストを低減することができる。
以下、本発明の積層中間膜の製造方法の好ましい態様について説明する。本発明がこれらに限定されるものではないことは言うまでもない。
【0015】
<液晶膜付き支持体を形成する工程>
本発明の積層中間膜の製造方法で用いる支持体および該支持体上に形成された液晶膜を含む液晶膜付き支持体は、特に制限はなく、公知の液晶膜付き支持体を商業的に入手して用いても、支持体上に液晶膜を形成して製造したものを用いてもよい。
その中でも、本発明の積層中間膜の製造方法は、支持体上に液晶膜を形成する工程を含むことが好ましく、前記支持体上に液晶膜形成用塗布液を塗布して、前記液晶膜付き支持体を形成する工程を含むことがより好ましい。このような塗布型の液晶膜を支持体上に設けた液晶膜付き支持体は、易接着層や粘着材層を介して支持体上に積層した液晶膜よりも、さらに液晶膜付きの液晶膜および支持体を同時に切断する工程における端部の剥離(浮き)が生じやすいが、本発明の積層中間膜の製造方法では、このような塗布型の液晶膜に対しても十分に切断時の端部の剥離を抑制することができる。
本発明の積層中間膜の製造方法では、前記液晶膜が液晶化合物を含む。前記液晶化合物は、棒状のコレステリック液晶であることが好ましい。本発明の積層中間膜の製造方法では、前記液晶膜は、選択反射膜であることが好ましく、前記選択反射膜として赤外領域の反射膜(以下、赤外線反射層とも言う)を含むことがより好ましく、前記液晶膜が赤外線反射層であることが特に好ましい。なお、前記赤外線反射層とは、赤外線を反射する能力を有する層のことを言う。
本発明の積層中間膜の製造方法では、液晶膜が重合性液晶化合物を固定してなる層であることが好ましく、コレステリック液晶相を固定してなる層(以下、「コレステリック液晶層」と呼ぶことがある)であることがより好ましく、コレステリック液晶層であり、かつ赤外線反射層であることが特に好ましい。
以下において、本発明の好ましい態様である、コレステリック液晶層であり、かつ赤外線反射層である液晶膜を含む液晶膜付き支持体について主として説明する。但し、本発明は、前記液晶膜は後述する好ましい態様の液晶膜に限定されるものではない。
【0016】
(支持体)
本発明の積層中間膜の製造方法における前記液晶膜付き支持体を形成する工程内では、透明可塑性樹脂フィルム等の支持体を用いることが、前記コレステリック液晶層である赤外線光反射層を安定して製膜する観点から好ましい。但し、本発明の積層中間膜の製造方法は、後述する支持体を剥離する工程を含まず、得られた本発明の積層中間膜には前記支持体が残る構成である。そのため、前記支持体は合わせガラス化したときに視認されたり、不要な光学特性を発現したりしないように、透明であり、レターデーションが少ないことが好ましい。
【0017】
前記支持体は、自己支持性があり、前記液晶膜を支持するものである。特に複数の赤外線反射膜を積層して液晶膜を形成する場合は、支持体として下層の赤外線反射層を含めて支持体として、下層の赤外線反射層の上に順次赤外線反射膜を積層していくことができる。
また、前記支持体は、透明である必要がある。その中でも、前記支持体は透明可塑性樹脂フィルムであることが好ましい。前記支持体のヘイズは、好ましくは3%以下であり、より好ましくは1%以下である。
【0018】
本発明の積層中間膜の製造方法で用いる前記支持体は、ポリビニルブチラール樹脂フィルムなどの中間膜との圧着に耐えうる剛性を有していることが好ましく、ヤング率は中間膜(例えばポリビニルブチラール樹脂)の100倍〜1000倍程度が好ましい。前記支持体のヤング率は、例えば、2.0〜3.0Paが好ましい。
このような構成とすることにより、前記積層中間膜の周辺部も含めて膜ワレやシワを抑制でき、さらにガラス板に挟持されて得られる本発明の合わせガラスの反射ムラをより効果的に抑制することができる。
【0019】
可視光に対する透過性が高いポリマーフィルムとしては、液晶表示装置等の表示装置の部材として用いられる種々の光学フィルム用のポリマーフィルムが挙げられる。前記透明可塑性樹脂フィルムとしては、例えばポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート、ポリエチレンナフタレート(PEN)等のポリエステル;ポリカーボネート(PC)、ポリメチルメタクリレート;ポリエチレン、ポリプロピレン等のポリオレフィン;ポリイミド、トリアセチルセルロース(TAC)、などを主成分とするフィルムが例示される。この中でも、ポリエチレンテレフタレートおよび/またはトリアセチルセルロースを主成分とするフィルムが好ましい。
【0020】
本発明では、前記支持体の厚さが、30μm〜100μmであることが好ましく、50〜80μmであることがより好ましい。このような厚さとすることにより、前記赤外光反射層を安定的に製造することができ、本発明の積層中間膜の液晶膜の膜ワレやシワを抑制できる。また、本発明の積層中間膜を用いて得られる本発明の合わせガラスの反射ムラをより効果的に抑制することができる。さらに、前記支持体の厚さが上記範囲であれば、後述する前記中間膜と前記液晶膜付き支持体の液晶膜を熱接着する工程において、中間膜の液晶膜と接している面の反対側の面に形成されたエンボスの凹凸つぶれを抑制しやすい。
【0021】
(液晶膜)
上述のとおり、前記液晶膜はコレステリック液晶相を固定してなる層であることが好ましい。
本発明では、前記コレステリック液晶相を固定してなる層が、4層以上の積層体であることが好ましい。すなわち、前記液晶膜は、前記コレステリック液晶相を固定してなる層が4層以上積層されていることが好ましい。図6は、液晶膜の積層構成の一例を示したものであって、1は前記液晶膜を、15a、15b、16a及び16bは、各赤外線反射層をそれぞれ示している。
赤外線反射層15a、15b、16a及び16bは、コレステリック液晶相を固定してなる層であることが好ましく、当該コレステリック液晶相の螺旋ピッチに基づいて、特定の波長の光を反射する光選択反射性を示すことが好ましい。本発明の1つの実施形態では、隣接する赤外線反射層15aと15bは、それぞれのコレステリック液晶相の螺旋方向が互いに逆であるとともに、その反射中心波長λ15が同一である。また、同様に、隣接する赤外線反射層16aと16bは、それぞれのコレステリック液晶相の螺旋方向が互いに逆であるとともに、その反射中心波長λ16が同一である。本実施形態では、λ15≠λ16を満足するので、赤外線反射層15aと15bによって所定の波長λ15の左円偏光及右円偏光を選択反射するとともに、赤外線反射層16aと16bによって、波長λ15とは異なる波長λ16の左円偏光及び右円偏光を選択反射しており、全体として、反射特性の広帯域化が図れている。
【0022】
図6では、赤外線反射層15aと15bによる選択反射の中心波長λ15が、例えば1010〜1070nmの範囲にあり、赤外線反射層16aと16bによる選択反射の中心波長λ16が、例えば1190〜1290nmの範囲にあるなど、異なっていてもよい。選択反射波長がそれぞれ前記範囲である2組の赤外線反射層を利用することで、赤外線の反射効率を改善できる。太陽光エネルギー強度のスペクトル分布は、短波長であるほど高エネルギーであるという一般的傾向を示すが、赤外光波長域のスペクトル分布には、波長950〜1130nm、及び波長1130〜1350nmに、2つのエネルギー強度のピークが存在する。選択反射の中心波長が、1010〜1070nm(より好ましくは1020〜1060nm)の範囲にある少なくとも一組の赤外線反射層と、選択反射の中心波長が、1190〜1290nm(より好ましくは1200〜1280nm)の範囲にある少なくとも一組の赤外線反射層とを利用することにより、該2つのピークに相当する光をより効率的に反射することができ、その結果、遮熱性をより改善することができる。
【0023】
上記反射中心波長を示すコレステリック液晶相の螺旋ピッチは、一般的には、波長λ15で650〜690nm程度、波長λ16で760nm〜840nm程度である。また、各赤外線反射層の厚みは、1μm〜8μm程度(好ましくは3〜7μm程度)である。但し、これらの範囲に限定されるものではない。層の形成に用いる材料(主には重合性液晶化合物及びキラル剤)の種類及びその濃度等を調整することで、所望の螺旋ピッチの赤外線反射層を形成することができる。また層の厚みは、塗布量を調整することで所望の範囲とすることができる。
【0024】
上記した通り、隣接する赤外線反射層15aと15bは、それぞれのコレステリック液晶相の螺旋方向が互いに逆であり、同様に、隣接する赤外線反射層16aと16bは、それぞれのコレステリック液晶相の螺旋方向が互いに逆であることが好ましい。このように、逆向きのコレステリック液晶相からなり、選択反射の中心波長が同一の赤外線反射層を近くに配置することで、同波長の左円偏光及び右円偏光の双方を反射することができる。
例えば、赤外線反射層16bを通過した光(波長λ16の右円偏光が反射され、左円偏光のみが透過した光)が、次に通過するのが16bではなく15aや15bのように、選択反射の中心波長がλ16ではない場合、波長λ16の左円偏光成分は螺旋ピッチのサイズが異なるコレステリック液晶層を通過することになる。この場合、波長λ16の左円偏光成分は、他の赤外線反射層中のコレステリック液晶相の旋光性の影響を僅かではあるが受けることになり、左円偏光成分の波長がシフトするなどの変化が生じる。当然のことながら、この現象は、「波長λ16の左円偏光成分」に限って起こるわけではなく、ある波長のある円偏光が、異なる螺旋ピッチのコレステリック液晶相を通過する場合に生じる変化である。本発明者が種々検討した結果、経験則的なデータではあるが、所定の螺旋ピッチのコレステリック液晶層によって反射されなかった一方の円偏光成分が、反射されないまま、螺旋ピッチが異なる他のコレステリック液晶層を通過する場合、通過する当該層の数が3以上になると、通過する円偏光成分への悪影響が顕著になり、その後に、当該円偏光を反射可能なコレステリック液晶層に到達しても、当該層による反射率が顕著に低下することがわかった。本発明では、選択反射の中心波長が互いに同一であり、且つ螺旋方向が互いに異なる一組の赤外線反射層は、隣接させて配置しなくても、本発明の効果が得られるが、当該一組の赤外線反射層の間に配置される、他の赤外線反射層(螺旋ピッチが異なるコレステリック液晶相を固定して形成された、選択反射の中心波長が異なる赤外線反射層)は、2以下であるのが好ましい。勿論、当該一組の赤外線反射層が隣接しているのが好ましい。
【0025】
コレステリック液晶層の態様は、上記態様に限定されるものではない。基板の一方の表面上に、5層以上赤外線反射層を積層した構成であってもよい。
前記液晶膜を構成する各赤外線反射層の厚さは、それぞれ、1〜10μmであることが好ましく、2〜7μmであることがより好ましい。前記液晶膜全体の厚さは、10〜50μmであることが好ましく、20〜40μmであることがより好ましい。
【0026】
本発明の積層中間膜に用いられる前記液晶膜は、各赤外線反射層の形成に、重合性液晶化合物を用いることが好ましい。その中でも、硬化性の液晶組成物を用いるのが好ましい。前記液晶組成物の好ましい一例は、棒状液晶化合物、水平配向剤、光学活性化合物(キラル剤)、及び重合開始剤を含有するものである。また、赤外線反射層は、重合性液晶化合物を含む組成物を固定してなり、さらに水平配向剤を含むことも好ましい。前記赤外線反射層は、上述の各成分を2種以上含んでいてもよい。例えば、重合性の液晶化合物と非重合性の液晶化合物との併用が可能である。また、低分子液晶化合物と高分子液晶化合物との併用も可能である。更に、配向の均一性や塗布適性、膜強度を向上させるために、ムラ防止剤、ハジキ防止剤、及び重合性モノマー等の種々の添加剤から選ばれる少なくとも1種を含有していてもよい。また、前記液晶組成物中には、必要に応じて、さらに重合禁止剤、酸化防止剤、紫外線吸収剤、光安定化剤、色材、無機微粒子、金属微粒子、金属酸化物微粒子等を、光学的性能を低下させない範囲で添加することができる。
【0027】
棒状液晶化合物:
本発明に使用可能な棒状液晶化合物の例は、棒状ネマチック液晶化合物である。前記棒状ネマチック液晶化合物の例には、アゾメチン類、アゾキシ類、シアノビフェニル類、シアノフェニルエステル類、安息香酸エステル類、シクロヘキサンカルボン酸フェニルエステル類、シアノフェニルシクロヘキサン類、シアノ置換フェニルピリミジン類、アルコキシ置換フェニルピリミジン類、フェニルジオキサン類、トラン類及びアルケニルシクロヘキシルベンゾニトリル類が好ましく用いられる。低分子液晶化合物だけではなく、高分子液晶化合物も用いることができる。
【0028】
本発明に使用可能な棒状液晶化合物は、重合性であることが好ましい。
重合性棒状液晶化合物は、重合性基を棒状液晶化合物に導入することで得られる。重合性基の例には、不飽和重合性基、エポキシ基、及びアジリジニル基が含まれ、不飽和重合性基が好ましく、エチレン性不飽和重合性基が特に好ましい。重合性基は種々の方法で、棒状液晶化合物の分子中に導入できる。重合性棒状液晶化合物が有する重合性基の個数は、好ましくは1〜6個、より好ましくは1〜3個である。重合性棒状液晶化合物の例は、Makromol.Chem.,190巻、2255頁(1989年)、Advanced Materials 5巻、107頁(1993年)、米国特許第4683327号明細書、同5622648号明細書、同5770107号明細書、国際公開WO95/22586号公報、同95/24455号公報、同97/00600号公報、同98/23580号公報、同98/52905号公報、特開平1−272551号公報、同6−16616号公報、同7−110469号公報、同11−80081号公報、及び特開2001−328973号公報などに記載の化合物が含まれる。2種類以上の重合性棒状液晶化合物を併用してもよい。2種類以上の重合性棒状液晶化合物を併用すると、配向温度を低下させることができる。
【0029】
配向制御剤:
本発明では、前記液晶組成物中に、安定的に又は迅速にコレステリック液晶相となるのに寄与する配向制御剤として、水平配向剤を添加することが好ましい。水平配向剤としては、含フッ素(メタ)アクリレート系ポリマー、及び下記一般式(X1)〜(X3)で表される化合物が例示され、フッ素系のものがより好ましい。これらから選択される2種以上を含有していてもよい。これらの化合物は、層の空気界面において、液晶化合物の分子のチルト角を低減若しくは実質的に水平配向させることができる。尚、本明細書で「水平配向」とは、液晶分子長軸と膜面が平行であることをいうが、厳密に平行であることを要求するものではなく、本明細書では、水平面とのなす傾斜角が20度未満の配向を意味するものとする。液晶化合物が空気界面付近で水平配向する場合、配向欠陥が生じ難いため、可視光領域での透明性が高くなり、また赤外領域での反射率が増大する。一方、液晶化合物の分子が大きなチルト角で配向すると、コレステリック液晶相の螺旋軸が膜面法線からずれるため、反射率が低下したり、フィンガープリントパターンが発生してヘイズの増大や回折性を示したりするため好ましくない。
配向制御剤として利用可能な前記含フッ素(メタ)アクリレート系ポリマーの例は、特開2007−272185号公報の[0018]〜[0043]等に記載がある。
【0030】
以下、水平配向剤として利用可能な、下記一般式(X1)〜(X3)で表される化合物について、順に説明する。
【0031】
【化1】
【0032】
式中、R1、R2及びR3は各々独立して、水素原子又は置換基を表し、X1、X2及びX3は単結合又は二価の連結基を表す。R1〜R3で各々表される置換基としては、好ましくは置換もしくは無置換の、アルキル基(中でも、無置換のアルキル基又はフッ素置換アルキル基がより好ましい)、アリール基(中でもフッ素置換アルキル基を有するアリール基が好ましい)、置換もしくは無置換のアミノ基、アルコキシ基、アルキルチオ基、ハロゲン原子である。X1、X2及びX3で各々表される二価の連結基は、アルキレン基、アルケニレン基、二価の芳香族基、二価のヘテロ環残基、−CO−、―NRa−(Raは炭素原子数が1〜5のアルキル基又は水素原子)、−O−、−S−、−SO−、−SO2−及びそれらの組み合わせからなる群より選ばれる二価の連結基であることが好ましい。二価の連結基は、アルキレン基、フェニレン基、−CO−、−NRa−、−O−、−S−及び−SO2−からなる群より選ばれる二価の連結基又は該群より選ばれる基を少なくとも二つ組み合わせた二価の連結基であることがより好ましい。アルキレン基の炭素原子数は、1〜12であることが好ましい。アルケニレン基の炭素原子数は、2〜12であることが好ましい。二価の芳香族基の炭素原子数は、6〜10であることが好ましい。
【0033】
【化2】
【0034】
式中、Rは置換基を表し、mは0〜5の整数を表す。mが2以上の整数を表す場合、複数個のRは同一でも異なっていてもよい。Rとして好ましい置換基は、R1、R2、及びR3で表される置換基の好ましい範囲として挙げたものと同様である。mは、好ましくは1〜3の整数を表し、特に好ましくは2又は3である。
【0035】
【化3】
【0036】
式中、R4、R5、R6、R7、R8及びR9は各々独立して、水素原子又は置換基を表す。R4、R5、R6、R7、R8及びR9でそれぞれ表される置換基は、好ましくは一般式(X1)におけるR1、R2及びR3で表される置換基の好ましいものとして挙げたものと同様である。
【0037】
前記配向制御剤として使用可能な、前記式(X1)〜(X3)で表される化合物の例には、特開2005−99248号公報に記載の化合物が含まれる。
なお、本発明では、配向制御剤として、前記一般式(X1)〜(X3)で表される化合物の一種を単独で用いてもよいし、二種以上を併用してもよい。
【0038】
本発明の積層中間膜に用いられる前記液晶膜を構成する各赤外線反射層は、前記水平配向剤の添加量が、前記重合性液晶化合物に対して0.01〜10質量%であることが好ましく、0.01〜5質量%であることがより好ましく、0.01〜1質量%であることが特に好ましい。
特に、フッ素系水系配向剤を添加する場合、重合性液晶化合物に対し、0.01〜0.09質量%であることが好ましく、0.01〜0.06質量%であることがより好ましい。一方、非フッ素系水系配向剤を添加する場合、重合性液晶化合物に対し、0.1〜1質量%が好ましく、0.2〜0.6質量%がさらに好ましい。
【0039】
また、本発明の積層中間膜に用いられる前記液晶膜を構成する各赤外線反射層は、前記水平配向剤の添加量を上記範囲に抑える観点から、前記水平配向剤がフッ素原子を含むことが好ましく、パーフルオロアルキル基を含むことがより好ましく、炭素数3〜10のパーフルオロアルキル基を含むことが特に好ましい。
なお、水平配向剤が非フッ素系である場合には、添加量が0.1質量%以上であれば、配向欠陥の問題が生じないため、好ましい。
【0040】
光学活性化合物(キラル剤):
前記液晶組成物は、コレステリック液晶相を示すものであることが好ましく、そのためには、光学活性化合物を含有しているのが好ましい。但し、上記棒状液晶化合物が不正炭素原子を有する分子である場合には、光学活性化合物を添加しなくても、コレステリック液晶相を安定的に形成可能である場合もある。前記光学活性化合物は、公知の種々のキラル剤(例えば、液晶デバイスハンドブック、第3章4−3項、TN、STN用カイラル剤、199頁、日本学術振興会第一42委員会編、1989に記載)から選択することができる。光学活性化合物は、一般に不斉炭素原子を含むが、不斉炭素原子を含まない軸性不斉化合物あるいは面性不斉化合物もカイラル剤として用いることができる。軸性不斉化合物または面性不斉化合物の例には、ビナフチル、ヘリセン、パラシクロファンおよびこれらの誘導体が含まれる。光学活性化合物(キラル剤)は、重合性基を有していてもよい。光学活性化合物が重合性基を有するとともに、併用する棒状液晶化合物も重合性基を有する場合は、重合性光学活性化合物と重合性棒状液晶合物との重合反応により、棒状液晶化合物から誘導される繰り返し単位と、光学活性化合物から誘導される繰り返し単位とを有するポリマーを形成することができる。この態様では、重合性光学活性化合物が有する重合性基は、重合性棒状液晶化合物が有する重合性基と、同種の基であることが好ましい。従って、光学活性化合物の重合性基も、不飽和重合性基、エポキシ基又はアジリジニル基であることが好ましく、不飽和重合性基であることがさらに好ましく、エチレン性不飽和重合性基であることが特に好ましい。
また、光学活性化合物は、液晶化合物であってもよい。
【0041】
前記液晶組成物中の光学活性化合物は、併用される液晶化合物に対して、1〜30モル%であることが好ましい。光学活性化合物の使用量は、より少なくした方が液晶性に影響を及ぼさないことが多いため好まれる。従って、キラル剤として用いられる光学活性化合物は、少量でも所望の螺旋ピッチの捩れ配向を達成可能なように、強い捩り力のある化合物が好ましい。この様な、強い捩れ力を示すキラル剤としては、例えば、特開2003−287623公報に記載のキラル剤が挙げられ、本発明に好ましく用いることができる。
【0042】
重合開始剤:
前記赤外線反射層の形成に用いる液晶組成物は、重合性液晶組成物であるため、重合開始剤を含有しているのが好ましい。本発明では、紫外線照射により硬化反応を進行させるので、使用する重合開始剤は、紫外線照射によって重合反応を開始可能な光重合開始剤であるのが好ましい。光重合開始剤の例には、α−カルボニル化合物(米国特許第二367661号、同2367670号の各明細書記載)、アシロインエーテル(米国特許第二448828号明細書記載)、α−炭化水素置換芳香族アシロイン化合物(米国特許第二722512号明細書記載)、多核キノン化合物(米国特許第3046127号、同2951758号の各明細書記載)、トリアリールイミダゾールダイマーとp−アミノフェニルケトンとの組み合わせ(米国特許第3549367号明細書記載)、アクリジン及びフェナジン化合物(特開昭60−105667号公報、米国特許第4239850号明細書記載)及びオキサジアゾール化合物(米国特許第4212970号明細書記載)等が挙げられる。
【0043】
光重合開始剤の使用量は、液晶組成物(塗布液の場合は固形分)の0.1〜20質量%であることが好ましく、1〜8質量%であることがさらに好ましい。
【0044】
液晶膜の形成方法:
前記支持体上に液晶膜が設けられた液晶膜付き支持体は、公知の方法によって製造できるが、支持体の上に、所定の組成物を塗布して形成されるのが好ましい。より具体的には、コレステリック液晶相を形成し得る硬化性液晶組成物を、支持体、配向層、又は赤外線反射層等の表面に塗布し、当該組成物をコレステリック液晶相とした後、硬化反応(例えば、重合反応や架橋反応等)を進行させることで硬化させて、形成することができる。
【0045】
製造方法の一例は、
(A)透明可塑性樹脂フィルム等の支持体の表面に、配向制御剤と重合性(硬化性の)液晶化合物を含む組成物を塗布して、コレステリック液晶相の状態にすること、
(B)前記重合性液晶組成物(以下、硬化性液晶組成物とも言う)に紫外線を照射して硬化反応を進行させ、コレステリック液晶相を固定して赤外線反射層を形成すること、
を少なくとも含む製造方法である。
(A)及び(B)の工程を支持体の一方の表面上で4回繰り返すことで、図6に示した構成の液晶膜(図6では支持体は不図示)を製造することができ、さらに繰り返すことでさらに積層数を増やした液晶膜(赤外光反射層)を形成することができる。
【0046】
下塗り層は、塗布により透明可塑性樹脂フィルム等の支持体の表面上に形成されることが好ましい。このときの塗布方法については特に限定はなく、公知の方法をもちいることができる。
配向層は、有機化合物(好ましくはポリマー)のラビング処理、無機化合物の斜方蒸着、マイクログルーブを有する層の形成等の手段で設けることができる。さらには、電場の付与、磁場の付与、或いは光照射により配向機能が生じる配向層も知られている。配向層は、ポリマーの膜の表面に、ラビング処理により形成するのが好ましい。本発明の積層中間膜の製造方法では支持体を剥離しないため、配向膜は、設けないことが好ましい。
【0047】
(A)工程
前記(A)工程では、まず、支持体又は下層の赤外線反射層の表面に、前記硬化性液晶組成物を塗布する。前記硬化性の液晶組成物は、溶媒に材料を溶解及び/又は分散した、塗布液として調製されるのが好ましい。前記塗布液の塗布は、ワイヤーバーコーティング法、押し出しコーティング法、ダイレクトグラビアコーティング法、リバースグラビアコーティング法、ダイコーティング法等の種々の方法によって行うことができる。また、インクジェット装置を用いて、液晶組成物をノズルから吐出して、塗膜を形成することもできる。
【0048】
次に、表面に塗布され、塗膜となった硬化性液晶組成物を、コレステリック液晶相の状態にすることが好ましい。前記硬化性液晶組成物が、溶媒を含む塗布液として調製されている態様では、塗膜を乾燥し、溶媒を除去することで、コレステリック液晶相の状態にすることができる場合がある。また、コレステリック液晶相への転移温度とするために、所望により、前記塗膜を加熱してもよい。例えば、一旦等方性相の温度まで加熱し、その後、コレステリック液晶相転移温度まで冷却する等によって、安定的にコレステリック液晶相の状態にすることができる。前記硬化性液晶組成物の液晶相転移温度は、製造適性等の面から10〜250℃の範囲内であることが好ましく、10〜150℃の範囲内であることがより好ましい。10℃未満であると液晶相を呈する温度範囲にまで温度を下げるために冷却工程等が必要となることがある。また200℃を超えると、一旦液晶相を呈する温度範囲よりもさらに高温の等方性液体状態にするために高温を要し、熱エネルギーの浪費、基板の変形、変質等からも不利になる。
【0049】
(B)工程
次に、(B)の工程では、コレステリック液晶相の状態となった塗膜に、紫外線を照射して、硬化反応を進行させる。紫外線照射には、紫外線ランプ等の光源が利用される。この工程では、紫外線を照射することによって、前記液晶組成物の硬化反応が進行し、コレステリック液晶相が固定されて、赤外線反射層が形成される。
紫外線の照射エネルギー量については特に制限はないが、一般的には、100mJ/cm2〜800mJ/cm2程度が好ましい。また、前記塗膜に紫外線を照射する時間については特に制限はないが、硬化膜の充分な強度及び生産性の双方の観点から決定されるであろう。
【0050】
硬化反応を促進するため、加熱条件下で紫外線照射を実施してもよい。また、紫外線照射時の温度は、コレステリック液晶相が乱れないように、コレステリック液晶相を呈する温度範囲に維持するのが好ましい。また、雰囲気の酸素濃度は重合度に関与するため、空気中で所望の重合度に達せず、膜強度が不十分の場合には、窒素置換等の方法により、雰囲気中の酸素濃度を低下させることが好ましい。好ましい酸素濃度としては、10%以下が好ましく、7%以下がさらに好ましく、3%以下が最も好ましい。紫外線照射によって進行される硬化反応(例えば重合反応)の反応率は、層の機械的強度の保持等や未反応物が層から流出するのを抑える等の観点から、70%以上であることが好ましく、80%以上であることがより好ましく、90%以上であることがよりさらに好ましい。反応率を向上させるためには照射する紫外線の照射量を増大する方法や窒素雰囲気下あるいは加熱条件下での重合が効果的である。また、一旦重合させた後に、重合温度よりも高温状態で保持して熱重合反応によって反応をさらに推し進める方法や、再度紫外線を照射する(ただし、本発明の条件を満足する条件で照射する)方法を用いることもできる。反応率の測定は反応性基(例えば重合性基)の赤外振動スペクトルの吸収強度を、反応進行の前後で比較することによって行うことができる。
【0051】
上記工程では、コレステリック液晶相が固定されて、赤外線反射層が形成される。ここで、液晶相を「固定化した」状態は、コレステリック液晶相となっている液晶化合物の配向が保持された状態が最も典型的、且つ好ましい態様である。それだけには限定されず、具体的には、通常0℃〜50℃、より過酷な条件下では−30℃〜70℃の温度範囲において、該層に流動性が無く、また外場や外力によって配向形態に変化を生じさせることなく、固定化された配向形態を安定に保ち続けることができる状態を意味するものとする。本発明では、紫外線照射によって進行する硬化反応により、コレステリック液晶相の配向状態を固定する。
なお、本発明においては、コレステリック液晶相の光学的性質が層中において保持されていれば十分であり、最終的に赤外線反射層中の液晶組成物がもはや液晶性を示す必要はない。例えば、液晶組成物が、硬化反応により高分子量化して、もはや液晶性を失っていてもよい。
【0052】
なお、本発明の積層中間膜の製造方法で得られる積層中間膜や、後述する本発明の合わせガラスの製造方法で得られる合わせガラスを赤外光反射板として用いる場合、その他の重要な性能は、可視光の透過率とヘイズである。材料の選択及び製造条件等を調整して、用途に応じて、好ましい可視光の透過率及びヘイズを示す赤外光反射板を提供できる。例えば可視光の透過率が高い用途に用いられる態様では、可視光の透過率が90%以上であり、且つ赤外光の反射率が上記反応を満足する赤外光反射板とすることができる。
【0053】
(液晶膜付き支持体のその他の構成層)
また、前記液晶膜付き支持体は、上記構成のほかに有機材料及び/又は無機材料を含む非光反射性の層を有していてもよい。本発明に利用可能な前記非光反射性の層の一例には、中間膜と密着するのを容易とするための易接着層や粘着材層が含まれる。
また、本発明に利用可能な前記非光反射性の層の他の例には、コレステリック液晶相の赤外線反射層を形成する際に設けられてもよい下塗り層、及び赤外線反射層を形成する際に利用される、液晶化合物の配向方向をより精密に規定する配向層が含まれる場合がある。
【0054】
粘着材層:
上述のとおり前記液晶膜付き支持体は、粘着材層を含んでいてもよい。
前記粘着材は、本発明の趣旨に反しない限りにおいて、アクリル系、ポリエステル系、ポリウレタン系、ポリオレフィン系、ポリビニルアルコール系など一般的な粘着材を用いることができる。本発明では、その中でもポリエステル系やアクリル系を用いることが好ましく、アクリル系を用いることがより好ましい。
前記粘着材は商業的に入手してもよく、本発明に好ましく用いられる粘着材の一例としては、サンリッツ(株)社製のPET−Wやパナック工業(株)社製のPD−S1などを挙げることができる。
粘着材層の厚みは、例えば、0.1〜5.0μmとすることができる。
【0055】
易接着層:
易接着層は、例えば、前記赤外線反射層と前記粘着材層との接着性を改善する機能を有する。易接着層の形成に利用可能な材料としては、ポリビニルブチラール(PVB)樹脂が挙げられる。ポリビニルブチラール樹脂は、ポリビニルアルコール(PVA)とブチルアルデヒドを酸触媒で反応させて生成するポリビニルアセタールの一種であり、下記構造の繰り返し単位を有する樹脂である。
【0056】
【化4】
【0057】
また、前記易接着層は、いわゆるアンダーコート層といわれる、アクリル樹脂、スチレン/アクリル樹脂、ウレタン樹脂、ポリエステル樹脂等からなる層であってもよい。これらの材料からなる易接着層も塗布により形成することができる。なお、市販されているポリマーフィルムの中には、アンダーコート層が付与されているものもあるので、それらの市販品を基板として利用することもできる。さらに、前記易接着層には紫外線吸収剤や帯電防止剤、滑剤、ブロッキング防止剤などを添加してもよい。
なお、易接着層の厚みは、0.1〜5.0μmが好ましい。
【0058】
下塗り層:
前記液晶膜付き支持体は、赤外線反射層側に下塗り層を有していてもよい。赤外線反射層は、通常、支持体上に設けられることが好ましいが、このとき、支持体によっては、下塗り層を設けた上に赤外線反射層を設けることが好ましい場合があるためである。
下塗り層の形成に利用可能な材料の例には、アクリル酸エステル共重合体、ポリ塩化ビニリデン、スチレンブタジエンゴム(SBR)、水性ポリエステル等が含まれる。また、下塗り層の表面を中間膜と接着する態様では、下塗り層と中間膜との接着性が良好であるのが好ましく、その観点では、下塗り層は、ポリビニルブチラール樹脂も、前記材料とともに含有しているのが好ましい。また、下塗り層は、上記したように密着力を適度に調節する必要があるので、グルタルアルデヒド、2,3−ジヒドロキシ−1,4−ジオキサン等のジアルデヒド類またはホウ酸等の硬膜剤を適宜用いて硬膜させることが好ましい。硬膜剤の添加量は、下塗り層の乾燥質量の0.2〜3.0質量%が好ましい。
下塗り層の厚みは、0.05〜0.5μmが好ましい。
【0059】
配向層:
前記液晶膜付き支持体は、液晶膜と前記中間膜との間に配向層を有していてもよいが、本発明の積層中間膜の製造方法では、支持体を剥離しないため、配向層を設けないことが好ましい。
配向層は、コレステリック液晶相の赤外線反射層を製膜する際には、該赤外線反射層と隣接する必要があるので、コレステリック液晶相の赤外線反射層と基板又は下塗り層との間に設けるのが好ましい。但し、下塗り層が配向層の機能を有していてもよい。また、赤外線反射層の間に配向層を有していてもよい。
【0060】
(液晶膜付き支持体の特性)
本発明の積層中間膜の製造方法では、前記液晶膜付き支持体は、前記液晶膜付き支持体の全ての端部が前記中間膜の端部よりも1mm以上短くなるサイズであることが好ましい。前記液晶膜付き支持体は、前記液晶膜付き支持体の全ての端部が前記中間膜の端部よりも5〜30mm短くなるサイズであることがより好ましく、10〜20mm短くなるサイズであることが特に好ましい。
【0061】
後述する本発明の合わせガラスの製造方法において、前記液晶膜の後述する前記ガラス板に挟持された本発明の積層中間膜を加熱しながら圧着する工程の前後における熱収縮率は、そのときの加熱温度の範囲において0.1〜5%であることが好ましく、0.1〜3%であることがより好ましく、0.5〜2%であることが特に好ましい。
【0062】
前記液晶膜付き支持体の厚みは、前記赤外線反射層の積層数により異なるが、本発明の積層中間膜の製造方法では40〜150μmであることが好ましく、60〜130μmであることがより好ましく、70〜120μmであることが特に好ましい。特に、後述の切断工程においてレーザーを用いて前記液晶膜付き支持体を切断する場合は、前記液晶膜付き支持体の厚みは、70〜100μmであることが後述する式(1)の条件を満たしやすくなる観点から好ましい。
【0063】
本発明の積層中間膜の製造方法では、前記液晶膜として脆性があるものを用いることができる。脆性のある液晶膜としては、例えば前記コレステリック液晶層の赤外線反射層を挙げることができる。本発明の積層中間膜の製造方法に用いることができる前記液晶膜の脆性の基準としては、前記液晶膜のヤング率は、0.5〜10GPaであることが好ましく、1〜8GPaであることがより好ましく、2〜5GPaであることが特に好ましい。前記液晶膜は、引張り試験による破断伸びが0.1〜20%であることが好ましく、0.5〜10%であることがより好ましく、1〜5%であることが特に好ましい。
【0064】
<液晶膜付き支持体の液晶膜と、第一の中間膜とを積層する工程>
本発明の積層中間膜の製造方法は、支持体および該支持体上に形成された液晶膜を含む液晶膜付き支持体の液晶膜と、第一の中間膜とを積層する工程を含む。
まず、本発明の積層中間膜の製造方法に用いることができる中間膜について説明する。
【0065】
(中間膜)
本発明の積層中間膜の製造方法で得られる積層中間膜は、第一の中間膜および第二の中間膜を含む。通常の合わせガラスでは液晶膜の両側の前記第一および第二の中間膜の膜厚は同じであるが、本発明はそのような態様の合わせガラス用の積層中間膜の製造方法に限定されず、前記第一および第二の中間膜の厚さが異なる態様に積層中間膜を製造することもできる。また、前記第一および第二の中間膜の組成についても、同じであっても異なっていてもよい。
【0066】
前記第一および第二の中間膜の後述する前記積層中間膜を加熱しながら圧着する工程の前後における熱収縮率は、そのときの加熱温度の範囲において1〜20%であることが好ましく、2〜15%であることがより好ましく、2〜10%であることが特に好ましい。
前記第一および第二の中間膜の厚みは、100〜1000μmであることが好ましく、200〜800μmであることがより好ましく、300〜500μmであることが特に好ましい。また、前記第一および第二の中間膜は複数のシートを重ねることによって厚膜化してもよい。
また、前記第一および第二の前記中間膜の脆性の基準としては、引張り試験による破断伸びが100〜800%であることが好ましく、100〜600%であることがより好ましく、200〜500%であることが特に好ましい。
【0067】
樹脂:
前記第一および第二の中間膜は、樹脂中間膜であることが好ましい。前記樹脂中間膜は、主成分がポリビニルアセタール系の樹脂フィルムであることが好ましい。前記ポリビニルアセタール系の樹脂フィルムとしては特に制限はなく、例えば特開平6−000926号公報や特開2007−008797号公報などに記載のものを好ましく用いることができる。前記ポリビニルアセタール系の樹脂フィルムの中でも、本発明ではポリビニルブチラール樹脂フィルムを用いることが好ましい。前記ポリビニルブチラール樹脂フィルムは、それぞれ、ポリビニルブチラールを主成分とする樹脂フィルムであれば、特に定めるものは無く、広く公知の合わせガラス用中間膜としてのポリビニルブチラール樹脂フィルムを採用できる。その中でも、本発明では、前記中間膜は、ポリビニルブチラールまたはエチレンビニルアセテートが好ましい。なお、主成分である樹脂とは、前記樹脂中間膜の50質量%以上の割合を占める樹脂のことをいう。
【0068】
添加剤:
前記第一および第二の中間膜は、本発明の趣旨を逸脱しない範囲内において、添加剤を含んでいてもよい。
前記添加剤としては、例えば、熱線遮蔽用の微粒子および遮音用の微粒子、可塑剤を挙げることができる。前記熱線遮蔽用の微粒子および遮音用の微粒子としては、例えば、無機微粒子、金属微粒子を挙げることができる。このような微粒子を前記第一または第二の中間膜などの弾性体内に分散混在せしめることにより、遮熱の効果を得られる。同時に、このような構成により、音波の伝搬を阻害し、振動減衰効果を得ることが好ましい。また前記微粒子の構造は球状が望ましいが、真球でなくともよい。またその形状を変えることはしてもよい。また、前記微粒子は中間膜(好ましくはPVB)内で分散していることが望ましく、適当なカプセルに入れることや分散剤とともに添加することもよい。この場合の添加量は、特に制限はないが、樹脂成分の0.1〜10質量%であることも好ましい。
【0069】
前記無機微粒子としては、炭酸カルシウム、アルミナ、カオリンクレー、珪酸カルシウム、酸化マグネシウム、水酸化マグネシウム、水酸化アルミニウム、炭酸マグネシウム、タルク、長石粉、マイカ、バライト、炭酸バリウム、酸化チタン、シリカ、ガラスビ−ズ等が挙げられる。これらは単独で用いられてもよく、混合して用いられてもよい。
【0070】
また、熱線遮蔽微粒子としては、錫ドープ酸化インジウム(ITO)、アンチモンドープ酸化錫(ATO)、アルミニウムドープ酸化亜鉛(AZO)、インジウムドープ酸化亜鉛(IZO)、錫ドープ酸化亜鉛、珪素ドープ酸化亜鉛、アンチモン酸亜鉛、6ホウ化ランタン、6ホウ化セリウム、金微粉、銀微粉、白金微粉、アルミニウム微粉、鉄、ニッケル、銅、ステンレス、スズ、コバルト及びこれらを含む合金粉末等が挙げられる。遮光剤としては、カーボンブラック、赤色酸化鉄等が挙げられる。顔料としては、黒色顔料カーボンブラックと赤色顔料(C.I.Pigment red)と青色顔料(C.I.Pigment blue)と黄色顔料(C.I.Pigment yellow)の4種を混合してなる暗赤褐色の混合顔料等が挙げられる。
【0071】
上記可塑剤としては、特に限定されず、この種の中間膜用の可塑剤として一般的に用いられている公知の可塑剤を用いることができる。例えば、トリエチレングリコール−ジ−2−エチルブチレート(3GH)、トリエチレングリコール−ジ−2−エチルヘキサノエート(3GO)、トリエチレングリコール−ジ−n−ヘプタノエート(3G7)、テトラエチレングリコール−ジ−2−エチルヘキサノエート(4GO)、テトラエチレングリコール−ジ−n−ヘプタノエート(4G7)、オリゴエチレングリコール−ジ−2−エチルヘキサノエート(NGO)などが好適に用いられる。これらの可塑剤は、一般に、前記樹脂中間膜の主成分である樹脂(好ましくは、ポリビニルアセタール樹脂)100質量部に対して25〜70質量部の範囲で用いられる。
【0072】
(熱接着の方法)
本発明の積層中間膜の製造方法では、支持体の剥離を行わないため、前記液晶膜付き支持体の液晶膜と第一の中間膜とは必ずしも熱接着(または熱圧着)をさせる必要はない。ただし、本発明の積層中間膜の製造方法において、ハンドリングや位置ずれを改善する観点からは、前記液晶膜付き支持体の液晶膜と第一の中間膜を、後述する液晶膜付き支持体の液晶膜の切断工程の前または後で熱接着させることが好ましい。
前記熱接着の方法としては特に制限はなく、加熱体を押し当てる熱圧着や、レーザー照射による加熱での熱融着などを採用することができる。また、特開2010−265140号公報、特開2000−219543号公報などに記載の方法も採用することができる。その中でも本発明の積層中間膜の製造方法は、前記中間膜に対して前記液晶膜を熱接着する工程が、熱圧着であることが好ましい。
前記熱圧着の方法としては特に制限はないが、例えば80〜140℃の加熱体を押し当てる方法が好ましい。前記加熱体としては、平面でも曲面でもよく、ローラーでもよい。前記熱圧着には、複数の加熱ローラーや、加熱可能な平面の挟圧面などを用いることができ、これらの組み合わせて用いてもよい。また、熱圧着は前記支持体/液晶膜/中間膜の積層体の一方の面に対して行っても、片面のみに行なってもよく、その場合は、熱圧着に用いるローラーの一方が加熱していないローラーや挟圧面であってもよい。これらの中でも本発明の積層中間膜の製造方法は、前記熱圧着工程で加熱ローラーを用いることが好ましく、加熱ローラーと非加熱ローラーを組み合わせて用いることがより好ましい。
【0073】
ここで、前記支持体と前記液晶膜の積層体である前記液晶膜付き支持体は、前記支持体と前記液晶膜の間に他の構成層を含んでいてもよい。前記液晶膜と前記第一の中間膜は隣接していてもよいし、それらの間に他の構成層を含んでいてもよい。この場合の他の構成層としては、粘着材層が挙げられる。前記熱圧着ローラーの温度は、例えば、前記液晶膜と前記第一の中間膜が隣接する場合、60〜120℃とすることができる。
【0074】
通常、中間膜は貼着の際に空気が逃げ易いように表面がエンボス加工などにより粗面状態にされている。貼り合わせた面は被着面に倣って平滑になり、光学性能が良くなるが、もう一方の面はガラス板等に貼り合わせる為に粗面状態を保持する必要がある。すなわち、本発明の積層中間膜の製造方法は、前記中間膜の少なくとも一方の表面がエンボス加工されてあり、前記中間膜のエンボス加工された表面が前記液晶膜付き支持体の液晶膜と接する面と反対側の面になるように積層することが好ましい。また、熱圧着後に中間膜の液晶膜と接していない面を積極的にエンボス加工してもよい。
【0075】
<液晶膜付き支持体の液晶膜および支持体を同時に切断する工程>
本発明の積層中間膜の製造方法は、前記液晶膜付き支持体の液晶膜および支持体を同時に切断する工程を含む。
以下、切断工程のタイミングと好ましい切断方法などについて説明する。
【0076】
(液晶膜付き支持体の液晶膜と第一の中間膜とを積層する工程とのタイミング)
前記液晶膜付き支持体の液晶膜と、第一の中間膜とを積層する工程は、後述する前記液晶膜付き支持体の液晶膜および支持体を同時に切断する工程よりも前に行っても、後に行ってもよい。すなわち、本発明の積層中間膜の製造方法は、「前記液晶膜付き支持体の液晶膜と前記第一の中間膜とを積層する工程の後に、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する」態様(以下、本発明の第一の好ましい態様とも言う)と、「前記液晶膜および前記支持体を同時に切断する工程の後に、前記液晶膜付き支持体の液晶膜と前記第一の中間膜とを積層する」態様(以下、本発明の第二の好ましい態様とも言う)を含む。
以下、前記中間膜の構成と、本発明の第一の好ましい態様と本発明の第二の好ましい態様について説明する。なお、本発明の積層中間膜の製造方法は、本発明の第二の好ましい態様がより好ましい。
【0077】
(1)第一の好ましい態様
本発明の第一の好ましい態様は、前記液晶膜付き支持体の液晶膜と前記第一の中間膜とを積層する工程の後に、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する。
このときの切断方法としては、前記液晶膜に割れが生じず、本発明の趣旨に反しない限りにおいて特に制限は無い。例えば、加工に際し、刃物を用いて切断したり、レーザー、ウオータージェットや熱によって切断したりしてもよい。
その中でも、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する工程で、刃物またはレーザーを用いて切断する工程を含むことが好ましい。
【0078】
・刃物:
前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する工程で、刃物を用いて切断する場合は、従来のフィルム加工で使用されている打ち抜き方法を好適に用いることができる。前記刃物としては、回転丸刃でも、型刃でもよい。その中でも、本発明の積層中間膜の製造方法では、前記刃物として型刃が好ましい。
本発明の積層中間膜の製造方法は、前記切断工程において、刃先角は特に制限は無いが、刃先角が20°〜40°である型刃を用いることが液晶膜のクラックの発生を抑制する観点から好ましく、25〜35°であることがより好ましい。
本発明の積層中間膜の製造方法は、前記型刃のコーナー形状は特に制限は無いが、半径2mm以上であることが液晶膜と支持体の剥離を抑制する観点から好ましく、1〜10mmであることがより好ましい。
本発明の積層中間膜の製造方法は、前記型刃の材質は特に制限は無いが、SK材、ハイスまたはSUS440Cであることが刃欠け防止と切れ味品質の両立の観点から好ましく、SK材であることがより好ましい。
本発明の積層中間膜の製造方法は、前記型刃のロックウェル硬度がHRA70以上であることが刃の耐久性の観点から好ましく、74〜85であることがより好ましい。
本発明の積層中間膜の製造方法は、前記型刃の抗折力が2.5MPa以上であることが刃の耐久性の観点から好ましく、3.0〜4.5MPaであることがより好ましい。
本発明の積層中間膜の製造方法は、前記型刃の刃部の近傍に、JIS K 6253に基づくデュロメータ タイプA(ショアA)硬度が20〜80°の押さえゴムがあることが液晶膜と支持体の剥離を抑制する観点から好ましく、前記押さえゴムの硬度は20〜60°であることがより好ましい。
【0079】
前記型刃としては特に制限はなく、いわゆるトムソン刃を所望の形状にあわせて1枚または複数枚用いる方法や、ポンチとダイの2つの金型でポンチで対象物を貫通させる方法などを挙げることができる。前記型刃としては、トムソン刃が液晶膜と支持体の剥離抑制、液晶膜の割れ防止の観点から好ましい。
前記トムソン刃を用いる方法としては、本発明の趣旨に反し無い限りにおいて特に制限は無く、公知のトムソン刃を用いることができる。また、前記トムソン刃は商業的に入手して用いることもでき、例えば(株)名古屋刃型社製、(株)ナカヤマ社製などを好ましく用いることができる。
前記ポンチとダイの開孔部は、所望の打ち抜き孔の形状を有し、ポンチとダイとは所定のクリアランスを有するように構成されていることが好ましい。ポンチとダイは高精度に組合わされており、ポンチ径とダイ開孔部の孔径の隙間(片側クリアランス)は通常1μm〜4μmが好ましいが、この範囲を超えても打ち抜き加工は可能である。具体的には、特開2005−183501号公報に記載の方法などが好適に用いられる。またポンチとダイは、それぞれ1つの金型に多数個形成されてもよく、ポンチ間ピッチ、ダイ開孔部間ピッチおよびポンチ径・ダイ開孔部の孔径は高精度に仕上げられている。
【0080】
本発明の積層中間膜の製造方法では、前記液晶膜付き支持体の支持体側から型刃を侵入させて、前記液晶膜付き支持体を切断することが好ましい。本発明者らの検討では、液晶膜側から型刃を侵入させると、前記液晶膜付き支持体の液晶膜の端部が支持体から浮き上がってしまうことがあった。一般に前記液晶膜付き支持体の液晶膜の端部が支持体から浮き上がってしまうと、2枚の中間膜に挟んで2枚のガラスに挿入して合わせガラス化するときにこの支持体と液晶膜の間の端部浮きが合わせガラス後に液晶膜の剥離が面内に広がって生じる故障の原因となりやすい。これに対して、本発明の積層中間膜の製造方法の好ましい態様では、前記液晶膜付き支持体の支持体側から型刃を侵入させることで、切断時の液晶膜の端面剥離(浮き)の発生を抑制でき、合わせガラス後に液晶膜の剥離が面内に広がって生じる故障を抑制することができる。
上記の型刃を侵入させる方向については、中間膜が積層または熱接着されている場合でも同様の傾向があり、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する本発明の第一の好ましい態様では、型刃を前記第一の支持体側から(すなわち、液晶膜に対して支持体側から)侵入させて打ち抜く工程を含むことが好ましい。
【0081】
・レーザー:
前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する工程で、レーザーを用いて切断する場合は、従来のフィルム加工で使用されているレーザーを好適に用いることができる。
本発明の積層中間膜の製造方法は、前記切断工程において、下記式(1)を満たす条件でレーザーを用いて切断することが、前記液晶膜付き支持体の液晶膜の端部が支持体から浮き上がることを抑制する観点から好ましい。
式(1):0.0002 < W/(T×V) < 0.0008
(式(1)中、Wはレーザー出力(単位:W)を表し、Tは切断対象の積層体の厚み(単位:μm)を表し、Vはレーザー走査速度(mm/秒)を表す。)
前記W/(T×V)は、0.0005≦W/(T×V)≦0.008を満たすことが、前記液晶膜付き支持体の液晶膜の端部が支持体から浮き上がることをより抑制する観点からより好ましい。
上記式(1)の下限以下の照射強度とすることで、照射強度が低いために前記液晶膜付き支持体の液晶膜の端部が支持体から浮き上がってしまうことを抑制することができる。一般に前記液晶膜付き支持体の液晶膜の端部が支持体から浮き上がってしまうと、2枚の中間膜に挟んで2枚のガラスに挿入して合わせガラス化するときにこの支持体と液晶膜の間の端部浮きが液晶膜の端部から広がって故障を生じさせる原因となりやすい。
前記レーザーの波長としては特に制限はないが、本発明の積層中間膜の製造方法では、波長が赤外線領域であるレーザーを用いることが好ましい。
前記赤外線レーザーの波長としては、近赤外、中赤外、遠赤外のいずれの波長のものを用いてもよいが、その中でも遠赤外の波長のものを用いることが好ましい。前記近赤外の赤外線レーザーとしては、例えばYAGレーザー(波長1064nm)を挙げることができる。前記遠赤外の赤外線レーザーとしては、例えば炭酸ガスレーザー(波長10600nm)を挙げることができる。
前記レーザーの照射方向としては、前記支持体側であることが好ましい。具体的には、本発明の第一の好ましい態様における前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する工程では、前記支持体側から前記第一の中間膜側に向けてレーザーを照射することが前記支持体と液晶膜の間の端部の浮きを抑制する観点から好ましい。
【0082】
(2)第二の好ましい態様
本発明の第二の好ましい態様は、前記液晶膜および前記支持体を同時に切断する工程の後に、前記液晶膜付き支持体の液晶膜と前記第一の中間膜とを積層する。
本発明の第二の好ましい態様は、前記液晶膜および前記支持体を同時に切断する工程で、前記支持体の全ての端部および前記液晶膜の全ての端部が前記第一の中間膜の端部よりも1mm以上内側となるように切断することが好ましい。
本発明の第二の好ましい態様は、前記液晶膜付き支持体の液晶膜と前記第一の中間膜とを積層する工程の前に、前記第一の中間膜を所望の形状に切断する工程を含むことが好ましく、所望の形状としては上記のように前記支持体の全ての端部および前記液晶膜の全ての端部が前記第一の中間膜の端部よりも1mm以上内側となるようなサイズが好ましい。
本発明の第二の好ましい態様における前記液晶膜および前記支持体を同時に切断する方法としては、本発明の第一の好ましい態様における前記第一の中間膜、前記液晶膜および前記支持体を同時に切断する工程に記載した方法やその他の公知の方法を採用することができ、特に制限は無い。
その中でも、本発明の第二の好ましい態様では、レーザーを用いて切断する工程を含むことが好ましい。本発明の第二の好ましい態様におけるレーザーを用いて切断する工程の説明および好ましい範囲については、本発明の第一の好ましい態様における説明および好ましい範囲と同様である。
また、本発明の第二の好ましい態様では、型刃を前記支持体側から侵入させて打ち抜く工程を含むことも好ましい。本発明の第二の好ましい態様における刃物を用いて切断する工程の説明および好ましい範囲については、本発明の第一の好ましい態様における説明および好ましい範囲と実質的には同様である。
【0083】
本発明の第二の態様は、前記支持体の全ての端部および前記液晶膜の全ての端部が前記中間膜の端部よりも1mm以上内側となるように支持体/液晶膜/中間膜の順に積層する工程を含むことが好ましい。このように積層した後で、前述の前記液晶膜付き支持体の液晶膜と前記第一の中間膜とを熱接着する工程を行うことで、位置ずれを抑制することができる。
【0084】
<第二の中間膜を積層する工程>
本発明の積層中間膜の製造方法は、前記液晶膜付き支持体の支持体側の面に第2の中間膜を積層する工程を含む。すなわち、本発明の積層中間膜は、さらに、第二の中間膜を有する。前記液晶膜付き支持体の支持体側の面に第2の中間膜を積層する工程は、前記液晶膜および前記支持体を同時に切断する工程の前に行っても、後に行ってもよいが、後に行うことが好ましい。
前記液晶膜と前記第二の中間膜は隣接していてもよいし、それらの間に他の構成層を含んでいてもよい。この場合の他の構成層としては、粘着材層が挙げられる。粘着材層は、通常、前記第二の中間膜側に設けられている。
【0085】
前記第二の中間膜を含む積層中間膜は、加工に際し、刃物を用いて切断したり、レーザー、ウオータージェットや熱によって切断したりしてもよい。
【0086】
[積層中間膜]
本発明の積層中間膜は、積層中間膜の製造方法で製造されたことを特徴とする。
本発明の積層中間膜は、前記第二の様態では、図2に示すように前記液晶膜付き支持体の液晶膜1側の表面に隣接して第1の中間膜3を有し、前記液晶膜付き支持体の支持体2側の表面に隣接して第2の中間膜3’を有し、前記液晶膜の全ての端部が前記2枚の中間膜の端部よりもいずれも1mm以上内側であることが好ましい。但し、本発明の積層中間膜は、前記液晶膜の全ての端部と前記2枚の中間膜の端部が同じ位置となるように図4のような液晶膜付き支持体5を用いて製造し、図5のような構成の積層中間膜としてもよい。さらに本発明の積層中間膜は、前記液晶膜が、棒状のコレステリック液晶であり、赤外領域の反射膜であることが好ましい。
また、前記第二の様態では、前記液晶膜の全ての端部と前記中間膜の端部の位置関係の好ましい範囲は、上記の本発明の積層中間膜の製造方法における支持体/液晶膜/中間膜の順に積層する工程での前記支持体の全ての端部、前記液晶膜の全ての端部および前記中間膜の端部の位置関係の好ましい範囲と同様である。
【0087】
[合わせガラスの製造方法]
本発明の合わせガラスの製造方法は、以上により得られた本発明の積層中間膜を、少なくとも2枚のガラス板で挟持する工程を含むことを特徴とする。前記ガラス板は第一のガラスおよび第二のガラスの2枚であることが好ましい。このときの好ましい態様について、以下説明する。
前記液晶膜と前記中間膜を含む本発明の積層中間膜を、前記第一のガラスまたは第二のガラスと積層する方法は、特に制限はなく、公知の方法により2枚のガラス板の間に挿入して積層することができる。
【0088】
前記ガラス板に挟持された積層中間膜は、ガラス板/第1の中間膜/液晶膜/支持体/第2の中間膜/ガラス板の順に積層された構成となる。
【0089】
図3は、本発明の前記第二の様態では、製造方法で得られる、ガラス板に挟持された積層中間膜7を含む合わせガラスの構造の一例を示す概略図である。図3中、1は液晶膜(好ましくは赤外線反射層である樹脂フィルム)を、2は支持体を、3は中間膜を、3’は第二の中間膜を、4は第一のガラス板を、4’は第二のガラス板をそれぞれ示す。図3に示すように、前記ガラス板に挟持された積層中間膜7は、前記液晶膜の端部が、前記ガラス板4および4’の端部および前記第一の中間膜3および第二の中間膜3’の端部よりも内側にあることが好ましいが、同じ長さであっても、突出していてもよい。前記ガラス板4および4’の端部と、前記第一の中間膜3および第二の中間膜3’の端部は、同じ位置であっても、いずれかが突出していてもよい。
本発明の積層中間膜の製造方法で得られる積層中間膜がこのような好ましい構成であると、後述する前記ガラス板に挟持された積層中間膜を加熱しながら圧着する工程において、前記液晶膜のシワやワレの発生を抑制することができる。
【0090】
前記ガラス板に挟持された積層体は、前記液晶膜の端部が、前記ガラス板の端部よりも各辺の一方の端部において平均して1〜50mm内側にあることが好ましく、5〜30mm内側にあることがより好ましく、10〜20mm内側にあることが特に好ましい。
【0091】
ガラス板に挟持された積層体は、液晶膜1と第一の中間膜3、および支持体2と第二の中間膜3’は、それぞれ隣接していてもよいし、他の構成層を有していてもよい。
【0092】
(ガラス板)
本発明の合わせガラスの製造方法では、前記ガラス板が曲率を有さないガラスであっても、曲面ガラスであることが好ましい。前記ガラス板が曲率を有さないガラスである場合は、特に合わせガラスのサイズが大きいときに合わせガラスの周辺部にシワやワレが発生しやすく、本発明の合わせガラスの製造方法を好ましく適用することができる。
一方、前記ガラス板が曲面ガラスである場合、曲率を有さないガラスに比べて前記液晶膜にシワやワレがより発生し易くなる。本発明の合わせガラスの製造方法は、特に前記ガラス板が曲面である場合(湾曲したガラス板)においてもシワやワレの発生を抑制することができる。
また、前記液晶膜を挟持する2枚のガラス板は厚みが異なっていてもよく、着色されていてもよい。特に、遮熱性を目的として自動車のフロントガラス等に用いる場合は、合わせガラス状態の可視光線透過率がJIS−R3211で定められている70%を下回らない程度にガラス中に金属などの着色成分を混入させてもよく、一般的にはグリーンガラスを用いることで効果的に遮熱性を向上させることができる。グリーンガラスの色濃度については、添加する金属成分の量を調整したり、厚みを調整したりすることで目的に合った濃度に調節することが好ましい。
【0093】
湾曲したガラス板は、フロート法によるソーダライムガラスを軟化点以上の温度に加熱し、曲げ加工されて得られ、3次元的に湾曲したガラス板の使用が簡便である。
3次元的に湾曲したガラス板の形状としては、球面、楕円球面、あるいは、自動車の前面ガラスなどのような曲率半径が場所によって異なるガラス板である。
湾曲したガラス板の曲率半径は、特に制限はないが、0.9m〜3mであることが望ましい。曲率半径が0.9mより小さいと、一般に合わせ加工において、前記樹脂フィルムのシワが生じやすいが、本発明の製造方法では曲率半径は0.9m未満であっても前記樹脂フィルムのシワの発生を抑制することができる。また、曲率半径が大きくなると、平面に近い形状となり、一般に前記樹脂フィルムのシワが生じにくくなるが、前記樹脂フィルムの周辺部にワレは生じることがある。そのため、本発明の製造方法では、湾曲したガラスの曲率半径が3m以上であっても本発明の効果が現れるが、ワレの発生に加えてシワの発生も抑制する観点からは、湾曲したガラスの曲率半径が3mである場合に特に好ましく用いることができる。
また、本発明の合わせガラスの製造方法で得られる合わせガラスは、前記ガラス板を少なくとも2枚含むが、各ガラス板の曲率が異なる場合であっても本発明の合わせガラスの製造方法を用いることができる。
【0094】
<前記ガラス板に挟持された積層体を加熱しながら圧着する工程>
本発明の合わせガラスの製造方法は、前記ガラス板に挟持された本発明の積層中間膜を加熱しながら圧着する工程を含むことが好ましい。
前記ガラス板に挟持された本発明の積層中間膜とガラス板との貼りあわせは、例えば、真空バッグなどで減圧下において、温度80〜120℃、時間30〜60分で予備圧着した後、オートクレーブ中、1.0〜1.5MPaの加圧下で120〜150℃の温度で貼り合せ、2枚のガラスに積層体が挟まれた合わせガラスとすることができる。
このとき、1.0〜1.5MPaの加圧下で120〜150℃の温度での加熱圧着の時間は、20〜90分であることが好ましい。
加熱圧着終了後、放冷の仕方については特に制限はなく、適宜圧力を開放しながら放冷して、合わせガラス体を得てもよい。本発明では、加熱圧着終了後、圧力を保持した状態で降温を行うことが、得られる合わせガラス体のシワや割れをさらに改善する観点から好ましい。ここで、圧力を保持した状態で降温するとは、加熱圧着時(好ましくは130℃)の装置内部圧力から、40℃のときの装置内部圧力が加熱圧着時の75%〜100%となるように降温することを意味する。圧力を保持した状態で降温する方法としては、40℃まで降温したときの圧力が上記範囲内であれば特に制限はないが、圧力装置内部圧力が温度減少に伴って自然と低下していくように装置内部から圧力を漏らさずに降温する態様や、装置内部圧力が温度減少に伴って減少しないように外部からさらに加圧しながら降温する態様が好ましい。圧力を保持した状態で降温する場合、120〜150℃で加熱圧着した後、40℃まで1〜5時間かけて放冷することが好ましい。
本発明では、圧力を保持した状態で降温を行った後、次いで圧力を開放する工程を含むことが好ましい。具体的には、圧力を保持した状態で降温を行った後、オートクレーブ内の温度が40℃以下になった後に圧力を開放して降温することが好ましい。
以上より、本発明の合わせガラス体の製造方法は、本発明の積層中間膜を、少なくとも2枚のガラス板で挟持する工程と、その後1.0〜1.5MPaの加圧下で120〜150℃の温度で加熱圧着する工程と、圧力を保持した状態で降温を行う工程と、圧力を開放する工程を含むことが好ましい。
【0095】
前記ガラス板と本発明の積層中間膜とを熱圧着させる範囲は、前記ガラス板の全面積にわたる範囲でもよいが、前記ガラス板の周縁部のみでもよく、周縁部の熱圧着はシワの発生をより抑制することもできる。
【0096】
[合わせガラス]
本発明の合わせガラスは、本発明の合わせガラスの製造方法で得られたことを特徴とする。
本発明の合わせガラスは、液晶膜の端部の浮きが抑制されていることを特徴とする。
本発明の合わせガラスは任意のサイズに好ましく裁断することができ、その場合も本発明の合わせガラスは周辺部も含めて支持体と液晶膜の間の端部の浮きが抑制されているため、任意のサイズに裁断しても合わせガラス全面に液晶膜の端部の浮きが広がりにくい。
【0097】
本発明の合わせガラスの用途は、特に制限はないが、住宅や自動車等の窓ガラス用であることが好ましい。
【実施例】
【0098】
以下に実施例と比較例(なお比較例は公知技術というわけではない)を挙げて本発明の特徴をさらに具体的に説明する。以下の実施例に示す材料、使用量、割合、処理内容、処理手順等は、本発明の趣旨を逸脱しない限り適宜変更することができる。従って、本発明の範囲は以下に示す具体例により限定的に解釈されるべきものではない。
【0099】
[実施例1]
<液晶膜付き支持体の形成>
(下塗り層用塗布液の調製)
下記に示す組成の下塗り層用塗布液(S1)を調製した。
下塗り層用塗布液(S1)の組成:
アクリルエステル樹脂ジュリマーET−410
(東亞合成(株)製、固形分濃度30%) 50質量部
メタノール 50質量部
【0100】
(配向層用塗布液の調製)
下記に示す組成の配向層用塗布液(H1)を調製した。
配向層用塗布液(H1)の組成:
変性ポリビニルアルコールPVA203(クラレ社製) 10質量部
グルタルアルデヒド 0.5質量部
水 371質量部
メタノール 119質量部
【0101】
(重合性液晶を含む塗布液(重合性液晶組成物)の調製)
下記表に示す組成の重合性液晶を含む塗布液(R1)及び(L1)をそれぞれ調製した。
【0102】
重合性液晶を含む塗布液の組成(R1)
【表1】
【0103】
水平配向剤:(特開2005−99248号公報記載の化合物)
【化5】
【0104】
また、重合性液晶を含む塗布液(R1)のキラル剤LC−756を下記キラル剤化合物2に変更しただけで他は同様にして塗布液(L1)を調製した。
キラル剤:化合物2(特開2002−179668号公報に記載の化合物)
【化6】
【0105】
また、重合性液晶を含む塗布液(R1)のキラル剤LC−756の処方量を0.236質量部に変更しただけで他は同様にして塗布液(R2)を調製した。
【0106】
また、重合性液晶を含む塗布液(L1)のキラル剤化合物2の処方量を0.148質量部に変更しただけで他は同様にして塗布液(L2)を調製した。
【0107】
(塗布および液晶膜付き支持体の製膜)
PETフィルム(下塗り層無し、富士フイルム(株)製、厚み:50μm、大きさ320mm×400mm)の表面上に、下塗り層用塗布液(S1)を、ワイヤーバーを用いて、乾燥後の膜厚が0.25μmになるように塗布した。その後、150℃で10分間加熱し、乾燥、固化し、下塗り層を形成した。
次いで、形成した下塗り層の上に、配向層用塗布液(H1)を、ワイヤーバーを用いて、乾燥後の膜厚が1.0μmになるように塗布した。その後、100℃で2分間加熱し、乾燥、固化し、配向層を形成した。配向層に対し、ラビング処理(レーヨン布、圧力:0.1kgf、回転数:1000rpm、搬送速度:10m/min、回数:1往復)を施した。
【0108】
次いで、調製した重合性液晶を含む塗布液(R1)、(R2)、(L1)、(L2)を用い、下記の手順にてコレステリック液晶相を固定し、赤外線反射層(以下、液晶膜とも言う)を製造した。
(1)各塗布液を、ワイヤーバーを用いて、乾燥後の膜の厚みが6μmになるように、前記PETフィルム上に、室温にて塗布した。
(2)室温にて30秒間乾燥させて溶剤を除去した後、125℃の雰囲気で2分間加熱し、その後95℃でコレステリック液晶相とした。次いで、フージョンUVシステムズ(株)製無電極ランプ「Dバルブ」(90mW/cm)にて、出力60%で6〜12秒間UV照射し、コレステリック液晶相を固定して、液晶膜(赤外線反射層)を作製した。
(3)室温まで冷却した後、上記工程(1)及び(2)を繰り返し、4層積層されたコレステリック液晶相の液晶膜がPET上に形成された、液晶膜付き支持体を作製した。
なお、塗布液は、(R1)、(R2)、(L1)、(L2)の順番に塗布を行なった。
このようにして得られた液晶膜付き支持体の液晶膜について、ヤング率を以下の方法で測定したところ、2.0GPaであった。
・ヤング率の測定方法
液晶膜(幅20mm、測定長50mm)の引張試験を行い、応力歪み曲線の線形領域の2点傾きからヤング率を算出した。
E=(σ2−σ1)/(ε2−ε1)。
(上記式中、Eはヤング率(Pa)、σは応力(Pa)、εは歪み(%)を表す。)
液晶膜付き支持体の液晶膜について、破断伸びを以下の方法で測定したところ、3.0%であった。
・破断伸びの測定方法
液晶膜(幅20mm、測定長50mm)の引張試験を行い、破断したときの伸びを算出した。破断進度(%)=(試験後の長さ-試験前の長さ)/(試験前の長さ)×100
【0109】
(表面処理)
得られた液晶膜付き支持体の液晶膜の表面を、下記の手順にて洗浄した。
2−ブタノンの入った容器に、上記で製膜した積層体を浸漬させ、40℃で10分間、洗浄処理をした。
【0110】
<積層中間膜の製造>
(1)液晶膜付き支持体の液晶膜と中間膜の積層、熱接着
前記PET上に製膜した液晶膜を含む液晶膜付き支持体(支持体厚み50μm、液晶膜4層の厚み24μmの合計厚み74μm)を、支持体側からレーザー発生装置(商品名レーザーカッティング装置、クライムプロダクツ(株)社製)を用いて、前記式(1)で表されるW/(T×V)の値が下記表2に記載の値となるように波長10.6μmで炭酸ガスレーザーを照射して、290mm×290mmの大きさに端面が鉛直方向になるように周囲を切り落とした。
一方、別途中間膜として両表面がエンボス加工されているPVBフィルムを、300mm×300mmの大きさに端面が鉛直方向となるように周囲を切り落とした。液晶膜付き支持体の液晶膜の全端部(4辺を形成する端面)が、中間膜よりも5mm内側になるようにした状態で、液晶膜付き支持体の液晶膜上に中間膜であるPVBを重ね合わせて積層体を得た。得られた積層体の構成を図1に示した。図1中、(d)で表される長さが5mmとなる。
得られた積層体について、液晶膜付き支持体5の位置を検出して、液晶膜付き支持体5の端部から1mm以下の位置を熱圧着位置とし、120℃、0.2MPa、0.2m/minの条件で、得られた積層体の表面側と裏面側に配置された2つのラミネート用加熱ローラーで液晶膜付き支持体5の端部から1mm以下の位置を挟圧し、液晶膜と中間膜を熱圧着して貼り合わせた。このとき、ラミネート用加熱ローラーは中間膜の裏面(液晶膜と接しない側の表面3a)のエンボスをつぶさないように中間膜側のラミネートローラーは25℃とし、逆に中間膜の液晶膜側表面3aのエンボスを十分につぶして中間膜3と液晶膜1の接着性を高めるように支持体2(PET)側のラミネート用加熱ローラーを120℃とした。
【0111】
(2)第二の中間膜であるPVBの積層
その後、さらに前記PET支持体の表面に第二の中間膜であるPVBを積層した。
これを実施例1の積層中間膜とした。図2に得られた中間膜、液晶膜および第二の中間膜が積層された積層中間膜7の構成を示した。
【0112】
<合わせガラスの製造>
でき上がった樹脂フィルムと前記中間膜を含む積層中間膜7を、ガラス/中間膜/液晶膜/第二の中間膜/ガラスとなるように、重ね合わせてガラス板に挟持された積層体を製造した。ここで、前記ガラス板の端部と前記中間膜の端部は同じ位置であった。得られた合わせガラスの構成を図3に示した。なお、図中ではガラス板は曲率を有さないように簡略化して記載してある。
また、前記ガラス板は大きさが300mm×300mm、厚さが2mmのものを用いた。湾曲したガラス板の曲率半径は、0.9m〜3.0mの間にあった。
得られたガラス板に挟持された積層体を真空下、95℃で30分予備圧着をおこなった。予備圧着後、ガラス板に挟持された積層体をオートクレーブ内で1.3MPa、120℃の条件で加熱しながら圧着処理し、合わせガラスを作製した。このようにして、4層積層されたコレステリック液晶相の赤外線反射層(液晶膜1)の上下を2枚の中間膜3および3’で挟み込んだ積層中間膜7を挿入した実施例1の合わせガラス6を得た。
【0113】
[実施例2および3]
実施例1において、前記液晶膜付き支持体を切断するときに、以下の型刃を用いて、支持体側から型刃を侵入させて切断をした以外は、実施例1と同様の方法で、実施例2および3の積層中間膜および合わせガラスを作製した。
(型刃)
・切断方式:トムソン刃;
・刃先角:下記表3に記載の角度(単位:°);
・刃のコーナーの半径:4mm;
・刃の材質:SK材;
・刃のロックウェル硬度HRA:80;
・刃の抗折力:3.5MPa;
・刃の押さえゴムの硬度:30°;
【0114】
[実施例4]
実施例2において、前記液晶膜付き支持体を切断するときに、液晶膜側から型刃を侵入させて切断をした以外は、実施例2と同様の方法で、実施例4の積層中間膜および合わせガラスを作製した。
【0115】
[実施例5]
実施例1において、PET上に製膜した液晶膜を含む液晶膜付き支持体と両表面がエンボス加工されているPVBフィルムとをサイズ調整せずに重ねあわせて熱接着し、前記熱接着工程の後に、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断すること以外は、実施例1と同様の方法で、実施例5の積層中間膜および合わせガラスを作製した。
【0116】
[実施例6]
実施例2において、PET上に製膜した液晶膜を含む液晶膜付き支持体と両表面がエンボス加工されているPVBフィルムとをサイズ調整せずに重ねあわせて熱接着し、前記熱接着工程の後に、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断すること以外は、実施例2と同様の方法で、実施例6の積層中間膜および合わせガラスを作製した。
【0117】
[実施例7]
実施例3において、PET上に製膜した液晶膜を含む液晶膜付き支持体と両表面がエンボス加工されているPVBフィルムとをサイズ調整せずに重ねあわせて熱接着し、前記熱接着工程の後に、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断すること以外は、実施例3と同様の方法で、実施例7の積層中間膜および合わせガラスを作製した。
【0118】
[実施例8]
実施例4において、PET上に製膜した液晶膜を含む液晶膜付き支持体と両表面がエンボス加工されているPVBフィルムとをサイズ調整せずに重ねあわせて熱接着し、前記熱接着工程の後に、前記第一の中間膜、前記液晶膜および前記支持体を同時に切断すること以外は、実施例4と同様の方法で、実施例8の積層中間膜および合わせガラスを作製した。
【0119】
[評価]
以上の実施例および比較例の構成の積層中間膜について、以下の方法で評価した。その結果を下記表2および表3に示す。
【0120】
(端面剥離)
液晶膜付き支持体を切断するときの液晶膜の端面剥離(端部浮き)を、液晶膜の前記支持体が積層されている表面側において、液晶膜表面の端面が支持体から剥離した長さを液晶膜の端部から測定し、以下の基準にしたがって評価した。
○:剥離なし。
△:液晶膜の端部から、0.2mm以下の幅で液晶膜端部が剥離した。
×:液晶膜の端部から、0.2mmより長い幅で液晶膜端部が剥離した。
【0121】
【表2】
【0122】
【表3】
【0123】
上記表2および表3より、本発明の積層中間膜の製造方法で得られた実施例1、実施例2、実施例5および実施例6の積層体は、液晶膜付き支持体を切断するときに端面剥離が抑制されていたことがわかった。
【0124】
[実施例11]
実施例1〜8において、合わせガラスの製造時において前記加熱圧着終了後、圧力を保持した状態でおよそ3時間かけて放冷し、オートクレーブ内の温度が40℃以下になったところで圧力を開放した。このとき、開放前の圧力は0.9MPaであった。
作成した合わせガラスについて、中間膜のシワと液晶膜の割れを評価したところ、いずれも実施例1〜8よりもさらに改善されていたことがわかった。
【符号の説明】
【0125】
1 液晶膜
2 支持体
3 中間膜
3a 中間膜の液晶膜側表面
3b 中間膜の液晶膜と接しない側の表面
3’ 第二の中間膜
4、4’ ガラス板
5 液晶膜付き支持体
6 合わせガラス
7 積層中間膜
15a コレステリック液晶相を固定してなる赤外線反射層
15b コレステリック液晶相を固定してなる赤外線反射層
16a コレステリック液晶相を固定してなる赤外線反射層
16b コレステリック液晶相を固定してなる赤外線反射層
【特許請求の範囲】
【請求項1】
支持体および該支持体上に形成された液晶膜を含む液晶膜付きの液晶膜および支持体を同時に切断する工程と、
前記液晶膜付き支持体の液晶膜側の面に第1の中間膜を積層する工程と、
前記液晶膜付き支持体の支持体側の面に第2の中間膜を積層する工程を含むことを特徴とする積層中間膜の製造方法。
【請求項2】
前記液晶膜付き支持体の液晶膜側の面に第1の中間膜を積層する工程が、前記液晶膜付き支持体の液晶膜側の面に前記第1の中間膜を接着する工程を含むことを特徴とする請求項1に記載の積層中間膜の製造方法。
【請求項3】
前記第1の中間膜に対して前記液晶膜を接着する工程が、熱接着であることを特徴とする請求項2に記載の積層中間膜の製造方法。
【請求項4】
前記熱接着工程の後に、前記第1の中間膜、前記液晶膜および前記支持体を同時に切断することを特徴とする請求項1〜3のいずれか一項に記載の積層中間膜の製造方法。
【請求項5】
前記第1の中間膜、前記液晶膜および前記支持体を同時に切断する工程で、レーザーを用いて切断する工程を含むことを特徴とする請求項4に記載の積層中間膜の製造方法。
【請求項6】
前記第1の中間膜、前記液晶膜および前記支持体を同時に切断する工程で、型刃を前記支持体から侵入させて打ち抜く工程を含むことを特徴とする請求項4に記載の積層中間膜の製造方法。
【請求項7】
前記液晶膜および前記支持体を同時に切断する工程の後に、前記液晶膜付き支持体の液晶膜と前記第1の中間膜とを熱接着することを特徴とする請求項1〜3のいずれか一項に記載の積層中間膜の製造方法。
【請求項8】
前記液晶膜および前記支持体を同時に切断する工程で、前記支持体の全ての端部および前記液晶膜の全ての端部が前記第1の中間膜の端部よりも1mm以上内側となるように切断することを特徴とする請求項7に記載の積層中間膜の製造方法。
【請求項9】
前記熱接着工程の前に、前記第1の中間膜を切断する工程を含むことを特徴とする請求項7または8に記載の積層中間膜の製造方法。
【請求項10】
前記液晶膜および前記支持体を同時に切断する工程で、レーザーを用いて切断する工程を含むこと特徴とする請求項7〜9のいずれか一項に記載の積層中間膜の製造方法。
【請求項11】
前記液晶膜および前記支持体を同時に切断する工程で、型刃を前記支持体側から侵入させて打ち抜く工程を含むこと特徴とする請求項7〜10のいずれか一項に記載の積層中間膜の製造方法。
【請求項12】
前記切断工程において、下記式(1)を満たす条件でレーザーを用いて切断することを特徴とする請求項1〜11のいずれか一項に記載の積層中間膜の製造方法。
式(1):0.0002 < W/(T×V) < 0.0008
(式(1)中、Wはレーザー出力(単位:W)を表し、Tは切断対象の積層体の厚み(単位:μm)を表し、Vはレーザー走査速度(mm/秒)を表す。)
【請求項13】
前記切断工程において、波長が赤外線領域であるレーザーを用いることを特徴とする請求項1〜12のいずれか一項に記載の積層中間膜の製造方法。
【請求項14】
前記切断工程において、刃先角が20°〜40°である型刃を用いることを特徴とする請求項1〜13のいずれか一項に記載の積層中間膜の製造方法。
【請求項15】
前記型刃のコーナー形状が半径2mm以上であることを特徴とする請求項14に記載の積層中間膜の製造方法。
【請求項16】
前記型刃の材質がSK材、ハイスまたはSUS440Cであり、ロックウェル硬度がHRA70以上であり、抗折力2.5MPa以上であることを特徴とする請求項14または15に記載の積層中間膜の製造方法。
【請求項17】
前記型刃の近傍にゴム硬度が20〜80°の押さえゴムがあることを特徴とする請求項14〜16のいずれか一項に記載の積層中間膜の製造方法。
【請求項18】
前記支持体上に液晶膜形成用塗布液を塗布して、前記液晶膜付き支持体を形成する工程を含むことを特徴とする請求項1〜17のいずれか一項に記載の積層中間膜の製造方法。
【請求項19】
請求項1〜18のいずれか一項に記載の積層中間膜の製造方法で製造されたことを特徴とする積層中間膜。
【請求項20】
請求項19に記載の積層中間膜を、少なくとも2枚のガラス板で挟持する工程を含むことを特徴とする合わせガラスの製造方法。
【請求項21】
請求項20に記載の合わせガラスの製造方法で製造されたことを特徴とする合わせガラス。
【請求項1】
支持体および該支持体上に形成された液晶膜を含む液晶膜付きの液晶膜および支持体を同時に切断する工程と、
前記液晶膜付き支持体の液晶膜側の面に第1の中間膜を積層する工程と、
前記液晶膜付き支持体の支持体側の面に第2の中間膜を積層する工程を含むことを特徴とする積層中間膜の製造方法。
【請求項2】
前記液晶膜付き支持体の液晶膜側の面に第1の中間膜を積層する工程が、前記液晶膜付き支持体の液晶膜側の面に前記第1の中間膜を接着する工程を含むことを特徴とする請求項1に記載の積層中間膜の製造方法。
【請求項3】
前記第1の中間膜に対して前記液晶膜を接着する工程が、熱接着であることを特徴とする請求項2に記載の積層中間膜の製造方法。
【請求項4】
前記熱接着工程の後に、前記第1の中間膜、前記液晶膜および前記支持体を同時に切断することを特徴とする請求項1〜3のいずれか一項に記載の積層中間膜の製造方法。
【請求項5】
前記第1の中間膜、前記液晶膜および前記支持体を同時に切断する工程で、レーザーを用いて切断する工程を含むことを特徴とする請求項4に記載の積層中間膜の製造方法。
【請求項6】
前記第1の中間膜、前記液晶膜および前記支持体を同時に切断する工程で、型刃を前記支持体から侵入させて打ち抜く工程を含むことを特徴とする請求項4に記載の積層中間膜の製造方法。
【請求項7】
前記液晶膜および前記支持体を同時に切断する工程の後に、前記液晶膜付き支持体の液晶膜と前記第1の中間膜とを熱接着することを特徴とする請求項1〜3のいずれか一項に記載の積層中間膜の製造方法。
【請求項8】
前記液晶膜および前記支持体を同時に切断する工程で、前記支持体の全ての端部および前記液晶膜の全ての端部が前記第1の中間膜の端部よりも1mm以上内側となるように切断することを特徴とする請求項7に記載の積層中間膜の製造方法。
【請求項9】
前記熱接着工程の前に、前記第1の中間膜を切断する工程を含むことを特徴とする請求項7または8に記載の積層中間膜の製造方法。
【請求項10】
前記液晶膜および前記支持体を同時に切断する工程で、レーザーを用いて切断する工程を含むこと特徴とする請求項7〜9のいずれか一項に記載の積層中間膜の製造方法。
【請求項11】
前記液晶膜および前記支持体を同時に切断する工程で、型刃を前記支持体側から侵入させて打ち抜く工程を含むこと特徴とする請求項7〜10のいずれか一項に記載の積層中間膜の製造方法。
【請求項12】
前記切断工程において、下記式(1)を満たす条件でレーザーを用いて切断することを特徴とする請求項1〜11のいずれか一項に記載の積層中間膜の製造方法。
式(1):0.0002 < W/(T×V) < 0.0008
(式(1)中、Wはレーザー出力(単位:W)を表し、Tは切断対象の積層体の厚み(単位:μm)を表し、Vはレーザー走査速度(mm/秒)を表す。)
【請求項13】
前記切断工程において、波長が赤外線領域であるレーザーを用いることを特徴とする請求項1〜12のいずれか一項に記載の積層中間膜の製造方法。
【請求項14】
前記切断工程において、刃先角が20°〜40°である型刃を用いることを特徴とする請求項1〜13のいずれか一項に記載の積層中間膜の製造方法。
【請求項15】
前記型刃のコーナー形状が半径2mm以上であることを特徴とする請求項14に記載の積層中間膜の製造方法。
【請求項16】
前記型刃の材質がSK材、ハイスまたはSUS440Cであり、ロックウェル硬度がHRA70以上であり、抗折力2.5MPa以上であることを特徴とする請求項14または15に記載の積層中間膜の製造方法。
【請求項17】
前記型刃の近傍にゴム硬度が20〜80°の押さえゴムがあることを特徴とする請求項14〜16のいずれか一項に記載の積層中間膜の製造方法。
【請求項18】
前記支持体上に液晶膜形成用塗布液を塗布して、前記液晶膜付き支持体を形成する工程を含むことを特徴とする請求項1〜17のいずれか一項に記載の積層中間膜の製造方法。
【請求項19】
請求項1〜18のいずれか一項に記載の積層中間膜の製造方法で製造されたことを特徴とする積層中間膜。
【請求項20】
請求項19に記載の積層中間膜を、少なくとも2枚のガラス板で挟持する工程を含むことを特徴とする合わせガラスの製造方法。
【請求項21】
請求項20に記載の合わせガラスの製造方法で製造されたことを特徴とする合わせガラス。
【図1】

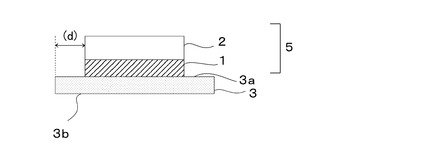
【図2】
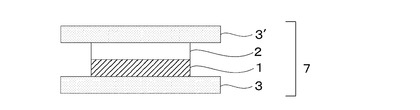
【図3】
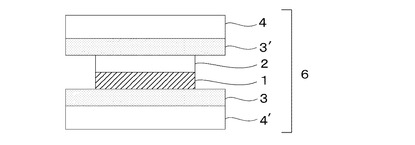
【図4】
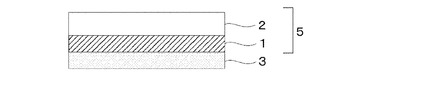
【図5】
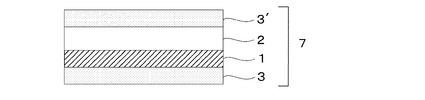
【図6】
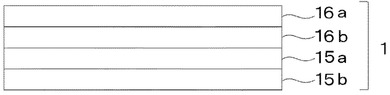
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−63645(P2013−63645A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2012−186312(P2012−186312)
【出願日】平成24年8月27日(2012.8.27)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成24年8月27日(2012.8.27)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]