
積層体、照明装置、積層体の製造方法、フィルム素材および積層体形成材料
【課題】 簡単な構成の装置を用いて短時間で容易に製造することができる積層体およびその製造方法、ならびにフィルム素材および積層体形成材料、積層体を用いた照明装置を提供する。
【解決手段】 積層体は、フィルム片が連結片によって基体に連結されるフィルム素材から連結片を切断して切出されるフィルム体が積層される構成であり、連結片の切断された残片は、互いに異なる位置に残着している。この積層体は、各連結片がずれた位置にあるフィルム素材を積層して連結片を切断し、簡単な装置を用いて短時間で容易に製造可能である。また各フィルム体は、積層体の厚み寸法が増加しないように互いに接合可能な位置に接合片が設けられ、各接合片が接合されて連結されている。
【解決手段】 積層体は、フィルム片が連結片によって基体に連結されるフィルム素材から連結片を切断して切出されるフィルム体が積層される構成であり、連結片の切断された残片は、互いに異なる位置に残着している。この積層体は、各連結片がずれた位置にあるフィルム素材を積層して連結片を切断し、簡単な装置を用いて短時間で容易に製造可能である。また各フィルム体は、積層体の厚み寸法が増加しないように互いに接合可能な位置に接合片が設けられ、各接合片が接合されて連結されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルム体を積層した積層体、積層体を用いた照明装置、積層体を製造する方法、ならびに積層体を形成するためのフィルム素材および積層体形成材料に関する。
【背景技術】
【0002】
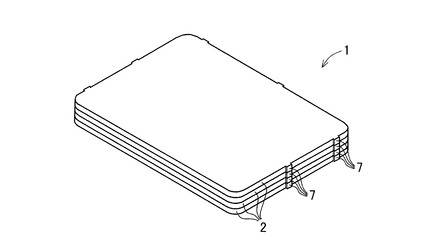
図12は、従来の技術の積層体1を示す斜視図である。透過型の液晶表示装置は、液晶表示パネルの背面側にバックライトが設けられ、バックライトによる照明光を利用して、画像を表示するように構成されている。バックライトには、光源から照明光を液晶表示パネルの全域に拡散して導くことができるように、積層体1が設けられている。積層体1は、複数のフィルム体2が積層されて構成される。
【0003】
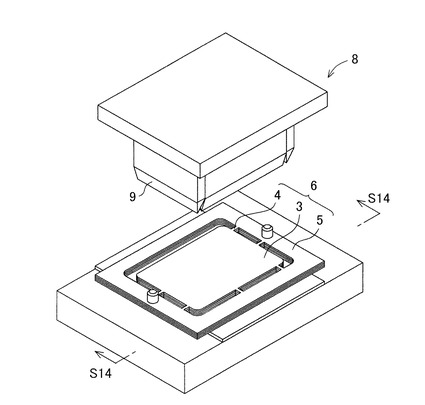
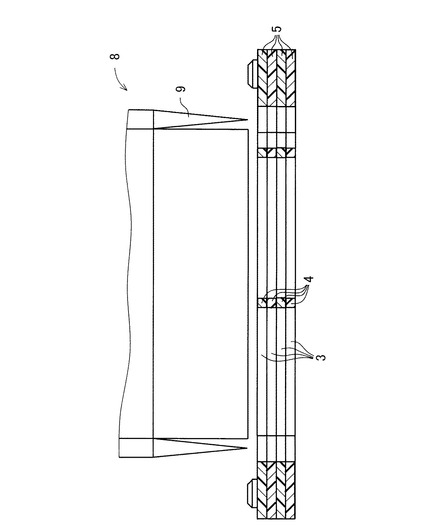
図13は、光学フィルム体2を打抜くための装置3を示す斜視図である。図14は、図13の切断面線S14−S14から見た断面図である。図12を併せて参照して、各フィルム体2は、フィルム片3が、連結片4によって基体5に連結されてそれぞれ構成されるフィルム素材6から、連結片4を切断してそれぞれ切出される。したがって各フィルム体2は、フィルム片3と、フィルム片3の外周部に残着する連結片4の残片7とを有している。
【0004】
従来の技術のフィルム素材6は、各フィルム片3が重なるように位置合せして重ねると、各連結片4も重なるように形成されている。したがって積層体1における各連結片4の残片7も、互いに重なるように、週方向の同一位置に配置されている。各フィルム素材6から各フィルム体2を切出すにあたっては、トムソン型8を用いる方法、またたとえば特許文献1に示される方法を採用することができる。
【0005】
トムソン型8を用いてフィルム体2を切出して積層体1を製造する方法としては、各フィルム片3が重なるように位置合せして各フィルム素材6を重ね、この状態で、各連結片4を切断する積層後切断方法と、各フィルム素材6毎に、1枚ずつ連結片4を切断し、切出された複数のフィルム体2を積層する切断後積層方法とが考えられる。また特許文献1の方法を採用して積層体1を採用する方法は、切断後積層方法に含まれる。
【0006】
切断後積層方法では、切断工程の工程数が多くなり、また各フィルム体2を切出して1枚ずつ積層しなければならず、積層体1の生産に長時間を要し、その結果、バックライトの生産に長時間を要してしまう。したがって積層体1およびバックライトの生産に要する時間を短縮し、生産効率を向上することが望まれている。
【0007】
この切断後積層方法に比べて、積層後切断方法では、切断工程の工程数を少なくすることができるが、切断対象となる連結片4が週方向の同一位置で重なっており、トムソン型8の切断刃9に大きな負荷が発生し、切断刃9の寿命が短くなってしまう。また切断刃9は、下方に向かうにつれて先細状であり、上方に向かうにつれて刃の厚みが大きくなっている。つまり切断刃9は、根元付近になるにつれて肉厚が大きくなっているので、積層後切断方法では、連結片4が同一位置で重なっていると、トムソン型8寄りとなる上方側に配置されるフィルム素材6の連結片4は、切断刃9の肉厚の大きな根元付近の部分に不必要に大きな力で押付けられた状態で摺動し、側面部が大きく削られたフィルム体2が形成されてしまい、積層構造が潰たり、また切粉などのごみが発生しやすくなってしまう。積層後切断方法は、このような問題点を有しており、採用することができず、切断後積層方法が採用されているのが現状である。フィルム素材からフィルム体を1枚ずつ打抜く方法は、たとえば特許文献1に示されている。
【0008】
複数のフィルムを積層した切断の対象物の切断方法として、その対象物を、凸曲面の載置面を有する切断台上に、載置面に倣わせて配置することによって湾曲させ、この状態で切断刃によって対象物を切断する方法が、たとえば特許文献2に開示されている。この特許文献2の方法では、各フィルムを接着剤で互いに接着しておくことにより、上方寄りのフィルムに引張力を与え、フィルムが切断刃に大きな力で押付けられた状態で摺動してしまうことを防ぎ、ごみの発生を抑えるとともに、切断刃に発生する負荷を小さく抑え、切断刃の寿命を長くしている。
【0009】
【特許文献1】特開2006−95660号公報
【特許文献2】特許第3818451号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
特許文献2に示される切断方法では、予め定める一方向へ延びる部分だけを切断する場合は、好適な方法であるかも知れないが、互いに異なる複数の方向に延びる部分を切断しなければならないような、複雑な構成の積層体1の形成を目的とする場合、切断台に切断しなければならない部分に合せた複雑な凸の局面を形成しておくか、切断しなければならない部分をグループ分けし、各グループ毎に切断する必要がある。前者の切断台に複雑な凸の局面を形成する方法は、切断台の作製が困難である上、対象物などの形状によっては、切断台の載置面に倣わすことができないおそれがある。後者のグループ毎に切断する方法は、工程数がどうしても多くなってしまう。
【0011】
また対象物の形状が変更された場合、前者の切断台に複雑な凸の局面を形成する方法では、新たな切断台が必要であり、後者のグループ毎に切断する方法では、グループ分けなどの変更が必要であり、対象物の形状変更に容易に対処することができない。また特許文献2の切断方法では、各フィルムを必ず接着剤で接着しておかなければならず、フィルムを積層した対象物の厚み寸法が大きくなってしまうという問題点も有している。特許文献2の切断方法は、これらの実用上の問題点が多数存在しおり、フィルム素材6を積層した対象物を切断して積層体1を製造するための方法に採用することが困難である。このように従来の技術では、簡単な構成の装置を用いて、短時間で容易に積層体を製造することはできない。
【0012】
本発明の目的は、上記問題点に鑑み、簡単な構成の装置を用いて、短時間で容易に製造することができる積層体、積層体の製造方法、積層体を用いた照明装置、積層体を製造するためのフィルム素材および積層体形成材料を提供することである。
【課題を解決するための手段】
【0013】
本発明は、フィルム片の外周部が連結片によって基体に連結されて構成されるフィルム素材から前記連結片を切断して切出され、フィルム片とフィルム片の外周部に残着する連結片の残片とを有し、互いに積層される複数のフィルム体を備え、
各フィルム体は、フィルム片に対する残片の残着位置が互いに異なることを特徴とする積層体である。
【0014】
また本発明は、各フィルム体は、フィルム片の外周部に連なる接合片をそれぞれ有し、各接合片が接合されて連結されることを特徴とする。
【0015】
また本発明は、各フィルム体は、間に他のフィルム体が介在される2枚のフィルム体の接合片同士が接合されて、連結されることを特徴とする。
【0016】
また本発明は、各接合片は、接着剤を用いる貼着、粘着剤を用いる貼着、両面粘着テープを用いる貼着および溶着のいずれかによって接合されることを特徴とする。
【0017】
また本発明は、各フィルム体は、光学的作用を奏する光学フィルム体であることを特徴とする。
【0018】
また本発明は、前記積層体を備えることを特徴とする照明装置である。
また本発明は、フィルム片と、フィルム片を支持する基体と、フィルム片の外周部を基体に連結する連結片とをそれぞれ有する複数のフィルム素材であって、各フィルム片が重なるように積層した場合、各連結片が互いにずれた位置に配置されるフィルム素材を形成し、
各フィルム素材を、各フィルム片が重なるように積層し、
各フィルム素材の連結片を切断して、フィルム片とフィルム片の外周部に残着する連結片の残片とを有する複数のフィルム体が積層される積層体を得ることを特徴とする積層体の製造方法である。
【0019】
また本発明は、各フィルム素材は、帯状であり、長手方向全長にわたって連なる1つの基体に、複数のフィルム片が、長手方向に間隔をあけた位置で連結片によってそれぞれ連結されて構成され、ロール状に巻回しておき、そのロールから繰出して供給することを特徴とする。
【0020】
また本発明は、フィルム片と、フィルム片を支持する基体と、フィルム片の外周部を基体に連結する連結片とを有し、同様にフィルム片と基体と連結片とを有する他のフィルム素材と積層した後、各連結片を切断して、フィルム片とフィルム片の外周部に残着する連結片の残片とを有する複数のフィルム体が積層される積層体を形成するためのフィルム素材であって、
各フィルム片が重なるように積層した場合、各連結片が互いにずれた位置に配置されることを特徴とするフィルム素材である。
【0021】
また本発明は、フィルム片と、フィルム片を支持する基体と、フィルム片の外周部を基体に連結する連結片とをそれぞれ有し、各フィルム片が重なるように積層した場合、各連結片が互いにずれた位置に配置される複数のフィルム素材を備えることを特徴とする積層体形成材料である。
【発明の効果】
【0022】
本発明によれば、複数のフィルム体が積層されて積層体が構成される。各フィルム体は、フィルム片の外周部が連結片によって基体に連結されるフィルム素材から連結片を切断して切出され、フィルム片の外周部に残着する連結片の残片を有している。各フィルム体の残片は、互いに異なる残着位置に残着している。このような積層体は、各フィルム片が重なるように積層した状態で各連結片が互いにずれた位置に配置されるフィルム素材を形成し、各フィルム片が重なるように積層し、連結片を切断することによって製造することができる。各連結片を切断するにあたって、各フィルム素材を積層した状態で切断しても、各連結片が互いにずれた位置に配置されているので、切断しなければならない厚みを小さくして、各連結片の切断に用いられる切断刃の負荷が小さく抑えられ、切断刃の寿命を長くし、切断刃の交換回数を少なくすることができる。
【0023】
また各フィルム素材が切断刃に大きな力で押付けられた状態で摺動してしまうことが防がれ、ごみを発生させることなく、かつ各フィルム体を損傷させないように切出し、高品質の積層体を得ることができる。このような高品質の積層体は、装置の部品として用いられる場合、高品質の装置の実現に大きく貢献することができる。
【0024】
しかも各フィルム体の形状に拘らず、複雑な曲面の載置面を有するような切断台などの特種な装置を用いなくても、さらに各フィルム素材を接着剤で接着しておかなければならないという制約を受けることなく、一度の切断加工で、各フィルム体を、各フィルム素材から切出すことができる。したがって工程数を少なくし、積層体の製造時間および製造コストの低減を図ることができる。
【0025】
また本発明によれば、各フィルム体は、フィルム片の外周部に連なる接合片が接合されることによって、互いに連結されている。したがって各フィルム体の互いに位置ずれを防ぐことができ、積層体の取扱いを容易にすることができる。さらに各フィルム片間に接着剤から成る接着剤層が介在されることがなく、各フィルム片が重なる部分の厚み寸法を小さくすることができ、薄肉の積層体を得ることができる。
【0026】
また本発明によれば、各接合片は、隣接するフィルム体以外のフィルム体の接合片と接合される。したがって互いに接合される接合片は、積層方向に互いに間隔をあけて配置されており、各接合片間の隙間に各接合片の接合のための接合剤を介在させることができる。したがって各接合片が、接合剤を用いて接合されても、接合片の部分における全体の厚み寸法を、フィルム片が重ねられる部分の全体の厚み寸法と同一にし、均一な薄肉の積層体を得ることができる。
【0027】
また本発明によれば、各接合片が、接着剤を用いる貼着、粘着剤を用いる貼着、両面粘着テープを用いる貼着および溶着のいずれかによって接合される。したがって各接合片が容易に接合され、各フィルム体を容易に連結することができる。
【0028】
また本発明によれば、各フィルム体が光学フィルム体であり、高品質の光学部品としての積層体を実現することができる。
【0029】
また本発明によれば、前述の優れた高品質の光学部品としての積層体をもちいて、照明装置が実現されるので、高品質の照明装置を実現することができる。
【0030】
また本発明によれば、各フィルム片が重なるように積層した状態で各連結片が互いにずれた位置に配置されるフィルム素材を形成し、各フィルム片が重なるように各フィムル素材を積層して連結片を切断し、積層体を製造する。各連結片を切断するにあたって、各フィルム素材を積層した状態で切断しても、各連結片が互いにずれた位置に配置されているので、切断しなければならない厚みを小さくして、各連結片の切断に用いられる切断刃の負荷が小さく抑えられ、切断刃の寿命を長くし、切断刃の交換回数を少なくすることができる。
【0031】
また各フィルム素材が切断刃に大きな力で押付けられた状態で摺動してしまうことが防がれ、ごみを発生させることなく、かつ各フィルム体を損傷させないように切出し、高品質の積層体を得ることができる。しかも各フィルム体の形状に拘らず、複雑な曲面の載置面を有するような切断台などの特種な装置を用いなくても、さらに各フィルム素材を接着剤で接着しておかなければならないという制約を受けることなく、一度の切断加工で、各フィルム体を、各フィルム素材から切出すことができる。したがって工程数を少なくし、積層体の製造時間および製造コストの低減を図ることができる。さらに切断刃を交換すれば、装置の他の構成を変更しなくても、形状の異なる積層体を形成することができ、装置を効率的に用いることができる。
【0032】
また本発明によれば、ロール状に巻回される各フィルム素材を、ロールから繰出して供給するので、各フィルム素材を、円滑にかつ高速で供給することができる。したがって積層体の製造効率を向上することができる。
【0033】
また本発明によれば、複数のフィルム素材を用い、各フィルム片が重なるように積層した状態で各連結片を切断することによって、各フィルム体が積層される積層体を製造することができる。フィルム素材は、各フィルム片が重なるように他のフィルム素材と積層した状態で、各連結片が互いにずれた位置に配置される構成を有している。これによって各連結片を切断するにあたって、各フィルム素材を積層した状態で切断しても、各連結片が互いにずれた位置に配置されているので、切断しなければならない厚みを小さくして、各連結片の切断に用いられる切断刃の負荷が小さく抑えられ、切断刃の寿命を長くし、切断刃の交換回数を少なくすることができる。
【0034】
また各フィルム素材が切断刃に大きな力で押付けられた状態で摺動してしまうことが防がれ、ごみを発生させることなく、かつ各フィルム体を損傷させないように切出し、高品質の積層体を得ることができる。しかも各フィルム体の形状に拘らず、複雑な曲面の載置面を有するような切断台などの特種な装置を用いなくても、さらに各フィルム素材を接着剤で接着しておかなければならないという制約を受けることなく、一度の切断加工で、各フィルム体を、各フィルム素材から切出すことができる。したがって工程数を少なくし、積層体の製造時間および製造コストの低減を図ることができる。さらに切断刃を交換すれば、装置の他の構成を変更しなくても、形状の異なる積層体を形成することができ、装置を効率的に用いることができる。
【0035】
また本発明によれば、積層体形成材料は、複数のフィルム素材を備え、各フィルム片が重なるように各フィルム素材を積層した状態で各連結片を切断することによって、各フィルム体が積層される積層体を製造することができる。各フィルム素材は、各フィルム片が重なるように積層した状態で、各連結片が互いにずれた位置に配置される構成を有している。これによって各連結片を切断するにあたって、各フィルム素材を積層した状態で切断しても、各連結片が互いにずれた位置に配置されているので、切断しなければならない厚みを小さくして、各連結片の切断に用いられる切断刃の負荷が小さく抑えられ、切断刃の寿命を長くし、切断刃の交換回数を少なくすることができる。
【0036】
また各フィルム素材が切断刃に大きな力で押付けられた状態で摺動してしまうことが防がれ、ごみを発生させることなく、かつ各フィルム体を損傷させないように切出し、高品質の積層体を得ることができる。しかも各フィルム体の形状に拘らず、複雑な曲面の載置面を有するような切断台などの特種な装置を用いなくても、さらに各フィルム素材を接着剤で接着しておかなければならないという制約を受けることなく、一度の切断加工で、各フィルム体を、各フィルム素材から切出すことができる。したがって工程数を少なくし、積層体の製造時間および製造コストの低減を図ることができる。さらに切断刃を交換すれば、装置の他の構成を変更しなくても、形状の異なる積層体を形成することができ、装置を効率的に用いることができる。
【発明を実施するための最良の形態】
【0037】
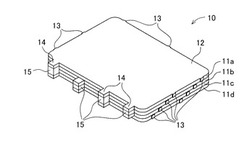
図1は、本発明の実施の形態の積層体10を示す斜視図である。積層体10は、複数、本実施の形態では4枚のフィルム体11a〜11dを備え、これらフィルム体11a〜11dが積層されて構成される。以下、各フィルム体11a〜11dを、個別に識別して説明するときは、第1フィルム体11a、第2フィルム体11b、第3フィルム体11c、第4フィルム体11dとそれぞれいい、不特定のいずれかについて説明するときは、添え字a〜dを省略してフィルム体11という。積層体10では、図1の上方側となる積層方向一方側から、第1フィルム体11a、第2フィルム体11b、第3フィルム体11c、第4フィルム体11dの順に積層されている。
【0038】
積層体10は、光学装置に組込まれる光学部品として用いられる積層体である。各フィルム体11は、光学的作用を奏する光学フィルム体である。フィルム体11として、たとえば光を拡散させるための拡散フィルム体、集光のためのプリズムフィルム体を備える構成であってもよい。本実施の形態では、第1フィルム体11aおよび第4フィルム体11dは、拡散フィルム体であり、第2フィルム体11bおよび第3フィルム体11cは、プリズムフィルム体である。
【0039】
各フィルム体11は、主たる部分であるフィルム片12と、フィルム片12の外周部に連なって設けられる外周凸部である残片13と、フィルム片12の外周部に連なって設けられる接合用凸部である接合片14とを、それぞれ有する。各フィルム体11は、各フィルム片12が重なるように位置合せされて積層されている。本実施の形態では、各フィルム片12は、同一形状であり、厚み方向に垂直な形状が略長方形状である。
【0040】
各フィルム体11は、1つ以上の残片13をそれぞれ有している。1つのフィルム体11の残片13の数および形成位置は、特に限定されるものではないが、本実施の形態では、フィルム片12における2つの短辺部分および1つの長辺部分の計3つの辺部分に2つずつ、合計6つの残片13をそれぞれ有する。このように各フィルム体11は、6つずつ残片13を有しているが、各フィルム体11の残片13は、互いに少しずつずれて異なる位置に形成され、互いに重ならないように形成されている。
【0041】
各フィルム体11は、各接合片14が接合されることによって、互いに連結されている。各フィルム体11において、接合片14は、残片13が形成されていない残りの長辺部分に形成されている。各接合片14は、隣接するフィルム体11の接合片14と接合されるのではなく、隣接するフィルム体11以外のフィルム体11の接合片14と接合される。このようにして各フィルム体11は、間に他のフィルム体11が介在される2枚のフィルム体11の接合片14同士が接合されることによって、互いに連結されている。
【0042】
接合片14同士の接合構造は、特に限定されるものではなく、接合剤15を用いて貼着する接合構造であってもよいし、溶着する接合構造であってもよく、図1に示す構成では、接合剤15を用いて貼着している。接合剤15は、接着剤であってもよいし、粘着剤であってもよいし、両面粘着テープであってもよい。このように接合片14が接合されて、各フィルム体11が連結されている。
【0043】
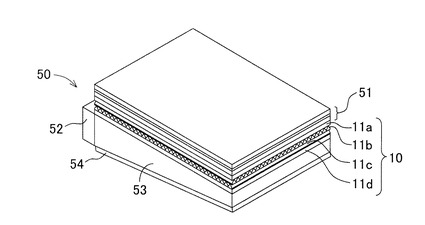
図2は、積層体10を備える照明装置50を示す斜視図である。図2には、各残片13、接続片14などを省略して示す。積層体10は、たとえば照明装置50を構成する光学部品として用いられる。照明装置50は、液晶ディスプレイなどと呼ばれる液晶表示装置に組込まれる照明装置である。照明装置50は、バックライトなどと呼ばれ、透過型の液晶表示装置における液晶表示パネル51の裏側に設けられ、液晶表示パネル51を裏側から照明する装置である。
【0044】
照明装置50は、光源52と、導光板53と、反射板54と、積層体10とを備える。光源52は、たとえば発光ダイオード(LED)によって実現される。照明装置50は、エッジライト方式の照明装置であり、導光板53の一側面部に光源52が設けられ、導光板53の一方主面部に反射板54が設けられ、導光板53の他方主面部に積層体10が設けられている。積層体10は、第4フィルム体11dを導光板53に対向させて設けられる。
【0045】
このような照明装置50は、積層体10の第1フィルム体11aを液晶表示パネル51に対向させるようにして用いられる。この照明装置50では、光源52から出射される照明光が、一側面から導光板53に入射され、導光板53の他方主面から出射されて、積層体10を経て液晶表示パネル51に照射される。積層体10は、導光板53の他方主面から出射される照明光を、拡散、集光させ、液晶表示パネル51の全体にわたって、均一に照明することができるようにするなど、所望の光学性能を発揮するように構成されている。
【0046】
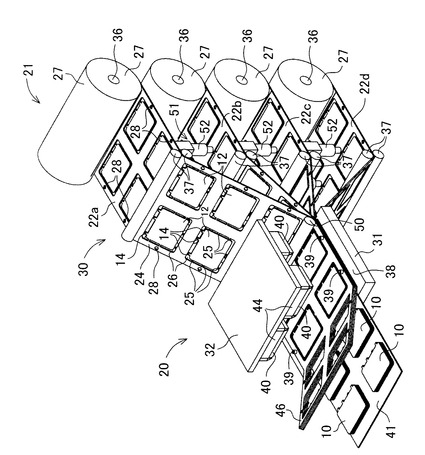
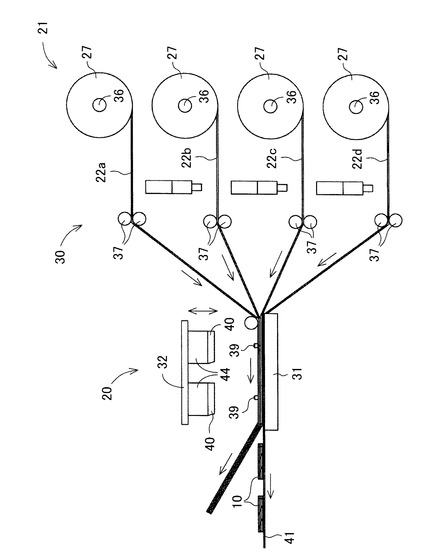
図3は、積層体10を製造するための製造装置20を示す斜視図である。図4は、製造装置20を示す正面図である。積層体10は、積層体材料21の各フィルム素材22を積層し、各フィルム体11を切出すようにして、製造される。製造装置20は、フィルム素材22からフィルム体11を切出す切断装置である。
【0047】
積層体材料21は、複数、製造すべき積層体10のフィルム体11と同数のフィルム素材22a〜22dを備えている。以下、各フィルム素材22a〜22dを、個別に識別して説明するときは、第1フィルム素材22a、第2フィルム素材22b、第3フィルム素材22c、第4フィルム素材22dとそれぞれいい、不特定のいずれかについて説明するときは、添え字a〜dを省略してフィルム素材22という。第1フィルム素材22aは、第1フィルム体11aを形成するための素材である。第2フィルム素材22bは、第2フィルム体11bを形成するための素材である。第3フィルム素材22cは、第3フィルム体11cを形成するための素材である。第4フィルム素材22dは、第4フィルム体11dを形成するための素材である。
【0048】
各フィルム素材22は、フィルム片12と、フィルム片12を支持する基体24と、フィルム片12の外周部を基体24に連結するブリッジである連結片25とをそれぞれ有している。各フィルム素材22は、帯状の素材である。各基体24は、帯状であり、長手方向に複数のフィルム片嵌合孔26が形成されている。本実施の形態では、幅方向に2つのフィルム片嵌合孔26が並ぶように、各基体24には、2列でフィルム片嵌合孔26が形成されている。各フィルム片嵌合孔26は、各フィルム片12よりも大きい略長方形状である。
【0049】
各フィルム片12は、各基体24の各フィルム片嵌合孔26に1つずつ嵌まり込むように、設けられている。したがって1つの基体24に対して複数のフィルム片12が設けられている。各フィルム片12は、全周にわたって基体24から間隔をあけて設けられ、各連結片25によって外周物が基体24に連結され、基体24に支持されている。各連結片25は、1つのフィルム片12に対して、6つずつ設けられている。1つのフィルム片12は、2つの短辺部分および1つの長辺部分の計3つの辺部分が、2つずつの連結片25によって、それぞれ基体24に連結されている。
【0050】
また各フィルム素材22は、接合片14をそれぞれ有している。各接合片14は、各フィルム片12における連結片25によって基体24に連結されない辺部分に連なって形成される。また各フィルム素材22の基体24には、長手方向にフィルム片嵌合孔26と同一のピッチで位置決め孔28が形成されており、各フィルム素材22は、各位置決め孔28が同一位置に配置されるように位置合せして積層することによって、各フィルム片12が重なるように積層される。
【0051】
さらに各フィルム素材22は、各フィルム片12が重なるように積層される状態で、各連結片25が互いに重ならないように、週方向にずれた位置に配置される構成を有している。また各フィルム素材22は、各フィルム片12が重なるように積層される状態で、各接合片14が、図1を参照して説明したような位置関係に配置される構成を有している。
【0052】
各フィルム体11は、各フィルム素材22の連結片25が切断されることによって切出される。各フィルム体11の残片13は、切断された連結片25のうち、フィルム片12に残着するフィルム片12側の部分である。したがって各フィルム片12が重なるように、各フィルム素材22が積層された状態で、各連結片25が切断されることによって、各フィルム体11が積層された積層体10が得られる。
【0053】
製造装置20は、各フィルム素材22を保持しておき供給する供給手段30と、供給手段30によって供給される各フィルム素材22を支持する切断台31と、切断台31に支持される各フィルム素材22からフィルム体11を切出す切断手段32とを備える。
【0054】
供給手段30は、各フィルム素材22を保持する保持部としての保持軸36と、各フィルム素材22を繰出して供給する供給部としての供給ローラ37とを有する。各フィルム素材22は、ロール状に巻回されて素材ロール27として準備される。各保持軸36は、製造装置20の機体などに固定されており、各素材ロール27毎に設けられ、各素材ロール27を回転自在にそれぞれ支持する。
【0055】
各供給ローラ37は、外表面が粘着性を有する粘着ローラによって実現される。各供給ローラ37は、各フィルム素材22毎に一対ずつ設けられ、フィルム素材22を挟持した状態で回転することによって、フィルム素材22を素材ロール27から繰出し、各フィルム素材22を長手方向に移動させるように搬送して、切断台31の載置面38上に向けて供給する。また供給手段30は、各フィルム素材22が切断台31の載置面38上で積層されるように、各フィルム素材22を供給する。各供給ローラ37は、各フィルム素材22を選択的に供給できるように、図示外のモータなどの駆動手段によって、回転駆動されるように、構成されている。
【0056】
各供給ローラ37による供給速度、つまり各フィルム素材22の搬送速度は、特に限定されず、適宜必要に応じて設定される。各供給ローラ37として、粘着ローラを用いることによって、各フィルム素材22に付着しているごみを除去することができるので、好適である。
【0057】
切断台31における各フイルム素材22の搬送方向上流側の端部の載置面38に対向して搬送ローラ50が設けられている。各フィルム素材22は、この搬送ローラ50と切断台31との間に挿入されるように搬送され、搬送ローラ50と切断台31とに挟持されることによって積層され、切断台31の載置面38に載置される。搬送ローラ50は、駆動手段によって駆動され、各フィルム素材22を搬送方向へ移動させる構成でもよいし、単に回転可能に支持され、各フィルム素材22を案内する構成であってもよい。
【0058】
切断台31は、各フィルム素材22の連結片25を切断手段32によって切断するときに、各フィルム素材22を載置するための基台であり、載置面38も各フィルム素材22を載置して支持する。切断台31の載置面38は、フィルム素材22が供給手段30によって供給されて搬送される搬送方向に対し平行である平面形状に形成されている。このように切断台31は、平面状の載置面38を有する板状の基台であり、載置面38上に各フィルム素材22を積層した状態で支持することができる。
【0059】
切断台31には、位置決めピン39が設けられている。位置決めピン39は、載置面38に対して略垂直に突出するように設置された、寸法精度の高い軸形状のピンである。この位置決めピン39を、各フィルム素材22の位置決め孔28に挿通させて、各フィルム素材22を切断台31に支持させることによって、各フィルム片12が重なるように各フィルム素材22を積層して支持することができる。したがって各フィルム素材22を切断台31に対して位置決めすることができる。位置決めピン39は、先端部が先細のテーパ形状に形成されており、位置決め孔28への挿入を容易にしている。
【0060】
位置決めピン39は、たとえば一対設けるなど、複数個以上設けることによって、各フィルム素材22の切断台31に対するフィルム素材22の角変位を阻止し、各フィルム素材22を切断台31に対して正確に位置決めすることができる。たとえば各フィルム素材22に、幅方向の両端部に、対を成すように位置決め孔28を形成し、切断台31に、各フィルム素材22の搬送方向に垂直な方向両側に、対を成すように位置決めピン39が設けられる。
【0061】
本実施の形態では、切断台31には、各フィルム素材22の長手方向および幅方向に2つずつ並ぶ計4つのフィルム片12が、1グループとなり、載置面38上に1グループのフィルム片12が配置される状態で、各フィルム素材22が載置される。つまり、切断台31上に、積層されたフィルム片12群が4つ形成されるように、各フィルム素材22が載置される。
【0062】
各フィルム素材22には、幅方向に並ぶ2つのフィルム片12を挟むように幅方向両側部に1つずつ、かつ長手方向に各フィルム片12と同一ピッチで長手方向に関してフィルム片12毎に1つずつ、位置決め孔28が形成されている。したがって幅方向両側部にそれぞれ1つずつ形成される位置決め孔28が対を成すとした場合、1グループのフィルム片12に対して、2対、計4つの位置決め孔28が形成されている。切断台31に、各フィルム素材22の幅方向両側部の搬送に伴う移動経路に沿って2つずつ、2対、計4つの位置決めピン39が設けられる。本実施の形態では、このような構成で、1グループのフィルム片12が切断台31上に載置されるように、各フィルム素材22が位置決めされる。
【0063】
位置決めピン39を位置決め孔28に対して挿入および離脱する構成としては、たとえば位置決めピン39を、載置面38から出没可能に切断台31に設けておいて、載置面38から出没させる構成であってもよい。このような構成では、位置決めピン39が切断台39内に没入する状態で、位置決め孔28が位置決めピン39のある位置に配置されるように、各フィルム素材22が搬送されたとき、位置決めピン39を突出させて位置決め孔28に挿入する。また位置決めピン39を没入させれば、位置決め孔28から離脱させることができる。位置決めピン39は、別途設けられる駆動手段で出没させる構成であってもよい。
【0064】
位置決めピン39を位置決め孔28に対して挿入および離脱する構成は、この位置決めピン39を出没される構成に限定されるものではなく、これ以外にも種々の構成を採用することができる。たとえば各フィルム素材22を、載置面38に対して近接および離反するように変位操作する構成であってもよい。このような構成では、たとえば各フィルム素材22を把持解除可能に把持する把持部と、把持部を載置面38に対して近接および離反させるように変位駆動する手段によって実現されてもよい。
【0065】
切断手段32は、各フィルム素材22を切断して、各フィルム素材22から各フィルム体11を切出す切断機である。切断手段32は、切断台31に対向する切断刃40を有し、切断刃40の刃先が切断台31に当接しまたは近接した切断位置と、切断刃40の刃先が切断台31から離間した退避位置とにわたって、退避位置から切断位置に向かう切断方向および切断位置から退避位置に向かう退避方向へ変位可能に設けられ、図示外の駆動手段によって変位駆動される。切断手段32は、退避位置にある状態で、切断台31に各フィルム素材22を支持させ、切断位置まで切断方向に変位駆動されることによって、各フィルム素材22の連結片25を切断し、各フィルム体11を切出して、積層体10を切出すことができる。
【0066】
切断手段32は、前述のようにして切断台31上に形成される4つのフィルム片12群のうち、1つのフィルム片12群だけ、各フィルム素材22から切出すように、1つだけ切断部44を有する構成など、3つ以下の切断部44を有する構成であってもよいが、本実施の形態では、4つのフィルム片12群を同時に、各フィルム素材22から切出すように、4つの切断部44を有する。複数の切断部44を備える構成にすれば、1度の加工工程で、複数の積層体10を切出すことができる。
【0067】
また切断手段32は、各切断部44毎に、積層体11を切出すために適した形状の切断刃40をそれぞれ有している。各切断部44の切断刃40は、直線状に延びた帯状の刃部が、積層体11の形状に合致する形状に並べられて、たとえば矩形状に並べられて構成されている。各切断刃40は、刃先が切断台31の載置面38と平行な平面状に配置されるように形成されている。切断手段32は、特に限定されるものではなく、従来公知のものを採用することができ、たとえば切断刃40としてトムソン刃を用いるトムソン型を採用することができる。
【0068】
製造装置20は、図示を省略するが、さらに各フィルム素材22と切断台31との間に、キャリアテープ41を介在させるように供給し、回収する手段を備えている。各フィルム素材22と切断台31との間に、キャリアテープ41を介在させることによって、切出される積層体10を容易に搬送することができるうえ、さらに切断刃40と切断台31との当接による切断刃40の摩耗および切断台31の載置面38の損傷を防止することができる。したがってキャリアテープ41を供給しかつ回収する手段は、積層体10の搬出手段として機能する。キャリアテープ41は、たとえばフィルム素材22と同様にロール状に巻回しておき、同様の構成の供給手段で供給することができ、たとえばロールに巻取ることによって回収することができる。キャリアテープ41の材料などの構成は、特に限定されるのではなく、従来公知のものを含め、種々様々なものを採用することができる。
【0069】
各フィルム素材22から積層体10が切出されて残った残余の部分(以下「余剰フィルム分」という)46は、たとえばロールに巻取って積層体10とは別に回収する。余剰フィルム分46を回収する手段は、図示を省略しているが、この余剰フィルム分46を回収する手段、前述の供給手段30、搬送ローラ50などを含んで、各フィルム素材22を搬送する手段が構成される。
【0070】
また製造装置20は、接合片14を接合するための接合手段51を備えている。この接合手段51は、各フィルム素材22の接合片14に、素材ロール27から繰出されて切断台31上に供給されるまでの間に、接合剤15を塗布する接合剤塗布部52を備える。接合剤塗布部52は、たとえば内部に貯蔵されまたは供給源から供給される接合剤15を吐出する構成であり、互いに接合される接合片14のうち、切断台31の載置面38に載置される状態で載置面38側に配置される接合片14に、接合剤15を塗布する。各フィルム素材22は、接合剤塗布部52によって各接合片14に選択的に接合剤15が塗布された状態で、切断台31上に搬送されると、切断台31と搬送ローラ50とによって挟持される。このように各フィルム素材22が挟持されることによって、互いに重なる接合片14同士が近づくように加圧され、互いに重なる接合片14が接合剤15で貼着されて接合される。したがって搬送ローラ50は、前述のように各フィルム素材22を搬送するための手段を構成するだけでなく、各接合片14を接合するために、重なる接合片14同士を近づけるように加圧する加圧部としても機能し、接合手段51を構成する。
【0071】
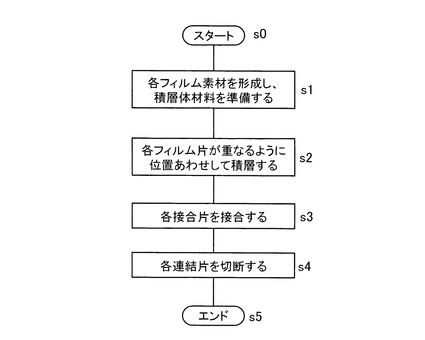
図5は、積層体10の製造方法を示すフローチャートである。積層体10は、図3および図4の製造装置20を用い、図5の製造方法に従って、製造される。積層体10の製造は、積層体10の製造要求が生じた時点で開始される。まずステップs1で、積層体10の材料である前述のような積層体材料21を準備する。このステップs1では、各フィルム素材22がロール状に巻回された素材ロール27を、保持軸36に装着して保持される。
【0072】
積層体材料21を準備した後、ステップs2に進み、供給ローラ37によって、各素材ロール27からフィルム素材22を繰出し、切断手段32の直下の位置となる切断台31の載置面38上に供給する。さらに切断台31の載置面38上で、各位置決めピン39を各フィルム素材22の位置決め孔28に挿通させ、各フィルム片12が重なるように、各フィルム素材22を位置決めして、切断台31の載置面38上に積層する。
【0073】
各フィルム素材22を切断台31の載置面38上に積層した後、ステップs3に進み、互いに重なる接合片14を接合する。接合片14の接合構造は、特に限定されるものではない。接合片14は、たとえば接合剤15を用いて貼着されてもよいし、加熱加圧されて溶着されてよい。接合剤15としては、糊を含む接着剤、粘着剤、両面テープなどを用いることができる。また接合片14は、これら以外の従来公知の種々の方法を採用して接合するようにしてもよい。
【0074】
各接合片14を接合した後、ステップs4に進み、切断台31の載置面38上に配置されるフィルム片12群に関して、切断手段32を駆動して切断台31に向けて押圧し、切断刃40によって各連結片25を切断し、4つの積層体11を切出す。切断速度、つまり切断刃40を変位させる速度など、切断条件は特に限定されるものではなく、適宜必要に応じて設定される。そして切出した積層体11をキャリアテープ41によって回収し搬出するとともに、余剰フィルム分46を、たとえばロールに巻取って積層体11とは別に回収して製造が終了する。
【0075】
本実施の形態では、前述のように、積層体材料21が素材ロール27として準備されるので、素材ロール27が無くなるまで、ステップs4の後、ステップs2に戻ることによって、連続的に積層体10を製造することができる。
【0076】
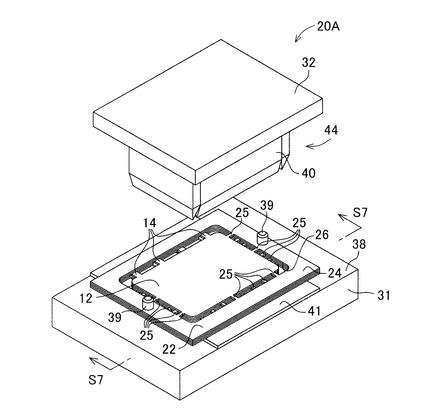
図6は、本発明の実施の他の形態の製造装置20Aの一部を示す斜視図である。図6の製造装置20Aは、図3および図4に示す製造装置20と類似しており、対応する部分に同一の符号を付し、異なる構成についてだけ説明する。図3および図4の製造装置20では、幅方向に2つ並ぶように2列でフィルム片12が並ぶフィルム素材22が用いられたけれども、図6の製造装置20Aでは、各フィルム片12が1列に長手方向に並ぶフィルム素材22が用いられる。図6には、切断台31および切断手段32付近を示し、各フィルム素材22およびキャリアテープは、長手方向の一部だけを示している。図6では、供給手段30などは、省略している。
【0077】
各フィルム片12が1列に並ぶフィルム素材22を用いる製造装置20Aでは、切断台31上に、1つのフィルム片12群だけが載置される状態で、各フィルム素材22が積層されて支持される。これに合せて、切断手段32は、1つの切断部44だけを有している。また各フィルム素材22には、フィルム片12を挟むように幅方向両側部に1つずつ、対を成して位置決め孔28が形成されており、切断台32には、各フィルム素材22の幅方向両側部の移動経路に沿って1つずつ、1対、計2つの位置決めピン39が設けられている。このような図6の製造装置20Aは、図5の製造方法に従う積層体10の製造に、図3および図4の製造装置20に代えて用いることができる。
【0078】
図7は、図6の切断面線S7−S7から見た断面図である。図7に示すように、本発明に従う構成では、各フィルム片12が重なるように、各フィルム素22が積層される状態で、切断手段32による切断対象となる連結片25は、互いに重ならないようにずれた位置に配置される。図7には、図6に示す実施の形態の断面を示しているが、図1〜図5に示す実施の形態においても、同様に、連結片25は、互いに重ならないようにずれた位置に配置される。
【0079】
図8は、1つの連結片25を切断する状態を模式的に示す断面図である。図9は、重なる4つの連結片25を切断する状態を模式的に示す断面図である。切断刃40は、先端に向かうにつれて厚み寸法が小さくなる構成である。連結片25は、切断手段32が駆動手段で駆動されて切断台31に向けて押圧されることによって、切断手段32の切断刃40によって切断される。
【0080】
図8に示すように、1つの連結片25だけを切断する場合、切断刃40の先端部分の厚み寸法がd1と小さい部分だけで、連結片25を切断することができる。このような場合、駆動手段から切断手段32に与えなければならない押圧力は小さく、切断刃40に発生する負荷が小さく、連結片25を容易に切断することができるとともに、切断刃40の寿命が長くなる。また切断刃40と連結片25とが大きな力で当接した状態で摺動することがなく、ごみの発生が抑えられるうえ、フィルム体11が不消耗に損傷されることがない。したがって高品質の積層体10が得られる。
【0081】
これに対して従来の技術と同様、図9に示すように、複数、図9の例では4つの連結片25を重ねて切断する場合、各連結片25の厚み寸法を合せた大きな厚み寸法の対象物を切断するのと同様の状態となり、切断刃40の根元部分に近い付近の厚み寸法がd2(>d1)と大きい部分で、連結片25を切断しなければならなくなる。つまり上方側に配置される連結片25を切断する部分は、切断刃40の根元部分に近付き、厚み寸法がd2という大きい部分となる。このような場合、駆動手段から切断手段32に与えなければならない押圧力は大きくなり、切断刃40に発生する負荷が大きくなって、切断刃40の寿命が短くなる。また切断刃40と連結片25とが大きな力で当接した状態で摺動することになり、フィルム体11が磨耗してごみを発生してしまううえ、フィルム体11が大きく削られて損傷し、積層構造が潰れるなど、積層体11の品質が悪化してしまう。
【0082】
本発明に従う構成では、前述のように、各フィルム片12が重なるように各フィルム素22が積層される状態で、連結片25は、互いに重ならないようにずれており、この互いにずれた連結片25を切断する。これによって図7に示すように、1つの連結片25だけを切断するのと同様の状態で、各連結片25を切断することができる。したがって切断刃40の寿命を長く保つことができ、高品質の積層体10を得ることができる。
【0083】
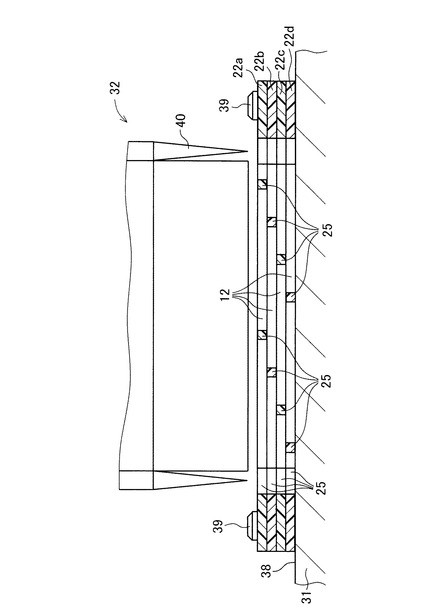
図10は、積層体10を、接合片14が設けられる側から見て示す側面図である。図11は、各フィルム片12を接着剤で接着した構成の積層体10を示す断面図である。図10に示すように、本実施の形態では、第1フィルム体11aおよび第4フィルム体11dには、3つの接合片14がそれぞれ形成され、第2フィルム体11bおよび第3フィルム体11cには、1つの接合片14がそれぞれ形成されている。第1フィルム体11aの3つの接合片14のうちの2つの接合片14は、第4フィルム体11dの3つの接合片14のうちの2つの接合片14と、それぞれ重なるように形成されている。第1フィルム体11aの3つの接合片14のうちの残り1つの接合片14は、第3フィルム体11cの接合片14と、重なるように形成されている。また第4フィルム体11dの3つの接合片14のうちの残り1つの接合片14は、第2フィルム体11bの接合片14と、重なるように形成されている。
【0084】
このように各フィルム体11の接合片14は、隣接しないフィルム体11の接合片14と2つで1組となり、組を成す2つの接合片14同士は、互いに重なるように同一位置に形成され、かつ組を成す2つの接合片14以外の接合片14とはずれて異なる位置に形成されている。組を成す2つの接合片14同士が、たとえば接合剤15によって互いに接合される。
【0085】
本実施の形態では、第1フィルム体11aと第3フィルム体11cとが連結され、第1フィルム体11aと第4のフィルム体11dとが連結され、第2フィルム体11bと第4フィルム体11dとが連結される。これによって第1〜第4フィルム体11a〜11dが、互いに連結されている。各接合片14は、隣接するフィルム体11の接合片14と接合されるのではなく、隣接するフィルム体11以外のフィルム体11の接合片14と接合される。このようにして各フィルム体11は、間に他のフィルム体11が介在される2枚のフィルム体11の接合片14同士が接合されることによって、互いに連結されている。
【0086】
図11に示すように、各フィルム体11を連結するにあたって、各フィルム体11を同一の位置で接合すると、各フィルム体11間に接合剤15が介在されることによって、全体の厚み寸法D2が、各フィルム体11の厚み寸法を合計した寸法よりも大きくなってしまい、積層体10の厚み寸法が大きくなってしまう。したがって積層体10の薄型化に支障を来たしてしまう。特に、図11に示すように、各フィルム片12同士を接合する場合、接合剤15の層が積層体10を透過する光に悪影響を及ぼすおそれがあり、光学部品として好適な積層体10を得ることができなくなる。この光学部品としての品質の低下は、接合剤15を用いずに各フィルム片12同士を溶着する場合も生じ得る問題である。
【0087】
また各フィルム片12を直接接合せずに、接合片14を形成して接合する構成でも、各フィルム体11の接合片14が同一位置にある場合には、この接合片14が接合される部分の厚み寸法が同様にD2と大きくなって、積層体10の薄型化に支障を来たす。またこのように接合片14を形成して接合するにあたって、各接合片14を溶着する構成でも、フィルム体11の接合片14が同一位置にある場合には、接合片14が溶融することによって膨張し、接合片14が接合される部分の厚み寸法が大きくなってしまうおそれがある。
【0088】
これに対して前述のように、特定のフィルム体11の接合片14同士を接合し、各フィルム体11を連結することによって、積層体11全体の厚み寸法D1を、各フィルム体11の厚み寸法を合計した寸法と同一に保ち、接合による厚み寸法の増加を防ぐことができる。これによって厚み寸法D1の小さい、薄型の積層体11を作製することが可能になる。しかも各フィルム片12間に、接合剤15などが介在されることがなく、積層体10が光学部品として用いられても、接合剤15などによって不所望な光学的作用を有してしまうことがない。したがって高品質の光学部品としての積層体を実現することができる。
【0089】
以上説明したように、本発明の積層体10は、複数のフィルム体11が積層されて構成される。各フィルム体11は、フィルム片12の外周部が連結片25によって基体24に連結されるフィルム素材22から連結片25を切断して切出され、フィルム片12の外周部に残着する連結片25の残片13を有している。各フィルム体11の残片13は、互いに異なる残着位置に残着している。つまり積層体10は、略矩形状のフィルム片12の外周部に凸部である残片13を有する、複数のフィルム体11を積層した構成であり、凸部である残片13の位置が重なっていない。
【0090】
このような積層体11は、図3および図4または図6に示すような製造装置20,20Aを用いて、本発明の製造方法に従って、図5に示すような手順で製造することができる。本発明の製造方法では、各フィルム片12が重なるように積層した状態で各連結片25が互いにずれた位置に配置されるフィルム素材22を形成し、各フィルム片12が重なるように積層し、連結片25を切断することによって製造する。各連結片25を切断するにあたって、各フィルム素材22を積層した状態で切断しても、各連結片25が互いにずれた位置に配置されているので、図8および図9を参照して説明したように、切断しなければならない厚みを小さくして、各連結片25の切断に用いられる切断刃40の負荷が小さく抑えられ、切断刃の寿命を長くし、切断刃40の交換回数を少なくすることができる。
【0091】
また各フィルム素材22が切断刃44に大きな力で押付けられた状態で摺動してしまうことが防がれ、ごみを発生させることなく、かつ各フィルム体11を損傷させないように切出し、高品質の積層体10を得ることができる。このような高品質の積層体10は、装置の部品として用いられる場合、高品質の装置の実現に大きく貢献することができる。
【0092】
しかも各フィルム体11の形状に拘らず、複雑な曲面の載置面を有するような切断台などの特種な装置を用いなくても、さらに各フィルム素材22のフィルム片12を接着剤で接着しておかなければならないという制約を受けることなく、一度の切断加工で、各フィルム体11を、各フィルム素材22から切出すことができる。したがって工程数を少なくし、積層体10の製造時間および製造コストの低減を図ることができる。
【0093】
また切断台31の載置面39を平面とし、各フィルム素材22を素材ロール27として供給することによって、フィルム素材22を高速で供給できる。さらに搬送にキャリアテープ41等を使うことによって、切断後の積層体11を容易に回収することができる。また積層体10の形状の変更に対しても、切断刃40を取り替えるだけで対応できるので、効率的である。
【0094】
特に各フィルム体11が光学フィルム体である場合、積層体10が光学部品として用いられる場合、高品質の光学部品を実現することができる。積層体10が光学部品である場合、その品質が、光学的作用に大きく影響するので、高品質の積層体10は、光学部品として優れている。このように優れた積層体10を用いることによって、図2に示すような照明装置50を構成する場合、高品質の照明装置50を実現することができる。
【0095】
また各フィルム体11は、フィルム片12の外周部に連なる接合片14が接合されることによって、互いに連結されている。したがって各フィルム体11の互いに位置ずれを防ぐことができ、積層体10の取扱いを容易にすることができる。各フィルム素材22が位置決めされて積層された後、各連結片25を切断する前に、各接合片14を接合することによって、各連結片25の切断動作によって、切出される各フィルム体11がずれてしまうことを防ぐことができる。
【0096】
さらに図10および図11を参照して説明したように、各フィルム片12間に接着剤から成る接着剤層が介在されることがなく、各フィルム片12が重なる部分の厚み寸法を小さくすることができる。また各接合片14は、隣接するフィルム体11以外のフィルム体11の接合片14と接合される。したがって互いに接合される接合片14は、積層方向に互いに間隔をあけて配置されており、各接合片14間の隙間に各接合片14の接合のための接合剤15を介在させることができる。また溶着などによって接合片14が溶融しても、接合片14が重なる部分の厚み寸法が、各フィルム片12の重なる部分の厚み寸法より大きくなってしまうことが防がれる。したがって積層体10の全体の厚み寸法を、フィルム片12が重ねられる部分の全体の厚み寸法と同一にし、均一な薄肉の積層体10を得ることができる。このように積層体10の薄型化を可能にすることができる。この薄型の積層体10を用いれば、照明装置50を薄型化することができる。
【0097】
さらに各フィルム体11が連結されてユニット化されており、積層体10を照明装置50に組込むにあたって、各フィルム体11を1枚ずつ積層する作業が不要であり、1度の作業で組込むことができる。これによって組立て作業の作業工程数を少なくし、効率良く照明装置50を組立てることができる。したがって照明装置50の製造コストを低減することができる。
【0098】
前述の実施の形態は、本発明の例示に過ぎず、本発明の範囲内で構成を変更することができる。たとえば積層体を構成するフィルム体の数は、4つに限らず、3つ以下でもよいし、5つ以上でもよい。たとえば照明装置を構成する光学部品としての積層体の場合、前述の2つの拡散フィルム体および2つのプリズムフィムル体に加え、導光板および反射板をフィルム状に形成してこれらを一緒に積層する構成であってもよい。つまりフィルム体が、導光板、反射板である構成であってもよい。また積層体を組込んで構成する照明装置は、エッジライト方式のバックライトに限定されるものではなく、積層体は、他の方式のバックライトを含め、従来公知の種々の照明装置に組込むことができる。
【0099】
また積層体は、光学部品として用いられる積層体に限定されるものではなく、他の用途に用いられる積層体も、本発明に含まれる。また積層体は、長方形状のフィルム体を積層する構成に限定されるものではなく、たとえば円形状のフィルム体を積層する構成などであってもよい。つまり積層体の形状は、特に限定されるものではない。またフィルム素材の連結片を切断するにあたって、トムソン型以外の他の切断手段を用いてもよいし、フィルム素材は、ロール状に巻回した素材ロールから供給する構成に代えて、複数枚のシート状に形成したフィルム素材を準備しておいて、1枚ずつ供給する構成であってもよい。この場合、1枚のシート状のフィルム素材は、1つのフィルム片を有する構成であってもよいし、複数のフィルム片を有する構成であってもよい。また接合手段51は、接合剤塗布部52および加圧部としての搬送ローラ50とを備える構成に代えて、切断台31上で各フィルム素材22が積層された状態で、互いに重なる接合片14を加熱加圧して溶着する構成であってもよい。これら以外にも、種々様々な構成を採用することができる。
【0100】
以上のように本発明は、あらゆるフィルム状の素材から切出されるフィルム体が積層される積層体およびその製造に応用可能であり、フィルム体を好適に切出し、高品質の積層体を得ることができる有効な技術思想であり、用途の広いものである。特に、薄く柔軟性のあるフィルム状の素材を用いる場合に、好適に実施することができる。
【図面の簡単な説明】
【0101】
【図1】本発明の実施の形態の積層体10を示す斜視図である。
【図2】積層体10を備える照明装置50を示す斜視図である。
【図3】積層体10を製造するための製造装置20を示す斜視図である。
【図4】製造装置20を示す正面図である。
【図5】積層体10の製造方法を示すフローチャートである。
【図6】本発明の実施の他の形態の製造装置20Aの一部を示す斜視図である。
【図7】図6の切断面線S7−S7から見た断面図である。
【図8】1つの連結片25を切断する状態を模式的に示す断面図である。
【図9】重なる4つの連結片25を切断する状態を模式的に示す断面図である。
【図10】積層体10を、接合片14が設けられる側から見て示す側面図である。
【図11】各フィルム片12を接着剤で接着した構成の積層体10を示す断面図である。
【図12】従来の技術の積層体1を示す斜視図である。
【図13】光学フィルム体2を打抜くための装置3を示す斜視図である。
【図14】図13の切断面線S14−S14から見た断面図である。
【符号の説明】
【0102】
10 積層体
11a〜11d(11) フィルム体
12 フィルム片
13 残片
14 接合片
15 接合剤
20 製造装置
21 積層体形成材料
22a〜22d(22) フィルム素材
24 基体
25 連結片
27 素材ロール
28 位置決め孔
30 供給手段
31 切断台
32 切断手段
37 供給ローラ
38 載置面
39 位置決めピン
40 切断刃
50 照明装置
51 液晶表示パネル
52 光源
53 導光板
54 反射板
【技術分野】
【0001】
本発明は、フィルム体を積層した積層体、積層体を用いた照明装置、積層体を製造する方法、ならびに積層体を形成するためのフィルム素材および積層体形成材料に関する。
【背景技術】
【0002】
図12は、従来の技術の積層体1を示す斜視図である。透過型の液晶表示装置は、液晶表示パネルの背面側にバックライトが設けられ、バックライトによる照明光を利用して、画像を表示するように構成されている。バックライトには、光源から照明光を液晶表示パネルの全域に拡散して導くことができるように、積層体1が設けられている。積層体1は、複数のフィルム体2が積層されて構成される。
【0003】
図13は、光学フィルム体2を打抜くための装置3を示す斜視図である。図14は、図13の切断面線S14−S14から見た断面図である。図12を併せて参照して、各フィルム体2は、フィルム片3が、連結片4によって基体5に連結されてそれぞれ構成されるフィルム素材6から、連結片4を切断してそれぞれ切出される。したがって各フィルム体2は、フィルム片3と、フィルム片3の外周部に残着する連結片4の残片7とを有している。
【0004】
従来の技術のフィルム素材6は、各フィルム片3が重なるように位置合せして重ねると、各連結片4も重なるように形成されている。したがって積層体1における各連結片4の残片7も、互いに重なるように、週方向の同一位置に配置されている。各フィルム素材6から各フィルム体2を切出すにあたっては、トムソン型8を用いる方法、またたとえば特許文献1に示される方法を採用することができる。
【0005】
トムソン型8を用いてフィルム体2を切出して積層体1を製造する方法としては、各フィルム片3が重なるように位置合せして各フィルム素材6を重ね、この状態で、各連結片4を切断する積層後切断方法と、各フィルム素材6毎に、1枚ずつ連結片4を切断し、切出された複数のフィルム体2を積層する切断後積層方法とが考えられる。また特許文献1の方法を採用して積層体1を採用する方法は、切断後積層方法に含まれる。
【0006】
切断後積層方法では、切断工程の工程数が多くなり、また各フィルム体2を切出して1枚ずつ積層しなければならず、積層体1の生産に長時間を要し、その結果、バックライトの生産に長時間を要してしまう。したがって積層体1およびバックライトの生産に要する時間を短縮し、生産効率を向上することが望まれている。
【0007】
この切断後積層方法に比べて、積層後切断方法では、切断工程の工程数を少なくすることができるが、切断対象となる連結片4が週方向の同一位置で重なっており、トムソン型8の切断刃9に大きな負荷が発生し、切断刃9の寿命が短くなってしまう。また切断刃9は、下方に向かうにつれて先細状であり、上方に向かうにつれて刃の厚みが大きくなっている。つまり切断刃9は、根元付近になるにつれて肉厚が大きくなっているので、積層後切断方法では、連結片4が同一位置で重なっていると、トムソン型8寄りとなる上方側に配置されるフィルム素材6の連結片4は、切断刃9の肉厚の大きな根元付近の部分に不必要に大きな力で押付けられた状態で摺動し、側面部が大きく削られたフィルム体2が形成されてしまい、積層構造が潰たり、また切粉などのごみが発生しやすくなってしまう。積層後切断方法は、このような問題点を有しており、採用することができず、切断後積層方法が採用されているのが現状である。フィルム素材からフィルム体を1枚ずつ打抜く方法は、たとえば特許文献1に示されている。
【0008】
複数のフィルムを積層した切断の対象物の切断方法として、その対象物を、凸曲面の載置面を有する切断台上に、載置面に倣わせて配置することによって湾曲させ、この状態で切断刃によって対象物を切断する方法が、たとえば特許文献2に開示されている。この特許文献2の方法では、各フィルムを接着剤で互いに接着しておくことにより、上方寄りのフィルムに引張力を与え、フィルムが切断刃に大きな力で押付けられた状態で摺動してしまうことを防ぎ、ごみの発生を抑えるとともに、切断刃に発生する負荷を小さく抑え、切断刃の寿命を長くしている。
【0009】
【特許文献1】特開2006−95660号公報
【特許文献2】特許第3818451号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
特許文献2に示される切断方法では、予め定める一方向へ延びる部分だけを切断する場合は、好適な方法であるかも知れないが、互いに異なる複数の方向に延びる部分を切断しなければならないような、複雑な構成の積層体1の形成を目的とする場合、切断台に切断しなければならない部分に合せた複雑な凸の局面を形成しておくか、切断しなければならない部分をグループ分けし、各グループ毎に切断する必要がある。前者の切断台に複雑な凸の局面を形成する方法は、切断台の作製が困難である上、対象物などの形状によっては、切断台の載置面に倣わすことができないおそれがある。後者のグループ毎に切断する方法は、工程数がどうしても多くなってしまう。
【0011】
また対象物の形状が変更された場合、前者の切断台に複雑な凸の局面を形成する方法では、新たな切断台が必要であり、後者のグループ毎に切断する方法では、グループ分けなどの変更が必要であり、対象物の形状変更に容易に対処することができない。また特許文献2の切断方法では、各フィルムを必ず接着剤で接着しておかなければならず、フィルムを積層した対象物の厚み寸法が大きくなってしまうという問題点も有している。特許文献2の切断方法は、これらの実用上の問題点が多数存在しおり、フィルム素材6を積層した対象物を切断して積層体1を製造するための方法に採用することが困難である。このように従来の技術では、簡単な構成の装置を用いて、短時間で容易に積層体を製造することはできない。
【0012】
本発明の目的は、上記問題点に鑑み、簡単な構成の装置を用いて、短時間で容易に製造することができる積層体、積層体の製造方法、積層体を用いた照明装置、積層体を製造するためのフィルム素材および積層体形成材料を提供することである。
【課題を解決するための手段】
【0013】
本発明は、フィルム片の外周部が連結片によって基体に連結されて構成されるフィルム素材から前記連結片を切断して切出され、フィルム片とフィルム片の外周部に残着する連結片の残片とを有し、互いに積層される複数のフィルム体を備え、
各フィルム体は、フィルム片に対する残片の残着位置が互いに異なることを特徴とする積層体である。
【0014】
また本発明は、各フィルム体は、フィルム片の外周部に連なる接合片をそれぞれ有し、各接合片が接合されて連結されることを特徴とする。
【0015】
また本発明は、各フィルム体は、間に他のフィルム体が介在される2枚のフィルム体の接合片同士が接合されて、連結されることを特徴とする。
【0016】
また本発明は、各接合片は、接着剤を用いる貼着、粘着剤を用いる貼着、両面粘着テープを用いる貼着および溶着のいずれかによって接合されることを特徴とする。
【0017】
また本発明は、各フィルム体は、光学的作用を奏する光学フィルム体であることを特徴とする。
【0018】
また本発明は、前記積層体を備えることを特徴とする照明装置である。
また本発明は、フィルム片と、フィルム片を支持する基体と、フィルム片の外周部を基体に連結する連結片とをそれぞれ有する複数のフィルム素材であって、各フィルム片が重なるように積層した場合、各連結片が互いにずれた位置に配置されるフィルム素材を形成し、
各フィルム素材を、各フィルム片が重なるように積層し、
各フィルム素材の連結片を切断して、フィルム片とフィルム片の外周部に残着する連結片の残片とを有する複数のフィルム体が積層される積層体を得ることを特徴とする積層体の製造方法である。
【0019】
また本発明は、各フィルム素材は、帯状であり、長手方向全長にわたって連なる1つの基体に、複数のフィルム片が、長手方向に間隔をあけた位置で連結片によってそれぞれ連結されて構成され、ロール状に巻回しておき、そのロールから繰出して供給することを特徴とする。
【0020】
また本発明は、フィルム片と、フィルム片を支持する基体と、フィルム片の外周部を基体に連結する連結片とを有し、同様にフィルム片と基体と連結片とを有する他のフィルム素材と積層した後、各連結片を切断して、フィルム片とフィルム片の外周部に残着する連結片の残片とを有する複数のフィルム体が積層される積層体を形成するためのフィルム素材であって、
各フィルム片が重なるように積層した場合、各連結片が互いにずれた位置に配置されることを特徴とするフィルム素材である。
【0021】
また本発明は、フィルム片と、フィルム片を支持する基体と、フィルム片の外周部を基体に連結する連結片とをそれぞれ有し、各フィルム片が重なるように積層した場合、各連結片が互いにずれた位置に配置される複数のフィルム素材を備えることを特徴とする積層体形成材料である。
【発明の効果】
【0022】
本発明によれば、複数のフィルム体が積層されて積層体が構成される。各フィルム体は、フィルム片の外周部が連結片によって基体に連結されるフィルム素材から連結片を切断して切出され、フィルム片の外周部に残着する連結片の残片を有している。各フィルム体の残片は、互いに異なる残着位置に残着している。このような積層体は、各フィルム片が重なるように積層した状態で各連結片が互いにずれた位置に配置されるフィルム素材を形成し、各フィルム片が重なるように積層し、連結片を切断することによって製造することができる。各連結片を切断するにあたって、各フィルム素材を積層した状態で切断しても、各連結片が互いにずれた位置に配置されているので、切断しなければならない厚みを小さくして、各連結片の切断に用いられる切断刃の負荷が小さく抑えられ、切断刃の寿命を長くし、切断刃の交換回数を少なくすることができる。
【0023】
また各フィルム素材が切断刃に大きな力で押付けられた状態で摺動してしまうことが防がれ、ごみを発生させることなく、かつ各フィルム体を損傷させないように切出し、高品質の積層体を得ることができる。このような高品質の積層体は、装置の部品として用いられる場合、高品質の装置の実現に大きく貢献することができる。
【0024】
しかも各フィルム体の形状に拘らず、複雑な曲面の載置面を有するような切断台などの特種な装置を用いなくても、さらに各フィルム素材を接着剤で接着しておかなければならないという制約を受けることなく、一度の切断加工で、各フィルム体を、各フィルム素材から切出すことができる。したがって工程数を少なくし、積層体の製造時間および製造コストの低減を図ることができる。
【0025】
また本発明によれば、各フィルム体は、フィルム片の外周部に連なる接合片が接合されることによって、互いに連結されている。したがって各フィルム体の互いに位置ずれを防ぐことができ、積層体の取扱いを容易にすることができる。さらに各フィルム片間に接着剤から成る接着剤層が介在されることがなく、各フィルム片が重なる部分の厚み寸法を小さくすることができ、薄肉の積層体を得ることができる。
【0026】
また本発明によれば、各接合片は、隣接するフィルム体以外のフィルム体の接合片と接合される。したがって互いに接合される接合片は、積層方向に互いに間隔をあけて配置されており、各接合片間の隙間に各接合片の接合のための接合剤を介在させることができる。したがって各接合片が、接合剤を用いて接合されても、接合片の部分における全体の厚み寸法を、フィルム片が重ねられる部分の全体の厚み寸法と同一にし、均一な薄肉の積層体を得ることができる。
【0027】
また本発明によれば、各接合片が、接着剤を用いる貼着、粘着剤を用いる貼着、両面粘着テープを用いる貼着および溶着のいずれかによって接合される。したがって各接合片が容易に接合され、各フィルム体を容易に連結することができる。
【0028】
また本発明によれば、各フィルム体が光学フィルム体であり、高品質の光学部品としての積層体を実現することができる。
【0029】
また本発明によれば、前述の優れた高品質の光学部品としての積層体をもちいて、照明装置が実現されるので、高品質の照明装置を実現することができる。
【0030】
また本発明によれば、各フィルム片が重なるように積層した状態で各連結片が互いにずれた位置に配置されるフィルム素材を形成し、各フィルム片が重なるように各フィムル素材を積層して連結片を切断し、積層体を製造する。各連結片を切断するにあたって、各フィルム素材を積層した状態で切断しても、各連結片が互いにずれた位置に配置されているので、切断しなければならない厚みを小さくして、各連結片の切断に用いられる切断刃の負荷が小さく抑えられ、切断刃の寿命を長くし、切断刃の交換回数を少なくすることができる。
【0031】
また各フィルム素材が切断刃に大きな力で押付けられた状態で摺動してしまうことが防がれ、ごみを発生させることなく、かつ各フィルム体を損傷させないように切出し、高品質の積層体を得ることができる。しかも各フィルム体の形状に拘らず、複雑な曲面の載置面を有するような切断台などの特種な装置を用いなくても、さらに各フィルム素材を接着剤で接着しておかなければならないという制約を受けることなく、一度の切断加工で、各フィルム体を、各フィルム素材から切出すことができる。したがって工程数を少なくし、積層体の製造時間および製造コストの低減を図ることができる。さらに切断刃を交換すれば、装置の他の構成を変更しなくても、形状の異なる積層体を形成することができ、装置を効率的に用いることができる。
【0032】
また本発明によれば、ロール状に巻回される各フィルム素材を、ロールから繰出して供給するので、各フィルム素材を、円滑にかつ高速で供給することができる。したがって積層体の製造効率を向上することができる。
【0033】
また本発明によれば、複数のフィルム素材を用い、各フィルム片が重なるように積層した状態で各連結片を切断することによって、各フィルム体が積層される積層体を製造することができる。フィルム素材は、各フィルム片が重なるように他のフィルム素材と積層した状態で、各連結片が互いにずれた位置に配置される構成を有している。これによって各連結片を切断するにあたって、各フィルム素材を積層した状態で切断しても、各連結片が互いにずれた位置に配置されているので、切断しなければならない厚みを小さくして、各連結片の切断に用いられる切断刃の負荷が小さく抑えられ、切断刃の寿命を長くし、切断刃の交換回数を少なくすることができる。
【0034】
また各フィルム素材が切断刃に大きな力で押付けられた状態で摺動してしまうことが防がれ、ごみを発生させることなく、かつ各フィルム体を損傷させないように切出し、高品質の積層体を得ることができる。しかも各フィルム体の形状に拘らず、複雑な曲面の載置面を有するような切断台などの特種な装置を用いなくても、さらに各フィルム素材を接着剤で接着しておかなければならないという制約を受けることなく、一度の切断加工で、各フィルム体を、各フィルム素材から切出すことができる。したがって工程数を少なくし、積層体の製造時間および製造コストの低減を図ることができる。さらに切断刃を交換すれば、装置の他の構成を変更しなくても、形状の異なる積層体を形成することができ、装置を効率的に用いることができる。
【0035】
また本発明によれば、積層体形成材料は、複数のフィルム素材を備え、各フィルム片が重なるように各フィルム素材を積層した状態で各連結片を切断することによって、各フィルム体が積層される積層体を製造することができる。各フィルム素材は、各フィルム片が重なるように積層した状態で、各連結片が互いにずれた位置に配置される構成を有している。これによって各連結片を切断するにあたって、各フィルム素材を積層した状態で切断しても、各連結片が互いにずれた位置に配置されているので、切断しなければならない厚みを小さくして、各連結片の切断に用いられる切断刃の負荷が小さく抑えられ、切断刃の寿命を長くし、切断刃の交換回数を少なくすることができる。
【0036】
また各フィルム素材が切断刃に大きな力で押付けられた状態で摺動してしまうことが防がれ、ごみを発生させることなく、かつ各フィルム体を損傷させないように切出し、高品質の積層体を得ることができる。しかも各フィルム体の形状に拘らず、複雑な曲面の載置面を有するような切断台などの特種な装置を用いなくても、さらに各フィルム素材を接着剤で接着しておかなければならないという制約を受けることなく、一度の切断加工で、各フィルム体を、各フィルム素材から切出すことができる。したがって工程数を少なくし、積層体の製造時間および製造コストの低減を図ることができる。さらに切断刃を交換すれば、装置の他の構成を変更しなくても、形状の異なる積層体を形成することができ、装置を効率的に用いることができる。
【発明を実施するための最良の形態】
【0037】
図1は、本発明の実施の形態の積層体10を示す斜視図である。積層体10は、複数、本実施の形態では4枚のフィルム体11a〜11dを備え、これらフィルム体11a〜11dが積層されて構成される。以下、各フィルム体11a〜11dを、個別に識別して説明するときは、第1フィルム体11a、第2フィルム体11b、第3フィルム体11c、第4フィルム体11dとそれぞれいい、不特定のいずれかについて説明するときは、添え字a〜dを省略してフィルム体11という。積層体10では、図1の上方側となる積層方向一方側から、第1フィルム体11a、第2フィルム体11b、第3フィルム体11c、第4フィルム体11dの順に積層されている。
【0038】
積層体10は、光学装置に組込まれる光学部品として用いられる積層体である。各フィルム体11は、光学的作用を奏する光学フィルム体である。フィルム体11として、たとえば光を拡散させるための拡散フィルム体、集光のためのプリズムフィルム体を備える構成であってもよい。本実施の形態では、第1フィルム体11aおよび第4フィルム体11dは、拡散フィルム体であり、第2フィルム体11bおよび第3フィルム体11cは、プリズムフィルム体である。
【0039】
各フィルム体11は、主たる部分であるフィルム片12と、フィルム片12の外周部に連なって設けられる外周凸部である残片13と、フィルム片12の外周部に連なって設けられる接合用凸部である接合片14とを、それぞれ有する。各フィルム体11は、各フィルム片12が重なるように位置合せされて積層されている。本実施の形態では、各フィルム片12は、同一形状であり、厚み方向に垂直な形状が略長方形状である。
【0040】
各フィルム体11は、1つ以上の残片13をそれぞれ有している。1つのフィルム体11の残片13の数および形成位置は、特に限定されるものではないが、本実施の形態では、フィルム片12における2つの短辺部分および1つの長辺部分の計3つの辺部分に2つずつ、合計6つの残片13をそれぞれ有する。このように各フィルム体11は、6つずつ残片13を有しているが、各フィルム体11の残片13は、互いに少しずつずれて異なる位置に形成され、互いに重ならないように形成されている。
【0041】
各フィルム体11は、各接合片14が接合されることによって、互いに連結されている。各フィルム体11において、接合片14は、残片13が形成されていない残りの長辺部分に形成されている。各接合片14は、隣接するフィルム体11の接合片14と接合されるのではなく、隣接するフィルム体11以外のフィルム体11の接合片14と接合される。このようにして各フィルム体11は、間に他のフィルム体11が介在される2枚のフィルム体11の接合片14同士が接合されることによって、互いに連結されている。
【0042】
接合片14同士の接合構造は、特に限定されるものではなく、接合剤15を用いて貼着する接合構造であってもよいし、溶着する接合構造であってもよく、図1に示す構成では、接合剤15を用いて貼着している。接合剤15は、接着剤であってもよいし、粘着剤であってもよいし、両面粘着テープであってもよい。このように接合片14が接合されて、各フィルム体11が連結されている。
【0043】
図2は、積層体10を備える照明装置50を示す斜視図である。図2には、各残片13、接続片14などを省略して示す。積層体10は、たとえば照明装置50を構成する光学部品として用いられる。照明装置50は、液晶ディスプレイなどと呼ばれる液晶表示装置に組込まれる照明装置である。照明装置50は、バックライトなどと呼ばれ、透過型の液晶表示装置における液晶表示パネル51の裏側に設けられ、液晶表示パネル51を裏側から照明する装置である。
【0044】
照明装置50は、光源52と、導光板53と、反射板54と、積層体10とを備える。光源52は、たとえば発光ダイオード(LED)によって実現される。照明装置50は、エッジライト方式の照明装置であり、導光板53の一側面部に光源52が設けられ、導光板53の一方主面部に反射板54が設けられ、導光板53の他方主面部に積層体10が設けられている。積層体10は、第4フィルム体11dを導光板53に対向させて設けられる。
【0045】
このような照明装置50は、積層体10の第1フィルム体11aを液晶表示パネル51に対向させるようにして用いられる。この照明装置50では、光源52から出射される照明光が、一側面から導光板53に入射され、導光板53の他方主面から出射されて、積層体10を経て液晶表示パネル51に照射される。積層体10は、導光板53の他方主面から出射される照明光を、拡散、集光させ、液晶表示パネル51の全体にわたって、均一に照明することができるようにするなど、所望の光学性能を発揮するように構成されている。
【0046】
図3は、積層体10を製造するための製造装置20を示す斜視図である。図4は、製造装置20を示す正面図である。積層体10は、積層体材料21の各フィルム素材22を積層し、各フィルム体11を切出すようにして、製造される。製造装置20は、フィルム素材22からフィルム体11を切出す切断装置である。
【0047】
積層体材料21は、複数、製造すべき積層体10のフィルム体11と同数のフィルム素材22a〜22dを備えている。以下、各フィルム素材22a〜22dを、個別に識別して説明するときは、第1フィルム素材22a、第2フィルム素材22b、第3フィルム素材22c、第4フィルム素材22dとそれぞれいい、不特定のいずれかについて説明するときは、添え字a〜dを省略してフィルム素材22という。第1フィルム素材22aは、第1フィルム体11aを形成するための素材である。第2フィルム素材22bは、第2フィルム体11bを形成するための素材である。第3フィルム素材22cは、第3フィルム体11cを形成するための素材である。第4フィルム素材22dは、第4フィルム体11dを形成するための素材である。
【0048】
各フィルム素材22は、フィルム片12と、フィルム片12を支持する基体24と、フィルム片12の外周部を基体24に連結するブリッジである連結片25とをそれぞれ有している。各フィルム素材22は、帯状の素材である。各基体24は、帯状であり、長手方向に複数のフィルム片嵌合孔26が形成されている。本実施の形態では、幅方向に2つのフィルム片嵌合孔26が並ぶように、各基体24には、2列でフィルム片嵌合孔26が形成されている。各フィルム片嵌合孔26は、各フィルム片12よりも大きい略長方形状である。
【0049】
各フィルム片12は、各基体24の各フィルム片嵌合孔26に1つずつ嵌まり込むように、設けられている。したがって1つの基体24に対して複数のフィルム片12が設けられている。各フィルム片12は、全周にわたって基体24から間隔をあけて設けられ、各連結片25によって外周物が基体24に連結され、基体24に支持されている。各連結片25は、1つのフィルム片12に対して、6つずつ設けられている。1つのフィルム片12は、2つの短辺部分および1つの長辺部分の計3つの辺部分が、2つずつの連結片25によって、それぞれ基体24に連結されている。
【0050】
また各フィルム素材22は、接合片14をそれぞれ有している。各接合片14は、各フィルム片12における連結片25によって基体24に連結されない辺部分に連なって形成される。また各フィルム素材22の基体24には、長手方向にフィルム片嵌合孔26と同一のピッチで位置決め孔28が形成されており、各フィルム素材22は、各位置決め孔28が同一位置に配置されるように位置合せして積層することによって、各フィルム片12が重なるように積層される。
【0051】
さらに各フィルム素材22は、各フィルム片12が重なるように積層される状態で、各連結片25が互いに重ならないように、週方向にずれた位置に配置される構成を有している。また各フィルム素材22は、各フィルム片12が重なるように積層される状態で、各接合片14が、図1を参照して説明したような位置関係に配置される構成を有している。
【0052】
各フィルム体11は、各フィルム素材22の連結片25が切断されることによって切出される。各フィルム体11の残片13は、切断された連結片25のうち、フィルム片12に残着するフィルム片12側の部分である。したがって各フィルム片12が重なるように、各フィルム素材22が積層された状態で、各連結片25が切断されることによって、各フィルム体11が積層された積層体10が得られる。
【0053】
製造装置20は、各フィルム素材22を保持しておき供給する供給手段30と、供給手段30によって供給される各フィルム素材22を支持する切断台31と、切断台31に支持される各フィルム素材22からフィルム体11を切出す切断手段32とを備える。
【0054】
供給手段30は、各フィルム素材22を保持する保持部としての保持軸36と、各フィルム素材22を繰出して供給する供給部としての供給ローラ37とを有する。各フィルム素材22は、ロール状に巻回されて素材ロール27として準備される。各保持軸36は、製造装置20の機体などに固定されており、各素材ロール27毎に設けられ、各素材ロール27を回転自在にそれぞれ支持する。
【0055】
各供給ローラ37は、外表面が粘着性を有する粘着ローラによって実現される。各供給ローラ37は、各フィルム素材22毎に一対ずつ設けられ、フィルム素材22を挟持した状態で回転することによって、フィルム素材22を素材ロール27から繰出し、各フィルム素材22を長手方向に移動させるように搬送して、切断台31の載置面38上に向けて供給する。また供給手段30は、各フィルム素材22が切断台31の載置面38上で積層されるように、各フィルム素材22を供給する。各供給ローラ37は、各フィルム素材22を選択的に供給できるように、図示外のモータなどの駆動手段によって、回転駆動されるように、構成されている。
【0056】
各供給ローラ37による供給速度、つまり各フィルム素材22の搬送速度は、特に限定されず、適宜必要に応じて設定される。各供給ローラ37として、粘着ローラを用いることによって、各フィルム素材22に付着しているごみを除去することができるので、好適である。
【0057】
切断台31における各フイルム素材22の搬送方向上流側の端部の載置面38に対向して搬送ローラ50が設けられている。各フィルム素材22は、この搬送ローラ50と切断台31との間に挿入されるように搬送され、搬送ローラ50と切断台31とに挟持されることによって積層され、切断台31の載置面38に載置される。搬送ローラ50は、駆動手段によって駆動され、各フィルム素材22を搬送方向へ移動させる構成でもよいし、単に回転可能に支持され、各フィルム素材22を案内する構成であってもよい。
【0058】
切断台31は、各フィルム素材22の連結片25を切断手段32によって切断するときに、各フィルム素材22を載置するための基台であり、載置面38も各フィルム素材22を載置して支持する。切断台31の載置面38は、フィルム素材22が供給手段30によって供給されて搬送される搬送方向に対し平行である平面形状に形成されている。このように切断台31は、平面状の載置面38を有する板状の基台であり、載置面38上に各フィルム素材22を積層した状態で支持することができる。
【0059】
切断台31には、位置決めピン39が設けられている。位置決めピン39は、載置面38に対して略垂直に突出するように設置された、寸法精度の高い軸形状のピンである。この位置決めピン39を、各フィルム素材22の位置決め孔28に挿通させて、各フィルム素材22を切断台31に支持させることによって、各フィルム片12が重なるように各フィルム素材22を積層して支持することができる。したがって各フィルム素材22を切断台31に対して位置決めすることができる。位置決めピン39は、先端部が先細のテーパ形状に形成されており、位置決め孔28への挿入を容易にしている。
【0060】
位置決めピン39は、たとえば一対設けるなど、複数個以上設けることによって、各フィルム素材22の切断台31に対するフィルム素材22の角変位を阻止し、各フィルム素材22を切断台31に対して正確に位置決めすることができる。たとえば各フィルム素材22に、幅方向の両端部に、対を成すように位置決め孔28を形成し、切断台31に、各フィルム素材22の搬送方向に垂直な方向両側に、対を成すように位置決めピン39が設けられる。
【0061】
本実施の形態では、切断台31には、各フィルム素材22の長手方向および幅方向に2つずつ並ぶ計4つのフィルム片12が、1グループとなり、載置面38上に1グループのフィルム片12が配置される状態で、各フィルム素材22が載置される。つまり、切断台31上に、積層されたフィルム片12群が4つ形成されるように、各フィルム素材22が載置される。
【0062】
各フィルム素材22には、幅方向に並ぶ2つのフィルム片12を挟むように幅方向両側部に1つずつ、かつ長手方向に各フィルム片12と同一ピッチで長手方向に関してフィルム片12毎に1つずつ、位置決め孔28が形成されている。したがって幅方向両側部にそれぞれ1つずつ形成される位置決め孔28が対を成すとした場合、1グループのフィルム片12に対して、2対、計4つの位置決め孔28が形成されている。切断台31に、各フィルム素材22の幅方向両側部の搬送に伴う移動経路に沿って2つずつ、2対、計4つの位置決めピン39が設けられる。本実施の形態では、このような構成で、1グループのフィルム片12が切断台31上に載置されるように、各フィルム素材22が位置決めされる。
【0063】
位置決めピン39を位置決め孔28に対して挿入および離脱する構成としては、たとえば位置決めピン39を、載置面38から出没可能に切断台31に設けておいて、載置面38から出没させる構成であってもよい。このような構成では、位置決めピン39が切断台39内に没入する状態で、位置決め孔28が位置決めピン39のある位置に配置されるように、各フィルム素材22が搬送されたとき、位置決めピン39を突出させて位置決め孔28に挿入する。また位置決めピン39を没入させれば、位置決め孔28から離脱させることができる。位置決めピン39は、別途設けられる駆動手段で出没させる構成であってもよい。
【0064】
位置決めピン39を位置決め孔28に対して挿入および離脱する構成は、この位置決めピン39を出没される構成に限定されるものではなく、これ以外にも種々の構成を採用することができる。たとえば各フィルム素材22を、載置面38に対して近接および離反するように変位操作する構成であってもよい。このような構成では、たとえば各フィルム素材22を把持解除可能に把持する把持部と、把持部を載置面38に対して近接および離反させるように変位駆動する手段によって実現されてもよい。
【0065】
切断手段32は、各フィルム素材22を切断して、各フィルム素材22から各フィルム体11を切出す切断機である。切断手段32は、切断台31に対向する切断刃40を有し、切断刃40の刃先が切断台31に当接しまたは近接した切断位置と、切断刃40の刃先が切断台31から離間した退避位置とにわたって、退避位置から切断位置に向かう切断方向および切断位置から退避位置に向かう退避方向へ変位可能に設けられ、図示外の駆動手段によって変位駆動される。切断手段32は、退避位置にある状態で、切断台31に各フィルム素材22を支持させ、切断位置まで切断方向に変位駆動されることによって、各フィルム素材22の連結片25を切断し、各フィルム体11を切出して、積層体10を切出すことができる。
【0066】
切断手段32は、前述のようにして切断台31上に形成される4つのフィルム片12群のうち、1つのフィルム片12群だけ、各フィルム素材22から切出すように、1つだけ切断部44を有する構成など、3つ以下の切断部44を有する構成であってもよいが、本実施の形態では、4つのフィルム片12群を同時に、各フィルム素材22から切出すように、4つの切断部44を有する。複数の切断部44を備える構成にすれば、1度の加工工程で、複数の積層体10を切出すことができる。
【0067】
また切断手段32は、各切断部44毎に、積層体11を切出すために適した形状の切断刃40をそれぞれ有している。各切断部44の切断刃40は、直線状に延びた帯状の刃部が、積層体11の形状に合致する形状に並べられて、たとえば矩形状に並べられて構成されている。各切断刃40は、刃先が切断台31の載置面38と平行な平面状に配置されるように形成されている。切断手段32は、特に限定されるものではなく、従来公知のものを採用することができ、たとえば切断刃40としてトムソン刃を用いるトムソン型を採用することができる。
【0068】
製造装置20は、図示を省略するが、さらに各フィルム素材22と切断台31との間に、キャリアテープ41を介在させるように供給し、回収する手段を備えている。各フィルム素材22と切断台31との間に、キャリアテープ41を介在させることによって、切出される積層体10を容易に搬送することができるうえ、さらに切断刃40と切断台31との当接による切断刃40の摩耗および切断台31の載置面38の損傷を防止することができる。したがってキャリアテープ41を供給しかつ回収する手段は、積層体10の搬出手段として機能する。キャリアテープ41は、たとえばフィルム素材22と同様にロール状に巻回しておき、同様の構成の供給手段で供給することができ、たとえばロールに巻取ることによって回収することができる。キャリアテープ41の材料などの構成は、特に限定されるのではなく、従来公知のものを含め、種々様々なものを採用することができる。
【0069】
各フィルム素材22から積層体10が切出されて残った残余の部分(以下「余剰フィルム分」という)46は、たとえばロールに巻取って積層体10とは別に回収する。余剰フィルム分46を回収する手段は、図示を省略しているが、この余剰フィルム分46を回収する手段、前述の供給手段30、搬送ローラ50などを含んで、各フィルム素材22を搬送する手段が構成される。
【0070】
また製造装置20は、接合片14を接合するための接合手段51を備えている。この接合手段51は、各フィルム素材22の接合片14に、素材ロール27から繰出されて切断台31上に供給されるまでの間に、接合剤15を塗布する接合剤塗布部52を備える。接合剤塗布部52は、たとえば内部に貯蔵されまたは供給源から供給される接合剤15を吐出する構成であり、互いに接合される接合片14のうち、切断台31の載置面38に載置される状態で載置面38側に配置される接合片14に、接合剤15を塗布する。各フィルム素材22は、接合剤塗布部52によって各接合片14に選択的に接合剤15が塗布された状態で、切断台31上に搬送されると、切断台31と搬送ローラ50とによって挟持される。このように各フィルム素材22が挟持されることによって、互いに重なる接合片14同士が近づくように加圧され、互いに重なる接合片14が接合剤15で貼着されて接合される。したがって搬送ローラ50は、前述のように各フィルム素材22を搬送するための手段を構成するだけでなく、各接合片14を接合するために、重なる接合片14同士を近づけるように加圧する加圧部としても機能し、接合手段51を構成する。
【0071】
図5は、積層体10の製造方法を示すフローチャートである。積層体10は、図3および図4の製造装置20を用い、図5の製造方法に従って、製造される。積層体10の製造は、積層体10の製造要求が生じた時点で開始される。まずステップs1で、積層体10の材料である前述のような積層体材料21を準備する。このステップs1では、各フィルム素材22がロール状に巻回された素材ロール27を、保持軸36に装着して保持される。
【0072】
積層体材料21を準備した後、ステップs2に進み、供給ローラ37によって、各素材ロール27からフィルム素材22を繰出し、切断手段32の直下の位置となる切断台31の載置面38上に供給する。さらに切断台31の載置面38上で、各位置決めピン39を各フィルム素材22の位置決め孔28に挿通させ、各フィルム片12が重なるように、各フィルム素材22を位置決めして、切断台31の載置面38上に積層する。
【0073】
各フィルム素材22を切断台31の載置面38上に積層した後、ステップs3に進み、互いに重なる接合片14を接合する。接合片14の接合構造は、特に限定されるものではない。接合片14は、たとえば接合剤15を用いて貼着されてもよいし、加熱加圧されて溶着されてよい。接合剤15としては、糊を含む接着剤、粘着剤、両面テープなどを用いることができる。また接合片14は、これら以外の従来公知の種々の方法を採用して接合するようにしてもよい。
【0074】
各接合片14を接合した後、ステップs4に進み、切断台31の載置面38上に配置されるフィルム片12群に関して、切断手段32を駆動して切断台31に向けて押圧し、切断刃40によって各連結片25を切断し、4つの積層体11を切出す。切断速度、つまり切断刃40を変位させる速度など、切断条件は特に限定されるものではなく、適宜必要に応じて設定される。そして切出した積層体11をキャリアテープ41によって回収し搬出するとともに、余剰フィルム分46を、たとえばロールに巻取って積層体11とは別に回収して製造が終了する。
【0075】
本実施の形態では、前述のように、積層体材料21が素材ロール27として準備されるので、素材ロール27が無くなるまで、ステップs4の後、ステップs2に戻ることによって、連続的に積層体10を製造することができる。
【0076】
図6は、本発明の実施の他の形態の製造装置20Aの一部を示す斜視図である。図6の製造装置20Aは、図3および図4に示す製造装置20と類似しており、対応する部分に同一の符号を付し、異なる構成についてだけ説明する。図3および図4の製造装置20では、幅方向に2つ並ぶように2列でフィルム片12が並ぶフィルム素材22が用いられたけれども、図6の製造装置20Aでは、各フィルム片12が1列に長手方向に並ぶフィルム素材22が用いられる。図6には、切断台31および切断手段32付近を示し、各フィルム素材22およびキャリアテープは、長手方向の一部だけを示している。図6では、供給手段30などは、省略している。
【0077】
各フィルム片12が1列に並ぶフィルム素材22を用いる製造装置20Aでは、切断台31上に、1つのフィルム片12群だけが載置される状態で、各フィルム素材22が積層されて支持される。これに合せて、切断手段32は、1つの切断部44だけを有している。また各フィルム素材22には、フィルム片12を挟むように幅方向両側部に1つずつ、対を成して位置決め孔28が形成されており、切断台32には、各フィルム素材22の幅方向両側部の移動経路に沿って1つずつ、1対、計2つの位置決めピン39が設けられている。このような図6の製造装置20Aは、図5の製造方法に従う積層体10の製造に、図3および図4の製造装置20に代えて用いることができる。
【0078】
図7は、図6の切断面線S7−S7から見た断面図である。図7に示すように、本発明に従う構成では、各フィルム片12が重なるように、各フィルム素22が積層される状態で、切断手段32による切断対象となる連結片25は、互いに重ならないようにずれた位置に配置される。図7には、図6に示す実施の形態の断面を示しているが、図1〜図5に示す実施の形態においても、同様に、連結片25は、互いに重ならないようにずれた位置に配置される。
【0079】
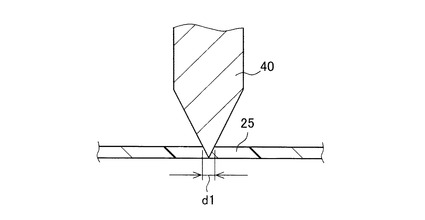
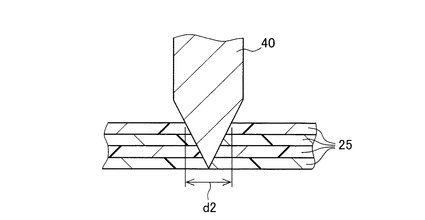
図8は、1つの連結片25を切断する状態を模式的に示す断面図である。図9は、重なる4つの連結片25を切断する状態を模式的に示す断面図である。切断刃40は、先端に向かうにつれて厚み寸法が小さくなる構成である。連結片25は、切断手段32が駆動手段で駆動されて切断台31に向けて押圧されることによって、切断手段32の切断刃40によって切断される。
【0080】
図8に示すように、1つの連結片25だけを切断する場合、切断刃40の先端部分の厚み寸法がd1と小さい部分だけで、連結片25を切断することができる。このような場合、駆動手段から切断手段32に与えなければならない押圧力は小さく、切断刃40に発生する負荷が小さく、連結片25を容易に切断することができるとともに、切断刃40の寿命が長くなる。また切断刃40と連結片25とが大きな力で当接した状態で摺動することがなく、ごみの発生が抑えられるうえ、フィルム体11が不消耗に損傷されることがない。したがって高品質の積層体10が得られる。
【0081】
これに対して従来の技術と同様、図9に示すように、複数、図9の例では4つの連結片25を重ねて切断する場合、各連結片25の厚み寸法を合せた大きな厚み寸法の対象物を切断するのと同様の状態となり、切断刃40の根元部分に近い付近の厚み寸法がd2(>d1)と大きい部分で、連結片25を切断しなければならなくなる。つまり上方側に配置される連結片25を切断する部分は、切断刃40の根元部分に近付き、厚み寸法がd2という大きい部分となる。このような場合、駆動手段から切断手段32に与えなければならない押圧力は大きくなり、切断刃40に発生する負荷が大きくなって、切断刃40の寿命が短くなる。また切断刃40と連結片25とが大きな力で当接した状態で摺動することになり、フィルム体11が磨耗してごみを発生してしまううえ、フィルム体11が大きく削られて損傷し、積層構造が潰れるなど、積層体11の品質が悪化してしまう。
【0082】
本発明に従う構成では、前述のように、各フィルム片12が重なるように各フィルム素22が積層される状態で、連結片25は、互いに重ならないようにずれており、この互いにずれた連結片25を切断する。これによって図7に示すように、1つの連結片25だけを切断するのと同様の状態で、各連結片25を切断することができる。したがって切断刃40の寿命を長く保つことができ、高品質の積層体10を得ることができる。
【0083】
図10は、積層体10を、接合片14が設けられる側から見て示す側面図である。図11は、各フィルム片12を接着剤で接着した構成の積層体10を示す断面図である。図10に示すように、本実施の形態では、第1フィルム体11aおよび第4フィルム体11dには、3つの接合片14がそれぞれ形成され、第2フィルム体11bおよび第3フィルム体11cには、1つの接合片14がそれぞれ形成されている。第1フィルム体11aの3つの接合片14のうちの2つの接合片14は、第4フィルム体11dの3つの接合片14のうちの2つの接合片14と、それぞれ重なるように形成されている。第1フィルム体11aの3つの接合片14のうちの残り1つの接合片14は、第3フィルム体11cの接合片14と、重なるように形成されている。また第4フィルム体11dの3つの接合片14のうちの残り1つの接合片14は、第2フィルム体11bの接合片14と、重なるように形成されている。
【0084】
このように各フィルム体11の接合片14は、隣接しないフィルム体11の接合片14と2つで1組となり、組を成す2つの接合片14同士は、互いに重なるように同一位置に形成され、かつ組を成す2つの接合片14以外の接合片14とはずれて異なる位置に形成されている。組を成す2つの接合片14同士が、たとえば接合剤15によって互いに接合される。
【0085】
本実施の形態では、第1フィルム体11aと第3フィルム体11cとが連結され、第1フィルム体11aと第4のフィルム体11dとが連結され、第2フィルム体11bと第4フィルム体11dとが連結される。これによって第1〜第4フィルム体11a〜11dが、互いに連結されている。各接合片14は、隣接するフィルム体11の接合片14と接合されるのではなく、隣接するフィルム体11以外のフィルム体11の接合片14と接合される。このようにして各フィルム体11は、間に他のフィルム体11が介在される2枚のフィルム体11の接合片14同士が接合されることによって、互いに連結されている。
【0086】
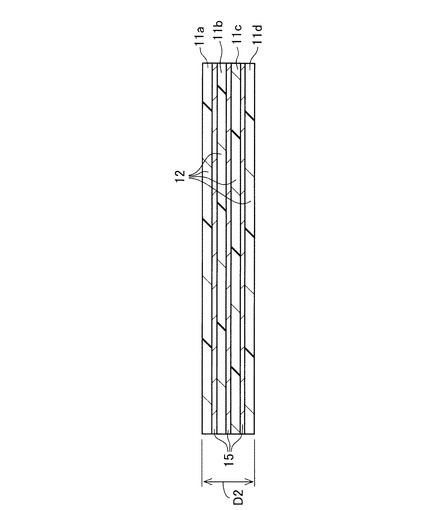
図11に示すように、各フィルム体11を連結するにあたって、各フィルム体11を同一の位置で接合すると、各フィルム体11間に接合剤15が介在されることによって、全体の厚み寸法D2が、各フィルム体11の厚み寸法を合計した寸法よりも大きくなってしまい、積層体10の厚み寸法が大きくなってしまう。したがって積層体10の薄型化に支障を来たしてしまう。特に、図11に示すように、各フィルム片12同士を接合する場合、接合剤15の層が積層体10を透過する光に悪影響を及ぼすおそれがあり、光学部品として好適な積層体10を得ることができなくなる。この光学部品としての品質の低下は、接合剤15を用いずに各フィルム片12同士を溶着する場合も生じ得る問題である。
【0087】
また各フィルム片12を直接接合せずに、接合片14を形成して接合する構成でも、各フィルム体11の接合片14が同一位置にある場合には、この接合片14が接合される部分の厚み寸法が同様にD2と大きくなって、積層体10の薄型化に支障を来たす。またこのように接合片14を形成して接合するにあたって、各接合片14を溶着する構成でも、フィルム体11の接合片14が同一位置にある場合には、接合片14が溶融することによって膨張し、接合片14が接合される部分の厚み寸法が大きくなってしまうおそれがある。
【0088】
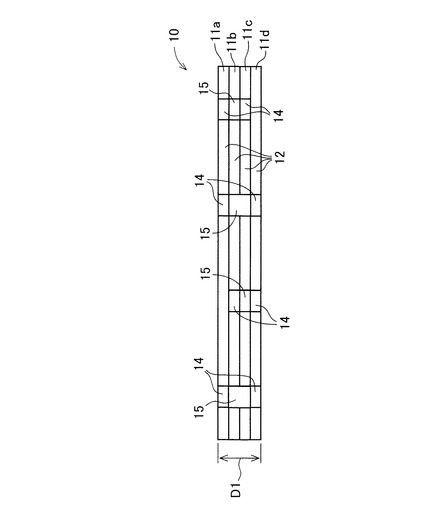
これに対して前述のように、特定のフィルム体11の接合片14同士を接合し、各フィルム体11を連結することによって、積層体11全体の厚み寸法D1を、各フィルム体11の厚み寸法を合計した寸法と同一に保ち、接合による厚み寸法の増加を防ぐことができる。これによって厚み寸法D1の小さい、薄型の積層体11を作製することが可能になる。しかも各フィルム片12間に、接合剤15などが介在されることがなく、積層体10が光学部品として用いられても、接合剤15などによって不所望な光学的作用を有してしまうことがない。したがって高品質の光学部品としての積層体を実現することができる。
【0089】
以上説明したように、本発明の積層体10は、複数のフィルム体11が積層されて構成される。各フィルム体11は、フィルム片12の外周部が連結片25によって基体24に連結されるフィルム素材22から連結片25を切断して切出され、フィルム片12の外周部に残着する連結片25の残片13を有している。各フィルム体11の残片13は、互いに異なる残着位置に残着している。つまり積層体10は、略矩形状のフィルム片12の外周部に凸部である残片13を有する、複数のフィルム体11を積層した構成であり、凸部である残片13の位置が重なっていない。
【0090】
このような積層体11は、図3および図4または図6に示すような製造装置20,20Aを用いて、本発明の製造方法に従って、図5に示すような手順で製造することができる。本発明の製造方法では、各フィルム片12が重なるように積層した状態で各連結片25が互いにずれた位置に配置されるフィルム素材22を形成し、各フィルム片12が重なるように積層し、連結片25を切断することによって製造する。各連結片25を切断するにあたって、各フィルム素材22を積層した状態で切断しても、各連結片25が互いにずれた位置に配置されているので、図8および図9を参照して説明したように、切断しなければならない厚みを小さくして、各連結片25の切断に用いられる切断刃40の負荷が小さく抑えられ、切断刃の寿命を長くし、切断刃40の交換回数を少なくすることができる。
【0091】
また各フィルム素材22が切断刃44に大きな力で押付けられた状態で摺動してしまうことが防がれ、ごみを発生させることなく、かつ各フィルム体11を損傷させないように切出し、高品質の積層体10を得ることができる。このような高品質の積層体10は、装置の部品として用いられる場合、高品質の装置の実現に大きく貢献することができる。
【0092】
しかも各フィルム体11の形状に拘らず、複雑な曲面の載置面を有するような切断台などの特種な装置を用いなくても、さらに各フィルム素材22のフィルム片12を接着剤で接着しておかなければならないという制約を受けることなく、一度の切断加工で、各フィルム体11を、各フィルム素材22から切出すことができる。したがって工程数を少なくし、積層体10の製造時間および製造コストの低減を図ることができる。
【0093】
また切断台31の載置面39を平面とし、各フィルム素材22を素材ロール27として供給することによって、フィルム素材22を高速で供給できる。さらに搬送にキャリアテープ41等を使うことによって、切断後の積層体11を容易に回収することができる。また積層体10の形状の変更に対しても、切断刃40を取り替えるだけで対応できるので、効率的である。
【0094】
特に各フィルム体11が光学フィルム体である場合、積層体10が光学部品として用いられる場合、高品質の光学部品を実現することができる。積層体10が光学部品である場合、その品質が、光学的作用に大きく影響するので、高品質の積層体10は、光学部品として優れている。このように優れた積層体10を用いることによって、図2に示すような照明装置50を構成する場合、高品質の照明装置50を実現することができる。
【0095】
また各フィルム体11は、フィルム片12の外周部に連なる接合片14が接合されることによって、互いに連結されている。したがって各フィルム体11の互いに位置ずれを防ぐことができ、積層体10の取扱いを容易にすることができる。各フィルム素材22が位置決めされて積層された後、各連結片25を切断する前に、各接合片14を接合することによって、各連結片25の切断動作によって、切出される各フィルム体11がずれてしまうことを防ぐことができる。
【0096】
さらに図10および図11を参照して説明したように、各フィルム片12間に接着剤から成る接着剤層が介在されることがなく、各フィルム片12が重なる部分の厚み寸法を小さくすることができる。また各接合片14は、隣接するフィルム体11以外のフィルム体11の接合片14と接合される。したがって互いに接合される接合片14は、積層方向に互いに間隔をあけて配置されており、各接合片14間の隙間に各接合片14の接合のための接合剤15を介在させることができる。また溶着などによって接合片14が溶融しても、接合片14が重なる部分の厚み寸法が、各フィルム片12の重なる部分の厚み寸法より大きくなってしまうことが防がれる。したがって積層体10の全体の厚み寸法を、フィルム片12が重ねられる部分の全体の厚み寸法と同一にし、均一な薄肉の積層体10を得ることができる。このように積層体10の薄型化を可能にすることができる。この薄型の積層体10を用いれば、照明装置50を薄型化することができる。
【0097】
さらに各フィルム体11が連結されてユニット化されており、積層体10を照明装置50に組込むにあたって、各フィルム体11を1枚ずつ積層する作業が不要であり、1度の作業で組込むことができる。これによって組立て作業の作業工程数を少なくし、効率良く照明装置50を組立てることができる。したがって照明装置50の製造コストを低減することができる。
【0098】
前述の実施の形態は、本発明の例示に過ぎず、本発明の範囲内で構成を変更することができる。たとえば積層体を構成するフィルム体の数は、4つに限らず、3つ以下でもよいし、5つ以上でもよい。たとえば照明装置を構成する光学部品としての積層体の場合、前述の2つの拡散フィルム体および2つのプリズムフィムル体に加え、導光板および反射板をフィルム状に形成してこれらを一緒に積層する構成であってもよい。つまりフィルム体が、導光板、反射板である構成であってもよい。また積層体を組込んで構成する照明装置は、エッジライト方式のバックライトに限定されるものではなく、積層体は、他の方式のバックライトを含め、従来公知の種々の照明装置に組込むことができる。
【0099】
また積層体は、光学部品として用いられる積層体に限定されるものではなく、他の用途に用いられる積層体も、本発明に含まれる。また積層体は、長方形状のフィルム体を積層する構成に限定されるものではなく、たとえば円形状のフィルム体を積層する構成などであってもよい。つまり積層体の形状は、特に限定されるものではない。またフィルム素材の連結片を切断するにあたって、トムソン型以外の他の切断手段を用いてもよいし、フィルム素材は、ロール状に巻回した素材ロールから供給する構成に代えて、複数枚のシート状に形成したフィルム素材を準備しておいて、1枚ずつ供給する構成であってもよい。この場合、1枚のシート状のフィルム素材は、1つのフィルム片を有する構成であってもよいし、複数のフィルム片を有する構成であってもよい。また接合手段51は、接合剤塗布部52および加圧部としての搬送ローラ50とを備える構成に代えて、切断台31上で各フィルム素材22が積層された状態で、互いに重なる接合片14を加熱加圧して溶着する構成であってもよい。これら以外にも、種々様々な構成を採用することができる。
【0100】
以上のように本発明は、あらゆるフィルム状の素材から切出されるフィルム体が積層される積層体およびその製造に応用可能であり、フィルム体を好適に切出し、高品質の積層体を得ることができる有効な技術思想であり、用途の広いものである。特に、薄く柔軟性のあるフィルム状の素材を用いる場合に、好適に実施することができる。
【図面の簡単な説明】
【0101】
【図1】本発明の実施の形態の積層体10を示す斜視図である。
【図2】積層体10を備える照明装置50を示す斜視図である。
【図3】積層体10を製造するための製造装置20を示す斜視図である。
【図4】製造装置20を示す正面図である。
【図5】積層体10の製造方法を示すフローチャートである。
【図6】本発明の実施の他の形態の製造装置20Aの一部を示す斜視図である。
【図7】図6の切断面線S7−S7から見た断面図である。
【図8】1つの連結片25を切断する状態を模式的に示す断面図である。
【図9】重なる4つの連結片25を切断する状態を模式的に示す断面図である。
【図10】積層体10を、接合片14が設けられる側から見て示す側面図である。
【図11】各フィルム片12を接着剤で接着した構成の積層体10を示す断面図である。
【図12】従来の技術の積層体1を示す斜視図である。
【図13】光学フィルム体2を打抜くための装置3を示す斜視図である。
【図14】図13の切断面線S14−S14から見た断面図である。
【符号の説明】
【0102】
10 積層体
11a〜11d(11) フィルム体
12 フィルム片
13 残片
14 接合片
15 接合剤
20 製造装置
21 積層体形成材料
22a〜22d(22) フィルム素材
24 基体
25 連結片
27 素材ロール
28 位置決め孔
30 供給手段
31 切断台
32 切断手段
37 供給ローラ
38 載置面
39 位置決めピン
40 切断刃
50 照明装置
51 液晶表示パネル
52 光源
53 導光板
54 反射板
【特許請求の範囲】
【請求項1】
フィルム片の外周部が連結片によって基体に連結されて構成されるフィルム素材から前記連結片を切断して切出され、フィルム片とフィルム片の外周部に残着する連結片の残片とを有し、互いに積層される複数のフィルム体を備え、
各フィルム体は、フィルム片に対する残片の残着位置が互いに異なることを特徴とする積層体。
【請求項2】
各フィルム体は、フィルム片の外周部に連なる接合片をそれぞれ有し、各接合片が接合されて連結されることを特徴とする請求項1に記載の積層体。
【請求項3】
各フィルム体は、間に他のフィルム体が介在される2枚のフィルム体の接合片同士が接合されて、連結されることを特徴とする請求項2に記載の積層体。
【請求項4】
各接合片は、接着剤を用いる貼着、粘着剤を用いる貼着、両面粘着テープを用いる貼着および溶着のいずれかによって接合されることを特徴とする請求項1〜3のいずれか1つに記載の積層体。
【請求項5】
各フィルム体は、光学的作用を奏する光学フィルム体であることを特徴とする請求項1〜4のいずれか1つに記載の積層体。
【請求項6】
請求項5に記載の積層体を備えることを特徴とする照明装置。
【請求項7】
フィルム片と、フィルム片を支持する基体と、フィルム片の外周部を基体に連結する連結片とをそれぞれ有する複数のフィルム素材であって、各フィルム片が重なるように積層した場合、各連結片が互いにずれた位置に配置されるフィルム素材を形成し、
各フィルム素材を、各フィルム片が重なるように積層し、
各フィルム素材の連結片を切断して、フィルム片とフィルム片の外周部に残着する連結片の残片とを有する複数のフィルム体が積層される積層体を得ることを特徴とする積層体の製造方法。
【請求項8】
各フィルム素材は、帯状であり、長手方向全長にわたって連なる1つの基体に、複数のフィルム片が、長手方向に間隔をあけた位置で連結片によってそれぞれ連結されて構成され、ロール状に巻回しておき、そのロールから繰出して供給することを特徴とする請求項7に記載の積層体の製造方法。
【請求項9】
フィルム片と、フィルム片を支持する基体と、フィルム片の外周部を基体に連結する連結片とを有し、同様にフィルム片と基体と連結片とを有する他のフィルム素材と積層した後、各連結片を切断して、フィルム片とフィルム片の外周部に残着する連結片の残片とを有する複数のフィルム体が積層される積層体を形成するためのフィルム素材であって、
各フィルム片が重なるように積層した場合、各連結片が互いにずれた位置に配置されることを特徴とするフィルム素材。
【請求項10】
フィルム片と、フィルム片を支持する基体と、フィルム片の外周部を基体に連結する連結片とをそれぞれ有し、各フィルム片が重なるように積層した場合、各連結片が互いにずれた位置に配置される複数のフィルム素材を備えることを特徴とする積層体形成材料。
【請求項1】
フィルム片の外周部が連結片によって基体に連結されて構成されるフィルム素材から前記連結片を切断して切出され、フィルム片とフィルム片の外周部に残着する連結片の残片とを有し、互いに積層される複数のフィルム体を備え、
各フィルム体は、フィルム片に対する残片の残着位置が互いに異なることを特徴とする積層体。
【請求項2】
各フィルム体は、フィルム片の外周部に連なる接合片をそれぞれ有し、各接合片が接合されて連結されることを特徴とする請求項1に記載の積層体。
【請求項3】
各フィルム体は、間に他のフィルム体が介在される2枚のフィルム体の接合片同士が接合されて、連結されることを特徴とする請求項2に記載の積層体。
【請求項4】
各接合片は、接着剤を用いる貼着、粘着剤を用いる貼着、両面粘着テープを用いる貼着および溶着のいずれかによって接合されることを特徴とする請求項1〜3のいずれか1つに記載の積層体。
【請求項5】
各フィルム体は、光学的作用を奏する光学フィルム体であることを特徴とする請求項1〜4のいずれか1つに記載の積層体。
【請求項6】
請求項5に記載の積層体を備えることを特徴とする照明装置。
【請求項7】
フィルム片と、フィルム片を支持する基体と、フィルム片の外周部を基体に連結する連結片とをそれぞれ有する複数のフィルム素材であって、各フィルム片が重なるように積層した場合、各連結片が互いにずれた位置に配置されるフィルム素材を形成し、
各フィルム素材を、各フィルム片が重なるように積層し、
各フィルム素材の連結片を切断して、フィルム片とフィルム片の外周部に残着する連結片の残片とを有する複数のフィルム体が積層される積層体を得ることを特徴とする積層体の製造方法。
【請求項8】
各フィルム素材は、帯状であり、長手方向全長にわたって連なる1つの基体に、複数のフィルム片が、長手方向に間隔をあけた位置で連結片によってそれぞれ連結されて構成され、ロール状に巻回しておき、そのロールから繰出して供給することを特徴とする請求項7に記載の積層体の製造方法。
【請求項9】
フィルム片と、フィルム片を支持する基体と、フィルム片の外周部を基体に連結する連結片とを有し、同様にフィルム片と基体と連結片とを有する他のフィルム素材と積層した後、各連結片を切断して、フィルム片とフィルム片の外周部に残着する連結片の残片とを有する複数のフィルム体が積層される積層体を形成するためのフィルム素材であって、
各フィルム片が重なるように積層した場合、各連結片が互いにずれた位置に配置されることを特徴とするフィルム素材。
【請求項10】
フィルム片と、フィルム片を支持する基体と、フィルム片の外周部を基体に連結する連結片とをそれぞれ有し、各フィルム片が重なるように積層した場合、各連結片が互いにずれた位置に配置される複数のフィルム素材を備えることを特徴とする積層体形成材料。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2008−221537(P2008−221537A)
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願番号】特願2007−60978(P2007−60978)
【出願日】平成19年3月9日(2007.3.9)
【出願人】(000005049)シャープ株式会社 (33,933)
【Fターム(参考)】
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願日】平成19年3月9日(2007.3.9)
【出願人】(000005049)シャープ株式会社 (33,933)
【Fターム(参考)】
[ Back to top ]