
積層体およびその製造方法
【課題】本発明の課題は、波状の凹凸欠陥の発生が抑制された積層体を提供することである。
【解決手段】本発明の積層体は、熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層されてなり、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満たす。前記マットフィルムと、前記保護フィルムとが、溶融共押出成形により積層されたものであるのが好ましい。
【解決手段】本発明の積層体は、熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層されてなり、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満たす。前記マットフィルムと、前記保護フィルムとが、溶融共押出成形により積層されたものであるのが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、マットフィルムと保護フィルムとを積層した積層体およびその製造方法に関する。
【背景技術】
【0002】
フィルム表面にマット形状(凹凸形状)を有するマットフィルムは、光拡散フィルムとして、液晶表示装置に利用されることが多い。特許文献1には、ポリカーボネート樹脂からなるマットフィルムが、光拡散フィルムとして使用されることが記載されている。マットフィルムは、通常、エンボスロール転写により所定のマット形状が形成されるものや、架橋樹脂粒子や無機微粒子をフィルム基材を構成する樹脂中に混合させ単層溶融押出成形や多層溶融押出成形によってフィルム表面に該粒子が出てくることで表面にマット形状が形成されるものや、基材フィルムの表面に、球状ビーズが分散したUV硬化性樹脂や熱硬化性樹脂をコーティングすることでマット形状を形成するものなどが挙げられる。
【0003】
マットフィルムは、液晶表示装置のバックライトユニットと液晶パネルの間に配置され輝度向上のために用いられる偏光分離シートの保護フィルムとしても使用される。この偏光分離シートは、通常、厚くても100μm程度の厚みであることから、大面積になった場合にシート自体の剛性が十分ではなく自立性が不十分となってしまうことや、光源などの熱の影響によりシート自体がたわんだりうねったりする場合があることや、液晶パネルと接触した際に干渉稿による虹模様が発生したりすることなどから、これらを抑制するために、通常、偏光分離シートの両面に、偏光分離シート保護フィルムとして、ポリカーボネート樹脂からなるマットフィルムが貼合される。
【0004】
ポリカーボネート樹脂からなるマットフィルムは、偏光分離シートとの積層貼合時や搬送時等にマットフィルムのマット面に傷が付いたり、埃が付着したりするおそれがある。そのため、通常は、該マット面に、剥離可能なポリオレフィン樹脂からなる保護フィルムを貼合し、次いで、マットフィルムの該保護フィルムを貼合していない面を偏光分離シートに貼合した後に、該マット面から該保護フィルムが剥離される。該保護フィルムは、液晶表示装置の組立の最終段階で剥離されることも多く、したがってマットフィルムに対して適度な接着性や剥離性を有することが必要とされる。マットフィルムへの保護フィルムの貼合は、接着性や剥離性を考慮して片面に粘着剤や接着剤を塗工した保護フィルムや、粘着剤を添加した粘着性樹脂層などを有する保護フィルムを使用するのが通常である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−53998号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
マットフィルムのマット面に保護フィルムを貼合する場合、貼合時に、保護フィルムに皺ができ、不良品となるおそれがある。さらに、保護フィルム剥離時に、マットフィルムに粘着剤や接着剤の一部が残ることがあり、これが光学的欠点となるおそれがある。また、貼合工程を必要とするため、工程数が増え、煩雑でコスト的に不利である。
【0007】
本発明者らは、マットフィルムのマット面に保護フィルムを溶融共押出成形により直接積層した積層体は、マットフィルムから保護フィルムを剥離する際に糊残りがなく、また保護フィルムへの皺の発生が抑制されるとの考えの下に、熱可塑性樹脂とポリオレフィン樹脂をそれぞれ溶融混練し、溶融共押出成形することで、熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層された積層体を得たところ、該積層体において、マットフィルムと保護フィルムとの間に、波状の凹凸欠陥の発生が確認された。
【0008】
そこで、本発明の課題は、マットフィルムから保護フィルムを剥離する際に糊残りがなく、さらに、マットフィルムと保護フィルムとの間における、波状の凹凸欠陥の発生が抑制された積層体を提供することである。また、本発明の別の課題は、マットフィルムのマット面に保護フィルムが積層された積層体を一工程で製造することのできる製造方法を提供することである。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決すべく鋭意研究を重ねた結果、本発明を完成するに至った。
【0010】
すなわち、本発明は、以下の発明に係るものである。
(1)熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層されてなり、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満たすことを特徴とする積層体。
(2)マットフィルムと保護フィルムが剥離可能である前記(1)に記載の積層体。
(3)熱可塑性樹脂が、ポリカーボネート系樹脂、アクリル系樹脂、環状オレフィン系樹脂、ポリエステル系樹脂、スチレン系樹脂、メタクリル酸メチル−スチレン系樹脂、ABS系樹脂およびAS系樹脂からなる群より選ばれる1種以上である前記(1)または(2)に記載の積層体。
(4)ポリオレフィン樹脂が、ポリエチレン系樹脂、ポリプロピレン系樹脂およびそれらの変性体である変性ポリオレフィン系樹脂からなる群より選ばれる少なくとも一種である前記(1)〜(3)のいずれかに記載の積層体。
(5)保護フィルムの両方の面がマット面である前記(1)〜(4)のいずれかに記載の積層体。
(6)マットフィルムのヘイズが、90%以下である前記(1)〜(5)のいずれかに記載の積層体。
(7)マットフィルムの面内リタデーションが、30nm以下、かつ60度鏡面光沢度が60%以下である前記(1)〜(6)のいずれかに記載の積層体。
(8)マットフィルムと保護フィルムとの層間剥離力が、1〜50g/25mm幅である前記(1)〜(7)のいずれかに記載の積層体。
(9)熱可塑性樹脂とポリオレフィン樹脂とを溶融共押出して製造されたものである前記(1)〜(8)のいずれかに記載の積層体。
(10)積層体から保護フィルムが剥離されてなるマットフィルムが液晶表示装置に使用される前記(1)〜(9)のいずれかに記載の積層体。
(11)マットフィルムが液晶表示装置における偏光分離シートの保護に使用される前記(10)に記載の積層体。
(12)熱可塑性樹脂とポリオレフィン樹脂とを溶融共押出してフィルム状物を得、ポリオレフィン樹脂からなる層の面が賦型ロールに接触するように賦型ロールとタッチロールの間に挿入し、熱可塑性樹脂からなる層の面に、マット形状を形成することを特徴とする積層体の製造方法。
(13)前記(1)〜(11)のいずれかに記載の積層体から保護フィルムを剥離して得られるマットフィルム。
【発明の効果】
【0011】
本発明によれば、マットフィルムと保護フィルムとが粘着剤等を介して貼合されていないので、保護フィルム剥離後の、いわゆる糊残りがなくなり、さらに、マットフィルムと保護フィルムとの間における、波状の凹凸欠陥の発生を抑制することができる。
また、本発明の製造方法によれば、マットフィルムおよび保護フィルムの成形と、両フィルムの積層とを、一工程でできる。
【図面の簡単な説明】
【0012】
【図1】本発明の積層体の製造方法の一実施形態を示す概略説明図である。
【発明を実施するための形態】
【0013】
以下、本発明について詳細に説明する。
本発明の積層体は、マットフィルムと保護フィルムを有し、保護フィルムはマットフィルムのマット面に直接積層されている。ここで、直接積層は、マットフィルムと保護フィルムが接着剤層や粘着剤層を介することなく積層されていることを表す。マットフィルムは、熱可塑性樹脂からなる。保護フィルムは、ポリオレフィン樹脂からなる。以下、熱可塑性樹脂、ポリオレフィン樹脂、積層体について順に説明する。
【0014】
[熱可塑性樹脂]
熱可塑性樹脂は、後述のポリオレフィン樹脂以外の樹脂からなり、ポリカーボネート系樹脂、アクリル系樹脂、環状オレフィン系樹脂、ポリエステル系樹脂、ポリスチレン系樹脂、メタクリル酸メチル−スチレン系樹脂、ABS(アクリロニトリル−ブタジエン−スチレン共重合体)系樹脂およびAS(アクリロニトリル−スチレン共重合体)系樹脂からなる群より選ばれる一種以上であることが好ましい。樹脂としては透明性の良好な樹脂であることが好ましく、中でも、高い透明性を有し、耐衝撃性、耐熱性、寸法安定性、難燃性に優れ、光学的異物が少ないなどの観点からポリカーボネート系樹脂を用いるのが好ましい。熱可塑性樹脂は、透明性を阻害せず、かつ本発明の効果を損なわない範囲で、上記樹脂の2種以上を混合してもよい。熱可塑性樹脂は、マットフィルムの厚みを均一にする観点から、260℃、100sec−1のせん断速度における溶融粘度(a)が200〜10000Pa・secであることが好ましく、500〜5000Pa・secであることがより好ましく、1000〜3500Pa・secであることがさらに好ましい。
【0015】
<ポリカーボネート系樹脂>
ポリカーボネート系樹脂としては、例えば、耐熱性、機械的強度、透明性などに優れた芳香族ポリカーボネート系樹脂を用いるのが好ましい。
芳香族ポリカーボネート系樹脂としては、例えば、二価フェノールとカーボネート前駆体とを界面重縮合法、溶融エステル交換法で反応させて得られた樹脂、カーボネートプレポリマーを固相エステル交換法により重合させた樹脂、環状カーボネート化合物の開環重合法により重合させて得られる樹脂などが挙げられる。
【0016】
二価フェノールとしては、例えば、ハイドロキノン、レゾルシノール、4,4’−ジヒドロキシジフェニル、ビス(4−ヒドロキシフェニル)メタン、ビス{(4−ヒドロキシ−3,5−ジメチル)フェニル}メタン、1,1−ビス(4−ヒドロキシフェニル)エタン、1,1−ビス(4−ヒドロキシフェニル)−1−フェニルエタン、2,2−ビス(4−ヒドロキシフェニル)プロパン(通称ビスフェノールA)、2,2−ビス{(4−ヒドロキシ−3−メチル)フェニル}プロパン、2,2−ビス{(4−ヒドロキシ−3,5−ジメチル)フェニル}プロパン、2,2−ビス{(4−ヒドロキシ−3,5−ジブロモ)フェニル}プロパン、2,2−ビス{(3−イソプロピル−4−ヒドロキシ)フェニル}プロパン、2,2−ビス{(4−ヒドロキシ−3−フェニル)フェニル}プロパン、2,2−ビス(4−ヒドロキシフェニル)ブタン、2,2−ビス(4−ヒドロキシフェニル)−3−メチルブタン、2,2−ビス(4−ヒドロキシフェニル)−3,3−ジメチルブタン、2,4−ビス(4−ヒドロキシフェニル)−2−メチルブタン、2,2−ビス(4−ヒドロキシフェニル)ペンタン、2,2−ビス(4−ヒドロキシフェニル)−4−メチルペンタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン、1,1−ビス(4−ヒドロキシフェニル)−4−イソプロピルシクロヘキサン、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサン、9,9−ビス(4−ヒドロキシフェニル)フルオレン、9,9−ビス{(4−ヒドロキシ−3−メチル)フェニル}フルオレン、α,α’−ビス(4−ヒドロキシフェニル)−o−ジイソプロピルベンゼン、α,α’−ビス(4−ヒドロキシフェニル)−m−ジイソプロピルベンゼン、α,α’−ビス(4−ヒドロキシフェニル)−p−ジイソプロピルベンゼン、1,3−ビス(4−ヒドロキシフェニル)−5,7−ジメチルアダマンタン、4,4’−ジヒドロキシジフェニルスルホン、4,4’−ジヒドロキシジフェニルスルホキシド、4,4’−ジヒドロキシジフェニルスルフィド、4,4’−ジヒドロキシジフェニルケトン、4,4’−ジヒドロキシジフェニルエーテルおよび4,4’−ジヒドロキシジフェニルエステルなどが挙げられ、これらは単独または2種以上を混合して使用することができる。
【0017】
中でも、ビスフェノールA、2,2−ビス{(4−ヒドロキシ−3−メチル)フェニル}プロパン、2,2−ビス(4−ヒドロキシフェニル)ブタン、2,2−ビス(4−ヒドロキシフェニル)−3−メチルブタン、2,2−ビス(4−ヒドロキシフェニル)−3,3−ジメチルブタン、2,2−ビス(4−ヒドロキシフェニル)−4−メチルペンタン、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサンおよびα,α’−ビス(4−ヒドロキシフェニル)−m−ジイソプロピルベンゼンからなる群から選ばれる二価フェノールを単独で又は2種以上用いるのが好ましく、中でも、ビスフェノールAの単独使用や、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサンと、ビスフェノールA、2,2−ビス{(4−ヒドロキシ−3−メチル)フェニル}プロパン及びα,α’−ビス(4−ヒドロキシフェニル)−m−ジイソプロピルベンゼンからなる群から選ばれる1種以上の二価フェノールとの併用が好ましい。
【0018】
カーボネート前駆体としては、例えば、カルボニルハライド、カーボネートエステルまたはハロホルメートなどが使用され、具体的にはホスゲン、ジフェニルカーボネートまたは二価フェノールのジハロホルメートなどが挙げられる。
【0019】
<アクリル系樹脂>
アクリル系樹脂としては、例えば、メタクリル樹脂が用いられる。メタクリル樹脂は、メタクリル酸エステルを主体とする重合体であり、メタクリル酸エステルの単独重合体であってもよいし、メタクリル酸エステル50重量%以上とこれ以外の単量体50重量%以下との共重合体であってもよい。ここで、メタクリル酸エステルとしては、通常、メタクリル酸のアルキルエステルが用いられる。
【0020】
メタクリル樹脂の好ましい単量体組成は、全単量体を基準として、メタクリル酸アルキルが50〜100重量%、アクリル酸アルキルが0〜50重量%、これら以外の単量体が0〜49重量%であり、より好ましくは、メタクリル酸アルキルが50〜99.9重量%、アクリル酸アルキルが0.1〜50重量%、これら以外の単量体が0〜49重量%である。
【0021】
ここで、メタクリル酸アルキルとしては、例えば、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、メタクリル酸2−エチルヘキシルなどが挙げられ、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。中でもメタクリル酸メチルが好ましく用いられる。
【0022】
また、アクリル酸アルキルとしては、例えば、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸2−エチルヘキシルなどが挙げられ、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。
【0023】
また、メタクリル酸アルキル及びアクリル酸アルキル以外の単量体としては、例えば、単官能単量体、すなわち分子内に重合性の炭素−炭素二重結合を1個有する化合物であってもよいし、多官能単量体、すなわち分子内に重合性の炭素−炭素二重結合を少なくとも2個有する化合物であってもよいが、単官能単量体が好ましく用いられる。
この単官能単量体としては、例えば、スチレン、α−メチルスチレン、ビニルトルエンなどのスチレン系単量体、アクリロニトリル、メタクリロニトリルなどのシアン化アルケニル、アクリル酸、メタクリル酸、無水マレイン酸、N−置換マレイミドなどが挙げられる。
また、多官能単量体としては、例えば、エチレングリコールジメタクリレート、ブタンジオールジメタクリレート、トリメチロールプロパントリアクリレートなどの多価アルコールのポリ不飽和カルボン酸エステル、アクリル酸アリル、メタクリル酸アリル、ケイ皮酸アリルなどの不飽和カルボン酸のアルケニルエステル、フタル酸ジアリル、マレイン酸ジアリル、トリアリルシアヌレート、トリアリルイソシアヌレートなどの多塩基酸のポリアルケニルエステル、ジビニルベンゼンなどの芳香族ポリアルケニル化合物などが挙げられる。
【0024】
なお、上記のメタクリル酸アルキル、アクリル酸アルキル、及びこれら以外の単量体は、それぞれ、必要に応じてそれらの2種以上を用いてもよい。
【0025】
メタクリル樹脂は、耐熱性の観点から、そのガラス転移温度が70℃以上であることが好ましく、80℃以上であるのがより好ましく、更には90℃以上であることが好ましい。このガラス転移温度は、単量体の種類やその割合を調整することにより、適宜設定することができる。
【0026】
メタクリル樹脂は、上記単量体成分を、懸濁重合、乳化重合、塊状重合などの方法により重合させることにより、調製することができる。その際、好適なガラス転移温度を得るため、又は好適な積層体への成形性を示す溶融粘度を得るためなどに、重合時に適当な連鎖移動剤を使用することが好ましい。連鎖移動剤の添加量は、単量体の種類やその割合などに応じて、適宜決定すればよい。
【0027】
<ゴム粒子>
アクリル系樹脂にはゴム粒子を配合することもできる。ここで、ゴム粒子としては、例えば、アクリル系ゴム粒子、ブタジエン系ゴム粒子、スチレン−ブタジエン系ゴム粒子などのものを用いることができるが、中でも、耐候性、耐久性の点から、アクリル系ゴム粒子が好ましく用いられる。
【0028】
アクリル系ゴム粒子は、ゴム成分としてアクリル酸エステルを主体とする弾性重合体を含有する粒子であり、この弾性重合体のみからなる単層構造の粒子であってもよいし、この弾性重合体の層と、例えば、メタクリル酸エステルを主体とする重合体の層とを有する多層構造の粒子であってもよいが、アクリル系樹脂からなるマットフィルムの表面硬度の点から多層構造の粒子であることが好ましい。
また、この弾性重合体は、アクリル酸エステルの単独重合体であってもよいし、アクリル酸エステル50重量%以上とこれ以外の単量体50重量%以下との共重合体であってもよい。ここで、アクリル酸エステルとしては、通常、アクリル酸のアルキルエステルが用いられる。
【0029】
アクリル酸エステルを主体とする弾性重合体の好ましい単量体組成は、全単量体を基準として、アクリル酸アルキルを50〜99.9重量%、メタクリル酸アルキルを0〜49.9重量%、これら以外の単官能単量体を0〜49.9重量%、及び多官能単量体を0.1〜10重量%である。
【0030】
ここで、上記弾性重合体におけるアクリル酸アルキルとしては、例えば、先にメタクリル樹脂の単量体成分として挙げたアクリル酸アルキルの例と同様であり、そのアルキル基の炭素数は通常1〜8、好ましくは4〜8である。
また、上記弾性重合体におけるメタクリル酸アルキルとしては、例えば、先にメタクリル樹脂の単量体成分として挙げたメタリル酸アルキルの例と同様であり、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。
【0031】
上記弾性重合体におけるアクリル酸アルキル及びメタクリル酸アルキル以外の単官能単量体としては、例えば、先にメタクリル樹脂の単量体成分として挙げたメタクリル酸アルキル及びアクリル酸アルキル以外の単官能単量体の例と同様である。中でもスチレン、α−メチルスチレン、ビニルトルエンなどのスチレン系単量体が好ましく用いられる。
【0032】
上記弾性重合体における多官能単量体としては、例えば、先にメタクリル樹脂の単量体成分として挙げた多官能単量体の例と同様であり、中でも、不飽和カルボン酸のアルケニルエステルや、多塩基酸のポリアルケニルエステルが好ましく用いられる。
【0033】
上記の弾性重合体におけるアクリル酸アルキル、メタクリル酸アルキル、これら以外の単官能単量体、及び多官能単量体は、それぞれ、必要に応じてそれらの2種以上を用いてもよい。
【0034】
アクリル系ゴム粒子として多層構造のものを使用する場合、その好適な例としては、上述したアクリル酸エステルを主体とする弾性重合体の層の外側に、メタクリル酸エステルを主体とする重合体の層を有するもの、すなわち、上述したアクリル酸エステルを主体とする弾性重合体を内層とし、メタクリル酸エステルを主体とする重合体を外層とする、少なくとも2層構造のものを挙げることができる。ここで、外層の重合体の単量体成分であるメタクリル酸エステルとしては、通常、メタクリル酸アルキルが用いられる。
また、外層の重合体は、内層の弾性重合体100重量部に対し、通常10〜400重量部、好ましくは20〜200重量部の割合で形成するのがよい。外層の重合体を、内層の弾性重合体100重量部に対し10重量部以上とすることで、該弾性重合体の凝集が生じ難くなり、マットフィルムの透明性が良好となる。
【0035】
上記外層の重合体の好ましい単量体組成は、全単量体を基準として、メタクリル酸アルキルを50〜100重量%、アクリル酸アルキルを0〜50重量%、これら以外の単量体を0〜50重量%、及び多官能単量体を0〜10重量%である。
【0036】
上記外層の重合体におけるメタクリル酸アルキルとしては、例えば、先にメタクリル樹脂の単量体成分として挙げたメタクリル酸アルキルの例と同様であり、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。中でもメタクリル酸メチルが好ましく用いられる。
【0037】
上記外層の重合体におけるアクリル酸アルキルとしては、例えば、先にメタクリル樹脂の単量体成分として挙げたアクリル酸アルキルの例と同様であり、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。
【0038】
上記外層の重合体におけるメタクリル酸アルキル及びアクリル酸アルキル以外の単量体としては、例えば、先にメタクリル樹脂の単量体成分として挙げたメタクリル酸アルキル及びアクリル酸アルキル以外の単官能単量体の例と同様であり、また、多官能単量体としては、例えば、先にメタクリル樹脂の単量体成分として挙げた多官能単量体の例と同様である。
【0039】
なお、上記の外層の重合体におけるメタクリル酸アルキル、アクリル酸アルキル、これら以外の単量体、及び多官能単量体は、それぞれ、必要に応じてそれらの2種以上を用いてもよい。
【0040】
また、多層構造のアクリル系ゴム粒子の好適な例として、上記2層構造の内層である上述したアクリル酸エステルを主体とする弾性重合体の層の内側に、さらにメタクリル酸エステルを主体とする重合体の層を有するもの、すなわち、このメタクリル酸エステルを主体とする重合体を内層とし、上述したアクリル酸エステルを主体とする弾性重合体を中間層とし、先のメタクリル酸エステルを主体とする重合体を外層とする、少なくとも3層構造のものを挙げることもできる。ここで、内層の重合体の単量体成分であるメタクリル酸エステルとしては、通常、メタクリル酸アルキルが用いられる。また、内層の重合体は、中間層の弾性重合体100重量部に対し、通常10〜400重量部、好ましくは20〜200重量部の割合で形成するのがよい。
【0041】
上記内層の重合体の好ましい単量体組成は、全単量体を基準として、メタクリル酸アルキルを70〜100重量%、アクリル酸アルキルを0〜30重量%、これ以外の単量体を0〜30重量%、及び多官能単量体を0〜10重量%である。
【0042】
上記内層の重合体におけるメタクリル酸アルキルとしては、例えば、先にメタクリル樹脂の単量体成分として挙げたメタクリル酸アルキルの例と同様であり、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。中でもメタクリル酸メチルが好ましく用いられる。
また、上記内層の重合体におけるアクリル酸アルキルとしては、例えば、先にメタクリル樹脂の単量体成分として挙げたアクリル酸アルキルの例と同様であり、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。
【0043】
上記内層の重合体におけるメタクリル酸アルキル及びアクリル酸アルキル以外の単量体としては、例えば、先にメタクリル樹脂の単量体成分として挙げたメタクリル酸アルキル及びアクリル酸アルキル以外の単官能単量体の例と同様であり、また、多官能単量体の例としては、先にメタクリル樹脂の単量体成分として挙げた多官能単量体の例と同様である。
【0044】
なお、上記の内層の重合体におけるメタクリル酸アルキル、アクリル酸アルキル、これら以外の単量体及び多官能単量体は、それぞれ、必要に応じてそれらの2種以上を用いてもよい。
【0045】
アクリル系ゴム粒子は、先に述べたアクリル酸エステルを主体とする弾性重合体の単量体成分を、乳化重合法などにより、少なくとも1段の反応で重合させることにより、調製することができる。その際、先に述べた如く、上記弾性重合体の層の外側に、メタクリル酸エステルを主体とする重合体の層を形成する場合は、この外層の重合体の単量体成分を、上記弾性重合体の存在下に、乳化重合法などにより、少なくとも1段の反応で重合させることにより、上記弾性重合体にグラフトさせればよい。
また、先に述べた如く、上記弾性重合体の層の内側に、さらにメタクリル酸エステルを主体とする重合体の層を形成する場合は、まず、この内層の重合体の単量体成分を、乳化重合法などにより、少なくとも1段の反応で重合させ、次いで、得られる重合体の存在下で、上記弾性重合体の単量体成分を、乳化重合法などにより、少なくとも1段の反応で重合させることにより、上記内層の重合体にグラフトさせ、さらに、得られる弾性重合体の存在下で、上記外層の重合体の単量体成分を、乳化重合法などにより、少なくとも1段の反応で重合させることにより、上記弾性重合体にグラフトさせればよい。なお、各層の重合を、それぞれ2段以上で行う場合、いずれも、各段の単量体組成ではなく、全体としての単量体組成が所定の範囲内にあればよい。
【0046】
アクリル系ゴム粒子の粒径については、該ゴム粒子中のアクリル酸エステルを主体とする弾性重合体の層の平均粒子径が、0.01〜0.4μmであるのが好ましく、より好ましくは0.05〜0.3μm、さらに好ましくは0.07〜0.25μmである。この弾性重合体の層の平均粒子径が0.4μmより大きいと、アクリル系樹脂からなるマットフィルムの透明性が低下し透過率低下につながるため、好ましくない。また、この弾性重合体の層の平均粒子径が0.01μmより小さいと、マットフィルムの表面硬度が低下して傷が付き易くなるため好ましくない。
【0047】
なお、上記平均粒子径は、アクリル系ゴム粒子をメタクリル樹脂と混合してフィルム化し、その断面において酸化ルテニウムによる上記弾性重合体の層の染色を施し、電子顕微鏡で観察して、染色された部分の直径から求めることができる。
すなわち、アクリル系ゴム粒子をメタクリル樹脂に混合し、その断面を酸化ルテニウムで染色すると、母相のメタクリル樹脂は染色されず、上記弾性重合体の層の外側にメタクリル酸エステルを主体とする重合体の層が存在する場合は、この外層の重合体も染色されず、上記弾性重合体の層のみが染色されるので、こうして染色され、電子顕微鏡でほぼ円形状に観察される部分の直径から、粒子径を求めることができる。上記弾性重合体の層の内側にメタクリル酸エステルを主体とする重合体の層が存在する場合は、この内層の重合体も染色されず、その外側の上記弾性重合体の層が染色された2層構造の状態で観察されることになるが、この場合は、2層構造の外側、すなわち上記弾性重合体の層の外径で考えればよい。
【0048】
アクリル系樹脂に対するゴム粒子の含有割合は、アクリル系樹脂全体の40重量%以下であり、好ましくは30重量%以下である。ゴム粒子の含有割合がアクリル系樹脂全体の40重量%より大きいと、マットフィルムの表面硬度が低下して傷が付き易くなってしまう。
【0049】
<環状オレフィン系樹脂>
環状オレフィン系樹脂としては、ジシクロペンタジエンの開環重合体の水素化物をはじめとする各種環状オレフィンポリマー、ジシクロペンタジエンまたはテトラシクロドデセンとエチレンとの共重合体をはじめとする各種環状オレフィンコポリマーおよびその水素化物、ノルボルネン系重合体などから選ばれた1種以上であって、例えば、ノルボルネンや多環ノルボルネン系モノマーのような、環状オレフィンからなるモノマーのユニットを有する熱可塑性の樹脂であり、上記環状オレフィンの開環重合体や2種以上の環状オレフィンを用いた開環共重合体の水素添加物であることができるほか、環状オレフィンと鎖状オレフィンやビニル基を有する芳香族化合物との付加共重合体であってもよい。また、極性基が導入されていてもよい。
環状オレフィンと鎖状オレフィンやビニル基を有する芳香族化合物との共重合体とする場合、鎖状オレフィンの例としては、エチレンやプロピレンなどが挙げられ、またビニル基を有する芳香族化合物の例としては、スチレン、α―メチルスチレン、核アルキル置換スチレンなどが挙げられる。このような共重合体において、環状オレフィンからなるモノマーのユニットは、50モル%以下、例えば、15〜50モル%程度であってもよい。特に、環状オレフィンと鎖状オレフィンとビニル基を有する芳香族化合物との三元共重合体とする場合、環状オレフィンからなるモノマーのユニットは、このように比較的少ない量であることができる。かかる三元共重合体において、鎖状オレフィンからなるモノマーのユニットは、通常、5〜80%、ビニル基を有する芳香族化合物からなるモノマーのユニットは、通常、5〜80%である。
市販の熱可塑性環状オレフィン系樹脂としては、ドイツのTicona社から販売されている「Topas」、JSR(株)から販売されている「アートン」、日本ゼオン(株)から販売されている「ゼオノア(ZEONOR)」及び「ゼオネックス(ZEONEX)」、三井化学(株)から販売されている「アペル」など(いずれも商品名)がある。
なお、環状オレフィン系樹脂としては、ガラス転移点が100℃以上、好ましくは130℃以上が好ましい。
【0050】
<ポリエステル系樹脂>
ポリエステル系樹脂としては、例えば、ポリエチレンテレフタレート、ポリエチレンナフタレート等が挙げられ、結晶性ポリエステルや非晶性ポリエステルが挙げられるが、透明性の観点からは、非晶性のものが好ましい。
ポリエステル系樹脂は、結晶性ポリエステルおよび非晶性ポリエステルからなるポリエステル系樹脂組成物から構成することができる。ポリエステル系樹脂とは、二塩基酸と多価アルコールとを重縮合して製造されるものである。
二塩基酸としては、例えば、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸等の芳香族ジカルボン酸やアジピン酸などの脂肪族ジカルボン酸などが挙げられる。
また、多価アルコールとしては、例えば、エチレングリコール、1,4−ブタンジオール、1,4−シクロへキサンジメタノール、ペンタエチレングリコール、2,2−ジメチルトリメチレングリコール、ヘキサメチレングリコール、ネオペンチルグリコール等のジオールが挙げられる。
上記の二塩基酸と多価アルコールは、任意の組み合わせにより用いられる。具体的には、テレフタル酸/エチレングリコール共重合体やテレフタル酸/エチレングリコール/1,4−シクロへキサンジメタノール三元共重合体、2,6−ナフタレンジカルボン酸/エチレングリコール共重合体、テルフタル酸/1,4−ブタンジオール共重合体などが挙げられる。
結晶性ポリエステルとしては、例えば、商品名「バイロン」(東洋紡績(株)製)として市販されている樹脂などが挙げられる。
非晶性ポリエステルとしては、例えば、非晶性ポリエチレンテレフタレート(いわゆるAPET)や、テレフタル酸/エチレングリコール/1,4−シクロへキサンジメタノール三元共重合体(例;商品名「PETG」(イーストマンケミカル(株)製))などが挙げられる。
【0051】
<ポリスチレン系樹脂>
ポリスチレン系樹脂としては、その構成単位としてスチレン単位を50質量%以上、好ましくは70質量%以上含有する重合体であり、スチレン単位を50質量%以上含有する限りその一部がスチレンと共重合可能な単官能の不飽和単量体単位で置き換えられた共重合体であってもよい。
【0052】
共重合可能な単官能の不飽和単量体としては、例えば、メタクリル酸エチル、メタクリル酸ブチル、メタクリル酸シクロヘキシル、メタクリル酸フェニル、メタクリル酸ベンジル、メタクリル酸2−エチルヘキシル、メタクリル酸2−ヒドロキシエチル等のメタクリル酸エステル類;アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸シクロヘキシル、アクリル酸フェニル、アクリル酸ベンジル、アクリル酸2−エチルヘキシル、アクリル酸2−ヒドロキシエチル等のアクリル酸エステル類;メタクリル酸、アクリル酸などの不飽和酸類;α−メチルスチレン、メタクリロニトリル、無水マレイン酸、フェニルマレイミド、シクロヘキシルマレイミド等が挙げられる。また、この共重合体は、無水グルタル酸単位、グルタルイミド単位をさらに含んでいても良い。
さらに前述した重合体、共重合体に、ゴム状重合体として、ジエン系ゴム、アクリル系ゴム等をブレンドしたもの含有しても良い。
【0053】
<メタクリル酸メチル−スチレン系樹脂>
メタクリル酸メチル−スチレン系樹脂としては、例えば、スチレン単位含有量20質量%〜95質量%とメタクリル酸メチル単位含有量80質量%〜5質量%との、好ましくはスチレン単位含有量70質量%以上とメタクリル酸メチル単位含有量30質量%以下との共重合体などが挙げられる。
【0054】
<AS系樹脂>
AS(アクリロニトリル−スチレン)系樹脂としては、例えば、アクリロニトリルから誘導されるモノマー単位とスチレンから誘導されるモノマー単位とがランダムに共重合した共重合体等が挙げられる。アクリロニトリルから誘導されるモノマー単位の含有量は、通常2〜50重量%(すなわち、スチレンから誘導されるモノマー単位の含有量は、通常98〜50重量%)であり、好ましくは20〜30重量%(すなわち、スチレンから誘導されるモノマー単位の含有量は、好ましくは80〜70重量%)である。ただし、AS系樹脂に含有されるモノマー単位の合計を100重量%とする。
【0055】
<ABS系樹脂>
ABS(アクリロニトリル−ブタジエン−スチレン)系樹脂としては、例えば、前述したAS系樹脂にオレフィン系ゴム(例えば、ポリブタジエンゴム)を40重量%以下程度にグラフト重合した共重合体等が挙げられる。
また、良好な透明性を得るために、ゴム成分の屈折率の値に樹脂成分の屈折率の値を近づける観点から、樹脂成分としてスチレンとメチルメタクリレートおよび他の共重合可能な単量体の共重合体とするいわゆる透明ABSが好ましい。
共重合可能な単量体としては、例えば、アクリロニトリルが挙げられる。また、透明ABSについては、例えば、特開2006−265406号公報に開示されたものが挙げられる。
【0056】
[ポリオレフィン樹脂]
ポリオレフィン樹脂は、ポリエチレン系樹脂、ポリプロピレン系樹脂およびそれらの変性体である変性ポリオレフィン系樹脂からなる群より選ばれる少なくとも一種であるのが好ましい。本発明の積層体を液晶表示装置に用いる場合には、保護フィルムは最終的に剥離されるため、比較的低コストで入手できるポリエチレン系樹脂またはポリプロピレン系樹脂を用いることが好ましい。
ポリオレフィン樹脂は、成形性の観点から、260℃、100sec−1のせん断速度における溶融粘度(b)が、80〜4000Pa・secであることが好ましく、100〜2000Pa・secであることがより好ましく、100〜1400Pa・secであることがさらに好ましい。
【0057】
<ポリエチレン系樹脂>
ポリエチレン系樹脂としては、例えば、エチレン単独重合体、エチレン−プロピレンランダム共重合体、エチレン−α−オレフィン共重合体などが挙げられる。
エチレン−α−オレフィン共重合体に用いられるα−オレフィンとしては、1−ブテン、2−メチル−1−プロペン、2−メチル−1−ブテン、3−メチル−1−ブテン、1−ヘキセン、2−エチル−1−ブテン、2,3−ジメチル−1−ブテン、1−ペンテン、2−メチル−1−ペンテン、3−メチル−1−ペンテン、4−メチル−1−ペンテン、3,3−ジメチル−1−ブテン、1−ヘプテン、メチル−1−ヘキセン、ジメチル−1−ペンテン、エチル−1−ペンテン、トリメチル−1−ブテン、メチルエチル−1−ブテン、1−オクテン、メチル−1−ペンテン、エチル−1−ヘキセン、ジメチル−1−ヘキセン、プロピル−1−ヘプテン、メチルエチル−1−ヘプテン、トリメチル−1−ペンテン、プロピル−1−ペンテン、ジエチル−1−ブテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセンなどが挙げられる。なかでも、1−ブテン、1−ペンテン、1−ヘキセン、1−オクテンを用いることが好ましい。
【0058】
<ポリプロピレン系樹脂>
ポリプロピレン系樹脂としては、例えば、プロピレン単独重合体、プロピレン−エチレンランダム共重合体、プロピレン−α−オレフィンランダム共重合体、プロピレン−エチレン−α−オレフィン共重合体、プロピレン単独重合体成分又は主にプロピレンからなる共重合体成分と、プロピレンとエチレン及び/又はα−オレフィンの共重合体成分からなるポリプロピレン系共重合体などが挙げられる。これらのポリプロピレン系樹脂は、単独又は2種以上を併用して用いてもよい。
【0059】
ポリプロピレン系樹脂に用いられるα−オレフィンとしては、例えば、エチレン−α−オレフィン共重合体に用いられるα−オレフィンと同様の化合物等が挙げられる。
【0060】
<変性ポリオレフィン系樹脂>
変性ポリオレフィン系樹脂は、例えば、ポリオレフィンを無水マレイン酸、マレイン酸ジメチル、マレイン酸ジエチル、アクリル酸、メタクリル酸、テトラヒドロフタル酸、グリシジルメタクリレート、ヒドロキシエチルメタクリレート、メチルメタクリレートなどの変性用化合物で変性して得られる。ここで用いられるポリオレフィンは、公知のポリオレフィンでよいが、例えば、エチレン系樹脂、アイソタクチックポリプロピレン、シンジオタクチックポリプロピレン、コモノマーを含むランダムタイプポリプロピレン、多段重合によるブロックタイプポリプロピレン、ポリ(4−メチル−1−ペンテン)、ポリ(1−ブテン)などが挙げられる。
【0061】
ポリオレフィン樹脂の製造方法としては、公知のオレフィン重合用触媒を用いた公知の重合方法が用いられる。例えば、チーグラー・ナッタ系触媒、メタロセン系錯体や非メタロセン系錯体などの錯体系触媒を用いた、スラリー重合法、溶液重合法、塊状重合法、気相重合法等、また、ラジカル開始剤を用いた塊状重合法、溶液重合法等があげられる。
また、本発明のポリオレフィン樹脂に該当する市販のポリオレフィン系樹脂を用いてもよい。
【0062】
なお、熱可塑性樹脂及びポリオレフィン樹脂には、必要に応じて他の成分、例えば、光拡散剤、酸化防止剤、紫外線吸収剤、有機系染料、無機系染料、顔料、帯電防止剤、界面活性剤などを配合してもよい。
【0063】
[積層体]
本発明の積層体は、熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層されたものであり、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満足する。かかる粘度比(a/b)は、30以下であることが好ましく、20以下であることがより好ましく、10以下であることがさらに好ましい。粘度比(a/b)が2.5未満であると、該積層体において、マットフィルムと保護フィルムとの間に、波状の凹凸欠陥が発生してしまう。また、粘度比(a/b)があまり大きいと、積層体を溶融共押出成形する場合に、成形し難くなるおそれがある。
【0064】
積層体は、後述のように、通常、溶融混練された熱可塑性樹脂およびポリオレフィン樹脂が、ダイ内積層方式にて積層され、次いでダイから押し出しされて製造される。このように製造して得られる積層体において、マットフィルムと保護フィルムとの両フィルム間に発生する波状の凹凸欠陥は、熱可塑性樹脂とポリオレフィン樹脂とが各々溶融混練され、ダイ内で積層される際に生じるものと推察される。さらに、この波状の凹凸欠陥の発生は、ダイ内で積層される際の熱可塑性樹脂とポリオレフィン樹脂との流動性の違い、すなわち溶融粘度の違いに起因しているものと推察される。本発明者らは、熱可塑性樹脂とポリオレフィン樹脂の溶融粘度に着目して検討を進めたところ、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満足するときに、波状の凹凸欠陥の発生が抑制されることを見出した。
【0065】
粘度比(a/b)が上記式を満足するためには、熱可塑性樹脂の溶融粘度(a)およびポリオレフィン樹脂の溶融粘度(b)を適宜調整すればよい。溶融粘度の調整は、例えば、溶融粘度(a)または溶融粘度(b)を大きくする場合は、熱可塑性樹脂またはポリオレフィン樹脂の分子量を大きくすればよく、溶融粘度(a)または溶融粘度(b)を小さくする場合は、熱可塑性樹脂またはポリオレフィン樹脂の分子量を小さくすればよい。また、溶融粘度(a)が上述した範囲内にあるときに、溶融粘度(a)と溶融粘度(b)とが、上記式を満足することが好ましい。
【0066】
積層体の厚みは、30〜400μmであることが好ましく、50〜300μmであることがより好ましく、70〜250μmであることがさらに好ましい。厚みが30μm未満であると積層体自体の剛性が低くなってしまうため、積層体に皺が入りやすくなったり、セッティングした状態で浮きなどが発生しやすくなってしまう。厚みが400μmより厚いと、積層体の製造コストが高くなったり、得られた積層体を偏光分離シートに貼合した場合、貼合後の偏光分離シートの厚みが厚くなり、結果として、液晶パネルの厚みが厚くなってしまうおそれがある。
【0067】
積層体は、マットフィルムの厚さが、積層体全体の厚さに対して60%以上の厚さであることが好ましく、70%以上の厚さであることがより好ましく、80%以上の厚さであることがさらに好ましい。マットフィルムの厚さが積層体全体の厚さに対して60%未満であると、例えば、保護フィルム越しに、マットフィルムにマット形状を転写する際に、マットフィルムに充分なマット形状を転写できないおそれがある。
また、保護フィルムの厚みは、5〜50μmであることが好ましく、10〜40μmであることがより好ましい。厚みが50μmより厚いと、例えば、保護フィルム越しにマットフィルムにマット形状を転写する際に、マットフィルムに充分なマット形状を転写できないおそれがあり、5μm未満であると、保護フィルムの保護機能が低下したり、剥離時に破断してしまうおそれがある。
【0068】
また、積層体から保護フィルムを剥離した後のマットフィルムのヘイズは、90%以下であることが好ましく、85%以下であることがより好ましい。90%を越えると、このフィルムを液晶表示装置に用いた場合に、画面が白茶け、画質の低下をまねく場合がある。また、ヘイズが25%より低いと十分な防眩効果が現れない場合がある。
【0069】
マットフィルムの波長590nmでの入射光の面内リタデーション値は、30nm以下であることが好ましく、20nm以下であることがより好ましく、10nm以下であることがさらに好ましい。
本発明における保護フィルムを剥離したマットフィルムは、液晶表示装置に用いられる場合、液晶表示に利用される光が偏光であることから、光学歪が小さいことが望ましく、リタデーション値が30nm以下であることが好ましい。例えば、液晶表示装置において、偏光分離シート保護フィルムとして用いる場合、偏光分離シートより出射してくる偏光の偏光方向をなるべく乱さないように、リタデーション値が30nm以下であることが好ましく、20nm以下であることがより好ましく、10nm以下であることがさらに好ましい。
【0070】
マットフィルムのマット面における60度鏡面光沢度は、60%以下であることが好ましく、50%以下であることがより好ましい。60度鏡面光沢度が60%を超えると、マットフィルムと液晶パネルが接触した場合、干渉稿による虹模様が発生するおそれがある。
【0071】
マットフィルムのマット面における表面粗さにおいては、算術平均粗さ(Ra)は、0.2〜6μmであることが好ましく、0.7〜6μmであることがより好ましく、最大高さ粗さ(Rz)は、0.7〜30μmであることが好ましく、3〜30μmであることがより好ましく、輪郭曲線要素の平均長さ(RSm)は、80〜320μmであることが好ましく、80〜300μmであることがより好ましい。前記各粗さの値が、それぞれ所定の範囲よりも低いと、十分な防眩効果が現れない場合がある。また、それぞれ所定の範囲を超えると、透明性が低下するおそれがある。
【0072】
積層体は、マットフィルムと保護フィルムが剥離可能である。ここで、剥離可能とは、直接積層されたマットフィルムと保護フィルムのうち、一方のフィルムから他方のフィルムを剥がし、別々のフィルムに分けることができることを表す。
【0073】
積層体は、マットフィルムと保護フィルムの層間剥離力が、1〜50g/25mm幅であることが好ましく、1〜30g/25mm幅であることがより好ましく、1〜10g/25mm幅であることがさらに好ましい。
層間剥離力が1g/25mm幅より低いと積層体の巻取り時や、搬送中、さらにはカッティング時などの外力がかかるときに保護フィルムが積層体から剥離するおそれがあり、50g/25mm幅より高いと保護フィルムを剥離するときにマットフィルムにダメージを与えるおそれがある。
【0074】
積層体から保護フィルムが剥離されてなるマットフィルムは、拡散作用、変角作用、他部材とのスティッキング防止や接触などによるフィルム表面の保護などの目的から液晶表示装置にて使用され、例えば、バックライトユニットに組み込まれる光拡散シート、光拡散フィルム、偏光板保護フィルム、位相差フィルム、輝度向上フィルム、反射フィルム、導光板または偏光分離シート保護フィルムなどとして使用される。中でも、偏光分離シート保護フィルムとしての使用が好ましい。
マットフィルムを偏光分離シート保護フィルムとして使用するには、まずマットフィルムのマット面に積層されている保護フィルムを、該マット面から剥離してマットフィルムを得、次いで得られたマットフィルムを偏光分離シートの少なくとも一方の面に貼合すればよい。マットフィルムの一方の面がマット面である場合は、マット面が最表面となるように、すなわちマット面ではない面を偏光分離シートに貼合すればよく、マットフィルムの両方の面がマット面である場合は、両方のマット面のうち、いずれか一方のマット面を偏光分離シートに貼合すればよい。また、偏光分離シートへ貼合されたマットフィルムは、偏光分離シートとの貼合時や搬送時等にマット面に傷が付いたり、埃が付着したりするおそれがある。そこで、まず積層体を、該積層体のマットフィルム面が貼合面となるように偏光分離シートに貼合し、次いで液晶表示装置の組立の最終段階において、該積層体におけるマットフィルムのマット面に積層されている保護フィルムを、該マット面から剥離してもよい。
【0075】
偏光分離シートへの積層体またはマットフィルムの貼合は、積層体またはマットフィルムの貼合面に粘着剤または接着剤を塗布し、偏光分離シートと、積層体またはマットフィルムとの間に、粘着剤層または接着剤層を介在させることが好ましい。また、粘着剤を添加した粘着性樹脂層を介在させてもよい。粘着剤または接着剤としては、特に限定されるものではなく、必要とされる粘着力または接着力に応じて、適宜選択すればよい。
【0076】
積層体から保護フィルムが剥離されてなるマットフィルムは、上述の液晶表示装置における使用に限定されるものではなく、光ディスクや自動車内装用フィルム、照明用フィルム、建材用フィルムなどにも適用することができる。
【0077】
マットフィルムまたは保護フィルムは、単層構成に限定されるものではなく、必要に応じて、2層以上の多層構成であってもよい。マットフィルムとしては、例えば、アクリル系樹脂からなる層とポリカーボネート系樹脂からなる層が積層されてなる2層構成などが挙げられる。
【0078】
<積層体の製造方法>
本発明の積層体の製造方法(以下、本発明の製造方法という場合がある。)は、通常、熱可塑性樹脂とポリオレフィン樹脂組成物をそれぞれ溶融押出し、熱可塑性樹脂からなる層(A)(以下、層(A)ということがある)とポリオレフィン樹脂組成物からなる層(B)(以下、層(B)ということがある)とを積層してフィルム状物を得る工程(1)と、フィルム状物の層(B)面が賦型ロールに接触するように、フィルム状物を賦型ロールとタッチロールの間に挿入し、該賦型ロールに接する層(B)を介して、層(B)に接する層(A)面に、賦型ロールの表面に形成されたマット形状を転写させてマット形状を形成し、該層(A)面をマット面とする工程(2)を有するものである。かかる製造方法により製造される積層体は、熱可塑性樹脂からなる層(A)のマット面、すなわちマットフィルムのマット面に、ポリオレフィン樹脂組成物からなる層(B)、すなわち保護フィルムが、直接積層されたものであり、層(A)(マットフィルム)と層(B)(保護フィルム)が剥離可能なものである。
【0079】
賦型ロールを用いたマット形状の形成方法としては、共押出成形時に外周面にマット形状が形成された金属ロールを用いて転写による方法であり、例えば特開2009−196327号公報、特開2009−202382号公報に記載の方法などを挙げることができる。
【0080】
以下、本発明の製造方法を、図面を参照して詳細に説明する。
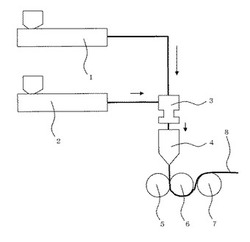
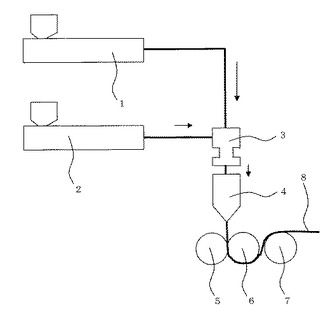
図1は、本発明の製造方法の一実施形態を示す概略説明図である。
同図に示すように、この実施形態は、溶融押出機1、2に投入された熱可塑性樹脂およびポリオレフィン樹脂は溶融混練され、それぞれ分配ブロック3に供給されて所望の層構成となるように分配された後、マルチマニホールドダイ4(Tダイ)内にて積層され、マルチマニホールドダイ4先端からフィルム状物となって押し出される。
【0081】
本実施形態では、通常、ダイ内積層方式で層(A)と層(B)が積層され、一体化される。具体的には、例えば、2種3層または2種2層分配型である分配ブロック3に供給された熱可塑性樹脂およびポリオレフィン樹脂は、分配ブロック3内で層(A)の両面に層(B)が配されるように、または層(A)の一方の面に層(B)が配されるように分配され、マルチマニホールドダイ4の中で積層され、3層構成または2層構成として一体化される。
【0082】
押出機1、押出機2およびマルチマニホールドダイ4の温度設定は、用いる樹脂により適宜調整すればよく、熱可塑性樹脂にポリカーボネート系樹脂、ポリオレフィン樹脂にポリエチレン系樹脂を用いる場合は、押出機1は220〜300℃、押出機2は210〜300℃、マルチマニホールドダイ4は260〜300℃であるのが好ましい。また、熱可塑性樹脂にポリカーボネート系樹脂、ポリオレフィン樹脂にポリプロピレン系樹脂を用いる場合は、押出機1は210〜290℃、押出機2は210〜280℃、マルチマニホールドダイ4は250〜290℃に設定するのが好ましい。
押出機1、押出機2またはマルチマニホールドダイの温度設定が上記範囲外であると、ポリエチレン系樹脂は架橋によるゲル化によって異物となる恐れなどがあり、ポリプロピレン系樹脂では分解による発泡により外観不良となる恐れなどがある。
【0083】
なお、本実施形態では、分配ブロック3とマルチマニホールドダイ4を用いたマルチマニホールド方法を用いたが、これに代えて、例えば、フィードブロック積層方式やダイ外積層方式であるデュアルスロットダイなどを用いることができる。中でも、各層の厚み精度がより優れることから、マルチマニホールド方式を用いることが好ましい。
【0084】
次いで、マルチマニホールドダイ4から押し出された樹脂は、層(B)面が賦型ロール6(冷却ロール)と接触される側として略水平方向に対向配置されたタッチロール5(冷却ロール)と賦型ロール6の間に挟み込まれ、該層(B)面にマット形状が転写されると共に、層(B)越しに、層(B)と接触している層(A)面にもマット形状が転写され、積層体が成形される。このとき、該層(A)面に接触している層(B)面にもマット形状が形成される。さらに、賦型ロール6に巻き掛けられた積層体は、賦型ロール6と鏡面ロール7(冷却ロール)との間を通され、鏡面ロール7により、緩やかに冷却され、所定の引取速度で積層体8を得ることができる。
【0085】
タッチロール5は、通常、直径が200〜1000mm程度であり、例えば、ゴムロールまたは金属弾性ロールからなる。
タッチロール5の温度は、用いる樹脂によって適宜調整すればよく、例えば、熱可塑性樹脂にポリカーボネート系樹脂、ポリオレフィン樹脂にポリエチレン系樹脂を用いる場合は、通常10〜160℃、好ましくは15〜150℃である。また、熱可塑性樹脂にポリカーボネート系樹脂、ポリオレフィン樹脂組成物に含有されるポリオレフィン樹脂にポリプロピレン系樹脂を用いる場合は、通常10〜170℃、好ましくは15〜160℃である。
タッチロール5の温度があまりに低いと、樹脂が急激に冷却されることで積層体8に歪みが残りやすくなったり、また、タッチロール5の温度があまりに高いと、冷却が不十分となることで、積層体8がロールに密着し巻き取られることがある。
【0086】
ゴムロールとしては、例えば、シリコーンゴムロールやフッ素ゴムロール、離型性を上げるために砂を混ぜたゴムロールなどが挙げられる。
ゴムロールの硬度は、JIS K6253に準拠して測定したA60°〜A90°の範囲内であるのが好ましい。ゴムロールの硬度を前記範囲内にするには、例えばゴムロールを構成するゴムの架橋度や組成を調整することによって任意に行うことができる。
【0087】
金属弾性ロールとしては、例えば、ロールの内部がゴムで構成されているものや、流体を注入しているものであり、その外周部が屈曲性を持った金属製薄膜で構成されているものである。具体的には、ロールの内部がシリコーンゴムロールで構成され、厚さ0.2〜1mm程度の円筒形のステンレス鋼製薄膜が該ロールの外周部に被覆されたものや、ロールの内部に水や油などの流体を注入しているものでは、厚さ2〜5mm程度のステンレス鋼製の円筒形薄膜をロール端部で固定し、内部に流体を封入しているものなどが挙げられる。
【0088】
このようなタッチロール5としては、例えば、金属材料や弾性体で構成されたもので、鍍金などで鏡面状に仕上げされたものを用いる。なお、金属弾性ロールの金属製薄膜やゴムロールの表面は必ずしも平滑である必要はなく、下記で説明する賦型ロール6と同様に表面にマット形状を設けても何ら問題はない。
【0089】
賦型ロール6は、通常は、直径が200〜1000mm程度であり、例えば、外周面にマット形状が形成された金属ロールからなる。
賦型ロール6の温度は、用いる樹脂によって適宜調整すればよく、例えば、熱可塑性樹脂にポリカーボネート系樹脂、ポリオレフィン樹脂にポリエチレン系樹脂を用いる場合は、通常10〜80℃、好ましくは20〜60℃である。また、熱可塑性樹脂にポリカーボネート系樹脂、ポリオレフィン樹脂組成物に含有されるポリオレフィン樹脂にポリプロピレン系樹脂を用いる場合は、通常10〜100℃、好ましくは20〜80℃である。
賦型ロール6の温度があまりに低いと、樹脂が急激に冷却されることで積層体8に歪みが残りやすくなったり、また、賦型ロール6の温度があまりに高いと、冷却が不十分となることで、積層体8がロールに密着し巻き取られることがある。
【0090】
賦型ロール6としては、例えば、金属塊を削りだしたドリルドロールや、中空構造のスパイラルロールなどのロール内部に流体、蒸気などを通してロール表面の温度を制御できる金属ロールなどが挙げられ、これら金属ロールの外周面にサンドブラストや彫刻などによって所望のマット形状が形成されたものを用いることができる。
【0091】
賦型ロール6の外周面に形成されるマット形状としては、例えば、特定の算術平均粗さ(Ra)を有するマット形状などや、特定のピッチや高さを有する凹凸形状などが挙げられる。かかるマット形状を適宜調整することで、マットフィルムのマット面の表面粗さを所望のものとすることができる。
【0092】
マルチマニホールドダイ4から押し出されたフィルム状物が、層(A)の両方の面に、層(B)が積層されたフィルム状物であって、層(B)越しに、層(B)と接触している層(A)面にマット形状を転写させる場合、又は層(A)の一方の面に層(B)が積層されたフィルム状物であって、層(B)越しに、層(B)と接触している層(A)面にマット形状を形成させる場合は、このようなタッチロール5と賦型ロール6との間に挟み込むことによって、賦型ロール6のマット形状が層(A)面に転写され、積層体8に成形される。その際、フィルム状物の層(B)面が賦型ロール6と接触されるように押し出される。
なお、層(A)の両方の面に層(B)が積層されたフィルム状物であって、層(B)越しに層(A)の両方の面にマット形状を形成させる場合は、マット形状を外周面に形成された冷却ロール同士の間に該フィルム状物を挟み込めばよい。
【0093】
マット形状が転写された積層体8は、賦型ロール6に巻き掛けられた後、引取りロールで引取られて巻き取られる。
引取りロールの引取速度は、用いる樹脂によって適宜調整すればよく、通常0.5〜80m/分、好ましくは2〜60m/分である。0.5m/分より遅いと製造コストの点で不利となるおそれがあり、80m/分より速いと光学用途を想定したインラインでのフィルム外観検査が不十分となるおそれがある。
このとき、賦型ロール6以降に鏡面ロール7を設けてもよい。これにより、積層体8が緩やかに冷却されるので、積層体8の光学歪を小さくすることができ、さらに賦型ロール6への接触時間も安定して確保できるため、賦型ロール6に付与したマット形状を安定して転写させることが可能となる。鏡面ロール7としては、特に限定されるものではなく、従来から押出成形で使用されている通常の金属ロールを採用することができる。具体例としては、ドリルドロールやスパイラルロールなどが挙げられる。鏡面ロール7の表面状態は、鏡面であるのが好ましい。
【0094】
賦型ロール6に巻き掛けられた積層体8を、賦型ロール6と鏡面ロール7との間に通して鏡面ロール7に巻き掛けるようにする。賦型ロール6と鏡面ロール7との間は、所定の間隙を設けて解放状態としても、両ロールに挟み込んでも構わない。なお、積層体8をより緩やかに冷却する上で、鏡面ロール7以降に1または複数本の冷却ロールを設け、鏡面ロール7に巻き掛けたマットフィルムを順次、次の冷却ロールに巻き掛けるようにしてもよい。
【0095】
なお、マットフィルムまたは保護フィルムが多層構成である積層体は、図1に示す溶融押出機1、2に加えて別の溶融押出機(図示せず。)を新たに設け、分配ブロック3を3種3層分配型ブロックまたは3種5層分配型ブロックなどとし、その他は前述した実施形態と同様にして、溶融共押出成形すればよい。
【実施例】
【0096】
以下、本発明の実施例を示すが、本発明はこれらによって限定されるものではない。
【0097】
以下の実施例および比較例で使用した押出装置の構成は、次の通りである。
押出機1:ベント付きスクリュー径65mm一軸押出機(東芝機械(株)製)
押出機2:ベント付きスクリュー径45mm一軸押出機(東芝機械(株)製)
分配ブロック3:2種2層分配型ブロック(東芝機械(株)製)
【0098】
押出機1および2、分配ブロック3、マルチマニホールドダイ4、タッチロール5、賦型ロール6、鏡面ロール7を図1に示すように配置し、各ロール5〜7を以下のように構成した。
【0099】
<ロール構成>
タッチロール5および賦型ロール6、鏡面ロール7を以下のように構成した。
タッチロール5:外径250mmφで硬度A70°のシリコーンゴムロール
賦型ロール6:外径250mmφでブラスト処理によって算術平均粗さ(Ra)3.5μmのマット形状が形成されたステンレス鋼製の金属ロール(ドリルドロール)
鏡面ロール7:外径250mmφで鏡面仕上げのステンレス鋼製の金属ロール(ドリルドロール)
【0100】
実施例および比較例で使用した樹脂は、以下の4種類である。
・樹脂1:住友ダウ(株)製のポリカーボネート系樹脂「カリバー300−15」を用いた。
・樹脂2:住友化学(株)製のポリプロピレン系樹脂「ノーブレンFLX80E4」を用いた。
・樹脂3:住友化学(株)製のポリプロピレン系樹脂「ノーブレンKS23F8」を用いた。
・樹脂4:住友化学(株)製のポリプロピレン系樹脂「ノーブレンD101」を用いた。
樹脂1〜4の260℃、100sec−1のせん断速度における溶融粘度を、下記の方法で測定した。得られた結果を表1に示す。
【0101】
<溶融粘度>
東洋精機製キャピログラフを用いて(温度範囲:60〜400℃、バレル半径:9.55mmφ)、260℃、100sec−1のせん断速度の条件下で測定した。
【0102】
(実施例1〜2、比較例1)
層(A)として、表1に示す樹脂を溶融して押出機1(シリンダー温度:230〜260℃、スクリュー回転数:40rpm、押出量:50kg/時)から分配ブロック3に供給し、層(B)として、表1に示す樹脂を溶融して押出機2(シリンダー温度:210〜265℃、スクリュー回転数:29rpm、押出量7kg/時)から分配ブロック3に供給し、分配ブロック3にて層(A)/層(B)の2層構成となるように分配した後、マルチマニホールドダイ4(ダイ温度:260℃)にて積層してフィルム状物を押し出した。
【0103】
次いで、マルチマニホールドダイ4から押し出されたフィルム状物を、層(B)面が賦型ロールと接触するように、タッチロール5(設定温度:35℃)と賦型ロール6(設定温度:35℃)との間に挟み込み、積層体を成形した。さらに、賦型ロール6に巻き掛けられた積層体を、賦型ロール6と鏡面ロール7との間に通し、鏡面ロール7(設定温度:50℃)に巻き掛けて、引取速度10m/分で引取り、厚み130μmの層(A)(マットフィルム)の一方の面に厚み20μmの層(B)(保護フィルム)が積層されてなり、層(B)の面がマット面である総厚み150μmの2層構成の積層体8を得た。得られた積層体8において、保護フィルムに皺は見られなかった。該積層体8から保護フィルムを剥離した後のマットフィルムは、保護フィルムと接していた面に糊残りはなく、該面はマット面であった。また、保護フィルムは、両方の面がマット面であった。
【0104】
【表1】

【0105】
得られた各積層体および各積層体から層(B)(保護フィルム)を剥離した層(A)(マットフィルム)について、以下の評価を行った。結果を表2に示す。
【0106】
<リタデーション値>
マットフィルムから50mm角サイズで試験片を切り出し、微小面積複屈折率計(王子計測機器(株)製の「KOBRA−CCO/X」)により590nmにおけるリタデーション値を測定した。
【0107】
<全光線透過率(Tt)およびヘイズ(H)>
JIS K7361−1に準拠して、マットフィルムの全光線透過率(Tt)を測定した。
JIS K7136に準拠して、マットフィルムのヘイズ(H)を測定した。
【0108】
<60度鏡面光沢度>
JIS Z8741に準拠して、マットフィルムのマット面の60度鏡面光沢度を測定した。
【0109】
<表面粗さ>
マットフィルムのマット面の算術平均粗さ(Ra)、最大高さ粗さ(Rz)および輪郭曲線要素の平均長さ(RSm)を、JIS B0601−2001に準拠して表面粗さ計(ミツトヨ(株)製の「サーフテストSJ−201」)により測定した。
【0110】
<波状の凹凸欠陥>
得られた積層体において、マットフィルムと保護フィルムとの間における波状の凹凸欠陥の発生を、保護フィルム側上方より目視観察して評価した。これらフィルムの間に波状の凹凸欠陥が発生していなかった場合を「○」、波状の凹凸欠陥が発生していた場合を「×」と評価した。
【0111】
<剥離強度>
23℃の雰囲気中、剥離幅25mm、ピール角度180°、剥離速度300mm/minの条件下で、得られた積層体から保護フィルムを剥離させるに要する力を測定し、これを23℃における剥離強度(g/25mm)とした。
【0112】
【表2】
【符号の説明】
【0113】
1、2 溶融押出機
3 分配ブロック
4 マルチマニホールドダイ
5 タッチロール
6 賦形ロール
7 鏡面ロール
8 積層体
【技術分野】
【0001】
本発明は、マットフィルムと保護フィルムとを積層した積層体およびその製造方法に関する。
【背景技術】
【0002】
フィルム表面にマット形状(凹凸形状)を有するマットフィルムは、光拡散フィルムとして、液晶表示装置に利用されることが多い。特許文献1には、ポリカーボネート樹脂からなるマットフィルムが、光拡散フィルムとして使用されることが記載されている。マットフィルムは、通常、エンボスロール転写により所定のマット形状が形成されるものや、架橋樹脂粒子や無機微粒子をフィルム基材を構成する樹脂中に混合させ単層溶融押出成形や多層溶融押出成形によってフィルム表面に該粒子が出てくることで表面にマット形状が形成されるものや、基材フィルムの表面に、球状ビーズが分散したUV硬化性樹脂や熱硬化性樹脂をコーティングすることでマット形状を形成するものなどが挙げられる。
【0003】
マットフィルムは、液晶表示装置のバックライトユニットと液晶パネルの間に配置され輝度向上のために用いられる偏光分離シートの保護フィルムとしても使用される。この偏光分離シートは、通常、厚くても100μm程度の厚みであることから、大面積になった場合にシート自体の剛性が十分ではなく自立性が不十分となってしまうことや、光源などの熱の影響によりシート自体がたわんだりうねったりする場合があることや、液晶パネルと接触した際に干渉稿による虹模様が発生したりすることなどから、これらを抑制するために、通常、偏光分離シートの両面に、偏光分離シート保護フィルムとして、ポリカーボネート樹脂からなるマットフィルムが貼合される。
【0004】
ポリカーボネート樹脂からなるマットフィルムは、偏光分離シートとの積層貼合時や搬送時等にマットフィルムのマット面に傷が付いたり、埃が付着したりするおそれがある。そのため、通常は、該マット面に、剥離可能なポリオレフィン樹脂からなる保護フィルムを貼合し、次いで、マットフィルムの該保護フィルムを貼合していない面を偏光分離シートに貼合した後に、該マット面から該保護フィルムが剥離される。該保護フィルムは、液晶表示装置の組立の最終段階で剥離されることも多く、したがってマットフィルムに対して適度な接着性や剥離性を有することが必要とされる。マットフィルムへの保護フィルムの貼合は、接着性や剥離性を考慮して片面に粘着剤や接着剤を塗工した保護フィルムや、粘着剤を添加した粘着性樹脂層などを有する保護フィルムを使用するのが通常である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−53998号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
マットフィルムのマット面に保護フィルムを貼合する場合、貼合時に、保護フィルムに皺ができ、不良品となるおそれがある。さらに、保護フィルム剥離時に、マットフィルムに粘着剤や接着剤の一部が残ることがあり、これが光学的欠点となるおそれがある。また、貼合工程を必要とするため、工程数が増え、煩雑でコスト的に不利である。
【0007】
本発明者らは、マットフィルムのマット面に保護フィルムを溶融共押出成形により直接積層した積層体は、マットフィルムから保護フィルムを剥離する際に糊残りがなく、また保護フィルムへの皺の発生が抑制されるとの考えの下に、熱可塑性樹脂とポリオレフィン樹脂をそれぞれ溶融混練し、溶融共押出成形することで、熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層された積層体を得たところ、該積層体において、マットフィルムと保護フィルムとの間に、波状の凹凸欠陥の発生が確認された。
【0008】
そこで、本発明の課題は、マットフィルムから保護フィルムを剥離する際に糊残りがなく、さらに、マットフィルムと保護フィルムとの間における、波状の凹凸欠陥の発生が抑制された積層体を提供することである。また、本発明の別の課題は、マットフィルムのマット面に保護フィルムが積層された積層体を一工程で製造することのできる製造方法を提供することである。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決すべく鋭意研究を重ねた結果、本発明を完成するに至った。
【0010】
すなわち、本発明は、以下の発明に係るものである。
(1)熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層されてなり、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満たすことを特徴とする積層体。
(2)マットフィルムと保護フィルムが剥離可能である前記(1)に記載の積層体。
(3)熱可塑性樹脂が、ポリカーボネート系樹脂、アクリル系樹脂、環状オレフィン系樹脂、ポリエステル系樹脂、スチレン系樹脂、メタクリル酸メチル−スチレン系樹脂、ABS系樹脂およびAS系樹脂からなる群より選ばれる1種以上である前記(1)または(2)に記載の積層体。
(4)ポリオレフィン樹脂が、ポリエチレン系樹脂、ポリプロピレン系樹脂およびそれらの変性体である変性ポリオレフィン系樹脂からなる群より選ばれる少なくとも一種である前記(1)〜(3)のいずれかに記載の積層体。
(5)保護フィルムの両方の面がマット面である前記(1)〜(4)のいずれかに記載の積層体。
(6)マットフィルムのヘイズが、90%以下である前記(1)〜(5)のいずれかに記載の積層体。
(7)マットフィルムの面内リタデーションが、30nm以下、かつ60度鏡面光沢度が60%以下である前記(1)〜(6)のいずれかに記載の積層体。
(8)マットフィルムと保護フィルムとの層間剥離力が、1〜50g/25mm幅である前記(1)〜(7)のいずれかに記載の積層体。
(9)熱可塑性樹脂とポリオレフィン樹脂とを溶融共押出して製造されたものである前記(1)〜(8)のいずれかに記載の積層体。
(10)積層体から保護フィルムが剥離されてなるマットフィルムが液晶表示装置に使用される前記(1)〜(9)のいずれかに記載の積層体。
(11)マットフィルムが液晶表示装置における偏光分離シートの保護に使用される前記(10)に記載の積層体。
(12)熱可塑性樹脂とポリオレフィン樹脂とを溶融共押出してフィルム状物を得、ポリオレフィン樹脂からなる層の面が賦型ロールに接触するように賦型ロールとタッチロールの間に挿入し、熱可塑性樹脂からなる層の面に、マット形状を形成することを特徴とする積層体の製造方法。
(13)前記(1)〜(11)のいずれかに記載の積層体から保護フィルムを剥離して得られるマットフィルム。
【発明の効果】
【0011】
本発明によれば、マットフィルムと保護フィルムとが粘着剤等を介して貼合されていないので、保護フィルム剥離後の、いわゆる糊残りがなくなり、さらに、マットフィルムと保護フィルムとの間における、波状の凹凸欠陥の発生を抑制することができる。
また、本発明の製造方法によれば、マットフィルムおよび保護フィルムの成形と、両フィルムの積層とを、一工程でできる。
【図面の簡単な説明】
【0012】
【図1】本発明の積層体の製造方法の一実施形態を示す概略説明図である。
【発明を実施するための形態】
【0013】
以下、本発明について詳細に説明する。
本発明の積層体は、マットフィルムと保護フィルムを有し、保護フィルムはマットフィルムのマット面に直接積層されている。ここで、直接積層は、マットフィルムと保護フィルムが接着剤層や粘着剤層を介することなく積層されていることを表す。マットフィルムは、熱可塑性樹脂からなる。保護フィルムは、ポリオレフィン樹脂からなる。以下、熱可塑性樹脂、ポリオレフィン樹脂、積層体について順に説明する。
【0014】
[熱可塑性樹脂]
熱可塑性樹脂は、後述のポリオレフィン樹脂以外の樹脂からなり、ポリカーボネート系樹脂、アクリル系樹脂、環状オレフィン系樹脂、ポリエステル系樹脂、ポリスチレン系樹脂、メタクリル酸メチル−スチレン系樹脂、ABS(アクリロニトリル−ブタジエン−スチレン共重合体)系樹脂およびAS(アクリロニトリル−スチレン共重合体)系樹脂からなる群より選ばれる一種以上であることが好ましい。樹脂としては透明性の良好な樹脂であることが好ましく、中でも、高い透明性を有し、耐衝撃性、耐熱性、寸法安定性、難燃性に優れ、光学的異物が少ないなどの観点からポリカーボネート系樹脂を用いるのが好ましい。熱可塑性樹脂は、透明性を阻害せず、かつ本発明の効果を損なわない範囲で、上記樹脂の2種以上を混合してもよい。熱可塑性樹脂は、マットフィルムの厚みを均一にする観点から、260℃、100sec−1のせん断速度における溶融粘度(a)が200〜10000Pa・secであることが好ましく、500〜5000Pa・secであることがより好ましく、1000〜3500Pa・secであることがさらに好ましい。
【0015】
<ポリカーボネート系樹脂>
ポリカーボネート系樹脂としては、例えば、耐熱性、機械的強度、透明性などに優れた芳香族ポリカーボネート系樹脂を用いるのが好ましい。
芳香族ポリカーボネート系樹脂としては、例えば、二価フェノールとカーボネート前駆体とを界面重縮合法、溶融エステル交換法で反応させて得られた樹脂、カーボネートプレポリマーを固相エステル交換法により重合させた樹脂、環状カーボネート化合物の開環重合法により重合させて得られる樹脂などが挙げられる。
【0016】
二価フェノールとしては、例えば、ハイドロキノン、レゾルシノール、4,4’−ジヒドロキシジフェニル、ビス(4−ヒドロキシフェニル)メタン、ビス{(4−ヒドロキシ−3,5−ジメチル)フェニル}メタン、1,1−ビス(4−ヒドロキシフェニル)エタン、1,1−ビス(4−ヒドロキシフェニル)−1−フェニルエタン、2,2−ビス(4−ヒドロキシフェニル)プロパン(通称ビスフェノールA)、2,2−ビス{(4−ヒドロキシ−3−メチル)フェニル}プロパン、2,2−ビス{(4−ヒドロキシ−3,5−ジメチル)フェニル}プロパン、2,2−ビス{(4−ヒドロキシ−3,5−ジブロモ)フェニル}プロパン、2,2−ビス{(3−イソプロピル−4−ヒドロキシ)フェニル}プロパン、2,2−ビス{(4−ヒドロキシ−3−フェニル)フェニル}プロパン、2,2−ビス(4−ヒドロキシフェニル)ブタン、2,2−ビス(4−ヒドロキシフェニル)−3−メチルブタン、2,2−ビス(4−ヒドロキシフェニル)−3,3−ジメチルブタン、2,4−ビス(4−ヒドロキシフェニル)−2−メチルブタン、2,2−ビス(4−ヒドロキシフェニル)ペンタン、2,2−ビス(4−ヒドロキシフェニル)−4−メチルペンタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン、1,1−ビス(4−ヒドロキシフェニル)−4−イソプロピルシクロヘキサン、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサン、9,9−ビス(4−ヒドロキシフェニル)フルオレン、9,9−ビス{(4−ヒドロキシ−3−メチル)フェニル}フルオレン、α,α’−ビス(4−ヒドロキシフェニル)−o−ジイソプロピルベンゼン、α,α’−ビス(4−ヒドロキシフェニル)−m−ジイソプロピルベンゼン、α,α’−ビス(4−ヒドロキシフェニル)−p−ジイソプロピルベンゼン、1,3−ビス(4−ヒドロキシフェニル)−5,7−ジメチルアダマンタン、4,4’−ジヒドロキシジフェニルスルホン、4,4’−ジヒドロキシジフェニルスルホキシド、4,4’−ジヒドロキシジフェニルスルフィド、4,4’−ジヒドロキシジフェニルケトン、4,4’−ジヒドロキシジフェニルエーテルおよび4,4’−ジヒドロキシジフェニルエステルなどが挙げられ、これらは単独または2種以上を混合して使用することができる。
【0017】
中でも、ビスフェノールA、2,2−ビス{(4−ヒドロキシ−3−メチル)フェニル}プロパン、2,2−ビス(4−ヒドロキシフェニル)ブタン、2,2−ビス(4−ヒドロキシフェニル)−3−メチルブタン、2,2−ビス(4−ヒドロキシフェニル)−3,3−ジメチルブタン、2,2−ビス(4−ヒドロキシフェニル)−4−メチルペンタン、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサンおよびα,α’−ビス(4−ヒドロキシフェニル)−m−ジイソプロピルベンゼンからなる群から選ばれる二価フェノールを単独で又は2種以上用いるのが好ましく、中でも、ビスフェノールAの単独使用や、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサンと、ビスフェノールA、2,2−ビス{(4−ヒドロキシ−3−メチル)フェニル}プロパン及びα,α’−ビス(4−ヒドロキシフェニル)−m−ジイソプロピルベンゼンからなる群から選ばれる1種以上の二価フェノールとの併用が好ましい。
【0018】
カーボネート前駆体としては、例えば、カルボニルハライド、カーボネートエステルまたはハロホルメートなどが使用され、具体的にはホスゲン、ジフェニルカーボネートまたは二価フェノールのジハロホルメートなどが挙げられる。
【0019】
<アクリル系樹脂>
アクリル系樹脂としては、例えば、メタクリル樹脂が用いられる。メタクリル樹脂は、メタクリル酸エステルを主体とする重合体であり、メタクリル酸エステルの単独重合体であってもよいし、メタクリル酸エステル50重量%以上とこれ以外の単量体50重量%以下との共重合体であってもよい。ここで、メタクリル酸エステルとしては、通常、メタクリル酸のアルキルエステルが用いられる。
【0020】
メタクリル樹脂の好ましい単量体組成は、全単量体を基準として、メタクリル酸アルキルが50〜100重量%、アクリル酸アルキルが0〜50重量%、これら以外の単量体が0〜49重量%であり、より好ましくは、メタクリル酸アルキルが50〜99.9重量%、アクリル酸アルキルが0.1〜50重量%、これら以外の単量体が0〜49重量%である。
【0021】
ここで、メタクリル酸アルキルとしては、例えば、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、メタクリル酸2−エチルヘキシルなどが挙げられ、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。中でもメタクリル酸メチルが好ましく用いられる。
【0022】
また、アクリル酸アルキルとしては、例えば、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸2−エチルヘキシルなどが挙げられ、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。
【0023】
また、メタクリル酸アルキル及びアクリル酸アルキル以外の単量体としては、例えば、単官能単量体、すなわち分子内に重合性の炭素−炭素二重結合を1個有する化合物であってもよいし、多官能単量体、すなわち分子内に重合性の炭素−炭素二重結合を少なくとも2個有する化合物であってもよいが、単官能単量体が好ましく用いられる。
この単官能単量体としては、例えば、スチレン、α−メチルスチレン、ビニルトルエンなどのスチレン系単量体、アクリロニトリル、メタクリロニトリルなどのシアン化アルケニル、アクリル酸、メタクリル酸、無水マレイン酸、N−置換マレイミドなどが挙げられる。
また、多官能単量体としては、例えば、エチレングリコールジメタクリレート、ブタンジオールジメタクリレート、トリメチロールプロパントリアクリレートなどの多価アルコールのポリ不飽和カルボン酸エステル、アクリル酸アリル、メタクリル酸アリル、ケイ皮酸アリルなどの不飽和カルボン酸のアルケニルエステル、フタル酸ジアリル、マレイン酸ジアリル、トリアリルシアヌレート、トリアリルイソシアヌレートなどの多塩基酸のポリアルケニルエステル、ジビニルベンゼンなどの芳香族ポリアルケニル化合物などが挙げられる。
【0024】
なお、上記のメタクリル酸アルキル、アクリル酸アルキル、及びこれら以外の単量体は、それぞれ、必要に応じてそれらの2種以上を用いてもよい。
【0025】
メタクリル樹脂は、耐熱性の観点から、そのガラス転移温度が70℃以上であることが好ましく、80℃以上であるのがより好ましく、更には90℃以上であることが好ましい。このガラス転移温度は、単量体の種類やその割合を調整することにより、適宜設定することができる。
【0026】
メタクリル樹脂は、上記単量体成分を、懸濁重合、乳化重合、塊状重合などの方法により重合させることにより、調製することができる。その際、好適なガラス転移温度を得るため、又は好適な積層体への成形性を示す溶融粘度を得るためなどに、重合時に適当な連鎖移動剤を使用することが好ましい。連鎖移動剤の添加量は、単量体の種類やその割合などに応じて、適宜決定すればよい。
【0027】
<ゴム粒子>
アクリル系樹脂にはゴム粒子を配合することもできる。ここで、ゴム粒子としては、例えば、アクリル系ゴム粒子、ブタジエン系ゴム粒子、スチレン−ブタジエン系ゴム粒子などのものを用いることができるが、中でも、耐候性、耐久性の点から、アクリル系ゴム粒子が好ましく用いられる。
【0028】
アクリル系ゴム粒子は、ゴム成分としてアクリル酸エステルを主体とする弾性重合体を含有する粒子であり、この弾性重合体のみからなる単層構造の粒子であってもよいし、この弾性重合体の層と、例えば、メタクリル酸エステルを主体とする重合体の層とを有する多層構造の粒子であってもよいが、アクリル系樹脂からなるマットフィルムの表面硬度の点から多層構造の粒子であることが好ましい。
また、この弾性重合体は、アクリル酸エステルの単独重合体であってもよいし、アクリル酸エステル50重量%以上とこれ以外の単量体50重量%以下との共重合体であってもよい。ここで、アクリル酸エステルとしては、通常、アクリル酸のアルキルエステルが用いられる。
【0029】
アクリル酸エステルを主体とする弾性重合体の好ましい単量体組成は、全単量体を基準として、アクリル酸アルキルを50〜99.9重量%、メタクリル酸アルキルを0〜49.9重量%、これら以外の単官能単量体を0〜49.9重量%、及び多官能単量体を0.1〜10重量%である。
【0030】
ここで、上記弾性重合体におけるアクリル酸アルキルとしては、例えば、先にメタクリル樹脂の単量体成分として挙げたアクリル酸アルキルの例と同様であり、そのアルキル基の炭素数は通常1〜8、好ましくは4〜8である。
また、上記弾性重合体におけるメタクリル酸アルキルとしては、例えば、先にメタクリル樹脂の単量体成分として挙げたメタリル酸アルキルの例と同様であり、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。
【0031】
上記弾性重合体におけるアクリル酸アルキル及びメタクリル酸アルキル以外の単官能単量体としては、例えば、先にメタクリル樹脂の単量体成分として挙げたメタクリル酸アルキル及びアクリル酸アルキル以外の単官能単量体の例と同様である。中でもスチレン、α−メチルスチレン、ビニルトルエンなどのスチレン系単量体が好ましく用いられる。
【0032】
上記弾性重合体における多官能単量体としては、例えば、先にメタクリル樹脂の単量体成分として挙げた多官能単量体の例と同様であり、中でも、不飽和カルボン酸のアルケニルエステルや、多塩基酸のポリアルケニルエステルが好ましく用いられる。
【0033】
上記の弾性重合体におけるアクリル酸アルキル、メタクリル酸アルキル、これら以外の単官能単量体、及び多官能単量体は、それぞれ、必要に応じてそれらの2種以上を用いてもよい。
【0034】
アクリル系ゴム粒子として多層構造のものを使用する場合、その好適な例としては、上述したアクリル酸エステルを主体とする弾性重合体の層の外側に、メタクリル酸エステルを主体とする重合体の層を有するもの、すなわち、上述したアクリル酸エステルを主体とする弾性重合体を内層とし、メタクリル酸エステルを主体とする重合体を外層とする、少なくとも2層構造のものを挙げることができる。ここで、外層の重合体の単量体成分であるメタクリル酸エステルとしては、通常、メタクリル酸アルキルが用いられる。
また、外層の重合体は、内層の弾性重合体100重量部に対し、通常10〜400重量部、好ましくは20〜200重量部の割合で形成するのがよい。外層の重合体を、内層の弾性重合体100重量部に対し10重量部以上とすることで、該弾性重合体の凝集が生じ難くなり、マットフィルムの透明性が良好となる。
【0035】
上記外層の重合体の好ましい単量体組成は、全単量体を基準として、メタクリル酸アルキルを50〜100重量%、アクリル酸アルキルを0〜50重量%、これら以外の単量体を0〜50重量%、及び多官能単量体を0〜10重量%である。
【0036】
上記外層の重合体におけるメタクリル酸アルキルとしては、例えば、先にメタクリル樹脂の単量体成分として挙げたメタクリル酸アルキルの例と同様であり、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。中でもメタクリル酸メチルが好ましく用いられる。
【0037】
上記外層の重合体におけるアクリル酸アルキルとしては、例えば、先にメタクリル樹脂の単量体成分として挙げたアクリル酸アルキルの例と同様であり、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。
【0038】
上記外層の重合体におけるメタクリル酸アルキル及びアクリル酸アルキル以外の単量体としては、例えば、先にメタクリル樹脂の単量体成分として挙げたメタクリル酸アルキル及びアクリル酸アルキル以外の単官能単量体の例と同様であり、また、多官能単量体としては、例えば、先にメタクリル樹脂の単量体成分として挙げた多官能単量体の例と同様である。
【0039】
なお、上記の外層の重合体におけるメタクリル酸アルキル、アクリル酸アルキル、これら以外の単量体、及び多官能単量体は、それぞれ、必要に応じてそれらの2種以上を用いてもよい。
【0040】
また、多層構造のアクリル系ゴム粒子の好適な例として、上記2層構造の内層である上述したアクリル酸エステルを主体とする弾性重合体の層の内側に、さらにメタクリル酸エステルを主体とする重合体の層を有するもの、すなわち、このメタクリル酸エステルを主体とする重合体を内層とし、上述したアクリル酸エステルを主体とする弾性重合体を中間層とし、先のメタクリル酸エステルを主体とする重合体を外層とする、少なくとも3層構造のものを挙げることもできる。ここで、内層の重合体の単量体成分であるメタクリル酸エステルとしては、通常、メタクリル酸アルキルが用いられる。また、内層の重合体は、中間層の弾性重合体100重量部に対し、通常10〜400重量部、好ましくは20〜200重量部の割合で形成するのがよい。
【0041】
上記内層の重合体の好ましい単量体組成は、全単量体を基準として、メタクリル酸アルキルを70〜100重量%、アクリル酸アルキルを0〜30重量%、これ以外の単量体を0〜30重量%、及び多官能単量体を0〜10重量%である。
【0042】
上記内層の重合体におけるメタクリル酸アルキルとしては、例えば、先にメタクリル樹脂の単量体成分として挙げたメタクリル酸アルキルの例と同様であり、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。中でもメタクリル酸メチルが好ましく用いられる。
また、上記内層の重合体におけるアクリル酸アルキルとしては、例えば、先にメタクリル樹脂の単量体成分として挙げたアクリル酸アルキルの例と同様であり、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。
【0043】
上記内層の重合体におけるメタクリル酸アルキル及びアクリル酸アルキル以外の単量体としては、例えば、先にメタクリル樹脂の単量体成分として挙げたメタクリル酸アルキル及びアクリル酸アルキル以外の単官能単量体の例と同様であり、また、多官能単量体の例としては、先にメタクリル樹脂の単量体成分として挙げた多官能単量体の例と同様である。
【0044】
なお、上記の内層の重合体におけるメタクリル酸アルキル、アクリル酸アルキル、これら以外の単量体及び多官能単量体は、それぞれ、必要に応じてそれらの2種以上を用いてもよい。
【0045】
アクリル系ゴム粒子は、先に述べたアクリル酸エステルを主体とする弾性重合体の単量体成分を、乳化重合法などにより、少なくとも1段の反応で重合させることにより、調製することができる。その際、先に述べた如く、上記弾性重合体の層の外側に、メタクリル酸エステルを主体とする重合体の層を形成する場合は、この外層の重合体の単量体成分を、上記弾性重合体の存在下に、乳化重合法などにより、少なくとも1段の反応で重合させることにより、上記弾性重合体にグラフトさせればよい。
また、先に述べた如く、上記弾性重合体の層の内側に、さらにメタクリル酸エステルを主体とする重合体の層を形成する場合は、まず、この内層の重合体の単量体成分を、乳化重合法などにより、少なくとも1段の反応で重合させ、次いで、得られる重合体の存在下で、上記弾性重合体の単量体成分を、乳化重合法などにより、少なくとも1段の反応で重合させることにより、上記内層の重合体にグラフトさせ、さらに、得られる弾性重合体の存在下で、上記外層の重合体の単量体成分を、乳化重合法などにより、少なくとも1段の反応で重合させることにより、上記弾性重合体にグラフトさせればよい。なお、各層の重合を、それぞれ2段以上で行う場合、いずれも、各段の単量体組成ではなく、全体としての単量体組成が所定の範囲内にあればよい。
【0046】
アクリル系ゴム粒子の粒径については、該ゴム粒子中のアクリル酸エステルを主体とする弾性重合体の層の平均粒子径が、0.01〜0.4μmであるのが好ましく、より好ましくは0.05〜0.3μm、さらに好ましくは0.07〜0.25μmである。この弾性重合体の層の平均粒子径が0.4μmより大きいと、アクリル系樹脂からなるマットフィルムの透明性が低下し透過率低下につながるため、好ましくない。また、この弾性重合体の層の平均粒子径が0.01μmより小さいと、マットフィルムの表面硬度が低下して傷が付き易くなるため好ましくない。
【0047】
なお、上記平均粒子径は、アクリル系ゴム粒子をメタクリル樹脂と混合してフィルム化し、その断面において酸化ルテニウムによる上記弾性重合体の層の染色を施し、電子顕微鏡で観察して、染色された部分の直径から求めることができる。
すなわち、アクリル系ゴム粒子をメタクリル樹脂に混合し、その断面を酸化ルテニウムで染色すると、母相のメタクリル樹脂は染色されず、上記弾性重合体の層の外側にメタクリル酸エステルを主体とする重合体の層が存在する場合は、この外層の重合体も染色されず、上記弾性重合体の層のみが染色されるので、こうして染色され、電子顕微鏡でほぼ円形状に観察される部分の直径から、粒子径を求めることができる。上記弾性重合体の層の内側にメタクリル酸エステルを主体とする重合体の層が存在する場合は、この内層の重合体も染色されず、その外側の上記弾性重合体の層が染色された2層構造の状態で観察されることになるが、この場合は、2層構造の外側、すなわち上記弾性重合体の層の外径で考えればよい。
【0048】
アクリル系樹脂に対するゴム粒子の含有割合は、アクリル系樹脂全体の40重量%以下であり、好ましくは30重量%以下である。ゴム粒子の含有割合がアクリル系樹脂全体の40重量%より大きいと、マットフィルムの表面硬度が低下して傷が付き易くなってしまう。
【0049】
<環状オレフィン系樹脂>
環状オレフィン系樹脂としては、ジシクロペンタジエンの開環重合体の水素化物をはじめとする各種環状オレフィンポリマー、ジシクロペンタジエンまたはテトラシクロドデセンとエチレンとの共重合体をはじめとする各種環状オレフィンコポリマーおよびその水素化物、ノルボルネン系重合体などから選ばれた1種以上であって、例えば、ノルボルネンや多環ノルボルネン系モノマーのような、環状オレフィンからなるモノマーのユニットを有する熱可塑性の樹脂であり、上記環状オレフィンの開環重合体や2種以上の環状オレフィンを用いた開環共重合体の水素添加物であることができるほか、環状オレフィンと鎖状オレフィンやビニル基を有する芳香族化合物との付加共重合体であってもよい。また、極性基が導入されていてもよい。
環状オレフィンと鎖状オレフィンやビニル基を有する芳香族化合物との共重合体とする場合、鎖状オレフィンの例としては、エチレンやプロピレンなどが挙げられ、またビニル基を有する芳香族化合物の例としては、スチレン、α―メチルスチレン、核アルキル置換スチレンなどが挙げられる。このような共重合体において、環状オレフィンからなるモノマーのユニットは、50モル%以下、例えば、15〜50モル%程度であってもよい。特に、環状オレフィンと鎖状オレフィンとビニル基を有する芳香族化合物との三元共重合体とする場合、環状オレフィンからなるモノマーのユニットは、このように比較的少ない量であることができる。かかる三元共重合体において、鎖状オレフィンからなるモノマーのユニットは、通常、5〜80%、ビニル基を有する芳香族化合物からなるモノマーのユニットは、通常、5〜80%である。
市販の熱可塑性環状オレフィン系樹脂としては、ドイツのTicona社から販売されている「Topas」、JSR(株)から販売されている「アートン」、日本ゼオン(株)から販売されている「ゼオノア(ZEONOR)」及び「ゼオネックス(ZEONEX)」、三井化学(株)から販売されている「アペル」など(いずれも商品名)がある。
なお、環状オレフィン系樹脂としては、ガラス転移点が100℃以上、好ましくは130℃以上が好ましい。
【0050】
<ポリエステル系樹脂>
ポリエステル系樹脂としては、例えば、ポリエチレンテレフタレート、ポリエチレンナフタレート等が挙げられ、結晶性ポリエステルや非晶性ポリエステルが挙げられるが、透明性の観点からは、非晶性のものが好ましい。
ポリエステル系樹脂は、結晶性ポリエステルおよび非晶性ポリエステルからなるポリエステル系樹脂組成物から構成することができる。ポリエステル系樹脂とは、二塩基酸と多価アルコールとを重縮合して製造されるものである。
二塩基酸としては、例えば、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸等の芳香族ジカルボン酸やアジピン酸などの脂肪族ジカルボン酸などが挙げられる。
また、多価アルコールとしては、例えば、エチレングリコール、1,4−ブタンジオール、1,4−シクロへキサンジメタノール、ペンタエチレングリコール、2,2−ジメチルトリメチレングリコール、ヘキサメチレングリコール、ネオペンチルグリコール等のジオールが挙げられる。
上記の二塩基酸と多価アルコールは、任意の組み合わせにより用いられる。具体的には、テレフタル酸/エチレングリコール共重合体やテレフタル酸/エチレングリコール/1,4−シクロへキサンジメタノール三元共重合体、2,6−ナフタレンジカルボン酸/エチレングリコール共重合体、テルフタル酸/1,4−ブタンジオール共重合体などが挙げられる。
結晶性ポリエステルとしては、例えば、商品名「バイロン」(東洋紡績(株)製)として市販されている樹脂などが挙げられる。
非晶性ポリエステルとしては、例えば、非晶性ポリエチレンテレフタレート(いわゆるAPET)や、テレフタル酸/エチレングリコール/1,4−シクロへキサンジメタノール三元共重合体(例;商品名「PETG」(イーストマンケミカル(株)製))などが挙げられる。
【0051】
<ポリスチレン系樹脂>
ポリスチレン系樹脂としては、その構成単位としてスチレン単位を50質量%以上、好ましくは70質量%以上含有する重合体であり、スチレン単位を50質量%以上含有する限りその一部がスチレンと共重合可能な単官能の不飽和単量体単位で置き換えられた共重合体であってもよい。
【0052】
共重合可能な単官能の不飽和単量体としては、例えば、メタクリル酸エチル、メタクリル酸ブチル、メタクリル酸シクロヘキシル、メタクリル酸フェニル、メタクリル酸ベンジル、メタクリル酸2−エチルヘキシル、メタクリル酸2−ヒドロキシエチル等のメタクリル酸エステル類;アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸シクロヘキシル、アクリル酸フェニル、アクリル酸ベンジル、アクリル酸2−エチルヘキシル、アクリル酸2−ヒドロキシエチル等のアクリル酸エステル類;メタクリル酸、アクリル酸などの不飽和酸類;α−メチルスチレン、メタクリロニトリル、無水マレイン酸、フェニルマレイミド、シクロヘキシルマレイミド等が挙げられる。また、この共重合体は、無水グルタル酸単位、グルタルイミド単位をさらに含んでいても良い。
さらに前述した重合体、共重合体に、ゴム状重合体として、ジエン系ゴム、アクリル系ゴム等をブレンドしたもの含有しても良い。
【0053】
<メタクリル酸メチル−スチレン系樹脂>
メタクリル酸メチル−スチレン系樹脂としては、例えば、スチレン単位含有量20質量%〜95質量%とメタクリル酸メチル単位含有量80質量%〜5質量%との、好ましくはスチレン単位含有量70質量%以上とメタクリル酸メチル単位含有量30質量%以下との共重合体などが挙げられる。
【0054】
<AS系樹脂>
AS(アクリロニトリル−スチレン)系樹脂としては、例えば、アクリロニトリルから誘導されるモノマー単位とスチレンから誘導されるモノマー単位とがランダムに共重合した共重合体等が挙げられる。アクリロニトリルから誘導されるモノマー単位の含有量は、通常2〜50重量%(すなわち、スチレンから誘導されるモノマー単位の含有量は、通常98〜50重量%)であり、好ましくは20〜30重量%(すなわち、スチレンから誘導されるモノマー単位の含有量は、好ましくは80〜70重量%)である。ただし、AS系樹脂に含有されるモノマー単位の合計を100重量%とする。
【0055】
<ABS系樹脂>
ABS(アクリロニトリル−ブタジエン−スチレン)系樹脂としては、例えば、前述したAS系樹脂にオレフィン系ゴム(例えば、ポリブタジエンゴム)を40重量%以下程度にグラフト重合した共重合体等が挙げられる。
また、良好な透明性を得るために、ゴム成分の屈折率の値に樹脂成分の屈折率の値を近づける観点から、樹脂成分としてスチレンとメチルメタクリレートおよび他の共重合可能な単量体の共重合体とするいわゆる透明ABSが好ましい。
共重合可能な単量体としては、例えば、アクリロニトリルが挙げられる。また、透明ABSについては、例えば、特開2006−265406号公報に開示されたものが挙げられる。
【0056】
[ポリオレフィン樹脂]
ポリオレフィン樹脂は、ポリエチレン系樹脂、ポリプロピレン系樹脂およびそれらの変性体である変性ポリオレフィン系樹脂からなる群より選ばれる少なくとも一種であるのが好ましい。本発明の積層体を液晶表示装置に用いる場合には、保護フィルムは最終的に剥離されるため、比較的低コストで入手できるポリエチレン系樹脂またはポリプロピレン系樹脂を用いることが好ましい。
ポリオレフィン樹脂は、成形性の観点から、260℃、100sec−1のせん断速度における溶融粘度(b)が、80〜4000Pa・secであることが好ましく、100〜2000Pa・secであることがより好ましく、100〜1400Pa・secであることがさらに好ましい。
【0057】
<ポリエチレン系樹脂>
ポリエチレン系樹脂としては、例えば、エチレン単独重合体、エチレン−プロピレンランダム共重合体、エチレン−α−オレフィン共重合体などが挙げられる。
エチレン−α−オレフィン共重合体に用いられるα−オレフィンとしては、1−ブテン、2−メチル−1−プロペン、2−メチル−1−ブテン、3−メチル−1−ブテン、1−ヘキセン、2−エチル−1−ブテン、2,3−ジメチル−1−ブテン、1−ペンテン、2−メチル−1−ペンテン、3−メチル−1−ペンテン、4−メチル−1−ペンテン、3,3−ジメチル−1−ブテン、1−ヘプテン、メチル−1−ヘキセン、ジメチル−1−ペンテン、エチル−1−ペンテン、トリメチル−1−ブテン、メチルエチル−1−ブテン、1−オクテン、メチル−1−ペンテン、エチル−1−ヘキセン、ジメチル−1−ヘキセン、プロピル−1−ヘプテン、メチルエチル−1−ヘプテン、トリメチル−1−ペンテン、プロピル−1−ペンテン、ジエチル−1−ブテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセンなどが挙げられる。なかでも、1−ブテン、1−ペンテン、1−ヘキセン、1−オクテンを用いることが好ましい。
【0058】
<ポリプロピレン系樹脂>
ポリプロピレン系樹脂としては、例えば、プロピレン単独重合体、プロピレン−エチレンランダム共重合体、プロピレン−α−オレフィンランダム共重合体、プロピレン−エチレン−α−オレフィン共重合体、プロピレン単独重合体成分又は主にプロピレンからなる共重合体成分と、プロピレンとエチレン及び/又はα−オレフィンの共重合体成分からなるポリプロピレン系共重合体などが挙げられる。これらのポリプロピレン系樹脂は、単独又は2種以上を併用して用いてもよい。
【0059】
ポリプロピレン系樹脂に用いられるα−オレフィンとしては、例えば、エチレン−α−オレフィン共重合体に用いられるα−オレフィンと同様の化合物等が挙げられる。
【0060】
<変性ポリオレフィン系樹脂>
変性ポリオレフィン系樹脂は、例えば、ポリオレフィンを無水マレイン酸、マレイン酸ジメチル、マレイン酸ジエチル、アクリル酸、メタクリル酸、テトラヒドロフタル酸、グリシジルメタクリレート、ヒドロキシエチルメタクリレート、メチルメタクリレートなどの変性用化合物で変性して得られる。ここで用いられるポリオレフィンは、公知のポリオレフィンでよいが、例えば、エチレン系樹脂、アイソタクチックポリプロピレン、シンジオタクチックポリプロピレン、コモノマーを含むランダムタイプポリプロピレン、多段重合によるブロックタイプポリプロピレン、ポリ(4−メチル−1−ペンテン)、ポリ(1−ブテン)などが挙げられる。
【0061】
ポリオレフィン樹脂の製造方法としては、公知のオレフィン重合用触媒を用いた公知の重合方法が用いられる。例えば、チーグラー・ナッタ系触媒、メタロセン系錯体や非メタロセン系錯体などの錯体系触媒を用いた、スラリー重合法、溶液重合法、塊状重合法、気相重合法等、また、ラジカル開始剤を用いた塊状重合法、溶液重合法等があげられる。
また、本発明のポリオレフィン樹脂に該当する市販のポリオレフィン系樹脂を用いてもよい。
【0062】
なお、熱可塑性樹脂及びポリオレフィン樹脂には、必要に応じて他の成分、例えば、光拡散剤、酸化防止剤、紫外線吸収剤、有機系染料、無機系染料、顔料、帯電防止剤、界面活性剤などを配合してもよい。
【0063】
[積層体]
本発明の積層体は、熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層されたものであり、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満足する。かかる粘度比(a/b)は、30以下であることが好ましく、20以下であることがより好ましく、10以下であることがさらに好ましい。粘度比(a/b)が2.5未満であると、該積層体において、マットフィルムと保護フィルムとの間に、波状の凹凸欠陥が発生してしまう。また、粘度比(a/b)があまり大きいと、積層体を溶融共押出成形する場合に、成形し難くなるおそれがある。
【0064】
積層体は、後述のように、通常、溶融混練された熱可塑性樹脂およびポリオレフィン樹脂が、ダイ内積層方式にて積層され、次いでダイから押し出しされて製造される。このように製造して得られる積層体において、マットフィルムと保護フィルムとの両フィルム間に発生する波状の凹凸欠陥は、熱可塑性樹脂とポリオレフィン樹脂とが各々溶融混練され、ダイ内で積層される際に生じるものと推察される。さらに、この波状の凹凸欠陥の発生は、ダイ内で積層される際の熱可塑性樹脂とポリオレフィン樹脂との流動性の違い、すなわち溶融粘度の違いに起因しているものと推察される。本発明者らは、熱可塑性樹脂とポリオレフィン樹脂の溶融粘度に着目して検討を進めたところ、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満足するときに、波状の凹凸欠陥の発生が抑制されることを見出した。
【0065】
粘度比(a/b)が上記式を満足するためには、熱可塑性樹脂の溶融粘度(a)およびポリオレフィン樹脂の溶融粘度(b)を適宜調整すればよい。溶融粘度の調整は、例えば、溶融粘度(a)または溶融粘度(b)を大きくする場合は、熱可塑性樹脂またはポリオレフィン樹脂の分子量を大きくすればよく、溶融粘度(a)または溶融粘度(b)を小さくする場合は、熱可塑性樹脂またはポリオレフィン樹脂の分子量を小さくすればよい。また、溶融粘度(a)が上述した範囲内にあるときに、溶融粘度(a)と溶融粘度(b)とが、上記式を満足することが好ましい。
【0066】
積層体の厚みは、30〜400μmであることが好ましく、50〜300μmであることがより好ましく、70〜250μmであることがさらに好ましい。厚みが30μm未満であると積層体自体の剛性が低くなってしまうため、積層体に皺が入りやすくなったり、セッティングした状態で浮きなどが発生しやすくなってしまう。厚みが400μmより厚いと、積層体の製造コストが高くなったり、得られた積層体を偏光分離シートに貼合した場合、貼合後の偏光分離シートの厚みが厚くなり、結果として、液晶パネルの厚みが厚くなってしまうおそれがある。
【0067】
積層体は、マットフィルムの厚さが、積層体全体の厚さに対して60%以上の厚さであることが好ましく、70%以上の厚さであることがより好ましく、80%以上の厚さであることがさらに好ましい。マットフィルムの厚さが積層体全体の厚さに対して60%未満であると、例えば、保護フィルム越しに、マットフィルムにマット形状を転写する際に、マットフィルムに充分なマット形状を転写できないおそれがある。
また、保護フィルムの厚みは、5〜50μmであることが好ましく、10〜40μmであることがより好ましい。厚みが50μmより厚いと、例えば、保護フィルム越しにマットフィルムにマット形状を転写する際に、マットフィルムに充分なマット形状を転写できないおそれがあり、5μm未満であると、保護フィルムの保護機能が低下したり、剥離時に破断してしまうおそれがある。
【0068】
また、積層体から保護フィルムを剥離した後のマットフィルムのヘイズは、90%以下であることが好ましく、85%以下であることがより好ましい。90%を越えると、このフィルムを液晶表示装置に用いた場合に、画面が白茶け、画質の低下をまねく場合がある。また、ヘイズが25%より低いと十分な防眩効果が現れない場合がある。
【0069】
マットフィルムの波長590nmでの入射光の面内リタデーション値は、30nm以下であることが好ましく、20nm以下であることがより好ましく、10nm以下であることがさらに好ましい。
本発明における保護フィルムを剥離したマットフィルムは、液晶表示装置に用いられる場合、液晶表示に利用される光が偏光であることから、光学歪が小さいことが望ましく、リタデーション値が30nm以下であることが好ましい。例えば、液晶表示装置において、偏光分離シート保護フィルムとして用いる場合、偏光分離シートより出射してくる偏光の偏光方向をなるべく乱さないように、リタデーション値が30nm以下であることが好ましく、20nm以下であることがより好ましく、10nm以下であることがさらに好ましい。
【0070】
マットフィルムのマット面における60度鏡面光沢度は、60%以下であることが好ましく、50%以下であることがより好ましい。60度鏡面光沢度が60%を超えると、マットフィルムと液晶パネルが接触した場合、干渉稿による虹模様が発生するおそれがある。
【0071】
マットフィルムのマット面における表面粗さにおいては、算術平均粗さ(Ra)は、0.2〜6μmであることが好ましく、0.7〜6μmであることがより好ましく、最大高さ粗さ(Rz)は、0.7〜30μmであることが好ましく、3〜30μmであることがより好ましく、輪郭曲線要素の平均長さ(RSm)は、80〜320μmであることが好ましく、80〜300μmであることがより好ましい。前記各粗さの値が、それぞれ所定の範囲よりも低いと、十分な防眩効果が現れない場合がある。また、それぞれ所定の範囲を超えると、透明性が低下するおそれがある。
【0072】
積層体は、マットフィルムと保護フィルムが剥離可能である。ここで、剥離可能とは、直接積層されたマットフィルムと保護フィルムのうち、一方のフィルムから他方のフィルムを剥がし、別々のフィルムに分けることができることを表す。
【0073】
積層体は、マットフィルムと保護フィルムの層間剥離力が、1〜50g/25mm幅であることが好ましく、1〜30g/25mm幅であることがより好ましく、1〜10g/25mm幅であることがさらに好ましい。
層間剥離力が1g/25mm幅より低いと積層体の巻取り時や、搬送中、さらにはカッティング時などの外力がかかるときに保護フィルムが積層体から剥離するおそれがあり、50g/25mm幅より高いと保護フィルムを剥離するときにマットフィルムにダメージを与えるおそれがある。
【0074】
積層体から保護フィルムが剥離されてなるマットフィルムは、拡散作用、変角作用、他部材とのスティッキング防止や接触などによるフィルム表面の保護などの目的から液晶表示装置にて使用され、例えば、バックライトユニットに組み込まれる光拡散シート、光拡散フィルム、偏光板保護フィルム、位相差フィルム、輝度向上フィルム、反射フィルム、導光板または偏光分離シート保護フィルムなどとして使用される。中でも、偏光分離シート保護フィルムとしての使用が好ましい。
マットフィルムを偏光分離シート保護フィルムとして使用するには、まずマットフィルムのマット面に積層されている保護フィルムを、該マット面から剥離してマットフィルムを得、次いで得られたマットフィルムを偏光分離シートの少なくとも一方の面に貼合すればよい。マットフィルムの一方の面がマット面である場合は、マット面が最表面となるように、すなわちマット面ではない面を偏光分離シートに貼合すればよく、マットフィルムの両方の面がマット面である場合は、両方のマット面のうち、いずれか一方のマット面を偏光分離シートに貼合すればよい。また、偏光分離シートへ貼合されたマットフィルムは、偏光分離シートとの貼合時や搬送時等にマット面に傷が付いたり、埃が付着したりするおそれがある。そこで、まず積層体を、該積層体のマットフィルム面が貼合面となるように偏光分離シートに貼合し、次いで液晶表示装置の組立の最終段階において、該積層体におけるマットフィルムのマット面に積層されている保護フィルムを、該マット面から剥離してもよい。
【0075】
偏光分離シートへの積層体またはマットフィルムの貼合は、積層体またはマットフィルムの貼合面に粘着剤または接着剤を塗布し、偏光分離シートと、積層体またはマットフィルムとの間に、粘着剤層または接着剤層を介在させることが好ましい。また、粘着剤を添加した粘着性樹脂層を介在させてもよい。粘着剤または接着剤としては、特に限定されるものではなく、必要とされる粘着力または接着力に応じて、適宜選択すればよい。
【0076】
積層体から保護フィルムが剥離されてなるマットフィルムは、上述の液晶表示装置における使用に限定されるものではなく、光ディスクや自動車内装用フィルム、照明用フィルム、建材用フィルムなどにも適用することができる。
【0077】
マットフィルムまたは保護フィルムは、単層構成に限定されるものではなく、必要に応じて、2層以上の多層構成であってもよい。マットフィルムとしては、例えば、アクリル系樹脂からなる層とポリカーボネート系樹脂からなる層が積層されてなる2層構成などが挙げられる。
【0078】
<積層体の製造方法>
本発明の積層体の製造方法(以下、本発明の製造方法という場合がある。)は、通常、熱可塑性樹脂とポリオレフィン樹脂組成物をそれぞれ溶融押出し、熱可塑性樹脂からなる層(A)(以下、層(A)ということがある)とポリオレフィン樹脂組成物からなる層(B)(以下、層(B)ということがある)とを積層してフィルム状物を得る工程(1)と、フィルム状物の層(B)面が賦型ロールに接触するように、フィルム状物を賦型ロールとタッチロールの間に挿入し、該賦型ロールに接する層(B)を介して、層(B)に接する層(A)面に、賦型ロールの表面に形成されたマット形状を転写させてマット形状を形成し、該層(A)面をマット面とする工程(2)を有するものである。かかる製造方法により製造される積層体は、熱可塑性樹脂からなる層(A)のマット面、すなわちマットフィルムのマット面に、ポリオレフィン樹脂組成物からなる層(B)、すなわち保護フィルムが、直接積層されたものであり、層(A)(マットフィルム)と層(B)(保護フィルム)が剥離可能なものである。
【0079】
賦型ロールを用いたマット形状の形成方法としては、共押出成形時に外周面にマット形状が形成された金属ロールを用いて転写による方法であり、例えば特開2009−196327号公報、特開2009−202382号公報に記載の方法などを挙げることができる。
【0080】
以下、本発明の製造方法を、図面を参照して詳細に説明する。
図1は、本発明の製造方法の一実施形態を示す概略説明図である。
同図に示すように、この実施形態は、溶融押出機1、2に投入された熱可塑性樹脂およびポリオレフィン樹脂は溶融混練され、それぞれ分配ブロック3に供給されて所望の層構成となるように分配された後、マルチマニホールドダイ4(Tダイ)内にて積層され、マルチマニホールドダイ4先端からフィルム状物となって押し出される。
【0081】
本実施形態では、通常、ダイ内積層方式で層(A)と層(B)が積層され、一体化される。具体的には、例えば、2種3層または2種2層分配型である分配ブロック3に供給された熱可塑性樹脂およびポリオレフィン樹脂は、分配ブロック3内で層(A)の両面に層(B)が配されるように、または層(A)の一方の面に層(B)が配されるように分配され、マルチマニホールドダイ4の中で積層され、3層構成または2層構成として一体化される。
【0082】
押出機1、押出機2およびマルチマニホールドダイ4の温度設定は、用いる樹脂により適宜調整すればよく、熱可塑性樹脂にポリカーボネート系樹脂、ポリオレフィン樹脂にポリエチレン系樹脂を用いる場合は、押出機1は220〜300℃、押出機2は210〜300℃、マルチマニホールドダイ4は260〜300℃であるのが好ましい。また、熱可塑性樹脂にポリカーボネート系樹脂、ポリオレフィン樹脂にポリプロピレン系樹脂を用いる場合は、押出機1は210〜290℃、押出機2は210〜280℃、マルチマニホールドダイ4は250〜290℃に設定するのが好ましい。
押出機1、押出機2またはマルチマニホールドダイの温度設定が上記範囲外であると、ポリエチレン系樹脂は架橋によるゲル化によって異物となる恐れなどがあり、ポリプロピレン系樹脂では分解による発泡により外観不良となる恐れなどがある。
【0083】
なお、本実施形態では、分配ブロック3とマルチマニホールドダイ4を用いたマルチマニホールド方法を用いたが、これに代えて、例えば、フィードブロック積層方式やダイ外積層方式であるデュアルスロットダイなどを用いることができる。中でも、各層の厚み精度がより優れることから、マルチマニホールド方式を用いることが好ましい。
【0084】
次いで、マルチマニホールドダイ4から押し出された樹脂は、層(B)面が賦型ロール6(冷却ロール)と接触される側として略水平方向に対向配置されたタッチロール5(冷却ロール)と賦型ロール6の間に挟み込まれ、該層(B)面にマット形状が転写されると共に、層(B)越しに、層(B)と接触している層(A)面にもマット形状が転写され、積層体が成形される。このとき、該層(A)面に接触している層(B)面にもマット形状が形成される。さらに、賦型ロール6に巻き掛けられた積層体は、賦型ロール6と鏡面ロール7(冷却ロール)との間を通され、鏡面ロール7により、緩やかに冷却され、所定の引取速度で積層体8を得ることができる。
【0085】
タッチロール5は、通常、直径が200〜1000mm程度であり、例えば、ゴムロールまたは金属弾性ロールからなる。
タッチロール5の温度は、用いる樹脂によって適宜調整すればよく、例えば、熱可塑性樹脂にポリカーボネート系樹脂、ポリオレフィン樹脂にポリエチレン系樹脂を用いる場合は、通常10〜160℃、好ましくは15〜150℃である。また、熱可塑性樹脂にポリカーボネート系樹脂、ポリオレフィン樹脂組成物に含有されるポリオレフィン樹脂にポリプロピレン系樹脂を用いる場合は、通常10〜170℃、好ましくは15〜160℃である。
タッチロール5の温度があまりに低いと、樹脂が急激に冷却されることで積層体8に歪みが残りやすくなったり、また、タッチロール5の温度があまりに高いと、冷却が不十分となることで、積層体8がロールに密着し巻き取られることがある。
【0086】
ゴムロールとしては、例えば、シリコーンゴムロールやフッ素ゴムロール、離型性を上げるために砂を混ぜたゴムロールなどが挙げられる。
ゴムロールの硬度は、JIS K6253に準拠して測定したA60°〜A90°の範囲内であるのが好ましい。ゴムロールの硬度を前記範囲内にするには、例えばゴムロールを構成するゴムの架橋度や組成を調整することによって任意に行うことができる。
【0087】
金属弾性ロールとしては、例えば、ロールの内部がゴムで構成されているものや、流体を注入しているものであり、その外周部が屈曲性を持った金属製薄膜で構成されているものである。具体的には、ロールの内部がシリコーンゴムロールで構成され、厚さ0.2〜1mm程度の円筒形のステンレス鋼製薄膜が該ロールの外周部に被覆されたものや、ロールの内部に水や油などの流体を注入しているものでは、厚さ2〜5mm程度のステンレス鋼製の円筒形薄膜をロール端部で固定し、内部に流体を封入しているものなどが挙げられる。
【0088】
このようなタッチロール5としては、例えば、金属材料や弾性体で構成されたもので、鍍金などで鏡面状に仕上げされたものを用いる。なお、金属弾性ロールの金属製薄膜やゴムロールの表面は必ずしも平滑である必要はなく、下記で説明する賦型ロール6と同様に表面にマット形状を設けても何ら問題はない。
【0089】
賦型ロール6は、通常は、直径が200〜1000mm程度であり、例えば、外周面にマット形状が形成された金属ロールからなる。
賦型ロール6の温度は、用いる樹脂によって適宜調整すればよく、例えば、熱可塑性樹脂にポリカーボネート系樹脂、ポリオレフィン樹脂にポリエチレン系樹脂を用いる場合は、通常10〜80℃、好ましくは20〜60℃である。また、熱可塑性樹脂にポリカーボネート系樹脂、ポリオレフィン樹脂組成物に含有されるポリオレフィン樹脂にポリプロピレン系樹脂を用いる場合は、通常10〜100℃、好ましくは20〜80℃である。
賦型ロール6の温度があまりに低いと、樹脂が急激に冷却されることで積層体8に歪みが残りやすくなったり、また、賦型ロール6の温度があまりに高いと、冷却が不十分となることで、積層体8がロールに密着し巻き取られることがある。
【0090】
賦型ロール6としては、例えば、金属塊を削りだしたドリルドロールや、中空構造のスパイラルロールなどのロール内部に流体、蒸気などを通してロール表面の温度を制御できる金属ロールなどが挙げられ、これら金属ロールの外周面にサンドブラストや彫刻などによって所望のマット形状が形成されたものを用いることができる。
【0091】
賦型ロール6の外周面に形成されるマット形状としては、例えば、特定の算術平均粗さ(Ra)を有するマット形状などや、特定のピッチや高さを有する凹凸形状などが挙げられる。かかるマット形状を適宜調整することで、マットフィルムのマット面の表面粗さを所望のものとすることができる。
【0092】
マルチマニホールドダイ4から押し出されたフィルム状物が、層(A)の両方の面に、層(B)が積層されたフィルム状物であって、層(B)越しに、層(B)と接触している層(A)面にマット形状を転写させる場合、又は層(A)の一方の面に層(B)が積層されたフィルム状物であって、層(B)越しに、層(B)と接触している層(A)面にマット形状を形成させる場合は、このようなタッチロール5と賦型ロール6との間に挟み込むことによって、賦型ロール6のマット形状が層(A)面に転写され、積層体8に成形される。その際、フィルム状物の層(B)面が賦型ロール6と接触されるように押し出される。
なお、層(A)の両方の面に層(B)が積層されたフィルム状物であって、層(B)越しに層(A)の両方の面にマット形状を形成させる場合は、マット形状を外周面に形成された冷却ロール同士の間に該フィルム状物を挟み込めばよい。
【0093】
マット形状が転写された積層体8は、賦型ロール6に巻き掛けられた後、引取りロールで引取られて巻き取られる。
引取りロールの引取速度は、用いる樹脂によって適宜調整すればよく、通常0.5〜80m/分、好ましくは2〜60m/分である。0.5m/分より遅いと製造コストの点で不利となるおそれがあり、80m/分より速いと光学用途を想定したインラインでのフィルム外観検査が不十分となるおそれがある。
このとき、賦型ロール6以降に鏡面ロール7を設けてもよい。これにより、積層体8が緩やかに冷却されるので、積層体8の光学歪を小さくすることができ、さらに賦型ロール6への接触時間も安定して確保できるため、賦型ロール6に付与したマット形状を安定して転写させることが可能となる。鏡面ロール7としては、特に限定されるものではなく、従来から押出成形で使用されている通常の金属ロールを採用することができる。具体例としては、ドリルドロールやスパイラルロールなどが挙げられる。鏡面ロール7の表面状態は、鏡面であるのが好ましい。
【0094】
賦型ロール6に巻き掛けられた積層体8を、賦型ロール6と鏡面ロール7との間に通して鏡面ロール7に巻き掛けるようにする。賦型ロール6と鏡面ロール7との間は、所定の間隙を設けて解放状態としても、両ロールに挟み込んでも構わない。なお、積層体8をより緩やかに冷却する上で、鏡面ロール7以降に1または複数本の冷却ロールを設け、鏡面ロール7に巻き掛けたマットフィルムを順次、次の冷却ロールに巻き掛けるようにしてもよい。
【0095】
なお、マットフィルムまたは保護フィルムが多層構成である積層体は、図1に示す溶融押出機1、2に加えて別の溶融押出機(図示せず。)を新たに設け、分配ブロック3を3種3層分配型ブロックまたは3種5層分配型ブロックなどとし、その他は前述した実施形態と同様にして、溶融共押出成形すればよい。
【実施例】
【0096】
以下、本発明の実施例を示すが、本発明はこれらによって限定されるものではない。
【0097】
以下の実施例および比較例で使用した押出装置の構成は、次の通りである。
押出機1:ベント付きスクリュー径65mm一軸押出機(東芝機械(株)製)
押出機2:ベント付きスクリュー径45mm一軸押出機(東芝機械(株)製)
分配ブロック3:2種2層分配型ブロック(東芝機械(株)製)
【0098】
押出機1および2、分配ブロック3、マルチマニホールドダイ4、タッチロール5、賦型ロール6、鏡面ロール7を図1に示すように配置し、各ロール5〜7を以下のように構成した。
【0099】
<ロール構成>
タッチロール5および賦型ロール6、鏡面ロール7を以下のように構成した。
タッチロール5:外径250mmφで硬度A70°のシリコーンゴムロール
賦型ロール6:外径250mmφでブラスト処理によって算術平均粗さ(Ra)3.5μmのマット形状が形成されたステンレス鋼製の金属ロール(ドリルドロール)
鏡面ロール7:外径250mmφで鏡面仕上げのステンレス鋼製の金属ロール(ドリルドロール)
【0100】
実施例および比較例で使用した樹脂は、以下の4種類である。
・樹脂1:住友ダウ(株)製のポリカーボネート系樹脂「カリバー300−15」を用いた。
・樹脂2:住友化学(株)製のポリプロピレン系樹脂「ノーブレンFLX80E4」を用いた。
・樹脂3:住友化学(株)製のポリプロピレン系樹脂「ノーブレンKS23F8」を用いた。
・樹脂4:住友化学(株)製のポリプロピレン系樹脂「ノーブレンD101」を用いた。
樹脂1〜4の260℃、100sec−1のせん断速度における溶融粘度を、下記の方法で測定した。得られた結果を表1に示す。
【0101】
<溶融粘度>
東洋精機製キャピログラフを用いて(温度範囲:60〜400℃、バレル半径:9.55mmφ)、260℃、100sec−1のせん断速度の条件下で測定した。
【0102】
(実施例1〜2、比較例1)
層(A)として、表1に示す樹脂を溶融して押出機1(シリンダー温度:230〜260℃、スクリュー回転数:40rpm、押出量:50kg/時)から分配ブロック3に供給し、層(B)として、表1に示す樹脂を溶融して押出機2(シリンダー温度:210〜265℃、スクリュー回転数:29rpm、押出量7kg/時)から分配ブロック3に供給し、分配ブロック3にて層(A)/層(B)の2層構成となるように分配した後、マルチマニホールドダイ4(ダイ温度:260℃)にて積層してフィルム状物を押し出した。
【0103】
次いで、マルチマニホールドダイ4から押し出されたフィルム状物を、層(B)面が賦型ロールと接触するように、タッチロール5(設定温度:35℃)と賦型ロール6(設定温度:35℃)との間に挟み込み、積層体を成形した。さらに、賦型ロール6に巻き掛けられた積層体を、賦型ロール6と鏡面ロール7との間に通し、鏡面ロール7(設定温度:50℃)に巻き掛けて、引取速度10m/分で引取り、厚み130μmの層(A)(マットフィルム)の一方の面に厚み20μmの層(B)(保護フィルム)が積層されてなり、層(B)の面がマット面である総厚み150μmの2層構成の積層体8を得た。得られた積層体8において、保護フィルムに皺は見られなかった。該積層体8から保護フィルムを剥離した後のマットフィルムは、保護フィルムと接していた面に糊残りはなく、該面はマット面であった。また、保護フィルムは、両方の面がマット面であった。
【0104】
【表1】
【0105】
得られた各積層体および各積層体から層(B)(保護フィルム)を剥離した層(A)(マットフィルム)について、以下の評価を行った。結果を表2に示す。
【0106】
<リタデーション値>
マットフィルムから50mm角サイズで試験片を切り出し、微小面積複屈折率計(王子計測機器(株)製の「KOBRA−CCO/X」)により590nmにおけるリタデーション値を測定した。
【0107】
<全光線透過率(Tt)およびヘイズ(H)>
JIS K7361−1に準拠して、マットフィルムの全光線透過率(Tt)を測定した。
JIS K7136に準拠して、マットフィルムのヘイズ(H)を測定した。
【0108】
<60度鏡面光沢度>
JIS Z8741に準拠して、マットフィルムのマット面の60度鏡面光沢度を測定した。
【0109】
<表面粗さ>
マットフィルムのマット面の算術平均粗さ(Ra)、最大高さ粗さ(Rz)および輪郭曲線要素の平均長さ(RSm)を、JIS B0601−2001に準拠して表面粗さ計(ミツトヨ(株)製の「サーフテストSJ−201」)により測定した。
【0110】
<波状の凹凸欠陥>
得られた積層体において、マットフィルムと保護フィルムとの間における波状の凹凸欠陥の発生を、保護フィルム側上方より目視観察して評価した。これらフィルムの間に波状の凹凸欠陥が発生していなかった場合を「○」、波状の凹凸欠陥が発生していた場合を「×」と評価した。
【0111】
<剥離強度>
23℃の雰囲気中、剥離幅25mm、ピール角度180°、剥離速度300mm/minの条件下で、得られた積層体から保護フィルムを剥離させるに要する力を測定し、これを23℃における剥離強度(g/25mm)とした。
【0112】
【表2】
【符号の説明】
【0113】
1、2 溶融押出機
3 分配ブロック
4 マルチマニホールドダイ
5 タッチロール
6 賦形ロール
7 鏡面ロール
8 積層体
【特許請求の範囲】
【請求項1】
熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層されてなり、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満たすことを特徴とする積層体。
【請求項2】
マットフィルムと保護フィルムが剥離可能である請求項1に記載の積層体。
【請求項3】
熱可塑性樹脂が、ポリカーボネート系樹脂、アクリル系樹脂、環状オレフィン系樹脂、ポリエステル系樹脂、スチレン系樹脂、メタクリル酸メチル−スチレン系樹脂、ABS系樹脂およびAS系樹脂からなる群より選ばれる1種以上である請求項1または2に記載の積層体。
【請求項4】
ポリオレフィン樹脂が、ポリエチレン系樹脂、ポリプロピレン系樹脂およびそれらの変性体である変性ポリオレフィン系樹脂からなる群より選ばれる少なくとも一種である請求項1〜3のいずれかに記載の積層体。
【請求項5】
保護フィルムの両方の面がマット面である請求項1〜4のいずれかに記載の積層体。
【請求項6】
マットフィルムのヘイズが、90%以下である請求項1〜5のいずれかに記載の積層体。
【請求項7】
マットフィルムの面内リタデーションが、30nm以下、かつ60度鏡面光沢度が60%以下である請求項1〜6のいずれかに記載の積層体。
【請求項8】
マットフィルムと保護フィルムとの層間剥離力が、1〜50g/25mm幅である請求項1〜7のいずれかに記載の積層体。
【請求項9】
熱可塑性樹脂とポリオレフィン樹脂とを溶融共押出して製造されたものである請求項1〜8のいずれかに記載の積層体。
【請求項10】
積層体から保護フィルムが剥離されてなるマットフィルムが液晶表示装置に使用される請求項1〜9のいずれかに記載の積層体。
【請求項11】
マットフィルムが液晶表示装置における偏光分離シートの保護に使用される請求項10に記載の積層体。
【請求項12】
熱可塑性樹脂とポリオレフィン樹脂とを溶融共押出してフィルム状物を得、ポリオレフィン樹脂からなる層の面が賦型ロールに接触するように賦型ロールとタッチロールの間に挿入し、熱可塑性樹脂からなる層の面に、マット形状を形成することを特徴とする積層体の製造方法。
【請求項13】
請求項1〜11のいずれかに記載の積層体から保護フィルムを剥離して得られるマットフィルム。
【請求項1】
熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層されてなり、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満たすことを特徴とする積層体。
【請求項2】
マットフィルムと保護フィルムが剥離可能である請求項1に記載の積層体。
【請求項3】
熱可塑性樹脂が、ポリカーボネート系樹脂、アクリル系樹脂、環状オレフィン系樹脂、ポリエステル系樹脂、スチレン系樹脂、メタクリル酸メチル−スチレン系樹脂、ABS系樹脂およびAS系樹脂からなる群より選ばれる1種以上である請求項1または2に記載の積層体。
【請求項4】
ポリオレフィン樹脂が、ポリエチレン系樹脂、ポリプロピレン系樹脂およびそれらの変性体である変性ポリオレフィン系樹脂からなる群より選ばれる少なくとも一種である請求項1〜3のいずれかに記載の積層体。
【請求項5】
保護フィルムの両方の面がマット面である請求項1〜4のいずれかに記載の積層体。
【請求項6】
マットフィルムのヘイズが、90%以下である請求項1〜5のいずれかに記載の積層体。
【請求項7】
マットフィルムの面内リタデーションが、30nm以下、かつ60度鏡面光沢度が60%以下である請求項1〜6のいずれかに記載の積層体。
【請求項8】
マットフィルムと保護フィルムとの層間剥離力が、1〜50g/25mm幅である請求項1〜7のいずれかに記載の積層体。
【請求項9】
熱可塑性樹脂とポリオレフィン樹脂とを溶融共押出して製造されたものである請求項1〜8のいずれかに記載の積層体。
【請求項10】
積層体から保護フィルムが剥離されてなるマットフィルムが液晶表示装置に使用される請求項1〜9のいずれかに記載の積層体。
【請求項11】
マットフィルムが液晶表示装置における偏光分離シートの保護に使用される請求項10に記載の積層体。
【請求項12】
熱可塑性樹脂とポリオレフィン樹脂とを溶融共押出してフィルム状物を得、ポリオレフィン樹脂からなる層の面が賦型ロールに接触するように賦型ロールとタッチロールの間に挿入し、熱可塑性樹脂からなる層の面に、マット形状を形成することを特徴とする積層体の製造方法。
【請求項13】
請求項1〜11のいずれかに記載の積層体から保護フィルムを剥離して得られるマットフィルム。
【図1】

【公開番号】特開2012−236381(P2012−236381A)
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願番号】特願2011−108175(P2011−108175)
【出願日】平成23年5月13日(2011.5.13)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願日】平成23年5月13日(2011.5.13)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
[ Back to top ]